JP2004181537A - Run-out removing method of long cylindrical workpiece in numerical control machine tool - Google Patents
Run-out removing method of long cylindrical workpiece in numerical control machine tool Download PDFInfo
- Publication number
- JP2004181537A JP2004181537A JP2002347840A JP2002347840A JP2004181537A JP 2004181537 A JP2004181537 A JP 2004181537A JP 2002347840 A JP2002347840 A JP 2002347840A JP 2002347840 A JP2002347840 A JP 2002347840A JP 2004181537 A JP2004181537 A JP 2004181537A
- Authority
- JP
- Japan
- Prior art keywords
- work
- tool
- run
- workpiece
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、例えば、印刷ロールのような長尺円筒ワークの振れを必要最小限の取代でもって自動的に除去する加工方法に関する。
【0002】
【従来の技術】
凹版或いは凸版印刷に使用する印刷ロールは、印刷機に取り付けられて印刷作業に使用された後、新たな異なる印刷面を形成できるようにするために再生される。この再生作業では、凹版印刷用ロールの場合、ロール表面を剥ぎ取ってロール表面から陥没されている文字、図形等を除去すると共に、ロール表面の回転振れを除去する。この回転振れの原因は、主に、ロールの両端に形成されたセンタ穴の精度が印刷作業中のロール支持穴としての使用により損なわれ、センタ穴の形状自体が崩れたり、この崩れによりセンタ穴中心が外周面に対し実質的に偏奇すること等による。この回転振れが大きいと、このロールを再使用する印刷作業において、印刷の濃淡ムラを生じるばかりでなく、印刷ができなくなる。このため、使用済みの印刷ロールは、その後の再使用のために加工され、表面が剥ぎ取られて印刷作用面が除去されると共に、振れが除去される。
【0003】
このような印刷用ロールを再生するための従来の加工方法は、使用済みの印刷ロールを印刷機から取り外し、その両端部を旋盤等の加工機上でセンタ支持し、ロールを回転させながらの長手方向の振れが最大となる位置から工具を手動で所定量切込み、その工具とロールとを長手方向に相対移動してロールの全長に工具が接触できるようにトラバース送りする。このような、手動切込みとトラバース送りとを何度も繰り返すことにより、ロールの全長から先の印刷面が除去されると共に、振れも除去されるようになる。
また、数値制御を利用して自動加工する方法の試みも考えられる。この試みでは、最初に手作業によりロールの最大振れ量を測定し、ロールに対する切込み方向の工具の初期位置を最大振れ量よりもかなり後退した位置に設定することが考えられる。そして、この初期位置から、ロールの両端或いは片端位置で所定量の切込み送りを与え、続いてロールの長手方向において往復切削送りを与え、この切込み送りと切削送りを所定回数繰り返し、ロール表面を再生加工する作業手順の態様が考えられる。
【0004】
【発明が解決しようとする課題】
上述した旋削加工において手動で切込みを与える場合、作業者はロール再生加工の作業に付きっきりとなり、省力化と言った点で不利である。
数値制御の利用による自動加工の試みがなされる場合では、作業者は加工作業における操作や監視が不要となって省力化に貢献できるが、工具の切込み方向の初期位置を安全性の観点から相当の余裕を持った後方にプログラムする必要があり、数値制御のプログラム動作が開始されてから実際に材料除去が始まるまでにかなりの時間的ロスを伴うことになる。また、ロール再生加工は、ロールの表面から先の印刷面が振れが除去された時点で終了とすることができ、終了時の絶対寸法は特に問題とされないのが通常であるが、先の印刷面や振れの確実な除去と云う観点で、かなりの削りすぎを行うことが必要となる。
【0005】
さらに、手動工具切込みや数値制御を利用する従来の加工方法では、加工前の印刷使用済みのロールの振れ測定は、作業者の手作業による面倒で不正確な作業を必要としている。
旋盤作業に代えて、ロール再生加工作業を数値制御円筒研削盤を用いて行うことも考えられるが、この円筒研削盤を使用する場合では、実質的に数値制御旋盤について述べたような、加工初期における材料除去を伴わない時間的ロスや、加工終了段階における過度の切込みすぎや、面倒な振れ測定、などの問題が付随することとなる。特に、円筒研削盤でロール再生加工を実施が試みられる場合では、工具である砥石の一回当たりの切込み量を旋削バイトに比べて小さく設定する必要があるので、前記加工初期における材料除去を伴わない空研削量の過大設定による時間的ロスが一層の問題となる。
【0006】
従って、本発明の主たる目的は、これらの問題を解消し、例えば印刷ロールのような長尺円筒ワークを或る作業の使用後に表面を剥ぎ取りかつ振れを除去する加工を必要最小限の取代でもって全自動で能率よく行うことができるようにすることにある。
本発明の他の目的は、長尺円筒ワークから表面を剥ぎ取りかつ振れを除去する加工を数値制御円筒研削盤を使用して全自動で能率よく行うことができる加工方法を提供することにある。
【0007】
【課題を解決するための手段とその作用】
上述した課題を解決するために、請求項1に記載の振れ取り加工方法は、数値制御工作機械において、ワークを回転させながら振れ測定器のプローブをワークに係合させ、この係合時における振れ測定器の出力に基づいてワークの回転振れによる見かけ上の最大径部及び最小径部の工具台送り座標系におけるそれぞれの位置を最大径部位置及び最小径部位置として記憶し、工具の先端を最大径部位置又はこの位置から空研削量後退した位置である加工サイクル開始位置へ位置決めしてから加工サイクルを開始して工具台と前記ワーク支持装置との間のトラバース送りと切込み送りとを繰り返し実行し、工具の先端が最小径部位置から所定の切込み量だけさらに切込みされるようにしてから加工サイクルを終了するようにした。
【0008】
この構成によれば、ワークの回転振れによる見かけ上の最大径部及び最小径部を工具台送り座標系の位置として記憶したので、加工サイクル開始位置への工具先端の設定及び加工サイクルの終了がこれら最大径部及び最小径部のの工具台切込み座標系の位置に基づいて決定される。このため、切込み開始位置はワークの最大径部に精密に接近でき、また加工終了時期も最小径部を基準として所定の取代を除去する位置に正確に設定できる。これにより、加工開始時の無駄な空加工時間が短縮され、また加工過多、つまり過度の切込みすぎも防止される。
【0009】
好適には、請求項2に記載されるように、数値制御工作機械としては工具台上に砥石を回転支持してなる数値制御円筒研削盤を使用し、振れ測定器を工具台に搭載してこの工具台の移動によりワークに対し位置決め可能とし、振れ測定器により測定される振れ量の最大値及び最小値と振れ測定時における工具台の送り座標系の位置とに基づいて最大径部及び最小径部の工具台送り座標系の位置を確定するようにした。
振れ測定器がワークの回転振れを測定できる工具台の位置を確定し、この測定位置において振れ測定器から振れ量の最大値及び最小値を得るようにしたので、振れの最大値及び最小値が工具台の切込み座標系の位置に正確に置き換えられ、工具台の加工サイクルの制御が高精度かつ確実に実施される。
【0010】
好ましくは、請求項3に記載される振れ取り加工方法のように、ワークの回転振れをワークの長手方向における略中間位置を含む複数の長手方向位置で行い、各長手方向位置について測定される振れ量の複数の最大値と最小値の中から最も大きな値を示す1つの最大値と最も小さな値を示す1つの最小値を選択し、これら選択した1つの最大値及び最小値と振れ測定時における前記工具台の送り座標系の位置とに基づいてワークの見かけ上の最大径部位置及び最小径部位置を工具台送り座標系の位置に置き換えるようにした。
振れの最大値と最小値をワークの長手方向の略中間位置を含む複数の長手方向位置について測定し、これらの値の内の最大の値及び最小の値を取得してワークの最大径部及び最小径部としたので、砥石の振れ取り加工サイクルの開始位置及び終了位置が正確に制御される。
【0011】
さらに、請求項4に記載の振れ取り加工方法によれば、加工サイクルの終了後に、振れ測定器によりワークの回転振れを確認するようにした。
これにより、振れ取り加工の良否が機上で確認され、修正加工が必要であることが判れば、正規の振れ取り加工の設定を維持した状態で、修正加工が素早くかつ容易に行なわれる。
【0012】
【発明の実施の形態】
以下、本発明の長尺ワークの振れ取り加工方法の実施の形態を図面に基づいて説明する。
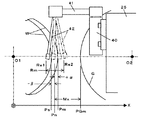
図1は、本発明加工方法を実施する数値制御円筒研削盤の概略平面図を示す。図1において、10はベッドで、このベッド10上の前部にはテーブル11が固定され、このテーブル11上にワークWの両端を一対のセンターで回転自在に支持するワーク支持装置としての主軸台12及び心押台13が搭載固定されている。主軸台12は回転面板14を有し、この面板14に固定の駆動金16がワークWの端面穴に螺合された被駆動ピン15を駆動するようにこれと係合している。これにより、主軸台12に固着したサーボモータ17が駆動されるとき、面板14とワークWは一体回転される。ワークWは、長尺円筒形状であって、本実施の形態では、凹版印刷機での印刷作業に使用された後この印刷機から取り外されて再生のために加工される印刷ロールである。
【0013】
摺動台20は、ベッド10上の後部に形成された前後一対の案内面21に沿ってワークWの長手方向(回転軸線O1方向)に摺動自在に案内され、サーボモータ22により送りねじ23を回転することにより、ベッド10上をワークWの回転軸線O1と平行にトラバース送りされる。摺動台20は、その上面に形成された左右一対の案内面20aに沿って工具台としての砥石台25を回転軸線O1横切る方向、正確には同軸線と直交する方向に進退自在に案内している。摺動台20の後端部に取り付けたサーボモータ26を駆動することにより送りねじ27が回転され、砥石台25がワークWに対し接近或いは離間するように進退送りされる。
【0014】
砥石台25は、その前部左端面側においてワークの回転軸線と平行な砥石軸線O2の廻りに加工工具としての砥石Gを回転自在に支持し、右端面側に固着した駆動モータ27によりこの砥石Gを回転駆動可能としている。なお、図中29、30は、摺動台20の左右側を覆うテレスコ式カバー装置を示し、各カバー装置29、30はその内側端のカバー部材29a、30aを摺動台20の両側面に固定してこれと共に一体移動させ、摺動台20のトラバース移動と共にカバー領域を伸縮するようにしている。
【0015】
砥石台25の前面には、ワークWと接触してワークWの振れを検出する振れ測定器40が取り付けられ、この測定器40は、測定棹41をワークW側に差し出す実線図示の測定位置と破線図示の退避位置に水平旋回移動可能としている。
上述したサーボモータ17、22及び26は、それぞれエンコーダ17a、22a及び26aを付属し、これらエンコーダ17a、22a及び26aの出力により、ワークWの回転位置や砥石台25(すなわち、砥石26)のZ軸座標系におけるトラバース位置及びX軸座標系における送り位置を検出できるようになっている。また、サーボモータ17、22及び26、エンコーダ17a、22a及び26aは、一般にCNCと称されるコンピュータ制御形の数値制御装置(以下、CNC装置と云う)50に接続され、同装置50からの指令により駆動され、逆に同装置50に対し位置情報を帰還入力するようになっている。さらに、振れ測定器40もCNC装置50に接続され、同装置50からの指令により計測位置と退避位置に選択的に割り出し可能であり、また同装置50に対し振れ位置に関する出力を入力するようになっている。
【0016】
図2は、本発明による振れ取り加工方法においてワークWの回転振れを検出する方法を説明する説明図である。本実施の形態におけるワークWは、凹版印刷用のロールであって、図略の印刷機上で使用された後、印刷機から外され、円筒研削盤上にセンター支持される。このような使用済みロールWは、外周面に文字や図形、その他の情報が凹部として例えば40μm程度の深さで陥没している。また、印刷中にセンター穴に侵入する印刷インクやその他の不純物により、センター穴が変形し、このセンター穴の支持中心は実質的にロール外周面から偏奇し、これがロールWの回転振れとなる。
【0017】
典型的には、図2に例示するように、ロールWは、その両センター穴が同一角度位相方向に偏奇する場合、その位相角度方向を砥石G側に向けるとき、実線で示す見かけ上の最大径部を差し出し、その位相角度から半回転進むとき、砥石G側に対し2点鎖線で示す見かけ上の最小径部を差し出す。また、別の典型的な回転振れの形態では、ロールWの両センター穴が半回転異なる角度位相方向に偏奇する場合であって、この場合、ロールWの長手方向の略中間位置が最小の振れとなり、両端部が直径方向の反対側で見かけ上の最大径部をそれぞれ砥石Gに対して向け、各最大径部の径方向の反対側に最小径部を砥石Gに対し差し向けることとなる。この後者の場合、1つの角度位相上では、ロールWの一端側が最大径部となると他端側が最小径部となり、その角度位相と半回転異なる角度位相では、ロールWの一端側が最小径部となり他端側が最大径部となるのである。
なお、見かけ上の最大径部とは、その最大径部の回転軌跡が形成する円の断面積の径が実際の断面積の径よりも大きく見えることを意味する。
【0018】
このため、測定器40により振れを計測する場合には、最低限ロールWのロール作用面の全長L0の長手方向における任意な1つの個所を計測すれば用が足りる場合と、図2に示すように、長手方向の中間位置L0/2とその他の1つ或いはそれ以上の個所、好適にはロール表面の両端から所定長さL1内側に入った位置を測定することが必要な場合とがある。これは、ロールWの特性に依存するので、振れ取り加工するロールに応じて測定法を変更してもよいし、全てのロールについて複数箇所の回転振れを測定するようにしてもよい。
なお、図中の符号Z0は、本実施の形態が適用される円筒研削盤のZ軸座標の原点であり、主軸台12のセンター上のワークW端面との境界点に定義されている。上記の各計測位置は、この原点Z0を起点として、予めCNC装置50に入力されているロールWの全長L0や前記所定長さL1等のデータを利用して確定される。
【0019】
図3は、図2に示す各計測位置で回転振れを計測する振れ測定器40の様子を示す。測定器40の測定棹41の先端から懸垂されるプローブ42は、ワークの回転状態における見かけ上の最大径部の表面が砥石の送り座標系Xに占める最大径部位置Pm及び最小径部の表面が同座標系に占める最小径部位置Psを検出する。図3に例示するロールWにおいては、その外周面と同心の正規中心Ncpに対し実際中心Acpは偏心量eだけ図示右側に偏奇しており、これにより最小径部の半径Rに対し最大径部の半径は2eだけ大きい。
【0020】
そして、このような最大径部の表面が砥石G側に向いた回転位相における砥石台25の送り座標系Xに占める最大径部位置Pm及び最小径部の表面が砥石G側に向いた回転位相における同座標系に占める最小径部位置Psは、測定器40を上記見かけ上の最大径及び最小径を測定できる位置に移動した状態の砥石台25のX軸座標位置をサーボモータ26のエンコーダ26aの出力から検出し、この座標位置出力と測定器40の測定出力とに基づいて確定できる。この最大径部位置Pm及び最小径部位置Psからなる各組のデータは、図2に示すZ軸方向の複数の測定位置の各々について得られる。そして、これら複数組のデータの内で最も値の大きな1つの最大径部位置Pmが選択され、この最大径部位置Pmの位置又はこの位置を所定の安全用の空研削代ΔX1分だけ後方に下げた位置PCsを加工サイクル開始位置と設定する。また、前記複数組のデータの内で最も値の小さな1つの最小径部位置Psが選択され、これに対し所定の加工取代x2分だけ切込み送りした位置PCfを加工サイクル終了位置と設定する。
【0021】
図4は、CNC装置50が実行する振れ取り加工プログラムの処理ルーチンを示す。以下、この処理ルーチンに従って、本実施の形態における振れ取り加工方法の手順を具体的に説明する。凹版印刷機における使用が終了したロール、すなわちワークWを、図1のように研削盤の主軸台12と心押台13との間に支持した後、CNC装置50に対し振れ取り加工指令が与えられる。図4のルーチンはこの加工指令に応答して実行開始され、ステップS1において計測位置指定変数Nが初期値「1」にセットされる。次にステップS2では、測定器40が計測位置へ前進され、そのプローブ42がワークWの外周面に当接できるように前方に差し出される。
【0022】
続くステップS3では、N=1に基づき、図2に示すワークWの加工面の左端から所定距離L1だけ中に入った位置に測定器40を整列するようにサーボモータ22を制御する。このZ軸制御は、下記のワーク情報及び機械情報を利用して行われる。すなわち、CNC装置50には、ワーク情報として、データL0、L1等が予め入力されており、また機械情報として、砥石台25及び砥石G先端のZ軸座標系及びX軸座標系における現在位置を、砥石台25の制御位置の変更及び砥石Gのツールイングによる縮径に関連して更新保持し、さらに砥石Gの左端面の前端コーナー部位置に対するプローブ42のZ軸方向及びX軸方向のオフセット量Mz、Mx(図1参)を砥石Gのツルーイングに関連して更新記憶している。
【0023】
N=1のため、ステップS4に続いてステップS5が実行され、X軸測定位置割り出しがワークWの端部(この実施の形態では、図2の実線の位置に測定器40を割り出した位置)において行われる。この割り出し動作では、サーボモータ17が駆動され、ワークWが回転された状態において、砥石台25が前進され、測定器40の測定位置を確定する砥石台25の位置が2段アプローチ動作により割り出される。この位置割り出しは、図3に線図として併記して示すように、図略の砥石台後退位置から速度が比較的早い粗アプローチ送りFraと速度の遅い精アプローチFfaの2段階送りで行われる。つまり、最初は、砥石台後退位置から粗アプローチ送りFraが行われ、プローブ42がワークWに接触してCNC装置50に信号が入ると、砥石台25が所定の短い距離だけ同速度で後退され、最後に精アプローチFfaで再接近しプローブ42が自由状態から偏奇されて、測定中立点に到達する。この時、この測定中立点への到達がCNC装置50に検出されて砥石台25の割り出し送りが停止され、砥石台25の振れ測定位置が設定される。振れ測定位置の設定動作は、振れ量が小さいか殆どない個所を使用して行うのが好ましい。
【0024】
図5は、測定器40の測定レンジの詳細を示す説明図であって、この測定器40は、図略のバネ機構によりプローブ42を常に第1測定端Re1に保持し、第2測定端Re2まで前記バネ機構の撥力に抗して偏奇可能である。この両測定端Re1とRe2との中間位置が測定中立点Pnである。従って、粗アプローチ送りFraにおいてプローブ42がワークW表面に当接し、第1測定端Re1から中立点Pn側に偏奇される時、この瞬間の測定器40からの出力変化を捉えて砥石台25を所定の短い距離だけ後退し、その後精アプローチFfaにおいて低速で再接近し、プローブ42が測定中立点Pnに偏奇するまで低速で前進される。プローブ42がこの中立点Pnに到達した瞬間を測定器40からの出力で捉え、砥石台25の前進を停止するようにサーボモータ26の駆動を停止する。この砥石台25の停止位置は、エンコーダ26aから読取ることができ、この停止位置における砥石Gの先端位置が図5に示すPGmとして確定される。測定中立点Pnは、測定器40から中立点信号を出力するようにしてもよいが、この中立点信号を出力できない形式のものを使用する場合は、CNC装置50内部で測定器40の出力を中立点閾値と比較して中立点到達の判定を行うようにしてもよい。
【0025】
このようにしてプローブ42が測定中立点Pnに偏奇する位置に砥石台25が停止された状態において、ステップS7が次に実行され、ワークWを回転させる。この間、プローブ42は図略のバネ機構によりワークWの表面に押し当てられているのでワーク表面に沿ってX軸方向に進退し、砥石G側に後退する最大径部出力+αとワーク軸線O1側に接近する最小径部出力―βが計測される。そして、先に捕捉した測定位置砥石位置PGmと既知である砥石Gに対するプローブ42のオフセット距離Mxとの和に前記最大径部出力+α及び最小径部出力―βをそれぞれ加算することにより、X軸座標系における最大径部位置Pm及び最小径部位置Psが演算され、これら位置をCNC装置50のメモリーに記憶しておく。次に、ステップS8にて計測位置指定変数Nが最終指定変数3か否か判定され、この場合「No」と判定されてステップS9で変数を歩進させ、再びステップS3に戻る。
【0026】
これにより、2回目のステップS3、S5〜S8が実行され、図2に示すワークWの長手方向中間位置のワーク断面について、X軸座標系における最大径部位置Pm及び最小径部位置Psが検出され、これら位置がCNC装置50のメモリーに記憶される。さらに、ステップS9において変数Nが3に設定された後、3回目のステプS3、S5〜S8が実行され、ワークWの長手方向の右端部のワーク断面について、X軸座標系における最大径部位置Pm及び最小径部位置Psが検出され、これら位置がCNC装置50のメモリーに記憶される。これにより、ワークWの左端部、中間部、右端部の各断面についての3組の最大径部位置Pm及び最小径部位置Psがデータとして捕捉される。
【0027】
このように3組の最大径部位置Pm及び最小径部位置Psが捕捉されると、ステップS8からステップS10へ進み、測定器40は旋回して図1に示す実線の計測位置から破線の退避位置へ後退される。続くステップS11では、メモリーに記憶された3組の最大径部位置Pm及び最小径部位置Psのデータから最も値の大きな1つの最大径部位置Pmが選択される。そして、図3に示すように、この選択された1つの最大径部位置Pmに保安のための空研削代ΔX1を加算して加工サイクル開始径位置PCsを決定する。また、3つの最小径部位置Psのデータから最も値の小さな1つの最小径部位置Psが選択され、これから研削代x2を減算して加工サイクル終了径位置PCfを決定する。このように設定された加工サイクル開始径位置PCsと終了径位置PCfの偏差を加工サイクルの単位切込み深さΔx3で除算し、加工サイクルの切込みの分割数を求める処理を行う。
【0028】
このサイクル分割処理の後、ステップS12へ進み、図6に示す加工サイクルを実行する。この加工サイクルは、間欠トラバース研削方式として知られる研削方式であり、回転中のワークWの片端部或いは両端部で砥石GをワークWに対し単位切込み量Δx3切込んでから両者間にワーク長手方向のトラバース送りを与えるように実行される。ワークWに対する砥石Gの切込み回数が前記分割数になった後にトラバース送りが与えられると、その送り端において直ちに、或いは切込み量ゼロで逆方向にトラバース送りしたその端部において、加工サイクルが終了され、砥石台25は後退端位置まで後退し、振れ取り加工が終了する。
この結果、ワークの表面からは先の凹版印刷作業で使用された印刷面が剥ぎ取られ、同時に回転振れも除去され、次の凹版印刷作業に供するべくワークWは再生される。
簡単に加工例を示すと、ワークWの凹版印刷作業面の情報刻印凹部の深さは0.04mm、振れが0.02〜0.1mmであり、よって直径で0.3mm以上の研削が必要であり、これを半径で0.01mmの単位切込みとトラバース送りを15〜17回程度行って印刷作業面及び振れを除去した。
【0029】
本実施の形態においては、上記した振れ取り加工サイクルを実行した後、振れ確認サイクルを実行するようにしている。すなわち、ステップS13において、ステップS3〜S9と同様な処理を複数回繰り返し実行し、図2に示すワークの両端部及び中央部の3箇所の各断面における見かけ上の最大径部位置Pmと最小径部位置Psを計測する。続いて、ステップS14において、これら3つの最大径部位置Pmのデータのうちの最大値と3つの最小径部位置Psのデータの最小値との偏差である最大振れ量Fmaxを演算し、ステップS15においてこの値が許容最大振れ量Frefを超えるか否か比較し、超えるときはステップS16で加工不良を意味するNG報告を行って図4のルーチンを終了する。
これにより、振れ取り加工された再生ワークの良否が機上で検査され、不良ワークについては、修正加工が施されて、良品ワークにされるのである。
【0030】
(他の実施の形態)
上述した実施の形態では、本発明による加工方法を数値制御円筒研削盤に適用した形態として説明したが、他の形式の工作機械、例えば、数値制御旋盤において本発明の加工方法を適用することもできる。
また、上記実施の形態はワークを凹版印刷用の印刷ロールとして説明したが、ワークWは凸版印刷用のロールであってもよく、また印刷ロール以外のその他の長尺円筒ワークであってもよい。
また、上記ワークの振れ量測定は、ワークの両端と中央の3箇所としたが、これ以上の個所で振れ測定を行うようにしてもよい。印刷機或いはワークの特性によりワークの回転振れの最大値をワークの長手方向の1箇所で測定することができるような場合では、複数箇所での測定は必ずしも必要ではなく、そのような特定の1箇所でワークの回転振れを測定して最大振れと認定するようにしてもよい。
【0031】
さらに、振れ測定器40は、図1、図3及び図5に示すような形式のものに限られず、ワークWが持つ振れ量をカバーする測定レンジを有するものであれば、使用に供すことができる。特に、振れ測定器40は、工具台25の前面に装着した形式のものを採用したが、これ以外の形式のもの、例えば、工具台25の上面に搭載され、工具台25の上方位置から砥石Gの前方の計測位置に進退する形式のものも採用できる。
さらに、本発明方法を円筒研削盤として砥石台トラバース形のものに適用した形態を例示したが、砥石台をトラバースさせずにワークテーブル11をワーク軸線O1と平行に往復動するテーブルトラバース形のものに適用してもよい。この場合、振れ測定器40は、工具台以外の場所、例えばベッド10のような固定部に設置することもできる。
それ以上に、振れ測定器40はこの装置自体の案内送り機構を設け、この案内機構によりワーク軸線O1に沿って割り出し可能とし、この割り出し位置でワークの振れを測定するように構成してもよい。
【0032】
【発明の効果】
以上詳述したように、本発明によれば、ワークの回転振れを自動計測し、ワークの回転振れによる見かけ上の最大径部及び最小径部を工具台送り座標系の位置として記憶したので、加工サイクル開始位置への工具先端の設定及び加工サイクルの終了がこれら最大径部及び最小径部の工具台送り座標系の位置に基づいて手動操作に伴う人為的誤差を巻き込むことなく正確に短時間で自動決定される。このため、切込み開始位置はワークの最大径部に精密に接近でき、また最小径部の座標位置から所定の取代分切り込んだ位置で加工を確実に終了でき、振れ取り加工作業の省力化に役立つのみならず、加工時間の短縮や加工過多、つまり過度の切込みすぎの防止と云った実用上の効果を奏することができる。
【0033】
また、請求項2に記載の発明によれば、円筒研削盤において本発明方法を実施すると共に、振れ測定器を円筒研削盤の砥石を支持する工具台に搭載し、ワークの回転振れを測定できる工具台の位置を確定し、この測定位置において振れ測定器から振れ量の最大値及び最小値を得るようにしたので、振れの最大値及び最小値が工具台の送り座標系の位置に正確に置き換えられ、工具台の加工サイクルの制御を高精度かつ確実に実施可能とし、高精度かつ高能率な研削加工による振れ取り加工を実現できる。
【0034】
請求項3に記載の発明によれば、振れの最大値と最小値をワークの長手方向の略中間位置を含む複数の長手方向位置について測定し、これらの値の内の最大の値及び最小の値を取得してワークの最大径部及び最小径部としたので、砥石の振れ取り加工サイクルの開始位置及び終了位置がより一層高精度に制御できる。
さらに、請求項4に記載の発明によれば、加工サイクルの終了後に、振れ検出器によりワークの回転振れを確認するようにしたので、振れ取り加工の良否が機上で確認でき、修正加工が必要であれば、正規の振れ取り加工の設定状態で、修正加工を迅速かつ容易に行うことができる。
【図面の簡単な説明】
【図1】本発明の長尺円筒ワークの振れ取り加工方法を実施する数値制御円筒研削盤の概略平面図。
【図2】回転振れの測定個所を説明するための説明図。
【図3】振れ測定時における測定器プローブの係合位置とX軸座標系位置との関係を説明する説明図。
【図4】本発明による振れ取り加工方法を実施するために図1の数値制御円筒研削盤のCNC装置が実行するプログラムルーチンを示すフローチャート。
【図5】図3に示す測定器プローブの測定レンジとX軸座標系位置との関係を説明する説明図。
【図6】振れ取り研削サイクルにおける砥石Gの動きを説明する説明図。
【符号の説明】
W:長尺円筒ワーク、 12:主軸台、 13:心押台、 G:砥石(工具)、 25:砥石台(工具台)、 O1:ワークの回転軸線、 20:摺動台、 17、22、26:サーボモータ、 17a、22a、26a:エンコーダ、 50:CNC装置、40:測定器、 42:プローブ、 Pm:最大径部位置、Ps:最小径部位置、 Δx1:空研削量、 PCs:加工サイクル開始位置、 x2:切込み量(取代)、 PCf:加工サイクル終了位置[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a processing method for automatically removing run-out of a long cylindrical work such as a printing roll with a minimum necessary margin.
[0002]
[Prior art]
The printing rolls used for intaglio or letterpress printing are mounted on a printing press and used for a printing operation, and then regenerated to allow a new and different printing surface to be formed. In the reproduction operation, in the case of an intaglio printing roll, the roll surface is peeled off to remove characters, graphics, and the like that are depressed from the roll surface, and to remove rotational runout of the roll surface. The cause of this rotational runout is mainly that the accuracy of the center holes formed at both ends of the roll is impaired by the use as the roll support holes during the printing operation, and the shape of the center hole itself is distorted or the center hole is distorted by this collapse. This is because the center is substantially deviated from the outer peripheral surface. If the rotational runout is large, not only uneven printing density occurs but also printing becomes impossible in a printing operation in which the roll is reused. For this reason, the used printing roll is processed for subsequent reuse, the surface is peeled off, the printing operation surface is removed, and the run-out is removed.
[0003]
A conventional processing method for regenerating such a printing roll is to remove a used printing roll from a printing press, support both ends of the printing roll at a center on a processing machine such as a lathe, and rotate the roll while rotating the roll. The tool is manually cut by a predetermined amount from the position where the runout in the direction is maximum, and the tool and the roll are relatively moved in the longitudinal direction to traverse the tool so that the tool can contact the entire length of the roll. By repeating such manual cutting and traverse feed many times, the printing surface ahead of the entire length of the roll is removed, and the run-out is also removed.
Also, an attempt of a method of performing automatic processing using numerical control is conceivable. In this attempt, it is conceivable that the maximum run-out amount of the roll is first measured manually, and the initial position of the tool in the cutting direction with respect to the roll is set to a position considerably retracted from the maximum run-out amount. Then, from this initial position, a predetermined amount of infeed is provided at both ends or one end position of the roll, and then a reciprocating cutting feed is provided in the longitudinal direction of the roll, and the infeed and cutting are repeated a predetermined number of times to regenerate the roll surface. An embodiment of the working procedure for processing is conceivable.
[0004]
[Problems to be solved by the invention]
When a cut is manually given in the above-mentioned turning, the operator becomes unequivocally involved in the work of roll regeneration, which is disadvantageous in terms of labor saving.
When an attempt is made to perform automatic machining by using numerical control, the operator does not need to operate or monitor the machining work, which can contribute to labor savings.However, the initial position in the cutting direction of the tool is considerably reduced from the viewpoint of safety. It is necessary to program backward with a margin, and a considerable time loss is required from the start of the numerical control program operation to the actual start of material removal. In addition, the roll regeneration processing can be terminated when the runout of the previous printing surface has been removed from the surface of the roll, and the absolute size at the end is usually not particularly problematic. From the viewpoint of reliable removal of the surface and the run-out, it is necessary to carry out considerable over-cutting.
[0005]
Furthermore, in the conventional processing method using manual tool cutting and numerical control, the run-out measurement of a used roll before printing requires laborious and inaccurate work by an operator.
Instead of the lathe work, it is conceivable to perform the roll regeneration work using a numerically controlled cylindrical grinder, but in the case of using this cylindrical grinder, the initial processing of the work is substantially the same as that described for the numerically controlled lathe. At the end of processing, excessive cutting at the end of processing, and troublesome runout measurement. In particular, in the case where roll regeneration processing is attempted on a cylindrical grinder, it is necessary to set the cutting amount per turn of the grindstone as a tool to be smaller than that of a turning tool, so that material removal in the initial stage of the processing is involved. The time loss due to excessive setting of the empty grinding amount is a further problem.
[0006]
Therefore, a main object of the present invention is to solve these problems and to remove a surface of a long cylindrical work such as a printing roll after use of a certain operation and remove the runout with a minimum allowance. Accordingly, it is an object of the present invention to be able to perform the operation fully automatically and efficiently.
Another object of the present invention is to provide a processing method capable of performing a fully automatic and efficient processing for stripping a surface from a long cylindrical work and removing runout using a numerically controlled cylindrical grinder. .
[0007]
[Means for Solving the Problems and Their Functions]
In order to solve the above-mentioned problem, a run-out processing method according to
[0008]
According to this configuration, the apparent maximum diameter portion and the minimum diameter portion due to the rotational runout of the workpiece are stored as the positions of the tool-table feed coordinate system, so that the setting of the tool tip to the machining cycle start position and the end of the machining cycle are completed. The maximum diameter and the minimum diameter are determined based on the positions of the tool table cutting coordinate system. For this reason, the cutting start position can be precisely approached to the maximum diameter portion of the work, and the processing end time can be accurately set to a position where a predetermined allowance is removed based on the minimum diameter portion. As a result, useless idle machining time at the start of machining is reduced, and excessive machining, that is, excessive cutting is prevented.
[0009]
Preferably, as described in
Since the runout measuring instrument has determined the position of the tool table where the rotational runout of the workpiece can be measured, and obtained the maximum and minimum values of the runout from the runout measuring instrument at this measurement position, the maximum and minimum values of the runout were determined. It is accurately replaced by the position of the cutting coordinate system of the tool table, and the control of the machining cycle of the tool table is performed with high accuracy and reliability.
[0010]
Preferably, as in the swing processing method described in
The maximum value and the minimum value of the run-out are measured for a plurality of longitudinal positions including a substantially middle position in the longitudinal direction of the work, and the maximum value and the minimum value of these values are obtained, and the maximum diameter portion and the maximum value of the work are obtained. Since the diameter is the minimum diameter, the start position and the end position of the wobble processing cycle of the grindstone are accurately controlled.
[0011]
Furthermore, according to the run-out processing method of the fourth aspect, after the end of the processing cycle, the run-out measuring device checks the rotational run-out of the work.
As a result, the quality of the run-out processing is confirmed on the machine, and if it is determined that the corrective processing is necessary, the corrective processing is quickly and easily performed while maintaining the normal setting of the run-out processing.
[0012]
BEST MODE FOR CARRYING OUT THE INVENTION
Hereinafter, an embodiment of a method for removing a long workpiece according to the present invention will be described with reference to the drawings.
FIG. 1 is a schematic plan view of a numerically controlled cylindrical grinder for implementing the processing method of the present invention. In FIG. 1,
[0013]
The slide table 20 is slidably guided in the longitudinal direction of the work W (the direction of the rotational axis O1) along a pair of front and rear guide surfaces 21 formed at the rear of the
[0014]
The grindstone stand 25 rotatably supports a grindstone G as a processing tool around a grindstone axis O2 parallel to the rotation axis of the work at its front left end face side, and the grindstone G is fixed by a
[0015]
On the front surface of the grindstone table 25, a
The above-described
[0016]
FIG. 2 is an explanatory diagram illustrating a method for detecting a rotational runout of the work W in the runout processing method according to the present invention. The work W in the present embodiment is a roll for intaglio printing, and after being used on a printing machine (not shown), is removed from the printing machine and is center supported on a cylindrical grinding machine. In such a used roll W, characters, graphics, and other information are depressed as concave portions at a depth of, for example, about 40 μm on the outer peripheral surface. In addition, the center hole is deformed by printing ink or other impurities that enter the center hole during printing, and the center of support of the center hole is substantially deviated from the outer peripheral surface of the roll, which causes the roll W to rotate.
[0017]
Typically, as illustrated in FIG. 2, when both center holes are deviated in the same angular phase direction, the roll W has an apparent maximum indicated by a solid line when the phase angle direction is directed to the grindstone G side. When the diameter portion is inserted and the half rotation proceeds from the phase angle, an apparent minimum diameter portion indicated by a two-dot chain line is inserted to the grinding wheel G side. Further, another typical form of rotational runout is a case where both center holes of the roll W are biased in different angular phase directions by a half turn, and in this case, a substantially intermediate position in the longitudinal direction of the roll W has a minimum runout. Both ends are directed to the grindstone G with the apparent maximum diameter part on the opposite side of the diameter direction, respectively, and the minimum diameter part is directed to the grinding stone G on the opposite side of the diameter direction of each maximum diameter part. . In the latter case, on one angle phase, if one end of the roll W has a maximum diameter portion, the other end has a minimum diameter portion. At an angle phase different from that angle phase by half a rotation, one end side of the roll W has a minimum diameter portion. The other end is the maximum diameter portion.
The apparent maximum diameter means that the diameter of the cross-sectional area of the circle formed by the rotation locus of the maximum diameter appears to be larger than the diameter of the actual cross-sectional area.
[0018]
For this reason, when measuring the run-out with the measuring
Note that reference numeral Z0 in the drawing is the origin of the Z-axis coordinate of the cylindrical grinding machine to which the present embodiment is applied, and is defined as a boundary point between the center of the
[0019]
FIG. 3 shows a state of the
[0020]
Then, in the rotation phase in which the surface of the maximum diameter portion faces the grinding wheel G, the maximum diameter portion position Pm occupying the feed coordinate system X of the
[0021]
FIG. 4 shows a processing routine of a run-out processing program executed by the
[0022]
In the following step S3, based on N = 1, the
[0023]
Since N = 1, step S5 is executed following step S4, and the X-axis measurement position is determined at the end of the workpiece W (in this embodiment, the position where the measuring
[0024]
FIG. 5 is an explanatory view showing details of the measurement range of the measuring
[0025]
In this manner, in a state where the grindstone stand 25 is stopped at the position where the
[0026]
As a result, the second steps S3 and S5 to S8 are executed, and the maximum radial position Pm and the minimum radial position Ps in the X-axis coordinate system are detected for the work cross section at the intermediate position in the longitudinal direction of the work W shown in FIG. These positions are stored in the memory of the
[0027]
When the three sets of the maximum diameter portion position Pm and the minimum diameter portion position Ps are captured in this way, the process proceeds from step S8 to step S10, where the measuring
[0028]
After this cycle division processing, the process proceeds to step S12, and the machining cycle shown in FIG. 6 is executed. This processing cycle is a grinding method known as an intermittent traverse grinding method, in which a grinding wheel G is cut into the work W at one end or both ends of the rotating work W by a unit cut amount Δx3, and then the work W is rotated in the longitudinal direction of the work W. Is performed to give a traverse feed of When the traverse feed is given after the number of cuts of the grindstone G into the work W reaches the division number, the machining cycle is terminated immediately at the feed end or at the end where the traverse feed is performed in the reverse direction with the cut amount of zero. Then, the grindstone stand 25 retreats to the retreat end position, and the run-out processing ends.
As a result, the printing surface used in the previous intaglio printing operation is peeled off from the surface of the work, and at the same time, the rotational runout is removed, and the work W is regenerated for the next intaglio printing operation.
Briefly, an example of processing is as follows. The depth of the information-imprinted concave portion of the intaglio printing work surface of the work W is 0.04 mm and the run-out is 0.02 to 0.1 mm. The printing operation surface and the run-out were removed by performing a unit cut of a radius of 0.01 mm and a traverse feed about 15 to 17 times.
[0029]
In the present embodiment, after the above-described run-out processing cycle is executed, a run-out confirmation cycle is executed. That is, in step S13, the same processing as steps S3 to S9 is repeatedly performed a plurality of times, and the apparent maximum diameter position Pm and the minimum diameter Pm at the three cross sections at both ends and the center of the work shown in FIG. The part position Ps is measured. Subsequently, in step S14, a maximum shake amount Fmax, which is a deviation between the maximum value of the data of the three maximum radial position Pm and the minimum value of the data of the three minimum radial position Ps, is calculated. In step S16, it is determined whether or not this value exceeds the allowable maximum run-out amount Fref. If it does, an NG report indicating a processing failure is made in step S16, and the routine in FIG.
As a result, the quality of the reworked workpiece that has been subjected to the deflection processing is inspected on the machine, and the defective workpiece is subjected to correction processing to be a non-defective workpiece.
[0030]
(Other embodiments)
In the above-described embodiment, the processing method according to the present invention has been described as being applied to a numerically controlled cylindrical grinding machine. However, other types of machine tools, for example, the processing method according to the present invention may be applied to a numerically controlled lathe. it can.
In the above embodiment, the work is described as a printing roll for intaglio printing. However, the work W may be a roll for letterpress printing, or may be another long cylindrical work other than the printing roll. .
In addition, the measurement of the run-out amount of the work is performed at three positions at both ends and the center of the work. However, the run-out measurement may be performed at more places. In the case where the maximum value of the rotational vibration of the work can be measured at one place in the longitudinal direction of the work due to the characteristics of the printing press or the work, the measurement at a plurality of places is not necessarily required, and such a specific one is not required. The rotational run-out of the work may be measured at a location to determine the maximum run-out.
[0031]
Further, the
Further, the form in which the method of the present invention is applied to a grindstone traverse type as a cylindrical grinder has been exemplified, but a table traverse type in which the work table 11 reciprocates in parallel with the work axis O1 without traversing the grindstone head. May be applied. In this case, the
Further, the
[0032]
【The invention's effect】
As described above in detail, according to the present invention, the rotational runout of the work is automatically measured, and the apparent maximum diameter portion and the minimum diameter portion due to the rotational runout of the work are stored as the positions of the tool-table feed coordinate system. The setting of the tool tip to the machining cycle start position and the end of the machining cycle can be performed accurately and quickly without involving the human error caused by manual operation based on the position of the tool table feed coordinate system of the largest diameter part and the smallest diameter part. Is determined automatically. For this reason, the cutting start position can be precisely approached to the maximum diameter portion of the work, and the processing can be reliably finished at a position cut by a predetermined allowance from the coordinate position of the minimum diameter portion, which contributes to labor saving of the run-out processing operation. In addition, practical effects such as shortening of machining time and prevention of excessive machining, that is, prevention of excessive excessive cutting, can be obtained.
[0033]
According to the second aspect of the present invention, the method of the present invention can be carried out on a cylindrical grinder, and a runout measuring device can be mounted on a tool table supporting a grindstone of the cylindrical grinder to measure rotational runout of a work. Since the position of the tool stand is determined and the maximum and minimum values of the run-out amount are obtained from the run-out measuring device at this measurement position, the maximum and minimum values of the run-out are accurately set to the position of the feed coordinate system of the tool base. In other words, the control of the machining cycle of the tool table can be performed with high accuracy and certainty, and a highly accurate and efficient run-out process by grinding can be realized.
[0034]
According to the third aspect of the present invention, the maximum value and the minimum value of the runout are measured for a plurality of longitudinal positions including a substantially middle position in the longitudinal direction of the workpiece, and the maximum value and the minimum value among these values are measured. Since the values are obtained and set as the maximum diameter portion and the minimum diameter portion of the workpiece, the start position and the end position of the wobble processing cycle of the grindstone can be controlled with higher accuracy.
Furthermore, according to the invention as set forth in
[Brief description of the drawings]
FIG. 1 is a schematic plan view of a numerically controlled cylindrical grinder that implements a method of processing a long cylindrical workpiece according to the present invention.
FIG. 2 is an explanatory diagram for explaining a measurement position of rotational shake.
FIG. 3 is an explanatory diagram illustrating a relationship between an engagement position of a measuring instrument probe and a position on an X-axis coordinate system at the time of shake measurement.
FIG. 4 is a flowchart showing a program routine executed by the CNC apparatus of the numerically controlled cylindrical grinding machine of FIG. 1 to carry out the run-out processing method according to the present invention.
FIG. 5 is an explanatory diagram for explaining a relationship between a measurement range of the measuring instrument probe shown in FIG. 3 and a position on an X-axis coordinate system.
FIG. 6 is an explanatory diagram for explaining the movement of the grindstone G in the run-out grinding cycle.
[Explanation of symbols]
W: long cylindrical workpiece, 12: headstock, 13: tailstock, G: grinding wheel (tool), 25: grinding wheel table (tool table), O1: rotation axis of the workpiece, 20: slide table, 17, 22 , 26: servo motor, 17a, 22a, 26a: encoder, 50: CNC device, 40: measuring instrument, 42: probe, Pm: maximum diameter position, Ps: minimum diameter position, Δx1: empty grinding amount, PCs: Machining cycle start position, x2: Depth of cut (stock), PCf: Machining cycle end position
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002347840A JP4281339B2 (en) | 2002-11-29 | 2002-11-29 | Deflection method for long cylindrical workpiece in numerically controlled machine tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002347840A JP4281339B2 (en) | 2002-11-29 | 2002-11-29 | Deflection method for long cylindrical workpiece in numerically controlled machine tool |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004181537A true JP2004181537A (en) | 2004-07-02 |
| JP4281339B2 JP4281339B2 (en) | 2009-06-17 |
Family
ID=32750906
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002347840A Expired - Fee Related JP4281339B2 (en) | 2002-11-29 | 2002-11-29 | Deflection method for long cylindrical workpiece in numerically controlled machine tool |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4281339B2 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104057370A (en) * | 2014-06-11 | 2014-09-24 | 洛阳高精机械制造有限公司 | High-precision numerical control cylindrical roller fine grinding and ultra-fine grinding integral machine tool |
| KR101865278B1 (en) * | 2016-12-13 | 2018-06-07 | 김대환 | Apparatus for grinding gravure plate-making roll for grinding the gravure plate-making roll |
| KR102116974B1 (en) * | 2019-05-13 | 2020-05-29 | 시너지메탈 주식회사 | Grinding apparatus for surface of round bar |
| CN111347351A (en) * | 2020-03-20 | 2020-06-30 | 河南中烟工业有限责任公司 | Pneumatic feeding control method and feeding device for cigarette cutting grinding wheel of plug assembler |
| JP2020116714A (en) * | 2019-01-27 | 2020-08-06 | 三井精機工業株式会社 | Grinder and operation method for probing device thereof |
| CN112833731A (en) * | 2021-01-04 | 2021-05-25 | 无锡蠡湖增压技术股份有限公司 | Method for detecting runout of inner diameter groove |
-
2002
- 2002-11-29 JP JP2002347840A patent/JP4281339B2/en not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104057370A (en) * | 2014-06-11 | 2014-09-24 | 洛阳高精机械制造有限公司 | High-precision numerical control cylindrical roller fine grinding and ultra-fine grinding integral machine tool |
| KR101865278B1 (en) * | 2016-12-13 | 2018-06-07 | 김대환 | Apparatus for grinding gravure plate-making roll for grinding the gravure plate-making roll |
| JP2020116714A (en) * | 2019-01-27 | 2020-08-06 | 三井精機工業株式会社 | Grinder and operation method for probing device thereof |
| JP7168469B2 (en) | 2019-01-27 | 2022-11-09 | 三井精機工業株式会社 | Grinding machine and its probing equipment operation method |
| KR102116974B1 (en) * | 2019-05-13 | 2020-05-29 | 시너지메탈 주식회사 | Grinding apparatus for surface of round bar |
| CN111347351A (en) * | 2020-03-20 | 2020-06-30 | 河南中烟工业有限责任公司 | Pneumatic feeding control method and feeding device for cigarette cutting grinding wheel of plug assembler |
| CN112833731A (en) * | 2021-01-04 | 2021-05-25 | 无锡蠡湖增压技术股份有限公司 | Method for detecting runout of inner diameter groove |
| CN112833731B (en) * | 2021-01-04 | 2022-06-28 | 无锡蠡湖增压技术股份有限公司 | Method for detecting runout of inner diameter groove |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4281339B2 (en) | 2009-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW201741053A (en) | Work processing method, spindle angle correction device, and complex lathe | |
| US5766059A (en) | Method of grinding a workpiece | |
| JP2005088191A (en) | Method and device for aligning work having pre-cut teeth on gear finishing machine | |
| EP1380385B1 (en) | Method of simultaneously grinding a plurality of grinding portions on a workpiece | |
| JP4049911B2 (en) | Method and apparatus for monitoring and controlling tailstock of machine tool | |
| JP4281339B2 (en) | Deflection method for long cylindrical workpiece in numerically controlled machine tool | |
| JP4947534B2 (en) | Machine tool and method of operating machine tool | |
| JP5395570B2 (en) | Cylindrical grinding method and apparatus | |
| JP4959060B2 (en) | Processing equipment | |
| US5272843A (en) | Method and apparatus for truing a grinding wheel | |
| JP2008207260A (en) | Grinding method of journal part of work | |
| JP2531609Y2 (en) | Check device for phase and diameter of non-circular workpiece | |
| JPH1133801A (en) | Groove machining device | |
| JP2000271827A (en) | Compound machine method and compound machining device | |
| JPH0985621A (en) | Machine tool | |
| JP2008302466A (en) | Grinder | |
| JP3834493B2 (en) | Compound grinding method and apparatus | |
| JP3640618B2 (en) | Numerically controlled lathe having comb-type counter tool post, workpiece machining method using this numerically controlled lathe, and program thereof | |
| JP3812869B2 (en) | Cylindrical grinding method and apparatus | |
| JP3886694B2 (en) | Grinding apparatus and grinding method | |
| JP3241453B2 (en) | Grinding method | |
| JP3168767B2 (en) | Grinding equipment | |
| CN116710222A (en) | Turning method, machining system, and machining program | |
| JP3898437B2 (en) | Grooving method and processing apparatus used directly for the implementation | |
| JP5512427B2 (en) | Processed parts production method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050330 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070508 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090224 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090309 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120327 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |