JP2004017190A - Resin coated metal sheet used for drilling printed wiring board - Google Patents
Resin coated metal sheet used for drilling printed wiring board Download PDFInfo
- Publication number
- JP2004017190A JP2004017190A JP2002173148A JP2002173148A JP2004017190A JP 2004017190 A JP2004017190 A JP 2004017190A JP 2002173148 A JP2002173148 A JP 2002173148A JP 2002173148 A JP2002173148 A JP 2002173148A JP 2004017190 A JP2004017190 A JP 2004017190A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- metal plate
- coated metal
- printed wiring
- drilling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Drilling And Boring (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Laminated Bodies (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、プリント配線基板の製造工程の一つである穴あけ加工において、高品質の製品を効率良く得るための当て板として好適な樹脂被覆金属板、および当該樹脂被覆金属板を用いた穴あけ加工工程を含むプリント配線基板の製造方法に関するものである。
【0002】
【従来の技術】
プリント配線基板は、電子部品を搭載(実装)して電子部品間を電気的に接続する役割を有するものであり、電気製品の内部部品として非常に重要である。このプリント配線基板を製造するにあたっては、その製造工程の一つとして、積層基板の最上層と最下層間における通電を可能とすべく、断面方向にスルーホール(貫通穴)を形成する工程がある。スルーホールはプリント配線基板にとって不可欠なものであり、また一般的にその数は多数に及ぶことから、この穴あけ加工工程は、プリント配線基板の製造において重要な位置を占めている。
【0003】
一般的にプリント配線基板は、銅箔からなる導体層とガラス繊維を織ったクロスにエポキシ樹脂などを含浸硬化した絶縁層とを相互に積層した複合材料からなるが、これら各構成材料の物性には相違がある。そのため、ドリル加工に際して材料間の界面剥離や割れ等の欠陥が生じ易く、加工穴内壁の表面粗度が悪化したり、ドリルの摩耗や折損に悪影響を及ぼすという問題がある。また、その表面にはガラス繊維製クロスの凹凸に由来する周期的な凹凸が存在するため、ドリル穴あけ加工の際に穴の位置精度が悪化し易い。更に、ドリル穴あけ加工時に発生する熱により、プリント配線基板中の樹脂が軟化し、所謂スミアと呼ばれる汚れとなって内層銅箔に付着し易くなり、これがスルーホールメッキ後における電気的導通不良の要因となる問題がある。
【0004】
特に近年の電子機器の小型精密化に伴い、プリント配線基板に設けられる加工穴は、小径化や密度の狭隘化が進行しており、より正確な位置に内壁の平滑な加工穴を設けることのできる技術が必須となっている。更には、最近の経済状況から製造コストの圧縮が求められており、より効率的なプリント配線基板の生産技術の確立が強く求められている。
【0005】
この問題を解決すべく、穴あけ加工時における熱の発生を抑えることができる技術として、USP4,781,495およびUSP4,929,370には、積層基板の片面または両面に水溶性潤滑剤含浸シートを配置し、このシートを当て板として使用して、ドリルにより穴あけ加工を行なう方法が開示されている。この穴あけ方法において使用される潤滑剤含浸シートは、固形の水溶性潤滑剤であるジエチレングリコールやジプロピレングリコール等のグリコール類と、脂肪酸等の合成ワックスおよび非イオン系界面活性剤の混合物を紙等の多孔質材料に含浸したものである。
【0006】
また、特開2002−120198号公報には、共に水溶性化合物であるポリエチレングリコール・ジメチルテレフタレート重縮合物とポリオキシメチレンモノステアレートの混合物を、アルミニウム板の片面に接着した水溶性樹脂被覆金属板を当て板として使用し、ドリルにより穴あけ加工を行なう方法が開示されている。
【0007】
上記技術を改良したものとしては、例えば、滑材を含む熱可塑性樹脂層の外側に滑材を含まない熱可塑性樹脂層を積層した多層構造の熱可塑性樹脂フィルムと金属箔とを貼り合わせたシートを、プリント配線基板に重畳して穴あけ加工する方法(特開2001−150215号公報)、および熱可塑性ポリエステル樹脂に無機充填材および/または水溶性滑剤を配合したポリエステル樹脂組成物と金属箔とを積層したシートを使用する方法(特開2001−246696号公報、特開2000−218599号公報)を挙げることができる。
【0008】
しかし、上記何れの技術においても、より正確な位置に内壁の平滑な穴を効率的に設けるというプリント配線基板のドリル穴あけ工程で求められている課題に対し、その効果は十分でない。
【0009】
例えば、前述したプリント配線基板に水溶性潤滑含浸シート若しくは水溶性樹脂被覆金属板を配置し、このシート若しくは樹脂被覆金属板を当て板として使用してドリルによる穴あけ加工する方法においては、確かにドリルの発熱防止効果またはプリント配線基板の穴あけ部内壁の粗さの低減、ひいてはドリル寿命の向上に一定の効果はあるものの、当該シートの構成成分である混合物の多穴質シートへの含浸が不足したり、水溶性樹脂被覆金属板においては金属基板との密着性が劣ったり、樹脂被覆金属板に反りが生じたり、また皮膜自体がベタツキ易いため、梅雨期、夏場等の高温多湿状態下では一層皮膜表面のベタツキが起こり、取扱いや作業性に支障をきたすという欠点があった。本願発明者らは、無機系粉末充填材の添加により、上記問題点の改善を図る研究を行なっていたが、特に皮膜の吸湿または水濡れによるベタツキの問題は、皮膜の主成分が水溶性樹脂から構成されている技術では、本質的に不可避の問題であった。
【0010】
また熱可塑性樹脂中へ滑材を配合する方法は、たとえ金属との接着部分に滑剤を含まない熱可塑性樹脂を積層するなどの工夫をしたところで、滑剤は経時変化により金属との接着部分へも拡散するため、樹脂層と金属箔との密着性が悪化し易い。そのため、穴あけ加工時に切削屑が樹脂層と金属層の層間に入り込んで穴位置精度が悪化したり、切削屑の排出が不十分なためドリルの折損が生じ易いという問題があった。
【0011】
更にまた、特開2001−150215号公報で開示されている熱可塑性樹脂では、樹脂の硬度が高いため、穴あけ加工時のドリルの食い付きが悪く、穴位置精度が著しく低下する問題があった。
【0012】
従って、本質的な問題の解決のためには、被覆樹脂そのものを、ドリル穴あけ加工に適した特徴を有するものから構成する必要がある。
【0013】
【発明が解決しようとする課題】
本発明は斯かる問題点に鑑みてなされたものであって、ドリルによるプリント配線基板への穴あけ加工において、穴あけ時のドリルビットの発熱防止効果、潤滑効果および切削屑の飛散防止効果が高く、かつ切削屑の排出性が優れており、加工穴内壁の平滑性に優れた高品質かつ高効率な穴あけ加工が可能であると共に、ドリルの折損性が低く、ベタツキがなく作業性に優れ、プリント配線基板の穴あけ加工に使用する樹脂被覆金属板およびこれを使用したプリント配線基板の製造方法を提供することを目的とする。
【0014】
【課題を解決するための手段】
本発明者らは、上記課題を解決すべく、穴あけ加工用当て板の構成素材である皮膜について鋭意研究を行なったところ、皮膜としての熱可塑性樹脂の物性を適切に調整すれば、目的に適う当て板が得られることを見出して本発明を完成した。
【0015】
即ち、本発明に係るプリント配線基板の穴あけ加工に使用する樹脂被覆金属板は、金属板の少なくとも一方の面が熱可塑性樹脂で被覆された樹脂被覆金属板において、該熱可塑性樹脂が、実質的に非水溶性であり、JIS K7121に準拠して測定される融解ピーク温度が55℃以上145℃以下であり、該融解ピーク温度より更に20℃高い温度において1000mm/秒および3000mm/秒の各剪断速度で測定される溶融粘度が夫々1.0×104P以上1.0×105P以下であり、且つJIS K7215に準拠して測定されるデュロメータD硬さが20以上45以下であることを特徴とする。
【0016】
当該樹脂被覆金属板において、前記熱可塑性樹脂の皮膜厚さは20μm以上400μm以下であるものが好ましく、また、前記金属板の厚さは20μm以上400μm以下であるものが好ましい。
【0017】
更に、前記金属板としてはアルミニウム板またはアルミニウム合金板が好適であり、また、前記熱可塑性樹脂は、ドライラミネート,ウェットラミネート,ホットメルト法のいずれかによって前記金属板に積層されたものが好ましい。
【0018】
また、本発明に係るプリント配線基板の製造方法は、上記記載の樹脂被覆金属板を、1枚または積層された複数枚のプリント配線基板材料の少なくともドリル進入側に保護用当て板として配置し、ドリルにより穴あけ加工を行なう工程を含むことを特徴とする。
【0019】
【発明の実施の形態】
本発明の樹脂被覆金属板は、プリント配線基板の穴あけ加工工程において、1枚または積層された複数枚のプリント配線基板材料の少なくともドリル進入側に保護用当て板として配置することにより、発熱防止効果を発揮してドリル寿命を延ばし、その折損を抑制することが可能であり、内壁の平滑性が高く位置精度の卓越した加工穴が得られることから高品質なプリント配線基板を製造することができる。しかも、当該被覆被膜は、ベタツキが低減されているので、樹脂被覆金属板の保管および輸送中に該金属板同士が癒着するといった不利益を生じることもなく、優れた作業性と保存安定性を有している。
【0020】
即ち、本発明の樹脂被覆金属板に被覆されている熱可塑性樹脂は、適度な融点と溶融粘度および硬度を有することから、ドリルの直進を促進し、且つドリル加工時に発生する摩擦熱は樹脂皮膜の溶融により吸収されると共に、溶融樹脂がドリルに付着しドリルの進入と共に同伴して潤滑効果を発揮するので、ドリル加工時の摩擦を軽減するという作用効果も発揮する。これらの作用効果が相まって、穴位置精度に優れるほか、近時、特に厳しさを増しているドリル加工条件においても、プリント配線基板の主な構成素材であるガラス繊維,フェノール樹脂,エポキシ樹脂,銅板または紙等に深いクラックが生じたり、激しく破砕されるといったことを防ぐことができる。また切削屑は、溶融した熱可塑性樹脂と共にドリルの溝に沿って加工穴から排出される。このため、ドリルの摩耗が軽減されると共に切削屑の排出も円滑に行われ、平滑な内壁面を有するスルーホールを得ることができることとなる。
【0021】
従って、本発明の樹脂被覆金属板に適用可能な熱可塑性樹脂は、本発明の範囲に掲げた物性を満足する限りにおいて、その化学構造や種類に制限されるものではない。
【0022】
以下に、本発明が享有する特性を発揮するための実施形態およびその作用効果について説明する。
【0023】
本発明の樹脂被覆金属板において皮膜を構成する熱可塑性樹脂は、「実質的に非水溶性」であることが必要である。水溶性の樹脂では、高温多湿環境下で「ベタツキ」が生じ、樹脂被覆金属板の輸送または保存時に製品同士が癒着して、製品の保存安定性が保てないからである。また、水溶性樹脂主体の被膜では、被覆樹脂と基板金属との接着性が悪くなる他、被覆樹脂部分が反るなどの問題が生じ、作業性にも問題が生じる。尚、「実質的に」とは、マトリックスとなる樹脂部分が非水溶性であるか、又は上記作用効果(製品の保存安定性等)を発揮し得る範囲で多少の水溶性を有してもよい意である。従って、樹脂皮膜中に含まれる酸化防止剤等の添加剤や不可避的に混入される物質に一部水溶性のものが含まれている樹脂被膜を有する金属板も、本発明に含まれる。
【0024】
本発明の樹脂被覆金属板を、プリント配線基板の穴あけ加工時に当て板として使用すると、金属板表面に被覆されている熱可塑性樹脂は、ドリル加工に伴って発生する摩擦熱により適度な粘度の溶融体となり、これがドリルの進入に随伴して進入することによって、潤滑剤および切削屑の排出剤として作用し、ひいてはドリル加工穴内壁の平滑性が高められると共に、ドリルの折損を防ぐという効果を発揮する。斯かる作用効果を発揮させるためには、金属板に被覆される熱可塑性樹脂として、摩擦熱で溶融する適度の融点を有することに加え、適度な溶融粘度を有するものを選択する必要がある。
【0025】
そのような融点の基準としては、「JIS K7121に準拠して測定される融解ピーク温度が55℃以上145℃以下」であることが必要である。当該融解ピーク温度が55℃未満である場合は、特に夏季や熱帯地域などにおいて保管または輸送中に被覆用樹脂の一部または全部が溶融ないし軟化し、樹脂被覆金属板同士が癒着するなどの問題が生じるからであり、逆に145℃を超えると、摩擦熱の発生に伴う被覆樹脂の溶融が生じにくくなるか、溶融が生じても溶融した樹脂の粘度が高いため、切削時の潤滑作用や切削屑の排出作用が期待できなくなる。これらの作用効果を発揮するより好ましい融解ピーク温度は、60℃以上120℃以下であり、更に好ましくは70℃以上100℃以下である。
【0026】
熱可塑性樹脂の溶融粘度については、「融解ピーク温度より更に20℃高い温度において1000mm/秒および3000mm/秒の各剪断速度で測定される溶融粘度が夫々1.0×104P以上1.0×105P以下」であることが必要である。
【0027】
上記溶融粘度の規定において、溶融粘度を定義する剪断速度を「1000mm/秒および3000mm/秒」と設定した理由は以下の通りである。一般に、熱可塑性樹脂の溶融粘度は非ニュートン性を示し、同一の温度条件下においても剪断速度が高くなるほど溶融粘度は低くなる。最近のプリント基板のドリル加工においては、数万から十数万rpmという高いドリル回転数で加工される例もあり、加工接触面における剪断速度は著しく高い。例えば、直径0.3mmのドリルを10万rpmで加工した場合の加工穴と回転するドリル表面との相対剪断速度は1570mm/秒であり、15万rpmの場合は2355mm/秒にも達すると考えられる。従って溶融粘度も、こうした高速剪断条件下(1000mm/秒および3000mm/秒)で、適度のものであることが必要である。
【0028】
また、上記高速剪断条件下での溶融粘度を「1.0×104P以上1.0×105P以下」としたのは、溶融粘度が当該範囲から外れると、ドリル加工穴内壁が粗くなったり、穴位置精度が悪化するほか、ドリルの折損性も高くなるからである。その原因は、溶融樹脂の粘度が1.0×105Pを超えると、溶融状態の樹脂がドリルに随伴して進入し難くなるか、または随伴して進入する量が少なくなるため、潤滑性が不足するからである。しかも、切削屑の排出性が悪化するため加工穴の内壁が損傷し易くなり、内壁粗さの悪化やドリルの折損が生じ易くなる。逆に、溶融樹脂の粘度が1.0×104P未満である場合は、ドリルを加工済み穴から引き抜いて次の加工位置に移動する際に、ドリルに付着した溶融樹脂が樹脂被覆金属板上に落下し易くなる。ドリルから溶融樹脂が落下すると、樹脂被覆金属板表面に異物が付着することになるため、この部分をドリル加工すると穴位置精度の大幅な悪化やドリルの折損が生じ易くなる。こうした問題は、特に最近需要が増大しているドリル直径が0.15mm以下という極細径ドリル加工において、顕著に現れる。
【0029】
当該「溶融粘度」の下限は、剪断速度1000mm/秒において1.5×104P,3000mm/秒において1.1×104Pであることが好ましく、更に1000mm/秒において2.0×104P,3000mm/秒において1.2×104Pであることが好ましく、その上限は、1000mm/秒において5.0×104P,3000mm/秒において4.0×104Pであることが好ましく、更に1000mm/秒において4.0×104P,3000mm/秒において2.0×104Pであることが好ましい。
【0030】
尚、溶融粘度の測定条件を「融解ピーク温度より更に20℃高い温度」としたのは、熱可塑性樹脂が穴あけ加工時の摩擦熱によって溶融する場合を想定したものである。
【0031】
熱可塑性樹脂の硬さの基準は、「JIS K7215に準拠して測定されるデュロメータD硬さが20以上45以下」であることが必要である。当該デュロメータD硬さが45を超えると、ドリル加工時の穴位置精度が著しく悪くなり、逆に20未満になると、樹脂被覆金属板同士を重ねたりコイル状に巻き取る際に、ブロッキング現象と呼ばれる樹脂被覆金属板同士の接着が生じ易くなり、生産性や保存安定性が著しく悪化するからである。当該デュロメータD硬さとしては、25以上40以下が好ましく、より好ましくは30以上35以下である。
【0032】
尚、プラスチックのデュロメータ硬さ試験方法(JIS K7215)には、デュロメータのタイプとしてタイプAとタイプDがある。本発明ではデュロメータD硬さを採用して記載しているが、デュロメータD硬さとデュロメータA硬さには相関関係があり、デュロメータA硬さで表示することもできる。例えばデュロメータD硬さが50であるものはデュロメータA硬さで95、デュロメータD硬さが10であるものはデュロメータA硬さで50となる。
【0033】
金属板に被覆する熱可塑性樹脂の皮膜厚さは、「20μm以上400μm以下」であることが好ましい。20μm未満では、穴あけ加工時の潤滑剤および切削屑の排出剤という作用効果が充分に発揮され難くなり、逆に400μmを超えると、過剰な被覆樹脂が、穴位置精度の大幅な悪化やドリルの折損の原因となりかねないからである。当該皮膜厚さは、更に好ましくは25μm以上300μm以下であり、最も好ましくは50μm以上200μm以下である。
【0034】
金属板の厚さは、「20μm以上400μm以下」であることが好ましい。20μm未満では、当て板としてのハンドリング性が悪くなり、穴あけ加工時のドリルの穴位置精度が低下するからであり、また、400μmを超えると、生産性が制限され、経済性の点で劣ることになるからである。当該金属板の更に好ましい厚さは50μm以上300μm以下であり、最も好ましくは70μm以上200μm以下である。
【0035】
本発明に係る樹脂被覆金属板の製造に使用される金属板としては、アルミニウム基板(アルミニウム板またはアルミニウム合金板)を使用することが好ましい。具体的には、純アルミニウム系と、3000系および5000系等のアルミニウム合金が挙げられるが、最も好ましいのは純アルミニウム系である。これらのアルミニウム板は、適度な硬さと強度を有しているため、穴あけ加工時の当て板として使用することによって、バリや返りの発生を抑制することができ、且つドリルを劣化させることがないからである。
【0036】
本発明の熱可塑性樹脂は、「ドライラミネート,ウェットラミネート,ホットメルト法のいずれかにより前記金属板に積層されたもの」であることが好ましい。これらの積層法によれば、その厚さを制御しつつ金属板上に熱可塑性樹脂を容易かつ簡便に被覆できるからである。
【0037】
また、熱可塑性樹脂と金属板の接着のために、55℃以上145℃以下の範囲内に融点を有する接着剤を適用してもよい。
【0038】
本発明において樹脂皮膜を構成する熱可塑性樹脂は、前述した溶融ピーク温度と溶融粘度およびデュロメータ硬さの要件を満たす限り、その化学構造や種類は特に限定されないが、好ましいものとしては、例えばアミド系エラストマー,ブタジエン系エラストマー,エステル系エラストマー,オレフィン系エラストマー,ウレタン系エラストマー,スチレン系エラストマー,ポリブテン,低密度ポリエチレン,塩素化ポリエチレン,メタロセン系ポリオレフィン樹脂,エチレン・アクリル酸エステル・無水マレイン酸共重合体,エチレン・グリシルメタクリレート共重合体,エチレン・酢酸ビニル樹脂,変性エチレン・酢酸ビニル樹脂,エチレン・メタクリル樹脂,アイオノマー樹脂,エチレン・アクリル酸エチル樹脂などを挙げることができ、これらから選ばれる樹脂を単独または複合して適用することができるほか、前掲の物性を有する樹脂は全て適用できる。即ち、本発明の樹脂被覆金属板に使用する被覆用樹脂は、特定の化学構造を有するような樹脂を新たに合成する必要はなく、本発明の範囲内の物性を有する市販樹脂またはそれらの混合物を適用することができる。更には、当該樹脂並びにその混合物の物性を測定することにより、速やかにプリント配線基板の穴あけ加工に使用する樹脂被覆金属板の被覆用樹脂として適切なものか否かを判断することができる。
【0039】
本発明において、熱可塑性樹脂が被覆されていない金属板の面上には、エポキシ系樹脂およびシリコーン系樹脂を含有する樹脂組成物からなる雛型性樹脂皮膜が被覆されていてもよい。片面のみに樹脂が被覆されていると、樹脂被覆金属板の輸送または保存時に、複数の樹脂被覆金属板間で金属と樹脂の癒着が生じ保存安定性が保てない場合があるが、雛型性樹脂皮膜を被覆しておくと斯かる癒着が発生し難くなり、保存安定性が向上するからである。
【0040】
【実施例】
以下に、実施例および試験例を示し、本発明を更に詳細に説明するが、本発明の範囲はこれらに限定されるものではない。
【0041】
(実施例1)
ブタジエン系エラストマー(JSR(株)製、RB820、下表1中樹脂種No.1)を用いて、厚さ100μmのフィルムを作製し、厚さ100μmの純アルミニウム板(1050−H18)にドライラミネート接着剤(大日本インキ化学工業(株)製、LX−901)を用いてラミネートして、プリント配線基板の穴あけ加工用の樹脂被覆金属板を作製した。このブタジエン系エラストマーの溶融ピーク温度は95℃、デュロメータ硬度はD40、115℃に於ける溶融粘度は3.0×104P(剪断速度1000mm/秒)と1.2×104P(同3000mm/秒)であった。
【0042】
(実施例2〜15)
実施例1と同様の方法にて、下表1記載の樹脂種No.2〜6の各種樹脂を用いて、プリント配線基板の穴あけ加工用の樹脂被覆金属板を作製した。
【0043】
(比較例1)
ポリエチレン(三井住友ポリオレフィン製 スミカセンL211、下表1中樹脂種No.7)を用いて、厚さ100μmのフィルムを作製し、厚さ100μmの純アルミニウム板(1050−H18)にラミネートしてプリント配線基板の穴あけ加工用の樹脂被覆金属板を作製した。このポリエチレンの溶融ピーク温度は113℃、デュロメータ硬度はD49、133℃に於ける溶融粘度は3.0×104P(剪断速度1000mm/秒)と1.0×104P(同3000mm/秒)であった。
【0044】
(比較例2〜8)
比較例1と同様の方法によって、下表1記載の樹脂種No.8〜13の各種樹脂を用いて、プリント配線基板の穴あけ加工用の樹脂被覆金属板を作製した。
【0045】
(参考例1〜4)
ブタジエン系エラストマー(JSR(株)製、RB820、下表1中樹脂種No.1)を用いて、厚さ10、100、500μmのフィルムを作製し、厚さ10、100、500μmの純アルミニウム板(1050−H18)にラミネートしてプリント配線基板の穴あけ加工用の樹脂被覆金属板を作製した。
【0046】
(樹脂特性の評価方法)
実施例、比較例および参考例として作製した樹脂の水溶性の有無、融点、溶融粘度、および硬度は、以下の評価方法に基づいて測定した。
【0047】
(1)水溶性の有無
重量を測定したペレット状の樹脂を、その20倍量の蒸留水中に投入して20℃で30分間攪拌した。その後、水溶液を目視観察した。このうち、ペレットが残存しているものについてはペレットを濾過により回収し、乾燥後、重量を測定した。水没前後の重量減少が3%未満のものを水溶性「なし」、重量減少が3%以上または水に溶解してペレットが回収できなかったものを水溶性「あり」とした。
【0048】
(2)融点
樹脂の融点は、JIS K7121(プラスチックの転移温度測定方法)に準拠して測定した。即ち、当該「プラスチックの転移温度測定方法」は、示差走査熱量計(DSC,パーキンエルマー社製DSC7型)を使用し、アルミニウム製サンプルパンに封入した5mg程度の樹脂を、窒素雰囲気下、25℃から250℃を20℃/分の速度で昇温して測定することにより行なった。得られた熱量曲線において、曲線がベースラインから離れ再度ベースラインに戻るまでの部分を融解ピークとし、その融解ピークの頂点における温度を融解ピーク温度(表1中、「融点」と記載する)とした。
【0049】
(3)溶融粘度
樹脂の溶融粘度は、レオメトリックス社製の動的粘弾性測定装置RDA−700型を用いて測定した。
【0050】
測定方法は、まず、一旦融解温度以上に昇温して溶融状態とした樹脂を、平行に設置してある直径25mmの2枚の円盤間に挿入し、円盤の間隔を2.0mmの厚さにした後、一方の円盤より角速度0.1から500ラジアン/秒に掃引しながら剪断応力を与え、徐々に降温しながら他方の円盤が感知する応力と位相の変化によって、樹脂溶融粘度の温度および角速度依存性を測定した。次に、前記(2)の方法で測定した当該樹脂の融解ピークから20℃高い温度で、剪断速度1000mm/秒および3000mm/秒における溶融粘度を測定した。
【0051】
当該測定条件では、角速度160ラジアン/秒の場合の剪断速度は1000mm秒、角速度480ラジアン/秒の場合の剪断速度は3000mm/秒となる。
【0052】
(4)硬度
樹脂の硬度は、JIS K7215(プラスチックのデュロメータ硬さ試験方法)に準拠して測定した。即ち、当該「プラスチックのデュロメータ硬さ試験方法」は、タイプDデュロメータを使用し、厚さ6mm,大きさ100mm角の正方形に成形した樹脂を、室温条件(23℃)において、タイプDデュロメータを荷重5kgで押しつけ、その際のデュロメータ指針の最大値を読みとり、その値をデュロメータD硬さとして測定した。
【0053】
以上に示した方法により測定した樹脂特性を、表1に示す。
【0054】
【表1】
上記表中、溶融粘度1は、剪断速度1000mm/秒で融点+20℃における溶融粘度を示し、溶融粘度2は、剪断速度3000mm/秒で融点+20℃における溶融粘度を示す。
また、上記表中の「↑」は、本発明の規定値を超えることを示し、「↓」は、本発明の規定下限値より低いことを示す。
【0056】
(試験例)
実施例および比較例として作製した樹脂被覆金属板についてドリル加工を行なって、穴位置精度,内壁粗さ,ドリル折損性,および皮膜のベタツキを評価した。
【0057】
ドリル加工方法は、前記樹脂被覆金属板を樹脂被覆面がドリルに接する側に置き、その下に0.2mm厚の銅箔張プリント配線基板を8枚重ねにして置き、更にその下に厚さ1.5mmのべークライト板からなるバックアップボードを配置して、プリント回路基板の穴あけ加工を行った。
【0058】
ドリル加工は、以下に示す2種の条件により行なった。
(条件1)
ドリルビット:直径0.3mm
回転数:125,000rpm
送り速度:2.5m/分
ドリルビット数:3000ヒット
(条件2)
ドリルビット:直径0.1mm
回転数:150,000rpm
送り速度:3.5m/分
ドリルビット数:3000ヒット。
【0059】
穴位置精度の判定は、プリント配線基板を8枚重ねにし、3000ヒット(穴あけ)後、最下部(8枚目)の基板について実施した。即ち、最下部の基板において、ヒットした穴3000個について穴中心部からの誤差間隔を測定し、その平均値を計算して、平均値が12.5μm未満であるものを◎,15μm未満であるものを○,17.5μm未満であるものを△,17.5μm以上であるものを×とした。
【0060】
内壁粗さの判定は、上から2枚目の基板について実施し、2000ヒット目の穴および前後2穴の各スルーホール(ドリル加工穴)壁面左右の内壁粗さを測定して、その平均値が12.5μm未満であるものを◎,15μm未満であるものを○,17.5μm未満であるものを△,17.5μm以上であるものを×とした。
【0061】
ドリル折損性の判定は、上記条件でドリル加工試験を実施した際のドリル折れの有無について行ない、3000ヒットまで折れなかったものを◎,2000ヒット以上3000ヒット未満で折れたものを○,1000ヒット以上2000ヒット未満で折れたものを△,1000ヒット未満で折れたものを×とした。
【0062】
皮膜のベタツキ/ブロッキングの判定は、縦および横の長さが10cmの正方形に切断した樹脂被覆金属板に、同形状のアルミニウム板(皮膜なし)を樹脂皮膜と接するように重ね、その上から50kgのおもりを載せて、40℃,相対湿度80%の雰囲気条件下で12時間放置したときに、皮膜のないアルミニウム板に樹脂皮膜の転写および金属板同士の接着が全く確認されないものを◎,一部皮膜の転写が起こっているが金属板同士の接着が確認されないものを○,全面に樹脂皮膜の転写が起こっているもの及び金属板同士の接着が確認されたが剥離可能なものを△,金属板同士が接着し剥離不能のもの(ブロッキング発生)を×とした。
【0063】
以上の結果を、表2に示す。
【0064】
【表2】
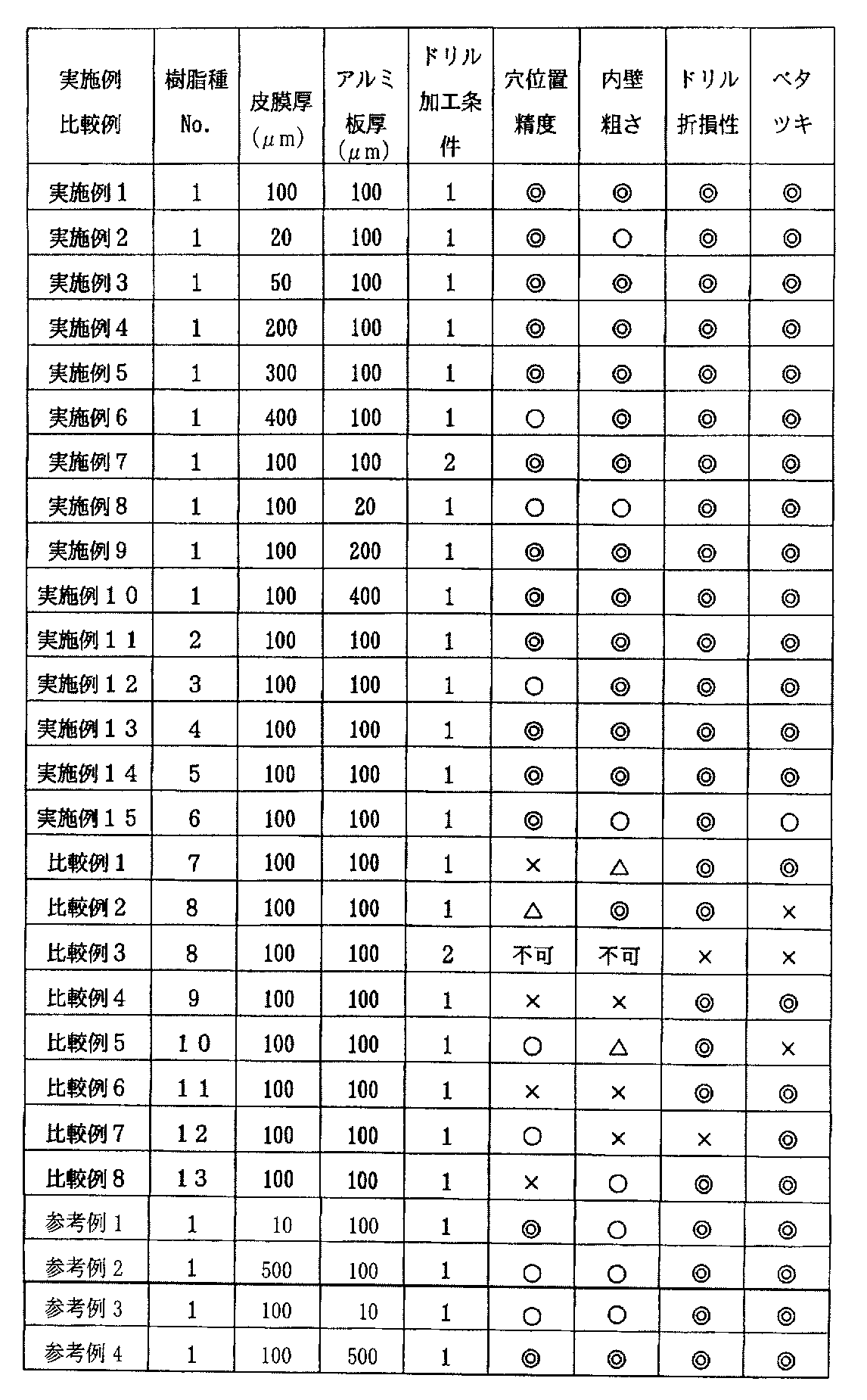
上記表2に示すように、本発明の範囲内に含まれる実施例1〜15においては、ドリルによる穴あけ加工時の穴位置精度,スルーホール(ドリル加工穴)の内壁粗さ,ドリル加工時におけるドリルの折損性,アルミニウム基板上に形成された樹脂皮膜の吸湿および溶融による転写・密着挙動(ベタツキ)に関して、顕著な性能の向上効果が確認された。
【0066】
実施例1〜6は、樹脂皮膜厚みを変えた樹脂被覆金属板によるドリル加工試験結果である。何れの実施例においても良好なドリル加工性が得られているが、皮膜厚みが50μm以上300μm以下の場合は、特に顕著な性能の向上結果が得られた。
【0067】
実施例7は、細径ドリル(条件2)による加工例である。本例においても、良好なドリル加工性が得られた。
【0068】
実施例8〜10は、アルミニウム基板厚みを変えた実施例である。何れの実施例においても良好なドリル加工性が得られているが、基板厚みが100μm以上の場合は、特に顕著な性能の向上結果が得られた。
【0069】
実施例11〜15は、被覆樹脂の種類を変えた実施例である。何れの実施例においても良好なドリル加工性が得られているが、実施例12は樹脂の硬度が上限に近いため穴位置精度がやや低下し、実施例15は樹脂の硬度が下限に近いため軽度な接着が生じ、また溶融粘度値が下限に近いため内壁粗さがやや増大する傾向が観察された。
【0070】
これに対し、本発明の範囲外である比較例1〜8においては、一連の性能および経済性を全て満足するものは存在しなかった。
【0071】
比較例1〜8は、被覆樹脂の種類を変えた比較例である。比較例1は樹脂の硬度が上限を超えているため、穴位置精度が悪化した。比較例2は溶融粘度が低いため、ドリル加工中にドリルに付着した樹脂が落下して穴位置精度が大幅に悪化した。比較例3は比較例2と同様の現象が発生し、更には細径ドリルを使用した場合にドリル折損が生じたため、穴あけ加工ができなかった。加えて比較例2,3で用いた樹脂は水溶性であり、樹脂被覆金属板同上の接着が生じたため保管および輸送時に特別な配慮が必要であり、作業性および経済性が大幅に低下する問題がある。比較例4は樹脂の硬度および融点が共に上限を超えているため、穴位置精度並びに内壁粗さが共に悪化した。比較例5は樹脂の融点が上限を超えているため、内壁粗さが悪化した。比較例6は樹脂の硬度が下限を下回っているため、樹脂被覆金属板を積層し且つ加圧した際の板同士の接着が生じた。比較例7は樹脂の溶融粘度が上限を上回っているため、内壁粗さが悪化し且つドリル折損性が低下した。比較例8は樹脂の溶融粘度が下限を下回っているため、溶融樹脂の落下が生じて穴位置精度が悪化した。
【0072】
参考例1,2は、樹脂皮膜の厚みを変えた比較例である。両者共に、ドリル折損性は良好でありベタツキは観察されず、穴あけ加工に使用する当て板として充分実施に耐え得るものであった。但し、参考例1は、樹脂皮膜の厚みが下限以下のため潤滑性がやや不足し、内壁粗さの悪化が多少観察された。また、参考例2は樹脂皮膜の厚みが上限以上のためドリルの直進性がやや損なわれ、穴位置精度の悪化が多少観察された。
【0073】
参考例3,4は、アルミニウム基板の厚みを変えた比較例である。両者共に、ドリル折損性は良好でありベタツキは観察されなかった。但し、参考例3は、その基板厚みが下限以下であるため、樹脂被覆金属板とプリント回路基板の隙間に切削屑が進入し、穴位置精度がやや低下した。一方、参考例4は、本発明が発揮すべき特性を全て享有するものであるが、アルミニウム基板の厚みが上限を超えているため、単位面積あたり必要となるアルミニウム所要量が増大し、コストが増大する問題が生じる。しかし、これらも、穴あけ加工に使用する当て板として充分に実施し得るものである。
【0074】
以上より、本発明の技術範囲で規定された物性を有する樹脂を適用した樹脂被覆金属板は、プリント配線基板の穴あけ加工時の当て板として優れた性能を示すことがわかった。
【0075】
【発明の効果】
以上詳述したように、本発明に係るプリント配線基板の穴あけ加工に使用する樹脂被覆金属板を、プリント配線基板材料の少なくともドリル進入側に保護用当て板として使用することにより、優れた穴位置精度および内壁粗さを有するプリント配線基板を製造することができる。また、本発明の樹脂被覆金属板は、高温多湿環境下においてもベタつかず、作業性と保存安定性に優れている。更に、本発明の樹脂被覆金属板を保護用当て板として配置するプリント配線基板の製造方法は、切削屑排出性および耐ドリル折損性を享有する。
【0076】
従って、本発明に係る樹脂被覆金属板は、プリント配線基板の穴あけ加工時の当て板として、卓越した性能を発揮する。[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a resin-coated metal plate suitable as a backing plate for efficiently obtaining a high-quality product in a drilling process, which is one of manufacturing processes of a printed wiring board, and a drilling process using the resin-coated metal plate. The present invention relates to a method for manufacturing a printed wiring board including steps.
[0002]
[Prior art]
The printed wiring board has a role of mounting (mounting) electronic components and electrically connecting the electronic components, and is very important as an internal component of an electric product. In manufacturing this printed wiring board, as one of the manufacturing steps, there is a step of forming a through hole (through hole) in a cross-sectional direction so as to enable current to flow between the uppermost layer and the lowermost layer of the laminated board. . Since the through-hole is indispensable to the printed wiring board, and the number of the through-hole is generally large, this drilling process is an important position in the manufacture of the printed wiring board.
[0003]
In general, printed wiring boards are composed of a composite material in which a conductor layer made of copper foil and an insulating layer made of glass fiber woven cloth impregnated and cured with epoxy resin etc. are laminated on each other. Is different. Therefore, there is a problem that defects such as interfacial separation and cracks between materials are apt to occur during drilling, the surface roughness of the inner wall of the drilled hole is deteriorated, and the abrasion and breakage of the drill are adversely affected. In addition, since periodic irregularities due to irregularities of the glass fiber cloth exist on the surface thereof, the positional accuracy of the holes tends to deteriorate during drilling. Furthermore, the heat generated during drilling causes the resin in the printed wiring board to soften and become dirty called so-called smear and easily adhere to the inner layer copper foil, which is a factor of poor electrical continuity after through-hole plating. There is a problem.
