JP2004232072A - アルミニューム製熱交換器 - Google Patents
アルミニューム製熱交換器 Download PDFInfo
- Publication number
- JP2004232072A JP2004232072A JP2003025304A JP2003025304A JP2004232072A JP 2004232072 A JP2004232072 A JP 2004232072A JP 2003025304 A JP2003025304 A JP 2003025304A JP 2003025304 A JP2003025304 A JP 2003025304A JP 2004232072 A JP2004232072 A JP 2004232072A
- Authority
- JP
- Japan
- Prior art keywords
- header plate
- brazing
- core material
- heat exchanger
- flat tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 20
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 18
- 229910017566 Cu-Mn Inorganic materials 0.000 claims abstract description 8
- 229910017871 Cu—Mn Inorganic materials 0.000 claims abstract description 8
- 239000011162 core material Substances 0.000 claims description 65
- 238000005219 brazing Methods 0.000 claims description 51
- 239000000463 material Substances 0.000 claims description 50
- 239000010405 anode material Substances 0.000 claims description 28
- 229910000838 Al alloy Inorganic materials 0.000 claims description 14
- 238000003780 insertion Methods 0.000 claims description 13
- 230000037431 insertion Effects 0.000 claims description 13
- 239000012535 impurity Substances 0.000 claims description 11
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 229910052718 tin Inorganic materials 0.000 claims description 5
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 claims description 3
- 229910052725 zinc Inorganic materials 0.000 claims description 3
- 238000005260 corrosion Methods 0.000 abstract description 37
- 230000007797 corrosion Effects 0.000 abstract description 32
- 229910045601 alloy Inorganic materials 0.000 abstract 1
- 239000000956 alloy Substances 0.000 abstract 1
- 230000000694 effects Effects 0.000 description 25
- 230000004907 flux Effects 0.000 description 7
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 239000000945 filler Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 229910017758 Cu-Si Inorganic materials 0.000 description 2
- 229910017931 Cu—Si Inorganic materials 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

Landscapes
- Prevention Of Electric Corrosion (AREA)
Abstract
【解決手段】ヘッダープレート5と偏平チューブ6とをAl−Cu−Mn系の高強度アルミニューム合金で形成し、ヘッダープレート5の芯材1の電位を偏平チューブ6の芯材のそれより0〜50mV卑になるように、そのヘッダープレート5の芯材のZnの量を0.2〜1.0重量%の範囲で調整する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、ろう付け性と耐蝕性に優れ、軽量で高強度のアルミニューム製熱交換器に関する。
【0002】
【従来の技術】
自動車用のラジエータやヒーターコア等に用いられるアルミニューム製熱交換器のチューブ材やヘッダープレート材には、JIS3003等のAl−Mn系アルミニューム合金を用い、そのヘッダープレートの内面側に犠牲陽極材としてAl−Zn−Mg系のアルミニューム合金をクラッドし、外面側にはろう材としてAl−Si系のアルミニューム合金をクラッドした3層構造のクラッド材が使用されている。
【0003】
ヘッダープレート用のろう材はそれとチューブとのろう付けを行うものであり、チューブの外表面のろう材はチューブとフィンとのろう付けを行うものである。最近多くの熱交換器は、不活性ガス雰囲気中でフッ化物系フラックスを用いてそのろう付けを行うが、一部には真空ろう付けが行われるものもある。
ヘッダープレートおよびチューブの内面側にクラッドされた犠牲陽極材は、作動流体と接して犠牲陽極効果を発揮し、芯材の孔蝕発生や隙間腐蝕を防ぐものである。
【0004】
【発明が解決しようとする課題】
近年、自動車の軽量化の観点およびコスト低減の観点から、自動車用熱交換器に用いられるヘッダープレートおよびチューブ並びにフィン材の薄肉化が要求されている。しかしながら、薄肉化によって強度低下をもたらさないため、チューブ材やヘッダープレート材に各種元素を添加して強度を高める試みが行われており、その添加元素としてCu,Si,Mn等の成分を適切な量に調整添加した材料が開発されている。
【0005】
しかしながら、種々の成分の添加により強度、耐蝕性、ろう付け性等が良好な材料が生まれるが、それにより新たな問題が生じる。即ち、これらの成分を添加すると腐蝕環境における材料の電位が卑な方向へシフトし、特にヘッダープレート材にこれらの材料を使用すると、組合せ使用する薄肉のチューブ材の腐蝕を促進させ、早期に孔開き等の事故に至る場合があった。
そこで本発明者らは各種実験研究を重ねた結果、組み合わせて使用される薄肉チューブ材と、ヘッダープレート並びにフィンとの関係において最適な条件を見つけ出し、その知見に基づいて本発明を完成する。
【0006】
【課題を解決するための手段】
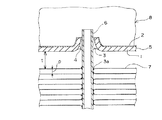
請求項1に記載の本発明は、Al−Cu−Mn系の高強度アルミニューム合金の芯材(1) の内面側に犠牲陽極材(2) がクラッドされると共に、外面側にろう材(3) がクラッドされ、多数のチューブ挿通孔(4) がその孔縁部を内面側に突出させるようにバーリング加工されて並列されたヘッダプレート(5) と、
芯材がAl−Cu−Mn系の高強度アルミニューム合金からなり、夫々のチューブ挿通孔(4) に端部が挿通して液密にろう付け固定され、そのヘッダプレート(5) の厚みの半分に満たない肉厚を有する薄肉の多数の偏平チューブ(6) と、
その偏平チューブ(6) の外面にろう付け固定され、前記偏平チューブ(5) より電位が卑なる多数のコルゲートフィン(7) と、を具備し、
そのコルゲートフィン(7) の波の進行方向の端とヘッダプレート(5) との隙間が、そのコルゲートフィン(7) のフィンピッチを越えるように配置され、
前記ろう付け後のヘッダプレート(5) の芯材(1) の電位が、前記偏平チューブ(6) の芯材のそれより0〜50mV(5%食塩水中)卑になるように、そのヘッダプレート(5) の芯材のZnの量を0.2〜1.0重量%の範囲で混入したことを特徴とするアルミニューム製熱交換器である。
【0007】
請求項2に記載の本発明は、前記ヘッダプレート(5) の芯材(1) が重量%で、Mn:0.6〜2.0%、Cu:0.3〜1.0%、Si:0.06〜1.2%、Zn:0.2〜1.0%を含有し、Mg:0.04%以下に規制し、残部Alおよび不純物からなり、
そのヘッダプレート(5) にクラッドされた前記犠牲陽極材(2) は、Zn:1.0〜4.0%、Mg:0〜1.0%を含有し、残部がAlおよび不純物からなり、
そのヘッダプレートにクラッドされた前記ろう材は、Si:6〜14%を含有し、残部がAlおよび不純物からなるアルミニューム製熱交換器である。
【0008】
請求項3に記載の本発明は、請求項2において、
前記犠牲陽極材(2) が、さらにIn:0.005〜0.1%、Sn:0.01〜0.1%のうち1種または2種を含有するアルミニューム製熱交換器である。
【0009】
請求項4に記載の本発明は、請求項2または請求項3において、
前記ろう材(3) が、さらにBi:0.01〜0.4%含有するアルミニューム製熱交換器である。
請求項5に記載の本発明は、請求項2〜請求項4のいずれかにおいて、
前記芯材(1) が、さらにTi:0.06〜0.35%含有するアルミニューム製熱交換器である。
【0010】
【発明の実施の形態】
次に、図面に基づいて本発明の実施の形態につき説明する。
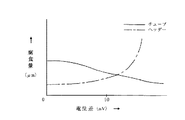
図1は本発明の熱交換器の要部縦断面図であって、図2のI部拡大断面図である。図2は同熱交換器の全体的正面図であり、図3はチューブとヘッダープレートとの間に各種電位差を設けた場合、その電位差の値とチューブおよびヘッダープレートの夫々の腐蝕状態を示す実験データーである。
この熱交換器は、いわゆるコルゲートフィン型のアルミニューム製熱交換器である。即ち、多数の偏平チューブ6とコルゲートフィン7とが交互に並列され、夫々の偏平チューブ6の両端がヘッダープレート5のチューブ挿通孔4に貫通固定されたものである。そして、そのヘッダープレート5の周縁にヘッダ本体が接合されヘッダ8を形成している。
【0011】
ヘッダ8のヘッダ本体およびヘッダープレート5は、夫々従来のヘッダープレートよりも薄肉として板厚が1.2〜1.6mmのものを用い且つ、従来と同様の強度を得る必要からその芯材にMn−Cu−Siを有する。即ち、Mn:0.6〜2.0%、Cu:0.3〜1.0%、Si:0.06〜1.2%とし、Mgを0〜0.04%含む。さらにZnが0.2〜1.0%の範囲であって且つ、偏平チューブ6との電位差がろう付け後において0〜50mV(5%食塩水中)になるようにZn濃度を調節し、さらに好ましくは、Ti:0.06〜0.35%含有し、残部がAlおよびと不可避的不純物からなる。
【0012】
次に、その芯材1の内面側には犠牲陽極材2としてZn:1.0〜4.0%、Mg:0〜1.0%を含み、好ましくはさらにIn:0.005〜0.1%、Sn:0.01〜0.1%のうちの何れか1種または2種を含有する。
また、芯材1の外面側にはろう材としてSi:6〜14%を含有し、好ましくはさらにBi:0.01〜0.4%含有し、残部がAlと不可避的不純物からなる。
【0013】
次に、偏平チューブ6は板厚が0.2〜0.4mmの3層クラッド材からなり、その芯材はヘッダープレート5の芯材1とZnを除いて同一とすることができる。
また、その芯材の内表面に被覆される犠牲陽極材2もヘッダープレート5のそれと同一とすることができる。さらには、芯材の外表面に設けられるろう材もヘッダープレート5のそれと同一とすることができる。
しかしながら、ヘッダープレート5の芯材1は、偏平チューブ6の芯材よりも0〜50mV卑であることを条件とする。なお、その理由は後述する。
【0014】
次に、偏平チューブ6の外表面に接触するコルゲートフィン7は、偏平チューブ6の芯材の電位よりも100〜150mV卑になるように材料が選ばれる。
そして、このコルゲートフィン7の材質の一例として、JIS7072アルミニューム合金,JIS3003アルミニューム合金等を用いることができる。
コルゲートフィン7の板厚は、ヘッダープレート5および偏平チューブ6のそれに比べて極めて薄い材料が使われ、図1において、コルゲートフィン7の上端と上部側ヘッダ8のヘッダープレート5の下面との隙間tは、コルゲートフィン7のフィンピッチpの二倍以上、一例として5mm程度空間を開けて組み立てられる。これは、芯材1の外面側のろう材をそのチューブ挿通孔4と偏平チューブ6との間に優先的に行き渡らせるためのものである。
【0015】
これは仮に、コルゲートフィン7の上端を芯材1の下面に近接すると、芯材1の外面側のろう材が溶融したとき、コルゲートフィン7側により多く引き込まれ、その分だけ偏平チューブ6とチューブ挿通孔4との間のろう材が少なり、結果としてチューブの付根から漏れを起こすおそれがあるからである。この例では、コルゲートフィン7のフィンピッチが一例として2.5〜3.5mmであり、コルゲートフィン7の上端とヘッダープレート5の下面との間が3.0〜5.0mmである。なお、芯材1に穿設された多数のチューブ挿通孔4の孔縁は、その内面側にバーリング加工されている。
また、コルゲートフィン7の下端と下側のヘッダープレート5との間も、上端と上側のヘッダープレート5と同様に形成されている。
【0016】
【実験例】
次に、本発明のヘッダープレート5と偏平チューブ6とが、共にAl−Cu−Mn系の高強度アルミニューム合金を用い且つ、ヘッダープレート5の電位を偏平チューブ6のそれより0〜50mV卑とした理由につき、下記実験に基づき述べる。
本発明者らは、ヘッダープレート5と偏平チューブ6との間の電位差を0〜100mVの範囲で各種変化させ、そのときの偏平チューブ6のチューブ挿通部近傍における腐蝕深さと、同様にヘッダープレート5のチューブ挿通孔4の近傍の腐蝕深さとの関係を調べた結果、それが図3の如くなることが判った。
【0017】
この実験は、ヘッダープレート5のZnの混入量を各種変化させ、それによって偏平チューブ6の芯材の電位よりもヘッダープレート5の芯材1の電位が0〜100mV卑になるようにして実験を行った。
その結果、偏平チューブ6の中間部における腐蝕はその両端部でより強く発生し、中間部では極めて少なかった。これは中間部にはコルゲートフィン7が高密度で接触固定されているため、コルゲートフィン7の犠牲陽極作用が働くからと推測できる。
【0018】
また、偏平チューブ6の上下両端ではそのコルゲートフィン7が存在しないため腐蝕が進行するが、その進行の度合いは、ヘッダープレートと偏平チューブとの電位差が0〜50mV程度では緩やかにヘッダープレートの犠牲陽極作用が働く。50mVを越えると急激にヘッダープレート5の犠牲陽極効果が過度に表れ、偏平チューブ6を防蝕する。しかしながら、ヘッダープレート5自体の腐蝕が急激に増加する。
【0019】
即ち、ヘッダープレート5の外面側腐蝕は、電位差が50mVを越えたあたりから急にが増大することが判った。
【0020】
従って、ヘッダープレート5と偏平チューブ6との電位差の最大値は、前者が後者より50mVを越えない卑の値とすることがよい。また、ヘッダープレートの方が偏平チューブ5より貴になると、より薄肉の偏平チューブに犠牲陽極効果が生じ、腐蝕するので、ヘッダープレート側が常に卑である必要があるから、前者は後者に対して0以上の卑とする。
そこで、本発明はヘッダープレートの電位が偏平チューブのそれより0〜50mV卑の範囲にあることを条件とする。
【0021】
次に、ヘッダープレート5の芯材1の各成分範囲を、本発明のように決定した根拠につき説明する。
芯材中のMnは強度を向上させると共に、芯材の電位を貴にしてヘッダの内面側の犠牲陽極材2との電位差を大きくして、タンク内流体に対して耐蝕性を高めるように機能する。
Mnの好ましい含有範囲は0.6〜2.0%であり、0.6%未満ではその効果が小さく、2.0%を越えて含有するとその鋳造時に粗大な化合物が生成し、圧延加工性が害される結果、薄い板材が得難いものとなるからである。
【0022】
次に、芯材1中のCuは前記Mnと同様、強度を向上させると共に、芯材の電位を貴にし、内面側の犠牲陽極材2及び外面側のろう材3との電位差を大きくして耐蝕性を高めるように機能する。また、そのCuはろう付け加熱時に犠牲陽極材2中およびろう材3中に拡散し、なだらかな濃度勾配を形成する。その結果、芯材側の電位は貴となり、犠牲陽極材2の表面側およびろう材の表面側の電位は卑となって、犠牲陽極材2中およびろう材中になだらかな電位勾配が形成され、腐蝕形態を横拡がりの全面腐蝕型にする。
Cuの好ましい含有量は0.3〜1.0%の範囲であり、これは0.3%未満ではその効果が小さく、1.0%を越えると芯材の耐蝕性が低下し、また融点が低下して、ろう付け時に局部的な溶融が生じ易くなり、好ましくない。
【0023】
また、芯材1中のSiは強度を向上させる効果を有する。Siの好ましい含有量は0.06〜1.2%の範囲であり、これは0.06%未満ではその効果が充分ではなく、1.2%を越えると芯材の耐蝕性を低下させ、また融点が低下して、ろう付け時に局部溶融が生じ易くなるので好ましくない。
【0024】
さらに芯材1中のZnは、芯材を卑に下げる機能を有する。強度向上のためMn−Cu−Siを通常のJIS3003アルミニューム合金より多く添加した結果、過剰に貴にシフトした電位をZnの添加により緩和するものである。
Znの好ましい含有量は0.2〜1.0%の範囲であり、それが0.2%以下ではその効果が充分ではなく、1.0%を越えると芯材の耐蝕性が低下するので好ましくない。
さらに、このZnは上記範囲内で且つ、組み合わせて使用するチューブ材の電位に応じて添加量を調整する必要がある。即ち、ヘッダープレート5の芯材1の電位が偏平チューブ6の芯材のそれよりも0〜50mV卑になるように調整する。
【0025】
ヘッダープレート5の芯材1中のMgは、ろう付け性低下の観点から、0.04%以下に制限するのが好ましい。0.04%を越えて含有すると、フッ化物系のフラックスを使用する不活性ガス雰囲気のろう付けの場合、Mgがフラックスと反応してMgF2 等の化合物を生成するため、フラックスの絶対量が不足しろう付け性が低下するので好ましくない。
【0026】
次に、ヘッダープレート5の芯材中にTiを0.06〜0.35%の含ませることが好ましい。これは芯材の耐蝕性をより一層向上させる効果を有する。即ち、Tiは濃度の高い領域と低い領域とに分かれ、それが板厚方向に交互に分布して層状となる。そしてTi濃度の低い領域が高い領域に比べて優先的に腐蝕することにより、腐蝕形態が層状となる結果、板厚方向への腐蝕の進行が妨げられ耐孔蝕性が向上する。
Tiの好ましい含有量は0.06〜0.35%の範囲であり、0.06%未満では効果が充分ではなく、0.35%を越えると鋳造時に粗大な化合物が生成して材料の圧延を疎外し、健全なクラッド材が得難くなるので好ましくない。
【0027】
次に、ヘッダープレート5の犠牲陽極材2中のZnは、犠牲陽極材2の電位を芯材1に対して卑にし、芯材1に対する犠牲陽極効果を保持しクラッド材の腐蝕を全面腐蝕型にして、芯材の孔蝕や隙間腐蝕を防止するように機能する。
Znの好ましい含有範囲は1.0〜4.0%の範囲であり、その含有量が1.0%未満ではその効果が充分ではなく、4.0%を越えると自己耐蝕性が低下して犠牲陽極材の腐蝕消耗が激しくなり、犠牲陽極効果が長期に持続されない。それと共に4.0%を越えて含有しても、犠牲陽極効果が飽和するので無駄である。
【0028】
なお、ヘッダープレート5の犠牲陽極材2において、さらにInがSnの何れか一方を小量加えることが好ましい。
Inは犠牲陽極材2の電位を卑にし、芯材1に対して犠牲陽極効果を確実に付与するのに役立つ。Inの好ましい含有範囲は0.005〜0.1%の範囲であり、その含有量が0.005%未満ではその効果が小さく、0.1%を越えて含有すると効果が飽和すると共に、犠牲陽極材2の自己耐蝕性が低下し圧延加工性も劣化するので好ましくない。
Snは犠牲陽極材2の電位を卑にし、芯材1に対して犠牲陽極効果を確実に付与するために役立つ。Snの好ましい含有範囲は0.01〜0.1%の範囲であり、その含有量が0.01%未満ではその効果が小さく、0.1%を越えて含有すると効果が飽和すると共に、犠牲陽極材2の自己耐蝕性が低下し圧延加工性も劣化するので好ましくない。
【0029】
犠牲陽極材2中のMgは強度の向上に寄与する。
一方フッ化物系のフラックスを使用してろう付けを行う場合、フラックス成分のフッ素と反応してMgF2 等の化合物を生成するため、フラックスの絶対量を不足してろう付け性が低下するから、Mgを1%以下に規制するのが好ましい。
【0030】
ヘッダープレート5のろう材中のSiはろう材の融点を下げ、ろうの流動性を高める機能をする。
Siの好ましい含有量は6〜14%の範囲であり、それがが6%未満ではその効果が充分でなく、14%を越えるとろう材の融点が高くなり、ろう付け製造時の加工性が低下する。
ヘッダープレート5のろう材のBiは、ろう材の表面張力を下げ、ろうの流れ性および拡がり性を改善する。
Biの好ましい含有量は0.01〜0.4%の範囲であり、それがが0.01%未満ではその効果が小さく、0.4%を越えるとその効果が飽和すると共に、ろう材の自己耐蝕性が低下する。
【0031】
なお、本発明のヘッダープレート5および偏平チューブ6は、芯材,犠牲陽極材及びろう材を構成するアルミニューム合金を、夫々半連続鋳造により造塊し、必要に応じて均質化処理をした後、夫々所定厚さまで熱間圧延する。次いで各材料を組合せ、常法に従って熱間圧延によりクラッド材とし、最終的に所定厚さまで冷間圧延し、必要ににより焼鈍工程を経て製造される。
このようなクラッド材によりヘッダープレート5および偏平チューブ6を形成する。そして、それらのヘッダープレート5および多数の偏平チューブ6ならびにコルゲートフィン7を用いて自動車用ラジエータやヒーターコア等の熱交換器を組立て、炉内で一体にろう付けすることにより熱交換器を完成することができる。
【0032】
【発明の作用・効果】
本発明のアルミニューム製熱交換器は、夫々Al−Cu−Mn系の強度の高いアルミニューム合金を芯材とした熱交換器において、コルゲートフィン7の端とヘッダープレート5との隙間がコルゲートフィン7のフィンピッチを越えるように配置され且つ、偏平チューブ6の端部を挿通するチューブ挿通孔4がヘッダープレート5の内面側にバーリング加工され、ヘッダープレート5の芯材1の電位が偏平チューブ6のそれよりも0〜50mV卑になるように、そのヘッダープレート5の芯材のZnの量を0.2〜1.0重量%の範囲で混入したことを特徴とするものである。
【0033】
そのため、特にコルゲートフィン7の犠牲陽極効果の影響を受けない、偏平チューブ6とチューブ挿通孔4との接合部において、その偏平チューブ6の付根に腐蝕が起こることを効果的に防止し得ると共に、ヘッダープレート5の芯材1自体の過大な腐蝕をも防止できる。しかも、ヘッダープレートおよび偏平チューブが夫々Al−Cu−Mn系の強度の高いアルミニューム合金を芯材としたので、材料の薄肉化を実現でき、結果として熱交換器の軽量化を図ることができる。
【0034】
上記構成において、ヘッダープレート5の芯材1の各成分をMn:0.6〜2.0%、Cu:0.3〜1.0%、Si:0.06〜1.2%、Zn:0.2〜1.0%を含有し、Mg:0.04%以下に規制し、残部をAlおよび不純物からなるものとし、そのヘッダプレート5にクラッドされた犠牲陽極材2は、Zn:1.0〜4.0%、Mg:0〜1.0%を含有し、残部がAlおよび不純物からなり、そのヘッダプレート5にクラッドされたろう材3は、Si:6〜14%を含有し、残部がAlおよび不純物からなるものとすることができる。
このようにすることにより、強度が強く且つ耐蝕性の強いアルミニューム製熱交換器を提供できる。
【0035】
上記構成において、さらに犠牲陽極材2をIn:0.005〜0.1%、Sn:0.01〜0.1%のうち1種または2種を含有するものとすることができる。このようにすることにより、ヘッダープレート5自体の強度及び耐蝕性をさらに向上することができる。
上記構成において、ろう材にさらにBi:0.01〜0.4%含有させることができる。これにより、ヘッダープレート5と偏平チューブ6とのろう付けを確実に行うことができる。
さらに上記構成において、ヘッダープレート5の芯材1にTi:0.06〜0.35%を含有させることができる。それによって、さらに強度及び耐蝕性の強いアルミニューム製熱交換器を提供できる。
【図面の簡単な説明】
【図1】本発明の熱交換器の要部縦断面図であって、図2のI部拡大図。
【図2】同熱交換器の正面図。
【図3】ヘッダープレート5と偏平チューブ6との電位差を横軸とし、夫々の一定時間内における腐蝕量を縦軸とした電位差−腐蝕量曲線。
【符号の説明】
1 芯材
2 犠牲陽極材
3 ろう材
3a ろう材
4 チューブ挿通孔
5 ヘッダープレート
6 偏平チューブ
7 コルゲートフィン
8 ヘッダ
Claims (5)
- Al−Cu−Mn系の高強度アルミニューム合金の芯材(1) の内面側に犠牲陽極材(2) がクラッドされると共に、外面側にろう材(3) がクラッドされ、多数のチューブ挿通孔(4) がその孔縁部を内面側に突出させるようにバーリング加工されて並列されたヘッダプレート(5) と、
芯材がAl−Cu−Mn系の高強度アルミニューム合金からなり、夫々のチューブ挿通孔(4) に端部が挿通して液密にろう付け固定され、そのヘッダプレート(5) の厚みの半分に満たない肉厚を有する薄肉の多数の偏平チューブ(6) と、
その偏平チューブ(6) の外面にろう付け固定され、前記偏平チューブ(6) より電位が卑なる多数のコルゲートフィン(7) と、を具備し、
そのコルゲートフィン(7) の波の進行方向の端とヘッダプレート(5) との隙間が、そのコルゲートフィン(7) のフィンピッチを越えるように配置され、
前記ろう付け後のヘッダプレート(5) の芯材(1) の電位が、前記偏平チューブ(6) の芯材のそれより0〜50mV(5%食塩水中)卑になるように、そのヘッダプレート(5) の芯材のZnの量を0.2〜1.0重量%の範囲で混入したことを特徴とするアルミニューム製熱交換器。 - 前記ヘッダプレート(5) の芯材(1) が重量%で、Mn:0.6〜2.0%、Cu:0.3〜1.0%、Si:0.06〜1.2%、Zn:0.2〜1.0%を含有し、Mg:0.04%以下に規制し、残部Alおよび不純物からなり、
そのヘッダプレート(5) にクラッドされた前記犠牲陽極材(2) は、Zn:1.0〜4.0%、Mg:0〜1.0%を含有し、残部がAlおよび不純物からなり、
そのヘッダプレート(5) にクラッドされた前記ろう材は、Si:6〜14%を含有し、残部がAlおよび不純物からなるアルミニューム製熱交換器。 - 請求項2において、
前記犠牲陽極材(2) が、さらにIn:0.005〜0.1%、Sn:0.01〜0.1%のうち1種または2種を含有するアルミニューム製熱交換器。 - 請求項2または請求項3において、
前記ろう材(3) が、さらにBi:0.01〜0.4%含有するアルミニューム製熱交換器。 - 請求項2〜請求項4のいずれかにおいて、
前記芯材(1) が、さらにTi:0.06〜0.35%含有するアルミニューム製熱交換器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003025304A JP4440550B2 (ja) | 2003-01-31 | 2003-01-31 | アルミニューム製熱交換器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003025304A JP4440550B2 (ja) | 2003-01-31 | 2003-01-31 | アルミニューム製熱交換器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004232072A true JP2004232072A (ja) | 2004-08-19 |
| JP4440550B2 JP4440550B2 (ja) | 2010-03-24 |
Family
ID=32953622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003025304A Expired - Fee Related JP4440550B2 (ja) | 2003-01-31 | 2003-01-31 | アルミニューム製熱交換器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4440550B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010085081A (ja) * | 2008-09-02 | 2010-04-15 | Calsonic Kansei Corp | アルミニウム合金製熱交換器 |
| US8945721B2 (en) | 2010-03-02 | 2015-02-03 | Mitsubishi Aluminum Co., Ltd. | Aluminum alloy heat exchanger |
| KR20170116726A (ko) * | 2016-04-12 | 2017-10-20 | 손희식 | 합금 조성과 합금 전위의 조절을 이용한 고내식 열교환기 시스템 |
| WO2022124122A1 (ja) * | 2020-12-08 | 2022-06-16 | 三菱電機株式会社 | 熱交換器の製造方法、空気調和機の製造方法、熱交換器および空気調和機 |
-
2003
- 2003-01-31 JP JP2003025304A patent/JP4440550B2/ja not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010085081A (ja) * | 2008-09-02 | 2010-04-15 | Calsonic Kansei Corp | アルミニウム合金製熱交換器 |
| US8945721B2 (en) | 2010-03-02 | 2015-02-03 | Mitsubishi Aluminum Co., Ltd. | Aluminum alloy heat exchanger |
| US9328977B2 (en) | 2010-03-02 | 2016-05-03 | Mitsubishi Aluminum Co., Ltd. | Aluminum alloy heat exchanger |
| KR20170116726A (ko) * | 2016-04-12 | 2017-10-20 | 손희식 | 합금 조성과 합금 전위의 조절을 이용한 고내식 열교환기 시스템 |
| KR102282585B1 (ko) * | 2016-04-12 | 2021-07-28 | 주식회사 에스피텍 | 합금 조성과 합금 전위의 조절을 이용한 고내식 열교환기 시스템 |
| WO2022124122A1 (ja) * | 2020-12-08 | 2022-06-16 | 三菱電機株式会社 | 熱交換器の製造方法、空気調和機の製造方法、熱交換器および空気調和機 |
| JP7442682B2 (ja) | 2020-12-08 | 2024-03-04 | 三菱電機株式会社 | 熱交換器の製造方法、空気調和機の製造方法、熱交換器および空気調和機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4440550B2 (ja) | 2010-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4822277B2 (ja) | ろう付性と耐食性に優れた熱交換器管用アルミニウム合金ブレージングシートおよび耐食性に優れた熱交換器管 | |
| JP4023760B2 (ja) | ろう付け性および耐食性に優れた熱交換器用アルミニウム合金クラッド材 | |
| JP3910506B2 (ja) | アルミニウム合金クラッド材およびその製造方法 | |
| JP4236183B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP4030006B2 (ja) | アルミニウム合金クラッド材およびその製造方法 | |
| JP4236185B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP2007327093A (ja) | ろう付け性に優れた熱交換器用高強度アルミニウム合金クラッド材 | |
| JP5388084B2 (ja) | 強度および耐孔食性に優れる熱交換器用アルミニウム合金クラッド材 | |
| JP5632175B2 (ja) | ろう付け性に優れた高強度熱交換器用アルミニウム合金クラッド材および熱交換器 | |
| JP4236184B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP2000167688A (ja) | ろう付け性および耐食性に優れた熱交換器用アルミニウム合金クラッド材 | |
| JP4954551B2 (ja) | ろう付時のエロージョンが抑制されたアルミニウムろう合金及びそれを用いたブレージングシート、熱交換器用ヘッダーパイプ並びに熱交換器 | |
| JP2004232072A (ja) | アルミニューム製熱交換器 | |
| JP2006037135A (ja) | 熱交換器用高耐食アルミニウムクラッド材 | |
| JP4236187B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP4263160B2 (ja) | アルミニウム合金クラッド材並びにそれを用いた熱交換器用チューブ及び熱交換器 | |
| JP4541252B2 (ja) | ラジエータチューブ用アルミニウム合金板材 | |
| JP3859781B2 (ja) | アルミニウム合金クラッドフィン材および該クラッドフィン材を使用したアルミニウム合金製熱交換器 | |
| JPH11315337A (ja) | ろう付け管形成用アルミニウム合金ブレージングシートおよびろう付け管 | |
| JP2004217983A (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP2004339582A (ja) | 熱交換器用チューブ及び熱交換器 | |
| JP2000202682A (ja) | アルミニウム合金ろう材および該ろう材を皮材とするろう付け性と耐食性に優れた熱交換器用アルミニウム合金クラッド材 | |
| JP2006176850A (ja) | 耐エロージョン性に優れた熱交換器用の高強度アルミニウム合金フィン材および熱交換器 | |
| JP2000135588A (ja) | 耐食性に優れた熱交換器用高強度アルミニウム合金クラッド材 | |
| JP4347145B2 (ja) | 熱交換器用アルミニウム合金押出チューブ及び熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090518 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090827 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20091203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130115 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4440550 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160115 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |