JP2004172012A - 電池用安全機構の製造方法 - Google Patents
電池用安全機構の製造方法 Download PDFInfo
- Publication number
- JP2004172012A JP2004172012A JP2002338345A JP2002338345A JP2004172012A JP 2004172012 A JP2004172012 A JP 2004172012A JP 2002338345 A JP2002338345 A JP 2002338345A JP 2002338345 A JP2002338345 A JP 2002338345A JP 2004172012 A JP2004172012 A JP 2004172012A
- Authority
- JP
- Japan
- Prior art keywords
- safety valve
- battery
- valve body
- manufacturing
- safety
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Gas Exhaust Devices For Batteries (AREA)
Abstract
【解決手段】電池ケース1とこの電池ケース1の開口部を封口する封口体3とからなる密閉容器の一部に、排気孔11と、この排気孔11の外方側の孔縁部に位置する環状の内鍔状受台座部20と、受台座部20の外周端から垂直方向に立ち上がる側周壁面6に沿って密閉容器の一面より所定長さ突出する環状の保持突片部21とを形成する工程と、安全弁体12を受台座部20上に載置する工程と、保持突片部21を内方にかしめ加工して塑性変形させながら安全弁体12の周端部上に押し付けて、受台座部20との間に安全弁体12の周端部を挟持固定する工程とを備えている
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、密閉型電池における電池内圧が設定値まで上昇した時点で安全弁体を開裂させて電池ケース内部の発生ガスなどを排出する電池用安全機構を好適に製造するための製造方法に関するものである。
【0002】
【従来の技術】
近年では、AV機器あるいはパソコンや携帯型通信機器などの電気機器のポータブル化、コードレス化および高性能化が急速に促進されている。これらの電気機器の駆動用電源としては、従来においてニッケルカドミウム電池やニッケル水素電池が主に用いられていたが、これらの電池は、放電電位が低いため、上記電気機器の駆動用電源に要求される高エネルギ密度化への要求に十分に応じることができない。
【0003】
そこで、近年では、リチウムやリチウム合金もしくは炭素材料のようなリチウムイオンをドープおよび脱ドープ可能な物質を負極活物質として用い、正極活物質としてリチウムコバルト複合酸化物などのリチウム複合酸化物を使用するリチウムイオン二次電池などの非水電解質二次電池が注目されている。すなわち、この非水電解質二次電池は、電池電圧が高く、急速充電が可能で高エネルギ密度を有し、自己放電も少なく、且つサイクル特性に優れているからである。
【0004】
ところで、非水電解質二次電池は、有機電解液を電池ケース内部に収容する構造上、長期にわたって安定した密閉性および気密性が要求されることから、一般に密閉構造になっている。このような密閉型の非水電解質二次電池では、電池内部に収容されている発電要素が何らかの原因で異常反応を起こして電池内圧が急激に上昇したような場合に、電池ケースの破損を招くおそれがある。例えば、充電時に所定以上の電気量の電流が流れて過充電状態となったり、あるいは誤使用で短絡状態となって大電流が流れたような場合には、有機電解液などが分解されてガスが発生し、これにより電池内圧や電池温度が急上昇するおそれがある。このため、密閉型の非水電解質二次電池には、異常反応の発生時に電池内圧を開放して電池ケースの破損を未然に防止するための安全機構が設けられている。
【0005】
従来の電池用安全機構としては、電池蓋にプレス加工や切削加工によって環状の切欠き溝を刻設し、設定値を越えて上昇した電池内圧によって切欠き溝に開裂を発生させることにより、その開裂部を通じて電池内圧を開放する構成としたもの(例えば、特許文献1参照)や、電池蓋に設けた通気孔を塞ぐように配置した金属箔を電池蓋に溶接により接合し、設定値を越えて上昇した電池内圧によって金属箔に開裂を発生させることにより、その開裂部を通じて電池内圧を開放させる構成としたもの(例えば、特許文献2参照)が一般に知られている。
【0006】
ところで、一般的な密閉型の角形電池では、電池内圧が3Mpaを越えた場合に角形電池ケースが破損する危険性が生じるので、このような電池内圧に至らないように、安全機構としては、電池内圧を開放させるための電池内圧である開裂圧を2Mpa程度に設定する必要がある。ところが、前者の切欠き溝を刻設する構造では、環状の切欠き溝で囲まれた受圧部の面積と切欠き溝の厚さによって上記開裂圧が設定されるが、切欠き溝の形成に用いられるプレス加工や切削加工による肉厚の下限が0.02mm程度であるから、上記受圧部として十分に大きな面積を確保し難い小型の角形電池では、開裂圧が3Mpaを越えてしまうことがあり、角形電池ケースの破損を確実に防止することが困難となる場合がある。なお、円筒形電池では、電池内圧が5Mpaを越えた場合に円筒形電池ケースが破損する危険性が生じるが、安全機構としては、開裂圧をやはり2Mpa程度に設定する必要がある。
【0007】