[0004]
In particular, with the recent miniaturization and precision of electronic equipment, processing holes provided in printed wiring boards are becoming smaller in diameter and narrower in density, and it is necessary to provide smooth processing holes on the inner wall at more accurate positions. A technology that can be used is essential. Furthermore, the recent economic situation demands a reduction in manufacturing costs, and there is a strong demand for establishing more efficient printed wiring board production technology.
[0005]
In order to solve this problem, US Pat. No. 4,781,495 and US Pat. No. 4,929,370 disclose a water-soluble lubricant impregnated sheet on one or both sides of a laminated substrate as a technique capable of suppressing generation of heat during drilling. A method is disclosed in which the sheet is arranged, and the sheet is used as a backing plate to perform drilling with a drill. The lubricant-impregnated sheet used in the perforation method is a mixture of a solid water-soluble lubricant such as glycols such as diethylene glycol and dipropylene glycol, a synthetic wax such as a fatty acid, and a nonionic surfactant such as paper. It is impregnated in a porous material.
[0006]
JP-A-2002-120198 discloses a water-soluble resin-coated metal plate in which a mixture of a polycondensate of polyethylene glycol dimethyl terephthalate and polyoxymethylene monostearate, both of which are water-soluble compounds, is adhered to one surface of an aluminum plate. Is disclosed as a backing plate, and a method of performing a drilling process by a drill is disclosed.
[0007]
As an improvement of the above technology, for example, a sheet in which a thermoplastic resin film having a multilayer structure in which a thermoplastic resin layer not containing a lubricant is laminated outside a thermoplastic resin layer containing a lubricant and a metal foil are laminated. (Japanese Unexamined Patent Application Publication No. 2001-150215), and a method in which a metal foil is mixed with a polyester resin composition obtained by blending an inorganic filler and / or a water-soluble lubricant in a thermoplastic polyester resin. A method using a laminated sheet (JP-A-2001-246696, JP-A-2000-218599) can be exemplified.
[0008]
However, none of the above techniques has a sufficient effect on the problem required in the drilling step of a printed wiring board to efficiently provide a smooth hole in the inner wall at a more accurate position.
[0009]
For example, in the above-described method of arranging a water-soluble lubricating impregnated sheet or a water-soluble resin-coated metal plate on a printed wiring board and using the sheet or the resin-coated metal plate as a backing plate to perform a drilling process, it is true that a drill is required. Although it has a certain effect on the heat generation prevention effect of the above or the reduction of the roughness of the inner wall of the drilled portion of the printed wiring board and the improvement of the drill life, the impregnation of the mixture as a component of the sheet into the multi-hole sheet is insufficient. Water-soluble resin-coated metal plates have poor adhesion to the metal substrate, warp the resin-coated metal plates, and the coating itself is easily sticky. There is a drawback that the film surface becomes sticky, which impairs handling and workability. The present inventors have been conducting research to improve the above problem by adding an inorganic powder filler. Particularly, the problem of stickiness due to moisture absorption or water wetting of the film is that the main component of the film is a water-soluble resin. In the technology constituted by the above, there has been an essentially unavoidable problem.
[0010]
In addition, the method of blending the lubricant into the thermoplastic resin is, for example, by laminating a thermoplastic resin that does not contain a lubricant on the bonding portion with the metal, the lubricant is also changed to the bonding portion with the metal due to aging. Due to the diffusion, the adhesion between the resin layer and the metal foil tends to deteriorate. For this reason, there has been a problem that cutting chips enter the interlayer between the resin layer and the metal layer during drilling, thereby deteriorating the hole position accuracy, or causing insufficient drilling breakage due to insufficient discharge of cutting chips.
[0011]
Furthermore, in the thermoplastic resin disclosed in Japanese Patent Application Laid-Open No. 2001-150215, the hardness of the resin is high, so that biting of the drill during drilling is poor, and there has been a problem that the hole position accuracy is significantly reduced.
[0012]
Therefore, in order to solve the essential problem, it is necessary to form the coating resin itself from one having characteristics suitable for drilling.
[0013]
[Problems to be solved by the invention]
The present invention has been made in view of such a problem, and in drilling a printed wiring board with a drill, the effect of preventing heat generation of a drill bit at the time of drilling, the lubricating effect and the effect of preventing cutting chips from scattering are high, In addition, it excels in the removal of cutting chips, enables high-quality and highly efficient drilling with excellent smoothness of the inner wall of the drilled hole, and has low drill breakage, no stickiness and excellent workability. An object of the present invention is to provide a resin-coated metal plate used for drilling a wiring board and a method for manufacturing a printed wiring board using the same.
[0014]
[Means for Solving the Problems]
Means for Solving the ProblemsThe present inventors, in order to solve the above-mentioned problems, have conducted intensive studies on a film that is a constituent material of a piercing plate, and if the physical properties of a thermoplastic resin as a film are appropriately adjusted, the purpose is met. The present invention was completed by finding that a backing plate was obtained.
[0015]
That is, a resin-coated metal plate used for drilling a printed wiring board according to the present invention is a resin-coated metal plate in which at least one surface of the metal plate is coated with a thermoplastic resin, wherein the thermoplastic resin is substantially A melting peak temperature of 55 ° C. or more and 145 ° C. or less according to JIS K7121, and a shear temperature of 1000 mm / sec and 3000 mm / sec at a temperature 20 ° C. higher than the melting peak temperature. Melt viscosity measured by speed is 1.0 × 10 4 P × 1.0 × 10 5 P or less, and a durometer D hardness measured according to JIS K7215 is 20 or more and 45 or less.
[0016]
In the resin-coated metal plate, the thickness of the thermoplastic resin film is preferably from 20 μm to 400 μm, and the thickness of the metal plate is preferably from 20 μm to 400 μm.
[0017]
Further, as the metal plate, an aluminum plate or an aluminum alloy plate is preferable, and the thermoplastic resin is preferably laminated on the metal plate by any one of dry lamination, wet lamination, and hot melt method.
[0018]
Further, in the method for manufacturing a printed wiring board according to the present invention, the resin-coated metal plate described above is disposed as a protective cover plate on at least a drill entry side of one or a plurality of stacked printed wiring board materials, The method includes a step of performing a drilling process with a drill.
[0019]
BEST MODE FOR CARRYING OUT THE INVENTION
The resin-coated metal plate of the present invention has a heat-preventing effect by arranging it as a protective patch on at least the drill entry side of one or a plurality of laminated printed wiring board materials in a drilling step of the printed wiring board. It is possible to extend the drill life by suppressing the breakage of the drill and suppress the breakage of the drill. . In addition, since the coating film has reduced stickiness, it does not have a disadvantage that the metal plates adhere to each other during storage and transportation of the resin-coated metal plate, and has excellent workability and storage stability. Have.
[0020]
That is, since the thermoplastic resin coated on the resin-coated metal plate of the present invention has an appropriate melting point, melt viscosity and hardness, it promotes the straight movement of the drill, and the frictional heat generated during drilling is reduced by the resin film. In addition, the molten resin is absorbed by the molten metal, and the molten resin adheres to the drill and is accompanied by the penetration of the drill, thereby exhibiting a lubricating effect, thereby exhibiting an effect of reducing friction during drilling. These effects combine to provide excellent hole positioning accuracy and, in recent years, even under increasingly severe drilling conditions, glass fiber, phenolic resin, epoxy resin, and copper plate, which are the main components of printed wiring boards. Alternatively, it is possible to prevent a deep crack from being generated in paper or the like or severe crushing. Further, the cutting chips are discharged from the machined hole along the groove of the drill together with the molten thermoplastic resin. For this reason, the wear of the drill is reduced and the cutting chips are discharged smoothly, so that a through hole having a smooth inner wall surface can be obtained.
[0021]
Therefore, the thermoplastic resin applicable to the resin-coated metal plate of the present invention is not limited to the chemical structure and kind as long as the physical properties listed in the scope of the present invention are satisfied.
[0022]
Hereinafter, an embodiment for exhibiting the characteristics enjoyed by the present invention and the operation and effect thereof will be described.
[0023]
The thermoplastic resin constituting the film in the resin-coated metal sheet of the present invention needs to be “substantially water-insoluble”. This is because, in the case of a water-soluble resin, "stickiness" occurs in a high-temperature and high-humidity environment, and the products adhere to each other when the resin-coated metal plate is transported or stored, so that the storage stability of the product cannot be maintained. Further, in the case of a film mainly composed of a water-soluble resin, the adhesion between the coating resin and the substrate metal is deteriorated, and the coating resin portion is warped, which causes a problem in workability. Note that “substantially” means that the resin portion serving as a matrix is insoluble in water or has some water solubility within a range in which the above-described effects (storage stability of the product and the like) can be exhibited. That is good. Accordingly, the present invention also includes a metal plate having a resin film in which an additive such as an antioxidant or the like and unavoidable substances contained in the resin film partially contains a water-soluble material.
[0024]
When the resin-coated metal plate of the present invention is used as a backing plate at the time of drilling of a printed wiring board, the thermoplastic resin coated on the surface of the metal plate melts with an appropriate viscosity due to frictional heat generated by drilling. It becomes a body, and when it enters along with the penetration of the drill, it acts as a lubricant and a discharge agent for cutting chips, thereby improving the smoothness of the inner wall of the drilled hole and exerting the effect of preventing breakage of the drill I do. In order to exert such effects, it is necessary to select, as the thermoplastic resin coated on the metal plate, one having an appropriate melting point in addition to an appropriate melting point for melting by frictional heat.
[0025]
As such a standard of the melting point, it is necessary that “the melting peak temperature measured in accordance with JIS K7121 is 55 ° C. or more and 145 ° C. or less”. When the melting peak temperature is lower than 55 ° C., problems such as melting or softening of part or all of the coating resin during storage or transportation, particularly in summer or a tropical region, causing adhesion between the resin-coated metal plates. Conversely, if the temperature exceeds 145 ° C., it becomes difficult for the coating resin to be melted due to the generation of frictional heat, or even if melting occurs, the viscosity of the melted resin is high, so that the lubricating action during cutting and The function of discharging cutting chips cannot be expected. A more preferable melting peak temperature at which these effects are exerted is from 60 ° C to 120 ° C, and more preferably from 70 ° C to 100 ° C.
[0026]
Regarding the melt viscosity of the thermoplastic resin, the melt viscosity measured at each shear rate of 1000 mm / sec and 3000 mm / sec at a temperature 20 ° C. higher than the melting peak temperature is 1.0 × 10 4 P × 1.0 × 10 5 P or less.
[0027]
The reason for setting the shear rate defining the melt viscosity to “1000 mm / sec and 3000 mm / sec” in the above definition of the melt viscosity is as follows. In general, the melt viscosity of a thermoplastic resin is non-Newtonian, and the melt viscosity decreases as the shear rate increases even under the same temperature conditions. In recent drilling of printed circuit boards, there is an example in which a drill is rotated at a high drilling speed of tens of thousands to hundreds of thousands of rpm, and the shear rate at the processing contact surface is extremely high. For example, when a drill having a diameter of 0.3 mm is machined at 100,000 rpm, the relative shear rate between the machined hole and the rotating drill surface is 1570 mm / sec, and at 150,000 rpm, it is considered to reach 2355 mm / sec. Can be Therefore, the melt viscosity also needs to be moderate under such high-speed shearing conditions (1000 mm / sec and 3000 mm / sec).
[0028]
Further, the melt viscosity under the above-mentioned high-speed shearing condition is set to “1.0 × 10 4 P × 1.0 × 10 5 The reason for "not more than P" is that if the melt viscosity is out of the range, the inner wall of the drilled hole becomes rough, the hole position accuracy is deteriorated, and the breakability of the drill is also increased. The reason is that the viscosity of the molten resin is 1.0 × 10 5 If P is exceeded, it becomes difficult for the molten resin to enter the drill accompanying the drill or the amount of the resin accompanying the drill becomes small, resulting in insufficient lubricity. In addition, the inner wall of the machined hole is liable to be damaged due to deterioration of the dischargeability of cutting chips, and the inner wall roughness is deteriorated and the drill is easily broken. Conversely, the viscosity of the molten resin is 1.0 × 10 4 When it is less than P, when the drill is pulled out from the machined hole and moved to the next machining position, the molten resin attached to the drill easily falls on the resin-coated metal plate. If the molten resin falls from the drill, foreign matter will adhere to the surface of the resin-coated metal plate. If this portion is drilled, the hole position accuracy will be significantly deteriorated and the drill will be easily broken. Such a problem is particularly prominent in the drilling of a very small diameter having a drill diameter of 0.15 mm or less, which has recently been increasing in demand.
[0029]
The lower limit of the “melt viscosity” is 1.5 × 10 4 at a shear rate of 1000 mm / sec. 4 P, 1.1 × 10 at 3000 mm / sec 4 P, more preferably 2.0 × 10 3 at 1000 mm / sec. 4 P, 1.2 × 10 at 3000 mm / sec 4 P is preferable, and the upper limit is 5.0 × 10 at 1000 mm / sec. 4 P, 4.0 × 10 at 3000 mm / sec 4 P, and more preferably 4.0 × 10 at 1000 mm / sec. 4 P, 2.0 × 10 at 3000 mm / sec 4 P is preferred.
[0030]
The reason why the measurement condition of the melt viscosity is set to “the temperature is further higher by 20 ° C. than the melting peak temperature” is that it is assumed that the thermoplastic resin is melted by frictional heat during drilling.
[0031]
The standard of the hardness of the thermoplastic resin needs to be “the durometer D hardness measured according to JIS K7215 is 20 or more and 45 or less”. When the durometer D hardness exceeds 45, the hole position accuracy at the time of drilling is remarkably deteriorated. On the contrary, when the durometer D hardness is less than 20, it is called a blocking phenomenon when the resin-coated metal plates are stacked or wound in a coil shape. This is because adhesion between the resin-coated metal plates is likely to occur, and productivity and storage stability are significantly deteriorated. The durometer D hardness is preferably 25 or more and 40 or less, more preferably 30 or more and 35 or less.
[0032]
In the durometer hardness test method for plastics (JIS K7215), there are types A and D as types of durometer. In the present invention, the durometer D hardness is adopted and described, but there is a correlation between the durometer D hardness and the durometer A hardness, and the durometer D hardness can also be displayed. For example, a durometer D hardness of 50 has a durometer A hardness of 95, and a durometer D hardness of 10 has a durometer A hardness of 50.
[0033]
The thickness of the thermoplastic resin film coated on the metal plate is preferably “20 μm or more and 400 μm or less”. If the thickness is less than 20 μm, it is difficult to sufficiently exert the effect of the lubricant and the discharge of cutting chips at the time of drilling. On the other hand, if the thickness exceeds 400 μm, excessive coating resin may cause a significant deterioration of the hole position accuracy and the drill. This is because it may cause breakage. The thickness of the coating is more preferably 25 μm or more and 300 μm or less, and most preferably 50 μm or more and 200 μm or less.
[0034]
The thickness of the metal plate is preferably “20 μm or more and 400 μm or less”. If the thickness is less than 20 μm, the handleability as a backing plate is deteriorated, and the hole position accuracy of the drill at the time of drilling is reduced. If the thickness exceeds 400 μm, productivity is limited and economy is inferior. Because it becomes. The thickness of the metal plate is more preferably 50 μm or more and 300 μm or less, and most preferably 70 μm or more and 200 μm or less.
[0035]
As the metal plate used for manufacturing the resin-coated metal plate according to the present invention, it is preferable to use an aluminum substrate (aluminum plate or aluminum alloy plate). Specific examples include pure aluminum and aluminum alloys such as 3000 series and 5000 series, and the most preferred is pure aluminum series. Since these aluminum plates have appropriate hardness and strength, they can be used as a backing plate at the time of drilling to suppress occurrence of burrs and return, and do not deteriorate the drill. Because.
[0036]
The thermoplastic resin of the present invention is preferably “the one laminated on the metal plate by any of dry lamination, wet lamination, and hot melt method”. According to these lamination methods, the thermoplastic resin can be easily and easily coated on the metal plate while controlling the thickness.
[0037]
Further, an adhesive having a melting point in the range of 55 ° C. or more and 145 ° C. or less may be applied for bonding the thermoplastic resin and the metal plate.
[0038]
In the present invention, the thermoplastic resin constituting the resin film is not particularly limited in its chemical structure and type as long as it satisfies the requirements of the above-mentioned melt peak temperature, melt viscosity, and durometer hardness. Elastomer, butadiene elastomer, ester elastomer, olefin elastomer, urethane elastomer, styrene elastomer, polybutene, low density polyethylene, chlorinated polyethylene, metallocene polyolefin resin, ethylene / acrylate / maleic anhydride copolymer, Examples include ethylene / glycyl methacrylate copolymer, ethylene / vinyl acetate resin, modified ethylene / vinyl acetate resin, ethylene / methacrylic resin, ionomer resin, and ethylene / ethyl acrylate resin. You can either be applied resin selected from these alone or combined to a resin having a supra properties it can be applied all. That is, the coating resin used for the resin-coated metal plate of the present invention does not need to newly synthesize a resin having a specific chemical structure, and a commercially available resin having physical properties within the scope of the present invention or a mixture thereof. Can be applied. Further, by measuring the physical properties of the resin and the mixture thereof, it is possible to quickly determine whether or not the resin is suitable as a resin for coating a resin-coated metal plate used for drilling a printed wiring board.
[0039]
In the present invention, a template resin film made of a resin composition containing an epoxy-based resin and a silicone-based resin may be coated on a surface of a metal plate that is not coated with a thermoplastic resin. If only one side is coated with resin, during transportation or storage of the resin-coated metal plate, adhesion between the metal and the resin may occur between the plurality of resin-coated metal plates, and the storage stability may not be maintained. This is because such adhesion is unlikely to occur when the conductive resin film is coated, and the storage stability is improved.
[0040]
【Example】
Hereinafter, the present invention will be described in more detail with reference to Examples and Test Examples, but the scope of the present invention is not limited thereto.
[0041]
(Example 1)
Using a butadiene-based elastomer (RB820, manufactured by JSR Corporation, resin type No. 1 in Table 1 below), a film having a thickness of 100 μm was prepared and dry-laminated on a pure aluminum plate (1050-H18) having a thickness of 100 μm. Laminating was performed using an adhesive (LX-901, manufactured by Dainippon Ink and Chemicals, Incorporated) to prepare a resin-coated metal plate for drilling a printed wiring board. This butadiene-based elastomer has a melt peak temperature of 95 ° C., a durometer hardness of D40, and a melt viscosity at 115 ° C. of 3.0 × 10 3. 4 P (shear speed 1000 mm / sec) and 1.2 × 10 4 P (3000 mm / sec).
[0042]
(Examples 2 to 15)
In the same manner as in Example 1, the resin type No. shown in Table 1 below was used. A resin-coated metal plate for drilling a printed wiring board was manufactured using various resins 2 to 6.
[0043]
(Comparative Example 1)
Using a polyethylene (Sumikasen L211 made by Sumitomo Mitsui Polyolefin, resin type No. 7 in Table 1 below), a film having a thickness of 100 μm is prepared, and is laminated on a pure aluminum plate (1050-H18) having a thickness of 100 μm and printed wiring. A resin-coated metal plate for drilling a substrate was prepared. The polyethylene has a melt peak temperature of 113 ° C., a durometer hardness of D49 and a melt viscosity at 133 ° C. of 3.0 × 10 3. 4 P (shear speed 1000 mm / sec) and 1.0 × 10 4 P (3000 mm / sec).
[0044]
(Comparative Examples 2 to 8)
In the same manner as in Comparative Example 1, the resin types No. Using various resins Nos. 8 to 13, resin-coated metal plates for drilling holes in printed wiring boards were produced.
[0045]
(Reference Examples 1 to 4)
Using a butadiene elastomer (RB820, manufactured by JSR Corporation, resin type No. 1 in Table 1 below), a film having a thickness of 10, 100, or 500 μm is produced, and a pure aluminum plate having a thickness of 10, 100, or 500 μm is formed. (1050-H18) to prepare a resin-coated metal plate for drilling a printed wiring board.
[0046]
(Method of evaluating resin properties)
The presence or absence of water solubility, melting point, melt viscosity, and hardness of the resins prepared as Examples, Comparative Examples, and Reference Examples were measured based on the following evaluation methods.
[0047]
(1) Water solubility
The pellet-shaped resin whose weight was measured was poured into distilled water having a volume 20 times that of the pellet, and stirred at 20 ° C. for 30 minutes. Thereafter, the aqueous solution was visually observed. Among them, the pellets remaining were collected by filtration, dried, and weighed. Those with a weight loss of less than 3% before and after immersion in water were classified as water-soluble "none", and those with a weight loss of 3% or more or dissolved in water and pellets could not be collected were classified as "water-soluble".
[0048]
(2) Melting point
The melting point of the resin was measured according to JIS K7121 (method for measuring transition temperature of plastic). That is, the "method for measuring the transition temperature of plastic" is a method using a differential scanning calorimeter (DSC, DSC7 type, manufactured by PerkinElmer Co., Ltd.). From 250 ° C. at a rate of 20 ° C./min. In the obtained calorific value curve, a portion where the curve separates from the baseline and returns to the baseline again is defined as a melting peak, and the temperature at the top of the melting peak is defined as a melting peak temperature (described as “melting point” in Table 1). did.
[0049]
(3) Melt viscosity
The melt viscosity of the resin was measured using a dynamic viscoelasticity measuring device RDA-700 manufactured by Rheometrics.
[0050]
The measuring method is as follows. First, a resin which has been heated to a melting temperature once or more and is in a molten state is inserted between two disks having a diameter of 25 mm which are installed in parallel, and the distance between the disks is set to a thickness of 2.0 mm. Then, a shear stress is applied while sweeping from one disk at an angular velocity of 0.1 to 500 radians / second, and the temperature and temperature of the resin melt viscosity are changed by changing the stress and phase sensed by the other disk while gradually lowering the temperature. The angular velocity dependence was measured. Next, the melt viscosity at a shear rate of 1000 mm / sec and 3000 mm / sec was measured at a temperature 20 ° C. higher than the melting peak of the resin measured by the method (2).
[0051]
Under the measurement conditions, the shear rate at an angular velocity of 160 radians / sec is 1000 mmsec, and the shear rate at an angular velocity of 480 radians / sec is 3000 mm / sec.
[0052]
(4) Hardness
The hardness of the resin was measured in accordance with JIS K7215 (Durometer hardness test method for plastics). That is, the “plastic durometer hardness test method” uses a type D durometer, and a resin molded into a square having a thickness of 6 mm and a size of 100 mm square is loaded with a type D durometer at room temperature (23 ° C.). The sample was pressed with 5 kg, the maximum value of the durometer pointer at that time was read, and the value was measured as durometer D hardness.
[0053]
Table 1 shows the resin characteristics measured by the method described above.
[0054]
[Table 1]
In the above table, melt viscosity 1 indicates the melt viscosity at a melting point of + 20 ° C. at a shear rate of 1000 mm / sec, and melt viscosity 2 indicates the melt viscosity at a melting point of + 20 ° C. at a shear rate of 3000 mm / sec.
In the above table, “中” indicates that the value exceeds the specified value of the present invention, and “↓” indicates that the value is lower than the specified lower limit value of the present invention.
[0056]
(Test example)
Drilling was performed on the resin-coated metal plates prepared as Examples and Comparative Examples, and hole position accuracy, inner wall roughness, drill breakability, and film stickiness were evaluated.
[0057]
The drilling method is such that the resin-coated metal plate is placed on the side where the resin-coated surface is in contact with the drill, eight copper-foil-clad printed wiring boards each having a thickness of 0.2 mm are stacked under the metal-coated metal plate, and the thickness is further reduced thereunder. A backup board made of a 1.5 mm bakelite plate was arranged and a printed circuit board was drilled.
[0058]
Drilling was performed under the following two conditions.
(Condition 1)
Drill bit: 0.3mm diameter
Rotation speed: 125,000 rpm
Feeding speed: 2.5m / min
Number of drill bits: 3000 hits
(Condition 2)
Drill bit: 0.1mm diameter
Rotation speed: 150,000 rpm
Feed speed: 3.5m / min
Number of drill bits: 3000 hits.
[0059]
The determination of the hole position accuracy was performed on the printed circuit board at the bottom (eighth) after 3,000 hits (drilling) on eight printed wiring boards. That is, in the lowermost substrate, the error interval from the center of the hole is measured for 3,000 hit holes, and the average value is calculated. If the average value is less than 12.5 μm, it is ◎, less than 15 μm. The sample was rated as ○, the sample smaller than 17.5 μm as Δ, and the sample with 17.5 μm or more as ×.
[0060]
Judgment of the inner wall roughness was performed on the second substrate from the top, and the inner wall roughness on the right and left sides of the through hole (drilled hole) of the 2000th hit hole and the front and rear two holes was measured, and the average value was obtained. Is less than 12.5 μm, ○ is less than 15 μm, Δ is less than 17.5 μm, and X is 17.5 μm or more.
[0061]
Judgment of the breakage of the drill was made based on the presence or absence of a break in the drill when the drilling test was performed under the above-mentioned conditions. ◎ for those that did not break until 3000 hits, ○ for those that broke between 2,000 hits and less than 3000 hits, and 1,000 hits Those that broke less than 2000 hits were rated as Δ, and those that broke less than 1000 hits were rated X.
[0062]
The determination of stickiness / blocking of the film is made by overlapping an aluminum plate (without a film) of the same shape on a resin-coated metal plate cut into a square having a length and width of 10 cm so as to be in contact with the resin film, and then 50 kg from above. When no weight was placed and left for 12 hours under an atmosphere condition of 40 ° C. and 80% relative humidity, transfer of the resin film and adhesion between the metal plates were not confirmed at all on the uncoated aluminum plate.も の indicates that the transfer of the coating film has occurred but no adhesion between the metal plates has been confirmed, △ indicates that the transfer of the resin film has occurred over the entire surface, and も の indicates that the adhesion between the metal plates has been confirmed but can be separated. When the metal plates were adhered to each other and could not be peeled off (blocking occurred), it was evaluated as x.
[0063]
Table 2 shows the above results.
[0064]
[Table 2]
As shown in Table 2 above, in Examples 1 to 15 included in the scope of the present invention, hole position accuracy at the time of drilling, inner wall roughness of through holes (drilled holes), and Significant performance improvement effects were confirmed with respect to the breakability of the drill and the transfer / adhesion behavior (stickiness) due to moisture absorption and melting of the resin film formed on the aluminum substrate.
[0066]
Examples 1 to 6 are results of a drilling test using a resin-coated metal plate having a different resin film thickness. Although good drill workability was obtained in each of the examples, when the film thickness was 50 μm or more and 300 μm or less, particularly remarkable performance improvement results were obtained.
[0067]
Example 7 is an example of processing with a small diameter drill (condition 2). Also in this example, good drill workability was obtained.
[0068]
Examples 8 to 10 are examples in which the thickness of the aluminum substrate is changed. Although good drill workability was obtained in each of the examples, when the substrate thickness was 100 μm or more, particularly remarkable performance improvement results were obtained.
[0069]
Examples 11 to 15 are examples in which the type of the coating resin is changed. Although good drill workability is obtained in any of the examples, the hole position accuracy in Example 12 is slightly reduced because the hardness of the resin is close to the upper limit, and the hardness of the resin in Example 15 is close to the lower limit in Example 15. A slight adhesion was observed, and the tendency of the inner wall roughness to slightly increase was observed because the melt viscosity value was close to the lower limit.
[0070]
On the other hand, in Comparative Examples 1 to 8, which are out of the scope of the present invention, none of those satisfying all of the series of performances and economics existed.
[0071]
Comparative Examples 1 to 8 are comparative examples in which the type of the coating resin was changed. In Comparative Example 1, the hole position accuracy was deteriorated because the hardness of the resin exceeded the upper limit. In Comparative Example 2, since the melt viscosity was low, the resin adhering to the drill dropped during drilling, and the hole position accuracy was significantly deteriorated. In Comparative Example 3, the same phenomenon as in Comparative Example 2 occurred, and furthermore, when a small diameter drill was used, drill breakage occurred, so that drilling could not be performed. In addition, the resins used in Comparative Examples 2 and 3 are water-soluble, and require special consideration during storage and transportation because of the adhesion of the resin-coated metal plates, resulting in a significant decrease in workability and economic efficiency. There is. In Comparative Example 4, since both the hardness and the melting point of the resin exceeded the upper limits, both the hole position accuracy and the inner wall roughness deteriorated. In Comparative Example 5, the inner wall roughness was deteriorated because the melting point of the resin exceeded the upper limit. In Comparative Example 6, since the hardness of the resin was lower than the lower limit, when the resin-coated metal plates were laminated and pressed, adhesion between the plates occurred. In Comparative Example 7, since the melt viscosity of the resin was higher than the upper limit, the inner wall roughness was deteriorated and the drill breakage property was lowered. In Comparative Example 8, since the melt viscosity of the resin was lower than the lower limit, the molten resin dropped and the hole position accuracy deteriorated.
[0072]
Reference Examples 1 and 2 are comparative examples in which the thickness of the resin film was changed. In both cases, the drill breakability was good, no stickiness was observed, and the plate was sufficiently durable as a backing plate used for drilling. However, in Reference Example 1, since the thickness of the resin film was less than the lower limit, the lubricity was slightly insufficient, and the deterioration of the inner wall roughness was somewhat observed. In Reference Example 2, since the thickness of the resin film was equal to or more than the upper limit, the straightness of the drill was slightly impaired, and the deterioration of the hole position accuracy was somewhat observed.
[0073]
Reference Examples 3 and 4 are comparative examples in which the thickness of the aluminum substrate was changed. In both cases, the drill breakability was good and no stickiness was observed. However, in Reference Example 3, since the substrate thickness was below the lower limit, cutting chips entered the gap between the resin-coated metal plate and the printed circuit board, and the hole position accuracy was slightly reduced. On the other hand, Reference Example 4 has all the properties that the present invention should exhibit, but since the thickness of the aluminum substrate exceeds the upper limit, the required amount of aluminum required per unit area increases, and the cost increases. A growing problem arises. However, these can also be sufficiently implemented as a patch used for drilling.
[0074]
From the above, it was found that the resin-coated metal plate to which the resin having the physical properties defined in the technical scope of the present invention was applied exhibited excellent performance as a backing plate at the time of drilling a printed wiring board.
[0075]
【The invention's effect】
As described above in detail, by using the resin-coated metal plate used for drilling the printed wiring board according to the present invention as a protective patch at least on the drill entry side of the printed wiring board material, an excellent hole position can be obtained. A printed wiring board having accuracy and inner wall roughness can be manufactured. Further, the resin-coated metal plate of the present invention is not sticky even in a high-temperature and high-humidity environment, and is excellent in workability and storage stability. Furthermore, the method of manufacturing a printed wiring board according to the present invention, in which the resin-coated metal plate is disposed as a protective backing plate, has cutting chip dischargeability and drill breakage resistance.
[0076]
Therefore, the resin-coated metal plate according to the present invention exhibits excellent performance as a backing plate at the time of drilling a printed wiring board.
Claims (6)
実質的に非水溶性であり、
JIS K7121に準拠して測定される融解ピーク温度が55℃以上145℃以下であり、
該融解ピーク温度より更に20℃高い温度において1000mm/秒および3000mm/秒の各剪断速度で測定される溶融粘度が夫々1.0×104P(ポイズ)以上1.0×105P以下であり、且つ
JIS K7215に準拠して測定されるデュロメータD硬さが20以上45以下であることを特徴とするプリント配線基板の穴あけ加工に使用する樹脂被覆金属板。In a resin-coated metal plate in which at least one surface of the metal plate is coated with a thermoplastic resin, the thermoplastic resin is
Is substantially water-insoluble,
A melting peak temperature measured in accordance with JIS K7121 of 55 ° C or more and 145 ° C or less;
When the melt viscosity measured at a shear rate of 1000 mm / sec and 3000 mm / sec at a temperature 20 ° C. higher than the melting peak temperature is 1.0 × 10 4 P (poise) or more and 1.0 × 10 5 P or less, respectively. A resin-coated metal plate used for boring a printed wiring board, wherein a durometer D hardness measured according to JIS K7215 is 20 or more and 45 or less.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002173148A JP2004017190A (en) | 2002-06-13 | 2002-06-13 | Resin coated metal sheet used for drilling printed wiring board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002173148A JP2004017190A (en) | 2002-06-13 | 2002-06-13 | Resin coated metal sheet used for drilling printed wiring board |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004017190A true JP2004017190A (en) | 2004-01-22 |
Family
ID=31172524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002173148A Pending JP2004017190A (en) | 2002-06-13 | 2002-06-13 | Resin coated metal sheet used for drilling printed wiring board |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004017190A (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005172809A (en) * | 2003-11-21 | 2005-06-30 | Fujikura Kasei Co Ltd | Crack-sensing material, method for manufacturing the same, crack-sensing system and crack sensing method |
| KR100628611B1 (en) * | 2003-12-09 | 2006-09-26 | 가부시키가이샤 고베 세이코쇼 | Resin-coated metal plate for use in perforating printed-wiring board |
| JP2008055644A (en) * | 2006-08-29 | 2008-03-13 | Kobe Steel Ltd | Resin-coated metal sheet and method for boring printed-wiring board using the metal sheet |
| JP2010260165A (en) * | 2009-04-07 | 2010-11-18 | Showa Denko Kk | Backing plate for piercing |
| WO2010140333A1 (en) * | 2009-06-01 | 2010-12-09 | 三菱瓦斯化学株式会社 | Drilling entry sheet |
| JP2010540260A (en) * | 2007-09-28 | 2010-12-24 | トライ−スター ラミネーツ、 インク. | Improved system and method for drilling holes in a printed circuit board |
| WO2012105481A1 (en) * | 2011-02-04 | 2012-08-09 | 株式会社神戸製鋼所 | Resin-coated metal plate |
| CN102729281A (en) * | 2012-07-19 | 2012-10-17 | 周伟 | Drilling pressing plate and drilling method of circuit board |
-
2002
- 2002-06-13 JP JP2002173148A patent/JP2004017190A/en active Pending
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005172809A (en) * | 2003-11-21 | 2005-06-30 | Fujikura Kasei Co Ltd | Crack-sensing material, method for manufacturing the same, crack-sensing system and crack sensing method |
| US7914898B2 (en) * | 2003-12-09 | 2011-03-29 | Kabushiki Kaisha Kobe Seiko Sho | Resin-coated metal plate for use in perforating printed-wiring board |
| KR100628611B1 (en) * | 2003-12-09 | 2006-09-26 | 가부시키가이샤 고베 세이코쇼 | Resin-coated metal plate for use in perforating printed-wiring board |
| JP2008055644A (en) * | 2006-08-29 | 2008-03-13 | Kobe Steel Ltd | Resin-coated metal sheet and method for boring printed-wiring board using the metal sheet |
| KR100886562B1 (en) | 2006-08-29 | 2009-03-02 | 가부시키가이샤 고베 세이코쇼 | Resin-coated metal plate and method of drilling printed wiring board using the metal plate |
| JP2010540260A (en) * | 2007-09-28 | 2010-12-24 | トライ−スター ラミネーツ、 インク. | Improved system and method for drilling holes in a printed circuit board |
| JP2010260165A (en) * | 2009-04-07 | 2010-11-18 | Showa Denko Kk | Backing plate for piercing |
| JP4798308B2 (en) * | 2009-06-01 | 2011-10-19 | 三菱瓦斯化学株式会社 | Entry sheet for drilling |
| WO2010140333A1 (en) * | 2009-06-01 | 2010-12-09 | 三菱瓦斯化学株式会社 | Drilling entry sheet |
| CN102458783A (en) * | 2009-06-01 | 2012-05-16 | 三菱瓦斯化学株式会社 | Drilling entry sheet |
| KR101153259B1 (en) | 2009-06-01 | 2012-06-07 | 미쯔비시 가스 케미칼 컴파니, 인코포레이티드 | Drilling entry sheet |
| CN102458783B (en) * | 2009-06-01 | 2013-07-24 | 三菱瓦斯化学株式会社 | Drilling entry sheet |
| RU2534178C2 (en) * | 2009-06-01 | 2014-11-27 | Мицубиси Гэс Кемикал Компани, Инк. | Drilling mask |
| TWI503191B (en) * | 2009-06-01 | 2015-10-11 | Mitsubishi Gas Chemical Co | Entry sheet for drilling |
| WO2012105481A1 (en) * | 2011-02-04 | 2012-08-09 | 株式会社神戸製鋼所 | Resin-coated metal plate |
| JP2012178550A (en) * | 2011-02-04 | 2012-09-13 | Kobe Steel Ltd | Resin-coated metal plate |
| KR101506106B1 (en) | 2011-02-04 | 2015-03-25 | 가부시키가이샤 고베 세이코쇼 | Resin-coated metal plate |
| CN102729281A (en) * | 2012-07-19 | 2012-10-17 | 周伟 | Drilling pressing plate and drilling method of circuit board |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100886562B1 (en) | Resin-coated metal plate and method of drilling printed wiring board using the metal plate | |
| JP5842828B2 (en) | Entry sheet for drilling holes | |
| JP5896345B2 (en) | Entry sheet for drilling holes | |
| JP4551654B2 (en) | Resin-coated metal plate used for drilling printed circuit boards | |
| JP4342119B2 (en) | Protective cover plate during drilling and printed wiring board drilling method using the same | |
| JP6931996B2 (en) | Entry sheet for drilling | |
| KR101619749B1 (en) | Drill hole entry sheet | |
| WO2013132837A1 (en) | Entry sheet for drilling use | |
| KR100889702B1 (en) | Vibration adsorption sheet for drilling | |
| JP2004017190A (en) | Resin coated metal sheet used for drilling printed wiring board | |
| KR20080055264A (en) | Sheets for drilling | |
| TW201822601A (en) | Entry sheet, entry sheet production method, and flexible substrate production method | |
| KR102582789B1 (en) | Drill hole drilling entry sheet and drill hole processing method using the same | |
| KR20130121973A (en) | Resin-coated metal plate | |
| JP4269325B2 (en) | Printed circuit board drilling method and printed circuit board drilling sheet | |
| JP4541132B2 (en) | Entry board for small-diameter drilling and small-diameter drilling method | |
| JP4810722B2 (en) | Drilling lubricant sheet and drilling method | |
| KR20080055627A (en) | Sheets for drilling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20040810 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041014 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070426 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070426 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081209 |