EP4520528A2 - System und verfahren zur herstellung von mehrschichtiger pappe mit einem gewellten medium und einem geprägten medium - Google Patents
System und verfahren zur herstellung von mehrschichtiger pappe mit einem gewellten medium und einem geprägten medium Download PDFInfo
- Publication number
- EP4520528A2 EP4520528A2 EP25150895.8A EP25150895A EP4520528A2 EP 4520528 A2 EP4520528 A2 EP 4520528A2 EP 25150895 A EP25150895 A EP 25150895A EP 4520528 A2 EP4520528 A2 EP 4520528A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- medium
- embossed
- facing
- paper
- flutes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B29/005—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material next to another layer of paper or cardboard layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/08—Corrugated paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/03—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers with respect to the orientation of features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B32B7/14—Interconnection of layers using interposed adhesives or interposed materials with bonding properties applied in spaced arrangements, e.g. in stripes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/26—All layers being made of paper or paperboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
Definitions
- Modem paper-making techniques use paper machines at paper mills to produce rolls of paper that, in turn, can be used by board makers to produce board products (i.e., corrugated board). As a result, rolls of paper may be produced from machines that operate continuously. Modern paper machines typically produce paper from a number of substances including wood pulp that comprise wood fibers (although other fibers may also be used). These fibers tend to be elongated and suitable to be aligned next to one another. The fiber starts as a slurry that can be fed onto a moving screen from a head box of the paper machine. In modem paper machines, the fibers tend to align with each other and align with a direction in which the screen is moving. This alignment direction of underlying fibers is called the major direction of the paper and is in line with the machine direction. Thus, the major direction is often simply called the machine direction (MD) and the paper that is produced has an associated MD value.
- MD machine direction
- portions or layers of the board product may be corrugated.
- Traditional corrugating machines will corrugate the underlying paper product in the cross direction (CD) of the paper thereby failing to take advantage of the natural strength bias of the paper in the machine direction.
- the greater natural strength qualities of paper in the machine direction are left unharnessed by cross corrugation techniques in board making solutions. As a result, companies that produce conventional board products remain entrenched in old production processes that limit the strength of the board product.
- the present invention provides a method of making a board product as claimed in claim 1 and a machine configured to produce a board product as claimed in claim 10. Preferred and optional features of the invention are described in the dependent claims.
- a corrugated medium may be characterized as a paper product that exhibits flutes induced by a corrugating process such that the induced flutes are perpendicular (or at least not congruent) with the machine direction of the paper product. That is, the corrugated medium has flutes in the cross direction of the paper.
- An embossed medium may be characterized as a paper product that exhibits flutes induced by an embossing process such that the induced flutes are aligned with the machine direction of the paper product.
- the resultant characteristics of the board product is superior to conventional board product that use only corrugated medium.
- the embossed medium is produced using a linear embossing process that takes advantage of the natural strength of the machine direction of the paper product. Additional permutations of the underlying concept of having a cross-corrugated medium and a linearly embossed medium in the same board product are possible, including disposing a facing between the corrugated medium and the embossed medium and having facings on one or both outer walls of the board product.
- conventional board products include a conventionally produced corrugated medium, e.g., a cross-corrugated medium.
- a cross-corrugated medium has flutes formed perpendicular to most underlying fibers of the paper product. This results in flutes that are not aligned with the majority of underlying fibers and, therefore, do not take advantage of the natural strength of the MD value of the paper (when compared to the CD value).
- Such a failure to harness the MD value of the paper leads to loss of opportunity in the manufacturing of board products when specific board strength is to be realized. That is, it will necessarily take more paper (heavier paper, larger flutes, and the like) to realize the required board strength.
- a linearly-embossed medium is different from a cross-corrugated medium in that the induced flutes are aligned with the MD value of the paper product. This results in flutes that are aligned with the majority of underlying fibers and, therefore, take full advantage of the natural strength of the MD value of the paper (when compared to the CD value). Harnessing the MD value of the paper leads to efficiencies in the manufacturing of board products when specific board strength is to be realized. That is, it will necessarily take less paper (lighter paper, smaller flutes, and the like) to realize the required board strength. Aspects of making, producing, and using linearly embossed mediums are discussed in greater detail in U.S. Patent Application No.