一方、後者の金属箔を電池蓋に溶接する構造では、金属箔における通気孔を閉塞する部分である受圧部の面積と金属箔の厚さによって開裂圧が設定され、金属箔の厚さが薄くなる程開裂圧が低くなるが、厚さの薄い金属箔の溶接は困難であるとともに、溶接に際してダメージが生じ易いので、開裂圧が安定しない。また、溶接による金属箔の接合では、金属箔にピンホールが発生して電池の密閉性が損なわれることがあり、信頼性が低いという問題もある。
【0008】
そこで、従来では、電池蓋に通気孔を形成するとともに上記通気孔を閉塞するように配置した金属箔を冷間圧接法によって電池蓋における通気孔の孔縁部に接合した電池用安全機構が提案されている(例えば、特許文献3参照)。この安全機構では、厚みの薄い金属箔であっても、この金属箔を冷間圧接法によってダメージやピンホールを生じることなく接合できる利点がある。また、この安全機構では、金属箔が一対の冷間圧接用金型によって電池蓋に圧接されることで、金属箔における冷間圧接用金型で圧接された部分が圧接前に比べて肉厚が約1/2以下となるので、冷間圧接用金型の歯先形状を適宜選択することにより、金属箔の接合部よりも内周側であって、この接合部の側近箇所に肉厚の薄い薄肉部を形成できるので、この薄肉部によって開裂圧を低く設定できる利点もある。
【0009】
ところが、この電池用安全機構では、安全弁体となる金属箔の接合手段として冷間圧接法を用いることから、上記安全弁体の形成素材が金属のみに限定されてしまい、実際には上述した金属箔しか使用することができない。そのため、通気孔の外方側孔縁部と金属箔との接合箇所に有機電解液が付着した場合には、有機電解液が空気中の水分と接することによる化学反応によって金属箔を腐食させるので、この金属箔の腐食を防ぐ手段を別途設ける必要があり、その分だけコスト高になる。
【0010】
また、金属箔は、その周端部を一対の冷間圧接用金型で電池蓋に圧接する工程を経て接合されることから、生産性を高めるのが難しいとともに製造コストが高くつく。しかも、上記接合手段では、一対の冷間圧接用金型によって金属箔の周端部の全体に対し均一な圧接力を作用させることが困難であるから、通気孔を金属箔で閉塞したときの密閉性に問題があるとともに、金属箔における弱い圧接力で接合された箇所が電池蓋から剥がれ易いので、有機電解液が金属箔と電池蓋との隙間から蒸発するおそれがあり、長期間にわたり電解液の耐漏液性に十分な信頼性を確保することができない。
【0011】
さらに、開裂圧は、金属箔の接合部に対し内周側の側近箇所に形成される薄肉部の厚さに左右されるから、電池の容量の大小などの別に対応して開裂圧を適正値に設定することが難しく、開裂圧が安定しないという問題もある。
【0012】
一方、従来では、溶接や上記冷間圧接法などの接合手段を用いないで安全弁体を固定できる構成とした電池用安全機構も提案されている(例えば、特許文献4参照)。この安全機構は、電池ケースまたは電池蓋に通気孔および座ぐり部を連通して設け、座ぐり部に載置した安全弁体で通気孔を閉塞した状態で座ぐり部の周縁部の材料を塑性変形させて、安全弁体の周縁部を座ぐり部と塑性変形させた材料とで挟持固定した構成を有している。この安全機構では、安全弁体として、非金属シートを用いることが可能であるから、金属箔の場合のような有機電解液の付着による腐食の発生といったことが生じない利点がある。
【0013】
【特許文献1】
特開平1−309252号公報
【0014】
【特許文献2】
特開2000−106160号公報
【0015】
【特許文献3】
特開平10−144277号公報
【0016】
【特許文献4】
特開平2002−75314号公報
【0017】
【発明が解決しようとする課題】
しかしながら、上記の材料の塑性変形による挟持手段で安全弁体を機械的に固定する電池用安全機構には、解決すべき問題が未だ残存している。すなわち、上記安全機構では、座ぐり部上に載置した安全弁体を、座ぐり部の周縁部の材料の塑性変形によって挟持させる工程において、安全弁体に対しこれの周囲から中心部に向かう圧縮応力が加わるため、安全弁体に皺および弛みが生じ、これに起因して密閉性が損なわれるおそれがあるとともに、安全弁体は、上記圧縮応力を受けることに起因してる弛みが生じ、中央部が電池内方へ向け膨れ出る断面凹形状に変形されてしまう。この場合、腐食の発生防止を目的として樹脂シートや樹脂ラミネートシートなどを安全弁体に用いたときには、開裂圧にどうしてもばらつきが生じて開裂圧を安定化するのが難しく、開裂圧を正確に設定できない。
【0018】
また、安全弁体の挟持固定は、座ぐり部の周縁部の材料のみの塑性変形で行うので、特に、安全機構を設ける電池ケースまたは電池蓋の厚みが薄い場合に、安全弁体を挟持するための塑性材料が不足して、安全弁体による通気孔の密閉性に問題が残る。また、安全機構を設けた電池ケースまたは電池蓋は、安全弁体の周縁部に対向する箇所が材料の塑性変形によって凹所になってしまい、電池ケースや電池蓋の外面を面一とすることができない。
【0019】
そこで本発明は、上記従来の課題に鑑みてなされたもので、密閉性および耐漏液性に対する高い信頼性を長期間にわたり確保でき、且つ電池容量の大小に拘わらず開裂圧を適正値に正確に設定することが可能な電池用安全機構を、工程不良の発生などを確実に防止して製造できる電池用安全機構の製造方法を提供することを目的とするものである。
【0020】
【課題を解決するための手段】
上記目的を達成するために、本発明に係る電池用安全機構の製造方法は、有底筒状の電池ケースとこの電池ケースの開口部を封口する封口体とからなる密閉容器の一部に、排気孔と、この排気孔の内方側の孔縁部に位置する環状の内鍔状受台座部と、前記受台座部の外周端から垂直方向に立ち上がる側周壁面に沿って前記密閉容器の一面より所定長さ突出する環状の保持突片部とを形成する工程と、安全弁体を前記保持突片部内に嵌入して前記受台座部上に載置する工程と、前記保持突片部を内方にかしめ加工して塑性変形させながら前記安全弁体の周端部上に押し付けて、塑性変形した前記保持突片部と前記受台座部との間に前記安全弁体の周端部を挟持固定する工程とを備えていることを特徴としている。
【0021】
この電池用安全機構の製造方法では、かしめ加工により保持突片部を塑性変形させた材料を安全弁体の周端部に対しほぼ垂直な方向から押し付けて、安全弁体を機械的に挟持固定するので、安全弁体に圧縮応力が加わらないから、安全弁体を、皺や弛みの無い張った平板状に保持することができ、開裂圧を適正値に正確に設定することができる。また、溶接や冷間圧接法などの固定手段を用いないので、安全弁体としての材質および厚さに制限がなくなり、非金属製の安全弁体を用いることによって耐漏液性に対する高い信頼性を長期間にわたり確保できる安全機構を作製できる。さらに、安全弁体として、厚みの薄いものを支障なく使用できるので、小型電池に適用するために排気孔を小さな断面積に形成する場合であっても、安全弁体の受圧面積が小さくなるのに対応して安全弁体の厚みを薄く設定することにより、開裂圧を適正値に正確に設定することができる。さらに、安全弁体は、その周端部を塑性変形された十分な量の材料で挟持されるので、周端部の全体にわたり高い密閉性で強固に固定されて、一部が嵌合溝から外れるといったおそれが全くなくなり、高い信頼性を有するものとなる。
【0022】
上記発明における安全弁体を受台座部上に載置する工程の前または後に、前記受台座部に対応したリング形状のパッキンを、前記受台座部上または前記安全弁体上に載置する工程を備え、内方にかしめ加工されて塑性変形する保持突片部の内壁と前記受台座部との間に、重合状態の前記安全弁体の周端部と前記パッキンとを挟持固定することが好ましい。
【0023】
これにより、かしめ加工により保持突片部を塑性変形させた材料を安全弁体の周端部に押し付けて安全弁体を挟持固定する際に、上記かしめ加工のばらつきに起因して塑性変形された材料が安全弁体の周端部に押し付けられる方向に多少のばらつきが生じても、塑性変形された材料が安全弁体の周端部を中央寄りに押圧しようとする力をパッキンが抑制するので、安全弁体に圧縮応力が加わるのを確実に阻止することができ、安全弁体を、皺や弛みの無い平板状に一層確実に保持することができる。また、この製造方法では、パッキンによって安全弁体の封止性が一層向上する利点もある。
【0024】
上記発明において、安全弁体として、金属箔の両面を樹脂で被覆してなる樹脂ラミネートシートまたは樹脂シートを用いることが好ましい。これにより、有機電解液の付着による腐食のおそれがないので、腐食防止手段を設ける必要がなくなり、その分だけコストを低減できる。また、安全弁体の周端部は、保持突片部を塑性変形させた材料がほぼ垂直な方向から押し付けられて挟持固定されるので、従来方法の場合のような圧縮応力が加わらないから、皺や弛みが生じることなく張った平板状に確実に保持でき、樹脂ラミネートシートまたは樹脂シートからなる安全弁体の開裂圧をばらつきなく正確に設定することができる。
【0025】
同上の発明において、安全弁体を受台座部上に載置する工程の後に、樹脂ラミネートシートまたは樹脂シートにおける被覆樹脂を前記受台座部に熱溶着して、前記安全弁体を前記受台座部に仮止めする工程を備えていることが好ましい。
【0026】
これにより、かしめ加工により保持突片部を塑性変形させた材料を安全弁体の周端部に押し付けて安全弁体を挟持固定する際に、上記かしめ加工のばらつきに起因して塑性変形された材料が安全弁体の周端部に押し付けられる方向に多少のばらつきが生じても、安全弁体は予め仮止めしていることから、塑性変形された材料が安全弁体の周端部を中央寄りに押圧しようとする力に抗して安全弁体を皺や弛みの無い平板状に確実に保持できる。
【0027】
上記発明において、排気孔を、封口体または電池ケースの底面の何れか一方に形成することが好ましい。これにより、電池内圧を安全弁体に効果的に作用させることができるとともに、積層形の発電要素または渦巻形の発電要素の何れが電池ケース内に収容されている場合であっても、発電要素の極板に沿って流動する電池内部の発生ガスなどを安全弁体の開裂部から効率的に外部排出させることができる。
【0028】
また、上記発明において、受台座部における安全弁体の載置面に、ローレット加工による粗面部または複数の環状溝あるいは環状凸条を、前記安全弁体の取り付けに先立って形成することが好ましい。
【0029】
これにより、粗面部や環状溝などの存在によって受台座部と安全弁体との密着性が格段に向上して、安全弁体と受台座部との間に高い密閉性が得られるとともに、その密閉性を長期間にわたり確保できるから、耐漏液性が一層高くなり、特に、有機電解液の蒸発が確実に防止される。
【0030】
本発明に係る密閉型電池は、電池用安全機構が本発明に係る製造方法によって封口体または電池ケースの底面の何れか一方に形成され、前記電池ケースの内部に発電要素および電解液が収納され、前記電池ケースの開口部が前記封口体により封口されて密閉容器が構成されていることを特徴としている。
【0031】
この密閉型電池によれば、過充電や逆充電といった通常使用時とは異なる状態で使用されたり、短絡などのトラブルが発生した場合に電池内圧が上昇して、その電池内圧が安全弁体に加わり、その電池内圧が予め設定された開裂圧を越えた時点で安全弁体が開裂し、その開裂部分を通じて電池内部の発生ガスが排気され、電池内圧の上昇に起因する電池ケースの膨張や破損といった不具合の発生が回避される。
【0032】
【発明の実施の形態】
以下、本発明に係る電池用安全機構の好ましい実施の形態について、図面を参照しながら詳述する。図1(a)〜(g)は本発明の一実施の形態に係る電池用安全機構の製造方法を具現化した製造過程を工程順に示した断面図である。この実施の形態では、(a)に示す封口板3に電池用安全機構を設ける場合を例示して説明する。この封口板3における電池用安全機構を設けるべき箇所には、(b)に示すように、例えば打ち抜き加工によって下孔5を穿設する。つぎに、(c)に示すように、下孔5にはバーリング加工を施して、下孔5の拡径に伴い塑性変形された材料によって封口板3の上面から円筒状に突出する保持突片部21を形成する。
【0033】
続いて、(d)に示すように、保持突片部21には所定の内径となるように拡径する成形加工を施して、保持突片部21の内側下方に内鍔状の受台座部20を形成する。このとき、受台座部20の中央部の透孔は、保持突片部21を所定の内径に拡径するときの加工力による材料の塑性変形によって縮径される。そこで、(e)に示すように、受台座部20の中央部には、穿孔加工を施して、所定の孔径の排気孔11に整形加工する。これにより、封口板3には、排気孔11の内方側の孔縁部に平面視リング形状の内鍔状の受台座部20が設けられ、さらに、受台座部20の外周端から垂直に立ち上がる側周壁面6に沿って封口板3の上面より所定長さ突出した円筒状の保持突片部21が一体形成される。
【0034】
一方、(e)に示すように、安全弁体12は、保持突片部21の内径よりも僅かに小さな径を有する円形状、つまり保持突片部21内に容易に嵌入できる円形状に打ち抜き形成する。そして、(e)に矢印および2点鎖線でそれぞれ示すように、安全弁体12は、保持突片部21内に嵌入して受台座部20上に載置し、続いて、受台座部に対応したリング形状の樹脂製のパッキン15を、安全弁体上12上に載置する。
【0035】
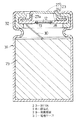
つぎに、(f)に示すように、保持突片部21には、内方に向け傾斜する形状に予備かしめ加工を施し、続いて、(g)に示すように、本かしめ加工することにより、保持突片部21は、塑性変形しながらパッキン15を介して安全弁体12の周端部上に押し付けられて、重合状態のパッキン15と安全弁体12の周端部とを塑性変形した保持突片部21の内壁と受台座部20との間に上下から強固に挟持固定する。封口板3における保持突片部21が形成されていた箇所は、保持突片部21の塑性変形によって封口板3の外面(図の上面)と面一になるよう整形されるとともに、保持突片部21の塑性変形部分と受台座部20とによって安全弁体12の周端部を挟持固定する嵌合溝13が形成される。なお、封口板3における保持突片部21が形成されていた箇所は、この実施の形態のようにかしめ加工時に封口板3の外面と面一になるように整形することが必ずしも必要ではなく、封口板3の外面よりも若干膨出した形状になっていても支障がない。
【0036】
上述のように、安全弁体12は封口板3の嵌合溝13に嵌入した配置で封口板3の塑性変形によって機械的に挟持固定されることから、従来の溶接や冷間圧接法による接合手段で金属箔を取り付ける場合と異なり、安全弁体12としては、いかなる材質のいかなる厚みのものをも用いることができる。例えば、安全弁体12としては、金属箔の他に、金属箔の両面に樹脂がラミネートされてなる樹脂ラミネートシートや合成樹脂製フィルム状の樹脂シートなどを好適に用いることが可能である。この樹脂ラミネートシートまたは樹脂シートを安全弁体12として用いる場合には、有機電解液が付着した場合でも腐食のおそれがないので、金属箔を冷間圧接法で接合する場合のような腐食防止手段を設ける必要がなく、その分だけコストが低減する。
【0037】
ここで、安全弁体12として樹脂ラミネートシート膜体または樹脂シートを用いる場合には、その安全弁体12が皺や弛みの無い平板状に張った状態で保持されていなければ、開裂圧を正確に設定することが困難となる。これに対し、上記の安全機構の製造方法では、安全弁体12を受台座部20上に載置した状態で、受台座部20の外周端から垂直に立ち上がる側周壁面6に沿って封口板3の上面より所定長さ突出した円筒状の保持突片部21を、かしめ加工により内側下方に塑性変形させて、安全弁体12の周端部に対しほぼ直交方向(この場合、上下方向)から押し付けるようにしている。したがって、安全弁体12に周囲から中心部に向かう圧縮応力が加わる従来方法とは異なり、この製造方法では、安全弁体12を皺や弛みの無い張った平板状を保持して挟持固定できるから、樹脂ラミネートシートまたは樹脂シートを用を用いながらも開裂圧をばらつき無く正確に設定でき、しかも、安全弁体12の破損といった工程不良が発生するおそれもない。
【0038】
しかも、上記製造方法では、安全弁体12を受台座部20上に載置した後に、パッキン15を安全弁体上12に載置しているので、かしめ加工により保持突片部21が塑性変形された材料をパッキン15を介し安全弁体12の周端部に押し付けて安全弁体を挟持固定する際に、上記かしめ加工のばらつきに起因して塑性変形された材料が安全弁体12の周端部に押し付けられる方向に多少のばらつきが生じても、塑性変形された材料が安全弁体12の周端部を中央寄りに押圧しようとする力をパッキン15が抑制するので、安全弁体12に圧縮応力が加わるのを確実に阻止することができ、安全弁体12を、皺や弛みの無い平板状に一層確実に保持することができる。さらに、この製造方法では、パッキン15によって安全弁体12の封止性が一層向上する利点もある。なお、パッキン15を予め受台座部20上に載置したのちに、安全弁体12の周端部をパッキン15上に載置するようにしても、上述とほぼ同様の効果を得ることができる。
【0039】
また、安全弁体12の挟持固定に際しては、予め封口板3の上面から突設させた保持突片部21を塑性変形させるので、適正量の塑性材料を用いて安全弁体12の周端部をこれの全体にわたり高い密閉性で強固に固定することができ、一部が嵌合溝13から外れるといったおそれが全くない。
【0040】
これにより、上記製造方法により作製した電池用安全機構は、優れた密閉性および耐漏液性を長期間にわたり確実に確保することができ、高い信頼性を有するものとなり、また、溶接や冷間圧接法で金属箔を接合する場合に比較して、安全弁体12を保持突片部21内に落とし込む状態に嵌入したのちに、保持突片部21を内方に向けかしめ加工するだけの極めて簡単な手段で安全弁体12を取り付けできることから、高い生産性で製造することができるとともに、安全機構自体も簡素化された構成であるため、製造コストを相当に低減することが可能となる。
【0041】
図2(a),(b)は、上記製造方法で作製した電池用安全機構を備えた角形の密閉型電池を示す平面図および縦断面図であり、この実施の形態では角形リチウム二次電池を例示してある。この角形リチウム二次電池は、偏平な有底角筒状のアルミニウム製電池ケース1に、正極板と負極板とがセパレータを介在して積層状態または積層状態で渦巻状に巻回された電極群からなる発電要素2が収納されている。電池ケース1の開口端内周面には電池蓋となる封口板3が嵌合され、この角形電池ケース1と封口板3とは、これらの嵌合部をレーザー溶接などによって一体化されて,電池ケース1が封口板3によって液密且つ気密に封口されて密閉容器が構成されている。
【0042】
封口板3は、その中央部が内方へ凹む形状に形成され、その中央部に取付孔4が貫通形成されている。取付孔4には、耐電解液性で、且つ電気絶縁性の合成樹脂製の上部絶縁ガスケット7を装着した負極ターミナル8が取り付けられている。負極ターミナル8は、ニッケルまたはニケッルめっき鋼製のリベットからなリ、この負極ターミナル8は、その下部に下部絶縁ガスケット9およびワッシャ10を嵌合させた状態で下端部がかしめ加工されることにより封口板3に固着され、上,下部の絶縁ガスケット7,9に対し液密且つ気密に密着されている。封口板3における負極ターミナル8の一方側(図の左方側)には、上記実施の形態の製造方法によって作製された電池用安全機構が設けられている。
【0043】
封口板3における負極ターミナル8の他方側(図の右方側)には注液孔14が設けられており、封口板3が電池ケース1にレーザー溶接などにより固着されたのちに、上記注液孔14から所定量の有機電解液が注入される。注液孔14は、電解液の注入終了後に封栓17を嵌入して閉塞される。発電要素2の正極用集電リード18は、封口板3の内面にレーザービームによるスポット溶接により接続され、負極用集電リード19はワッシャ10に対し抵抗溶接により接続されている。この接続に際しては、超音波溶接などの他の接合手段を採用できるのは勿論である。
【0044】
上述のようにして形成された電池用安全機構を備えた密閉型電池では、過充電や逆充電といった通常使用時とは異なる状態で使用されたり、短絡などのトラブルが発生した場合に電池内圧が上昇し、その電池内圧が安全弁体12に加わる。そして、電池内圧が予め設定された開裂圧を越えた場合には、その時点で安全弁体12が開裂し、その開裂箇所を通じて電池内部の発生ガスが排気され、電池内圧の上昇に起因する電池ケース1の膨張や破損といった不具合の発生が回避される。あるいは、密閉型電池の内部での異常反応の進行を初期の段階で停止させて、過充電電流または短絡電流に起因する温度上昇を初期のうちに抑制することができる。因みに、実測結果を示すと、図2の構成とした角形電池における電池ケース1と負極ターミナル8との間に15Vで3Aの電力を供給して過充電を行ったところ、電池内圧が設定値に達した時点で安全弁体12に開裂が生じて、電池ケース1が破損することがなかった。
【0045】
上記電池用安全機構は、安全弁体12を封口板3の形成材料の塑性変形によって機械的に挟持して取り付けることから、安全弁体12としての材質および厚さに制限がなくなり、しかも、安全弁体12を皺や弛みの無い平板状として確実に取り付けできる。そのため、安全弁体12としては、例えば、厚みの薄い合成樹脂フィルムを用いることも可能であるから、これにより、小型電池に適用するために排気孔11を小さな断面積に形成する場合であっても、安全弁体12の受圧面積が小さくなるのに対応して安全弁体12の厚みを薄く設定することにより、開裂圧を適正値に正確に設定することができる。換言すれば、上記電池用安全機構は、小型化が可能な構成を備えているといえる。
【0046】
図3は本発明の他の実施の形態に係る電池用安全機構の製造方法を具現化した要部の製造過程を工程順に示した断面図であり、同図において、図1と同一若しくは同等のものには同一の符号を付してある。この製造方法では、図1(a)〜(e)の各工程を経て封口板3に排気孔11、受台座部20および保持突片部21を形成するが、保持突片部21は、基端部から開口端に向け径が徐々に大きくなった拡開形状に形成されている。したがって、この製造方法では、(a)に示すように、安全弁体12を保持突片部21内に挿入して受台座部20上に載置する作業性が格段に向上する。なお、図1の一実施の形態においても、保持突片部21をこの実施の形態と同様の拡開形状に形成することが好ましい。
【0047】
また、この実施の形態では、安全弁体12として、金属箔12aの両面を被覆樹脂12bで被覆してなる樹脂ラミネートシートを用いている。受台座部21上に載置した安全弁体12は、(b)に示すように、例えば熱溶着用こて16を当てがうことにより、周端部分の被覆樹脂12bが受台座部21に熱溶着されて、受台座部20に仮止めされる。
【0048】
そののち、(c)に示すように、保持突片部21には、内方に向け傾斜する形状に予備かしめ加工を施し、続いて、(d)に示すように、本かしめ加工することにより、保持突片部21は、塑性変形しながら安全弁体12の周端部上に押し付けられて、安全弁体12の周端部を塑性変形した保持突片部21の内壁と受台座部20との間に上下から強固に挟持固定する。
【0049】
この製造方法では、図1の一実施の形態とほぼ同様の効果を得られるとともに、図1のパッキン15を用いることなく、パッキン15を用いた場合と同様の効果が得られる。すなわち、、かしめ加工により保持突片部21を塑性変形させた材料を安全弁体12の周端部に押し付けて安全弁体12を挟持固定する際に、かしめ加工のばらつきに起因して塑性変形された材料が安全弁体12の周端部に押し付けられる方向に多少のばらつきが生じても、安全弁体12は予め仮止めしていることから、塑性変形された材料が安全弁体12の周端部を中央寄りに押圧しようとする力に抗して安全弁体12を皺や弛みの無い平板状に確実に保持できる。
【0050】
また、封口板3の受台座部20における安全弁体12の載置面は、図4に示すように、ローレット加工を施して粗面部20aとしたり、図5に示すように、同心円状の複数の環状溝20bを形成することが好ましい。これにより、かしめ加工されて塑性変形する保持突片部21により安全弁体12の周端部が受台座部20に押し付けられたときには、粗面部20aまたは環状溝20bの存在によって受台座部20と安全弁体12との密着性が格段に向上して、安全弁体12と受台座部20との間に高い密閉性が得られるとともに、その密閉性を長期間にわたり確保できるものとなる。このようにして得られた電池用安全機構では、特に、有機電解液の蒸発が確実に防止される。なお、上記環状溝20bに代えて、複数の同心円状の環状凸条を形成しても、上述と同様の効果を得られる。
【0051】
また、本発明の電池用安全機構は、上記実施の形態のように封口板3にのみ設けることが可能なものではなく、有底筒状の電池ケース1とこの電池ケース1の開口部を封口する封口板3からなる密閉容器における何れかの箇所に設けてもよい。例えば、電池ケース1に電池用安全機構を設ける場合には、図6に示すように、電池ケース1の底面中央部に排気孔22を穿設して、この排気孔22を安全弁体12で閉塞する構成とすることが好ましい。この場合においても、安全弁体12は図1で説明したと同様の工程を経て電池ケース1の底面中央部に取り付けられる。
【0052】
上記電池用安全機構は、電池ケース1の何れの箇所に設けても、上記実施の形態で説明したと同様の効果を得られるが、図6に示したように電池ケース1の底面中央部に設ければ、電池内圧を安全弁体12に効果的に作用させることができるとともに、積層形の電極群または渦巻形の電極群の何れの発電要素2が電池ケース1内に収容されている場合であっても、電極群の極板に沿って流動する電池内部の発生ガスなどを安全弁体12の開裂部から効率的に外部排出させることができるので、好ましい。
【0053】
また、前記実施の形態では、角形電池の安全機構を例示して説明したが、本発明は円筒形電池の安全機構の製造方法にも適用できる。その円筒形電池に上記電池用安全機構を設ける場合には図7に示すような構成とすることが好ましい。すなわち、電池用安全機構は、キャップ27と共に封口体23を構成する蓋板24に排気孔28を穿設して、この排気孔28を安全弁体12で閉塞した構成とする。この場合においても、安全弁体12は図1で説明したと同様の手段で蓋板24に取り付けられる。
【0054】
上記安全機構が設けられた蓋板24は、発電要素29から導出した正極リード30の端部が溶接により接続されたのちに、キャップ27と共に絶縁ガスケット32を介して電池ケース1の開口部に嵌入された状態で、電池ケース31の開口端周縁部が内方にかしめ加工されることによって固定される。この安全機構では、電池内圧が設定値まで上昇した時点で安全弁体が開裂すると、ガスなどが安全弁体12の開裂部からキャップ27の排気口27aを通じて外部に排出される。この安全機構においても、上述したと同様の効果を得ることができる。
【0055】
また、HEV用円筒形リチウムイオン二次電池の場合には、円筒形電池の底部に安全機構を設けるのが好ましい。
【0056】
【発明の効果】
以上のように、本発明に係る電池用安全機構の製造方法によれば、保持突片部を塑性変形させた材料を安全弁体の周端部に対しほぼ垂直な方向から押し付けて、安全弁体を機械的に挟持固定するので、安全弁体に圧縮応力が加わらないから、安全弁体を、皺や弛みの無い張った平板状に保持することができ、開裂圧を適正値に正確に設定することができる。また、溶接や冷間圧接法などの固定手段を用いないので、安全弁体としての材質および厚さに制限がなくなり、非金属製の安全弁体を用いることによって耐漏液性に対する高い信頼性を長期間にわたり確保できる安全機構を作製できる。さらに、安全弁体として、厚みの薄いものを支障なく使用できるので、小型電池に適用するために排気孔を小さな断面積に形成する場合であっても、安全弁体の受圧面積が小さくなるのに対応して安全弁体の厚みを薄く設定することにより、開裂圧を適正値に正確に設定することができる。さらに、安全弁体は、その周端部を塑性変形された十分な量の材料で挟持されるので、周端部の全体にわたり高い密閉性で強固に固定されて、一部が嵌合溝から外れるといったおそれが全くなくなり、高い信頼性を有するものとなる。
