JP2004307980A - Method for manufacturing metal coated liquid crystal polyester substrate - Google Patents
Method for manufacturing metal coated liquid crystal polyester substrate Download PDFInfo
- Publication number
- JP2004307980A JP2004307980A JP2003106473A JP2003106473A JP2004307980A JP 2004307980 A JP2004307980 A JP 2004307980A JP 2003106473 A JP2003106473 A JP 2003106473A JP 2003106473 A JP2003106473 A JP 2003106473A JP 2004307980 A JP2004307980 A JP 2004307980A
- Authority
- JP
- Japan
- Prior art keywords
- liquid crystal
- crystal polyester
- film
- metal film
- conductive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Laminated Bodies (AREA)
- Chemically Coating (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、液晶ポリエステルフィルムの表面に導電性金属膜を形成した金属張り液晶ポリエステル基材の製造方法、更に詳しくは、液晶ポリエステルフィルムの表面に、微細な配線パターン等を加工するのに好適なように、導電性金属膜を強固に密着させた状態に形成した金属張り液晶ポリエステル基材を得る為の製造方法に関するものである。
【0002】
【従来の技術】
従来、フレキシブルプリント基板やプローブ基板等の基板、或るいはTABやCSP等の電子部品に用いられる回路パターン形成用の基材として、ポリイミド樹脂フィルムの表面に、銅膜等の導電性金属膜を形成した金属張りポリイミド基材が広く実用に供されている。かかるポリイミド樹脂は、耐熱性が高いが、その一方において吸水性が大きいので、高湿度の雰囲気下では寸法精度が低下してしまう。
【0003】
その為、昨今における電子機器の小型化や高精度化等に伴って、上述の金属張りポリイミド基材に代えて、耐熱性が高くて吸水性が小さい液晶ポリエステルフィルムに導電性金属膜を形成した金属張り液晶ポリエステル基材を用いることが注目されつつあるが、液晶ポリエステルと導電性金属膜との十分な密着強度を得るのが困難を極め、未だ実用化されていないのが現状である。
【0004】
しかるに、上述の密着強度を高める為の方法として、諸々の方法が検討されているが、その一方法として、所定厚みの電解金属箔上に液晶ポリエステルフィルムを加熱しながらラミネートする方法が挙げられる。
【0005】
このラミネート式の方法によると、電解金属箔の凹凸表面に対して、かかる凹部に液晶ポリマーを圧入させるようにラミネートするので、高い密着強度が得られるが、その一方において、そのような積層基材(電解金属箔の表面上に液晶ポリマーをラミネートした基材)に、金属配線パターンを加工する場合において、液晶ポリマー中から金属を除去することが難しく、これ等に起因して微細配線の形成が困難であって、しかも、液晶ポリマーに応力が残存し易いといった致命的な欠点を有しており、従って、この方法は、実用に値しない。
【0006】
それに対し、他の一方法であるメッキ式の方法は、液晶ポリエステルフィルムの表面を適当なエッチング液で粗面化し、次いで、前記粗面化されたフィルム表面上にメッキ法により導電性金属膜を形成するものであるから、微細配線の形成が困難である等の上述の欠点を解消することができる。
【0007】
従って、この点においては実用的ではあるが、その一方において、液晶ポリエステルフィルムと導電性金属膜との密着強度が比較的低い為に、この点において十分とは言い切れない。
【0008】
そこで、更に、例えば、アルカリによる粗面化後、無電解メッキ及び電解メッキすることによって、液晶ポリエステルフィルムと導電性金属膜との密着強度を高めること等が提案されている(下記特許文献1,2参照)。
【0009】
しかし、それらによると、液晶ポリエステルフィルムと導電性金属膜との密着強度を、ある程度は高めることができるが、密着強度のバラツキが大きく実用レベルに達していない。実用化の為には、密着強度(ピール強度)が安定し、かつ600g/cm以上であることが必要とされ、従って、更なる改良が要求されている。
【0010】
なお、上述のピール強度は、液晶ポリエステルフィルムの一端側から導電性金属膜を剥がして180度に折り曲げる所謂、180度法によって測定されたものである。以下に記載のピール強度も全て同様である。
【0011】
【特許文献1】
特許第2581543号公報(第2頁〜第3頁の実施例)
【特許文献2】
特開平2−305968号公報(第6頁の実施例1)
【0012】
【発明が解決しようとする課題】
本発明は、上述の欠点に鑑みて発明されたものであって、その目的は、液晶ポリエステルフィルムの表面上に導電性金属膜を形成した金属張り液晶ポリエステル基材の製造方法に関し、液晶ポリエステルと導電性金属膜との密着強度を実用レベル(ピール強度が安定して600g/cm以上)に高めることができる製造方法を提供することである。
【0013】
【課題を解決する為の手段】
上述の目的を達成する為に、本発明においては、エッチング液で液晶ポリエステルフィルムの表面を粗面化し、次いで、前記粗面化されたフィルム表面上にメッキ法により導電性金属膜を形成した後、前記導電性金属膜を形成した液晶ポリエステルを、100℃から液晶転移点温度付近までの範囲内から選ばれた所定温度に加熱する加熱処理を行うようにしている。
【0014】
このように、粗面化された表面上に導電性金属膜を形成した後で、100℃から液晶転移点温度付近までの範囲内から選ばれた所定温度といった特定の温度に加熱するようにしているので、液晶ポリエステルフィルムと導電性金属膜との密着強度を実用レベル(ピール強度が安定して600g/cm以上)に高めることができる。
【0015】
なお、液晶ポリエステルフィルムとして、全芳香族系のものが好ましく、また、エッチング液として、アルカリと分子中に水酸基を有する脂肪族アミノアルコール誘導体と水とで成るもので好ましく、更に、メッキ法として、無電解メッキに引き続いて電解メッキを行うものが好ましい。
【0016】
【発明の実施の形態】
本発明においては、液晶ポリエステルフィルムの表面をエッチング液で粗面化し、次いで、粗面化されたフィルム表面上にメッキ法によって導電性金属膜を形成し、更に、それを加熱処理するが、かかる液晶ポリエステルフィルムは、図1に示す分子構造のものが好適である。
【0017】
それらは、分子中に水酸基やカルボキシル基を有する芳香族化合物モノマーの共重合によって得られるポリエステルであって、そのような全芳香属系ポリエステルは、表1に示すように関係各社から市販されている。なお、全芳香属系ポリエステル以外の他の液晶ポリエステルであってもよい。
【0018】
【表1】

【0019】
無機アルカリとして、水酸化カリウム、水酸化ナトリウム等のアルカリ金属水酸化物又はその炭酸塩等が挙げられると共に有機アルカリとして、テトラメチルアンモニュウムヒドロキシドやテトラエチルアンモニュウムヒドロキシド等のテトラアルキルアンモニュウムヒドロキシドが挙げられる。
【0020】
これらの無機又は有機アルカリは、粉体又は液体のいずれであってもよいが、一般には水溶液として用いられる。また、それらのアルカリは、単独又は混合のいずれであってもよく、両アルカリの混合は、反応速度を適度に制御する場合などにおいて有効である。
【0021】
なお、有機アルカリは、100℃以下の加熱によってアミン化合物を発生する場合が多い。それに対し、無機アルカリは、加熱してもそのようなことが発生しないので、通常は無機アルカリが好んで用いられる。
【0022】
また、上述のアルカリと混合される脂肪族アミノアルコール誘導体は、分子中に水酸基を有しており、通常、沸点が100℃以上で水溶性である。かかる水酸基の数は、単数又は複数のいずれであってもよい。
【0023】
そのような脂肪族アミノアルコール誘導体の好ましい例として、モノエタノールアミン、ジエタノールアミン、α−アミノイソプロパノール、2−アミノブタノール等のような炭素数が2〜4のものが挙げられる。
【0024】
これらのアミノアルコール誘導体は、無機又は有機のアルカリ水溶液との相溶性がよく、極端に高い濃度でない限りにおいては、任意の割合で均一な混合が可能な特性を有している。
【0025】
それに対し、一般的に広く用いられているエタノールやブトキシエタノール(ブチセロ)は、水との相溶性は非常に高いにも拘わらず、水酸化カリウムなどの無機アルカリ水溶液との相溶性があまりよくない為に両者を混合した場合、液の層分離が起って均一な溶液を調整することができない事態等が発生するので、アミノアルコール誘導体を一組成分とするのが好ましい。
【0026】
なお、上述の全芳香属系ポリエステルフィルムは、熱可塑性であるのにも拘わらず、熱変形温度が200℃以上のものが多く、しかも、寸法安定性及び電気特性が優れている。従って、電子部品の材料としてはポリイミド樹脂フィルム以上に優れた材料であるが、耐薬品性が高く、かつ吸水性が小さい為に、一般のエッチング液では、長い反応時間が必要とされて所望の粗面化が極めて難しい。
【0027】
しかし、アルカリと分子中に水酸基を有する脂肪族アミノアルコール誘導体と水とで成る上述のエッチング液によると、それを容易に、かつ所望に粗面化することができる。
【0028】
無機又は有機アルカリ水溶液は、液晶ポリエステルを加水分解する作用があると考えるが、アルカリと分子中に水酸基を有する脂肪族アミノアルコール誘導体と水とで成る上述のエッチング液以外の他の無機又は有機アルカリ水溶液では、液晶ポリエステルの耐水性が高くて濡れ性がない為にエッチング速度が極めて小さく、エッチングに斑があって不均一になり易い。
【0029】
それに対し、アルカリと分子中に水酸基を有する脂肪族アミノアルコール誘導体と水とで成る上述のエッチング液によると、液晶ポリエステルのエッチング速度が非常に速く、かつ、エッチングが均一になる。
【0030】
これは、分子中に水酸基を有する脂肪族アミノアルコール誘導体が、液晶ポリエステルフィルムの表面における無機又は有機アルカリ成分の濡れ性や浸透性を促進して加水分解反応を加速し、更に、液晶ポリエステルフィルムの加水分解生成物を樹脂表面から溶出・除去する作用がある為と考えられる。
【0031】
かかる脂肪族アミノアルコール誘導体は、選択された1種類を用いるだけでなく、2種類以上を混合してもよい。脂肪族アミノアルコール誘導体は、一般に、炭素数が多くなるに従って水溶性が低下してアルカリ水溶液との相溶性が悪くなるので、炭素数が4程度以下のものが好ましい。
【0032】
そのような脂肪族アミノアルコール誘導体は、エッチング後の湯洗或るいは水洗でアルカリ成分と一緒に簡単に除去することができ、特に、モノエタノールアミンは、水溶性で沸点も150℃以上と高く、しかも、液晶ポリエステルへの浸透性や加水分解生成物の溶解性も高いと共に工業的にも容易に入手することができるので好ましい。
【0033】
エッチング液の組成分である、アルカリ、分子中に水酸基を有する脂肪族アミノアルコール誘導体及び水の混合割合は、重量比でアルカリ1に対して、前記脂肪族アミノアルコール誘導体が1及び水が1程度、すなわち、アルカリ33重量%、前記脂肪族アミノアルコール誘導体33重量%、水33重量%程度が最も好ましい。一般的には、アルカリが20重量%以下になると、エッチング速度が遅くなり、40重量%を越えると、アルカリが溶液から分離してくることが多い。また、上述の脂肪族アミノアルコール誘導体は、エッチング反応に際し、液晶ポリエステルフィルムの表面の親水性を高め、更に、生成する液晶ポリエステルフィルムの加水分解生成物を適度に溶解しながら除去するので、エッチングする表面に適度の凹凸を形成して均一な粗面化を可能にする点において顕著な効果を奏する。
【0034】
なお、上述の脂肪族アミノアルコール誘導体が不足して20重量%以下になると、水の割合が多くなるので、加水分解が不安定になって表面の加水分解生成物の適度な剥離除去が阻害される。その為、液晶ポリエステルフィルムの加水分解が不均一になって、分子量が小さい液晶ポリマーで構成されたエッチング残さが発生し、かつそれによって表面形状が不安定になるだけでなく、ピール強度の低下をもたらす原因になり易い。
【0035】
また、40重量%以上になると、水の割合が少なくなる為に、アルカリ、特に、水酸化カリウムなどの無機アルカリの溶解性が悪くなって沈殿析出の原因になる。従って、各組成成分の好適な濃度は、無機アルカリ及び/又は有機アルカリについては、20重量%〜40%重量、前記脂肪族アミノアルコール誘導体については20重量%〜40重量%、水については20重量%〜60重量%程度である。
【0036】
表2に、液晶ポリエステルを各種組成のエッチング液でエッチングした場合のエッチング速度等を示すが、同表中、「BIAC」はジャパンゴアテックス株式会社製の液晶ポリエステル、「VECSTAR」はクラレ株式会社製の液晶ポリエステル、KOHは水酸化カリウム、MEAはモノエタノールアミン、PGはプロピレングリコール、DEGはジエチルグリコール、EtOHはエタノール、BCはブチセロをそれぞれ示す。
【0037】
それらの12件の各例におけるエッチング処理は、各材料(試料)をビーカー中の80℃に加熱されているエッチング液に浸漬し、液を攪拌しながら行った。表2中の*印の例(i液を使用の例)においては、30分処理する間にエタノールと水が蒸発して終了時のKOHは29%になっていた。また、他の例(j液を使用の例)のエッチング速度(**印箇所の速度)は、分離したBC層が褐色に変化したが、そのまま不均一系で20分間処理した時の膜厚みの変化から求めたものである。
【0038】
【表2】
【0039】
【表3】
【0040】
エッチング速度だけを比較すると、水溶液をエタノール水溶液にすることにより、エッチング速度は速くなる傾向が見られるが、エタノール水溶液の場合には、水酸化カリウムの溶解度が小さく、かつ液中の無機アルカリ濃度が高いと層分離が起る為にアルカリ濃度を低くしなければならないと共にエッチングにおける加熱反応中に低沸点のエタノールが蒸発して組成が変化することによって反応速度が変化する為に均一なエッチングが困難になる。
【0041】
なお、エッチング液中のアルカリやモノエタノールアミン等の脂肪族アミノアルコール誘導体の量は、規定濃度の塩酸で電位差滴定することによって所定に管理することができる。また、上述のエッチング液は、所定温度に加熱して使用する。60℃〜90℃好ましくは70℃〜80℃の範囲内から選ばれた所定温度である。
【0042】
液温が60℃〜90℃の範囲内から選ばれた所定温度である場合においては、エッチング反応時間が10秒〜3分程度である。温度が低いと反応に時間がかかり、高温にすると、水分の蒸発が激しくてエッチング液の濃度が変化し易く、かつ有機アルカリを使用する場合においては、臭気の発生が強いから作業環境上、好ましくない。
【0043】
液晶ポリエステルフィルムとエッチング液との接触は、攪拌状態の液中に液晶ポリエステルフィルムを浸漬する方法、液晶ポリエステルフィルムに対してエッチング液を噴射する方法、液中の液晶ポリエステルフィルムに対してジェット噴流を衝突させる方法、液中で超音波を照射する方法等いずれであってもよい。液中に浸漬する場合には、液晶ポリエステルフィルムを揺動するのが好ましい。
【0044】
図3,6に、アルカリと分子中に水酸基を有する脂肪族アミノアルコール誘導体と水とで成る上述のエッチング液でエッチングした場合の液晶ポリエステルフィルムの表面姿を示すと共に図4,7に、エッチング前の液晶ポリエステルフィルムの表面姿を示す。これらの図はSEM(Scanning Electron Microscope)写真である。
【0045】
図4,7のフィルム表面に対し、図3,6のエッチング後のフィルム表面は、均一な凹凸が形成されて有効に粗面化されていることが分る。かかる凹凸は、後工程のメッキにおいて、メッキ触媒やメッキ金属の接合のアンカー効果を向上させる役割を果たし、液晶ポリマーと金属との密着強度を高める。
【0046】
引き続いて、上述の粗面化されたフィルム表面上にメッキ法によって導電性金属膜を形成する。かかるメッキ法は、前記粗面化されたフィルム表面上にメッキ触媒の付与下で導電性下層金属膜を形成する無電解メッキと、前記導電性下層金属膜上に導電性上層金属膜を積層する電解メッキとを行う方法が好ましい。しかし、必要に応じて他のメッキ法を選択してもよい。
【0047】
また、上述の無電解メッキにおいて用いられる触媒液等の無電解メッキ用材料は、メルテックス株式会社やシプレー株式会社等の多くのメッキ用材料メーカーから市販されている各種材料の内から所定の材料を選択することができる。
【0048】
上述のメッキ触媒液の代表例として、錫−パラジウム系又はパラジウムコロイド系の触媒液等が挙げられると共に無電解メッキ液の代表例として、無電解ニッケルメッキ液又は無電解銅メッキ液等が挙げられる。
【0049】
なお、上述のように、無電解メッキによって、粗面化されたフィルム表面上に導電性下層金属膜を形成するが、その際、液晶ポリエステルは、他の材であるポリイミドと比較して、耐アルカリ薬品性においても優れている為に、汎用のアルカリ性無電解銅メッキ液を使用することができる。
【0050】
そして、更に、引き続いて、かかる導電性下層金属膜上に、電解メッキによって導電性上層金属膜を積層する。よって、導電性下層金属膜及び導電性上層金属膜で構成された二層構造状の導電性金属膜を液晶ポリエステルフィルム上に形成するができる。
【0051】
上述の電解メッキにおいて、市販されている所定の電解メッキ液を使用、すなわち、市販の電解銅メッキ液、電解ニッケルメッキ液又は電解金メッキ液等を選択して使用することができる。銅やニッケルの硫酸銅やスルファミン酸塩を主体とした電解メッキ液が最も広く実用に供されている。
【0052】
上述のメッキ触媒に関し、市販されている代表例として、メルテック株式会社製の「エンプレートアクチべータ850アディティブ/アクチベータ850」、シップレー株式会社製の「キャタポジット44/アクセレーター19E」等が挙げられる。
【0053】
また、無電解メッキ液に関し、市販されている代表例として、メルテックス株式会社製の無電解銅メッキ液である「キューポジット250」、同社の無電解ニッケルメッキ液である「867Ni」や「426Ni」、シップレー株式会社製の無電解ニッケルメッキ液である「U−55」等が挙げられる。また、電解メッキ液に関し、市販されている代表例として、メルテックス株式会社製の「カパーグリーム」が挙げられる。
【0054】
それらの市販されているメッキ触媒やメッキ液を用いての処理条件は、各メーカが推奨の処理条件であれば特に問題がない。なお、上述のメッキ触媒、無電解銅メッキ液及び電解メッキ液の組み合わせは、上述の導電性下層金属膜及び導電性上層金属膜を形成するのに適した組み合わせが選択され、一般に、導電性下層金属膜をニッケル又は銅で構成すると共に導電性上層金属膜を銅又は金で構成して成る導電性金属膜を形成することができるように、それらを所定に選択すればよい。
【0055】
次いで、上述の諸工程を経て、液晶ポリエステルフィルムの表面上に導電性金属膜を形成した後、それを加熱処理する。すなわち、導電性金属膜を形成した液晶ポリエステルフィルムを、100℃から液晶転移点温度付近までの範囲内から選択された所定温度に加熱する。
【0056】
かかる加熱は、不活性ガス雰囲気中で加熱したり、或るいは、真空プレス上で加圧加熱したり、更には、加熱ロールを用いて連続的に加熱したり等、その方法はいかなる方法であってもよい。そのような加熱処理によって、上述のアンカー効果が一層高められる。
【0057】
ポストキュアの加熱温度を100℃から液晶転移点温度付近(好ましくは液晶転移点温度以下)に限定しているのは、液晶転移点温度以上に加熱すると、液晶ポリエステルフィルム又は金属張り液晶ポリエステルフィルムの寸法安定性が低下すると共に皺等の熱変形が起きるので、好ましくないからである。
【0058】
上述のように、無電解銅メッキ及び電解メッキによって得られた導電性金属膜を構成している導電性下層金属膜は、液晶ポリエステルフィルムの表面の凹凸部分とアンカー状に接合されている。
【0059】
その為、かかる導電性下層金属膜と液晶ポリマーとの密着強度は比較的高いが、上述の加熱処理によって更に高められる。このようなアンカー効果のより一層の向上化によって、液晶ポリエステルフィルムと導電性金属膜との密着強度を実用レベル(ピール強度が600g/cm以上)に高めることができる。
【0060】
よって、後工程において配線パターン等を加工するのに好適なように、液晶ポリエステルフィルムの表面に対して導電性金属膜を強固に密着状態に形成した金属張り液晶ポリエステル基材を製造することができる。
【0061】
図5に、その一実施例に係るピール強度の測定結果を示すが、これからして明らかのように、800g/cm〜900g/cmといった高強度レベルにおいて、強度バラツキが小さくて安定な密着強度を有している。
【0062】
なお、上述の加熱処理の時間は、加熱温度等との関係からして多少の調整をするのが好ましいが、一般には5分前後である。また、液晶ポリエステルフィルムの表面に対する導電性金属膜の形成は、フィルム両面に形成することだけに限定されず、どちらか一方のフィルム面に形成してもよい。
【0063】
【実施例】
[実施例1]
(粗面化工程):ジャパンゴアテックス株式会社製の厚みが125μmの液晶ポリエステルフィルムである「BIAC」(同社の技術資料によると液晶転移温度が335℃)で構成された大きさが5cm×5cmのサンプル片を、水酸化カリウム28重量%、モノエタノールアミン32重量%及び水40重量%から成るエッチング液に1分間浸漬した。その際、エッチング液を80℃に加熱した。次いで、それを80℃の湯浴で1分間、湯洗した後、1%硫酸水溶液に浸漬してから水洗し、かつ風乾した。
【0064】
上述のエッチング処理前(粗面化前)のサンプル片の表面姿を図4に示す。この図は、SEM(Scanning Electron Microscope)写真である。また、エッチング処理後のサンプル片の表面姿を図3に示す。この図もSEM写真である。これからして明らかのように、エッチング処理によって、サンプル片の表面に均一な凹凸が形成され、その凹部の深さ(エッチング深さ)はほぼ均一である。
【0065】
(メッキ触媒付与工程):次いで、上述のサンプル片をメルテック株式会社製の「メルプレートコンデショナー1101」に、室温で5分間浸漬し、水洗後、同社製の「エンプレートアクチベータ850アディティブ」に、室温で4分間処理し、更に、同社製の「エンプレートアクチベータ850」で、室温で2分間処理し、それを水洗した後、同社製の「メルプレートPA−360」に、室温で4分間浸漬した。
【0066】
(無電解メッキ工程):次いで、かかるサンプル片を水洗した後、同社製の無電解ニッケルメッキ液である「メルプレート867」で4分間メッキしてニッケル膜(導電性下層金属膜)を形成した。その際、「メルプレート867」を70℃に加熱した。ニッケル膜の表面は、上述のエッチング処理によって形成された凹凸に対応して半光沢状態であったと共に、この面の電気抵抗は3.3Ωであった。
【0067】
(電気メッキ工程):次いで、かかるサンプル片に、硫酸銅をベースとしたメルテックス株式会社製の電解銅メッキ浴である「カパーグリーム125」を用いて電解銅メッキを行い、前記ニッケル膜の上に厚みが18μmの銅膜(導電性上層金属膜)を形成し、このようにして、導電性下層金属膜である前記ニッケル膜上に、導電性上層金属膜である前記銅膜を積層して成る導電性金属膜を形成した。この導電性金属膜の表面は、平滑で光沢があった。なお、このサンプル片のピール強度は、最大530g/cm、最小390g/cm、平均410g/cmであった。(加熱処理工程):次いで、上述のサンプル片を330℃で5分間、加熱処理した。このようにして、金属張りポリエステル基材の一種である両面金属張り液晶ポリエステル基材を製造したが、これのピール強度は、最大990g/cm、最小810g/cm、平均863g/cmであった。
【0068】
なお、ジャパンゴアテックス株式会社の技術資料(検査表)に記載されている銅張り液晶ポリエステルフィルム基材、すなわち、前記「BIAC」と厚みが18μの電解銅箔とを340℃で融着した基材のピール強度は、最大870g/cm、最小720g/cm、平均770g/cmであった。
【0069】
[実施例2]
(粗面化工程):ジャパンゴアテックス株式会社製の厚みが125μmの液晶ポリエステルフィルムである「BIAC」で構成された大きさが5cm×5cmのサンプル片を、水酸化カリウム28重量%、モノエタノールアミン32重量%及び水40重量%から成るエッチング液に1分間浸漬した。その際、エッチング液を80℃に加熱した。次いで、それを80℃の湯浴で1分間、湯洗した後、1%硫酸水溶液に浸漬してから水洗し、かつ風乾した。
【0070】
(メッキ触媒付与工程):次いで、このサンプル片をメルテック株式会社製の「メルプレートコンデショナー1101」に、室温で5分間浸漬し、水洗後、同社製の「エンプレートアクチベータ850アディティブ」に、室温で4分間処理し、更に、同社製の「エンプレートアクチベータ850」で、室温で2分間処理し、それを水洗した後、同社製の「メルプレートPA−360」に、室温で4分間浸漬した。
【0071】
(無電解メッキ工程):次いで、かかるサンプル片を水洗した後、同社製の無電解銅メッキ液である「メルプレートCu−390」で30分間メッキして銅膜(導電性下層金属膜)を形成した。その際、前記「メルプレートCu−390」を25℃に加熱した。銅膜の表面は、上述のエッチング処理によって形成された凹凸に対応して半光沢状態であったと共に、この面の電気抵抗は0.05Ωであった。
【0072】
(電気メッキ工程):次いで、かかるサンプル片に、硫酸銅をベースとしたメルテックス株式会社製の電解銅メッキ浴である「カパーグリーム125」を用いて電解銅メッキを行い、前記銅膜(導電性下層金属膜)の上に18μmの銅膜(導電性上層金属膜)を積層し、このようにして、導電性下層金属膜である前記銅膜上に、導電性上層金属膜である前記銅膜を積層して成る導電性金属膜を形成した。かかる導電性金属膜の表面は、光沢があった。なお、このサンプル片のピール強度は、最大520g/cm、最小410g/cm、平均460g/cmであった。
【0073】
(加熱処理工程):次いで、上述のサンプル片を310℃で5分間、加熱処理した。このようにして、金属張りポリエステル基材の一種である両面金属張り液晶ポリエステル基材を製造したが、これのピール強度は、最大970g/cm、最小720g/cm、平均850g/cmであった。
【0074】
なお、ジャパンゴアテックス株式会社の技術資料(検査表)に記載されている銅張り液晶ポリエステル基材、すなわち、上記「BIAC」と厚みが18μの電解銅箔とを340℃で融着した基材のピール強度(最大870g/cm)以上であった。
【0075】
[実施例3]
(粗面化工程):クラレ株式会社製のLCPで構成されたサンプル片、すなわち、厚みが50μmの液晶ポリエステルフィルムである「ベクスターFA」(同社の技術資料によると液晶転移温度が335℃)で構成されたサンプル片を、水酸化カリウム28重量%、モノエタノールアミン32重量%及び水40重量%から成るエッチング液に1分間浸漬した。
【0076】
その際、エッチング液を80℃に加熱した。次いで、それを80℃の湯浴で1分間、湯洗した後、1%硫酸水溶液に浸漬してから水洗し、かつ風乾した。サンプル片の表面に凹凸が形成されていた。
【0077】
上述のエチング処理前(粗面化前)のサンプル片の表面姿を図7に示す。この図は、SEM写真である。また、エッチング処理後のサンプル片の表面姿を図6に示す。この図もSEM写真である。これらして明らかのように、エッチング処理によって、サンプル片の表面に均一な凹凸が形成され、その凹部の深さ(エッチング深さ)はほぼ均一である。
【0078】
(メッキ触媒付与工程):次いで、このサンプル片をメルテック株式会社製の「メルプレートコンデショナー1101」に、室温で5分間浸漬し、水洗後、同社製の「エンプレートアクチベータ850アディティブ」に、室温で4分間処理し、更に、同社製の「エンプレートアクチベータ850」で、室温で2分間処理し、それを水洗した後、同社製の「メルプレートPA−360」に、室温で4分間浸漬した。
【0079】
(無電解メッキ工程):次いで、かかるサンプル片を水洗した後、同社製の無電解銅メッキ液である「メルプレートCu−390」で30分間メッキして銅膜(導電性下層金属膜)を形成した。その際、「メルプレートCu−390」を25℃に加熱した。前記銅膜の表面は、上述のエッチング処理によって形成された凹凸に対応して半光沢状態であったと共に、この面の電気抵抗は0.05Ωであった。
【0080】
(電気メッキ工程):次いで、かかるサンプル片に、硫酸銅をベースとしたメルテックス株式会社製の電解銅メッキ浴である「カパーグリーム125」を用いて電解銅メッキを行い、前記銅膜(導電性下層金属膜)の上に、厚みが18μmの銅膜(導電性上層金属膜)を形成し、このようにして、導電性下層金属膜である前記銅膜上に、導電性上層金属膜である前記銅膜を積層して成る導電性金属膜を形成した。かかる導電性金属膜の表面は、光沢があった。
【0081】
なお、このサンプル片を250℃で熱処理した後のピール強度は、870g/cmであり、ジャパンゴアテックス株式会社の技術資料(検査表)に記載されている銅張り液晶ポリエステル基材、すなわち、上記「BIAC」と厚みが18μの電解銅箔とを340℃で融着した基材のピール強度(最大870g/cm)と同等であった。
【0082】
[実施例4〜9]
粗面化工程、メッキ触媒付与工程、無電解メッキ工程及び電気メッキ工程を実施例1と同一の条件で行い、加熱処理工程の温度条件のみを実施例1のそれと変化させた実施4〜9によって得られたピール強度を表4に示す。
【0083】
なお、同表に、加熱処理をしないこと以外の条件は、実施例1と同一の条件で行った比較例1によって得られたピール強度も示すが、それとの対比によって明らかのように、加熱処理をする実施例4〜9のピール強度の方がいずれも大きいから、これらの方が有利であることがわかる。
【0084】
【表4】
[比較例2] エッチング液で粗面化することを省いたこと以外の条件は、実施例1と同一条件で両面金属張り液晶ポリエステル基材を製造した。金属光沢のあるメッキ表面が得られた。しかし、セロハンテープによる剥離試験によって導電性金属膜が容易に剥離し、ピール強度はゼロに近いものであったと共に導電性金属膜の表面電気抵抗は17Ωであった。なお、剥離面は白色の金属光沢があり、ポリマー表面で剥離していた。
【0085】
[比較例3] エッチング液で粗面化することを省いたこと以外の条件は、実施例3と同一条件で両面金属張り液晶ポリエステル基材を製造した。金属光沢のあるメッキ表面が得られた。しかし、セロハンテープによる剥離試験によって導電性金属膜(厚さ15μm)が容易に剥離し、ピール強度はゼロに近いものであったと共に導電性金属膜の表面電気抵抗は21Ωであった。
【0086】
【発明の効果】
上述の如く、本発明に係る金属張り液晶ポリエステル基材の製造方法は、液晶ポリエステルフィルムの表面をエッチング液で粗面化し、次いで、前記粗面化されたフィルム表面上にメッキ法により導電性金属膜を形成することに加えて、前記導電性金属膜を形成した液晶ポリエステルフィルムを、100℃から液晶転移点温度付近までの範囲内から選択された所定温度に加熱する加熱処理を行うようにしているから、液晶ポリエステルフィルムと導電性金属膜との密着強度を、実用レベルの密着強度(ピール強度が安定して600g/cm以上)に高めることができ、従って、後工程で微細な配線パターン等を加工するのに好適なように、導電性金属膜を強固に密着させた状態に形成した金属張り液晶ポリエステル基材を得ることができて金属張り液晶ポリエステル基材の汎用化を図ることができる。
【図面の簡単な説明】
【図1】図1は液晶ポリエステルの分子構造を示す図である。
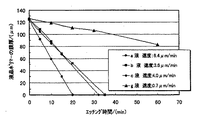
【図2】図2はエッチング速度(膜厚みとエッチング時間との関係)を示す線図である。
【図3】図3は「BIAC」をエッチングして粗面化した状態を示す図(SEM写真)である。
【図4】図4はエッチングする前(粗面化前)の「BIAC」の表面姿を示す図(SEM写真)である。
【図5】図5はピール強度の測定結果を示す図である。
【図6】図6は「ベクスターFA」をエッチングした(粗面化した)状態を示す図(SEM写真)である。
【図7】図7はエッチングする前(粗面化前)の「ベクスターFA」の表面姿を示す図(SEM写真)である。[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention is a method for producing a metal-clad liquid crystal polyester substrate having a conductive metal film formed on the surface of a liquid crystal polyester film, and more specifically, is suitable for processing a fine wiring pattern or the like on the surface of a liquid crystal polyester film. As described above, the present invention relates to a production method for obtaining a metal-clad liquid crystal polyester substrate in which a conductive metal film is firmly adhered.
[0002]
[Prior art]
Conventionally, as a substrate for forming a circuit pattern used for a substrate such as a flexible printed board or a probe board or an electronic component such as a TAB or a CSP, a conductive metal film such as a copper film is formed on the surface of a polyimide resin film. The formed metal-clad polyimide substrate is widely used in practice. Such a polyimide resin has high heat resistance, but on the other hand, has high water absorption, so that the dimensional accuracy is reduced in an atmosphere of high humidity.
[0003]
Therefore, with the recent miniaturization and high precision of electronic devices, in place of the above-mentioned metal-clad polyimide substrate, a conductive metal film was formed on a liquid crystal polyester film having high heat resistance and small water absorption. The use of a metal-clad liquid crystal polyester substrate has been attracting attention, but it is extremely difficult to obtain a sufficient adhesion strength between the liquid crystal polyester and the conductive metal film, and at present it has not yet been put to practical use.
[0004]
However, various methods have been studied as a method for increasing the above-mentioned adhesion strength. One of the methods is a method in which a liquid crystal polyester film is laminated on an electrolytic metal foil having a predetermined thickness while heating.
[0005]
According to this laminating method, a high adhesion strength is obtained because the liquid crystal polymer is pressed into the concave portions with respect to the uneven surface of the electrolytic metal foil, so that a high adhesion strength is obtained. When processing a metal wiring pattern on (a base material on which a liquid crystal polymer is laminated on the surface of an electrolytic metal foil), it is difficult to remove metal from the liquid crystal polymer. This method is difficult and has a fatal disadvantage that a stress easily remains in the liquid crystal polymer. Therefore, this method is not practical.
[0006]
On the other hand, another plating method is a method in which the surface of a liquid crystal polyester film is roughened with an appropriate etching solution, and then a conductive metal film is formed on the roughened film surface by a plating method. Since it is formed, it is possible to solve the above-mentioned disadvantages such as difficulty in forming fine wiring.
[0007]
Therefore, although practical in this respect, on the other hand, the adhesion strength between the liquid crystal polyester film and the conductive metal film is relatively low, so that it is not sufficient in this respect.
[0008]
Therefore, for example, it has been proposed to increase the adhesion strength between the liquid crystal polyester film and the conductive metal film by performing electroless plating and electrolytic plating after roughening with an alkali (see
[0009]
However, according to them, although the adhesion strength between the liquid crystal polyester film and the conductive metal film can be increased to some extent, the dispersion of the adhesion strength is large and has not reached the practical level. For practical use, it is necessary that the adhesion strength (peel strength) is stable and 600 g / cm or more, and therefore, further improvement is required.
[0010]
The above-mentioned peel strength is measured by a so-called 180-degree method in which a conductive metal film is peeled off from one end of a liquid crystal polyester film and bent at 180 degrees. The same applies to the peel strength described below.
[0011]
[Patent Document 1]
Japanese Patent No. 2581543 (Examples on page 2 to page 3)
[Patent Document 2]
JP-A-2-305968 (Example 1 on page 6)
[0012]
[Problems to be solved by the invention]
The present invention has been made in view of the above-mentioned drawbacks, and an object of the present invention is to provide a method for manufacturing a metal-clad liquid crystal polyester base material having a conductive metal film formed on the surface of a liquid crystal polyester film. An object of the present invention is to provide a manufacturing method capable of increasing the adhesion strength to a conductive metal film to a practical level (peel strength is stably 600 g / cm or more).
[0013]
[Means for solving the problem]
In order to achieve the above object, in the present invention, the surface of the liquid crystal polyester film is roughened with an etching solution, and then a conductive metal film is formed on the roughened film surface by a plating method. The liquid crystal polyester having the conductive metal film formed thereon is subjected to a heat treatment for heating the liquid crystal polyester to a predetermined temperature selected from the range of 100 ° C. to around the liquid crystal transition temperature.
[0014]
After forming the conductive metal film on the roughened surface in this manner, the conductive metal film is heated to a specific temperature such as a predetermined temperature selected from a range from 100 ° C. to around the liquid crystal transition temperature. Therefore, the adhesive strength between the liquid crystal polyester film and the conductive metal film can be increased to a practical level (peel strength is stably 600 g / cm or more).
[0015]
In addition, as a liquid crystal polyester film, a wholly aromatic type is preferable, and as an etching solution, a film composed of alkali and an aliphatic amino alcohol derivative having a hydroxyl group in a molecule and water is preferable, and further, as a plating method, It is preferable to perform electroplating subsequent to electroless plating.
[0016]
BEST MODE FOR CARRYING OUT THE INVENTION
In the present invention, the surface of the liquid crystal polyester film is roughened with an etchant, and then a conductive metal film is formed on the roughened film surface by a plating method, which is then heat-treated. The liquid crystal polyester film preferably has a molecular structure shown in FIG.
[0017]
They are polyesters obtained by copolymerization of an aromatic compound monomer having a hydroxyl group or a carboxyl group in the molecule, and such wholly aromatic polyesters are commercially available from related companies as shown in Table 1. . The liquid crystal polyester other than the wholly aromatic polyester may be used.
[0018]
[Table 1]
[0019]
Examples of inorganic alkalis include alkali metal hydroxides such as potassium hydroxide and sodium hydroxide or carbonates thereof, and examples of organic alkalis include tetraalkylammonium hydroxides such as tetramethylammonium hydroxide and tetraethylammonium hydroxide. Can be
[0020]
These inorganic or organic alkalis may be either powder or liquid, but are generally used as an aqueous solution. In addition, these alkalis may be used alone or in a mixture, and the mixture of both alkalis is effective when the reaction rate is appropriately controlled.
[0021]
In addition, an organic alkali often generates an amine compound by heating at 100 ° C. or lower. On the other hand, such an inorganic alkali does not occur even when it is heated, so that the inorganic alkali is usually preferably used.
[0022]
The aliphatic amino alcohol derivative mixed with the above-mentioned alkali has a hydroxyl group in the molecule, and usually has a boiling point of 100 ° C. or higher and is water-soluble. The number of such hydroxyl groups may be singular or plural.
[0023]
Preferred examples of such aliphatic amino alcohol derivatives include those having 2 to 4 carbon atoms such as monoethanolamine, diethanolamine, α-aminoisopropanol, 2-aminobutanol and the like.
[0024]
These amino alcohol derivatives have good compatibility with an inorganic or organic alkaline aqueous solution, and have a characteristic that they can be uniformly mixed at an arbitrary ratio unless the concentration is extremely high.
[0025]
In contrast, generally widely used ethanol and butoxyethanol (buticello) have very high compatibility with water, but they are not very compatible with aqueous solutions of inorganic alkalis such as potassium hydroxide. For this reason, when both are mixed, a situation may occur in which a uniform solution cannot be prepared due to layer separation of the liquid, and the like, so that the amino alcohol derivative is preferably used for one component.
[0026]
In addition, the above-mentioned wholly aromatic polyester film has a heat deformation temperature of 200 ° C. or more in many cases, in spite of being thermoplastic, and has excellent dimensional stability and electrical characteristics. Therefore, as a material for electronic components, it is a material superior to a polyimide resin film, but because of its high chemical resistance and low water absorption, a general etching solution requires a long reaction time and thus has a desired reaction time. Extremely difficult to roughen.
[0027]
However, according to the above-mentioned etching solution comprising an alkali, an aliphatic amino alcohol derivative having a hydroxyl group in a molecule, and water, it can be easily and desirably roughened.
[0028]
An aqueous solution of an inorganic or organic alkali is considered to have an action of hydrolyzing a liquid crystal polyester, but other inorganic or organic alkalis other than the above-mentioned etching solution comprising an alkali, an aliphatic amino alcohol derivative having a hydroxyl group in a molecule and water. In an aqueous solution, since the liquid crystal polyester has high water resistance and no wettability, the etching rate is extremely low, and the etching tends to be uneven and uneven.
[0029]
On the other hand, according to the above-mentioned etching solution comprising an alkali, an aliphatic amino alcohol derivative having a hydroxyl group in a molecule, and water, the etching rate of the liquid crystal polyester is very high and the etching becomes uniform.
[0030]
This is because the aliphatic amino alcohol derivative having a hydroxyl group in the molecule accelerates the hydrolysis reaction by promoting the wettability and permeability of the inorganic or organic alkali component on the surface of the liquid crystal polyester film, and further accelerates the hydrolysis of the liquid crystal polyester film. This is considered to be due to the action of eluting and removing hydrolysis products from the resin surface.
[0031]
As the aliphatic amino alcohol derivative, not only one selected one but also two or more kinds may be mixed. Generally, aliphatic amino alcohol derivatives having about 4 or less carbon atoms are preferable because the water solubility decreases as the number of carbon atoms increases and the compatibility with an aqueous alkaline solution deteriorates.
[0032]
Such an aliphatic amino alcohol derivative can be easily removed together with an alkaline component by washing with hot water or washing with water after etching. In particular, monoethanolamine is water-soluble and has a high boiling point of 150 ° C. or more. Moreover, it is preferable because it has high permeability to the liquid crystal polyester and solubility of the hydrolysis product, and can be easily obtained industrially.
[0033]
The mixing ratio of alkali, an aliphatic amino alcohol derivative having a hydroxyl group in a molecule and water, which are components of the etching solution, is such that the aliphatic amino alcohol derivative is 1 and water is about 1 with respect to 1 alkali by weight. That is, about 33% by weight of alkali, about 33% by weight of the aliphatic amino alcohol derivative, and about 33% by weight of water are most preferable. In general, when the alkali content is 20% by weight or less, the etching rate is reduced, and when the alkali content exceeds 40% by weight, the alkali is often separated from the solution. In addition, the above-mentioned aliphatic amino alcohol derivative enhances the hydrophilicity of the surface of the liquid crystal polyester film during the etching reaction, and further removes hydrolysis products of the generated liquid crystal polyester film while appropriately dissolving them, so that etching is performed. This has a remarkable effect in that moderate irregularities are formed on the surface to enable uniform roughening.
[0034]
In addition, when the above-mentioned aliphatic amino alcohol derivative is insufficient and becomes 20% by weight or less, the proportion of water increases, so that hydrolysis becomes unstable, and appropriate peeling and removal of hydrolysis products on the surface is hindered. You. As a result, the hydrolysis of the liquid crystal polyester film becomes non-uniform, and an etching residue composed of a liquid crystal polymer having a small molecular weight is generated, thereby not only making the surface shape unstable but also reducing the peel strength. It is easy to cause.
[0035]
On the other hand, when the content is 40% by weight or more, the solubility of alkalis, particularly inorganic alkalis such as potassium hydroxide, deteriorates due to a decrease in the proportion of water, which causes precipitation. Thus, the preferred concentration of each component is from 20% to 40% by weight for inorganic and / or organic alkalis, from 20% to 40% by weight for the aliphatic amino alcohol derivative, and 20% by weight for water. % To about 60% by weight.
[0036]
Table 2 shows the etching rate and the like when the liquid crystal polyester is etched with an etching solution having various compositions. In the table, "BIAC" is a liquid crystal polyester manufactured by Japan Gore-Tex Corporation, and "VECSTAR" is a product manufactured by Kuraray Co., Ltd. Liquid crystal polyester, KOH is potassium hydroxide, MEA is monoethanolamine, PG is propylene glycol, DEG is diethyl glycol, EtOH is ethanol, and BC is buticero.
[0037]
The etching process in each of the twelve examples was performed by immersing each material (sample) in an etching solution heated to 80 ° C. in a beaker and stirring the solution. In the examples marked with * in Table 2 (examples using liquid i), ethanol and water were evaporated during the treatment for 30 minutes, and the KOH at the end was 29%. In the other examples (examples using the j-solution), the etching rate (the rate at the location marked with **) was such that although the separated BC layer turned brown, the film thickness when treated in a heterogeneous system for 20 minutes as it was was It was obtained from the change in
[0038]
[Table 2]
[0039]
[Table 3]
[0040]
Comparing only the etching rate, it can be seen that the etching rate tends to be higher by changing the aqueous solution to an ethanol aqueous solution.However, in the case of the ethanol aqueous solution, the solubility of potassium hydroxide is small and the inorganic alkali concentration in the liquid is low. If it is too high, the alkali concentration must be low to cause layer separation, and uniform etching is difficult because the reaction rate changes due to the change in composition due to evaporation of the low boiling point ethanol during the heating reaction in etching. become.
[0041]
The amount of the aliphatic amino alcohol derivative such as alkali or monoethanolamine in the etching solution can be controlled in a predetermined manner by potentiometric titration with a specified concentration of hydrochloric acid. The above-mentioned etching solution is used after being heated to a predetermined temperature. It is a predetermined temperature selected from the range of 60 ° C to 90 ° C, preferably 70 ° C to 80 ° C.
[0042]
When the liquid temperature is a predetermined temperature selected from the range of 60 ° C. to 90 ° C., the etching reaction time is about 10 seconds to 3 minutes. When the temperature is low, the reaction takes a long time, and when the temperature is high, the evaporation of water is intense, the concentration of the etching solution is easily changed, and when an organic alkali is used, the generation of odor is strong. Absent.
[0043]
The contact between the liquid crystal polyester film and the etching liquid is performed by immersing the liquid crystal polyester film in a liquid under stirring, spraying the etching liquid on the liquid crystal polyester film, and jetting the liquid crystal polyester film in the liquid. Any of a collision method, a method of irradiating ultrasonic waves in a liquid, and the like may be used. When immersed in a liquid, it is preferable to swing the liquid crystal polyester film.
[0044]
3 and 6 show the surface appearance of the liquid crystal polyester film when etched with the above-mentioned etching solution comprising an alkali, an aliphatic amino alcohol derivative having a hydroxyl group in a molecule and water, and FIGS. 3 shows the surface appearance of the liquid crystal polyester film of FIG. These figures are SEM (Scanning Electron Microscope) photographs.
[0045]
It can be seen that the surface of the film after etching in FIGS. 3 and 6 is effectively roughened by forming uniform irregularities with respect to the film surface in FIGS. Such irregularities play a role in improving the anchoring effect of the bonding of the plating catalyst and the plating metal in plating in a later step, and increase the adhesion strength between the liquid crystal polymer and the metal.
[0046]
Subsequently, a conductive metal film is formed on the roughened film surface by a plating method. Such a plating method includes electroless plating for forming a conductive lower metal film on the surface of the roughened film under application of a plating catalyst, and laminating a conductive upper metal film on the conductive lower metal film. A method of performing electrolytic plating is preferred. However, another plating method may be selected as necessary.
[0047]
Further, the electroless plating material such as a catalyst solution used in the above electroless plating is a predetermined material from various materials commercially available from many plating material manufacturers such as Meltex Co., Ltd. and Shipley Co., Ltd. Can be selected.
[0048]
Representative examples of the above-described plating catalyst solutions include tin-palladium-based or palladium colloid-based catalyst solutions, and representative examples of the electroless plating solution include an electroless nickel plating solution or an electroless copper plating solution. .
[0049]
As described above, a conductive lower metal film is formed on the roughened film surface by electroless plating. At this time, the liquid crystal polyester has a higher resistance than polyimide, which is another material. Since it is also excellent in alkali chemical properties, a general-purpose alkaline electroless copper plating solution can be used.
[0050]
Then, further, a conductive upper metal film is laminated on the conductive lower metal film by electrolytic plating. Therefore, a conductive metal film having a two-layer structure composed of the conductive lower metal film and the conductive upper metal film can be formed on the liquid crystal polyester film.
[0051]
In the above-described electrolytic plating, a predetermined commercially available electrolytic plating solution can be used, that is, a commercially available electrolytic copper plating solution, an electrolytic nickel plating solution, an electrolytic gold plating solution, or the like can be selected and used. Electroplating solutions based on copper sulfate or sulfamate of copper or nickel are most widely used in practice.
[0052]
With respect to the above-mentioned plating catalysts, as typical examples that are commercially available, “Enplate Activator 850 Additive / Activator 850” manufactured by Meltec Co., Ltd., “
[0053]
Regarding the electroless plating solution, as typical examples on the market, "Cuposit 250" which is an electroless copper plating solution manufactured by Meltex Co., Ltd. and "867Ni" and "426Ni" which are electroless nickel plating solutions of the company. And "U-55" which is an electroless nickel plating solution manufactured by Shipley Co., Ltd. As for the electroplating solution, "Copper Glyme" manufactured by Meltex Co., Ltd. is a typical example that is commercially available.
[0054]
The processing conditions using these commercially available plating catalysts and plating solutions are not particularly problematic as long as the processing conditions are recommended by the respective manufacturers. The combination of the above-mentioned plating catalyst, electroless copper plating solution and electrolytic plating solution is selected in a combination suitable for forming the above-mentioned conductive lower metal film and conductive upper metal film. What is necessary is just to select them so that a conductive metal film composed of nickel or copper as the metal film and a conductive upper metal film composed of copper or gold can be formed.
[0055]
Next, a conductive metal film is formed on the surface of the liquid crystal polyester film through the above-described various steps, and is then subjected to a heat treatment. That is, the liquid crystal polyester film on which the conductive metal film is formed is heated to a predetermined temperature selected from a range from 100 ° C. to around the liquid crystal transition temperature.
[0056]
Such heating may be performed in any manner, such as heating in an inert gas atmosphere, or heating under pressure on a vacuum press, or continuous heating using a heating roll. There may be. Such a heat treatment further enhances the above-described anchor effect.
[0057]
The heating temperature of the post cure is limited from 100 ° C. to around the liquid crystal transition temperature (preferably below the liquid crystal transition temperature). This is because dimensional stability decreases and thermal deformation such as wrinkles occurs, which is not preferable.
[0058]
As described above, the conductive lower metal film constituting the conductive metal film obtained by the electroless copper plating and the electrolytic plating is joined in an anchor shape to the uneven portion on the surface of the liquid crystal polyester film.
[0059]
Therefore, although the adhesion strength between the conductive lower metal film and the liquid crystal polymer is relatively high, it can be further increased by the above-described heat treatment. By further improving the anchor effect, the adhesion strength between the liquid crystal polyester film and the conductive metal film can be increased to a practical level (peel strength is 600 g / cm or more).
[0060]
Therefore, it is possible to manufacture a metal-clad liquid crystal polyester base material in which a conductive metal film is firmly adhered to the surface of a liquid crystal polyester film so as to be suitable for processing a wiring pattern or the like in a later step. .
[0061]
FIG. 5 shows the measurement results of the peel strength according to the example. As is clear from this, at a high strength level of 800 g / cm to 900 g / cm, a stable adhesion strength with small strength variation is obtained. Have.
[0062]
Note that the time of the above-described heat treatment is preferably slightly adjusted in consideration of the heating temperature and the like, but is generally about 5 minutes. Further, the formation of the conductive metal film on the surface of the liquid crystal polyester film is not limited to the formation on both surfaces of the film, but may be formed on either one of the film surfaces.
[0063]
【Example】
[Example 1]
(Roughening process): A size of 5 cm × 5 cm made of “BIAC” (a liquid crystal transition temperature of 335 ° C. according to the company's technical data), a 125 μm thick liquid crystal polyester film manufactured by Japan Gore-Tex Corporation. Was immersed for 1 minute in an etching solution comprising 28% by weight of potassium hydroxide, 32% by weight of monoethanolamine and 40% by weight of water. At that time, the etching solution was heated to 80 ° C. Then, it was washed in a hot water bath at 80 ° C. for 1 minute, immersed in a 1% sulfuric acid aqueous solution, washed with water, and air-dried.
[0064]
FIG. 4 shows the surface appearance of the sample piece before the above-mentioned etching treatment (before roughening). This figure is a SEM (Scanning Electron Microscope) photograph. FIG. 3 shows the surface of the sample piece after the etching process. This figure is also a SEM photograph. As is apparent from this, uniform irregularities are formed on the surface of the sample piece by the etching process, and the depth of the concave portion (etching depth) is substantially uniform.
[0065]
(Plating catalyst application step): Next, the above-mentioned sample piece was immersed in “Melplate Conditioner 1101” manufactured by Meltech Co., Ltd. for 5 minutes at room temperature, washed with water, and then washed with “Emprate Activator 850 Additive” manufactured by Meltech Co., Ltd. For 4 minutes, furthermore, it was processed at room temperature for 2 minutes with “Enplate Activator 850” made by the company, washed with water, and immersed in “Melplate PA-360” made by the company for 4 minutes at room temperature. .
