JP2004253141A - 冷陰極蛍光ランプ、及びその製造方法 - Google Patents
冷陰極蛍光ランプ、及びその製造方法 Download PDFInfo
- Publication number
- JP2004253141A JP2004253141A JP2003012630A JP2003012630A JP2004253141A JP 2004253141 A JP2004253141 A JP 2004253141A JP 2003012630 A JP2003012630 A JP 2003012630A JP 2003012630 A JP2003012630 A JP 2003012630A JP 2004253141 A JP2004253141 A JP 2004253141A
- Authority
- JP
- Japan
- Prior art keywords
- glass bulb
- electrode
- sealing
- electrodes
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




















Landscapes
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
- Discharge Lamp (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
Abstract
【課題】電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くする。
【解決手段】有底筒状の電極5a,5bをガラスバルブ1の両端部に一体的に封着する。また、電極5a,5bのそれぞれの開口端をガラスバルブ1の空間内側に向け、電極5a,5bとガラスバルブ1との封着領域に電極底部が位置するように電極5a,5bのそれぞれの胴部にガラスバルブ端部を封着する。この構成により、電極端部がガラスバルブの外に露出しないようにして、電極5a,5bの冷却を防ぐ。電極5a,5bの材質として、Mo、Nb、Taといった耐スパッタリング用の金属を使用する。電極5a,5bの底部の厚さは0.07mm以上とする。電極5a,5bの側壁の厚さは0.05〜0.3mmの範囲とする。
【選択図】 図1
【解決手段】有底筒状の電極5a,5bをガラスバルブ1の両端部に一体的に封着する。また、電極5a,5bのそれぞれの開口端をガラスバルブ1の空間内側に向け、電極5a,5bとガラスバルブ1との封着領域に電極底部が位置するように電極5a,5bのそれぞれの胴部にガラスバルブ端部を封着する。この構成により、電極端部がガラスバルブの外に露出しないようにして、電極5a,5bの冷却を防ぐ。電極5a,5bの材質として、Mo、Nb、Taといった耐スパッタリング用の金属を使用する。電極5a,5bの底部の厚さは0.07mm以上とする。電極5a,5bの側壁の厚さは0.05〜0.3mmの範囲とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、液晶表示装置用の照明装置等に光源として使用される冷陰極蛍光ランプに関する。
【0002】
【従来の技術】
図26に示すように、従来の冷陰極蛍光ランプは、直管形のガラスバルブ51の内壁に紫外線による刺激で発光する蛍光体層52が形成され、ガラスバルブ51の内部にネオンやアルゴルといった希ガス53や水銀54が放電媒体として封入される。ガラスバルブ51の両端の内部にそれぞれ有底筒状の電極55a、55bが配置される。電極55a、55bの底面部にはそれぞれリード線57a、57bがガラスバルブ51の外部に延出するように接続される。リード線57a、57bは各電極の底面部からガラスバルブ51の最先端に至るまでの部分でそれぞれ封着線58a、58bにより覆われる。封着線58a、58bは、それぞれビードガラス59a、59bを介してガラスバルブ51の端部に封着される。また、電極55a,55bを形成する金属にはニッケル(Ni)が用いられる。
【0003】
電極が配置された部分では蛍光体層が発光しないため、図26に示した冷陰極蛍光ランプでは管軸方向の有効発光長が封着線58、ビードガラス59、電極55の長さの分だけ短くなるという問題があった。
【0004】
その問題を解決するために封着線58、ビードガラス59を除去し、電極55を直接バルブに封着したものとして以下に示す特許文献1のようなものが知られている。特許文献1の冷陰極蛍光管は、有底筒状の電極の開口端側をガラスバルブに直接封着し、電極端部をガラスバルブから突出させた構造である。
【0005】
【特許文献1】
特開2002−042724号公報
【0006】
【発明が解決しようとする課題】
しかしながら、この種の構造では、駆動回路からランプに供給される電力を一定として考えるとき、電極端部がガラスバルブの外部へ突出しているため、冷却されてしまい、電極からの電子放出が抑制される。このため、ランプ電圧が高くなり、ランプ電流が抑制されて明るい照度が得られなくなるという問題がある。
【0007】
本発明は、上記に鑑みてなされたものであり、その目的とするところは、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くし得る冷陰極蛍光ランプを提供することにある。
【0008】
また、本発明の別の目的は、上記冷陰極蛍光ランプを製造する製造方法を提供することにある。
【0009】
【課題を解決するための手段】
第1の本発明に係る冷陰極蛍光ランプは、ガラスバルブと、このガラスバルブの内壁に形成された蛍光体層と、このガラスバルブ内に希ガス及び水銀を封入し、かつガラスバルブの両端部に封着された電極とを具備し、前記電極は有底筒状をなし、かつ上記有底筒状の電極は、開口端を前記ガラスバルブ空間内側に突出して露出するように前記有底筒状電極の筒状胴部に前記ガラスバルブ端部を封着するとともに、この封着領域に有底筒状電極の電極底部が位置するように封装してなることを特徴とする。
【0010】
本発明にあっては、有底筒状の電極をガラスバルブの両端部に一体的に封着するようにしたことで、ホロー効果を維持した状態で有効発光長を長くするようにしている。また、電極の開口端をガラスバルブ空間内側に向けた状態で、電極とガラスバルブとの封着領域に電極底部が位置するように電極の胴部にガラスバルブ端部を封着するようにしたことで、電極端部がガラスバルブの外に露出しないようにして、冷却されることを防ぐようにしている。
【0011】
前記有底筒状電極低部のガラスバルブ外側に露出した端部に銅または銅酸化物が溶接されてなることを特徴とする。
【0012】
前記有底筒状電極底部のガラスバルブ外側に露出した端部に板状の導電性金属が溶接されており、輪状の引き出し端子が溶接されてなることを特徴とする。
【0013】
前記有底筒状電極低部のガラスバルブ外側に露出した端部に弾性を有する導電性金属を介在して板状の導電性金属が溶接されてなることを特徴とする。
【0014】
ここで、電極には、Ni、Mo、Nb、Taといった耐スパッタリング用の金属を用いることが望ましい。また、電極の底部の厚さは0.07mm以上の範囲とすることが望ましい。また、電極の側壁の厚さは、0.05〜0.3mmの範囲とすることが望ましい。
【0015】
第2の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した側のガラスバルブ開口端側を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする。
【0016】
ここで、ガラスバルブと電極の熱膨張比率については、ガラスバルブ1に対して電極を0.9〜1.2の範囲とすることが望ましい。
【0017】
第3の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、この電極を仮固定した側のガラスバルブ開口端側を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする。
【0018】
第4の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した更にガラスバルブ開口端部側の空間部にゲッターを仮固定してガラスバルブ開口端を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする。
【0019】
第5の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した更にガラスバルブ開口端部側の空間部にゲッターを仮固定してガラスバルブ開口端を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁は、他方の電極周壁のガラスバルブを電極側壁に封着したのち、前記一方の電極周壁のガラスバルブを電極側壁に封着する工程とを具備してなることを特徴とする。
【0020】
【発明の実施の形態】
以下、本発明の実施の形態について図面を用いて説明する。
【0021】
[第1の実施の形態]
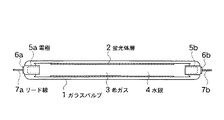
図1の軸方向断面図に示すように、本実施の形態における冷陰極蛍光ランプは、直管形のガラスバルブ1の内壁に紫外線による刺激で発光する蛍光体層2が形成され、ガラスバルブ1の内部にネオンやアルゴルを用いた希ガス3及び水銀4が放電媒体として気密に封入される。ガラスバルブ1の両端には有底筒状の電極5a,5bの筒状胴部がそれぞれ開口端をガラスバルブ1内部に突出して露出するように封着されるとともに、この封着領域に電極5a,5bの底部が位置するように封装される。すなわち、電極5a,5bの端部が、ガラスバルブ1との封着領域に完全に収納された構成である。電極5a,5bの底面部には銅(Cu)あるいは銅化合物といったCuを含む金属6a,6bがそれぞれ溶接される。この金属6a,6bにハーネスからのリード線7a,7bがそれぞれ半田付けされる。蛍光体層2には、赤、青、緑を混合した3波長蛍光体が用いられる。
【0022】
次に、冷陰極蛍光ランプの寸法の一例について説明する。ガラスバルブ1の軸方向の全長は200mm、外形は1.8mm、内径は1.4mmである。電極5aと電極5bの距離は188mmである。外径は1.2〜5.0mmの範囲にあることが望ましい。
【0023】
図2の断面図に示すように、電極5の軸方向の長さLは2〜4mm、外径Pは1〜4mm、電極5のガラスバルブ1との封着領域の軸方向の長さNは1〜2mmである。本実施の形態では、電極5をガラスバルブ1の両端部に一体的に封着した構成である。この場合、電極5の底部にスパッタリングが集中し、電極5の底部に穴があくおそれがある。そこで、電極5の材質には、耐スパッタリングに適した金属を用いる。この金属としては、ニッケル(Ni)、モリブデン(Mo)、ニオブ(Nb)、タングステン(Ta)のうちの少なくとも1つを用いる。
【0024】
また、スパッタリングによる穴空きを防止する観点からは、電極5の底部の厚さMは、軸方向に肉厚であることが望ましい。しかしながら、電極底部を厚くしすぎると必要な電極表面積を仮定した場合、底部を厚くする程有効発光長が削減されるため、電極底部の厚さMについては最適な範囲を検討する必要がある。
【0025】
図3の電極底部の厚さに対する寿命特性のグラフに示すように、スパッタリングの影響によって電極底部に穴が空くまでの保証時間を4000(Hr)とすると、電極底部の厚さが0.05mmよりも薄い場合には、この保証時間に達する前に穴が空くことが確認された。よって、電極底部の肉厚は、これよりも余裕を持たせた0.07mm以上とすることが最適である。また、電極底部の厚さの上限については、寿命時間が安定した0.25mmとするのが最適である。 電極5の側壁も、スパッタリングによる穴空きを防止する観点からは肉厚であることが望ましい。しかしながら、電極側壁を厚くしすぎるとホロー効果が失われて電極の内表面が小さくなり管電圧の上昇を招き電力ロスが大きくなるため、電極側壁の厚さについても最適な範囲を検討する必要がある。
【0026】
図4の電極側壁の厚さに対する管電圧特性のグラフに示すように、電極側壁の厚さが0.3mmを超えると管電圧が上昇し始めることが確認された。電極側壁の厚さの下限については、薄くしすぎるとスパッタリングにより寿命が短くなるので、0.05mmとするのが最適である。すなわち、電極側壁の厚さは0.05〜0.3mmの範囲とすることが最適である。
【0027】
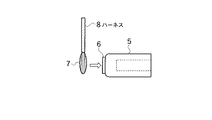
図5に示すように、ハーネス8のリード線7は、電極5の底面部に溶接された金属6の外面に半田付けされる。このように、本実施の形態では、Cuを含む金属6にリード線7を接続し、またその接続面積も広いので、半田付けが容易となっている。
【0028】
続いて、本実施の形態の冷陰極蛍光ランプ(以下、実施例1という)と図26に示した冷陰極蛍光ランプ(以下、比較例1という)の特性を比較する。実施例1と比較例1は、共にガラスバルブは直管形でほぼ真円形であり、その外径は2.0mm、内径は1.6mm、軸方向の全長は200mm、2つの電極間の距離は194mmである。電極は外径1.1mm、内径0.9mmの有底筒状であり、底厚は0.1mmである。
【0029】
実施例1では、電極5をガラスバルブ1の両端部に一体的に封着するようにしたことで、封着線58やビードガラス59が不要となり、その分だけ比較例1と比べて有効発光長が約4mm程度長くなる。
【0030】
また、図6の全光束特性に示すように、実施例1の方が比較例1よりも全光束量が約2%程向上する。
【0031】
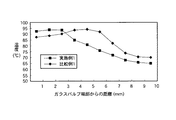
図7に示すように、冷陰極蛍光ランプを照明装置に組み込んだときの輝度維持率については、実施例1の方が比較例1よりも約5%程向上する。
【0032】
図8の電極近傍の温度分布に示すように、ガラスバルブの端部からの距離が約3mm未満の部分では実施例1と比較例1で温度分布に大きな差はないが、この距離が3mm以上の部分では実施例1の方が比較例1よりも温度の上昇を抑えている。
【0033】
次に、図9(a)に示す実施例1の冷陰極蛍光ランプを装着したときの背面照明装置と、図9(b)に示す比較例1の冷陰極蛍光ランプを装着したときの背面照明装置とで照明としての使用可能部分を比較する。実施例1と比較例1は、共に導光板の中央部での明るさは同程度であるが、実施例1の方が有効発光長が長いので、比較例1よりも導光板の端部が明るくなり、使用可能部分が拡大することとなる。このように、実施例1を用いることによって、表示装置の画面領域の拡大に寄与することができる。
【0034】
したがって、本実施の形態によれば、有底筒状の電極5a,5bをガラスバルブ1の両端部に一体的に封着するようにしたことで、電極の表面積が広いので十分な管電流を流すことができ、ホロー効果を維持した状態で有効発光長を長くすることができる。また、電極5a,5bのそれぞれの開口端をガラスバルブ1の空間内側に向け、電極5a,5bとガラスバルブ1との封着領域に電極底部が位置するように電極5a,5bのそれぞれの胴部にガラスバルブ端部を封着するようにしたことで、電極端部を封着領域に完全に収納しガラスバルブ1の外部へ突出しないようにして電極5a,5bの冷却を防ぎ、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くすることができる。その結果、本冷陰極蛍光ランプを液晶表示装置用の照明装置等に用いた場合には、表示部分の大型化を図ることができる。
【0035】
本実施の形態によれば、電極5の材質として、Ni、Mo、Nb、Taといった耐スパッタリング用の金属を使用したことで、スパッタリングの影響によって電極5の底部に穴が空くことを防ぐことができる。
【0036】
本実施の形態によれば、電極5の底部の厚さを0.07mm以上の範囲とし、電極5の側壁の厚さを0.05〜0.3mmの範囲としたことで、スパッタリングによる短寿命化、管電圧上昇による電力ロスの増大を防止することができる。
【0037】
本実施の形態によれば、電極5の底面部にCuを含む金属6を溶接するようにしたことで、この金属6にリード線7を接続するときの半田付けを容易にすることができる。
【0038】
また、Moを用いて電極5を形成した場合には、Moの熱膨張係数がガラスバルブ1の熱膨張係数に近い値であるので、電極5とガラスバルブ1の密着強度が高くなるという利点もある。
【0039】
なお、図2に示した電極5に代えて、図10に示すような電極15を用いるようにしてもよい。同図の電極15は、有底形状である点、耐スパッタリング用の金属が用いられる点、各部の寸法については電極5と同様であるが、その内壁が凹凸形状となっている。これによって、電極の表面積が拡大するので、冷陰極蛍光ランプの輝度を明るくすることができる。
【0040】
電極15を用いた冷陰極蛍光ランプ(以下、実施例2という)と比較例1の特性を比べると、図11の輝度特性に示すように、実施例2の方が比較例1よりも輝度が約2%程向上する。また、図12に示すように、冷陰極蛍光ランプを照明装置に組み込んだときの輝度維持率については、実施例2の方が比較例1よりも約5%程向上する。
【0041】
[第2の実施の形態]
本実施の形態では、冷陰極蛍光ランプの電極部分の別の構成について説明する。電極部分以外の構成については、図1と同様であるので、ここでは重複した説明は省略する。
【0042】
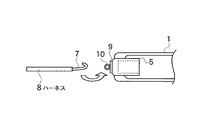
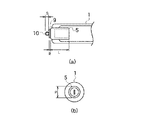
図13に示すように、本実施の形態の第1の電極部分は、電極5の底面部に、板状の導電性金属9が溶接されており、その導電性金属9の壁面に輪状の導電性金属10が引出し端子として溶接された構成である。これらの導電性金属の材質としては、例えばDUX、Feが用いられる。
【0043】
ハーネス8からのリード線7はU字型に加工され、導電性金属10の輪の中に通された状態で、半田付けによって導電性金属10に固定される。
【0044】
この電極部分の寸法の一例について図14を用いて説明する。電極5の軸方向の長さLは2〜4mm、外径Pは1〜4mm、板状の導電性金属9の厚さRは0.1mm、輪状の導電性金属10の外径Sは0.5〜3.5mm、厚さ0.1mmである。また、ガラスバルブ内の電極間の距離は194mmである。
【0045】
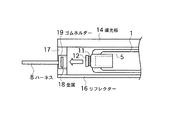
図15に示すように、本実施の形態の第2の電極部分は、電極5の底面部にばね状となっており弾性を有する導電性金属11が溶接され、その先端部に板状の導線性金属12が溶接された構成である。
【0046】
対向配置された導光板14とリフレクター16が支持柱17によって固定され、これらにより照明装置の外枠が構成される。ハーネス8の先端は板状の金属18に溶接され、その金属18はゴムホルダー19によって固定される。ゴムホルダー19の挿入口を照明装置の内側に向けた状態で、金属18とゴムホルダー19により構成された受口が支持柱17に組み込まれる。
【0047】
冷陰極蛍光ランプを照明装置に組み込む場合には、冷陰極蛍光ランプの両端部において、電極5の導電性金属12がゴムホルダー19の挿入口に挿入され、導電性金属11のばね弾力によって冷陰極蛍光ランプが支持柱17に固定される。
【0048】
この電極部分の寸法の一例について図16を用いて説明する。電極5の軸方向の長さL、外径Pは図13と同様である。導電性金属12は、直径1.5mmの円板状であり、その厚さTは0.1mmである。
【0049】
図17に示すように、本実施の形態の第3の電極部分は、電極5の底面部に板状の導電性金属9が溶接されており、その導電性金属9の壁面に導電性金属9よりも径方向の面積が大きい導電性金属21が溶接された構成である。
【0050】
ハーネス8の先端は板状の金属18に溶接され、その金属18はゴムホルダー19によって固定される。ゴムホルダー19の挿入口には止具23が設けられている。金属18とゴムホルダー19により構成された受口が、図14と同様にして照明装置に組み込まれる。
【0051】
冷陰極蛍光ランプを照明装置に組み込む場合には、冷陰極蛍光ランプの両端部において、電極5の導電性金属21がゴムホルダー19の挿入口に挿入され、止具23によって固定される。これによって、冷陰極蛍光ランプが固定される。
【0052】
この電極部分の寸法の一例について図18を用いて説明する。電極5の軸方向の長さL、外径Pは図13と同様である。導電性金属21は、直径1.0mmの円板状であり、その厚さTは0.2〜3.0mmである。また、導電性金属21と導電性金属9を合わせた厚さは3.5〜5.5mmである。
【0053】
したがって、本実施の形態によれば、第1の電極部分のように、電極5の底面部に導電性金属9を介して輪状の導電性金属10を溶接し、ハーネス8からのリード線7を導電性金属10の輪の中に通した状態で導電性金属10に半田付けするようにしたことで、簡易な工程でハーネス8と冷陰極蛍光ランプの電極5を接続することができる。
【0054】
また、本実施の形態によれば、第2の電極部分のように、電極5の底面部にばね状の導電性金属11を介して板状の導電性金属12を溶接し、この導電性金属12がハーネス8に接続された導電性金属18に接触するように導電性金属12をゴムホルダー19の挿入口に挿入し、このときのばね弾力によって冷陰極蛍光ランプを支持柱17に固定するようにしたことで、半田付けの工程を省略でき、ハーネス8と冷陰極蛍光ランプの電極5を接続する作業の時間を大幅に短縮することができる。
【0055】
また、本実施の形態によれば、第3の電極部分のように、電極5の底面部に導電性金属9を介して導電性金属9よりも径方向の面積が大きい板状の導電性金属21を溶接し、この導電性金属21がハーネス8に接続された導電性金属18に接触するように、導電性金属21をゴムホルダー19の挿入口の止具23で固定するようにしたことで、半田付けの工程を省略でき、ハーネス8と冷陰極蛍光ランプの電極5を接続する作業の時間を大幅に短縮することができる。
【0056】
さらに、ハーネスが接続される電極部分の構成については、その他にも様々な変形が考えられる。例えば、図19に示すように、ハーネス8のリード線7を、電極5の底面部に溶接された線状の金属24に半田付するようにしてもよい。また、図20に示すように、ハーネス8のリード線を円柱状の金属26aを凸部として備えた円板状の金属25に接続してハーネス8、金属25、金属26aを一体化するとともに、電極5の底面部に凹部を備えた円柱状の金属27をその開口部がガラスバルブ1の外側へ向くように設け、ハーネス8の凸部を金属27の凹部へ嵌め込むようにしてもよい。また、図21に示すように、電極5の底部に設けた凹部28にハーネス8の凸部を嵌め込むようにしてもよい。
【0057】
[第3の実施の形態]
本実施の形態では、有底筒状の電極をガラスバルブの両端に一体的に封着した冷陰極蛍光ランプの製造方法について説明する。
【0058】
図22の工程図に示すように、まず、両端に開口部を有する直管形のガラスバルブ1の内壁に蛍光体を塗布し、端部から30〜150mmの範囲で蛍光体を除去し、熱処理によって蛍光体をガラスバルブの内壁に焼き付けることにより、蛍光体層2を形成する(a)。有底筒状の電極5aの底面部に接続された導入線の先端をプレス成形して凸部31aとし、電極5aをその開口端をガラスバルブの内側に向けた状態でガラスバルブの一方の端から挿入する。ガラスバルブ1の端部を加熱して設けた窪みで凸部31aを固定することにより電極5aをガラスバルブ1の端部に仮固定する(b)。電極5aを仮固定したガラスバルブ1のさらに外側の端部を加熱して設けた窪みでZrゲッター32を仮固定し、その開口部を封着する(c)。
【0059】
ガラスバルブ1の他方の端部から電極5aと同一構成の電極5bを電極5aと同様に挿入し、冷陰極蛍光ランプの他方端部に設けられた窪みで電極5bの凸部31bを固定することにより、電極5bをガラスバルブ1の端部に仮固定する(d)。電極5bを仮固定したガラスバルブ1のさらに外側の端部を加熱して設けた窪みで水銀スリーブ34を電極5bとガラスバルブ1の開口端との間のガラスバルブ1内に仮固定する(e)。水銀スリーブ34を仮固定した側の開口部を吸引口にして真空発生装置を用いてガラスバルブ1の内部を真空にし、希ガス3をガラスバルブ1の内部に充填した後、その開口部を封着する(f)。
【0060】
続いて、水銀スリーブ34を高周波加熱して水銀をガラスバルブ1内の電極間に導入する(g)。水銀導入後、電極5bをガラスバルブ1の端部に封着する。そのときに酸素等の不純ガスが発生するため、Zrゲッター32を高周波加熱することによりZrゲッター32に不純ガスを吸着させる(h)。そして、電極5a,5bのそれぞれの底面部がガラスバルブ1との封着領域のバルブ外端部に位置するように、電極5a,5b周壁のガラスバルブ1をそれぞれの電極側壁に封着し、凸部31a,31bを除去する(h,i)。
【0061】
本実施の形態の製造工程では、電極5bをガラスバルブ1の端部に封着する際に、Zrゲッター32を高周波加熱することによって、酸素等の不純物が吸着されるので、無酸素の状態で電極5bをガラスバルブ1に封着することができる。
【0062】
これに対し、効果を比較するための比較用の製造工程では、電極5bをガラスバルブ1に封着する際に、電極5bの酸化を抑えるために、Zrゲッター32を用いる代わりに窒素をガラスバルブ1の内部に充填する。この場合、微量の酸素がガラスバルブ1内に残留した状態で電極5bをガラスバルブ1に封着することとなり、電極5bの底面部が酸化してしまい、電極5a,5bの材質によっては封着領域に気泡が発生し、封着強度が低下する原因となる。
【0063】
また、本製造工程では、無酸素状態で電極5bをガラスバルブ1に封着できるので、図23(a)に示すように、電極5bを封着する側のガラスバルブ1の端部が膨らむことはない。
【0064】
これに対し、比較用の製造工程では、微量の酸素が残留した状態で電極5bをガラスバルブ1に封着するので、図23(b)に示すように、電極5bを封着する側のガラスバルブ1の端部が膨らんでしまう。このため、冷陰極蛍光ランプを照明装置に組込可能にするために封着領域の径を規定する管理が必要となる。
【0065】
したがって、本実施の形態によれば、上記各実施の形態で説明した冷陰極蛍光ランプを製造することができる。また、ガラスバルブ1の端部に配置したZrゲッター32を高周波加熱することによって、電極5bをガラスバルブ1に封着するときに発生する酸素等の不純ガスをZrゲッター32で吸着するようにしたことで、無酸素の状態で電極5bをガラスバルブ1に封着できるので、電極5bの酸化を防止でき、封着強度の低下を防止することができる。
【0066】
また、本実施の形態によれば、無酸素の状態で電極5bをガラスバルブ1に封着できるので、電極5bを封着する側のガラスバルブ1の端部が膨らむことを防止することができる。
【0067】
なお、本実施の形態においては、工程(e)において水銀スリーブ34を電極5bとガラスバルブ1の開口端との間のガラスバルブ1内に仮固定することとしたが、これに代えて、工程(b)の後に電極5aとそのガラスバルブ1の開口端との間のガラスバルブ1内に水銀スリーブ34を仮固定することとしてもよい。
【0068】
また、ガラスバルブ1をそれぞれの電極側壁に封着する工程(i)では、一方の電極周壁のガラスバルブを電極側壁に封着したのちに、他方の電極周壁のガラスバルブをその電極側壁に封着するようにしてもよい。
【0069】
[第4の実施の形態]
本実施の形態では、本冷陰極蛍光ランプ(以下、実施例3という)と、特許文献1の冷陰極蛍光管(以下、比較例2という)の特性を比較する。実施例3の構成は、基本的には実施例1と同様であるが、ガラスバルブの外径は2.6mmとした。比較例2では、ガラスバルブや電極の基本的な構造は実施例3と同様であり、電極の封着位置だけが実施例3と異なっている。
【0070】
すなわち、図24(a)に示すように、実施例3は、電極底面部が電極5とガラスバルブ1の封着領域のバルブ外端部に位置し、電極端部が封着領域に完全に収納された構造であるのに対し、比較例2は、図24(b)に示すように、電極の開口端が封着領域のバルブ内端部に位置し、電極端部がガラスバルブの外部へ突出した構造である。
【0071】
図25の管電圧特性のグラフに示すように、インバータ電源から供給される電力が一定のもとで管電流が8mAを超えたところから、比較例2の方が実施例3よりも管電圧が高くなっていく。これは、比較例2では、電極の端部がガラスバルブの外部に突出しているため、放熱によって電極が冷却され、電極からの電子の放出量が抑制されるためと考えられる。
【0072】
確認のため管電流が10mAのときの温度を測定したところ、実施例3では、電極5とガラスバルブ1の封着領域およびガラスバルブ内に突出した電極5の胴部全領域がほぼ同じ温度で管壁部の最高温度が214℃であったのに対し、比較例2ではガラス封着領域は208℃で本願に対し6℃程度の低下であるが、電極の突出部分の最高温度は92℃であった。
【0073】
比較例2では、このように有底筒状の電極の底部側が冷却され実施例3に比べて電子放出が抑制され管電圧が高くなるため、消費電力一定の下では管電流も抑制され、照度が低下するという欠点がある。これに対して、実施例3では、比較例2に比べて管電圧が低く抑えられ、管電流を大きくとることができるので、照度を向上させることができる。
【0074】
すなわち、有効発光長を長くするために、特許文献1のように、有底筒状電極の開口端を電極とガラスバルブの封着領域のバルブ内端部に配置することは、近年主流となりつつある高輝度モニタへの適用を考えると、適切な構造ではないということができる。
【0075】
したがって、本冷陰極蛍光ランプでは、電極5のそれぞれの開口端をガラスバルブ1の空間内側に向け、電極5とガラスバルブ1の封着領域のバルブ外端部に電極底面部が位置するようにしたことで、電極端部を封着領域に完全に収納しガラスバルブの外部に突出しないようにして電極5の冷却を防ぎ、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くすることができる。
【0076】
【発明の効果】
以上、説明したように、本発明に係る冷陰極蛍光ランプによれば、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くすることができる。
【0077】
また、本発明の製造方法によれば、上記冷陰極蛍光ランプを製造することができる。
【図面の簡単な説明】
【図1】第1の実施の形態における冷陰極蛍光ランプの構成を示す軸方向断面図である。
【図2】図2(a)は、図1に示す冷陰極蛍光ランプの電極部分の拡大断面図であり、図2(b)はその径方向断面図である。
【図3】電極底部の厚さに対する電極の寿命の特性を示すグラフであり、横軸は電極底部の厚さ(mm)、縦軸はスパッタリングにより電極底部に穴が空くまでの寿命時間(Hr)である。
【図4】電極側面の厚さに対する管電圧の特性を示すグラフであり、横軸は電極側壁の厚さ(mm)、縦軸は管電圧(Vrms)である。
【図5】電極の底面部にハーネスのリード線が接続される状態を示す図である。
【図6】実施例1と比較例1について冷陰極蛍光ランプの全光束特性を示すグラフであり、横軸は管電流(mA)、縦軸は全光束(Lm)である。
【図7】実施例1と比較例1について照明装置に組み込んだときの輝度維持率特性を示すグラフであり、横軸は経過時間(Hr)、縦軸は輝度維持率(%)である。
【図8】実施例1と比較例1について電極近傍の温度分布を示すグラフであり、横軸はガラスバルブの端部からの距離(mm)、縦軸は温度(℃)である。
【図9】図9(a)は、実施例1の冷陰極蛍光ランプを装着したときの背面照明装置の使用可能部分を示す図であり、図9(b)は比較例1の冷陰極蛍光ランプを装着したときの背面照明装置の使用可能部分を示す図である。
【図10】図10(a)は、図1に示す冷陰極蛍光ランプに別の電極を用いたときの電極部分の拡大断面図であり、図10(b)はその径方向断面図である。
【図11】実施例2と比較例1についての冷陰極蛍光ランプの管電流に対する輝度特性を示すグラフであり、横軸は管電流(mA)、縦軸は全光束(Lm)である。
【図12】実施例2と比較例1について照明装置に組み込んだときの輝度維持率特性を示すグラフであり、横軸は経過時間(Hr)、縦軸は輝度維持率(%)である。
【図13】第2の実施の形態における第1の電極部分の構成を示す軸方向断面図である。
【図14】図14(a)は、図13に示す電極部分の拡大断面図であり、図14(b)はその径方向断面図である。
【図15】第2の実施の形態における第2の電極部分の構成を示す軸方向断面図である。
【図16】図16(a)は、図15に示す電極部分の拡大断面図であり、図16(b)はその径方向断面図である。
【図17】第2の実施の形態における第3の電極部分の構成を示す軸方向断面図である。
【図18】図18(a)は、図17に示す電極部分の拡大断面図であり、図18(b)はその径方向断面図である。
【図19】ハーネスが接続される電極部分の別の構成を示す軸方向断面図である。
【図20】ハーネスが接続される電極部分のさらに別の構成を示す軸方向断面図である。
【図21】ハーネスが接続される電極部分のさらに別の構成を示す軸方向断面図である。
【図22】図1の冷陰極蛍光ランプが製造される様子を示す工程図である。
【図23】図23(a)は、本製造工程で製造された冷陰極蛍光ランプの端部の拡大断面図であり、図23(b)は、比較用の製造工程で製造された冷陰極蛍光ランプの端部の拡大断面図である。
【図24】図24(a)は、実施例3の電極の封着位置を示す図であり、図24(b)は、比較例2の電極の封着位置を示す図である。
【図25】実施例3と比較例2についての冷陰極蛍光ランプの管電流に対する管電圧特性を示すグラフであり、横軸は管電流(mA)、縦軸は管電圧(Vrms)である。
【図26】図26(a)は従来の冷陰極蛍光ランプの軸方向断面図であり、図26(b)はその径方向断面図である。
【符号の説明】
1,51…ガラスバルブ
2,52…蛍光体層
3,53…希ガス
4,54…水銀
5a,5b…電極
6a,6b…Cuを含む金属
7a,7b…リード線
8…ハーネス
9,12、21…板状の導電性金属
10…輪状の導電性金属
11…ばね状の導電性金属
14…導光板
15…電極
16…リフレクター
17…支持柱
18…ハーネス固定用の金属
19…ゴムホルダー
23…止具
31a,31b…凸部
32…Zrゲッター
34…水銀スリーブ
55a,55b…電極
57a,57b…リード線
58a,58b…封着線
59a,59b…ビードガラス
【発明の属する技術分野】
本発明は、液晶表示装置用の照明装置等に光源として使用される冷陰極蛍光ランプに関する。
【0002】
【従来の技術】
図26に示すように、従来の冷陰極蛍光ランプは、直管形のガラスバルブ51の内壁に紫外線による刺激で発光する蛍光体層52が形成され、ガラスバルブ51の内部にネオンやアルゴルといった希ガス53や水銀54が放電媒体として封入される。ガラスバルブ51の両端の内部にそれぞれ有底筒状の電極55a、55bが配置される。電極55a、55bの底面部にはそれぞれリード線57a、57bがガラスバルブ51の外部に延出するように接続される。リード線57a、57bは各電極の底面部からガラスバルブ51の最先端に至るまでの部分でそれぞれ封着線58a、58bにより覆われる。封着線58a、58bは、それぞれビードガラス59a、59bを介してガラスバルブ51の端部に封着される。また、電極55a,55bを形成する金属にはニッケル(Ni)が用いられる。
【0003】
電極が配置された部分では蛍光体層が発光しないため、図26に示した冷陰極蛍光ランプでは管軸方向の有効発光長が封着線58、ビードガラス59、電極55の長さの分だけ短くなるという問題があった。
【0004】
その問題を解決するために封着線58、ビードガラス59を除去し、電極55を直接バルブに封着したものとして以下に示す特許文献1のようなものが知られている。特許文献1の冷陰極蛍光管は、有底筒状の電極の開口端側をガラスバルブに直接封着し、電極端部をガラスバルブから突出させた構造である。
【0005】
【特許文献1】
特開2002−042724号公報
【0006】
【発明が解決しようとする課題】
しかしながら、この種の構造では、駆動回路からランプに供給される電力を一定として考えるとき、電極端部がガラスバルブの外部へ突出しているため、冷却されてしまい、電極からの電子放出が抑制される。このため、ランプ電圧が高くなり、ランプ電流が抑制されて明るい照度が得られなくなるという問題がある。
【0007】
本発明は、上記に鑑みてなされたものであり、その目的とするところは、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くし得る冷陰極蛍光ランプを提供することにある。
【0008】
また、本発明の別の目的は、上記冷陰極蛍光ランプを製造する製造方法を提供することにある。
【0009】
【課題を解決するための手段】
第1の本発明に係る冷陰極蛍光ランプは、ガラスバルブと、このガラスバルブの内壁に形成された蛍光体層と、このガラスバルブ内に希ガス及び水銀を封入し、かつガラスバルブの両端部に封着された電極とを具備し、前記電極は有底筒状をなし、かつ上記有底筒状の電極は、開口端を前記ガラスバルブ空間内側に突出して露出するように前記有底筒状電極の筒状胴部に前記ガラスバルブ端部を封着するとともに、この封着領域に有底筒状電極の電極底部が位置するように封装してなることを特徴とする。
【0010】
本発明にあっては、有底筒状の電極をガラスバルブの両端部に一体的に封着するようにしたことで、ホロー効果を維持した状態で有効発光長を長くするようにしている。また、電極の開口端をガラスバルブ空間内側に向けた状態で、電極とガラスバルブとの封着領域に電極底部が位置するように電極の胴部にガラスバルブ端部を封着するようにしたことで、電極端部がガラスバルブの外に露出しないようにして、冷却されることを防ぐようにしている。
【0011】
前記有底筒状電極低部のガラスバルブ外側に露出した端部に銅または銅酸化物が溶接されてなることを特徴とする。
【0012】
前記有底筒状電極底部のガラスバルブ外側に露出した端部に板状の導電性金属が溶接されており、輪状の引き出し端子が溶接されてなることを特徴とする。
【0013】
前記有底筒状電極低部のガラスバルブ外側に露出した端部に弾性を有する導電性金属を介在して板状の導電性金属が溶接されてなることを特徴とする。
【0014】
ここで、電極には、Ni、Mo、Nb、Taといった耐スパッタリング用の金属を用いることが望ましい。また、電極の底部の厚さは0.07mm以上の範囲とすることが望ましい。また、電極の側壁の厚さは、0.05〜0.3mmの範囲とすることが望ましい。
【0015】
第2の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した側のガラスバルブ開口端側を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする。
【0016】
ここで、ガラスバルブと電極の熱膨張比率については、ガラスバルブ1に対して電極を0.9〜1.2の範囲とすることが望ましい。
【0017】
第3の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、この電極を仮固定した側のガラスバルブ開口端側を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする。
【0018】
第4の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した更にガラスバルブ開口端部側の空間部にゲッターを仮固定してガラスバルブ開口端を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする。
【0019】
第5の本発明に係る冷陰極蛍光ランプの製造方法は、両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した更にガラスバルブ開口端部側の空間部にゲッターを仮固定してガラスバルブ開口端を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁は、他方の電極周壁のガラスバルブを電極側壁に封着したのち、前記一方の電極周壁のガラスバルブを電極側壁に封着する工程とを具備してなることを特徴とする。
【0020】
【発明の実施の形態】
以下、本発明の実施の形態について図面を用いて説明する。
【0021】
[第1の実施の形態]
図1の軸方向断面図に示すように、本実施の形態における冷陰極蛍光ランプは、直管形のガラスバルブ1の内壁に紫外線による刺激で発光する蛍光体層2が形成され、ガラスバルブ1の内部にネオンやアルゴルを用いた希ガス3及び水銀4が放電媒体として気密に封入される。ガラスバルブ1の両端には有底筒状の電極5a,5bの筒状胴部がそれぞれ開口端をガラスバルブ1内部に突出して露出するように封着されるとともに、この封着領域に電極5a,5bの底部が位置するように封装される。すなわち、電極5a,5bの端部が、ガラスバルブ1との封着領域に完全に収納された構成である。電極5a,5bの底面部には銅(Cu)あるいは銅化合物といったCuを含む金属6a,6bがそれぞれ溶接される。この金属6a,6bにハーネスからのリード線7a,7bがそれぞれ半田付けされる。蛍光体層2には、赤、青、緑を混合した3波長蛍光体が用いられる。
【0022】
次に、冷陰極蛍光ランプの寸法の一例について説明する。ガラスバルブ1の軸方向の全長は200mm、外形は1.8mm、内径は1.4mmである。電極5aと電極5bの距離は188mmである。外径は1.2〜5.0mmの範囲にあることが望ましい。
【0023】
図2の断面図に示すように、電極5の軸方向の長さLは2〜4mm、外径Pは1〜4mm、電極5のガラスバルブ1との封着領域の軸方向の長さNは1〜2mmである。本実施の形態では、電極5をガラスバルブ1の両端部に一体的に封着した構成である。この場合、電極5の底部にスパッタリングが集中し、電極5の底部に穴があくおそれがある。そこで、電極5の材質には、耐スパッタリングに適した金属を用いる。この金属としては、ニッケル(Ni)、モリブデン(Mo)、ニオブ(Nb)、タングステン(Ta)のうちの少なくとも1つを用いる。
【0024】
また、スパッタリングによる穴空きを防止する観点からは、電極5の底部の厚さMは、軸方向に肉厚であることが望ましい。しかしながら、電極底部を厚くしすぎると必要な電極表面積を仮定した場合、底部を厚くする程有効発光長が削減されるため、電極底部の厚さMについては最適な範囲を検討する必要がある。
【0025】
図3の電極底部の厚さに対する寿命特性のグラフに示すように、スパッタリングの影響によって電極底部に穴が空くまでの保証時間を4000(Hr)とすると、電極底部の厚さが0.05mmよりも薄い場合には、この保証時間に達する前に穴が空くことが確認された。よって、電極底部の肉厚は、これよりも余裕を持たせた0.07mm以上とすることが最適である。また、電極底部の厚さの上限については、寿命時間が安定した0.25mmとするのが最適である。 電極5の側壁も、スパッタリングによる穴空きを防止する観点からは肉厚であることが望ましい。しかしながら、電極側壁を厚くしすぎるとホロー効果が失われて電極の内表面が小さくなり管電圧の上昇を招き電力ロスが大きくなるため、電極側壁の厚さについても最適な範囲を検討する必要がある。
【0026】
図4の電極側壁の厚さに対する管電圧特性のグラフに示すように、電極側壁の厚さが0.3mmを超えると管電圧が上昇し始めることが確認された。電極側壁の厚さの下限については、薄くしすぎるとスパッタリングにより寿命が短くなるので、0.05mmとするのが最適である。すなわち、電極側壁の厚さは0.05〜0.3mmの範囲とすることが最適である。
【0027】
図5に示すように、ハーネス8のリード線7は、電極5の底面部に溶接された金属6の外面に半田付けされる。このように、本実施の形態では、Cuを含む金属6にリード線7を接続し、またその接続面積も広いので、半田付けが容易となっている。
【0028】
続いて、本実施の形態の冷陰極蛍光ランプ(以下、実施例1という)と図26に示した冷陰極蛍光ランプ(以下、比較例1という)の特性を比較する。実施例1と比較例1は、共にガラスバルブは直管形でほぼ真円形であり、その外径は2.0mm、内径は1.6mm、軸方向の全長は200mm、2つの電極間の距離は194mmである。電極は外径1.1mm、内径0.9mmの有底筒状であり、底厚は0.1mmである。
【0029】
実施例1では、電極5をガラスバルブ1の両端部に一体的に封着するようにしたことで、封着線58やビードガラス59が不要となり、その分だけ比較例1と比べて有効発光長が約4mm程度長くなる。
【0030】
また、図6の全光束特性に示すように、実施例1の方が比較例1よりも全光束量が約2%程向上する。
【0031】
図7に示すように、冷陰極蛍光ランプを照明装置に組み込んだときの輝度維持率については、実施例1の方が比較例1よりも約5%程向上する。
【0032】
図8の電極近傍の温度分布に示すように、ガラスバルブの端部からの距離が約3mm未満の部分では実施例1と比較例1で温度分布に大きな差はないが、この距離が3mm以上の部分では実施例1の方が比較例1よりも温度の上昇を抑えている。
【0033】
次に、図9(a)に示す実施例1の冷陰極蛍光ランプを装着したときの背面照明装置と、図9(b)に示す比較例1の冷陰極蛍光ランプを装着したときの背面照明装置とで照明としての使用可能部分を比較する。実施例1と比較例1は、共に導光板の中央部での明るさは同程度であるが、実施例1の方が有効発光長が長いので、比較例1よりも導光板の端部が明るくなり、使用可能部分が拡大することとなる。このように、実施例1を用いることによって、表示装置の画面領域の拡大に寄与することができる。
【0034】
したがって、本実施の形態によれば、有底筒状の電極5a,5bをガラスバルブ1の両端部に一体的に封着するようにしたことで、電極の表面積が広いので十分な管電流を流すことができ、ホロー効果を維持した状態で有効発光長を長くすることができる。また、電極5a,5bのそれぞれの開口端をガラスバルブ1の空間内側に向け、電極5a,5bとガラスバルブ1との封着領域に電極底部が位置するように電極5a,5bのそれぞれの胴部にガラスバルブ端部を封着するようにしたことで、電極端部を封着領域に完全に収納しガラスバルブ1の外部へ突出しないようにして電極5a,5bの冷却を防ぎ、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くすることができる。その結果、本冷陰極蛍光ランプを液晶表示装置用の照明装置等に用いた場合には、表示部分の大型化を図ることができる。
【0035】
本実施の形態によれば、電極5の材質として、Ni、Mo、Nb、Taといった耐スパッタリング用の金属を使用したことで、スパッタリングの影響によって電極5の底部に穴が空くことを防ぐことができる。
【0036】
本実施の形態によれば、電極5の底部の厚さを0.07mm以上の範囲とし、電極5の側壁の厚さを0.05〜0.3mmの範囲としたことで、スパッタリングによる短寿命化、管電圧上昇による電力ロスの増大を防止することができる。
【0037】
本実施の形態によれば、電極5の底面部にCuを含む金属6を溶接するようにしたことで、この金属6にリード線7を接続するときの半田付けを容易にすることができる。
【0038】
また、Moを用いて電極5を形成した場合には、Moの熱膨張係数がガラスバルブ1の熱膨張係数に近い値であるので、電極5とガラスバルブ1の密着強度が高くなるという利点もある。
【0039】
なお、図2に示した電極5に代えて、図10に示すような電極15を用いるようにしてもよい。同図の電極15は、有底形状である点、耐スパッタリング用の金属が用いられる点、各部の寸法については電極5と同様であるが、その内壁が凹凸形状となっている。これによって、電極の表面積が拡大するので、冷陰極蛍光ランプの輝度を明るくすることができる。
【0040】
電極15を用いた冷陰極蛍光ランプ(以下、実施例2という)と比較例1の特性を比べると、図11の輝度特性に示すように、実施例2の方が比較例1よりも輝度が約2%程向上する。また、図12に示すように、冷陰極蛍光ランプを照明装置に組み込んだときの輝度維持率については、実施例2の方が比較例1よりも約5%程向上する。
【0041】
[第2の実施の形態]
本実施の形態では、冷陰極蛍光ランプの電極部分の別の構成について説明する。電極部分以外の構成については、図1と同様であるので、ここでは重複した説明は省略する。
【0042】
図13に示すように、本実施の形態の第1の電極部分は、電極5の底面部に、板状の導電性金属9が溶接されており、その導電性金属9の壁面に輪状の導電性金属10が引出し端子として溶接された構成である。これらの導電性金属の材質としては、例えばDUX、Feが用いられる。
【0043】
ハーネス8からのリード線7はU字型に加工され、導電性金属10の輪の中に通された状態で、半田付けによって導電性金属10に固定される。
【0044】
この電極部分の寸法の一例について図14を用いて説明する。電極5の軸方向の長さLは2〜4mm、外径Pは1〜4mm、板状の導電性金属9の厚さRは0.1mm、輪状の導電性金属10の外径Sは0.5〜3.5mm、厚さ0.1mmである。また、ガラスバルブ内の電極間の距離は194mmである。
【0045】
図15に示すように、本実施の形態の第2の電極部分は、電極5の底面部にばね状となっており弾性を有する導電性金属11が溶接され、その先端部に板状の導線性金属12が溶接された構成である。
【0046】
対向配置された導光板14とリフレクター16が支持柱17によって固定され、これらにより照明装置の外枠が構成される。ハーネス8の先端は板状の金属18に溶接され、その金属18はゴムホルダー19によって固定される。ゴムホルダー19の挿入口を照明装置の内側に向けた状態で、金属18とゴムホルダー19により構成された受口が支持柱17に組み込まれる。
【0047】
冷陰極蛍光ランプを照明装置に組み込む場合には、冷陰極蛍光ランプの両端部において、電極5の導電性金属12がゴムホルダー19の挿入口に挿入され、導電性金属11のばね弾力によって冷陰極蛍光ランプが支持柱17に固定される。
【0048】
この電極部分の寸法の一例について図16を用いて説明する。電極5の軸方向の長さL、外径Pは図13と同様である。導電性金属12は、直径1.5mmの円板状であり、その厚さTは0.1mmである。
【0049】
図17に示すように、本実施の形態の第3の電極部分は、電極5の底面部に板状の導電性金属9が溶接されており、その導電性金属9の壁面に導電性金属9よりも径方向の面積が大きい導電性金属21が溶接された構成である。
【0050】
ハーネス8の先端は板状の金属18に溶接され、その金属18はゴムホルダー19によって固定される。ゴムホルダー19の挿入口には止具23が設けられている。金属18とゴムホルダー19により構成された受口が、図14と同様にして照明装置に組み込まれる。
【0051】
冷陰極蛍光ランプを照明装置に組み込む場合には、冷陰極蛍光ランプの両端部において、電極5の導電性金属21がゴムホルダー19の挿入口に挿入され、止具23によって固定される。これによって、冷陰極蛍光ランプが固定される。
【0052】
この電極部分の寸法の一例について図18を用いて説明する。電極5の軸方向の長さL、外径Pは図13と同様である。導電性金属21は、直径1.0mmの円板状であり、その厚さTは0.2〜3.0mmである。また、導電性金属21と導電性金属9を合わせた厚さは3.5〜5.5mmである。
【0053】
したがって、本実施の形態によれば、第1の電極部分のように、電極5の底面部に導電性金属9を介して輪状の導電性金属10を溶接し、ハーネス8からのリード線7を導電性金属10の輪の中に通した状態で導電性金属10に半田付けするようにしたことで、簡易な工程でハーネス8と冷陰極蛍光ランプの電極5を接続することができる。
【0054】
また、本実施の形態によれば、第2の電極部分のように、電極5の底面部にばね状の導電性金属11を介して板状の導電性金属12を溶接し、この導電性金属12がハーネス8に接続された導電性金属18に接触するように導電性金属12をゴムホルダー19の挿入口に挿入し、このときのばね弾力によって冷陰極蛍光ランプを支持柱17に固定するようにしたことで、半田付けの工程を省略でき、ハーネス8と冷陰極蛍光ランプの電極5を接続する作業の時間を大幅に短縮することができる。
【0055】
また、本実施の形態によれば、第3の電極部分のように、電極5の底面部に導電性金属9を介して導電性金属9よりも径方向の面積が大きい板状の導電性金属21を溶接し、この導電性金属21がハーネス8に接続された導電性金属18に接触するように、導電性金属21をゴムホルダー19の挿入口の止具23で固定するようにしたことで、半田付けの工程を省略でき、ハーネス8と冷陰極蛍光ランプの電極5を接続する作業の時間を大幅に短縮することができる。
【0056】
さらに、ハーネスが接続される電極部分の構成については、その他にも様々な変形が考えられる。例えば、図19に示すように、ハーネス8のリード線7を、電極5の底面部に溶接された線状の金属24に半田付するようにしてもよい。また、図20に示すように、ハーネス8のリード線を円柱状の金属26aを凸部として備えた円板状の金属25に接続してハーネス8、金属25、金属26aを一体化するとともに、電極5の底面部に凹部を備えた円柱状の金属27をその開口部がガラスバルブ1の外側へ向くように設け、ハーネス8の凸部を金属27の凹部へ嵌め込むようにしてもよい。また、図21に示すように、電極5の底部に設けた凹部28にハーネス8の凸部を嵌め込むようにしてもよい。
【0057】
[第3の実施の形態]
本実施の形態では、有底筒状の電極をガラスバルブの両端に一体的に封着した冷陰極蛍光ランプの製造方法について説明する。
【0058】
図22の工程図に示すように、まず、両端に開口部を有する直管形のガラスバルブ1の内壁に蛍光体を塗布し、端部から30〜150mmの範囲で蛍光体を除去し、熱処理によって蛍光体をガラスバルブの内壁に焼き付けることにより、蛍光体層2を形成する(a)。有底筒状の電極5aの底面部に接続された導入線の先端をプレス成形して凸部31aとし、電極5aをその開口端をガラスバルブの内側に向けた状態でガラスバルブの一方の端から挿入する。ガラスバルブ1の端部を加熱して設けた窪みで凸部31aを固定することにより電極5aをガラスバルブ1の端部に仮固定する(b)。電極5aを仮固定したガラスバルブ1のさらに外側の端部を加熱して設けた窪みでZrゲッター32を仮固定し、その開口部を封着する(c)。
【0059】
ガラスバルブ1の他方の端部から電極5aと同一構成の電極5bを電極5aと同様に挿入し、冷陰極蛍光ランプの他方端部に設けられた窪みで電極5bの凸部31bを固定することにより、電極5bをガラスバルブ1の端部に仮固定する(d)。電極5bを仮固定したガラスバルブ1のさらに外側の端部を加熱して設けた窪みで水銀スリーブ34を電極5bとガラスバルブ1の開口端との間のガラスバルブ1内に仮固定する(e)。水銀スリーブ34を仮固定した側の開口部を吸引口にして真空発生装置を用いてガラスバルブ1の内部を真空にし、希ガス3をガラスバルブ1の内部に充填した後、その開口部を封着する(f)。
【0060】
続いて、水銀スリーブ34を高周波加熱して水銀をガラスバルブ1内の電極間に導入する(g)。水銀導入後、電極5bをガラスバルブ1の端部に封着する。そのときに酸素等の不純ガスが発生するため、Zrゲッター32を高周波加熱することによりZrゲッター32に不純ガスを吸着させる(h)。そして、電極5a,5bのそれぞれの底面部がガラスバルブ1との封着領域のバルブ外端部に位置するように、電極5a,5b周壁のガラスバルブ1をそれぞれの電極側壁に封着し、凸部31a,31bを除去する(h,i)。
【0061】
本実施の形態の製造工程では、電極5bをガラスバルブ1の端部に封着する際に、Zrゲッター32を高周波加熱することによって、酸素等の不純物が吸着されるので、無酸素の状態で電極5bをガラスバルブ1に封着することができる。
【0062】
これに対し、効果を比較するための比較用の製造工程では、電極5bをガラスバルブ1に封着する際に、電極5bの酸化を抑えるために、Zrゲッター32を用いる代わりに窒素をガラスバルブ1の内部に充填する。この場合、微量の酸素がガラスバルブ1内に残留した状態で電極5bをガラスバルブ1に封着することとなり、電極5bの底面部が酸化してしまい、電極5a,5bの材質によっては封着領域に気泡が発生し、封着強度が低下する原因となる。
【0063】
また、本製造工程では、無酸素状態で電極5bをガラスバルブ1に封着できるので、図23(a)に示すように、電極5bを封着する側のガラスバルブ1の端部が膨らむことはない。
【0064】
これに対し、比較用の製造工程では、微量の酸素が残留した状態で電極5bをガラスバルブ1に封着するので、図23(b)に示すように、電極5bを封着する側のガラスバルブ1の端部が膨らんでしまう。このため、冷陰極蛍光ランプを照明装置に組込可能にするために封着領域の径を規定する管理が必要となる。
【0065】
したがって、本実施の形態によれば、上記各実施の形態で説明した冷陰極蛍光ランプを製造することができる。また、ガラスバルブ1の端部に配置したZrゲッター32を高周波加熱することによって、電極5bをガラスバルブ1に封着するときに発生する酸素等の不純ガスをZrゲッター32で吸着するようにしたことで、無酸素の状態で電極5bをガラスバルブ1に封着できるので、電極5bの酸化を防止でき、封着強度の低下を防止することができる。
【0066】
また、本実施の形態によれば、無酸素の状態で電極5bをガラスバルブ1に封着できるので、電極5bを封着する側のガラスバルブ1の端部が膨らむことを防止することができる。
【0067】
なお、本実施の形態においては、工程(e)において水銀スリーブ34を電極5bとガラスバルブ1の開口端との間のガラスバルブ1内に仮固定することとしたが、これに代えて、工程(b)の後に電極5aとそのガラスバルブ1の開口端との間のガラスバルブ1内に水銀スリーブ34を仮固定することとしてもよい。
【0068】
また、ガラスバルブ1をそれぞれの電極側壁に封着する工程(i)では、一方の電極周壁のガラスバルブを電極側壁に封着したのちに、他方の電極周壁のガラスバルブをその電極側壁に封着するようにしてもよい。
【0069】
[第4の実施の形態]
本実施の形態では、本冷陰極蛍光ランプ(以下、実施例3という)と、特許文献1の冷陰極蛍光管(以下、比較例2という)の特性を比較する。実施例3の構成は、基本的には実施例1と同様であるが、ガラスバルブの外径は2.6mmとした。比較例2では、ガラスバルブや電極の基本的な構造は実施例3と同様であり、電極の封着位置だけが実施例3と異なっている。
【0070】
すなわち、図24(a)に示すように、実施例3は、電極底面部が電極5とガラスバルブ1の封着領域のバルブ外端部に位置し、電極端部が封着領域に完全に収納された構造であるのに対し、比較例2は、図24(b)に示すように、電極の開口端が封着領域のバルブ内端部に位置し、電極端部がガラスバルブの外部へ突出した構造である。
【0071】
図25の管電圧特性のグラフに示すように、インバータ電源から供給される電力が一定のもとで管電流が8mAを超えたところから、比較例2の方が実施例3よりも管電圧が高くなっていく。これは、比較例2では、電極の端部がガラスバルブの外部に突出しているため、放熱によって電極が冷却され、電極からの電子の放出量が抑制されるためと考えられる。
【0072】
確認のため管電流が10mAのときの温度を測定したところ、実施例3では、電極5とガラスバルブ1の封着領域およびガラスバルブ内に突出した電極5の胴部全領域がほぼ同じ温度で管壁部の最高温度が214℃であったのに対し、比較例2ではガラス封着領域は208℃で本願に対し6℃程度の低下であるが、電極の突出部分の最高温度は92℃であった。
【0073】
比較例2では、このように有底筒状の電極の底部側が冷却され実施例3に比べて電子放出が抑制され管電圧が高くなるため、消費電力一定の下では管電流も抑制され、照度が低下するという欠点がある。これに対して、実施例3では、比較例2に比べて管電圧が低く抑えられ、管電流を大きくとることができるので、照度を向上させることができる。
【0074】
すなわち、有効発光長を長くするために、特許文献1のように、有底筒状電極の開口端を電極とガラスバルブの封着領域のバルブ内端部に配置することは、近年主流となりつつある高輝度モニタへの適用を考えると、適切な構造ではないということができる。
【0075】
したがって、本冷陰極蛍光ランプでは、電極5のそれぞれの開口端をガラスバルブ1の空間内側に向け、電極5とガラスバルブ1の封着領域のバルブ外端部に電極底面部が位置するようにしたことで、電極端部を封着領域に完全に収納しガラスバルブの外部に突出しないようにして電極5の冷却を防ぎ、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くすることができる。
【0076】
【発明の効果】
以上、説明したように、本発明に係る冷陰極蛍光ランプによれば、電子放出の効率、照度に対する信頼性の低下を招くことなく有効発光長を長くすることができる。
【0077】
また、本発明の製造方法によれば、上記冷陰極蛍光ランプを製造することができる。
【図面の簡単な説明】
【図1】第1の実施の形態における冷陰極蛍光ランプの構成を示す軸方向断面図である。
【図2】図2(a)は、図1に示す冷陰極蛍光ランプの電極部分の拡大断面図であり、図2(b)はその径方向断面図である。
【図3】電極底部の厚さに対する電極の寿命の特性を示すグラフであり、横軸は電極底部の厚さ(mm)、縦軸はスパッタリングにより電極底部に穴が空くまでの寿命時間(Hr)である。
【図4】電極側面の厚さに対する管電圧の特性を示すグラフであり、横軸は電極側壁の厚さ(mm)、縦軸は管電圧(Vrms)である。
【図5】電極の底面部にハーネスのリード線が接続される状態を示す図である。
【図6】実施例1と比較例1について冷陰極蛍光ランプの全光束特性を示すグラフであり、横軸は管電流(mA)、縦軸は全光束(Lm)である。
【図7】実施例1と比較例1について照明装置に組み込んだときの輝度維持率特性を示すグラフであり、横軸は経過時間(Hr)、縦軸は輝度維持率(%)である。
【図8】実施例1と比較例1について電極近傍の温度分布を示すグラフであり、横軸はガラスバルブの端部からの距離(mm)、縦軸は温度(℃)である。
【図9】図9(a)は、実施例1の冷陰極蛍光ランプを装着したときの背面照明装置の使用可能部分を示す図であり、図9(b)は比較例1の冷陰極蛍光ランプを装着したときの背面照明装置の使用可能部分を示す図である。
【図10】図10(a)は、図1に示す冷陰極蛍光ランプに別の電極を用いたときの電極部分の拡大断面図であり、図10(b)はその径方向断面図である。
【図11】実施例2と比較例1についての冷陰極蛍光ランプの管電流に対する輝度特性を示すグラフであり、横軸は管電流(mA)、縦軸は全光束(Lm)である。
【図12】実施例2と比較例1について照明装置に組み込んだときの輝度維持率特性を示すグラフであり、横軸は経過時間(Hr)、縦軸は輝度維持率(%)である。
【図13】第2の実施の形態における第1の電極部分の構成を示す軸方向断面図である。
【図14】図14(a)は、図13に示す電極部分の拡大断面図であり、図14(b)はその径方向断面図である。
【図15】第2の実施の形態における第2の電極部分の構成を示す軸方向断面図である。
【図16】図16(a)は、図15に示す電極部分の拡大断面図であり、図16(b)はその径方向断面図である。
【図17】第2の実施の形態における第3の電極部分の構成を示す軸方向断面図である。
【図18】図18(a)は、図17に示す電極部分の拡大断面図であり、図18(b)はその径方向断面図である。
【図19】ハーネスが接続される電極部分の別の構成を示す軸方向断面図である。
【図20】ハーネスが接続される電極部分のさらに別の構成を示す軸方向断面図である。
【図21】ハーネスが接続される電極部分のさらに別の構成を示す軸方向断面図である。
【図22】図1の冷陰極蛍光ランプが製造される様子を示す工程図である。
【図23】図23(a)は、本製造工程で製造された冷陰極蛍光ランプの端部の拡大断面図であり、図23(b)は、比較用の製造工程で製造された冷陰極蛍光ランプの端部の拡大断面図である。
【図24】図24(a)は、実施例3の電極の封着位置を示す図であり、図24(b)は、比較例2の電極の封着位置を示す図である。
【図25】実施例3と比較例2についての冷陰極蛍光ランプの管電流に対する管電圧特性を示すグラフであり、横軸は管電流(mA)、縦軸は管電圧(Vrms)である。
【図26】図26(a)は従来の冷陰極蛍光ランプの軸方向断面図であり、図26(b)はその径方向断面図である。
【符号の説明】
1,51…ガラスバルブ
2,52…蛍光体層
3,53…希ガス
4,54…水銀
5a,5b…電極
6a,6b…Cuを含む金属
7a,7b…リード線
8…ハーネス
9,12、21…板状の導電性金属
10…輪状の導電性金属
11…ばね状の導電性金属
14…導光板
15…電極
16…リフレクター
17…支持柱
18…ハーネス固定用の金属
19…ゴムホルダー
23…止具
31a,31b…凸部
32…Zrゲッター
34…水銀スリーブ
55a,55b…電極
57a,57b…リード線
58a,58b…封着線
59a,59b…ビードガラス
Claims (8)
- ガラスバルブと、このガラスバルブの内壁に形成された蛍光体層と、このガラスバルブ内に希ガス及び水銀を封入し、かつガラスバルブの両端部に封着された電極とを具備し、前記電極は有底筒状をなし、かつ上記有底筒状の電極は、開口端を前記ガラスバルブ空間内側に突出して露出するように前記有底筒状電極の筒状胴部に前記ガラスバルブ端部を封着するとともに、この封着領域に有底筒状電極の電極底部が位置するように封装してなることを特徴とする冷陰極蛍光ランプ。
- 前記有底筒状電極低部のガラスバルブ外側に露出した端部に銅または銅酸化物が溶接されてなることを特徴とする請求項1記載の冷陰極蛍光ランプ。
- 前記有底筒状電極底部のガラスバルブ外側に露出した端部に板状の導電性金属が溶接されており、輪状の引き出し端子が溶接されてなることを特徴とする請求項1記載の冷陰極蛍光ランプ。
- 前記有底筒状電極低部のガラスバルブ外側に露出した端部に弾性を有する導電性金属を介在して板状の導電性金属が溶接されてなることを特徴とする請求項1記載の冷陰極蛍光ランプ。
- 両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した側のガラスバルブ開口端側を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする冷陰極蛍光ランプの製造方法。
- 両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、この電極を仮固定した側のガラスバルブ開口端側を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする冷陰極蛍光ランプの製造方法。
- 両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した更にガラスバルブ開口端部側の空間部にゲッターを仮固定してガラスバルブ開口端を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁のガラスバルブを前記それぞれの電極側壁に封着する工程とを具備してなることを特徴とする冷陰極蛍光ランプの製造方法。
- 両端が開口したガラスバルブの内壁に蛍光体層を形成する工程と、上記ガラスバルブの一方端側からガラスバルブ内に有底筒状の電極を挿入し、当該電極をガラスバルブの一方端に仮固定する工程と、この電極を仮固定した更にガラスバルブ開口端部側の空間部にゲッターを仮固定してガラスバルブ開口端を封止する工程と、ガラスバルブ内の他方端部から有底筒状の電極を挿入し、当該電極をガラスバルブの他方端部に仮固定する工程と、前記仮固定した電極と前記ガラスバルブの開口端との間に前記ガラスバルブ内の空間に水銀スリーブを仮固定する工程と、上記開口端の開口部を吸引口にしてガラスバルブ内を真空にし、希ガスを充填した後その開口部を封着する工程と、水銀スリーブを高周波加熱して水銀をガラスバルブ内の電極間に導入する工程と、前記それぞれの電極周壁は、他方の電極周壁のガラスバルブを電極側壁に封着したのち、前記一方の電極周壁のガラスバルブを電極側壁に封着する工程とを具備してなることを特徴とする冷陰極蛍光ランプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012630A JP2004253141A (ja) | 2002-12-25 | 2003-01-21 | 冷陰極蛍光ランプ、及びその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002375235 | 2002-12-25 | ||
| JP2003012630A JP2004253141A (ja) | 2002-12-25 | 2003-01-21 | 冷陰極蛍光ランプ、及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004253141A true JP2004253141A (ja) | 2004-09-09 |
Family
ID=33031785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003012630A Pending JP2004253141A (ja) | 2002-12-25 | 2003-01-21 | 冷陰極蛍光ランプ、及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004253141A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011003548A (ja) * | 2005-05-11 | 2011-01-06 | Hitachi Powdered Metals Co Ltd | 有底円筒状焼結体の製造方法 |
-
2003
- 2003-01-21 JP JP2003012630A patent/JP2004253141A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011003548A (ja) * | 2005-05-11 | 2011-01-06 | Hitachi Powdered Metals Co Ltd | 有底円筒状焼結体の製造方法 |
| JP2013091852A (ja) * | 2005-05-11 | 2013-05-16 | Hitachi Powdered Metals Co Ltd | 焼結体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5841229A (en) | Amalgam support arrangement for an electrodeless discharge lamp | |
| JP4208644B2 (ja) | 発光管及び低圧水銀ランプ | |
| JP3678206B2 (ja) | 照明システム及び蛍光ランプ | |
| JP2004253141A (ja) | 冷陰極蛍光ランプ、及びその製造方法 | |
| KR100355030B1 (ko) | 냉음극 형광램프의 전극구조 | |
| US7170229B2 (en) | Short arc type super high pressure discharge lamp | |
| JP2002025499A (ja) | 冷陰極蛍光ランプ | |
| EP1092230B1 (en) | Arc discharge lamp | |
| TW200418080A (en) | Cold cathode fluorescent lamp and its manufacturing method | |
| KR20120048060A (ko) | 조명용 고효율 장수명 냉음극 형광 램프 | |
| JP3460365B2 (ja) | 放電ランプおよび照明装置 | |
| JP3970788B2 (ja) | 放電管 | |
| JPH0589828A (ja) | 蛍光ランプ | |
| JP2006269283A (ja) | 蛍光ランプおよび照明器具 | |
| JP3970418B2 (ja) | 放電管 | |
| JP4830459B2 (ja) | 冷陰極蛍光放電管 | |
| JPH04337240A (ja) | 蛍光ランプ | |
| KR100911665B1 (ko) | 냉음극 형광램프용 전극체 | |
| JPH07272674A (ja) | 熱陰極放電管並びに熱陰極蛍光ランプ及びそれらの点灯装置 | |
| JP2002042724A (ja) | 冷陰極蛍光管 | |
| JP2005302385A (ja) | 蛍光ランプ | |
| JP2002042734A (ja) | 蛍光ランプおよび照明装置 | |
| JP2002008589A (ja) | 蛍光ランプ及びそれを用いた電球形蛍光ランプ | |
| JP2004207056A (ja) | 冷陰極蛍光ランプ | |
| JPS6319749A (ja) | 低圧放電灯装置 |