EP4575366A1 - Heissbranddüse für die anordnung in der wand eines reaktorbehälters von verfahrenstechnischen reaktionskammern und -öfen - Google Patents
Heissbranddüse für die anordnung in der wand eines reaktorbehälters von verfahrenstechnischen reaktionskammern und -öfen Download PDFInfo
- Publication number
- EP4575366A1 EP4575366A1 EP24185322.5A EP24185322A EP4575366A1 EP 4575366 A1 EP4575366 A1 EP 4575366A1 EP 24185322 A EP24185322 A EP 24185322A EP 4575366 A1 EP4575366 A1 EP 4575366A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hot
- nozzle
- head section
- fire nozzle
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D25/00—Devices or methods for removing incrustations, e.g. slag, metal deposits, dust; Devices or methods for preventing the adherence of slag
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/02—Cleaning by the force of jets, e.g. blowing-out cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/093—Cleaning containers, e.g. tanks by the force of jets or sprays
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D25/00—Devices or methods for removing incrustations, e.g. slag, metal deposits, dust; Devices or methods for preventing the adherence of slag
- F27D25/008—Devices or methods for removing incrustations, e.g. slag, metal deposits, dust; Devices or methods for preventing the adherence of slag using fluids or gases, e.g. blowers, suction units
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D99/00—Subject matter not provided for in other groups of this subclass
- F27D99/0001—Heating elements or systems
- F27D99/0033—Heating elements or systems using burners
Definitions
- the invention relates to a hot-fire nozzle according to the preamble of claim 1, as well as to an arrangement of a hot-fire nozzle in a vessel wall of a reactor vessel according to the preamble of claim 10.
- a hot-fire nozzle for the dissolution of material build-up in process reaction chambers is, for example, made of DE 20 2017 105 058 U1
- the hot-firing nozzle is equipped with a gas flow channel and a deflection formed by a channel bend.
- An insert made of a ceramic material is provided in the cast material of the hot-firing nozzle in the area of the channel bend. This enables long operating times despite use in aggressive environments, since the insert is positioned where the particles entrained by the air flow impinge.
- hot-fire nozzles as plug-in nozzles and to provide them with a flange for attachment to a receiving nozzle, which attached to the container wall.
- Such a system is used, for example, in DE 20 2018 105 565 U1
- the system allows the hot-fire nozzle to be replaced from the outside in the event of wear, i.e., without the need for special safety measures by the assembly personnel due to assembly work being carried out inside the reactor vessel.
- incinerators in cement plants for example, this can advantageously prevent assembly personnel from being exposed to highly toxic and carcinogenic chromate-6 compounds when changing the nozzle.
- a hot-fire nozzle for arrangement in the vessel wall of a reactor vessel of process engineering reaction chambers and furnaces, which is formed from a cast material and has a flow channel with a deflection formed by a channel curvature, wherein the flow channel serves to conduct sudden and highly pressurized gas flows, in particular air flows, which can be generated by an air cannon arranged outside the vessel wall for the purpose of dissolving material build-up inside the reactor vessel, it is provided that the hot-fire nozzle has an elongated body section which tapers substantially from a first end adjoining the air cannon to a second end, and that the hot-fire nozzle has a head section which comprises at least one air outlet opening, wherein a shoulder is formed at the transition from the second end of the body section to the head section on a side of the hot-fire nozzle facing away from the air outlet opening.
- the hot-firing nozzle is functionally designed in two parts, with a head section and an adjoining body section, which are connected to each other via a shoulder.
- the connection of the head section to the body section via the shoulder is preferably notched.
- both parts of the head section and parts of the body section are arranged within the container wall and sealed with a fireproof material.
- the head section is preferably precisely matched to the size of the generally cylindrical container wall opening and seals the container wall opening against the penetration of combustion products and harmful particles.
- the body section below the shoulder, in the area of the body section, there is a gap to the cylindrical through-hole in the vessel wall, which can be filled with a lightweight, refractory material.
- the tapered body section in this area allows for easier disassembly of the system due to the presence of lower friction.
- less material can also be used, making the casting lighter and therefore easier to handle for assembly personnel.
- the gap also compensates for any stresses that may arise due to different thermal expansion coefficients between the hot-firing nozzle and the container wall.
- the gap can be filled with a material with a thermal expansion coefficient that lies between the thermal expansion coefficient of the hot-firing nozzle and the thermal expansion coefficient of the container wall.
- the air outlet opening is oriented downwards (in the direction of gravity) after the nozzle has been installed. Therefore, it is advantageous to provide the body section and the head section on the side of the air outlet opening of the hot-firing nozzle with a substantially seamless transition. This ensures that the air outlet can be positioned directly on the inside of the container wall, while at the same time the center of gravity of the hot-firing nozzle is directed lower end of the container wall opening is shifted so that a stable position of the hot-fire nozzle can be achieved in the container wall opening.
- the wall thickness of the body section is essentially constant along its longitudinal extent, and the air flow channel in the body section tapers along its longitudinal extent.
- the taper of the outer wall of the body section is followed by the inner wall, which has the advantageous effect that the compression of the air flow does not only occur in the head section of the hot-firing nozzle, but rather begins beforehand in the body section.
- the cross-sectional area of the air flow channel at the transition to the head section is reduced by at least 10-50%, preferably at least 20-50%, even more preferably by 30-50%, relative to the cross-sectional area at the first end that can be closed off to the air cannon, or relative to a maximum cross-sectional area of the air flow channel in the body section.
- a cross-sectional enlargement may or may not be provided directly after the flange area for connection to the air cannon in the body section.
- the cross-sectional area is determined perpendicular to the main flow direction of the air stream, or in the longitudinal direction of the elongated hot-firing nozzle.
- a portion of the deflection, preferably a substantial deflection, of the air flow occurs in the head section of the hot-firing nozzle.
- a substantial deflection is understood to be a deflection of 50% of a deflection angle, wherein the deflection angle is defined by the angle of an inflow direction and an outflow direction of the air flow.
- a deflection of the air blast by 90° is generally provided.
- the substantial deflection in the head section then means that at least 45° of the deflection occurs in the head section.
- the deflection is defined accordingly, for example, as a 45° angle between the inflow and outflow directions.
- the essential deflection i.e., in this example, a deflection of at least 22.5°, is intended to occur in the head section.
- a portion of the deflection also occurs, preferably a significant deflection of the airflow of up to 10%, 20%, 30%, or up to 50%, in the body section. Because a significant portion of the deflection occurs in the body section, wear on the hot-firing nozzle in the head section is reduced.
- the measures of the invention result in a significant improvement compared to DE 20 2017 105 058 U1 , where the hot-fire nozzle has a tubular body section without a tapered flow channel and an adjoining head section with a sharply tapered flow channel.
- the deflection occurs exclusively in the head section and not, as in the present invention, partially in the body section beforehand. By moving the deflection forward to a less hot area, less material abrasion occurs.
- the head section can have one or more air outlet openings.
- the air outlet openings enable a burst-like air discharge in a circumferentially limited area of a full circle around the hot-firing nozzle, preferably less than 180°, more preferably less than 120°.
- the specific design of the air outlet openings is application-dependent and depends in particular on the type of material to be removed, adhesion to the vessel wall, and the like.
- two adjacent air outlet openings are provided, which are spaced from one another by a rib.
- the hot-fire nozzle is preferably made of solid material, in particular cast steel, and consists of a heat-resistant cast material.
- the hot-fire nozzle is designed as a plug-in nozzle and has a connecting flange for attachment to a receiving nozzle.
- the hot-fire nozzle is arranged in the container wall in such a way that the deflection of the flow channel by the change in curvature of the flow channel already begins at least 50 mm, more preferably at least 100 mm deep in the container wall.
- a longitudinal axis of the hot-firing nozzle and a container wall plane enclose an angle of 45° or 90° as described above, although this is not a limitation for the invention. Rather, a multitude of installation variants are possible.
- the angle between the hot-firing nozzle and the container wall plane depends primarily on the shape of the container wall plane itself.
- the hot-firing nozzle is advantageously installed with the air outlet opening and the transition-free section from the head to the body section in the direction of gravity.
- the hot-firing nozzle is preferably located horizontally in the container wall opening. This is advantageous because the vibrations caused by the air blasts from the air cannon do not significantly change the stable position of the hot-firing nozzle.
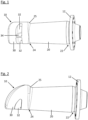
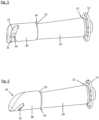
- the invention is illustrated by two embodiments, wherein the Figures 1-4 show an installation of a hot-fire nozzle 10 in a container wall 40 at an angle of 90° and Figures 5-8 an arrangement with a hot-fire nozzle 10 and a container wall 40 in the case of installation at an angle of 45°.
- it can be, for example, an inlet chute for a rotary kiln.
- the head section 30 comprises, by way of example and without limitation to the invention, two air outlet openings 32, which are spaced apart by a rib 34.
- the rib 34 stabilizes the head section 30.
- the shoulder 25 is as particularly in Figure 2 evidently not formed circumferentially around the elongated body section 20.
- the body section 20 and the head section 30 extend on the side of the air outlet opening 32 of the hot firing nozzle 10 seamlessly into each other.
- This advantageously results in the Figures 3 and 4 The installation position of the hot-firing nozzle 10 in the container wall 40 is shown.
- the air outlet opening 32 is directed downwards. In the lower area, the hot-firing nozzle 10 rests flatly in the through-opening 42 of the container wall 40.
- the air outlet occurs in a circumferentially limited area, namely, in a circular section of the container wall 40.
- a gap 44 is provided below the shoulder 25, which simplifies the disassembly of the hot-firing nozzle 10.
- the gap 44 can be filled with a refractory sealing material.
- the inner wall 16 of the body section 20 tapers along its longitudinal extent, while the wall thickness of the body section 20 remains essentially constant.
- the inner wall 16 of the air flow channel 14 is preferably formed by a continuously differentiable surface which changes its radius of curvature over a wide range.
- a maximum cross-section 26 (cf. Fig. 3 ) is present in the connection area 28 to the air cannon, although in this exemplary embodiment not at the end of the component. Up to the shoulder 25, the cross-sectional area of the air flow channel 14 is reduced by approximately 30-50% in this case relative to the maximum cross-sectional area 16 of the air flow channel 14.
- the deflection 18 of the air flow occurs to a significant extent in the area of the head section 30 and, due to the tapering of the inner wall 16 of the body section 20, also to a significant extent in the area of the body section 20.
- P1 and P2 which are shown from the connection to the air cannon, once before (P1) the shoulder 25 and once after (P2) the shoulder 25, it can be seen that the air flow has already been deflected by 11.2° at point P1.
- P2 a deflection of 25° has occurred. In relation to With a total deflection of 90° in this case, this corresponds to a percentage of between 12% and 28% at the location of the shoulder 25, which is considered advantageous for the invention.
- the remaining essential part of the deflection 18 occurs in the head section 30.
- the head section 30 has a maximum reinforcement 36 in the area where the air blast hits most strongly.
- the hot-firing nozzle 10 is typically installed horizontally, and the container wall 40 is inclined.
- the hot-firing nozzle 10 thus rests with its full weight on its underside, where the air outlet openings 32 are also located.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
Abstract
Die Erfindung betrifft eine Heißbranddüse (10) für die Anordnung in der Behälterwand eines Reaktorbehälters von verfahrenstechnischen Reaktionskammern und -öfen, die aus einem Gusswerkstoff gebildet ist und einen Strömungskanal (14) mit einer durch eine Kanalkrümmung gebildeten Umlenkung aufweist, die zur Durchleitung von schlagartigen und unter hohem Druck stehenden Gas-, insbesondere Luftströmen dient, welche durch eine außerhalb der Behälterwand angeordnete Luftkanone zum Zwecke der Auflösung von Materialanbackungen im Inneren des Reaktorbehälters erzeugbar sind. Dabei ist vorgesehen, dass die Heißbranddüse (10) einen langgestreckten Körperabschnitt (20) aufweist, welcher sich im Wesentlichen von einem ersten, an die Luftkanone anschließbaren Ende zu einem zweiten Ende (24) hin verjüngt, und einen Kopfabschnitt (30), der zumindest eine Luftaustrittsöffnung (32) umfasst, und dass am Übergang des zweiten Endes (24) des Körperabschnitts (20) zum Kopfabschnitt (30) auf einer der Luftaustrittsöffnung (32) abgewandten Seite der Heißbranddüse (10) eine Schulter (25) ausgebildet ist.
Description
- Die Erfindung betrifft eine Heißbranddüse gemäß dem Oberbegriff des Anspruchs 1, sowie eine Anordnung einer Heißbranddüse in einer Behälterwand eines Reaktorbehälters entsprechend dem Oberbegriff des Anspruchs 10.
- Eine Heißbranddüse für die Auflösung von Materialanbackungen in verfahrenstechnischen Reaktionskammern ist beispielsweise aus
DE 20 2017 105 058 U1 bekannt. Die Heißbranddüse ist mit einem Gasströmungskanal und mit einer durch eine Kanalkrümmung gebildeten Umlenkung versehen, wobei im Bereich der Kanalkrümmung ein Einsatzteil im Gusswerkstoff der Heißbranddüse vorgesehen ist, das aus einem Keramikwerkstoff gebildet ist. Hierdurch werden trotz Einsatzes in aggressiver Umgebung lange Betriebszeiten ermöglicht, da das Einsatzteil dort angeordnet ist, wo die mit dem Luftstrom mitgerissenen Partikel auftreffen. - Weiterhin ist bekannt, Heißbranddüsen als Einsteckdüsen auszugestalten und mit einem Flansch zur Befestigung an einem Aufnahmestutzen zu versehen, welcher an der Behälterwand befestigt ist. Ein derartiges System ist beispielsweise in
DE 20 2018 105 565 U1 offenbart. Das System ermöglicht ein Auswechseln der Heißbranddüse im Verschleißfall von außen, d. h. ohne den Aufwand besonderer sicherheitstechnischer Maßnahmen aufgrund im Inneren des Reaktorbehälters durchzuführender Montagearbeiten für das Montagepersonal. Bei einem Einsatz in Verbrennungsöfen von Zementwerken kann damit z.B. vorteilhaft vermieden werden, dass das Montagepersonal beim Wechseln der Düse hochgiftigen und krebserregenden Chromat-(6)-Verbindungen ausgesetzt würde. - Es besteht ein Bedarf an Verbesserungen derartiger Heißbranddüsen, insbesondere um die Handhabung beim Auswechseln im Verschleißfall zu vereinfachen und die Verschleißbeständigkeit zu erhöhen, und zwar idealerweise ohne Einsatzteile aus Keramik, welche sich als Kostentreiber in der Fertigung herausgestellt haben.
- Bei einer erfindungsgemäßen Heißbranddüse für die Anordnung in der Behälterwand eines Reaktorbehälters von verfahrenstechnischen Reaktionskammern und -öfen, die aus einem Gusswerkstoff gebildet ist und einen Strömungskanal mit einer durch eine Kanalkrümmung gebildeten Umlenkung aufweist, wobei der Strömungskanal zur Durchleitung von schlagartigen und unter hohem Druck stehenden Gas- insbesondere Luftströmen dient, welche durch eine außerhalb der Behälterwand angeordnete Luftkanone zum Zwecke der Auflösung von Materialanbackungen im Inneren des Reaktorbehälters erzeugbar sind, ist vorgesehen, dass die Heißbranddüse einen langgestreckten Körperabschnitt aufweist, welcher sich im Wesentlichen von einem ersten, an die Luftkanone anschließen Ende zu einem zweiten Ende hin verjüngt, und dass die Heißbranddüse einen Kopfabschnitt aufweist, der zumindest eine Luftaustrittsöffnung umfasst, wobei am Übergang des zweiten Endes des Körperabschnitts zum Kopfabschnitt auf einer der Luftaustrittsöffnung abgewandten Seite der Heißbranddüse eine Schulter ausgebildet ist.
- Mit den Maßnahmen der Erfindung ist die Heißbranddüse funktional zweiteilig mit einem Kopfabschnitt und einem anschließenden Körperabschnitt ausgestaltet, wobei diese über eine Schulter miteinander verbunden sind. Der Anschluss des Kopfabschnitts an den Körperabschnitt über die Schulter erfolgt bevorzugt kerblos.
- Nach dem Einbau in der Behälterwand sind sowohl Teile des Kopfabschnitts als auch Teile des Körperabschnitt innerhalb der Behälterwand angeordnet und mit einem feuerfesten Material abgedichtet. Der Kopfabschnitt ist dabei bevorzugt passgenau auf die Größe der im Allgemeinen zylinderförmig beschaffenen Behälterwandöffnung abgestimmt und verschließt die Öffnung der Behälterwand gegen das Eindringen von Verbrennungsprodukten und gesundheitsschädlichen Partikeln.
- Unterhalb der Schulter im Bereich des Körperabschnitts ist ein Spalt zur zylindrischen Durchgangsöffnung in der Behälterwand vorhanden, der mit einem leichten, feuerfesten Material verfüllt sein kann. Der in diesem Bereich verjüngte Körperabschnitt ermöglicht eine leichtere Demontage des Systems aufgrund des Vorhandenseins geringerer Reibung. Vorteilhaft kann außerdem weniger Material eingesetzt werden, was das Gussteil leichter und somit handhabbarer für das Montagepersonal macht.
- Noch weiter vorteilhaft werden durch den Spalt auch ggf. entstehende Spannungen aufgrund unterschiedlicher thermischer Ausdehnungskoeffizienten der Heißbranddüse und der Behälterwand ausgeglichen. Der Spalt kann mit einem Material verfüllt sein, welches einen thermischen Ausdehnungskoeffizienten aufweist, der zwischen dem thermischen Ausdehnungskoeffizienten der Heißbranddüse und dem thermischen Ausdehnungskoeffizienten der Behälterwand liegt.
- Im Normalfall ist die Luftaustrittsöffnung nach dem Einbau der Düse nach unten (in Richtung Gravitationskraft) hin ausgerichtet. Vorteilhaft ist daher auf der Seite der Luftaustrittsöffnung der Heißbranddüse vorgesehen, dass der Körperabschnitt und der Kopfabschnitt im Wesentlichen stufenlos ineinander übergehen. Hierdurch ist sichergestellt, dass der Luftaustritt direkt an der Innenseite der Behälterwand ansetzen kann, während zugleich der Gravitationsschwerpunkt der Heißbranddüse in Richtung unteres Ende der Behälterwandöffnung verlagert ist, sodass eine stabile Lage der Heißbranddüse in der Behälterwandöffnung erreicht werden kann.
- Vorteilhaft ist vorgesehen, dass die Wandstärke des Körperabschnitts über dessen Längserstreckung im Wesentlichen konstant ist und sich der Luftströmungskanal im Körperabschnitt über dessen Längserstreckung verjüngt. Die Verjüngung der Außenwand des Körperabschnitts ist auf der Innenwand nachgeführt, was den vorteilhaften Effekt mit sich bringt, dass die Verdichtung des Luftstroms nicht erst im Kopfabschnitt der Heißbranddüse erfolgt, sondern bereits zuvor im Körperabschnitt beginnt. Dies hat insbesondere den Vorteil, dass die Luft nicht erst im Kopfabschnitt nochmals stark beschleunigt wird, sondern aufgrund des Bernoullischen Gesetzes bereits im Körperabschnitt. Diese Ausgestaltung führt maßgeblich zu verringertem Verschleiß im Bereich des Kopfabschnitts und zu einer längeren Lebensdauer.
- Bevorzugt ist vorgesehen, dass am Übergang zum Kopfabschnitt die Querschnittsfläche des Luftströmungskanals um mindestens 10-50 %, bevorzugt mindestens 20-50 %, noch weiter bevorzugt um 30-50 % im Verhältnis zur Querschnittsfläche am ersten an die Luftkanone abschließbaren Ende bzw. im Verhältnis zu einer maximalen Querschnittsfläche des Luftströmungskanals im Körperabschnitt verringert ist. Je nach Ausführungsform der Heißbranddüse ist direkt nach dem Flanschbereich zum Anschluss an die Luftkanone im Körperabschnitt noch eine Querschnittsvergrößerung vorgesehen oder nicht. Die Querschnittsfläche wird dabei senkrecht zur Hauptströmungsrichtung des Luftstroms bestimmt, bzw. in Längsrichtung der langgestreckten Heißbranddüse.
- Ein Teil der Umlenkung, bevorzugt eine wesentliche Umlenkung des Luftstroms erfolgt im Kopfabschnitt der Heißbranddüse. Als wesentliche Umlenkung wird im Rahmen der vorliegenden Offenbarung eine Umlenkung von 50 % eines Umlenkungswinkels verstanden, wobei der Umlenkwinkel durch den Winkel einer Einströmungsrichtung und einer Ausströmungsrichtung des Luftstroms definiert ist. Im Falle eines senkrecht zur Behälterwand angeordneten Einbaus der Heißbranddüse ist im Allgemeinen eine Umlenkung des Luftstoßes um 90° vorgesehen. Die wesentliche Umlenkung im Kopfabschnitt bedeutet dann, dass mindestens 45° der Umlenkung im Kopfabschnitt erfolgt. Für den Fall eines z. B. schräg in die Behälterwand verlaufenen Einbaus, beispielsweise in eine Trichterwand mit einem Neigungswinkel von 45°, wird die Umlenkung entsprechend definiert, beispielsweise als 45°-Winkel zwischen Einströmungsrichtung und Ausströmungsrichtung. Auch in einem solchen Fall ist vorgesehen, dass die wesentliche Umlenkung, also diesem Beispiel mindestens 22,5° Umlenkung, im Kopfabschnitt erfolgt.
- Durch die Verjüngung des Strömungskanals im Bereich des Körperabschnitts erfolgt allerdings ebenfalls ein Teil der Umlenkung, bevorzugt eine nicht unwesentliche Umlenkung des Luftstroms bis zu 10 %, 20 %, 30 % oder bis zu 50 % im Körperabschnitt. Dadurch, dass ein nicht unwesentlicher Teil der Umlenkung im Körperabschnitt erfolgt, ist der Verschleiß der Heißbranddüse im Kopfabschnitt reduziert.
- Da die Temperaturen im Behälter im Allgemeinen sehr hoch sind, kommt es durch das Vorziehen eines Teils der Umlenkung des Luftstroms in einen Bereich der Behälterwand, wo es nicht so heiß ist, zu weniger Verschleiß aufgrund des konzentrierten Aufpralls heißer Luftmoleküle im Kopfabschnitt. Bevorzugt beginnt die Umlenkung durch die Krümmungsänderung des Strömungskanals mindestens 50 mm, weiter bevorzugt mindestens 100 mm von der Luftaustrittsöffnung entfernt.
- Mit den Maßnahmen der Erfindung ergibt sich eine maßgebliche Verbesserung gegenüber
DE 20 2017 105 058 U1 , wo die Heißbranddüse einen rohrförmigen Körperabschnitt ohne Verjüngung des Strömungskanals und einen daran anschließenden Kopfabschnitt mit starker Verjüngung des Strömungskanals aufweist. Die Umlenkung erfolgt dort ausschließlich im Kopfabschnitt und nicht wie bei der vorliegenden Erfindung bereits vorher teilweise im Körperabschnitt. Durch das Vorziehen der Umlenkung in einen Bereich, wo es nicht so heiß ist, kommt es zu weniger Materialabrieb. - Bei der vorliegenden Erfindung ist bevorzugt vorgesehen, dass die Wandstärke des Kopfabschnitts im Bereich der wesentlichen Umlenkung des Luftstroms erhöht ist oder mit anderen Worten, dass der Kopfbereich im Bereich der wesentlichen Umlenkung mit einer Opfermasse versehen ist. Zusätzlich oder alternativ hierzu ist es möglich, dass der Wandabschnitten zum Bereich durch ein Einsatzteil, insbesondere keramisches Einsatzteil verstärkt ist. Idealerweise ist der Verschleiß im Kopfabschnitt aufgrund der geometrischen Verjüngung im Körperabschnitt jedoch dermaßen verringert, dass eine ausreichende Verschleißbeständigkeit im Kopfabschnitt ohne zusätzliche Maßnahme, wie das keramische Einsatzteil erreicht werden kann.
- Um die Energie des von der Luftkanone erzeugten Luftstoßes dabei möglichst konzentriert und effektiv zum Ablösen der Anbackungen innerhalb des Reaktionsbehälters zu nutzen, wird ein gerichteter Luftstoß bevorzugt. Der Kopfabschnitt kann eine oder mehrere Luftaustrittsöffnungen aufweisen. Die Luftaustrittsöffnungen ermöglichen dabei einen stoßartigen Luftaustritt in einem umfänglich begrenzten Bereich eines Vollkreises um die Heißbranddüse herum, bevorzugt weniger als 180°, weiter bevorzugt weniger als 120°. Die konkrete Ausgestaltung der Luftaustrittsöffnungen ist aber anwendungsabhängig und hängt insbesondere von der Art des abzulösen Materials, der Haftung an der Behälterwand und dergleichen ab. In einer bevorzugten Ausführungsform sind zwei benachbarte Luftaustrittsöffnungen vorgesehen, die durch eine Rippe voneinander beabstandet sind.
- Die Heißbranddüse ist bevorzugt massiv gefertigt, insbesondere mittels Stahlguss, und besteht aus einem hitzebeständigen Gusswerkstoff.
- In einer vorteilhaften Ausführungsform ist die Heißbranddüse als eine Einsteckdüse ausgebildet und weist einen Anschlussflansch zur Befestigung an einem Aufnahmestutzen auf.
- Nach einem weiteren Aspekt der Erfindung ist eine Anordnung einer derartigen Heißbranddüse in einer Behälterwand eines Reaktorbehälters einer verfahrenstechnischen Reaktionskammer oder eines verfahrenstechnischen Redaktionsofens vorgesehen, wobei der Kopfabschnitt der Heißbranddüse einen aus der Behälterwand hervorstehenden ersten Teil und einen in der Behälterwand versenken zweiten Teil aufweist.
- Bevorzugt ist die Heißbranddüse derart in der Behälterwand angeordnet, dass die Umlenkung des Strömungskanals durch die Krümmungsänderung des Strömungskanals bereits mindestens 50 mm, weiter bevorzugt mindestens 100 mm tief in der Behälterwand beginnt.
- Nach dem Einbau in die Behälterwand ist beispielweise vorgesehen, dass eine Längsachse der Heißbranddüse und eine Behälterwandebene wie zuvor beschrieben einen Winkel von 45° oder von 90° einschließen, was allerdings nicht einschränkend für die Erfindung ist. Vielmehr sind eine Vielzahl von Einbauvarianten möglich. Der Winkel zwischen Heißbranddüse und Behälterwandebene ist dabei in erster Linie von der Form der Behälterwandebene selbst abhängig. Vorteilhaft wird die Heißbranddüse mit der Luftaustrittsöffnung und dem übergangsfreien Abschnitt vom Kopf zum Körperabschnitt in Gravitationsrichtung verbaut. Die Heißbranddüse liegt bevorzugt horizontal in der Behälterwandöffnung. Dies ist vorteilhaft, da die Erschütterungen durch die Luftstöße der Luftkanone die stabile Lage der Heißbranddüse nicht wesentlich verändern.
- im Folgenden wird die Erfindung mit Bezug auf die Zeichnungen näher beschrieben. Die Zeichnungen stellen den Gegenstand dabei rein schematisch dar. Dem Fachmann sind eine Vielzahl von Ausführungsformen ersichtlich, welche im Rahmen der Ansprüche möglich sind.
- Es zeigen:
- Figur 1
- eine Heißbranddüse gemäß einer ersten Ausführungsform der Erfindung in perspektivischer Ansicht,
- Figur 2
- die Heißbranddüse aus
Figur 1 in einem anderen Winkel, - Figur 3
- eine Anordnung der Heißbranddüse nach
Figur 1 in einer Behälterwand eines Reaktorbehälters in Schnittansicht, - Figur 4
- die Anordnung nach
Figur 3 mit eingeblendeter Rippe, - Figur 5
- eine Heißbranddüse gemäß einer zweiten Ausführungsform der Erfindung in perspektivischer Ansicht,
- Figur 6
- die Heißbranddüse aus
Figur 5 in einem anderen Winkel, - Figur 7
- eine Anordnung der Heißbranddüse nach
Figur 5 in einer Behälterwand eines Reaktorbehälters in Schnittansicht und - Figur 8
- die Anordnung nach
Figur 7 mit eingeblendeter Rippe. - Die Erfindung wird anhand zweier Ausführungsbeispiele dargestellt, wobei die
Figuren 1-4 einen Einbau einer Heißbranddüse 10 in einer Behälterwand 40 in einem Winkel von 90° zeigen undFiguren 5-8 eine Anordnung mit einer Heißbranddüse 10 und einer Behälterwand 40 im Falle eines Einbaus mit einem Winkel von 45°. Im letzten Fall kann es sich z.B. um eine Einlaufrutsche zu einem Drehrohr handeln. -
Figur 1 zeigt eine Heißbranddüse 10 gemäß einer Ausführungsform der Erfindung. Die Heißbranddüse 10 ist spiegelsymmetrisch ausgebildet. Die Heißbranddüse weist als Einsteckdüse einen Anschlussflansch 12 auf, der wie inFigur 3 und 4 ersichtlich mittels Schrauben an einem entsprechenden Aufnahmestutzen 48 befestigt wird. Hierfür sind im Anschlussflansch 12 eine Vielzahl von Bohrlöchern vorgesehen. Die Heißbranddüse 10 umfasst einen Körperabschnitt 20 mit einem ersten Ende 22, dass an den Anschlussflansch 12 anschließt. Ein zweites Ende 24 des Körperabschnitts 20 endet an einer Schulter 25, die den Übergang zu einem Kopfabschnitt 30 bildet. - Der Kopfabschnitt 30 umfasst in der dargestellten Ausführungsform beispielhaft und ohne Einschränkung für die Erfindung zwei Luftaustrittsöffnungen 32, die durch eine Rippe 34 voneinander beabstandet sind. Die Rippe 34 stabilisiert den Kopfabschnitt 30 in sich.
- Die Schulter 25 ist wie insbesondere in
Figur 2 ersichtlich nicht umlaufend um den lang gestreckten Körperabschnitt 20 ausgebildet. Der Körperabschnitt 20 und der Kopfabschnitt 30 gehen auf der Seite der Luftaustrittsöffnung 32 der Heißbranddüse 10 stufenlos ineinander über. Hierdurch ergibt sich vorteilhaft die inFigur 3 und 4 ersichtliche Einbaulage der Heißbranddüse 10 in der Behälterwand 40. Die Luftaustrittsöffnung 32 ist hier nach unten gerichtet. Im unteren Bereich liegt die Heißbranddüse 10 entsprechend flächig in der Durchgangsöffnung 42 der Behälterwand 40 auf. Der Luftaustritt erfolgt in einem umfänglich begrenzten Bereich, nämlich bezüglich der Behälterwand 40 in einem kreisausschnittförmigen Bereich. - Auf der Seite der Schulter 25 liegt allerdings nur ein Teil des Kopfabschnitts 30 an der Durchgangsöffnung 42 der Behälterwand 40 an. Unterhalb der Schulter 25 ist ein Spalt 44 vorgesehen, der die Demontage der Heißbranddüse 10 vereinfacht. Der Spalt 44 kann mit einem feuerfesten Dichtungsmaterial verfüllt sein.
- Wie in
Figur 4 gut erkennbar, steht der Kopfabschnitt 30 um einen Teil 38 aus der Behälterwand 40 hervor. Der verbliebene Teil des Kopfabschnitts 30 ist dagegen in der Behälterwand 40 versenkt. - Wie in der
Figur 3 gut erkennbar verjüngt sich die Innenwand 16 des Körperabschnitts 20 über dessen Längserstreckung, während die Wandstärke des Körperabschnitts 20 im Wesentlichen konstant bleibt. Die Innenwand 16 des Luftströmungskanals 14 ist dabei bevorzugt durch eine stetig differenzierbare Fläche gebildet, welche über einen weiten Bereich ihren Krümmungsradius ändert. Ein maximaler Querschnitt 26 (vgl.Fig. 3 ) liegt im Anschlussbereich 28 an die Luftkanone vor, in dieser beispielhaften Ausführungsform allerdings nicht am Ende des Bauteils. Bis zur Schulter 25 erfolgt eine Verringerung der Querschnittsfläche des Luftströmungskanals 14 um in diesem Fall ca. 30-50 % im Verhältnis zur maximalen Querschnittsfläche 16 des Luftströmungskanals 14. - Die Umlenkung 18 des Luftstroms erfolgt zu einem wesentlichen Teil im Bereich des Kopfabschnitts 30 und aufgrund der Verjüngung der Innenwand 16 des Körperabschnitts 20 auch zu einem nicht unerheblichen Teil im Bereich des Körperabschnitts 20. An zwei beispielhaften Punkten P1 und P2, welche vom Anschluss zur Luftkanone aus gesehen einmal vor (P1) der Schulter 25 und einmal nach (P2) der Schulter 25 eingezeichnet sind, ist zu erkennen, dass der Luftstrom im Punkt P1 bereits um 11,2° umgelenkt wurde. Im P2 ist eine Umlenkung von 25° erfolgt. Im Verhältnis zur Gesamtumlenkung in diesem Fall von 90° entspricht dies an der Stelle der Schulter 25 einem Prozentsatz zwischen 12 % und 28 %, was als vorteilhaft für die Erfindung angesehen wird. Der verbleibende wesentliche Teil der Umlenkung 18 erfolgt im Kopfabschnitt 30.
- Der Kopfabschnitt 30 weist eine maximale Verstärkung 36 auf, und zwar in dem Bereich, wo der Luftstoß am stärksten auftrifft.
- In
Figuren 5-8 ist eine alternative Ausführungsform der Erfindung dargestellt, wobei hier die Heißbranddüse 10 etwas langgestreckter ausgebildet ist, sodass sie in einem Winkel von 45° durch eine Behälterwand 40 durchgeführt werden kann. - Die auf eine wiederholte Beschreibung der Bauteile darf verzichtet werden. Gleich wirkende Bauteile sind gleichen Bezugszeichen dargestellt.
- In der Praxis ist die Heißbranddüse 10 typischerweise horizontal verbaut und die Behälterwand 40 verläuft schräg. Die Heißbranddüse 10 liegt also mit ihrem vollen Gewicht auf ihrer Unterseite auf, wo sich auch die Luftaustrittsöffnungen 32 befinden.
- Ein Unterschied ergibt sich in Bezug auf den absoluten Wert der Umlenkung 18 im Bereich der Schulter 25. Wie anhand des beispielhaft dargestellten Punktes P3 ersichtlich, ist kurz hinter der Schulter 25 eine Ablenkung der Luftströmung von 9,6° erfolgt, was im Verhältnis zum Umlenkwinkel von 45° also ca. 21 % entspricht.
- 10 Heißbranddüse; 12 Anschlussflansch; 14 Strömungskanal; 16 Innenwand; 18 Umlenkung; 20 Körperabschnitt; 22 erstes Ende; 24 zweites Ende; 25 Schulter; 26 maximaler Querschnitt; 28 Anschlussbereich; 30 Kopfabschnitt; 32 Luftaustrittsöffnung; 34 Rippe; 36 maximal verstärkter Bereich; 38 aus der Behälterwand hervorstehender Teil; 40 Behälterwand; 42 Durchgangsöffnung; 44 Spalt; 46 Anschlusssflansch; 48 Aufnahmestutzen
Claims (12)
- Heißbranddüse (10) für die Anordnung in der Behälterwand (40) eines Reaktorbehälters von verfahrenstechnischen Reaktionskammern und -öfen, die aus einem Gusswerkstoff gebildet ist und einen Strömungskanal (14) mit einer durch eine Kanalkrümmung gebildeten Umlenkung aufweist, die zur Durchleitung von schlagartigen und unter hohem Druck stehenden Gas-, insbesondere Luftströmen dient, welche durch eine außerhalb der Behälterwand (40) angeordnete Luftkanone zum Zwecke der Auflösung von Materialanbackungen im Inneren des Reaktorbehälters erzeugbar sind,
dadurch gekennzeichnet, dass
die Heißbranddüse (10) einen langgestreckten Körperabschnitt (20) aufweist, welcher sich im Wesentlichen von einem ersten, an die Luftkanone anschließbaren Ende zu einem zweiten Ende (24) hin verjüngt, und einen Kopfabschnitt (30), der zumindest eine Luftaustrittsöffnung (32) umfasst, und wobei am Übergang des zweiten Endes (24) des Körperabschnitts (20) zum Kopfabschnitt (30) auf einer der Luftaustrittsöffnung (32) abgewandten Seite der Heißbranddüse (10) eine Schulter (25) ausgebildet ist. - Heißbranddüse (10) nach Anspruch 1,
dadurch gekennzeichnet, dass
der Körperabschnitt (20) und der Kopfabschnitt (30) auf der Seite der Luftaustrittsöffnung (32) der Heißbranddüse (10) im Wesentlichen stufenlos ineinander übergehen. - Heißbranddüse (10) nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
die Wandstärke des Körperabschnitts (20) über dessen Längserstreckung im Wesentlichen konstant ist und sich der Luftströmungskanal im Körperabschnitt (20) über dessen Längserstreckung verjüngt. - Heißbranddüse (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
am Übergang zum Kopfabschnitt (30) die Querschnittsfläche des Luftströmungskanals um mindestens 10% bis 50%, bevorzugt um mindestens 20% bis 50%, noch weiter bevorzugt um 30% bis 50% im Verhältnis zur Querschnittsfläche am ersten, an die Luftkanone anschließbaren Ende bzw. im Verhältnis zu einer maximalen Querschnittsfläche des Luftströmungskanals im Körperabschnitt (20) verringert ist. - Heißbranddüse (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
eine wesentliche Umlenkung (18) des Luftstroms im Kopfabschnitt (30) erfolgt und eine nicht unwesentliche Umlenkung (18) im Körperabschnitt (20). - Heißbranddüse (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Wandstärke des Kopfabschnitts (30) im Bereich einer wesentlichen Umlenkung des Luftstroms erhöht ist. - Heißbranddüse (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
der Kopfabschnitt (30) zwei benachbarte Luftaustrittsöffnungen aufweist, die durch eine Rippe (34) voneinander beabstandet sind. - Heißbranddüse (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Luftaustrittsöffnungen (32) des Kopfabschnitts (30) einen stoßartigen Luftaustritt in einem umfänglich begrenzten Bereich ermöglichen, der weniger als 180°, weiter bevorzugt weniger als 120° eines Vollkreises umfasst. - Heißbranddüse (10) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Heißbranddüse (10) massiv gefertigt ist und aus einem hitzebeständigen Gusswerkstoff besteht. - Anordnung einer Heißbranddüse (10) nach einem der vorhergehenden Ansprüche in einer Öffnung einer Behälterwand (40) eines Reaktorbehälters einer verfahrenstechnischen Reaktionskammer oder eines Ofens, dadurch gekennzeichnet, dass der Kopfabschnitt (30) der Heißbranddüse (10) einen aus der Behälterwand (40) hervorstehenden ersten Teil und einen in der Behälterwand (40) versenkten zweiten Teil aufweist.
- Anordnung nach Anspruch 10,
dadurch gekennzeichnet, dass
der Körperabschnitt (20) und der Kopfabschnitt (30) auf der Seite der Luftaustrittsöffnung (32) der Heißbranddüse (10) sich flächig an die Behälterwandöffnung anschmiegen. - Anordnung nach Anspruch 10 oder 11,
dadurch gekennzeichnet, dass
eine Längsachse der Heißbranddüse (10) und eine Behälterwandebene einen Winkel von ca. 45° oder von ca. 90° einschließen.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202023107589.4U DE202023107589U1 (de) | 2023-12-21 | 2023-12-21 | Heißbranddüse für die Anordnung in der Wand eines Reaktorbehälters von verfahrenstechnischen Reaktionskammern und -öfen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4575366A1 true EP4575366A1 (de) | 2025-06-25 |
Family
ID=93120373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24185322.5A Pending EP4575366A1 (de) | 2023-12-21 | 2024-06-28 | Heissbranddüse für die anordnung in der wand eines reaktorbehälters von verfahrenstechnischen reaktionskammern und -öfen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4575366A1 (de) |
| DE (1) | DE202023107589U1 (de) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29500257U1 (de) * | 1995-01-09 | 1995-02-23 | Agrichema Materialflußtechnik GmbH, 55257 Budenheim | Heißbranddüse mit Hitzeschutz |
| DE29822427U1 (de) * | 1998-12-16 | 1999-03-11 | Agrichema Materialflußtechnik GmbH, 55257 Budenheim | Wechselkasten mit Heißbranddüse |
| EP1112947B1 (de) * | 2000-01-03 | 2004-04-21 | Agrichema Materialflusstechnik GmbH & Co. KG | Vorrichtung zur Anordnung von Heissbranddüsen oder Expansionsleitdüsen in Durchgangsöffnungen von Reaktionskammern, wie Wärmetauschern für die Zementherstellung |
| DE202017105058U1 (de) | 2017-08-23 | 2018-08-26 | Agrichema Schüttguttechnik GmbH & Co. KG | Heißbranddüse für die Auflösung von Materialanbackungen in verfahrenstechnischen Reaktionskammern |
| DE202018105565U1 (de) | 2018-09-27 | 2019-09-30 | Agrichema Schüttguttechnik GmbH & Co. KG | System für Steckdüsen zum Lösen von Materialanbackungen oder Materialaufstauungen |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3841381C2 (de) * | 1988-12-08 | 1997-08-14 | Agrichema Materialflusstechnik | Vorrichtung zur Anordnung einer Expansionsleitdüse eines Luftstoßgerätes in Begrenzungswänden von Reaktionskammern |
| DE9201690U1 (de) * | 1992-02-11 | 1992-07-16 | AGRICHEMA Materialflusstechnik GmbH, 6501 Budenheim | Vorrichtung zur Anordnung von Heißbrand- oder Expansionsleitdüsen für den Anschluß von Luftgeräten zur Beseitigung von Materialaufstauungen oder -anbackungen |
| DE29518283U1 (de) * | 1995-11-17 | 1996-01-04 | Agrichema Materialflußtechnik GmbH, 55257 Budenheim | Heißbranddüse mit Wechselrohr |
| DE20212597U1 (de) * | 2002-08-16 | 2002-11-07 | Agrichema Materialflußtechnik GmbH & Co. KG, 55257 Budenheim | Düsenvorrichtung |
| WO2006086595A2 (en) * | 2005-02-10 | 2006-08-17 | Wahl Refractory Solutions, Llc | Blaster nozzle |
| DE202014002625U1 (de) * | 2014-03-25 | 2015-03-27 | Agrilux Beteiligungs Gmbh | Ausblassystem für Luftstoßgeräte |
| DE102017215861A1 (de) * | 2017-09-08 | 2018-11-29 | Thyssenkrupp Ag | System zur thermischen Behandlung von mineralischem Schüttgut |
-
2023
- 2023-12-21 DE DE202023107589.4U patent/DE202023107589U1/de active Active
-
2024
- 2024-06-28 EP EP24185322.5A patent/EP4575366A1/de active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29500257U1 (de) * | 1995-01-09 | 1995-02-23 | Agrichema Materialflußtechnik GmbH, 55257 Budenheim | Heißbranddüse mit Hitzeschutz |
| DE29822427U1 (de) * | 1998-12-16 | 1999-03-11 | Agrichema Materialflußtechnik GmbH, 55257 Budenheim | Wechselkasten mit Heißbranddüse |
| EP1112947B1 (de) * | 2000-01-03 | 2004-04-21 | Agrichema Materialflusstechnik GmbH & Co. KG | Vorrichtung zur Anordnung von Heissbranddüsen oder Expansionsleitdüsen in Durchgangsöffnungen von Reaktionskammern, wie Wärmetauschern für die Zementherstellung |
| DE202017105058U1 (de) | 2017-08-23 | 2018-08-26 | Agrichema Schüttguttechnik GmbH & Co. KG | Heißbranddüse für die Auflösung von Materialanbackungen in verfahrenstechnischen Reaktionskammern |
| DE202018105565U1 (de) | 2018-09-27 | 2019-09-30 | Agrichema Schüttguttechnik GmbH & Co. KG | System für Steckdüsen zum Lösen von Materialanbackungen oder Materialaufstauungen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202023107589U1 (de) | 2024-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2500814C3 (de) | Drosselvorrichtung für eine Druckgasleitung | |
| EP2091657B1 (de) | Zentrifuge, insbesondere separator, mit feststoff-austrittsdüsen | |
| EP2743582A1 (de) | Brennerspitze und Brenner | |
| EP2924382B1 (de) | AUSBLASSYSTEM FÜR LUFTSTOßGERÄTE | |
| DE19849814A1 (de) | Wasserstrahldüse in Wasserstrahlschneidköpfen | |
| EP0070799B1 (de) | Gaseinspritzdüse für Wirbelreaktortank | |
| EP2743579A1 (de) | Brennerspitze und Brenner | |
| EP4575366A1 (de) | Heissbranddüse für die anordnung in der wand eines reaktorbehälters von verfahrenstechnischen reaktionskammern und -öfen | |
| DE102009020409A1 (de) | Rotordüse | |
| DE202013103122U1 (de) | Sprühdüseneinheit | |
| WO2018108622A1 (de) | Mischkammer und handstück | |
| EP0506901B1 (de) | Vorrichtung zum inertisieren von abgiessgefässen für den transport von schmelzflüssigen metallen | |
| DE4312994C2 (de) | Vorrichtung zur Verspritzung von Suspensionen, insbesondere Mörteln | |
| EP0703135B1 (de) | Sprühdüse für eine Spurkranz-Schmiereinrichtung eines Schienenfahrzeuges | |
| WO2015044094A1 (de) | Lochdorn mit verbesserter standzeit zur herstellung nahtloser rohre | |
| DE9307454U1 (de) | Strahldüse | |
| DE202017105058U1 (de) | Heißbranddüse für die Auflösung von Materialanbackungen in verfahrenstechnischen Reaktionskammern | |
| EP0555725A1 (de) | Vorrichtung zur Anordnung von Heissbrand- oder Expansionsleitdüsen für den Anschluss von Luftgeräten zur Beseitigung von Materialaufstauungen oder -anbackungen | |
| DE19909132B4 (de) | Vorrichtung zum Fördern von Schüttgütern | |
| DE202018105565U1 (de) | System für Steckdüsen zum Lösen von Materialanbackungen oder Materialaufstauungen | |
| EP2531623B1 (de) | Gasspüleinrichtung | |
| DE29518283U1 (de) | Heißbranddüse mit Wechselrohr | |
| DE202010012637U1 (de) | Luftstoßvorrichtung mit einem Luftstoßgerät mit daran angeordneter Heißbranddüse | |
| DE102009026296A1 (de) | Verschleißkontrolle und Kontrollverfahren | |
| DE3232744C2 (de) | Benetzungsvorrichtung für grob- bis feinkörnige Baustoffe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20251128 |