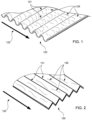
- FIG. 1 is an isometric cutaway view of a corrugated medium 120 that may be part of one or more board products according to one or more embodiments of the subject matter disclosed herein.
- This diagram shows an isometric view of a portion of a corrugated medium 120 that may be formed from a corrugating process as may be conventionally known. That is, flutes 121 are formed by passing the initial paper product through corrugating rolls in a cross-corrugation technique such that the flutes 121 are formed to be perpendicular (e.g., not congruent) with the majority of underlying fibers 125 of the paper product and are not congruent with the machine direction 122.
- a cross-corrugated medium 120 does not harness the natural strength of the paper product in the machine direction as the flutes 121 are formed in the cross direction of the paper ⁇ e.g., incongruent with the majority of the underlying fibers 125 ).
- the cross-corrugated medium 120 of FIG. 1 is relatively inexpensive to produce and is widely produced by readily available industrial corrugating machines.
- a corrugated medium 120 may be one component/layer of a board product as discussed below with respect to FIG. 3A /B.
- FIG. 2 is an isometric cutaway view of an embossed medium 130 that may be part of one or more board products according to one or more embodiments of the subject matter disclosed herein.
- This diagram shows an isometric view of a portion of an embossed medium 130 that may be formed from an embossing process. That is, flutes 131 are formed from passing the initial paper product through embossing rolls to form flutes using a linear-embossing technique such that the flutes 131 are formed congruent with a majority of underlying fibers 125 of the paper. The flutes 131 are also formed congruent with the machine direction 122.
- a linearly-embossed medium 130 harnesses the natural strength of the paper in the machine direction 122 as the flutes 131 are formed in the machine direction 122 of the paper (e.g., congruent with a majority the underlying fibers 125 ). Therefore, a linearly-embossed medium 130 does harness the natural strength of the paper in the machine direction 122.
- Such an embossed medium 130 may be another component/layer of a board product as discussed below with respect to FIG. 3A /B .
- FIG. 3A is an isometric cutaway view of a board product 100 having at least one corrugated medium 120 and at least one embossed medium 130 according to an embodiment of the subject matter disclosed herein.
- the board product includes four layers: a first facing 110, a corrugated medium 120, an embossed medium 130, and a second facing 140 .
- the first facing 110 may form a topside outer wall (although the top/bottom direction reference to alignment of the board product 100 is arbitrary) that is coupled to one side of the corrugated medium 120 .
- the coupling may be through an adhesive applied to the apex of each flute on the top-side of the corrugated medium 120 such that the facing 110 is glued to the corrugated medium 120 where adhesive is applied.
- glue may be applied to the entirety of the facing 110 prior to being coupled to the corrugated medium 120 .
- a second facing 140 may form a bottom-side outer wall (again, the top/bottom direction reference is arbitrary) that is coupled to one side of the embossed medium 130.
- the coupling may be through an adhesive applied to the apex of each flute on the bottom-side of the embossed medium 130 such that the facing 140 is glued to the embossed medium 140 where adhesive is applied.
- glue may be applied to the entirety of the facing 140 prior to being coupled to the embossed medium 130.
- the resultant board product 100 is stronger than conventional board product because the linearly embossed medium 130 takes advantage of the superior MD value of the underlying paper product.
- the four layers when assembled feature the embossed medium 130 having flutes that are perpendicular (or at least not congruent) with the flutes of the corrugated medium 120 This results in additional board strength because the flutes of the respective mediums are perpendicular with respect to each other (or at the least, not congruent).
- Other embodiments not shown may include any combination of mediums and facings such that at least one medium is a corrugated medium 120 and at least one medium is an embossed medium 130 .
- the corrugated medium 120 is shown with a flute profile known as C-flute.
- the flute profile is a standardized set of parameters detailing various measurements of the flute, such as flute height, flute pitch, number of flutes per lineal foot, and the like.
- Other standardized flute profiles include A-flute, B-flute, E-flute, F-flute, and R-flute.
- the corrugated medium 120 includes a sinusoidal C-flute pattern.
- the embossed medium 130 is also shown with a C-flute profile, but, of course, the flutes are linear with respect to the machine direction of the underlying paper.
- the embossed medium 130 also has a different shape in that the flute profile is characterized by a triangular pattern. In other embodiments not shown, the embossed medium 130 may have a different flute profile than the corrugated medium 120, such as E-flute profile.
- the flutes of the corrugated medium 120 and the embossed medium 130 may be aligned with each other when assembled.
- the corrugated medium 120 will still have the corrugated flutes induced in the cross direction of the paper and the embossed medium 130 will still have flutes induced in the machine direction of the paper.
- one of the two mediums may be transferred 90 degrees during a board assembling process in an effort to align the flutes of the two mediums 120 and 130 while still taking advantage of a linearly embossed medium 130 that harnesses the MD value of paper.
- the induced flutes of the embossed medium 130 are congruent with the machine direction 122 .
- the underlying long fibers 125 ( FIG. 2 ) of the paper remain aligned with the flute direction.
- Having the underlying long fibers 125 ( FIG. 2 ) aligned with respective flutes results in an alignment of the flutes with the greater MD value of the paper (when compared to the CD value).
- Cross-corrugating techniques necessarily lead to having flutes aligned with the CD value of the paper.
- the linear embossing process takes advantage of the MD value of the paper by aligning the flutes in the machine direction. Therefore, the flute-inducing embossing process allows less total fiber to be used in achieving a specific strength of a resulting board product, such as board product 100 .
- linear embossing allows the paper maker to disregard any need to carefully control the alignment (or rather non-alignment) of the pulp fibers when first poured onto a screen on a paper machine.
- Paper makers in order to improve strength in the cross direction, may employ paper machines that include a head box that combats the natural alignment of underlying long fibers in the machine direction. With linear embossing, the need for improved strength in the cross direction is reduced or eliminated. Therefore, the paper-maker can focus on improving the speed of the paper machine.
- FIGs. 1-3 have a corrugated medium 120 that exhibits a sinusoidal shape of a flute. Further, the embossed medium 130 is shown as having a triangular flute profile. However, other embodiments may include different shapes for flutes of either medium including saw-tooth, trapezoidal, or any manner of a curvilinear shape. Additional aspects of the board product 100 of FIGs. 1-3 are discussed next with respect to the machine of FIG. 4 .
- FIG. 4 is a diagram of aspects of a machine 400 configured to produce the board product 100 (or other board products) of FIG. 1 according to an embodiment of the subject matter disclosed herein.
- the machine includes five feed rolls 410, 420, 430, 440, and 445 of paper that are used to produce a board product.
- These feed rolls include a first facing feed roll 410, a corrugated medium feed roll 420, an embossed medium feed roll 430, a second facing feed roll 440 and a middle facing feed roll 445 .
- the paper that is wound on the corrugated medium feed roll 420 is prior to corrugating and the paper that is wound on the embossed medium feed roll 430 is prior to embossing.
- the weights and composition of the paper for each respective feed roll may be different and designed specifically for the respective purpose.
- the paper from each roll may be unwound from each respective roll and fed toward a combiner 450 that is configured to combine the various layers of paper together to form a resultant board product.
- the combination of feed rolls in the machine 400 may be different from what is shown in FIG. 4 .
- the configuration of feed rolls as shown in FIG.4 may produce a board product with five layers (as will be discussed below with respect to FIG. 5A /B )
- the feed rolls in such an embodiment would include first facing feed roll 410 , corrugated medium feed roll 420, embossed medium feed roll 430 and second facing feed roll 440.
- the remainder of the discussion with regard to FIG. 4 focuses on this embodiment.
- the corrugated medium feed roll 420 may feed paper into first and second corrugating rolls 421a and 421b that are aligned with respect to each other. As the paper exits the corrugating stage (e.g., corrugating rolls 421a and 421b ), it becomes the corrugated medium 120 as discussed above with respect to FIG. 1 . The corrugated medium 120 is then fed into the combiner 450 to be combined with other materials.
- the embossed medium feed roll 430 may feed paper into first and second embossing rolls 431a and 431b that are aligned with respect to each other. As the paper exits the embossing stage ⁇ e.g., embossing rolls 431a and 431b ), it becomes the embossed medium 130 as discussed above with respect to FIG. 2 . The embossed medium 130 is then fed into the combiner 450 to be combined with other materials.
- a first facing 110 , the corrugated medium 120 , the embossed medium 130 , and a second facing 140 are combined in the combiner 450 using various techniques such as adhesion, curing, wetting, drying, heating, and chemical treatment.
- the resultant board product 100 features at least one cross-corrugated medium 120 and at least one linearly-embossed medium 130 .
- Other machine 400 embodiments may be configured to produce different board products with differing arrangements of paper, facing, and medium.
- another facing feed roll 445 may be included to feed a third facing 446 to be disposed between the cross-corrugated medium 120 and the linearly-embossed medium 130 .
- five layers may be fed to the combiner 450 to produce a board product having five layers assembled together.
- Such a board product is discussed next with respect to FIG. 5A /B.
- FIG. 5A is an isometric cutaway view of a board product 500 having a corrugated medium 120 and an embossed medium 130 and having a facing 446 disposed between these mediums 120 and 130 according to an embodiment of the subject matter disclosed herein.
- the board product 500 includes five layers: a first facing 110, a corrugated medium 120, a middle facing 446, an embossed medium 130, and a second facing 140 .
- the first facing 110 may form a top-side outer wall (although the direction reference to alignment of the board product 500 is arbitrary) that is coupled to one side of the corrugated medium 120 .
- the coupling may be through an adhesive applied to the apex of each flute on the top-side of the corrugated medium 120 such that the facing 110 is coupled to the corrugated medium 120 where adhesive is applied.
- a second facing 140 may form a bottom-side outer wall (again, the direction reference is arbitrary) that is coupled to one side of the embossed medium 130 .
- the coupling may be through an adhesive applied to the apex of each flute on the bottom-side of the embossed medium 130 such that the facing 140 is glued to the embossed medium 140 where adhesive is applied.
- the corrugated medium 120 and the embossed medium 130 may also be glued to a middle facing 446 using adhesive. In this manner, the corrugated medium 120 and the embossed medium 130 are affixed with respect to one another because of the adhesive holding each medium to the middle facing 446 .
- the resultant board product 500 is stronger than conventional board product because the linearly-embossed medium 130 takes advantage of the superior MD value of the underlying paper product.
- the five layers, when assembled feature the embossed medium 130 having flutes that are perpendicular (or at least not congruent) with the flutes of the corrugated medium 120 . This results in additional board structure and strength because the flutes of the respective mediums are perpendicular with respect to each other (or at the least, not congruent).
- a board product comprising a first medium formed from a first paper having a machine direction and cross direction, the first medium having one or more flutes aligned with the machine direction of the first paper; and a second medium formed from a second paper having a machine direction and a cross direction, the second medium affixed with respect to the first medium and having one or more flutes aligned with the cross direction of the second paper.
- the board product may comprise a facing adhered to the first medium and/or a facing adhered to the second medium.
- the first medium may be adhered directly to the second medium.
- a facing may be adhered to the first medium and adhered to the second medium such that the facing is affixed between the first medium and the second medium.
- the first medium may further comprise flutes induced through embossing.
- the first medium may further comprise flutes induced through scoring.
- the second medium may further comprise flutes induced through corrugating.
- the first medium further may comprise flutes having a size corresponding to an E-flute profile.
- the second medium may further comprise flutes having a size corresponding to a C-flute profile.
- the flutes in the first medium are preferably not congruent with the flutes in the second medium.
- the method may further comprise adhering the embossed medium directly to the corrugated medium.
- the method may further comprise adhering the embossed medium to a first side of a facing and adhering the corrugated medium to a second side of a facing.
- the method may further comprise adhering a facing to the embossed medium such that the facing is disposed apart from the corrugated medium.
- the method may further comprise adhering a facing to the corrugated medium such that the facing is disposed apart from the embossed medium.
- the embossed medium may comprise flutes having an E -flute profile and the corrugated medium may comprise flutes having a C-flute profile.
- a machine comprising:
- the machine may further comprise a third paper feed roll configured to feed a first facing to the stage for combining such that the first facing is adhered to one of the cross-corrugated medium and the linearly-embossed medium for combining a facing with the combination of the corrugated medium and the embossed medium; and a fourth paper feed roll configured to feed a second facing to the stage for combining such that the second facing is adhered to the other of the cross-corrugated medium and the linearly-embossed medium.
- the machine may further comprising a third paper feed roll configured to feed a facing to the stage for combining such that the facing is adhered to the cross- corrugated medium and adhered to the linearly-embossed medium.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Laminated Bodies (AREA)
- Paper (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/088,999 US20170282489A1 (en) | 2016-04-01 | 2016-04-01 | System and method for producing multi-layered board having a corrugated medium and an embossed medium |
| PCT/US2017/025491 WO2017173337A1 (en) | 2016-04-01 | 2017-03-31 | System and method for producing multi-layered board having a corrugated medium and an embossed medium |
| EP17776824.9A EP3436649A4 (de) | 2016-04-01 | 2017-03-31 | System und verfahren zur herstellung von mehrschichtigen platten mit einem gewellten medium und einem geprägten medium |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17776824.9A Division EP3436649A4 (de) | 2016-04-01 | 2017-03-31 | System und verfahren zur herstellung von mehrschichtigen platten mit einem gewellten medium und einem geprägten medium |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4520528A2 true EP4520528A2 (de) | 2025-03-12 |
| EP4520528A3 EP4520528A3 (de) | 2025-06-11 |
Family
ID=59960694
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP25150895.8A Pending EP4520528A3 (de) | 2016-04-01 | 2017-03-31 | System und verfahren zur herstellung von mehrschichtiger pappe mit einem gewellten medium und einem geprägten medium |
| EP17776824.9A Ceased EP3436649A4 (de) | 2016-04-01 | 2017-03-31 | System und verfahren zur herstellung von mehrschichtigen platten mit einem gewellten medium und einem geprägten medium |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17776824.9A Ceased EP3436649A4 (de) | 2016-04-01 | 2017-03-31 | System und verfahren zur herstellung von mehrschichtigen platten mit einem gewellten medium und einem geprägten medium |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US20170282489A1 (de) |
| EP (2) | EP4520528A3 (de) |
| JP (3) | JP2019513580A (de) |
| KR (1) | KR20180133876A (de) |
| CN (2) | CN114311859A (de) |
| AU (1) | AU2017241933B2 (de) |
| BR (1) | BR112018069793A2 (de) |
| CL (1) | CL2018002764A1 (de) |
| CO (1) | CO2018011687A2 (de) |
| MX (2) | MX2018011584A (de) |
| MY (1) | MY199374A (de) |
| PE (1) | PE20190066A1 (de) |
| PH (1) | PH12018502298A1 (de) |
| WO (1) | WO2017173337A1 (de) |
| ZA (1) | ZA201807251B (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AP2015008804A0 (en) | 2013-03-15 | 2015-10-31 | Corrugated Synergies Internat Llc | Establishing a registered score, slit or slot in corrugated board,and articles produced therefrom |
| US11420417B2 (en) | 2013-03-15 | 2022-08-23 | Scorrboard Llc | Methods and apparatus for producing scored mediums, and articles and compositions resulting therefrom |
| CA170593S (en) * | 2016-03-23 | 2017-08-18 | Faun Trackway Ltd | Roadway panel |
| US10328654B2 (en) | 2016-04-20 | 2019-06-25 | Scorrboard, Llc | System and method for producing a multi-layered board having a medium with improved structure |
| US10800133B2 (en) | 2016-04-20 | 2020-10-13 | Scorrboard, Llc | System and method for producing a facing for a board product with strategically placed scores |
| US11027513B2 (en) | 2016-04-20 | 2021-06-08 | Scorrboard Llc | System and method for producing an articulating board product having a facing with score lines in register to fluting |
| US11027515B2 (en) | 2016-04-20 | 2021-06-08 | Scorrboard Llc | System and method for producing multi-layered board having at least three mediums with at least two mediums being different |
| US11319133B2 (en) * | 2018-02-02 | 2022-05-03 | Foldstar, Inc. | Multi-laminate folded materials for construction of boxes and other objects |
| CN113226728A (zh) * | 2018-11-19 | 2021-08-06 | 3M创新有限公司 | 抗压包装材料和构造 |
| CN111593843B (zh) * | 2020-06-18 | 2025-02-11 | 广东工业大学 | 一种复合板材 |
| GB2593957B (en) * | 2020-11-06 | 2022-05-11 | Corridoor Ltd | Structure formation apparatus, method and structure |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB594328A (en) * | 1943-10-25 | 1947-11-07 | Centrale Des Usines A Papiers | Process and plant for manufacturing longitudinally corrugated cardboard and cross-corrugated cardboard and products obtained thereby |
| US2474391A (en) * | 1944-11-30 | 1949-06-28 | Robert Morris Bergstein | Process for producing packing structures |
| US3002876A (en) * | 1955-10-22 | 1961-10-03 | Rosati Gildo | Apparatus for corrugating paper in a direction parallel to the length of the sheet |
| US3542636A (en) * | 1965-07-28 | 1970-11-24 | Kurt Wandel | Corrugated board |
| US3449157A (en) * | 1965-07-28 | 1969-06-10 | Kurt Wandel | Method of producing a corrugated member |
| CA955095A (en) * | 1971-07-02 | 1974-09-24 | Domtar Limited | Manufacture of corrugated board |
| JPS51115191A (en) * | 1975-04-02 | 1976-10-09 | Honshu Paper Co Ltd | Preparation of stepped rolls having bent grooves |
| US4126508A (en) * | 1976-09-13 | 1978-11-21 | Boise Cascade Corporation | Apparatus for forming multi-flute-layer corrugated board |
| US4179253A (en) * | 1978-04-10 | 1979-12-18 | Domtar Inc. | Linear corrugating roll deflection control |
| US4544597A (en) * | 1982-11-12 | 1985-10-01 | Adolph Coors Company | Corrugated paper board and its method of manufacture |
| GB2144077B (en) * | 1983-07-26 | 1987-03-25 | Corrugated Prod Ltd | Improvement in or related to corrugated products |
| US4657611A (en) * | 1984-11-28 | 1987-04-14 | Kaser Associates, Inc. | Cross corrugated fiberboard and method and apparatus for making the same |
| JPH0737097B2 (ja) * | 1989-06-24 | 1995-04-26 | 株式会社磯輪鉄工所 | 段ボールシート生産方法 |
| CN1092355A (zh) * | 1993-03-12 | 1994-09-21 | 陈晓明 | 增强瓦楞纸板及其制造方法 |
| US5508083A (en) * | 1993-05-19 | 1996-04-16 | Chapman, Jr.; Francis L. | Machine direction fluted combined corrugated containerboard |
| GB9311075D0 (en) * | 1993-05-28 | 1993-07-14 | Aston Packaging Ltd | Product packaging material and method |
| JP2925993B2 (ja) * | 1995-12-15 | 1999-07-28 | 大興製紙株式会社 | 食品包装用吸水吸油性剥離紙 |
| JP2002018988A (ja) * | 2000-07-10 | 2002-01-22 | Shinko Shiki Kk | 段ボールの製造方法及び段ボールの製造装置 |
| FI116687B (fi) * | 2000-08-15 | 2006-01-31 | Avenira Oy | Menetelmä ja sovitelma kartongin valmistamiseksi ja kartonkituote |
| GB0024792D0 (en) * | 2000-10-10 | 2000-11-22 | Linpac Containers Ltd | Board |
| JP2003279084A (ja) * | 2002-03-25 | 2003-10-02 | Sanki Gomme Kk | 加湿等フィルター |
| US8179786B2 (en) * | 2004-05-19 | 2012-05-15 | Mosaid Technologies Incorporated | Dynamic traffic rearrangement and restoration for MPLS networks with differentiated services capabilities |
| CN1631664A (zh) * | 2004-12-23 | 2005-06-29 | 黄河清 | 强化瓦楞型材及其成型工艺和装置 |
| JP2009125998A (ja) * | 2007-11-21 | 2009-06-11 | Toppan Printing Co Ltd | 段ボール及びその製造方法及び装置 |
| ITVE20080011A1 (it) * | 2008-02-14 | 2009-08-15 | Giorgio Trani | Materiale cartaceo multistrato procedimento per ottenere detto materiale involucri costituiti da detto materiale e procedimento per ottenere detti involucri |
| WO2009117732A2 (en) * | 2008-03-21 | 2009-09-24 | Kohler Herbert B | Apparatus for producing corrugated board |
| CN101259765A (zh) * | 2008-04-18 | 2008-09-10 | 陈毅辉 | 瓦楞纸板及其制造方法 |
| US20110114712A1 (en) * | 2009-11-13 | 2011-05-19 | Cascades Canada Inc. | Corrugated container having a non-continuous layer |
| KR20110104772A (ko) * | 2010-03-17 | 2011-09-23 | (주)한성실업 | 포장상자용 골판지의 구조 |
| JP2014521564A (ja) * | 2011-08-02 | 2014-08-28 | サノフィ−アベンティス・ドイチュラント・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 輸送コンテナ用の緩衝ライニング |
| JP5573915B2 (ja) * | 2012-10-11 | 2014-08-20 | 凸版印刷株式会社 | 段ボールの製造方法及び装置 |
| US11027515B2 (en) * | 2016-04-20 | 2021-06-08 | Scorrboard Llc | System and method for producing multi-layered board having at least three mediums with at least two mediums being different |
-
2016
- 2016-04-01 US US15/088,999 patent/US20170282489A1/en not_active Abandoned
-
2017
- 2017-03-31 EP EP25150895.8A patent/EP4520528A3/de active Pending
- 2017-03-31 WO PCT/US2017/025491 patent/WO2017173337A1/en not_active Ceased
- 2017-03-31 CN CN202210041483.4A patent/CN114311859A/zh active Pending
- 2017-03-31 JP JP2018551444A patent/JP2019513580A/ja active Pending
- 2017-03-31 AU AU2017241933A patent/AU2017241933B2/en not_active Expired - Fee Related
- 2017-03-31 BR BR112018069793A patent/BR112018069793A2/pt not_active Application Discontinuation
- 2017-03-31 PE PE2018001907A patent/PE20190066A1/es unknown
- 2017-03-31 MY MYPI2018703573A patent/MY199374A/en unknown
- 2017-03-31 MX MX2018011584A patent/MX2018011584A/es unknown
- 2017-03-31 KR KR1020187031627A patent/KR20180133876A/ko not_active Ceased
- 2017-03-31 EP EP17776824.9A patent/EP3436649A4/de not_active Ceased
- 2017-03-31 CN CN201780033139.8A patent/CN109219681A/zh active Pending
-
2018
- 2018-09-21 MX MX2024016110A patent/MX2024016110A/es unknown
- 2018-09-28 CL CL2018002764A patent/CL2018002764A1/es unknown
- 2018-10-29 CO CONC2018/0011687A patent/CO2018011687A2/es unknown
- 2018-10-30 PH PH12018502298A patent/PH12018502298A1/en unknown
- 2018-10-30 ZA ZA2018/07251A patent/ZA201807251B/en unknown
-
2021
- 2021-04-14 US US17/230,761 patent/US20210229394A1/en not_active Abandoned
-
2022
- 2022-02-22 JP JP2022025541A patent/JP2022065154A/ja not_active Withdrawn
-
2023
- 2023-10-11 JP JP2023176097A patent/JP7629068B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CL2018002764A1 (es) | 2019-02-15 |
| CO2018011687A2 (es) | 2019-01-18 |
| MX2018011584A (es) | 2019-06-24 |
| JP7629068B2 (ja) | 2025-02-12 |
| JP2022065154A (ja) | 2022-04-26 |
| PE20190066A1 (es) | 2019-01-14 |
| MY199374A (en) | 2023-10-24 |
| ZA201807251B (en) | 2021-02-24 |
| PH12018502298A1 (en) | 2019-09-23 |
| AU2017241933A1 (en) | 2018-11-15 |
| EP4520528A3 (de) | 2025-06-11 |
| MX2024016110A (es) | 2025-02-10 |
| US20170282489A1 (en) | 2017-10-05 |
| EP3436649A4 (de) | 2020-01-01 |
| US20210229394A1 (en) | 2021-07-29 |
| KR20180133876A (ko) | 2018-12-17 |
| CA3019592A1 (en) | 2017-10-05 |
| WO2017173337A1 (en) | 2017-10-05 |
| AU2017241933B2 (en) | 2022-06-09 |
| BR112018069793A2 (pt) | 2019-01-29 |
| JP2019513580A (ja) | 2019-05-30 |
| NZ747761A (en) | 2022-03-25 |
| CN114311859A (zh) | 2022-04-12 |
| CN109219681A (zh) | 2019-01-15 |
| EP3436649A1 (de) | 2019-02-06 |
| JP2023174799A (ja) | 2023-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210229394A1 (en) | System and method for producing multi-layered board having a corrugated medium and an embossed medium | |
| US11465386B2 (en) | Method for producing multi-layered board having at least three mediums with at least two mediums being different | |
| EP3433426B1 (de) | System und verfahren zur induzierung von riffelung in einem papierprodukt durch prägung in bezug auf die maschinenrichtung | |
| US11446893B2 (en) | System and method for producing a multi-layered board having a medium with improved structure | |
| JP6901151B2 (ja) | 戦略的に配置されたスコアを有するボード製品のための対向面を製造するシステムおよび方法 | |
| CA3019592C (en) | System and method for producing multi-layered board having a corrugated medium and an embossed medium | |
| NZ747761B2 (en) | System and method for producing multi-layered board having a corrugated medium and an embossed medium | |
| HK1261971A1 (en) | System and method for producing multi-layered board having a corrugated medium and an embossed medium | |
| HK1261815B (zh) | 用於生成具有至少三种介质且至少两种介质不同的多层纸板的系统及方法 | |
| HK1261815A1 (en) | System and method for producing multi-layered board having at least three mediums with at least two mediums being different |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3436649 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| XX | Miscellaneous (additional remarks) |
Free format text: MISSING OR CORRECT PARTS INCLUDED UNDER RULE 56(3) OR RULE 56A(4) EPC |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: B32B0029080000 Ipc: E04C0002320000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR Free format text: MISSING OR CORRECT PARTS INCLUDED UNDER RULE 56(3) OR RULE 56A(4) EPC |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B32B 29/08 20060101ALI20250508BHEP Ipc: B32B 38/06 20060101ALI20250508BHEP Ipc: B32B 37/14 20060101ALI20250508BHEP Ipc: B32B 37/00 20060101ALI20250508BHEP Ipc: B32B 29/00 20060101ALI20250508BHEP Ipc: B32B 7/14 20060101ALI20250508BHEP Ipc: B32B 7/12 20060101ALI20250508BHEP Ipc: B32B 7/03 20190101ALI20250508BHEP Ipc: B32B 3/30 20060101ALI20250508BHEP Ipc: B32B 3/28 20060101ALI20250508BHEP Ipc: B31F 1/28 20060101ALI20250508BHEP Ipc: B31F 1/20 20060101ALI20250508BHEP Ipc: E04C 2/36 20060101ALI20250508BHEP Ipc: E04C 2/34 20060101ALI20250508BHEP Ipc: E04C 2/32 20060101AFI20250508BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250807 |