【図面の簡単な説明】
【図1】(a)〜(g)は本発明の一実施の形態に係る電池用安全機構の製造方法を具現化した製造過程を工程順に示した断面図。
【図2】(a)は同上の電池用安全機構を備えた角形の密閉型電池を示す平面図、(b)はその縦断面図。
【図3】(a)〜(d)は本発明の他の実施の形態に係る電池用安全機構の製造方法を具現化した要部の製造過程を工程順に示した断面図。
【図4】同上の電池用安全機構の安全弁体を取り付ける前の封口板の一例を示す要部平面図。
【図5】同上の電池用安全機構の安全弁体を取り付ける前の封口板の他例を示す要部平面図。
【図6】同上の電池用安全機構を電池ケースの底面に備えた密閉型電池を示す要部の縦断面図。
【図7】同上の電池用安全機構を備えた円筒形の密閉型電池を示す縦断面図。
【記号の説明】
1,31 電池ケース
2,29 発電要素
3 封口板(封口体)
6 側周壁面
11,22,28 排気孔
12 安全弁体
12a 金属箔
12b 被覆樹脂
15 パッキン
20 受台座部
20a 粗面部
20b 環状溝
21 保持突片部
23 封口体
Claims (7)
- 有底筒状の電池ケースとこの電池ケースの開口部を封口する封口体とからなる密閉容器の一部に、排気孔と、この排気孔の孔縁部に位置する環状の内鍔状受台座部と、前記受台座部の外周端から垂直方向に立ち上がる側周壁面に沿って前記密閉容器の一面より所定長さ突出する環状の保持突片部とを形成する工程と、
安全弁体を前記保持突片部内に嵌入して前記受台座部上に載置する工程と、
前記保持突片部を内方にかしめ加工して塑性変形させながら前記安全弁体の周端部上に押し付けて、塑性変形した前記保持突片部の内壁と前記受台座部との間に前記安全弁体の周端部を挟持固定する工程とを備えていることを特徴とする電池用安全機構の製造方法。 - 安全弁体を受台座部上に載置する工程の前または後に、前記受台座部に対応するリング形状のパッキンを、前記受台座部上または前記安全弁体上に載置する工程を備え、
内方にかしめ加工されて塑性変形する保持突片部の内壁と前記受台座部との間に、重合状態の前記安全弁体の周端部と前記パッキンとを挟持固定するようにした請求項1に記載の電池用安全機構の製造方法。 - 安全弁体として、金属箔の両面を樹脂で被覆してなる樹脂ラミネートシートまたは樹脂シートを用いた請求項1または2に記載の電池用安全機構の製造方法。
- 安全弁体を受台座部上に載置する工程の後に、樹脂ラミネートシートまたは樹脂シートにおける被覆樹脂を前記受台座部に熱溶着して、前記安全弁体を前記受台座部に仮止めする工程を備えている請求項3に記載の電池用安全機構の製造方法。
- 排気孔を、封口体または電池ケースの底面の何れか一方側に形成するようにした請求項1ないし4の何れかに記載の電池用安全機構の製造方法。
- 受台座部における安全弁体の載置面に、ローレット加工による粗面部または複数の環状溝あるいは環状凸条を、前記安全弁体の取り付けに先立って形成するようにした請求項1ないし5の何れかに記載の電池用安全機構の製造方法。
- 電池用安全機構が、請求項1ないし6の何れかに記載の製造方法によって封口体または電池ケースの底面の何れか一方に形成され、前記電池ケースの内部に発電要素および電解液が収納され、前記電池ケースの開口部が前記封口体により封口されて密閉容器が構成されていることを特徴とする密閉型電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002338345A JP4222820B2 (ja) | 2002-11-21 | 2002-11-21 | 電池用安全機構の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002338345A JP4222820B2 (ja) | 2002-11-21 | 2002-11-21 | 電池用安全機構の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004172012A true JP2004172012A (ja) | 2004-06-17 |
| JP4222820B2 JP4222820B2 (ja) | 2009-02-12 |
Family
ID=32701596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002338345A Expired - Fee Related JP4222820B2 (ja) | 2002-11-21 | 2002-11-21 | 電池用安全機構の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4222820B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101087057B1 (ko) * | 2011-01-14 | 2011-11-30 | 주식회사 범천정밀 | 전기자동차용 안전변을 갖는 배터리 캡플레이트 및 그 제조방법 |
| JP2012094249A (ja) * | 2010-10-22 | 2012-05-17 | Hitachi Maxell Energy Ltd | 密閉型電池 |
| JPWO2015182136A1 (ja) * | 2014-05-30 | 2017-04-20 | パナソニックIpマネジメント株式会社 | 円筒形リチウムイオン二次電池 |
| JP2017141874A (ja) * | 2016-02-09 | 2017-08-17 | 株式会社テイエルブイ | 調節弁 |
-
2002
- 2002-11-21 JP JP2002338345A patent/JP4222820B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012094249A (ja) * | 2010-10-22 | 2012-05-17 | Hitachi Maxell Energy Ltd | 密閉型電池 |
| KR101087057B1 (ko) * | 2011-01-14 | 2011-11-30 | 주식회사 범천정밀 | 전기자동차용 안전변을 갖는 배터리 캡플레이트 및 그 제조방법 |
| JPWO2015182136A1 (ja) * | 2014-05-30 | 2017-04-20 | パナソニックIpマネジメント株式会社 | 円筒形リチウムイオン二次電池 |
| US10305077B2 (en) | 2014-05-30 | 2019-05-28 | Panasonic Intellectual Property Mgmt Co., Ltd. | Cylindrical lithium-ion secondary battery |
| JP2017141874A (ja) * | 2016-02-09 | 2017-08-17 | 株式会社テイエルブイ | 調節弁 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4222820B2 (ja) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7572544B2 (en) | Sealed rechargeable battery | |
| KR101514827B1 (ko) | 이차 전지 및 그 제조 방법 | |
| US8936861B2 (en) | Sealed battery | |
| JP5081932B2 (ja) | 密閉型電池およびその製造方法 | |
| JP2006012831A (ja) | 二次電池,二次電池のキャップ組立体,及び二次電池の安全バルブの取り付け方法 | |
| US8679673B2 (en) | Cap assembly, can, and secondary battery employing the same | |
| US10873060B2 (en) | Battery can for a battery | |
| US20060068273A1 (en) | Cap assembly having a vent plate and rechargeable battery with same | |
| JP2005129488A (ja) | 密閉型電池 | |
| US11881591B2 (en) | Venting device and method for manufacturing the same | |
| KR101416520B1 (ko) | 벤트 구조를 갖는 2차 전지용 캡 플레이트 및 그의 제조방법 | |
| KR100599748B1 (ko) | 이차 전지와 이차 전지의 캡 조립체 및 이에 사용되는안전밸브 설치 방법 | |
| EP4148879A1 (en) | Cylindrical secondary battery | |
| US11335956B2 (en) | Energy storage device and method of manufacturing energy storage device | |
| US20230253568A1 (en) | Secondary battery | |
| JP2004172012A (ja) | 電池用安全機構の製造方法 | |
| JP2003077449A (ja) | 二次電池 | |
| KR101243529B1 (ko) | 리튬 이차전지 | |
| US20140186688A1 (en) | Sealing member cap, electric storage device, and method of producing electric storage device | |
| JP4867118B2 (ja) | 電池 | |
| KR100667944B1 (ko) | 이차 전지와 이에 사용되는 안전밸브 설치 방법 | |
| JP7493010B2 (ja) | 電池用電池缶 | |
| JPH11283600A (ja) | 密閉電池 | |
| JPH0636209U (ja) | 密閉式電池 | |
| EP4250445A1 (en) | Secondary battery and manufacturing method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080805 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081021 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081118 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |