JP2004273260A - 燃料電池およびその製造方法 - Google Patents
燃料電池およびその製造方法 Download PDFInfo
- Publication number
- JP2004273260A JP2004273260A JP2003061976A JP2003061976A JP2004273260A JP 2004273260 A JP2004273260 A JP 2004273260A JP 2003061976 A JP2003061976 A JP 2003061976A JP 2003061976 A JP2003061976 A JP 2003061976A JP 2004273260 A JP2004273260 A JP 2004273260A
- Authority
- JP
- Japan
- Prior art keywords
- film
- electrode
- conductive material
- power generation
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Fuel Cell (AREA)
Abstract
【解決手段】MEAユニット12は、多孔質樹脂フィルム22上にアノード側電極28、高分子電解質29およびカソード側電極30を積層して複数の発電部を構成する。電解質・電極構造体24(1)のカソード側電極30に電気的に接続される導電材36と、電解質・電極構造体24(2)のアノード側電極28に電気的に接続される金属フィルム32とを備えるとともに、前記導電材36は、前記金属フィルム32に電気的に接続する膨出部36aを設ける。電解質・電極構造体24(1)のカソード側電極30と、電解質・電極構造体24(2)のアノード側電極28とは、導電材36および金属フィルム32を介して電気的に接続される。
【選択図】図3
Description
【発明の属する技術分野】
本発明は、電解質をアノード側電極とカソード側電極とで挟んで構成される発電部を備え、複数の前記発電部が平面状に配設される燃料電池およびその製造方法に関する。
【0002】
【従来の技術】
例えば、固体高分子形燃料電池は、高分子イオン交換膜(陽イオン交換膜)からなる電解質膜(電解質)を採用している。この電解質膜の両側に、それぞれカーボンを主体とする基材に貴金属系の電極触媒層を接合したアノード側電極およびカソード側電極を設けた電解質・電極構造体(発電部)を、セパレータ(バイポーラ板)によって挟持した単位セルを備えている。通常、この単位セルは、所定数だけ積層することにより燃料電池スタックとして使用されている。
【0003】
この種の燃料電池において、アノード側電極に供給された燃料ガス、例えば、主に水素を含有するガス(以下、水素含有ガスともいう)は、電極触媒上で水素がイオン化され、電解質を介してカソード側電極側へと移動する。その間に生じた電子は外部回路に取り出され、直流の電気エネルギとして利用される。なお、カソード側電極には、酸化剤ガス、例えば、主に酸素を含有するガスあるいは空気(以下、酸素含有ガスともいう)が供給されているために、このカソード側電極において、水素イオン、電子および酸素が反応して水が生成される。
【0004】
ところで、他の燃料電池では、複数の単位セルを平面状に1列または複数列に配設し、各単位セル同士を電気的に直列に接続した平面形燃料電池が採用されている。例えば、図15に示す平面形燃料電池(特許文献1参照)では、電解質層1a〜1dを挟んで空気極(カソード極)2a〜2dと燃料極(アノード極)3a〜3dとを対設した複数個の単位セル4a〜4dを、同じ極が同じ面に並ぶように平面に配列している。単位セル4a〜4dは、導電性のZ字状接続板5a〜5cにより接続されて、各単位セル4a〜4dが電気的に直列に接続されている。
【0005】
具体的には、Z字状接続板5aが単位セル4aの空気極2aと単位セル4bの燃料極3bとを接続し、Z字状接続板5bが単位セル4bの空気極2bと単位セル4cの燃料極3cとを接続し、Z字状接続板5cが単位セル4cの空気極2cと単位セル4dの燃料極3dとを接続している。単位セル4aの燃料極3aは、陰極側電流端子6aに接続される一方、単位セル4dの空気極2dは、陽極側電流端子6bに接続されている。
【0006】
【特許文献1】
特開2002−56855号公報(図1)
【0007】
【発明が解決しようとする課題】
しかしながら、上記の特許文献1では、各単位セル4a〜4dを電気的に直列に接続するために、専用のZ字状接続板5a〜5cが用いられており、前記Z字状接続板5a〜5cが、空気極2a〜2dと燃料極3a〜3dとに跨っている。このため、空気極2a〜2dと燃料極3a〜3dとの間におけるシール構造等の信頼性を確保することが困難になるという問題が指摘されている。
【0008】
しかも、燃料電池の厚さ方向(矢印T方向)の寸法が拡大してしまい、燃料電池全体の小型化を図ることができないという問題がある。さらに、各単位セル4a〜4dは、基本的に独立した部品であり、基準となる面がないために前記単位セル4a〜4d同士の位置精度が得られないという問題がある。
【0009】
本発明はこの種の問題を解決するものであり、複数の発電部を電気的に直列に接続するとともに、簡単かつコンパクトな構成で、シール性の向上を図って所望の電圧を確保することが可能な燃料電池およびその製造方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
本発明の請求項1に係る燃料電池では、電解質をアノード側電極とカソード側電極とで挟んで構成される複数の発電部が、単一の多孔質非導電性フィルム上に配設されるとともに、各発電部のそれぞれ同一の極側が前記多孔質非導電性フィルムに対向している。すなわち、各発電部は、それぞれ同一の極側が単一の多孔質非導電性フィルムの同一の面に配置されている。
【0011】
そして、隣接する一方の発電部のアノード側電極が、第1フィルム状導電材に電気的に接続されるとともに、隣接する他方の発電部のカソード側電極が、第2フィルム状導電材に電気的に接続される。その際、第1または第2フィルム状導電材は、電解質から離間する位置で前記第1および第2フィルム状導電材を電気的に接続する膨出部を設けている。
【0012】
このため、隣接する発電部同士は、第1および第2フィルム状導電材によりアノード側電極とカソード側電極とが接続され、全体として複数の発電部が電気的に直列に接続される。
【0013】
具体的には、隣接する第1および第2の発電部において、前記第1の発電部のアノード側電極に接続された第1フィルム状導電材と、前記第2の発電部のカソード側電極に接続された第2フィルム状導電材とが、電気的に結合される。従って、第1の発電部と第2の発電部とは、電気的に接続される。
【0014】
さらに、第2の発電部のアノード側電極に接続された第1フィルム状導電材は、前記第2の発電部に隣接する第3の発電部のカソード側電極に接続された第2フィルム状導電材と電気的に結合される。従って、第2の発電部と第3の発電部とは、電気的に接続され、第1の発電部、第2の発電部および第3の発電部は、電気的に直列に接続される。
【0015】
これにより、従来の専用のZ字状接続板が不要になるため、構成が簡素化されて経済的であるとともに、シール構造等の信頼性が有効に向上する。しかも、燃料電池全体の構成が簡素化される他、燃料電池の小型化が容易に図られる。
【0016】
また、本発明の請求項2に係る燃料電池では、第1フィルム状導電材は、アノード側電極のアノード拡散層と略同一平面上に構成されるとともに、第2フィルム状導電材は、カソード側電極のカソード拡散層と略同一平面上に構成される。このため、燃料電池は、厚さ方向(積層方向)の寸法が可及的に薄肉化され、燃料電池全体の小型化が遂行可能になる。
【0017】
さらに、本発明の請求項3に係る燃料電池では、第1フィルム状導電材は、金属フィルムで構成されるとともに、第2フィルム状導電材は、樹脂と電気導電材との複合材で構成される。一方、本発明の請求項4に係る燃料電池では、第1フィルム状導電材は、樹脂と電気導電材との複合材で構成されるとともに、第2フィルム状導電材は、金属フィルムで構成される。
【0018】
その際、金属フイルムは、製作時の取り扱い性に優れる一方、複合材は、位置精度を厳密に維持する必要がない。従って、燃料電池の製造作業が簡便に遂行されるとともに、構成の簡素化および小型化が容易に図られる。しかも、カソード側電極とアノード側電極とは、いずれを上下に設定してもよく、汎用性に優れる。
【0019】
さらにまた、本発明の請求項5に係る燃料電池の製造方法では、単一の多孔質非導電性フィルム上に、第1フィルム状導電材が固着された後、前記多孔質非導電性フィルム上に、隣接する第1および第2の発電部を構成する一方の電極(例えば、アノード側電極)が設けられるとともに、前記第2の発電部を構成する一方の電極が前記第1フィルム状導電材と電気的に接続される。
【0020】
次いで、一方の電極に、それぞれ第1フィルム状導電材に一部を重ね合わせて第1および第2の電解質が設けられ、前記第1および第2の電解質には、第1および第2の発電部を構成する他方の電極(例えば、カソード側電極)が設けられる。そして、第1の発電部を構成する他方の電極と第1フィルム状導電材とが、第2フィルム状導電材を介して電気的に接続されるとともに、前記第2フィルム状導電材上および該第2フィルム状導電材と前記他方の電極との隙間を覆って絶縁樹脂が設けられる。
【0021】
このように、多孔質非導電性フィルム上に構成材料を、順次、重ねることによって燃料電池が製造されるため、この燃料電池の製造作業が有効に簡素化される。しかも、多孔質非導電性フィルムは、製造作業時の基準平面を構成しており、各発電部の位置決め精度が良好に向上する。さらに、平面上の界面でシールされるため、積層方向に貫通するシール必要部位がなく、所望のシール性能を確実に得ることができる。
【0022】
また、本発明の請求項6に係る燃料電池の製造方法では、第2の発電部の一方の電極を構成する拡散層が、第1フィルム状導電材と電気的に接続されるとともに、前記第1の発電部の他方の電極を構成する拡散層が、第2フィルム状導電材と電気的に接続される。これにより、第1の発電部の他方の電極と第2の発電部の一方の電極とは、コンパクトな構成で、電気的に確実に接続される。
【0023】
【発明の実施の形態】
図1は、本発明の第1の実施形態に係る燃料電池10の要部分解斜視説明図であり、図2は、前記燃料電池10の要部断面説明図である。
【0024】
燃料電池10は、MEA(Membrane and Electrode Assembly)ユニット12と、このMEAユニット12の両面に配置される第1および第2セパレータ14、16とを備える。
【0025】
燃料電池10の矢印B方向の一端縁部には、積層方向である矢印A方向に連通して、燃料ガス、例えば、水素含有ガスを供給するための燃料ガス入口連通孔18aと、酸化剤ガス、例えば、酸素含有ガスを供給するための酸化剤ガス入口連通孔20aとが、矢印C方向一端側に配列して設けられる。燃料電池10の矢印B方向の一端縁部には、矢印A方向に連通して、燃料ガスを排出するための燃料ガス出口連通孔18bと、酸化剤ガスを排出するための酸化剤ガス出口連通孔20bとが、矢印C方向他端側に配列して設けられる。
【0026】
MEAユニット12は、多孔質樹脂フィルム(多孔質非導電性フィルム)22を備える。この多孔質樹脂フィルム22の面内には、複数の電解質・電極構造体(発電部)24(1)〜24(n)が所定の数ずつ配列して設けられる。
【0027】
図3に示すように、多孔質樹脂フィルム22上には、後述する電極が設けられていない部分に対応してラミネート窓枠フイルム、例えば、シリコンフィルム26が設けられる。この多孔質樹脂フィルム22には、所定の位置に複数の孔部27が形成される(図1参照)。
【0028】
図3および図4に示すように、電解質・電極構造体24(1)は、多孔質樹脂フィルム22上に設けられるアノード側電極28と、前記アノード側電極28上に積層される高分子電解質29と、前記高分子電解質29上に積層されるカソード側電極30とを備える。アノード側電極28は、導電性のアノード拡散層28aと、アノード電極触媒層28bとを設ける一方、カソード側電極30は、導電性のカソード拡散層30aと、カソード電極触媒層30bとを備える。
【0029】
高分子電解質29は、電解質・電極構造体24(1)に隣接する電解質・電極構造体24(2)側に突出する端部29aを設け、この端部29aは、多孔質樹脂フィルム22上のシリコンフィルム26に積層された金属フィルム(第1フィルム状導電材)32の一端部上に積層される。
【0030】
金属フィルム32の他端は、電解質・電極構造体24(2)のアノード側電極28近傍に延在しており、この他端には、前記アノード側電極28を構成するアノード拡散層28aから電解質・電極構造体24(1)側に突出する端部28aaが積層される。電解質・電極構造体24(2)の高分子電解質29は、電解質・電極構造体24(1)側に突出してアノード拡散層28aの端部28aaから金属フィルム32上の所定の位置まで覆う端部29bを設ける。互いに対向する高分子電解質29の端部29a、29b間には、円柱状の隙間34aが形成される。
【0031】
電解質・電極構造体24(1)のカソード側電極30を構成するカソード拡散層30aに導電材(第2フィルム状導電材)36の一端が電気的に接続される。この導電材36は、樹脂と電気導電材、例えば、カーボンとの複合材で構成され、電解質・電極構造体24(1)、24(2)間に設けられる。導電材36は、電解質・電極構造体24(2)のカソード側電極30との間に所定の隙間34bを設けるとともに、高分子電解質29の端部29a、29b間の隙間34aに突出する膨出部36aを有する。
【0032】
この膨出部36aは、金属フィルム32に電気的に接続され、電解質・電極構造体24(1)のカソード側電極30と、電解質・電極構造体24(2)のアノード側電極28とが、電気的に接続される。導電材36上およびこの導電材36と電解質・電極構造体24(2)のカソード側電極30との隙間34bとを覆って絶縁樹脂38が設けられる。
【0033】
第1および第2セパレータ14、16は、非導電性の伝熱材補強プラスチック製成形体で構成される。図1および図5に示すように、第1セパレータ14のMEAユニット12に対向する面14aには、矢印C方向一端側に矢印B方向に延在して供給マニホールド40が形成されるとともに、矢印C方向他端側に矢印B方向に延在して排出マニホールド42が形成される。供給マニホールド40は、凹部形状を有しており、燃料ガス入口連通孔18aに連通する。排出マニホールド42は、同様に凹部形状を有しており、燃料ガス出口連通孔18bに連通する。
【0034】
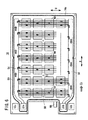
面14aには、供給マニホールド40から排出マニホールド42に向かって燃料ガスを供給するための燃料ガス流路44が形成される。この燃料ガス流路44は、矢印C方向に延在して供給マニホールド40と排出マニホールド42とに連通する複数本の流路溝を備えている。面14aには、電解質・電極構造体24(1)〜24(n)の各アノード側電極28を収容するための矩形状溝部46が形成されるとともに、所定の位置に複数のシール付きねじ孔48が形成される。
【0035】
面14aには、燃料ガス入口連通孔18a、燃料ガス出口連通孔18b、供給マニホールド40、排出マニホールド42および燃料ガス流路44を覆ってシール50が焼き付け等により設けられる。第1セパレータ14は、−(マイナス)側の端子52が電解質・電極構造体24(1)のアノード側電極28に接続可能に設けられる。
【0036】
図6に示すように、第2セパレータ16のMEAユニット12に対向する面16aには、酸化剤ガス入口連通孔20aに連通して矢印B方向に延在する供給マニホールド54と、酸化剤ガス出口連通孔20bに連通して矢印B方向に延在する排出マニホールド56とが形成される。供給マニホールド54と排出マニホールド56とは、矢印C方向に延在する複数本の流路溝を備えた酸化剤ガス流路58を介して連通する。
【0037】
面16aには、酸化剤ガス入口連通孔20a、酸化剤ガス出口連通孔20b、供給マニホールド54、排出マニホールド56および酸化剤ガス流路58を覆ってシール59が焼き付け等により設けられる。
【0038】
面16aには、電解質・電極構造体24(1)〜24(n)の各カソード側電極30に対応して矩形状の溝部60が形成される。面16aには、所定の位置にシール付き孔部62が形成されており、図1に示すように、前記シール付き孔部62からMEAユニット12の孔部27を貫通して第2セパレータ16のシール付きねじ孔48に締結ねじ64が螺合して燃料電池10が一体化される。第2セパレータ16には、電解質・電極構造体24(n)のカソード側電極30に接続可能な+(プラス)側の端子66が設けられる。
【0039】
図1に示すように、第2セパレータ16の面16aとは反対側の面16bには、矢印C方向に延在してリブ70が設けられ、前記リブ70間には、冷却媒体流路72が形成される。
【0040】
このように構成される燃料電池10を製造する作業について、以下に説明する。
【0041】
なお、隣接する電解質・電極構造体24(1)、24(2)を製造する作業について詳細に説明し、電解質・電極構造体24(3)〜24(n)の製造作業については、その詳細な説明は省略する。
【0042】
まず、MEAユニット12全体の基準平面を構成する多孔質樹脂フィルム22が形成され、この多孔質樹脂フィルム22上に、電解質・電極構造体24(1)〜24(n)に対応する打ち抜き窓が設けられたラミネート窓枠フィルムとしてシリコンフィルム26が設けられる。
【0043】
そこで、図7に示すように、多孔質樹脂フィルム22上に接着剤80を塗布し、この接着剤80によって金属フィルム32が貼り付けられる。そして、多孔質樹脂フィルム22上には、マスキング枠82を介してアノード拡散層(例えば、カーボンと樹脂)28aが塗布され、このアノード拡散層28aは乾燥される。その際、電解質・電極構造体24(2)を構成するアノード拡散層28aの端部28aaは、金属フィルム32上に積層されて電気的に接続される。
【0044】
次いで、図8に示すように、マスキング枠84が配置され、このマスキング枠84を用いてアノード電極触媒層28bがアノード拡散層28a上に塗布される。このアノード電極触媒層28bは乾燥される。
【0045】
さらに、図9に示すように、マスキング枠(スクリーン等)86を用いて高分子電解質29が塗布される。具体的には、マスキング枠86が隙間34aに対応する位置に配置されており、電解質・電極構造体24(1)では、アノード電極触媒層28b上に設けられた高分子電解質29の端部29aが、金属フィルム32の端部上まで延在する。一方、電解質・電極構造体24(2)では、アノード電極触媒層28bから金属フィルム32上に高分子電解質29が設けられるとともに、前記高分子電解質29の端部29bが前記金属フィルム32上の所定の位置まで延在する。従って、端部29a、29b間には、マスキング枠86により円柱状の隙間34aが形成される。
【0046】
高分子電解質29が乾燥された後、図10に示すように、マスキング枠84を用いて、前記高分子電解質29上にカソード電極触媒層30bが塗布される。カソード電極触媒層30bが乾燥されると、同様にマスキング枠84を用いて、前記カソード電極触媒層30b上にカソード拡散層(例えば、カーボンと樹脂)30aが塗布されて、このカソード拡散層30aが乾燥される。
【0047】
次に、図11に示すように、マスキング枠88を用いて、導電材36が塗布され、この導電材36に乾燥処理が施される。導電材36は、電解質・電極構造体24(1)を構成するカソード側電極30のカソード拡散層30aに電気的に接続されるとともに、高分子電解質29の端部29a、29b間に形成された円形状の隙間34aに充填される膨出部36aを備える。この膨出部36aは、金属フィルム32に電気的に接続され、電解質・電極構造体24(1)のカソード側電極30と、電解質・電極構造体24(2)のアノード側電極28とが、導電材36および金属フィルム32を介して電気的に接続される。
【0048】
導電材36を乾燥させた後、図12に示すように、マスキング枠90が用いられ、絶縁樹脂38が塗布される。この絶縁樹脂38は、導電材36上から前記導電材36と電解質・電極構造体24(2)のカソード側電極30との隙間34bに充填され、電解質・電極構造体24(1)、24(2)の各カソード側電極30同士が電気的に絶縁される。これにより、多孔質樹脂フィルム22上には、隣接する電解質・電極構造体24(1)、24(2)が電気的に直列に接続されて製造される。
【0049】
すなわち、図13に示すように、電解質・電極構造体24(1)を構成するカソード側電極30の端部と導電材36の端部との間には、電子導電繋ぎ部92aが設けられ、前記導電材36の円柱状の膨出部36aの端面と金属フィルム32の界面には、電子導電繋ぎ部92bが設けられる。さらに、金属フィルム32と電解質・電極構造体24(2)のアノード拡散層28aの端部28aaとの界面には、電子導電繋ぎ部92cが設けられる。
【0050】
この場合、第1の実施形態では、図3に示すように、金属フィルム32および導電材36を介して、電解質・電極構造体24(1)のカソード側電極30と、電解質・電極構造体24(2)のアノード側電極28とが、電気的に直列に接続されるため、従来の専用のZ字状接続板が不要になる。これにより、電気接続構造が簡素化されて経済的であるとともに、燃料電池10全体の構成を小型化かつ簡素化することができるという効果が得られる。
【0051】
さらに、金属フィルム32は、製造時の取り扱い性に優れる一方、導電材36は、位置精度を厳密に維持する必要がない。従って、燃料電池10の製造作業が簡便に遂行されるとともに、構成の簡素化および小型化が容易に図られる。特に、金属フィルム32および導電材36は、アノード側電極28およびカソード側電極30と略同一平面上に構成されており、MEAユニット12は、厚さ方向の寸法が可及的に薄肉化される。従って、燃料電池10全体の小型化が一層確実に遂行可能になる。
【0052】
しかも、燃料ガスと酸化剤ガスとのシール構造は、高分子電解質29の端部29aとシリコンフィルム26および金属フィルム32との界面に沿った面方向の距離H1の範囲、および前記高分子電解質29の端部29bの界面に沿った距離H2の範囲内にわたっている。このため、反応ガスのシール構造として、信頼性が有効に向上するという利点がある。
【0053】
また、第1の実施形態では、多孔質樹脂フィルム22上に構成材料を、順次、重ねることによって、MEAユニット12が製造される。これにより、燃料電池10全体の製造作業が有効に簡素化される。しかも、多孔質樹脂フィルム22は、製造作業時の基準平面を構成しており、電解質・電極構造体24(1)〜24(n)の位置決め精度が良好に向上するとともに、製造作業の簡素化が図られるという効果がある。
【0054】
次に、上記の燃料電池10の動作について説明する。
【0055】
まず、図1に示すように、酸化剤ガス入口連通孔20aに酸素含有ガス等の酸化剤ガスが供給されるとともに、燃料ガス入口連通孔18aに水素含有ガス等の燃料ガスが供給される。また、冷却媒体流路72には、純水やエチレングリコール、オイル等の冷却媒体が供給される。
【0056】
このため、酸化剤ガスは、図6に示すように、第2セパレータ16の面16aに形成される供給マニホールド54に一旦導入された後、酸化剤ガス流路58に供給される。酸化剤ガスは、複数の流路溝を介して矢印C方向に移動し、電解質・電極構造体24(1)〜24(n)の各カソード側電極30に供給される。未使用の酸化剤ガスは、排出マニホールド56から酸化剤ガス出口連通孔20bに排出される。
【0057】
一方、燃料ガスは、図5に示すように、第1セパレータ14の面14bに形成される供給マニホールド40に導入され、この供給マニホールド40に連通する燃料ガス流路44に供給される。この燃料ガス流路44では、燃料ガスが矢印C方向に移動しながら、電解質・電極構造体24(1)〜24(n)の各アノード側電極28に供給される。未使用の燃料ガスは、排出マニホールド42を通って燃料ガス出口連通孔18bから排出される。
【0058】
従って、電解質・電極構造体24(1)〜24(n)では、各カソード側電極30に供給される酸化剤ガスと、各アノード側電極28に供給される燃料ガスとが電気化学反応により消費され、発電が行われる。これにより、端子52、66間には、全ての発電部である電解質・電極構造体24(1)〜24(n)が電気的に直列に接続され、所望の電圧を発生させることができる。
【0059】
図14は、本発明の第2の実施形態に係る燃料電池を構成するMEAユニット100の接続状態を示す説明図である。なお、第1の実施形態に係る燃料電池10を構成するMEAユニット12と同一の構成要素には同一の参照符号を付して、その詳細な説明は省略する。
【0060】
MEAユニット100を構成する電解質・電極構造体102(1)は、多孔質樹脂フィルム22上に設けられるカソード側電極30と、前記カソード側電極30上に積層される高分子電解質29と、前記高分子電解質29上に積層されるアノード側電極28とを備える。
【0061】
電解質・電極構造体102(1)に隣接する電解質・電極構造体102(2)は、カソード側電極30を構成するカソード拡散層30aから電解質・電極構造体102(1)側に突出する端部30aaが、金属フィルム(第2フィルム状導電材)32上に積層される。電解質・電極構造体102(1)のアノード側電極28を構成するアノード拡散層28aに導電材(第1フィルム状導電材)36の一端が電気的に接続される。
【0062】
これにより、第2の実施形態では、多孔質樹脂フィルム22に対してカソード側電極30を下、アノード側電極28を上に配置しており、第1の実施形態とは逆に構成されているが、第1の実施形態と同様の効果を得ることができる。
【0063】
【発明の効果】
本発明に係る燃料電池では、従来の専用のZ字状接続板が不要になり、構成が簡素化されて経済的であるとともに、シール構造等の信頼性が有効に向上する。しかも、燃料電池全体の構成が簡素化される他、前記燃料電池の小型化が容易に図られる。
【0064】
また、本発明に係る燃料電池の製造方法では、多孔質非導電性フィルム上に構成材料を、順次、重ねることにより、燃料電池の製造作業が有効に簡素化される。しかも、多孔質非導電性フイルムは、製造作業時の基準平面を構成しており、各発電部の位置決め精度が有効に向上する。さらに、平面上の界面でシールされるため、積層方向に貫通するシール必要部位がなく、所望のシール性能を確実に得ることができる。
【図面の簡単な説明】
【図1】本発明の第1の実施形態に係る燃料電池の要部分解斜視説明図である。
【図2】前記燃料電池の要部断面説明図である。
【図3】前記燃料電池を構成するMEAユニットの接続状態を示す説明図である。
【図4】前記MEAユニットの正面図である。
【図5】前記燃料電池を構成する第1セパレータの正面図である。
【図6】前記燃料電池を構成する第2セパレータの正面図である。
【図7】多孔質樹脂フィルム上にアノード拡散層を形成する際の説明図である。
【図8】前記アノード拡散層上にアノード電極触媒層を形成する際の説明図である。
【図9】高分子電解質を形成する際の説明図である。
【図10】カソード電極触媒層およびカソード拡散層を形成する際の説明図である。
【図11】導電材を形成する際の説明図である。
【図12】絶縁樹脂を形成する際の説明図である。
【図13】電子導電繋ぎ部の斜視説明図である。
【図14】本発明の第2の実施形態に係る燃料電池を構成するMEAユニットの接続状態を示す説明図である。
【図15】特許文献1に係る平面形燃料電池の要部断面説明図である。
【符号の説明】
10…燃料電池 12、100…MEAユニット
14、16…セパレータ 18a…燃料ガス入口連通孔
18b…燃料ガス出口連通孔 20a…酸化剤ガス入口連通孔
20b…酸化剤ガス出口連通孔 22…多孔質樹脂フィルム
24(1)〜24(n)、102(1)、102(2)…電解質・電極構造体
26…シリコンフィルム 28…アノード側電極
28a…アノード拡散層 28aa、29a、29b、30aa…端部
28b…アノード電極触媒層 29…高分子電解質
30…カソード側電極 30a…カソード拡散層
30b…カソード電極触媒層 32…金属フィルム
34a、34b…隙間 36…導電材
36a…膨出部 38…絶縁樹脂
44…燃料ガス流路 58…酸化剤ガス流路
Claims (6)
- 電解質の両側にカソード側電極およびアノード側電極を設けた発電部を備え、複数の前記発電部が平面状に配設される燃料電池であって、
複数の前記発電部が配設されるとともに、各発電部のそれぞれ同一の極側が対向する単一の多孔質非導電性フィルムと、
隣接する一方の発電部の前記アノード側電極に電気的に接続され、該アノード側電極の面方向に延在する第1フィルム状導電材と、
隣接する他方の発電部の前記カソード側電極に電気的に接続され、該カソード側電極の面方向に延在する第2フィルム状導電材と、
を備え、
前記第1または第2フィルム状導電材には、前記電解質から離間する位置で該第1および第2フィルム状導電材を電気的に接続する膨出部が設られることを特徴とする燃料電池。 - 請求項1記載の燃料電池において、前記第1フィルム状導電材は、前記アノード側電極のアノード拡散層と略同一平面上に構成されるとともに、
前記第2フィルム状導電材は、前記カソード側電極のカソード拡散層と略同一平面上に構成されることを特徴とする燃料電池。 - 請求項1または2記載の燃料電池において、前記第1フィルム状導電材は、金属フィルムで構成されるとともに、
前記第2フィルム状導電材は、樹脂と電気導電材との複合材で構成されることを特徴とする燃料電池。 - 請求項1または2記載の燃料電池において、前記第1フィルム状導電材は、樹脂と電気導電材との複合材で構成されるとともに、
前記第2フィルム状導電材は、金属フィルムで構成されることを特徴とする燃料電池。 - 電解質の両側にそれぞれ電極を設けた発電部を備え、複数の前記発電部が平面状に配設される燃料電池の製造方法であって、
単一の多孔質非導電性フィルム上に、第1フィルム状導電材を固着させる工程と、
前記多孔質非導電性フィルム上に、隣接する第1および第2の発電部を構成する一方の電極を設けるとともに、前記第2の発電部を構成する一方の電極を前記第1フィルム状導電材と電気的に接続させる工程と、
前記一方の電極に、それぞれ前記第1フィルム状導電材に一部を重ね合わせて第1および第2の電解質を設ける工程と、
前記第1および第2の電解質に、前記第1および第2の発電部を構成する他方の電極を設ける工程と、
前記第1の発電部を構成する他方の電極と前記第1フィルム状導電材とを、第2フィルム状導電材を介して電気的に接続させる工程と、
前記第2フィルム状導電材上および該第2フィルム状導電材と前記他方の電極との隙間を覆って絶縁樹脂を設ける工程と、
を有することを特徴とする燃料電池の製造方法。 - 請求項5記載の製造方法において、前記第2の発電部の前記一方の電極を構成する拡散層を前記第1フィルム状導電材と電気的に接続させる工程と、
前記第1の発電部の前記他方の電極を構成する拡散層を前記第2フィルム状導電材と電気的に接続させることにより、前記第1の発電部の前記他方の電極と前記第2の発電部の前記一方の電極とを電気的に接続する工程と、
を有することを特徴とする燃料電池の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003061976A JP4083599B2 (ja) | 2003-03-07 | 2003-03-07 | 燃料電池およびその製造方法 |
| US10/795,952 US7638219B2 (en) | 2003-03-07 | 2004-03-08 | Fuel cell without Z-like connection plates and the method producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003061976A JP4083599B2 (ja) | 2003-03-07 | 2003-03-07 | 燃料電池およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004273260A true JP2004273260A (ja) | 2004-09-30 |
| JP4083599B2 JP4083599B2 (ja) | 2008-04-30 |
Family
ID=33124038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003061976A Expired - Fee Related JP4083599B2 (ja) | 2003-03-07 | 2003-03-07 | 燃料電池およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4083599B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005527944A (ja) * | 2002-04-11 | 2005-09-15 | フラウンホッファー−ゲゼルシャフト ツァー フェーデルング デア アンゲバンテン フォルシュング エー ファー | プリント回路基板の構造様式を有する燃料電池システム |
| KR100744323B1 (ko) * | 2001-06-18 | 2007-07-30 | 삼성전자주식회사 | 연료전지용 가스켓 |
| CN112020786A (zh) * | 2018-03-30 | 2020-12-01 | 本田技研工业株式会社 | 燃料电池 |
-
2003
- 2003-03-07 JP JP2003061976A patent/JP4083599B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100744323B1 (ko) * | 2001-06-18 | 2007-07-30 | 삼성전자주식회사 | 연료전지용 가스켓 |
| JP2005527944A (ja) * | 2002-04-11 | 2005-09-15 | フラウンホッファー−ゲゼルシャフト ツァー フェーデルング デア アンゲバンテン フォルシュング エー ファー | プリント回路基板の構造様式を有する燃料電池システム |
| JP4745611B2 (ja) * | 2002-04-11 | 2011-08-10 | フラウンホッファー−ゲゼルシャフト ツァー フェーデルング デア アンゲバンテン フォルシュング エー ファー | プリント回路基板の構造様式を有する燃料電池システム |
| CN112020786A (zh) * | 2018-03-30 | 2020-12-01 | 本田技研工业株式会社 | 燃料电池 |
| CN112020786B (zh) * | 2018-03-30 | 2023-11-28 | 本田技研工业株式会社 | 燃料电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4083599B2 (ja) | 2008-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5771643B2 (ja) | 改良された電気化学装置 | |
| JP2002280016A (ja) | ダイレクトメタノール燃料電池用単電極型セルパック | |
| JP2012212678A (ja) | 燃料電池 | |
| US20060115707A1 (en) | Fuel cell casing and fuel cell | |
| US7794891B2 (en) | Fuel cell with interweaving current collector and membrane electrode assembly | |
| JP3981623B2 (ja) | 燃料電池スタック | |
| JP2002280049A (ja) | 集積タイプ燃料電池セル | |
| JP2004087311A (ja) | 燃料電池スタックおよび燃料電池スタック用金属製セパレータ | |
| US7638219B2 (en) | Fuel cell without Z-like connection plates and the method producing the same | |
| JP2004152684A (ja) | 燃料電池スタック | |
| JP5255849B2 (ja) | 燃料電池及びセパレータ・シール構成体 | |
| JP2000058100A (ja) | 電極積層構造体 | |
| JP4083599B2 (ja) | 燃料電池およびその製造方法 | |
| JP4083600B2 (ja) | 燃料電池 | |
| JP2004071230A (ja) | 燃料電池スタック | |
| JP2004273264A (ja) | 燃料電池スタック | |
| JP2010192432A (ja) | 燃料電池 | |
| JP2009283412A (ja) | 燃料電池及びその製造方法 | |
| JP2006338880A (ja) | 膜−電極接合体および燃料電池 | |
| US7465514B2 (en) | Electrochemical energy source and electronic device incorporating such an energy source | |
| WO2009145090A1 (ja) | 燃料電池及びその製造方法 | |
| JP2004087318A (ja) | 燃料電池 | |
| JP3622682B2 (ja) | 燃料電池セル及びセルユニット | |
| JP2005216535A (ja) | 燃料電池 | |
| JP2004146145A (ja) | 固体高分子電解質形燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080213 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110222 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110222 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120222 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |