JP2004011052A - 被覆糸およびそれらからなる繊維製品 - Google Patents
被覆糸およびそれらからなる繊維製品 Download PDFInfo
- Publication number
- JP2004011052A JP2004011052A JP2002165287A JP2002165287A JP2004011052A JP 2004011052 A JP2004011052 A JP 2004011052A JP 2002165287 A JP2002165287 A JP 2002165287A JP 2002165287 A JP2002165287 A JP 2002165287A JP 2004011052 A JP2004011052 A JP 2004011052A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- fiber
- heat
- resistant
- coated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Abstract
【課題】本発明は、伸縮性、耐熱性、機械的強度および外観に優れ、手などの身体によくフィットして作業性がよく、高級感のある紡毛調の風合いを有する被覆糸およびそれらからなる繊維製品を提供せんとするものである。
【解決手段】本発明の被覆糸は、芯糸と鞘糸からなる被覆糸であって、該芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いてなることを特徴とするものである。また、本発明の繊維製品は、かかる被覆糸を10wt%以上含むことを特徴とするものである。
【選択図】 図1
【解決手段】本発明の被覆糸は、芯糸と鞘糸からなる被覆糸であって、該芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いてなることを特徴とするものである。また、本発明の繊維製品は、かかる被覆糸を10wt%以上含むことを特徴とするものである。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、耐燃焼性、耐熱性、ストレッチ性に優れた被覆糸およびそれらからなる繊維製品に関する。
【0002】
【従来の技術】
衣料や産業資材として広く用いられているナイロンやポリエステル繊維等の汎用熱可塑性合成繊維は約250℃前後で溶融し、また限界酸素指数は約20前後であり、空気中でよく燃焼する。従ってこれらの汎用熱可塑性合成繊維は、炎や高熱に曝される危険の大きい場面で使用される衣料製品、例えば消防服、自動車レース用のレーシングスーツ、製鉄用作業服または溶接用作業服などの防護用の繊維素材として適しているとはいえない。
【0003】
アラミド繊維、全芳香族ポリエステル繊維またはポリパラフェニレンベンゾビスオキサゾール繊維等の耐熱高機能繊維は約250℃前後では溶融せず、その分解温度が約500℃前後と高温である。また限界酸素指数は約25以上であって、空気中では熱源である炎を近づけることによって燃焼するが、炎を遠ざけると燃焼を続けることができない。
【0004】
このように、耐熱高機能繊維は耐熱性および難燃性に優れた素材である。それゆえに、例えば耐熱高機能繊維であるアラミド繊維は炎や高熱に曝される危険の大きい場面での衣料製品、例えば消防服、自動車レース用のレーシングスーツ、製鉄用作業服、溶接用作業服などの防護衣料として好んで用いられている。中でも、耐熱性とともに高強度特性をも併せ持ったパラ系アラミド繊維は、引裂き強さと耐熱性を要するスポーツ衣料や作業服、ロープ、タイヤコードなどに利用されており、また、刃物によって切れにくいことから創傷防止のための作業用エプロンや腕カバ−、作業服などにも使用されている。
【0005】
パラ系アラミド繊維は、ポリパラフェニレンテレフタルアミド繊維が良く知られており、例えば米国特許第3,767,756号明細書、特公昭56−128312号公報にポリパラフェニレンテレフタルアミド繊維の製造方法が開示されている。
【0006】
一方、メタ系アラミド繊維は、パラ系アラミド繊維のように耐切創性や、高い引っ張り強さはないが、その耐熱性を特長として消防服や断熱フィルター、耐熱収塵フィルター、電気絶縁材料などに用いられている。
【0007】
従来、これら耐熱高機能繊維を用いて衣料製品などの繊維製品を製造する際には、伸縮性のないフィラメント糸や紡績糸などの形態で該繊維が利用されているにすぎなかった。
【0008】
しかし、フィラメント糸や紡績糸などの伸縮性のない糸条を布地に加工し、消防服、レーシングスーツまたは作業服等の衣料製品を製造しても、該衣料製品に伸縮性が劣っているため、該衣料製品を着用した場合に、着心地が悪く、また活動しにくいという難点があった。
【0009】
かかる市場の要求に鑑みて、耐熱性フィラメント糸または耐熱高機能短繊維束に捲縮を付与する方法についての研究、提案が多数なされている(特開昭48−19818号公報、特開昭53−114923号公報、特開平3−27117号公報)。具体的には、ナイロンまたはポリエステル繊維など一般の熱可塑性合成繊維の捲縮付与方法を応用した方法が挙げられる。例えば、パラ系アラミド繊維などの高弾性率繊維に低弾性率繊維を混合して押込み法により捲縮を付与する方法(特開平1−192839号公報)、アラミド繊維をその分解開始温度以上、分解温度未満(メタ系アラミド繊維の場合390℃以上460℃未満)に加熱した非接触ヒーターを用い仮撚り捲縮加工した後、弛緩熱処理するという仮撚り法により製造された捲縮糸(特開平6−280120号公報)などが公知である。
【0010】
しかし、かかる公知の方法のいずれにおいても、良好な伸縮性と紡毛調の柔らかな風合いを持った耐熱高機能繊維糸条を得ることはできなかった。
【0011】
【発明が解決しようとする課題】
本発明は、かかる従来技術の背景に鑑み、伸縮性、耐熱性、機械的強度および外観に優れ、手などの身体によくフィットして作業性がよく、高級感のある紡毛調の風合いを有する被覆糸およびそれらからなる繊維製品を提供せんとするものである。
【0012】
【課題を解決するための手段】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、本発明の被覆糸は、芯糸と鞘糸からなる被覆糸であって、該芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いてなることを特徴とするものである。また、本発明の繊維製品は、かかる被覆糸を10wt%以上含むことを特徴とするものである。
【0013】
【発明の実施の形態】
本発明は、かかる課題、つまり伸縮性、耐熱性、機械的強度および外観に優れる上に、フィット性、作業性がよく、高級感のある紡毛調の風合いを有する被覆糸について、鋭意検討し、耐熱高機能短繊維束と、高い伸縮性を持つスパンデックスなどの弾性繊維を組み合わせること、つまり、芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いて被覆糸を作ってみたところ、かかる課題を一挙に解決することを究明したものである。
【0014】
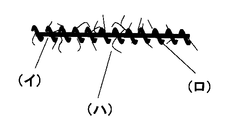
以下、本発明の被覆糸について説明する。図1は、本発明の被覆糸の一例を示す概略側面図である。前記被覆糸(ハ)は、芯糸である弾性繊維(イ)の周りを鞘糸である耐熱高機能短繊維束(ロ)によって一重または二重に撚回被覆されている。
【0015】
本発明の被覆糸における芯糸は、弾性繊維である。前記弾性繊維は、天然ゴム、合成ゴムなどからなる繊維状物や、ゴムのような伸縮性をもつ合成繊維であっても良い。なかでも高い伸縮性を持つポリウレタン系弾性繊維、特にウレタン系スパンデックスが好ましく使用される。
【0016】
かかるポリウレタン系弾性繊維としては、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物を反応させて得られるポリウレタン重合体を紡糸して得られたものが好ましく使用される。本発明で用いるポリマージオールとしては、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも一種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも一種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールの一種または二種以上の混合物または共重合物が使用される。
【0017】
また、かかる有機ジイソシアネートとしては、4,4´−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4´−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの一種または二種以上の混合物が使用される。さらにトリイソシアネートを少量併用してもよい。
【0018】
また、前記多官能活性水素化合物としては、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4´−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの一種またはこれらの二種以上の混合物が使用される。所望により、これら前記化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。
【0019】
また、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および酸化チタン、酸化亜鉛などの白色顔料を適宜使用してもよい。
【0020】
本発明において、芯糸として使用されるポリウレタン系弾性繊維の繊度は、11〜940dtexの範囲のものが好ましく、22〜310dtexの範囲のものがより好ましい。11dtex未満であると、カバリングおよび製編、製織工程で糸切れの原因となったり、衣服を形成したとき、着用時のフィット性が十分なものを得ることができない。一方、940dtexを越えると、剛性が高く、柔軟性の求められる衣料には向かない。
【0021】
また、かかる芯糸の破断伸度は、300%以上であることが好ましい。破断伸度が300%未満であると、布帛を形成したとき、十分な伸縮性を得ることができない。
【0022】
本発明で使用するポリウレタン系弾性繊維の断面形状は特に限定されるものではなく、円形であっても、扁平であっても、またその他の形状であってもよい。
【0023】
本発明の被覆糸における鞘糸としては、耐熱高機能短繊維束が使用される。かかる耐熱高機能短繊維束としては、JIS K 7201に基づいて測定される限界酸素指数が24以上であるという難燃性と、JIS K 7120に基づいて測定される、つまり示差走査熱量測定法によって測定される熱分解温度が400℃以上であるという耐熱性とを同時に満足する繊維が好ましく使用される。
【0024】
このような耐熱特性をもった繊維は、炎や高熱に曝される危険の大きい場面での衣料製品、例えば、消防服、自動車レース用のレーシングスーツ、製鉄用作業服、溶接用作業服などの防護衣料に用いる繊維素材として好ましく使用されるものである。
【0025】
かかる耐熱高機能短繊維としては、例えば、アラミド繊維、全芳香族ポリエステル繊維(例えば株式会社クラレ製、商品名ベクトラン)、ポリパラフェニレンベンゾビスオキサゾール繊維(例えば東洋紡株式会社製、商品名ザイロン)、ポリベンズイミダゾール繊維、ポリアミドイミド繊維(例えばローヌプーラン社製、商品名ケルメル)、ポリイミド繊維などが用いられる。アラミド繊維にはメタ系アラミド繊維とパラ系アラミド繊維がある。メタ系アラミド繊維としては、例えば、ポリメタフェニレンイソフタルアミド繊維(デュポン社製、商品名ノーメックス)などのメタ系全芳香族ポリアミド繊維が用いられる。パラ系アラミド繊維としては、例えば、ポリパラフェニレンテレフタルアミド繊維(東レ・デュポン株式会社製、商品名ケブラー)およびコポリパラフェニレン−3,4’−ジフェニルエーテルテレフタルアミド繊維(帝人株式会社製、商品名テクノーラ)などのパラ系全芳香族ポリアミド繊維が用いられる。特に、耐熱性、難燃性とともに高強度特性および耐切創性に優れている点から、パラ系アラミド繊維が好ましく用いられる。
【0026】
かかる耐熱高機能繊維束は、前記耐熱高機能短繊維束の1種類からなっていてもよいし、任意の2種以上の前記耐熱高機能短繊維束からなっていてもよい。また、ポリエステル、ナイロン、ポリビニルアルコール系繊維など他の公知の繊維との混繊、交撚などによる複合糸とした形のものも使用することができる。
【0027】
前記耐熱高機能短繊維束の形態としては、紡績糸、ストレッチブレークヤーン、撚りの無い糸すなわち短繊維の集合体など、いずれの形態でも使用することができる。
【0028】
かかる耐熱高機能短繊維束を構成する短繊維の繊維長は、好ましくは25〜1000mm、より好ましくは30〜300mmである。紡績などの加工性の上から、25mm以上であるのが好ましく、紡毛調のやわらかな風合いを得るうえで、1000mm以下であるのが望ましい。
【0029】
かかる耐熱高機能短繊維束の単繊維繊度は、用途目的に応じ、表面外観、耐熱性、伸縮性、風合い等を考慮して適宜選択すればよいが、好ましくは0.2〜5dtex、より好ましくは0.5〜3dtexである。すなわち、紡績などの加工において単繊維繊度は、0.2dtex以上であるのが好ましく、紡毛調の柔らかな風合いを得るうえで、5dtex以下であるのが望ましい。
【0030】
また、鞘糸の太さは、用途目的に応じて148dtex〜394dtex(綿番手40s/1〜15s/1)の範囲のものが好ましい。
【0031】
本発明の被覆糸の鞘糸が、撚り糸の場合の撚り方向は、S、Zのいずれでも良いが、被覆糸のトルクを軽減させる観点から、カバリングの撚り方向の逆方向が好ましい。
【0032】
かかる鞘糸に与える撚り数は、特に限定しないが、撚数=K・S1/2の式で定められる撚り係数Kで2.0〜4.5の範囲にするのが好ましい。
【0033】
撚り係数Kが2.0未満では、撚りが少ないために鞘糸の強力が十分でなく被覆糸の加工工程において糸切れを発生し、加工効率を低下させることがある。Kが4.5を越えると撚りが高いためにスナールが発生しやすいので均一な被覆糸が得られがたい。また、熱セットなどによりスナールの発生を防止したとしても、高い撚りのために得られた被覆糸は風合いの硬いものとなる。
ここでSは綿番手を表す。綿番手Sは、453.6g(1ポンド)の重量の糸の長さが767.8m(840ヤード)×Sであることを示す。
【0034】
本発明の被覆糸は、優れた伸縮性を得る観点から鞘糸が芯糸の回りを一重に被覆したものであってもよく、また、優れた被覆性を得る観点から鞘糸が芯糸の回りを二重に被覆したものであってもよい。
【0035】
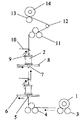
次に、本発明の被覆糸の製造方法について説明する。図2は本発明の被覆糸の製造方法の一例を示す概略模式図である。
【0036】
本発明においては、ポリウレタン系弾性繊維を芯糸として用い、その上から前記耐熱高機能短繊維束を鞘糸として被覆するものである。かかる被覆の際には、市販のカバリング機等が好ましく用いられる。
【0037】
図2は、二重被覆の例であり、図2において、芯糸1として使用するポリウレタン繊維は、転がし給糸ローラ3により積極送りされるが、そのときの条件としては、この転がし給糸ローラ3とフィードローラ4との間で、1.2以上2.4以下の範囲でプレドラフトし、転がし給糸ローラ3とデリベリローラ11の間のドラフトが2.4以上4.0以下の範囲となるように設定するが好ましい。
【0038】
転がし給糸ローラ3とフィードローラ4との間で、プレドラフトが1.2未満ではポリウレタン繊維固有の粘着性の観点から、転がし給糸ローラ3とフィードローラ4との間でポリウレタン繊維がたるむことにより、転がし給糸ローラ3巻付き、糸切れが発生しやすくなり、一方、プレドラフトが2.4を越えると、延伸過多による糸切れの原因となる。また、転がし給糸ローラ3とデリベリローラ11間のドラフトに関しては、2.4未満であれば、十分な伸縮性を持った被覆糸を得ることができず、一方4.0を越えると、延伸過多による糸切れの原因となる。
【0039】
鞘糸は、市販の高速ワインダーにより、Hボビン2に巻き取られた後、図2のように、下段スピンドル5および上段スピンドル7に設置され、スピンドルを回転させることによって芯糸に巻き付けられ、被覆糸を形成する。
【0040】
得られた被覆糸は、テイクアップローラ13によりチーズ14に巻き取られる。
【0041】
なお、一重被覆糸を製造する際には、上段スピンドルまたは下段スピンドルのいずれか一方にHボビン1本を設置して、スピンドルを回転させることによって芯糸に鞘糸を巻き付ける。
【0042】
鞘糸を芯糸に被覆する際、鞘糸の被覆撚り数は、鞘糸の番手により適宜選択すればよいが、100〜2000回/mの範囲とするのが好ましい。100回/m未満では芯糸と鞘糸が分離することがあり、また2000回/mを越えると、被覆糸が硬くなったり、伸縮性が低下することがある。
【0043】
また、二重に被覆する場合上撚りは、下撚りのトルクを打ち消す観点から、撚り方向が下撚りと逆方向であることが好ましく、また同様の観点から上撚りの撚数は、下撚りの撚数の0.7〜0.9倍の撚数であることが好ましい。
【0044】
本発明の被覆糸は、編地や織物に加工して、次のような繊維製品に有用である。たとえば、炎や火花、溶けた金属など高温に曝される場面で用いられる耐熱作業服、突起物や鋭利な破片などから人体を防護する作業用衣料、各種スポーツやアウトドア活動用の衣料素材として適しており、これらの衣料の表地および/または裏地、中地、あるいは下着として用いることができる。具体的には例えば消防用衣服、溶鉱炉における作業衣、溶接作業衣、自動車レーサー用衣服、前掛け、腕カバー、スパッツ、出目帽などがある。
【0045】
また本発明の被覆糸を加工して得られた編み地や、織物は、樹脂補強材としても有用である。本発明の高い伸縮性をもつ耐熱高機能繊維からなる被覆糸を編み地や織物に加工して、これにエラストマーを含浸させたり、エラストマーと張り合わせ接着することにより、耐熱性あるいは耐熱性と高強度を併せ持った膜材が得られる。
【0046】
例えば、難燃性の要求される車両、すなわち列車や自動車などのエラストマーを用いた膜材の補強材として有用である。具体的には列車の車両と車両の連結幌、自動車の取り外し可能な幌などがあげられる。
【0047】
本発明の被覆糸を用いてなる編み地や織物は、伸縮性があって、凹凸面に添い易いことから、タイミングベルトの歯の表面の摩耗を防止するために歯の表面に配置される補強布(カバリングクロス)など、産業用ゴム製品の補強材としても有用である。建築物や構造物などの補強材としても有用である。
【0048】
例えば列車の高架橋の柱、建築物の柱、道路床盤などを高強度繊維と樹脂を用いて補強することが行われている。従来は伸縮性のない高機能繊維製織物が用いられてきたが、補強面に凹凸がある場合、従来の高機能繊維製織物は凹凸面に密着しないために空気層や樹脂だまりが形成され補強効果を低減する原因となっていた。
【0049】
本発明の高い伸縮性をもつ耐熱高機能繊維糸条からなる編み地や織物を、このような補強における繊維補強材料として用いると、建築物や構造物などの補強部分の凹凸面に良く追随密着するので、空気層や樹脂だまりを生じることがなく均一な樹脂補強面が得られる。
【0050】
本発明において、織り編み物とは、織物や編み物、組み紐などの組み物、ロープ、など糸条物から作られる布帛およびひも状物である。
【0051】
本発明の織り編み物は、本発明の被覆糸を10wt%以上好ましくは40wt%以上、より好ましくは50wt%以上含むことが望ましい。本発明の被覆糸を10wt%以上含むことにより、本発明の目的とする耐熱性、耐燃焼製、ストレッチ性を得ることができる。
【0052】
【実施例】
以下実施例により本発明をより詳細に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0053】
なお、本発明における強度、5cN荷重時の伸度および残留ひずみに関する測定方法を以下に説明する。
【0054】
各物性等の評価方法は次の方法に基づいた。
[引張強度]
自記記録装置付定速伸長型引張試験機を用い、1dtex当たり7mgの初荷重をかけた状態で10cmのつかみの間隔に取付、引張速度を20cm/minとして、破断するまで引き伸ばし、破断時点での強度を測定した。
[5cN荷重時の伸度および残留ひずみ]
自記記録装置付定速伸長型引張試験機を用い、1dtex当たり7mgの初荷重をかけた状態で10cmのつかみの間隔に取付、引張速度を20cm/minとして、5cNの荷重まで引き伸ばし、5cNの荷重時の伸度を測定した。5cNの荷重後、直ちに、同じ速度で除重し、完全に除重した時点での伸度を残留ひずみとした。
[繊度]
JIS L 1013:1999 化学繊維フィラメント糸試験方法8.3に基づいて繊度を測定した。
[限界酸素指数]
JIS K 7201:1999 酸素指数法による高分子材料の燃焼試験方法に基づいて測定した。
[熱分解点]
JIS K 7120:1987 プラスチックスの熱重量測定方法に基づいて測定した。
[熱溶融性]
500℃に加熱された金属棒(直径0.6cm)の先端に6x6cmの試料を自重のもとに水平に5秒間接触させたとき、熱によって布にできた穴あきの程度を金属棒の断面積と相対比較して、次の基準に基づいて級で判定した。
【0055】
5級;穴あき無し、
4級;1/4穴あき、
3級;1/2穴あき、
2級;3/4穴あき、
1級;完全に穴があく。
[燃焼試験]
JIS L 1091−1999 繊維製品の燃焼性試験方法 8.1.1 A−1法(45ミクロバーナー法) に基づいて、規定のバーナーによる1分間加熱後の穴あき面積を測定した。
[切創抵抗(切れ難さCut resistance)]
ISO 13997:1999
Protective clothing − Mechanical properties − Determination of resistance to cutting by sharp objectsに従って測定した。一定の移動距離で刃が試験片を貫通する(切る)とき、切れにくい素材ほど重い荷重が必要である。刃に加える荷重Lにおいて、刃の移動距離20mmで刃が試験片を貫通する時、荷重Lを切創抵抗値とする。刃はAmerican Safety Razor Co.,品番No.88−0121を使用した。測定値はN(=ニュートン)で表し、数値が大きいほど切れにくいことを示す。
【0056】
[実施例1]
市販の単繊維繊度1.7Dtex、繊維長51mmのポリパラフェニレンテレフタルアミド短繊維(東レ・デュポン(株)製、商品名ケブラー、以下PPTA繊維と記す)を用いて通常のリング紡績法により、19.2(回/25.4mm)の撚り数の綿番手30s/1(197dtex単糸)の紡績糸を得た。33dtexのポリウレタン系弾性繊維を芯糸とし、得られた綿番手30s/1(197dtex単糸)のPPTA紡績糸を鞘糸として用い、図2に示されるカバリング工程を使用して、以下の条件でカバリング加工を施した。
【0057】
ドラフト:3.0倍
撚り数:Z200T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた一重被覆糸は、引張強度が6.5cN/dtex、限界酸素指数が26、5cN荷重時の伸度が4.3%、残留ひずみが1.8%であり、良好な捲縮を有し、耐燃焼性に優れ、高強度かつ高弾性なものであった。得られた一重被覆糸を20ゲージの1口編機を用いて天竺編み組織を編成したところ、この編み地は限界酸素指数が26、熱溶融性が5級、燃焼試験による穴あき面積が0(cm2)であった。 また、この編み地の切創抵抗は1.1(N)であった。このようにソフトな紡毛調風合いを有し、伸縮性に富み、耐燃焼性、耐熱性に優れかつ刃物で切れにくい編地が得られた。
【0058】
[比較例1]
実施例1で使用したものと同じ33dtexのポリウレタン弾性繊維を芯糸とし、綿番手30s/1(197dtex単糸)のポリエチレンテレフタレート紡績糸を鞘糸として用い、実施例1と同様に以下の条件でカバリング加工を施し、一重被覆糸を得た。
【0059】
ドラフト:3.0倍
撚り数:Z200T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた一重被覆糸は、引張強度が3.5cN/dtex、限界酸素指数が20、5cN荷重時の伸度が4.6%、残留ひずみが1.9%であり、良好な捲縮を有し、高弾性ではあるが、限界酸素指数が20で、耐燃焼性に欠き、強度も不十分なものであった。得られた一重被覆弾性糸を20ゲージの1口編機を用いて天竺編み組織を編成したところ、ストレッチバック性には優れているものの、限界酸素子数が20、熱溶融性が1級で、燃焼試験による穴あき面積は45cm2以上であり、耐熱性において不十分なものであった。また、この編み地の切創抵抗は0.5(N)で、ほぼ同じ糸使いの実施例1の編み地の約50%であった。
【0060】
[実施例2]
実施例1より太い78dtexのポリウレタン系弾性繊維を芯糸とし、実施例1で使用したものと同じ綿番手30s/1(197dtex)のPPTA紡績糸を鞘糸として用い、実施例1と同様に以下の条件でカバリング加工を施し、一重被覆糸を得た。
【0061】
ドラフト:3.0倍
撚り数:Z200T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた一重被覆糸は、引張強度が6.4cN/dtex、限界酸素指数が26、5cN荷重時の伸度が25%、残留ひずみが4.8%であり、良好な捲縮を有し、耐燃焼性に優れ、高強度であり、実施例1よりさらに高弾性なものであった。得られた一重被覆糸を20ゲージの1口編機を用いて天竺編み組織を編成した。この編み地の限界酸素指数は26、熱溶融性は5級、燃焼試験による穴あき面積は0(cm2)、切創抵抗は1.2(N)であった。このようにソフトな紡毛調風合いを有し、伸縮性に富み、耐燃焼性、耐熱性に優れた編地が得られた。
【0062】
[実施例3]
実施例2で使用したものと同じ78dtexのポリウレタン系弾性繊維を芯糸とし、実施例1で使用したものと同じ綿番手30s/1(197dtex単糸)のPPTA紡績糸を鞘糸として用い、以下の条件でカバリング加工を施し、二重被覆糸を得た。
【0063】
ドラフト:3.0倍
下撚り数:S200T/m
上撚り数:Z150T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた二重被覆糸は、引張強度が6.4cN/dtex、限界酸素指数が27、5cN荷重時の伸度が21%、残留ひずみが4.8%であり、良好な捲縮を有し、耐燃焼性に優れ、高強度であり、実施例1よりさらに高弾性なものであった。得られた二重被覆糸を20ゲージの1口編機を用いて天竺編み組織を編成した。この編み地の限界酸素指数は27、熱溶融性は5級、燃焼試験による穴あき面積は0(cm2)、切創抵抗は2.1(N)であった。このように、ソフトな紡毛調風合いを有し、ストレッチバック性に富み、耐燃焼性、耐熱性に優れた編地が得られた。
【0064】
[比較例2]
実施例2で使用したものと同じ78dtexのポリウレタン系弾性繊維を芯糸とし、比較例1で使用したものと同じ綿番手30s/1(197dtex単糸)のポリエチレンテレフタレート紡績糸を鞘糸として用い、実施例1と同様に以下の条件でカバリング加工を施し、二重被覆糸を得た。
【0065】
ドラフト:3.0倍
下撚り数:S200T/m
上撚り数:Z150T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた二重被覆糸は、引張強度が3.5cN/dtex、限界酸素指数が20、5cN荷重時の伸度が23%、残留ひずみが5.0%であり、良好な捲縮を有し、高弾性ではあるが、耐燃焼性に欠き、強度も不十分なものであった。得られた一重被覆弾性糸を24ゲージの1口編機を用いて天竺編み組織を編成したところ、ストレッチバック性には優れているものの、限界酸素子数が20、熱溶融性が1級で、燃焼試験による穴あき面積は45cm2以上であり、耐熱性において不十分なものであった。また、切創抵抗は、0.9(N)で、実施例3の編み地の約40%であった。これらの結果を表1に示す。
【0066】
【表1】
 【0067】
【0067】
【発明の効果】
本発明の被覆糸を用いることにより、伸縮性、耐熱性、機械的強度および外観に優れ、身体によくフィットして作業性がよく、高級な紡毛調風合いを有する耐熱高機能繊維およびそれらからなる編織物などの繊維製品を得ることができる。
【図面の簡単な説明】
【図1】本発明の被覆糸の一例を示す概略側面図である。
【図2】本発明の被覆糸の製造方法の一例を示す概略模式図である。
【符号の説明】
(イ):芯糸
(ロ):鞘糸
(ハ):被覆糸
1:芯糸
2:鞘糸
3:転がし給糸ローラ
4:フィードローラ
5:下段スピンドル
6:下段ベルト
7:上段スピンドル
8:上段ベルト
9:Hボビン
10:スネルガイド
11:デリベリローラ
12:ガイドバー
13:テイクアップローラ
14:チーズ
【発明の属する技術分野】
本発明は、耐燃焼性、耐熱性、ストレッチ性に優れた被覆糸およびそれらからなる繊維製品に関する。
【0002】
【従来の技術】
衣料や産業資材として広く用いられているナイロンやポリエステル繊維等の汎用熱可塑性合成繊維は約250℃前後で溶融し、また限界酸素指数は約20前後であり、空気中でよく燃焼する。従ってこれらの汎用熱可塑性合成繊維は、炎や高熱に曝される危険の大きい場面で使用される衣料製品、例えば消防服、自動車レース用のレーシングスーツ、製鉄用作業服または溶接用作業服などの防護用の繊維素材として適しているとはいえない。
【0003】
アラミド繊維、全芳香族ポリエステル繊維またはポリパラフェニレンベンゾビスオキサゾール繊維等の耐熱高機能繊維は約250℃前後では溶融せず、その分解温度が約500℃前後と高温である。また限界酸素指数は約25以上であって、空気中では熱源である炎を近づけることによって燃焼するが、炎を遠ざけると燃焼を続けることができない。
【0004】
このように、耐熱高機能繊維は耐熱性および難燃性に優れた素材である。それゆえに、例えば耐熱高機能繊維であるアラミド繊維は炎や高熱に曝される危険の大きい場面での衣料製品、例えば消防服、自動車レース用のレーシングスーツ、製鉄用作業服、溶接用作業服などの防護衣料として好んで用いられている。中でも、耐熱性とともに高強度特性をも併せ持ったパラ系アラミド繊維は、引裂き強さと耐熱性を要するスポーツ衣料や作業服、ロープ、タイヤコードなどに利用されており、また、刃物によって切れにくいことから創傷防止のための作業用エプロンや腕カバ−、作業服などにも使用されている。
【0005】
パラ系アラミド繊維は、ポリパラフェニレンテレフタルアミド繊維が良く知られており、例えば米国特許第3,767,756号明細書、特公昭56−128312号公報にポリパラフェニレンテレフタルアミド繊維の製造方法が開示されている。
【0006】
一方、メタ系アラミド繊維は、パラ系アラミド繊維のように耐切創性や、高い引っ張り強さはないが、その耐熱性を特長として消防服や断熱フィルター、耐熱収塵フィルター、電気絶縁材料などに用いられている。
【0007】
従来、これら耐熱高機能繊維を用いて衣料製品などの繊維製品を製造する際には、伸縮性のないフィラメント糸や紡績糸などの形態で該繊維が利用されているにすぎなかった。
【0008】
しかし、フィラメント糸や紡績糸などの伸縮性のない糸条を布地に加工し、消防服、レーシングスーツまたは作業服等の衣料製品を製造しても、該衣料製品に伸縮性が劣っているため、該衣料製品を着用した場合に、着心地が悪く、また活動しにくいという難点があった。
【0009】
かかる市場の要求に鑑みて、耐熱性フィラメント糸または耐熱高機能短繊維束に捲縮を付与する方法についての研究、提案が多数なされている(特開昭48−19818号公報、特開昭53−114923号公報、特開平3−27117号公報)。具体的には、ナイロンまたはポリエステル繊維など一般の熱可塑性合成繊維の捲縮付与方法を応用した方法が挙げられる。例えば、パラ系アラミド繊維などの高弾性率繊維に低弾性率繊維を混合して押込み法により捲縮を付与する方法(特開平1−192839号公報)、アラミド繊維をその分解開始温度以上、分解温度未満(メタ系アラミド繊維の場合390℃以上460℃未満)に加熱した非接触ヒーターを用い仮撚り捲縮加工した後、弛緩熱処理するという仮撚り法により製造された捲縮糸(特開平6−280120号公報)などが公知である。
【0010】
しかし、かかる公知の方法のいずれにおいても、良好な伸縮性と紡毛調の柔らかな風合いを持った耐熱高機能繊維糸条を得ることはできなかった。
【0011】
【発明が解決しようとする課題】
本発明は、かかる従来技術の背景に鑑み、伸縮性、耐熱性、機械的強度および外観に優れ、手などの身体によくフィットして作業性がよく、高級感のある紡毛調の風合いを有する被覆糸およびそれらからなる繊維製品を提供せんとするものである。
【0012】
【課題を解決するための手段】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、本発明の被覆糸は、芯糸と鞘糸からなる被覆糸であって、該芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いてなることを特徴とするものである。また、本発明の繊維製品は、かかる被覆糸を10wt%以上含むことを特徴とするものである。
【0013】
【発明の実施の形態】
本発明は、かかる課題、つまり伸縮性、耐熱性、機械的強度および外観に優れる上に、フィット性、作業性がよく、高級感のある紡毛調の風合いを有する被覆糸について、鋭意検討し、耐熱高機能短繊維束と、高い伸縮性を持つスパンデックスなどの弾性繊維を組み合わせること、つまり、芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いて被覆糸を作ってみたところ、かかる課題を一挙に解決することを究明したものである。
【0014】
以下、本発明の被覆糸について説明する。図1は、本発明の被覆糸の一例を示す概略側面図である。前記被覆糸(ハ)は、芯糸である弾性繊維(イ)の周りを鞘糸である耐熱高機能短繊維束(ロ)によって一重または二重に撚回被覆されている。
【0015】
本発明の被覆糸における芯糸は、弾性繊維である。前記弾性繊維は、天然ゴム、合成ゴムなどからなる繊維状物や、ゴムのような伸縮性をもつ合成繊維であっても良い。なかでも高い伸縮性を持つポリウレタン系弾性繊維、特にウレタン系スパンデックスが好ましく使用される。
【0016】
かかるポリウレタン系弾性繊維としては、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物を反応させて得られるポリウレタン重合体を紡糸して得られたものが好ましく使用される。本発明で用いるポリマージオールとしては、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも一種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも一種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールの一種または二種以上の混合物または共重合物が使用される。
【0017】
また、かかる有機ジイソシアネートとしては、4,4´−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4´−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの一種または二種以上の混合物が使用される。さらにトリイソシアネートを少量併用してもよい。
【0018】
また、前記多官能活性水素化合物としては、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4´−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの一種またはこれらの二種以上の混合物が使用される。所望により、これら前記化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。
【0019】
また、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および酸化チタン、酸化亜鉛などの白色顔料を適宜使用してもよい。
【0020】
本発明において、芯糸として使用されるポリウレタン系弾性繊維の繊度は、11〜940dtexの範囲のものが好ましく、22〜310dtexの範囲のものがより好ましい。11dtex未満であると、カバリングおよび製編、製織工程で糸切れの原因となったり、衣服を形成したとき、着用時のフィット性が十分なものを得ることができない。一方、940dtexを越えると、剛性が高く、柔軟性の求められる衣料には向かない。
【0021】
また、かかる芯糸の破断伸度は、300%以上であることが好ましい。破断伸度が300%未満であると、布帛を形成したとき、十分な伸縮性を得ることができない。
【0022】
本発明で使用するポリウレタン系弾性繊維の断面形状は特に限定されるものではなく、円形であっても、扁平であっても、またその他の形状であってもよい。
【0023】
本発明の被覆糸における鞘糸としては、耐熱高機能短繊維束が使用される。かかる耐熱高機能短繊維束としては、JIS K 7201に基づいて測定される限界酸素指数が24以上であるという難燃性と、JIS K 7120に基づいて測定される、つまり示差走査熱量測定法によって測定される熱分解温度が400℃以上であるという耐熱性とを同時に満足する繊維が好ましく使用される。
【0024】
このような耐熱特性をもった繊維は、炎や高熱に曝される危険の大きい場面での衣料製品、例えば、消防服、自動車レース用のレーシングスーツ、製鉄用作業服、溶接用作業服などの防護衣料に用いる繊維素材として好ましく使用されるものである。
【0025】
かかる耐熱高機能短繊維としては、例えば、アラミド繊維、全芳香族ポリエステル繊維(例えば株式会社クラレ製、商品名ベクトラン)、ポリパラフェニレンベンゾビスオキサゾール繊維(例えば東洋紡株式会社製、商品名ザイロン)、ポリベンズイミダゾール繊維、ポリアミドイミド繊維(例えばローヌプーラン社製、商品名ケルメル)、ポリイミド繊維などが用いられる。アラミド繊維にはメタ系アラミド繊維とパラ系アラミド繊維がある。メタ系アラミド繊維としては、例えば、ポリメタフェニレンイソフタルアミド繊維(デュポン社製、商品名ノーメックス)などのメタ系全芳香族ポリアミド繊維が用いられる。パラ系アラミド繊維としては、例えば、ポリパラフェニレンテレフタルアミド繊維(東レ・デュポン株式会社製、商品名ケブラー)およびコポリパラフェニレン−3,4’−ジフェニルエーテルテレフタルアミド繊維(帝人株式会社製、商品名テクノーラ)などのパラ系全芳香族ポリアミド繊維が用いられる。特に、耐熱性、難燃性とともに高強度特性および耐切創性に優れている点から、パラ系アラミド繊維が好ましく用いられる。
【0026】
かかる耐熱高機能繊維束は、前記耐熱高機能短繊維束の1種類からなっていてもよいし、任意の2種以上の前記耐熱高機能短繊維束からなっていてもよい。また、ポリエステル、ナイロン、ポリビニルアルコール系繊維など他の公知の繊維との混繊、交撚などによる複合糸とした形のものも使用することができる。
【0027】
前記耐熱高機能短繊維束の形態としては、紡績糸、ストレッチブレークヤーン、撚りの無い糸すなわち短繊維の集合体など、いずれの形態でも使用することができる。
【0028】
かかる耐熱高機能短繊維束を構成する短繊維の繊維長は、好ましくは25〜1000mm、より好ましくは30〜300mmである。紡績などの加工性の上から、25mm以上であるのが好ましく、紡毛調のやわらかな風合いを得るうえで、1000mm以下であるのが望ましい。
【0029】
かかる耐熱高機能短繊維束の単繊維繊度は、用途目的に応じ、表面外観、耐熱性、伸縮性、風合い等を考慮して適宜選択すればよいが、好ましくは0.2〜5dtex、より好ましくは0.5〜3dtexである。すなわち、紡績などの加工において単繊維繊度は、0.2dtex以上であるのが好ましく、紡毛調の柔らかな風合いを得るうえで、5dtex以下であるのが望ましい。
【0030】
また、鞘糸の太さは、用途目的に応じて148dtex〜394dtex(綿番手40s/1〜15s/1)の範囲のものが好ましい。
【0031】
本発明の被覆糸の鞘糸が、撚り糸の場合の撚り方向は、S、Zのいずれでも良いが、被覆糸のトルクを軽減させる観点から、カバリングの撚り方向の逆方向が好ましい。
【0032】
かかる鞘糸に与える撚り数は、特に限定しないが、撚数=K・S1/2の式で定められる撚り係数Kで2.0〜4.5の範囲にするのが好ましい。
【0033】
撚り係数Kが2.0未満では、撚りが少ないために鞘糸の強力が十分でなく被覆糸の加工工程において糸切れを発生し、加工効率を低下させることがある。Kが4.5を越えると撚りが高いためにスナールが発生しやすいので均一な被覆糸が得られがたい。また、熱セットなどによりスナールの発生を防止したとしても、高い撚りのために得られた被覆糸は風合いの硬いものとなる。
ここでSは綿番手を表す。綿番手Sは、453.6g(1ポンド)の重量の糸の長さが767.8m(840ヤード)×Sであることを示す。
【0034】
本発明の被覆糸は、優れた伸縮性を得る観点から鞘糸が芯糸の回りを一重に被覆したものであってもよく、また、優れた被覆性を得る観点から鞘糸が芯糸の回りを二重に被覆したものであってもよい。
【0035】
次に、本発明の被覆糸の製造方法について説明する。図2は本発明の被覆糸の製造方法の一例を示す概略模式図である。
【0036】
本発明においては、ポリウレタン系弾性繊維を芯糸として用い、その上から前記耐熱高機能短繊維束を鞘糸として被覆するものである。かかる被覆の際には、市販のカバリング機等が好ましく用いられる。
【0037】
図2は、二重被覆の例であり、図2において、芯糸1として使用するポリウレタン繊維は、転がし給糸ローラ3により積極送りされるが、そのときの条件としては、この転がし給糸ローラ3とフィードローラ4との間で、1.2以上2.4以下の範囲でプレドラフトし、転がし給糸ローラ3とデリベリローラ11の間のドラフトが2.4以上4.0以下の範囲となるように設定するが好ましい。
【0038】
転がし給糸ローラ3とフィードローラ4との間で、プレドラフトが1.2未満ではポリウレタン繊維固有の粘着性の観点から、転がし給糸ローラ3とフィードローラ4との間でポリウレタン繊維がたるむことにより、転がし給糸ローラ3巻付き、糸切れが発生しやすくなり、一方、プレドラフトが2.4を越えると、延伸過多による糸切れの原因となる。また、転がし給糸ローラ3とデリベリローラ11間のドラフトに関しては、2.4未満であれば、十分な伸縮性を持った被覆糸を得ることができず、一方4.0を越えると、延伸過多による糸切れの原因となる。
【0039】
鞘糸は、市販の高速ワインダーにより、Hボビン2に巻き取られた後、図2のように、下段スピンドル5および上段スピンドル7に設置され、スピンドルを回転させることによって芯糸に巻き付けられ、被覆糸を形成する。
【0040】
得られた被覆糸は、テイクアップローラ13によりチーズ14に巻き取られる。
【0041】
なお、一重被覆糸を製造する際には、上段スピンドルまたは下段スピンドルのいずれか一方にHボビン1本を設置して、スピンドルを回転させることによって芯糸に鞘糸を巻き付ける。
【0042】
鞘糸を芯糸に被覆する際、鞘糸の被覆撚り数は、鞘糸の番手により適宜選択すればよいが、100〜2000回/mの範囲とするのが好ましい。100回/m未満では芯糸と鞘糸が分離することがあり、また2000回/mを越えると、被覆糸が硬くなったり、伸縮性が低下することがある。
【0043】
また、二重に被覆する場合上撚りは、下撚りのトルクを打ち消す観点から、撚り方向が下撚りと逆方向であることが好ましく、また同様の観点から上撚りの撚数は、下撚りの撚数の0.7〜0.9倍の撚数であることが好ましい。
【0044】
本発明の被覆糸は、編地や織物に加工して、次のような繊維製品に有用である。たとえば、炎や火花、溶けた金属など高温に曝される場面で用いられる耐熱作業服、突起物や鋭利な破片などから人体を防護する作業用衣料、各種スポーツやアウトドア活動用の衣料素材として適しており、これらの衣料の表地および/または裏地、中地、あるいは下着として用いることができる。具体的には例えば消防用衣服、溶鉱炉における作業衣、溶接作業衣、自動車レーサー用衣服、前掛け、腕カバー、スパッツ、出目帽などがある。
【0045】
また本発明の被覆糸を加工して得られた編み地や、織物は、樹脂補強材としても有用である。本発明の高い伸縮性をもつ耐熱高機能繊維からなる被覆糸を編み地や織物に加工して、これにエラストマーを含浸させたり、エラストマーと張り合わせ接着することにより、耐熱性あるいは耐熱性と高強度を併せ持った膜材が得られる。
【0046】
例えば、難燃性の要求される車両、すなわち列車や自動車などのエラストマーを用いた膜材の補強材として有用である。具体的には列車の車両と車両の連結幌、自動車の取り外し可能な幌などがあげられる。
【0047】
本発明の被覆糸を用いてなる編み地や織物は、伸縮性があって、凹凸面に添い易いことから、タイミングベルトの歯の表面の摩耗を防止するために歯の表面に配置される補強布(カバリングクロス)など、産業用ゴム製品の補強材としても有用である。建築物や構造物などの補強材としても有用である。
【0048】
例えば列車の高架橋の柱、建築物の柱、道路床盤などを高強度繊維と樹脂を用いて補強することが行われている。従来は伸縮性のない高機能繊維製織物が用いられてきたが、補強面に凹凸がある場合、従来の高機能繊維製織物は凹凸面に密着しないために空気層や樹脂だまりが形成され補強効果を低減する原因となっていた。
【0049】
本発明の高い伸縮性をもつ耐熱高機能繊維糸条からなる編み地や織物を、このような補強における繊維補強材料として用いると、建築物や構造物などの補強部分の凹凸面に良く追随密着するので、空気層や樹脂だまりを生じることがなく均一な樹脂補強面が得られる。
【0050】
本発明において、織り編み物とは、織物や編み物、組み紐などの組み物、ロープ、など糸条物から作られる布帛およびひも状物である。
【0051】
本発明の織り編み物は、本発明の被覆糸を10wt%以上好ましくは40wt%以上、より好ましくは50wt%以上含むことが望ましい。本発明の被覆糸を10wt%以上含むことにより、本発明の目的とする耐熱性、耐燃焼製、ストレッチ性を得ることができる。
【0052】
【実施例】
以下実施例により本発明をより詳細に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0053】
なお、本発明における強度、5cN荷重時の伸度および残留ひずみに関する測定方法を以下に説明する。
【0054】
各物性等の評価方法は次の方法に基づいた。
[引張強度]
自記記録装置付定速伸長型引張試験機を用い、1dtex当たり7mgの初荷重をかけた状態で10cmのつかみの間隔に取付、引張速度を20cm/minとして、破断するまで引き伸ばし、破断時点での強度を測定した。
[5cN荷重時の伸度および残留ひずみ]
自記記録装置付定速伸長型引張試験機を用い、1dtex当たり7mgの初荷重をかけた状態で10cmのつかみの間隔に取付、引張速度を20cm/minとして、5cNの荷重まで引き伸ばし、5cNの荷重時の伸度を測定した。5cNの荷重後、直ちに、同じ速度で除重し、完全に除重した時点での伸度を残留ひずみとした。
[繊度]
JIS L 1013:1999 化学繊維フィラメント糸試験方法8.3に基づいて繊度を測定した。
[限界酸素指数]
JIS K 7201:1999 酸素指数法による高分子材料の燃焼試験方法に基づいて測定した。
[熱分解点]
JIS K 7120:1987 プラスチックスの熱重量測定方法に基づいて測定した。
[熱溶融性]
500℃に加熱された金属棒(直径0.6cm)の先端に6x6cmの試料を自重のもとに水平に5秒間接触させたとき、熱によって布にできた穴あきの程度を金属棒の断面積と相対比較して、次の基準に基づいて級で判定した。
【0055】
5級;穴あき無し、
4級;1/4穴あき、
3級;1/2穴あき、
2級;3/4穴あき、
1級;完全に穴があく。
[燃焼試験]
JIS L 1091−1999 繊維製品の燃焼性試験方法 8.1.1 A−1法(45ミクロバーナー法) に基づいて、規定のバーナーによる1分間加熱後の穴あき面積を測定した。
[切創抵抗(切れ難さCut resistance)]
ISO 13997:1999
Protective clothing − Mechanical properties − Determination of resistance to cutting by sharp objectsに従って測定した。一定の移動距離で刃が試験片を貫通する(切る)とき、切れにくい素材ほど重い荷重が必要である。刃に加える荷重Lにおいて、刃の移動距離20mmで刃が試験片を貫通する時、荷重Lを切創抵抗値とする。刃はAmerican Safety Razor Co.,品番No.88−0121を使用した。測定値はN(=ニュートン)で表し、数値が大きいほど切れにくいことを示す。
【0056】
[実施例1]
市販の単繊維繊度1.7Dtex、繊維長51mmのポリパラフェニレンテレフタルアミド短繊維(東レ・デュポン(株)製、商品名ケブラー、以下PPTA繊維と記す)を用いて通常のリング紡績法により、19.2(回/25.4mm)の撚り数の綿番手30s/1(197dtex単糸)の紡績糸を得た。33dtexのポリウレタン系弾性繊維を芯糸とし、得られた綿番手30s/1(197dtex単糸)のPPTA紡績糸を鞘糸として用い、図2に示されるカバリング工程を使用して、以下の条件でカバリング加工を施した。
【0057】
ドラフト:3.0倍
撚り数:Z200T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた一重被覆糸は、引張強度が6.5cN/dtex、限界酸素指数が26、5cN荷重時の伸度が4.3%、残留ひずみが1.8%であり、良好な捲縮を有し、耐燃焼性に優れ、高強度かつ高弾性なものであった。得られた一重被覆糸を20ゲージの1口編機を用いて天竺編み組織を編成したところ、この編み地は限界酸素指数が26、熱溶融性が5級、燃焼試験による穴あき面積が0(cm2)であった。 また、この編み地の切創抵抗は1.1(N)であった。このようにソフトな紡毛調風合いを有し、伸縮性に富み、耐燃焼性、耐熱性に優れかつ刃物で切れにくい編地が得られた。
【0058】
[比較例1]
実施例1で使用したものと同じ33dtexのポリウレタン弾性繊維を芯糸とし、綿番手30s/1(197dtex単糸)のポリエチレンテレフタレート紡績糸を鞘糸として用い、実施例1と同様に以下の条件でカバリング加工を施し、一重被覆糸を得た。
【0059】
ドラフト:3.0倍
撚り数:Z200T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた一重被覆糸は、引張強度が3.5cN/dtex、限界酸素指数が20、5cN荷重時の伸度が4.6%、残留ひずみが1.9%であり、良好な捲縮を有し、高弾性ではあるが、限界酸素指数が20で、耐燃焼性に欠き、強度も不十分なものであった。得られた一重被覆弾性糸を20ゲージの1口編機を用いて天竺編み組織を編成したところ、ストレッチバック性には優れているものの、限界酸素子数が20、熱溶融性が1級で、燃焼試験による穴あき面積は45cm2以上であり、耐熱性において不十分なものであった。また、この編み地の切創抵抗は0.5(N)で、ほぼ同じ糸使いの実施例1の編み地の約50%であった。
【0060】
[実施例2]
実施例1より太い78dtexのポリウレタン系弾性繊維を芯糸とし、実施例1で使用したものと同じ綿番手30s/1(197dtex)のPPTA紡績糸を鞘糸として用い、実施例1と同様に以下の条件でカバリング加工を施し、一重被覆糸を得た。
【0061】
ドラフト:3.0倍
撚り数:Z200T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた一重被覆糸は、引張強度が6.4cN/dtex、限界酸素指数が26、5cN荷重時の伸度が25%、残留ひずみが4.8%であり、良好な捲縮を有し、耐燃焼性に優れ、高強度であり、実施例1よりさらに高弾性なものであった。得られた一重被覆糸を20ゲージの1口編機を用いて天竺編み組織を編成した。この編み地の限界酸素指数は26、熱溶融性は5級、燃焼試験による穴あき面積は0(cm2)、切創抵抗は1.2(N)であった。このようにソフトな紡毛調風合いを有し、伸縮性に富み、耐燃焼性、耐熱性に優れた編地が得られた。
【0062】
[実施例3]
実施例2で使用したものと同じ78dtexのポリウレタン系弾性繊維を芯糸とし、実施例1で使用したものと同じ綿番手30s/1(197dtex単糸)のPPTA紡績糸を鞘糸として用い、以下の条件でカバリング加工を施し、二重被覆糸を得た。
【0063】
ドラフト:3.0倍
下撚り数:S200T/m
上撚り数:Z150T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた二重被覆糸は、引張強度が6.4cN/dtex、限界酸素指数が27、5cN荷重時の伸度が21%、残留ひずみが4.8%であり、良好な捲縮を有し、耐燃焼性に優れ、高強度であり、実施例1よりさらに高弾性なものであった。得られた二重被覆糸を20ゲージの1口編機を用いて天竺編み組織を編成した。この編み地の限界酸素指数は27、熱溶融性は5級、燃焼試験による穴あき面積は0(cm2)、切創抵抗は2.1(N)であった。このように、ソフトな紡毛調風合いを有し、ストレッチバック性に富み、耐燃焼性、耐熱性に優れた編地が得られた。
【0064】
[比較例2]
実施例2で使用したものと同じ78dtexのポリウレタン系弾性繊維を芯糸とし、比較例1で使用したものと同じ綿番手30s/1(197dtex単糸)のポリエチレンテレフタレート紡績糸を鞘糸として用い、実施例1と同様に以下の条件でカバリング加工を施し、二重被覆糸を得た。
【0065】
ドラフト:3.0倍
下撚り数:S200T/m
上撚り数:Z150T/m
スピンドル回転数:5000rpm
巻取比:93.0%
得られた二重被覆糸は、引張強度が3.5cN/dtex、限界酸素指数が20、5cN荷重時の伸度が23%、残留ひずみが5.0%であり、良好な捲縮を有し、高弾性ではあるが、耐燃焼性に欠き、強度も不十分なものであった。得られた一重被覆弾性糸を24ゲージの1口編機を用いて天竺編み組織を編成したところ、ストレッチバック性には優れているものの、限界酸素子数が20、熱溶融性が1級で、燃焼試験による穴あき面積は45cm2以上であり、耐熱性において不十分なものであった。また、切創抵抗は、0.9(N)で、実施例3の編み地の約40%であった。これらの結果を表1に示す。
【0066】
【表1】
【発明の効果】
本発明の被覆糸を用いることにより、伸縮性、耐熱性、機械的強度および外観に優れ、身体によくフィットして作業性がよく、高級な紡毛調風合いを有する耐熱高機能繊維およびそれらからなる編織物などの繊維製品を得ることができる。
【図面の簡単な説明】
【図1】本発明の被覆糸の一例を示す概略側面図である。
【図2】本発明の被覆糸の製造方法の一例を示す概略模式図である。
【符号の説明】
(イ):芯糸
(ロ):鞘糸
(ハ):被覆糸
1:芯糸
2:鞘糸
3:転がし給糸ローラ
4:フィードローラ
5:下段スピンドル
6:下段ベルト
7:上段スピンドル
8:上段ベルト
9:Hボビン
10:スネルガイド
11:デリベリローラ
12:ガイドバー
13:テイクアップローラ
14:チーズ
Claims (8)
- 芯糸と鞘糸からなる被覆糸であって、該芯糸に弾性繊維を用い、該鞘糸に耐熱高機能短繊維束を用いてなることを特徴とする被覆糸。
- 該耐熱高機能単繊維束が、JIS K 7201に基づいて測定される限界酸素指数が24以上で、かつ、JIS K 7120に基づいて測定される熱分解温度が400℃以上である繊維であることを特徴とする請求項1に記載の被覆糸。
- 該耐熱高機能短繊維束が、アラミド繊維であることを特徴とする請求項1または2に記載の被覆糸。
- 該アラミド繊維が、パラ系アラミド繊維であることを特徴とする請求項3に記載の被覆糸。
- 該耐熱高機能短繊維束が、ポリパラフェニレンテレフタルアミド繊維であることを特徴とする請求項1または2に記載の被覆糸。
- 該弾性繊維が、ポリウレタン系弾性繊維である請求項1〜4のいずれかに記載の被覆糸。
- 請求項1〜6のいずれかに記載の被覆糸を10wt%以上含むことを特徴とする繊維製品。
- 該繊維製品が、編織物である請求項7に記載の繊維製品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002165287A JP2004011052A (ja) | 2002-06-06 | 2002-06-06 | 被覆糸およびそれらからなる繊維製品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002165287A JP2004011052A (ja) | 2002-06-06 | 2002-06-06 | 被覆糸およびそれらからなる繊維製品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004011052A true JP2004011052A (ja) | 2004-01-15 |
Family
ID=30433160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002165287A Pending JP2004011052A (ja) | 2002-06-06 | 2002-06-06 | 被覆糸およびそれらからなる繊維製品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004011052A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007009378A (ja) * | 2005-07-04 | 2007-01-18 | Du Pont Toray Co Ltd | 耐切創性繊維製品 |
| JP2007510072A (ja) * | 2003-10-29 | 2007-04-19 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 切断抵抗性および弾性回復の双方を有する上撚り糸および布帛、および該上撚り糸および布帛の製造方法 |
| JP2008162540A (ja) * | 2006-12-29 | 2008-07-17 | Tomisaburo Mikami | 連結幌用幌布 |
| JP2009133043A (ja) * | 2007-12-03 | 2009-06-18 | Toyo Seat Co Ltd | 幌生地 |
| EP2549143A1 (de) * | 2011-07-21 | 2013-01-23 | ContiTech Antriebssysteme GmbH | Kraftübertragungsriemen, insbesondere Keilrippenriemen |
| JP2014132128A (ja) * | 2013-01-07 | 2014-07-17 | Toyota Boshoku Corp | 織物 |
| KR101430029B1 (ko) | 2013-06-28 | 2014-08-14 | 건양대학교산학협력단 | 복합 커버링사 및 그 제조방법 |
| JP2014208930A (ja) * | 2013-03-28 | 2014-11-06 | 日本毛織株式会社 | 難燃ストレッチ織物及びこれを用いた衣類 |
| JP2015059290A (ja) * | 2013-09-20 | 2015-03-30 | 帝人株式会社 | 防護製品用布帛およびその製造方法および防護製品 |
| JP2022506136A (ja) * | 2018-10-25 | 2022-01-17 | カンディアーニ エス.ピー.エー. | 環境に優しい伸縮性生地を作製するための綿ベースの伸縮性糸 |
| JP2022506035A (ja) * | 2018-10-25 | 2022-01-17 | カンディアーニ エス.ピー.エー. | 伸縮性の糸を作製するための方法および同糸から製造された布地 |
| WO2022080401A1 (ja) * | 2020-10-13 | 2022-04-21 | ユニチカトレーディング株式会社 | 紡績糸及びその製造方法 |
| CN114606613A (zh) * | 2022-03-09 | 2022-06-10 | 杭州惠丰化纤有限公司 | 一种抗氧化耐腐蚀氨纶包覆丝及其制备方法 |
| KR102580310B1 (ko) * | 2022-04-08 | 2023-09-20 | 주식회사 지구 | 신축성과 세탁내구성이 우수한 안전보호복용 난연성 원단 및 그 제조방법 |
-
2002
- 2002-06-06 JP JP2002165287A patent/JP2004011052A/ja active Pending
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007510072A (ja) * | 2003-10-29 | 2007-04-19 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 切断抵抗性および弾性回復の双方を有する上撚り糸および布帛、および該上撚り糸および布帛の製造方法 |
| JP2007009378A (ja) * | 2005-07-04 | 2007-01-18 | Du Pont Toray Co Ltd | 耐切創性繊維製品 |
| JP2008162540A (ja) * | 2006-12-29 | 2008-07-17 | Tomisaburo Mikami | 連結幌用幌布 |
| JP2009133043A (ja) * | 2007-12-03 | 2009-06-18 | Toyo Seat Co Ltd | 幌生地 |
| EP2549143A1 (de) * | 2011-07-21 | 2013-01-23 | ContiTech Antriebssysteme GmbH | Kraftübertragungsriemen, insbesondere Keilrippenriemen |
| WO2013010734A1 (de) * | 2011-07-21 | 2013-01-24 | Contitech Antriebssysteme Gmbh | Kraftübertragungsriemen, insbesondere keilrippenriemen |
| CN103703273A (zh) * | 2011-07-21 | 2014-04-02 | 康蒂泰克驱动系统有限公司 | 力传输带,特别是v型肋式带 |
| KR20140041488A (ko) * | 2011-07-21 | 2014-04-04 | 콘티테크 안트립스지스테메 게엠베하 | 힘 전달 벨트, 특히 v-리브형 벨트 |
| KR101962782B1 (ko) * | 2011-07-21 | 2019-03-27 | 콘티테크 안트립스지스테메 게엠베하 | 힘 전달 벨트, 특히 v-리브형 벨트 |
| JP2014132128A (ja) * | 2013-01-07 | 2014-07-17 | Toyota Boshoku Corp | 織物 |
| JP2014208930A (ja) * | 2013-03-28 | 2014-11-06 | 日本毛織株式会社 | 難燃ストレッチ織物及びこれを用いた衣類 |
| KR101430029B1 (ko) | 2013-06-28 | 2014-08-14 | 건양대학교산학협력단 | 복합 커버링사 및 그 제조방법 |
| JP2015059290A (ja) * | 2013-09-20 | 2015-03-30 | 帝人株式会社 | 防護製品用布帛およびその製造方法および防護製品 |
| JP2022506136A (ja) * | 2018-10-25 | 2022-01-17 | カンディアーニ エス.ピー.エー. | 環境に優しい伸縮性生地を作製するための綿ベースの伸縮性糸 |
| JP2022506035A (ja) * | 2018-10-25 | 2022-01-17 | カンディアーニ エス.ピー.エー. | 伸縮性の糸を作製するための方法および同糸から製造された布地 |
| JP7418427B2 (ja) | 2018-10-25 | 2024-01-19 | カンディアーニ エス.ピー.エー. | 環境に優しい伸縮性生地を作製するための綿ベースの伸縮性糸 |
| WO2022080401A1 (ja) * | 2020-10-13 | 2022-04-21 | ユニチカトレーディング株式会社 | 紡績糸及びその製造方法 |
| JP7286122B2 (ja) | 2020-10-13 | 2023-06-05 | ユニチカトレーディング株式会社 | 紡績糸及びその製造方法 |
| CN114606613A (zh) * | 2022-03-09 | 2022-06-10 | 杭州惠丰化纤有限公司 | 一种抗氧化耐腐蚀氨纶包覆丝及其制备方法 |
| KR102580310B1 (ko) * | 2022-04-08 | 2023-09-20 | 주식회사 지구 | 신축성과 세탁내구성이 우수한 안전보호복용 난연성 원단 및 그 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8789394B2 (en) | Resin-coated glove | |
| JP2007009378A (ja) | 耐切創性繊維製品 | |
| JP2004011052A (ja) | 被覆糸およびそれらからなる繊維製品 | |
| JP5916107B2 (ja) | 複合糸およびその織編物 | |
| US6889494B2 (en) | Heat-resistant crimped yarn | |
| JP5433259B2 (ja) | 複合紡績糸、その製造方法及び該複合紡績糸を用いた織物 | |
| JP3988126B2 (ja) | 防護手袋 | |
| WO2002092894A1 (fr) | Tissu pour courroie crantee | |
| JP6883919B2 (ja) | 耐切創性手袋 | |
| JP4251808B2 (ja) | 防護衣料 | |
| JP3963007B2 (ja) | 被覆糸およびそれを用いてなる編織物 | |
| CN112458582A (zh) | 具有耐割性能的合股捻纱和织物 | |
| JP2000144526A (ja) | ポリパラフェニレンテレフタルアミド短繊維からなる紡績糸、繊維構造物および防護材 | |
| JP2017031526A (ja) | ベア天竺緯編物 | |
| JP6038461B2 (ja) | 手袋及び手袋の製造方法 | |
| JP4171480B2 (ja) | 耐熱性捲縮糸 | |
| JP7105025B2 (ja) | ダブルカバリング糸およびそれを用いた布帛 | |
| JP4025012B2 (ja) | 耐熱性捲縮糸 | |
| JP2003147651A (ja) | 耐熱性複合紡績糸およびそれを用いてなる布帛 | |
| JP2003253508A (ja) | 手 袋 | |
| JP2003221744A (ja) | コアスパン糸およびその製造方法 | |
| JP3935723B2 (ja) | 洗濯耐久性に優れた手袋 | |
| JP2003119631A (ja) | 被覆糸およびその製造方法 | |
| JP6917669B2 (ja) | 耐切創性布帛 | |
| JP4115238B2 (ja) | パラ系アラミド捲縮糸の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070109 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070522 |