[0066]
(Electroless plating step): Next, after washing such a sample piece with water, plating was performed for 4 minutes with “Melplate 867” which is an electroless nickel plating solution manufactured by the company to form a nickel film (conductive lower metal film). . At that time, the “mel plate 867” was heated to 70 ° C. The surface of the nickel film was in a semi-gloss state corresponding to the unevenness formed by the above-described etching treatment, and the electric resistance of this surface was 3.3Ω.
[0067]
(Electroplating step): Next, the sample piece was subjected to electrolytic copper plating using “Copper Glyme 125”, which is an electrolytic copper plating bath based on copper sulfate and manufactured by Meltex Co., Ltd. Then, a copper film (conductive upper metal film) having a thickness of 18 μm is formed, and in this way, the copper film as the conductive upper metal film is laminated on the nickel film as the conductive lower metal film. A conductive metal film was formed. The surface of this conductive metal film was smooth and glossy. In addition, the peel strength of this sample piece was 530 g / cm at the maximum, 390 g / cm at the minimum, and 410 g / cm on average. (Heat treatment step): Next, the above-mentioned sample piece was heated at 330 ° C. for 5 minutes. Thus, a double-sided metal-clad liquid crystal polyester substrate, which is a kind of metal-clad polyester substrate, was produced. The peel strength was 990 g / cm at the maximum, 810 g / cm at the minimum, and 863 g / cm on average.
[0068]
The copper-clad liquid crystal polyester film base material described in the technical data (inspection table) of Japan Gore-Tex Co., Ltd., that is, the base material obtained by fusing the aforementioned “BIAC” and an electrolytic copper foil having a thickness of 18 μm at 340 ° C. The peel strength of the material was a maximum of 870 g / cm, a minimum of 720 g / cm, and an average of 770 g / cm.
[0069]
[Example 2]
(Roughening step): A sample piece of 5 cm × 5 cm composed of “BIAC” which is a 125 μm thick liquid crystal polyester film manufactured by Japan Gore-Tex Co., Ltd. was treated with 28% by weight of potassium hydroxide and monoethanol. It was immersed in an etchant consisting of 32% by weight of amine and 40% by weight of water for 1 minute. At that time, the etching solution was heated to 80 ° C. Then, it was washed in a hot water bath at 80 ° C. for 1 minute, immersed in a 1% sulfuric acid aqueous solution, washed with water, and air-dried.
[0070]
(Plating catalyst application step): Next, this sample piece was immersed in “Melplate Conditioner 1101” manufactured by Meltec Co., Ltd. for 5 minutes at room temperature, washed with water, and then washed with “Emprate Activator 850 Additive” manufactured by Meltec at room temperature. After being treated for 4 minutes, further treated for 2 minutes at room temperature with “Enplate Activator 850” manufactured by the company, and washed with water, then immersed in “Melplate PA-360” manufactured by the company for 4 minutes at room temperature.
[0071]
(Electroless plating step): Next, after washing the sample piece with water, plating is performed for 30 minutes using “Melplate Cu-390”, which is an electroless copper plating solution manufactured by the company, to form a copper film (conductive lower metal film). Formed. At that time, the “Melplate Cu-390” was heated to 25 ° C. The surface of the copper film was in a semi-gloss state corresponding to the unevenness formed by the above-described etching treatment, and the electrical resistance of this surface was 0.05Ω.
[0072]
(Electroplating step): Next, the sample piece was subjected to electrolytic copper plating using “Copper Glyme 125”, which is an electrolytic copper plating bath based on copper sulfate and manufactured by Meltex Co., Ltd. An 18 μm copper film (conductive upper metal film) is laminated on the conductive lower metal film, and thus the conductive upper metal film is formed on the copper film as the conductive lower metal film. A conductive metal film formed by laminating the films was formed. The surface of the conductive metal film was glossy. In addition, the peel strength of this sample piece was 520 g / cm at the maximum, 410 g / cm at the minimum, and 460 g / cm on average.
[0073]
(Heat treatment step): Next, the above-mentioned sample piece was heat-treated at 310 ° C. for 5 minutes. In this way, a double-sided metal-clad liquid crystal polyester substrate, which is a type of metal-clad polyester substrate, was produced. The peel strength was 970 g / cm at the maximum, 720 g / cm at the minimum, and 850 g / cm on average.
[0074]
The copper-clad liquid crystal polyester base material described in the technical data (inspection table) of Japan Gore-Tex Co., Ltd., that is, a base material obtained by fusing the above-mentioned “BIAC” and an electrolytic copper foil having a thickness of 18μ at 340 ° C. Peel strength (maximum 870 g / cm).
[0075]
[Example 3]
(Roughening step): A sample piece composed of LCP manufactured by Kuraray Co., Ltd., that is, “Vexter FA” which is a liquid crystal polyester film having a thickness of 50 μm (the liquid crystal transition temperature is 335 ° C. according to the technical data of the company). The constituted sample piece was immersed for 1 minute in an etching solution consisting of 28% by weight of potassium hydroxide, 32% by weight of monoethanolamine and 40% by weight of water.
[0076]
At that time, the etching solution was heated to 80 ° C. Then, it was washed in a hot water bath at 80 ° C. for 1 minute, immersed in a 1% sulfuric acid aqueous solution, washed with water, and air-dried. Irregularities were formed on the surface of the sample piece.
[0077]
FIG. 7 shows the surface appearance of the sample piece before the above-mentioned etching treatment (before roughening). This figure is a SEM photograph. FIG. 6 shows the surface appearance of the sample piece after the etching process. This figure is also a SEM photograph. As is apparent from the above, the etching process forms uniform irregularities on the surface of the sample piece, and the depth of the concave portion (etching depth) is substantially uniform.
[0078]
(Plating catalyst application step): Next, this sample piece was immersed in “Melplate Conditioner 1101” manufactured by Meltec Co., Ltd. for 5 minutes at room temperature, washed with water, and then washed with “Emprate Activator 850 Additive” manufactured by Meltec at room temperature. After being treated for 4 minutes, further treated for 2 minutes at room temperature with “Enplate Activator 850” manufactured by the company, and washed with water, then immersed in “Melplate PA-360” manufactured by the company for 4 minutes at room temperature.
[0079]
(Electroless plating step): Next, after washing the sample piece with water, plating is performed for 30 minutes using “Melplate Cu-390”, which is an electroless copper plating solution manufactured by the company, to form a copper film (conductive lower metal film). Formed. At that time, “Melplate Cu-390” was heated to 25 ° C. The surface of the copper film was in a semi-gloss state corresponding to the irregularities formed by the above-described etching treatment, and the electric resistance of this surface was 0.05Ω.
[0080]
(Electroplating step): Next, the sample piece was subjected to electrolytic copper plating using “Copper Glyme 125”, which is an electrolytic copper plating bath based on copper sulfate and manufactured by Meltex Co., Ltd. A copper film (conductive upper metal film) having a thickness of 18 μm is formed on the conductive lower metal film), and thus, a conductive upper metal film is formed on the copper film as the conductive lower metal film. A conductive metal film formed by laminating a certain copper film was formed. The surface of the conductive metal film was glossy.
[0081]
The peel strength of this sample piece after heat treatment at 250 ° C. was 870 g / cm, and the copper-clad liquid crystal polyester substrate described in the technical data (inspection table) of Japan Gore-Tex Corporation, ie, The peel strength (maximum 870 g / cm) of the base material obtained by fusing “BIAC” and an electrolytic copper foil having a thickness of 18 μ at 340 ° C. was equivalent.
[0082]
[Examples 4 to 9]
The roughening step, the plating catalyst applying step, the electroless plating step, and the electroplating step were performed under the same conditions as in Example 1, and only the temperature conditions of the heat treatment step were changed from those of Example 1 to Examples 4 to 9. Table 4 shows the obtained peel strengths.
[0083]
In the same table, the peel strength obtained by Comparative Example 1 performed under the same conditions as in Example 1 is shown for conditions other than not performing the heat treatment. Since the peel strengths of Examples 4 to 9 are larger, it can be seen that these are more advantageous.
[0084]
[Table 4]
Comparative Example 2 A double-sided metal-clad liquid crystal polyester substrate was manufactured under the same conditions as in Example 1 except that the roughening with an etching solution was omitted. A plated surface with a metallic luster was obtained. However, the conductive metal film was easily peeled off by a peeling test using a cellophane tape, the peel strength was close to zero, and the surface electric resistance of the conductive metal film was 17Ω. The peeled surface had a white metallic luster and was peeled off on the polymer surface.
[0085]
Comparative Example 3 A double-sided metal-clad liquid crystal polyester substrate was manufactured under the same conditions as in Example 3, except that the roughening with an etching solution was omitted. A plated surface with a metallic luster was obtained. However, the conductive metal film (thickness: 15 μm) was easily peeled off by a peeling test using a cellophane tape, the peel strength was close to zero, and the surface electrical resistance of the conductive metal film was 21Ω.
[0086]
【The invention's effect】
As described above, the method for producing a metal-clad liquid crystal polyester base material according to the present invention comprises the steps of roughening the surface of a liquid crystal polyester film with an etching solution, and then plating a conductive metal on the roughened film surface by a plating method. In addition to forming a film, the liquid crystal polyester film on which the conductive metal film is formed is subjected to a heat treatment of heating to a predetermined temperature selected from a range from 100 ° C. to around a liquid crystal transition temperature. Therefore, the adhesive strength between the liquid crystal polyester film and the conductive metal film can be increased to a practical level of adhesive strength (peel strength is stable and 600 g / cm or more). It is possible to obtain a metal-clad liquid crystal polyester substrate formed in a state in which a conductive metal film is firmly adhered so as to be suitable for processing It is possible to generalize the tension liquid crystal polyester substrate.
[Brief description of the drawings]
FIG. 1 is a diagram showing a molecular structure of a liquid crystal polyester.
FIG. 2 is a diagram showing an etching rate (a relationship between a film thickness and an etching time).
FIG. 3 is a diagram (SEM photograph) showing a state where “BIAC” is etched and roughened.
FIG. 4 is a view (SEM photograph) showing the surface appearance of “BIAC” before etching (before roughening).
FIG. 5 is a diagram showing the results of measuring the peel strength.
FIG. 6 is a view (SEM photograph) showing a state in which “Vexter FA” has been etched (roughened).
FIG. 7 is a diagram (SEM photograph) showing the surface appearance of “Vexter FA” before etching (before surface roughening).
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003106473A JP3929925B2 (en) | 2003-04-10 | 2003-04-10 | Method for producing metal-clad liquid crystal polyester substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003106473A JP3929925B2 (en) | 2003-04-10 | 2003-04-10 | Method for producing metal-clad liquid crystal polyester substrate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004307980A true JP2004307980A (en) | 2004-11-04 |
| JP3929925B2 JP3929925B2 (en) | 2007-06-13 |
Family
ID=33468650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003106473A Expired - Lifetime JP3929925B2 (en) | 2003-04-10 | 2003-04-10 | Method for producing metal-clad liquid crystal polyester substrate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3929925B2 (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006282791A (en) * | 2005-03-31 | 2006-10-19 | Toray Eng Co Ltd | Etching solution of liquid crystal polymer and method for etching liquid crystal polymer |
| JP2007126743A (en) * | 2005-10-04 | 2007-05-24 | Okuno Chem Ind Co Ltd | Pretreatment method for electroless plating and method for forming electroless plating film |
| JP2007262563A (en) * | 2006-03-30 | 2007-10-11 | Furukawa Electric Co Ltd:The | Film metal laminate, its manufacturing method, circuit board using the film metal laminate, and manufacturing method of the circuit board |
| JP2007308791A (en) * | 2006-04-19 | 2007-11-29 | Alps Electric Co Ltd | Pretreatment method of electroless plating, electroless plating method, and plating board |
| WO2008099821A1 (en) * | 2007-02-14 | 2008-08-21 | Alps Electric Co., Ltd. | Method for pretreating electroless plating, method for electroless plating, and plated board |
| JP2008221488A (en) * | 2007-03-08 | 2008-09-25 | Kanto Gakuin Univ Surface Engineering Research Institute | Liquid crystal polymer film-metal-clad laminated sheet |
| JP2009154521A (en) * | 2007-12-27 | 2009-07-16 | Lg Electronics Inc | Flexible film and display having the same |
| US8147904B2 (en) | 2007-03-19 | 2012-04-03 | Furukawa Electric Co., Ltd. | Metal clad laminate and method for manufacturing metal clad laminate |
| JP2013533387A (en) * | 2010-07-23 | 2013-08-22 | シスコム アドバンスド マテリアルズ | Conductive metal coated fiber, continuous method for its preparation, and its use |
| CN104960305A (en) * | 2015-04-09 | 2015-10-07 | 柏弥兰金属化研究股份有限公司 | Method for preparing flexible type metal laminate |
| US9324472B2 (en) | 2010-12-29 | 2016-04-26 | Syscom Advanced Materials, Inc. | Metal and metallized fiber hybrid wire |
| WO2024202254A1 (en) * | 2023-03-31 | 2024-10-03 | 株式会社村田製作所 | Laminated structure and printed board |
-
2003
- 2003-04-10 JP JP2003106473A patent/JP3929925B2/en not_active Expired - Lifetime
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006282791A (en) * | 2005-03-31 | 2006-10-19 | Toray Eng Co Ltd | Etching solution of liquid crystal polymer and method for etching liquid crystal polymer |
| JP2007126743A (en) * | 2005-10-04 | 2007-05-24 | Okuno Chem Ind Co Ltd | Pretreatment method for electroless plating and method for forming electroless plating film |
| JP2007262563A (en) * | 2006-03-30 | 2007-10-11 | Furukawa Electric Co Ltd:The | Film metal laminate, its manufacturing method, circuit board using the film metal laminate, and manufacturing method of the circuit board |
| JP2007308791A (en) * | 2006-04-19 | 2007-11-29 | Alps Electric Co Ltd | Pretreatment method of electroless plating, electroless plating method, and plating board |
| WO2008099821A1 (en) * | 2007-02-14 | 2008-08-21 | Alps Electric Co., Ltd. | Method for pretreating electroless plating, method for electroless plating, and plated board |
| JP2008221488A (en) * | 2007-03-08 | 2008-09-25 | Kanto Gakuin Univ Surface Engineering Research Institute | Liquid crystal polymer film-metal-clad laminated sheet |
| US8147904B2 (en) | 2007-03-19 | 2012-04-03 | Furukawa Electric Co., Ltd. | Metal clad laminate and method for manufacturing metal clad laminate |
| JP2009154521A (en) * | 2007-12-27 | 2009-07-16 | Lg Electronics Inc | Flexible film and display having the same |
| JP2013533387A (en) * | 2010-07-23 | 2013-08-22 | シスコム アドバンスド マテリアルズ | Conductive metal coated fiber, continuous method for its preparation, and its use |
| US9324472B2 (en) | 2010-12-29 | 2016-04-26 | Syscom Advanced Materials, Inc. | Metal and metallized fiber hybrid wire |
| CN104960305A (en) * | 2015-04-09 | 2015-10-07 | 柏弥兰金属化研究股份有限公司 | Method for preparing flexible type metal laminate |
| WO2024202254A1 (en) * | 2023-03-31 | 2024-10-03 | 株式会社村田製作所 | Laminated structure and printed board |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3929925B2 (en) | 2007-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW540259B (en) | Liquid crystal polymers for flexible circuits | |
| US4868071A (en) | Thermally stable dual metal coated laminate products made from textured polyimide film | |
| TW535467B (en) | Wiring board, manufacturing method thereof, polyimide film for use with wiring board, and etchant for use according to said method | |
| JP4544913B2 (en) | Surface graft formation method, conductive film formation method, metal pattern formation method, multilayer wiring board formation method, surface graft material, and conductive material | |
| US4725504A (en) | Metal coated laminate products made from textured polyimide film | |
| EP2004908B1 (en) | Method for applying a metal on a substrate | |
| JP3929925B2 (en) | Method for producing metal-clad liquid crystal polyester substrate | |
| WO2002100135A2 (en) | Flexible polyimide circuitsubstrates having predeterminded slopedvias | |
| JP4865381B2 (en) | Film metal laminate, method for producing the same, circuit board using the film metal laminate, and method for producing the circuit board | |
| JPH0382750A (en) | Alteration of at least one facet of polyimide base | |
| US4894124A (en) | Thermally stable dual metal coated laminate products made from textured polyimide film | |
| JP3592285B2 (en) | Method for etching laminate including polyimide layer | |
| JP5129111B2 (en) | LAMINATE MANUFACTURING METHOD AND CIRCUIT WIRING BOARD MANUFACTURING METHOD | |
| JP2007262481A (en) | Surface metallizing method of polyimide resin material | |
| TW202017442A (en) | Laminated body | |
| JP2009173999A (en) | Method for producing metal-coated polyimide resin substrate having excellent resistance to thermal aging | |
| JP5036004B2 (en) | Method for manufacturing circuit wiring board | |
| JP2009283528A (en) | Polyimide base printed wiring board and method of manufacturing the same | |
| JP4572363B2 (en) | Adhesive layer forming liquid between copper and resin for wiring board and method for producing adhesive layer between copper and resin for wiring board using the liquid | |
| JP2007077439A (en) | Method for metallizing surface of polyimide resin material | |
| JP2005081649A (en) | Manufacturing method of liquid crystal polymer film laminated base material | |
| JP2006175634A (en) | Metal-polyimide substrate | |
| JP2008258293A (en) | Forming method of patterned conductor layer, manufacturing method of circuit board and circuit board | |
| JP4331840B2 (en) | Fine plating method | |
| JPH036382A (en) | Method for sticking metal to polyimide film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060814 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061013 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20061013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070307 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100316 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110316 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120316 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130316 Year of fee payment: 6 |