EP4283003A1 - Method for producing a sheet metal part - Google Patents
Method for producing a sheet metal part Download PDFInfo
- Publication number
- EP4283003A1 EP4283003A1 EP22175105.0A EP22175105A EP4283003A1 EP 4283003 A1 EP4283003 A1 EP 4283003A1 EP 22175105 A EP22175105 A EP 22175105A EP 4283003 A1 EP4283003 A1 EP 4283003A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wop
- wgb
- weight
- sheet metal
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
Definitions
- the present invention relates to a method for producing a sheet metal part comprising a substrate with a corrosion protection coating, a corresponding sheet metal part and its use in the automotive sector.
- components that are hot-formed from high-strength steel are now used in areas of the body that can be exposed to particularly high loads in the event of a crash.
- hot forming also known as hot press hardening
- steel blanks also referred to as sheet metal blanks
- a deformation temperature that is generally above the austenitization temperature of the respective steel
- the sheet metal blank or the component formed from it experiences rapid cooling through contact with the cool tool.
- the cooling rates are set so that a hardness structure (i.e. martensitic structure) results in the component.
- a “flat steel product” or a “sheet metal product” refers to rolled products, such as steel strips or sheets, from which “sheet metal blanks” (also called blanks) are cut off for the production of body components, for example.
- sheet metal blanks also called blanks
- sheet metal components of the type according to the invention are made from such sheet metal blanks, the terms “sheet metal part” and “sheet metal component” being used synonymously here.
- the structure was determined on longitudinal sections that were etched with 3% Nital (alcoholic nitric acid). The proportion of retained austenite was determined by X-ray diffractometry.
- WO 2015/036151 A1 discloses a method for producing a sheet metal part provided with a metallic coating that protects against corrosion and a corresponding sheet metal part.
- the method according to this document includes coating a flat steel product with an alloy of aluminum, zinc, magnesium and optionally silicon and iron, cutting a blank from the flat steel product, heating the blank and forming the blank to obtain the desired sheet metal part.
- DE 699 07 816 T2 discloses a method for producing a coated hot and cold rolled steel sheet with very high strength after thermal treatment.
- a flat steel product is provided with a coating and thermally treated.
- the workpiece is heated to a temperature of over 750 °C.
- EP 2 993 248 A1 discloses a flat steel product with an aluminum-containing coating, which contains 0.005 to 0.7% by weight of at least one alkali and / or alkaline earth metal, and a process for its production. In this process, the coated flat steel product is heated to a temperature of 700 to 900 °C for 360 s, 600 s or 800 s and then formed.
- the sheet metal blanks consisting of a steel substrate and an aluminum-based, metallic corrosion protection coating
- hydrogen diffuses through the metallic coating into the steel substrate as a result of the surface reaction of the moisture present in the oven with the aluminum coating.
- the hydrogen can no longer escape from the steel substrate because the metallic coating represents a barrier for the diffusible hydrogen H diff at room temperature.
- the H diff content reduces the stresses that the steel can bear in the long term, and spontaneous "hydrogen-induced" fractures can occur in the presence of tensile stresses in the sheet, so-called hydrogen embrittlement.
- the diffusible hydrogen content should be below a component-specific value.
- the amount H diff remaining after processing should preferably be ⁇ 0.4 ppm (parts per million) before critical body-in-white processes.
- the degree of rolling only applies to a rolling process in which the coating with the anti-corrosion coating is already present on the substrate.
- the rolled areas with a smaller sheet thickness compared to the sheet thickness existing before rolling have a significantly higher density of defects in the steel substrate due to the rolling. This allows diffusible hydrogen to accumulate better in the rolled areas than in the unrolled areas, so that after hot forming and press hardening there is a higher diffusible hydrogen content.
- a known method of reducing the content of diffusible hydrogen in the component is to lower the dew point in the furnace in which the steel sheet is heated before forming, in order to thereby prevent the formation of diffusible hydrogen from the existing moisture during the oxidation of the substrate To reduce the furnace atmosphere and thereby also lower the H diff recording of the sheet metal part.
- lowering the dew point is more complex the lower the dew point has to be set. It is therefore desirable not to influence the dew point if possible and, if necessary, not to lower it too much.
- the present invention is therefore based on the object of providing a method for producing sheet metal parts comprising a substrate with a corrosion protection coating, with which corresponding sheet metal parts can be obtained which have the lowest possible H diff content in order to reduce the risk of hydrogen-induced Minimize cracking after hot forming and during subsequent use. Furthermore, it is one The object of the present invention is to provide a method with which it is possible not to exceed a certain H diff content in a hot-formed component by selecting different furnace parameters depending on the degree of rolling and the sheet thickness of the flat steel product used.
- a corresponding sheet metal part and by using the sheet metal part according to the invention in the automotive sector, in particular as a bumper support/reinforcement, door reinforcement, B-pillar reinforcement, A-pillar reinforcement, roof frame or sill.
- the method according to the invention serves to produce a sheet metal part with a content of diffusible hydrogen H diff of up to 0.4 ppm, preferably 0.01 to 0.4 ppm, particularly preferably 0.05 to 0.4 ppm, for example 0.1, 0 ,2, 0.3, or 0.4 ppm, each in the material after hot forming.
- H diff describes the amount of hydrogen atoms that are present in dissolved form in the steel substrate after hot forming.
- the diffusible hydrogen content is based on the mass (analogous to the weight percent information for alloy elements). Methods for determining the H diff content are known to those skilled in the art, for example desorption mass spectrometry with heated samples (thermal desorption mass spectrometry (TDMS)).
- TDMS thermal desorption mass spectrometry
- the content of diffusible hydrogen H diff is determined within 48 hours after hot forming.
- the steel substrate has a steel with an aluminum content that is at least 0.06% by weight, preferably at least 0.07% by weight, in particular at least 0.08% by weight.
- the aluminum content is preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight, in particular at least 0.12% by weight, preferably at least 0.16% by weight.
- the maximum aluminum content is 1.0% by weight, in particular a maximum of 0.8% by weight.
- the aluminum content is at least 0.07% by weight, in particular at least 0.08% by weight, preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight, in particular at least 0.12% by weight, preferably at least 0.16% by weight.
- the maximum aluminum content in this variant is a maximum of 0.50% by weight, in particular a maximum of 0.35% by weight, preferably a maximum of 0.25% by weight, in particular a maximum of 0.24% by weight.
- the aluminum content is at least 0.50% by weight, preferably at least 0.60% by weight, preferably at least 0.70% by weight.
- the maximum aluminum content in this variant is a maximum of 1.0% by weight, in particular a maximum of 0.90% by weight, preferably a maximum of 0.80% by weight.
- Aluminum is known to be added as a deoxidizer in the production of steel. At least 0.01% by weight of Al is required to securely bind the oxygen contained in the steel melt. Al can also be used to bind undesirable but unavoidable levels of N due to production reasons. Comparatively high aluminum contents have so far been avoided because the aluminum content also shifts the Ac3 temperature upwards. This has a negative effect on austenitization, which is important for hot forming. However, it has been shown that increased aluminum contents surprisingly lead to positive effects in conjunction with an aluminum-based corrosion protection coating.
- iron diffuses from the steel substrate into the liquid anti-corrosion coating.
- iron-aluminide compounds with higher density are formed via a multistage phase transformation (Fe 2 Al 5 ⁇ Fe 2 Al ⁇ FeAl ⁇ Fe 3 Al).
- the formation of such denser phases is associated with higher aluminum consumption than with less dense phases.
- This locally higher aluminum consumption leads to the formation of pores (vacancies) in the resulting phase.
- These pores preferably form in the transition area between the steel substrate and the corrosion protection coating, where the proportion of aluminum available is strongly influenced by the aluminum content of the steel substrate. In particular, there may be an accumulation of pores in the form of a band in the transition area.
- the Al content is too high, in particular if the Al content is more than 1.0% by weight, there is a risk that Al oxides will form on the surface of a product made from steel material alloyed according to the invention, which would worsen the wetting behavior during hot-dip coating .
- higher Al contents promote the formation of non-metallic Al-based inclusions, which, as coarse inclusions, have a negative impact on crash behavior.
- the Al content is therefore preferably chosen to be below the upper limits already mentioned.
- the bending behavior of the sheet metal component is particularly supported by the niobium content ("Nb") according to the invention of at least 0.001% by weight.
- the niobium content is preferably at least 0.005% by weight, in particular at least 0.010% by weight, preferably at least 0.015% by weight, particularly preferably at least 0.020% by weight, in particular at least 0.024% by weight, preferably at least 0.025% by weight .-%.
- the specified niobium content leads to a distribution of niobium carbonitrides, which leads to a particularly fine hardened structure during subsequent hot forming.
- the coated flat steel product is kept in a temperature range of 400 °C and 300 °C for a certain time. In this temperature range there is still a certain rate of diffusion of carbon in the steel substrate, while the thermodynamic solubility is very low. Thus, carbon diffuses to lattice defects and accumulates there.
- Lattice disturbances are caused in particular by dissolved niobium atoms, which expand the atomic lattice due to their significantly higher atomic volume and thus increase the tetrahedral and octahedral gaps in the atomic lattice, so that the local solubility of C is increased.
- clusters of C and Nb arise in the steel substrate, which then transform into very fine precipitates in the subsequent austenitization step of hot forming and act as additional austenite nuclei. This results in a refined austenite structure with smaller austenite grains and thus also a refined hardening structure.
- the refined ferritic structure in the interdiffusion layer supports the reduction of crack initiation tendencies under bending loads.
- the Nb content is a maximum of 0.2% by weight.
- the niobium content is preferably a maximum of 0.20% by weight, in particular a maximum of 0.15% by weight, preferably a maximum of 0.10% by weight, in particular a maximum of 0.05% by weight.
- the formation of AIN is thermodynamically favored compared to the formation of NbN or NbC.
- the precipitation of AIN has a grain-refining effect in the austenite and thus improves toughness. Increasing Al/Nb ratios improve this effect.
- the preferred ratio is Al/Nb ⁇ 2, in particular ⁇ 3.
- the ratio of Al/Nb is too high, the AlN formation is no longer as advantageously fine, but increasingly coarser AlN particles appear, which again reduces the grain refining effect . It has been shown that this effect occurs earlier at low manganese levels than at higher manganese levels, as the AC3 temperature decreases as the manganese level increases.
- a ratio of Al/Nb for low manganese contents of less than or equal to 1.6% by weight, for which the following applies: Al/Nb ⁇ 20 .0 , which roughly corresponds to an atomic ratio of both elements ⁇ 6.
- Al/Nb ⁇ 18.0, in particular ⁇ 16.0, preferably ⁇ 14.0, particularly preferably ⁇ 12.0, in particular ⁇ 10.0, preferably ⁇ 9.0, in particular ⁇ 8.0, preferably ⁇ 7.0 is preferred.
- the ratio Al/Nb is preferably ⁇ 18.0, in particular ⁇ 16.0, preferably ⁇ 14.0, particularly preferably ⁇ 12.0, in particular ⁇ 10.0, preferably ⁇ 9.0, in particular ⁇ 8.0, preferably ⁇ 7.0.
- Carbon is contained in the steel substrate of the flat steel product in amounts of 0.06 - 0.5% by weight. C contents set in this way contribute to the hardenability of the steel by delaying the formation of ferrite and bainite and stabilizing the residual austenite in the structure. A carbon content of at least 0.06% by weight is required to achieve sufficient hardenability and the associated high strength.
- the carbon content can be set to 0.5% by weight, preferably at most 0.50% by weight, particularly preferably at most 0.40% by weight, preferably at most 0.38% by weight, in particular at most 0.35% by weight can be set.
- C contents of at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0 .15% by weight can be provided.
- tensile strengths of the sheet metal part of at least 1000 MPa, in particular at least 1100 MPa can be safely achieved after hot pressing.
- the C content is at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0.15% by weight.
- the maximum C content in this variant is a maximum of 0.30% by weight, in particular a maximum of 0.25% by weight, preferably a maximum of 0.25% by weight.
- the C content is at least 0.25% by weight, preferably at least 0.30% by weight, in particular at least 0.32% by weight.
- the maximum C content in this variant is a maximum of 0.5% by weight, in particular a maximum of 0.50% by weight, preferably a maximum of 0.40% by weight, preferably a maximum of 0.38% by weight, in particular a maximum of 0.35% by weight. -%.
- the C content is at least 0.30% by weight, preferably at least 0.35% by weight, in particular at least 0.40% by weight, preferably at most 0.44% by weight.
- the maximum C content in this variant is a maximum of 0.5% by weight, in particular a maximum of 0.50% by weight, preferably a maximum of 0.48% by weight.
- Silicon is used to further increase the hardenability of the flat steel product as well as the strength of the press-hardened product via solid solution strengthening. Silicon also enables the use of ferro-silizio-manganese as an alloying agent, which has a beneficial effect on production costs.
- a hardening effect occurs from an Si content of 0.05% by weight. From an Si content of at least 0.15% by weight, in particular at least 0.20% by weight, a significant increase in strength occurs. Si contents above 0.6% by weight have a detrimental effect on the coating behavior, especially with Al-based coatings. Si contents of at most 0.50% by weight, in particular at most 0.30% by weight, are preferably set in order to improve the surface quality of the coated flat steel product.
- Manganese acts as a hardening element by greatly retarding ferrite and bainite formation. With manganese contents of less than 0.4% by weight, significant proportions of ferrite and bainite are formed during press hardening, even at very fast cooling rates, which should be avoided. Mn contents of at least 0.7% by weight, preferably at least 0.8% by weight, in particular at least 0.9% by weight, particularly preferably at least 1.10% by weight, are advantageous if A martensitic structure should be ensured, especially in areas of larger forming.
- Manganese contents of more than 3.0% by weight have a disadvantageous effect on the processing properties, which is why the Mn content of flat steel products according to the invention is limited to a maximum of 3.0% by weight, preferably a maximum of 2.5% by weight. In particular, weldability is severely limited, which is why the Mn content is preferably limited to a maximum of 1.6% by weight and in particular to 1.3% by weight. Manganese contents of less than or equal to 1.6% by weight are also preferred for economic reasons.
- Titanium is a microalloy element that is alloyed to contribute to grain refinement, with at least 0.001% by weight of Ti, in particular at least 0.004% by weight, preferably at least 0.010% by weight of Ti, should be added for sufficient availability. From 0.10% by weight of Ti, cold rolling and recrystallizability deteriorate significantly, which is why larger Ti contents should be avoided. In order to improve the cold-rollability, the Ti content can preferably be limited to 0.08% by weight, in particular to 0.038% by weight, particularly preferably to 0.020% by weight, in particular 0.015% by weight. Titanium also has the effect of binding nitrogen and thus allowing boron to develop its strong ferrite-inhibiting effect. Therefore, in a preferred development, the titanium content is more than 3.42 times the nitrogen content in order to achieve sufficient binding of nitrogen.
- B Boron
- B Boron
- a clear effect on hardenability occurs at levels of at least 0.0005% by weight, preferably at least 0.0007% by weight, in particular at least 0.0010% by weight, in particular at least 0.0020% by weight.
- boron carbides, boron nitrides or boron nitrocarbides are increasingly formed, which in turn represent preferred nucleation sites for the nucleation of ferrite and reduce the hardening effect again.
- the boron content is set to at most 0.01% by weight, preferably at most 0.0100% by weight, preferably at most 0.0050% by weight, in particular at most 0.0035% by weight, in particular at most 0. 0030% by weight, preferably at most 0.0025% by weight.
- Phosphorus (“P”) and sulfur (“S”) are elements that are introduced into steel as impurities by iron ore and cannot be completely eliminated in the large-scale steelworks process.
- the P content and the S content should be kept as low as possible, since the mechanical properties such as the impact energy deteriorate with increasing P content or S content. From P contents of 0.03% by weight, the martensite begins to become brittle, which is why the P content of a flat steel product according to the invention is limited to a maximum of 0.03% by weight, in particular a maximum of 0.02% by weight is.
- the S content of a flat steel product according to the invention is limited to a maximum of 0.02% by weight, preferably a maximum of 0.0010% by weight, in particular a maximum of 0.005% by weight.
- Nitrogen is also present in small amounts in steel as an impurity due to the steel manufacturing process.
- the N content should be kept as low as possible and should not exceed 0.02% by weight.
- Nitrogen is particularly harmful for alloys that contain boron, since it prevents the conversion-retarding effect of boron through the formation of boron nitrides, which is why the nitrogen content in this case should preferably be at most 0.010% by weight, in particular at most 0.007% by weight.
- Sn tin
- As arsenic
- Sn content is a maximum of 0.03% by weight, preferably a maximum of 0.02% by weight.
- As content is a maximum of 0.01% by weight, in particular a maximum of 0.005% by weight.
- impurities P, S, N, Sn and As other elements can also be present as impurities in the steel. These other elements are grouped under the “unavoidable impurities”.
- the total content of these “unavoidable impurities” is preferably a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight.
- the optional alloying elements Cr, Cu, Mo, Ni, V, Ca and W described below, for which a lower limit is specified, can also occur in levels below the respective lower limit as unavoidable impurities in the steel substrate. In this case, they are also counted among the "unavoidable impurities", the total content of which is limited to a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight.
- Chromium, copper, molybdenum, nickel, vanadium, calcium and tungsten can optionally be alloyed into the steel of a flat steel product according to the invention, individually or in combination with each other.
- Chromium suppresses the formation of ferrite and pearlite during accelerated cooling of a flat steel product according to the invention and enables complete martensite formation even at lower cooling rates, thereby achieving an increase in hardenability.
- the Cr content of the steel of one of the steel substrate is limited to a maximum of 1.0% by weight, in particular a maximum of 0.75% by weight, preferably a maximum of 0.50% by weight.
- Vanadium (V) can optionally be alloyed in amounts of 0.001 - 1.0% by weight.
- the vanadium content is preferably a maximum of 0.3% by weight. For cost reasons, a maximum of 0.2% by weight of vanadium is added.
- Copper (Cu) can optionally be alloyed in order to increase hardenability with additions of at least 0.01% by weight, preferably at least 0.010% by weight, in particular at least 0.015% by weight.
- copper improves the resistance to atmospheric corrosion of uncoated sheets or cut edges. If the Cu content is too high, the hot-rollability deteriorates significantly due to low-melting Cu phases on the surface, which is why the Cu content is limited to a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight, in particular a maximum of 0. 10% by weight is limited.
- Molybdenum can optionally be added to improve process stability as it significantly slows ferrite formation. From a content of 0.002% by weight, dynamic molybdenum-carbon clusters up to ultrafine molybdenum carbides form on the grain boundaries, which significantly slow down the mobility of the grain boundary and thus diffusive phase transformations. Molybdenum also reduces the grain boundary energy, which reduces the nucleation rate of ferrite.
- the Mo content is preferably at least 0.004% by weight, in particular at least 0.01% by weight. Due to the high costs associated with a molybdenum alloy, the content should be at most 0.3% by weight, in particular at most 0.10% by weight, preferably at most 0.08% by weight.
- Nickel (Ni) stabilizes the austenitic phase and can optionally be alloyed to reduce the Ac3 temperature and suppress the formation of ferrite and bainite. Nickel also has a positive influence on hot-rollability, especially if the steel contains copper. Copper impairs hot-rollability. In order to counteract the negative influence of copper on hot-rollability, 0.01% by weight of nickel can be alloyed into the steel; the Ni content is preferably at least 0.020% by weight. For economic reasons, the nickel content should remain limited to a maximum of 0.5% by weight, in particular a maximum of 0.20% by weight. The Ni content is preferably a maximum of 0.10% by weight.
- a flat steel product according to the invention can optionally contain at least 0.0005% by weight of Ca, in particular at least 0.0010% by weight, preferably at least 0.0020% by weight.
- the maximum Ca content is 0.01% by weight, in particular a maximum of 0.007% by weight, preferably a maximum of 0.005% by weight. If too high Ca content increases the likelihood that non-metallic inclusions involving Ca will form, which will worsen the purity of the steel and also its toughness. For this reason, an upper limit of the Ca content of at most 0.005% by weight, preferably at most 0.003% by weight, in particular at most 0.002% by weight, preferably at most 0.001% by weight, should be maintained.
- Tungsten (W) can optionally be alloyed in amounts of 0.001 - 1.0% by weight to slow ferrite formation. A positive effect on hardenability occurs with W contents of at least 0.001% by weight. For cost reasons, a maximum of 1.0% by weight of tungsten is added.
- the sum of the Mn content and the Cr content (“Mn+Cr”) is more than 0.7% by weight, in particular more than 0.8% by weight, preferably more than 1.1% by weight .-%. Below a minimum sum of both elements, their necessary conversion-inhibiting effect is lost. Regardless of this, the sum of the Mn content and the Cr content is less than 3.5% by weight, preferably less than 2.5% by weight, in particular less than 2.0% by weight, particularly preferably less than 1.5% by weight.
- the upper limit values for both elements are created to ensure coating performance and to ensure sufficient welding behavior.
- the flat steel product includes an anti-corrosion coating to protect the steel substrate from oxidation and corrosion during hot forming and use of the formed sheet metal part.
- the flat steel product preferably comprises an aluminum-based anti-corrosion coating.
- the corrosion protection coating can be applied to one or both sides of the flat steel product.
- the two opposing large surfaces of the flat steel product are referred to as the two sides of the flat steel product.
- the narrow surfaces are called edges.
- Such a corrosion protection coating is preferably produced by hot-dip coating the flat steel product.
- the flat steel product is passed through a liquid melt, which consists of up to 15% by weight of Si, preferably more than 1.0%, optionally 2-4% by weight of Fe, optionally up to 5% by weight of alkali or alkaline earth metals, preferably up to 1.0% by weight.
- the Si content of the melt is 1.0-3.5% by weight or 7-12% by weight, in particular 8-10% by weight.
- the optional content of alkali or alkaline earth metals in the melt comprises 0.1 - 1.0% by weight of Mg, in particular 0.1 - 0.7% by weight of Mg, preferably 0.1 - 0. 5% by weight of Mg.
- the optional content of alkali or alkaline earth metals in the melt can comprise in particular at least 0.0015% by weight of Ca, in particular at least 0.01% by weight of Ca.
- the alloy layer lies on the steel substrate and is directly adjacent to it.
- the alloy layer is essentially formed from aluminum and iron.
- the remaining elements from the steel substrate or the melt composition do not accumulate significantly in the alloy layer.
- the alloy layer preferably consists of 35-60% by weight of Fe, preferably ⁇ -iron, optional further components, the total content of which is limited to a maximum of 5.0% by weight, preferably 2.0%, and the balance is aluminum, whereby the Al content increases preferably towards the surface.
- the optional further components include in particular the remaining components of the melt (i.e. silicon and optionally alkali or alkaline earth metals, in particular Mg or Ca) and the remaining components of the steel substrate in addition to iron.
- the Al base layer lies on the alloy layer and is directly adjacent to it.
- the composition of the Al base layer preferably corresponds to the composition of the melt of the melt pool. This means that it consists of 0.1 - 15% by weight of Si, optionally 2-4% by weight of Fe, optionally 5% by weight of alkali or alkaline earth metals, preferably up to 1.0% by weight. Alkaline or alkaline earth metals, optionally up to 15% Zn and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the balance aluminum.
- the optional content of alkali or alkaline earth metals comprises 0.1 - 1.0% by weight of Mg, in particular 0.1 - 0.7% by weight of Mg, preferably 0.1 - 0 .5% by weight of Mg.
- the optional content of alkali or alkaline earth metals in the Al base layer can comprise in particular at least 0.0015% by weight of Ca, in particular at least 0.1% by weight of Ca.
- the Si content in the alloy layer is lower than the Si content in the Al base layer.
- the anti-corrosion coating preferably has a thickness of 5 - 60 ⁇ m, in particular 10 - 40 ⁇ m.
- the application weight of the corrosion protection coating is in particular 30 ⁇ 360 G m 2 with corrosion protection coatings on both sides or 15 ⁇ 180 G m 2 in the one-sided variant.
- the coating weight of the corrosion protection coating is preferred 100 ⁇ 200 G m 2 for double-sided covers or 50 ⁇ 100 G m 2 for one-sided covers.
- the coating weight of the corrosion protection coating is particularly preferred 120 ⁇ 180 G m 2 for double-sided covers or 60 ⁇ 90 G m 2 for one-sided covers.
- the thickness of the alloy layer is preferably less than 20 ⁇ m, particularly preferably less than 16 ⁇ m, in particular less than 12 ⁇ m, particularly preferably less than 10 ⁇ m, preferably less than 8 ⁇ m, in particular less than 5 ⁇ m.
- the thickness of the Al base layer results from the difference in the thickness of the corrosion protection coating and the alloy layer.
- the thickness of the Al base layer is preferably at least 1 ⁇ m, even with thin corrosion protection coatings.
- the flat steel product comprises an oxide layer arranged on the corrosion protection coating.
- the oxide layer lies in particular on the Al base layer and preferably forms the outer end of the corrosion protection coating.
- the oxide layer consists in particular of more than 80% by weight of oxides, with the majority of the oxides (ie more than 50% by weight of the oxides) being aluminum oxide.
- hydroxides and/or magnesium oxide alone or as a mixture are present in the oxide layer.
- the remainder of the oxide layer not occupied by the oxides and optionally present hydroxides consists of silicon, aluminum, iron and/or magnesium metallic form.
- zinc oxide components are also present in the oxide layer.
- the oxide layer of the flat steel product preferably has a thickness that is greater than 50 nm.
- the thickness of the oxide layer is a maximum of 500 nm.
- the flat steel product has a diffusible hydrogen H diff content of up to 0.4 ppm, preferably 0.01 to 0.4 ppm, particularly preferably 0.05 to 0.4 ppm, for example 0.1, 0.2 , 0.3, or 0.4 ppm.
- H diff describes the amount of hydrogen atoms that are present in dissolved form in the steel substrate after the corrosion protection coating has been applied.
- the diffusible hydrogen content is based on the mass (analogous to the weight percent information for alloy elements). Methods for determining the H diff content are known to those skilled in the art, for example desorption mass spectrometry with heated samples (thermal desorption mass spectrometry (TDMS)).
- TDMS thermal desorption mass spectrometry
- the content of diffusible hydrogen H diff is determined within 48 hours after application of the corrosion protection coating.
- the flat steel product provided in step (A) of the method according to the invention has a rolling degree to sheet thickness ratio of 0.8 to 200, preferably greater than 0.8 to 180, particularly preferably greater than 0.8 to 150.
- the flat steel product provided according to the invention preferably has a degree of rolling of 0.5% to 75%, particularly preferably 2.5% to 60%.
- the degree of rolling is given in%.
- a flat steel product is used in step (A), which has areas that are rolled to a smaller sheet thickness than other areas.
- the greatest degree of rolling available is used as a basis for the respective component.
- WGB 1.5 ⁇ 1 + degree of rolling ⁇ 100 1 2 ⁇ 1 + sheet thickness / mm where the sheet thickness is set in mm and is identical to h 1 , the final thickness of the flat steel product after rolling.
- the flat steel products used in step (A) of the method according to the invention are preferably present in a sheet thickness (final thickness h 1 ) of 0.5 to 6 mm, in particular 0.5 to 4 mm, particularly preferably 0.8 to 3 mm. (particularly in the areas with the greatest degree of rolling).
- the coated flat steel product from step (A), after which process step (B) has been carried out is preferably transferred directly into process step (C) according to the invention.
- further steps to be carried out between steps (A) and (B) or (C), for example cutting off areas, in particular sheets or circuit boards, of the flat steel product, for example by shear cutting or laser cutting, introducing holes by laser processing or punching, and/or previous heat treatments to change the properties of the coating or substrate.
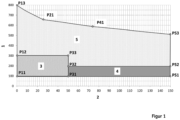
- Step (B) of the method according to the invention includes the determination of a WOP value depending on the degree of rolling to sheet thickness ratio WGB within an area spanned by straight connecting sections between points P11 (WGB 0.8, WOP 100) and P13 (WGB 0.8, WOP 800), P13 (WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) and P51 (WGB 150, WOP 100) as well as P51 (WGB 150, WOP 100) and P11 (WGB 0.8, WOP 100) in a coordinate system, in which the WOP value is plotted on the y-axis and the degree of rolling ratio to sheet thickness ratio on the x-axis, as preferred in Figure 1 shown.
- a suitable WOP value range is determined from which a WOP value can then be selected. According to the invention, however, all WOP values lying in the specific WOP value range meet the condition that a sheet metal part with a diffusible hydrogen content of a maximum of 0.4 ppm is obtained.
- Step (B) of the method according to the invention serves to determine a WOP value depending on the degree of rolling to sheet thickness ratio of the flat steel product used, where WOP means "hydrogen-related furnace parameter" and is unitless.
- the WOP value then provides information about the process parameters with which the heat treatment in step (C) should be carried out so that sheet metal parts with diffusible hydrogen contents of a maximum of 0.4 ppm are obtained.
- a range for suitable WOP values is determined via the degree of rolling to sheet thickness ratio.
- a WOP value can then preferably be selected from this range, which is then used to determine the corresponding value for T oven , t oven and T t point using the equation of the general formula (1).
- all values present in the correspondingly determined range of WOP values are suitable for being used in the equation of the general formula (1) in order to determine the corresponding values for T oven , t oven and T dew point .
- Step (B) of the method according to the invention is preferably carried out in that the WOP value is spanned within an area by straight connecting distances between the points P11 (WGB 0.8, WOP 100) and P13 (WGB 0.8, WOP 800), P13 ( WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) and P51 (WGB 150, WOP 100) as well as P51 (WGB 150, WOP 100) and P11 (WGB 0.8, WOP 100) in a coordinate system in which the WOP Value on the y-axis and the degree of rolling sheet thickness ratio are plotted on the x-axis, is determined graphically to a predetermined degree of rolling sheet thickness ratio (area A).
- the corresponding diagram is in Figure
- the WOP value is determined according to step (B) of the method according to the invention within an area spanned by straight connecting sections between the points P12 (WGB 0.8, WOP 300) and P13 (WGB 0.8, WOP 800), P13 (WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) and P52 (WGB 150, WOP 200), P52 (WGB 150, WOP 200) and P32 (WGB 50, WOP 200), P32 (WGB 50, WOP 200) and P33 (WGB 50, WOP 300) as well as P33 (WGB 50, WOP 300) and P12 (WGB 0.8, WOP 300) in a coordinate system in which the WOP value on
- step (B) of the method according to the invention it can then be determined according to the invention at which dew point temperature of the oven atmosphere T dew point , at which average oven temperature T oven and for what duration t oven step (C) of the method according to the invention is carried out.
- Step (C) of the method according to the invention comprises treating the flat steel product at an average oven temperature T oven (in K) for a duration t oven (in h), whereby the dew point temperature of the oven atmosphere T dew point (in K), the average oven temperature T oven ( in K) and the duration t oven (in h) according to the following equation of the general formula (1)
- WOP T Oven K ⁇ log t Oven H + 1.15 + T dew point K ⁇ 243.15 1.6 can be set so that the WOP value is in the using Figure 1 defined interval between the minimum and maximum WOP value.
- T oven (in K) is the temperature that prevails on average in the oven in which step (C) of the method according to the invention takes place.
- T oven can take on any value that a person skilled in the art considers appropriate.
- T oven AC1 is preferably up to 1373 K, preferably 1113 to 1253 K, particularly preferably 1133 to 1223 K, very particularly preferably 1153 to 1193 K.
- AC1 means the first austenitization temperature, which depends on the alloy composition.
- the duration t oven (in h) is the time over which the stated oven temperature T oven prevails in step (C).
- t oven can assume any value that a person skilled in the art considers suitable.
- t furnace describes in particular the period in which the flat steel product is moved through a continuous furnace or remains in a stationary furnace.
- t oven is preferably 0.04 to 0.5 h, in particular at least 0.060 h, preferably at least 0.067 h.
- the maximum time in the oven is preferably 0.4 h, in particular a maximum of 0.25 h.
- oven temperature T oven is used to calculate and then set the dew point temperature of the oven atmosphere of the oven T dew point using equation (1).
- the dew point temperature of the oven T dew point (in K) is, for example, 238.15 to 308.15 K, preferably 253.15 to 293.15 K, particularly preferably 263.15 to 283.15 K.
- the dew point temperature of the oven atmosphere of the oven T dew point , duration t oven and WOP value are used to calculate and then set the oven temperature T oven using equation (1).
- the dew point temperature of the oven atmosphere of the oven T dew point , oven temperature T oven and WOP value are used to calculate and then set the duration t oven using equation (1).
- Step (C) of the process according to the invention can generally be carried out in any furnace known to those skilled in the art, for example roller hearth furnaces, chamber furnaces, multi-layer chamber furnaces, walking beam furnaces.
- Step (D) of the method according to the invention includes forming the heated flat steel product from step (C) in a molding tool with simultaneous cooling in order to obtain the sheet metal part.
- step (D) of the method according to the invention for example described in hot forming in Automobile construction - processes, materials, surfaces, Landsberg/Lech: Verlag Moderne Industrie, 2012 , The Library of Technology.
- step (D) of the method according to the invention the desired sheet metal part is obtained from the flat steel product from step (C) by forming. So that the desired hardness structure, for example at least 80% martensite, remainder bainite, ferrite and retained austenite, is formed in the sheet metal part, the forming takes place with simultaneous cooling.
- the cooling in step (C) of the method according to the invention takes place, in particular over a period of twz more than 1 s, preferably with a cooling rate r WZ of 10 to 1000 K/s, preferably at least 27 K/s, in particular at least 30 K/s.
- the maximum cooling rate is preferably up to 500 K/s.
- the present invention therefore preferably relates to the method according to the invention, wherein the cooling in step (D) takes place at a cooling rate of 27 to 500 K/s.
- the flat steel product used is preferably a strip, in particular a hot strip or a cold strip, a sheet, i.e. H. a piece of hot strip or cold strip, or a circuit board made of hot strip or a circuit board made of cold strip.
- the present invention preferably relates to the method according to the invention, wherein the flat steel product is a blank made from a hot strip or a blank made from a cold strip.
- the coating with the anti-corrosion coating can be carried out by fire coating, electrolytic coating or by means of a piece coating process.
- the present invention therefore preferably relates to the method according to the invention, wherein the coating is carried out by hot-dip coating, electrolytic coating or by means of a piece coating process.
- the aluminum-silicon-iron alloy is preferably applied using a continuous hot-dip coating process. During the coating, the temperature of the aluminum molten bath is preferably between 660 °C and 720 °C.
- Silicon in the coating acts as a diffusion blocker and serves to calm the melt pool when the coating formed from the aluminum alloy is applied using hot-dip coating.
- the treatment in step (C) takes place in such a way that at the end of step (C) the AC3 temperature of the flat steel product is at least partially exceeded in the flat steel product. If a temperature is partially exceeded (here AC3)
- a temperature is partially exceeded (here AC3)
- AC3 a temperature is partially exceeded
- at least 30%, in particular at least 60%, of the volume of the blank exceeds a corresponding temperature.
- at least 30% of the blank has an austenitic structure, ie the conversion from ferritic to austenitic structure does not have to be complete when inserted into the forming tool.
- up to 70% of the volume of the blank when inserted into the forming tool can consist of other structural components, such as tempered bainite, tempered martensite and/or non-or partially recrystallized ferrite.
- certain areas of the blank can be specifically kept at a lower temperature level than others during heating.
- the heat supply can be directed only to certain sections of the blank or the parts that should be heated less can be shielded from the heat supply.
- no or only significantly less martensite is formed during the forming process in the tool, so that the structure there is significantly softer than in the other parts in which a martensitic structure is present.
- a softer area can be specifically set in the shaped sheet metal part, for example by having optimal toughness for the respective intended use, while the other areas of the sheet metal part have maximized strength.
- the temperature at least partially achieved in the flat steel product in step (C) is preferably between Ac3 and 1000 ° C, particularly preferably between 880 ° C and 950 ° C.
- the standardized average heating ⁇ norm is at least 5 Kmm/s, in particular at least 8 Kmm/s, preferably at least 10 Kmm/s.
- the maximum standardized average heating is 15 Kmm/s, in particular a maximum of 14 Kmm/s, preferably a maximum of 13 Kmm/s.
- the average heating rate ⁇ is the product of the average heating rate in Kelvin per second from 30°C to 700°C and the sheet thickness in millimeters.
- step (C) and step (D) the austenitized flat steel product is transferred from the heating device used in each case to the molding tool within a transfer time (t Trans ) of preferably a maximum of 20 s, in particular a maximum of 15 s. Such rapid transport is necessary to avoid excessive cooling before deformation.
- t Trans transfer time
- the mold When inserting the blank, the mold typically has a temperature between room temperature (RT) and 200 °C, preferably between 20 °C and 180 °C, in particular between 50 °C and 150 °C.
- the tool can be tempered at least in some areas to a temperature T WZ of at least 200 ° C, in particular at least 300 ° C, in order to only partially harden the component.
- the tool temperature Twz is preferably a maximum of 600 ° C, in particular a maximum of 550 ° C. It is only necessary to ensure that the tool temperature Twz is below the desired target temperature T target .
- the residence time in the tool twz is preferably at least 2 s, in particular at least 3 s, particularly preferably at least 5 s.
- the maximum residence time in the tool is preferably 25 s, in particular a maximum of 20 s, preferably a maximum of 15 s, in particular a maximum of 12 s.
- the target temperature T target of the sheet metal part is at least partially below 400 ° C, preferably below 300 ° C, in particular below 250 ° C, preferably below 200 ° C, especially preferably below 180 °C, in particular below 150 °C.
- the target temperature T target of the sheet metal part is particularly preferably below Ms-50 ° C, where Ms denotes the martensite starting temperature.
- the target temperature of the sheet metal part is preferably at least 20 °C, particularly preferably at least 50 °C.
- AC 1 ° C 739 ° C + ⁇ 22 * % C ⁇ 7 * % Mn + 2 * % Si + 14 * % Cr + 13 * % Mo ⁇ 13 * % Ni + 20 * % v ° C / wt .
- AC 3 ° C 902 ° C + ⁇ 225 * % C + 19 * % Si ⁇ 11 * % Mn ⁇ 5 * % Cr + 13 * % Mo ⁇ 20 * % Ni + 55 * % v ° C / wt .
- the sheet metal part After removing the sheet metal part following step (D), the sheet metal part is cooled to a cooling temperature TAB of less than 100 ° C within a cooling time t AB of 0.5 to 600 s. This is usually done by air cooling.
- the flat steel product has a high uniform elongation Ag of at least 10.0%, in particular at least 11.0%, preferably at least 11.5%, in particular at least 12.0%.
- the yield point of a specially designed flat steel product has a continuous course or only a slight extent.
- continuous progression means that there is no pronounced yield point.
- a yield point with a continuous course can also be referred to as a yield point Rp0.2.
- a low yield strength is understood to mean a pronounced yield strength in which the difference ⁇ Re between the upper yield strength value ReH and the lower yield strength value ReL is at most 45 MPa.
- a specially developed flat steel product has an elongation at break A80 of at least 15%, in particular at least 18%, preferably at least 19%, particularly preferably at least 20%.
- the present invention also relates to a sheet metal part produced by one of the aforementioned methods comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in wt.%) C: 0.06-0.5%, Si: 0.05-0.6%, Mn: 0.4-3.0%, Al: 0.06-1.0%, Nb: 0.001-0.2%, Ti: 0.001-0.10% B: 0.0005-0.01% P: ⁇ 0.03%, S: ⁇ 0.02%, N: ⁇ 0.02%, Sn: ⁇ 0.03% As: ⁇ 0.01% and optionally one or more of the elements “Cr, Cu, Mo, Ni, V, Ca, W” in the following contents CR: 0.01-1.0%, Cu: 0.01 -0.2%, Mon: 0.002-0.3%, Ni: 0.01-0.5% V: 0.001-0.3% Approx.: 0.0005-0.005% W: 0.001-1.0% consists, wherein the steel substrate has an aluminum-based anti-corrosion coating on at least one side and the
- the anti-corrosion coating of the sheet metal part preferably comprises an alloy layer and an Al base layer.
- the alloy layer is often referred to as an interdiffusion layer.
- the thickness of the anti-corrosion coating is preferably at least 10 ⁇ m, particularly preferably at least 20 ⁇ m, in particular at least 30 ⁇ m.
- the thickness of the alloy layer is preferably less than 30 ⁇ m, particularly preferably less than 20 ⁇ m, in particular less than 16 ⁇ m, particularly preferably less than 12 ⁇ m.
- the thickness of the Al base layer results from the difference in the thickness of the corrosion protection coating and the alloy layer.
- the alloy layer lies on the steel substrate and is directly adjacent to it.
- the alloy layer of the sheet metal part preferably consists of 35 - 90% by weight of Fe, 0.1 - 10% by weight of Si, optionally up to 0.5% by weight of Mg and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the balance aluminum. Due to the further diffusion of iron into the alloy layer, the proportions of Si and Mg are correspondingly lower than their respective proportions in the melt of the melt pool.
- the alloy layer preferably has a ferritic structure.
- the Al base layer of the sheet metal part lies on the alloy layer of the sheet metal part and is directly adjacent to it.
- the Al base layer of the sheet metal part preferably consists of 35 - 55% by weight of Fe, 0.4 - 10% by weight of Si, optionally up to 0.5% by weight of Mg and optional other components, their contents in total a maximum of 2.0% by weight is limited, and the remainder is aluminum.
- the Al base layer can have a homogeneous element distribution in which the local element contents do not vary by more than 10%.
- Preferred variants of the Al base layer have low-silicon phases and silicon-rich phases.
- Low-silicon phases are areas whose average Si content is at least 20% less than the average Si content of the Al base layer.
- Silicon-rich phases are areas whose average Si content is at least 20% more than the average Si content of the Al base layer.
- the silicon-rich phases are arranged within the silicon-poor phase.
- the silicon-rich phases form at least a 40% continuous layer bounded by silicon-poor regions.
- the silicon-rich phases are arranged in an island shape in the silicon-poor phase.
- island-shaped is understood to mean an arrangement in which discrete, unconnected areas are enclosed by another material - i.e. there are “islands” of a certain material in another material.
- the sheet metal part comprises an oxide layer arranged on the corrosion protection coating.
- the oxide layer lies in particular on the Al base layer and preferably forms the outer end of the corrosion protection coating.
- the oxide layer of the sheet metal part consists in particular of more than 80% by weight of oxides, with the majority of the oxides (ie more than 50% by weight of the oxides) being aluminum oxide.
- aluminum oxide hydroxides and/or magnesium oxide alone or as a mixture are present in the oxide layer.
- the remainder of the oxide layer not occupied by the oxides and optionally present hydroxides consists of silicon, aluminum, iron and/or magnesium in metallic form.
- the oxide layer preferably has a thickness of at least 50 nm, in particular at least 100 nm. Furthermore, the thickness is a maximum of 4 ⁇ m, in particular a maximum of 2 ⁇ m.
- the steel substrate of the sheet metal part has a structure with at least partially more than 80% martensite, preferably at least partially more than 90% martensite, in particular at least partially more than 95%, particularly preferably at least partially more than 98%.
- the term “partially exhibits” means that there are areas of the sheet metal part that have the structure mentioned. In addition, there may also be areas of the sheet metal part that have a different structure. The sheet metal part therefore has the structure mentioned in sections or areas.
- the high martensite content allows very high tensile strengths and yield strengths to be achieved.
- the sheet metal part at least partially has a Vickers hardness of at least 340 HV, preferably at least 400 HV, in particular at least 500 HV.
- the steel substrate of the sheet metal part has a structure with a ferrite content of more than 5%, preferably more than 10%, in particular more than 20%.
- the ferrite content is preferably less than 85%, in particular less than 70%.
- the martensite content is less than 80%, in particular less than 50%.
- the structure can optionally contain bainite and/or pearlite. The exact ratio of the structural components depends on the level of the C content and the Mn content as well as on the cooling conditions during forming. The structure designed in this way has higher ductility and therefore leads to improved forming behavior.
- a corresponding sheet metal part preferably has an elongation at break A30 in a range of 8% to 25%, preferably between 10% and 22%, in particular between 12% and 20%.
- the sheet metal part at least partially has a yield strength of at least 750 MPa, in particular at least 950 MPa, preferably at least 1100 MPa, in particular at least 1250 MPa.
- the sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1800 MPa.
- the sheet metal part at least partially has an elongation at break A80 of at least 4%, preferably at least 5%, particularly preferably at least 6%.
- the sheet metal part can at least partially have a bending angle of at least 30°, in particular at least 40°, preferably at least 50°.
- the bending angle here means the bending angle corrected with regard to the sheet thickness.
- partially exhibiting means that there are areas of the sheet metal part that have the mechanical property mentioned.
- the sheet metal part therefore has the mechanical property mentioned in sections or areas. This is because different areas of the sheet metal part can undergo different heat treatments. For example, individual areas can be cooled more quickly than others, which means, for example, more martensite is formed in the areas that cooled more quickly. Therefore, different mechanical properties arise in the different areas.
- the sheet metal part has fine precipitates in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides.
- fine precipitates are all precipitates with a diameter smaller than 30 nm.
- the remaining excretions are referred to as coarse excretions.
- the average diameter of the fine precipitates is a maximum of 11 nm, preferably a maximum of 10 nm.
- the sheet metal part largely has fine precipitates in the structure.
- largely fine precipitates is to be understood as meaning that more than 80%, preferably more than 90%, of all precipitates are fine precipitates. This means that more than 80%, preferably more than 90%, of all precipitates have a diameter that is smaller than 30 nm.
- the fine precipitates create a particularly fine structure with small grain diameters.
- the fine structure makes it more homogeneous. This results in an improvement in the mechanical properties, in particular a lower sensitivity to cracks and thus improved bending properties and a higher elongation at break. This also results in better toughness with more pronounced fracture penetration behavior.
- Pores are cavities that could arise within the alloy layer for various reasons.
- One mechanism is the formation of higher density iron-aluminide compounds via a multistep phase transformation (Fe2Al5 ⁇ Fe2Al ⁇ FeAl ⁇ Fe3Al).
- the formation of such denser phases is associated with higher aluminum consumption than with less dense phases.
- This locally higher aluminum consumption leads to the formation of pores (vacancies) in the resulting phase.
- These pores preferably form in the alloy layer in the transition area between the steel substrate and the corrosion protection coating, where the proportion of aluminum available is strongly influenced by the aluminum content of the steel substrate.
- the pores reduce the mechanical integrity in this area. Layers can peel off more quickly under corrosive stress.
- the transferable force at the connection point between two components is reduced after gluing or welding.
- the area over which the forces of the adhesive connection are transmitted is increased by over 60% during bonding. Consequently, the risk of a delamination fracture is correspondingly reduced.
- the pores themselves facilitate crack initiation and propagation during static and dynamic bending. By reducing the pore area, a higher bending angle can be achieved.
- the sheet metal part according to the invention is preferably a component for the automotive sector, in particular a body part, in particular a bumper support/reinforcement, door reinforcement, B-pillar reinforcement, A-pillar reinforcement, roof frame or a sill.
- the invention therefore also relates to the use of a previously described sheet metal part in the automotive sector, in particular as a bumper support/reinforcement, door reinforcement, B-pillar reinforcement, A-pillar reinforcement, roof frame or sill.
- Table 2 shows the layer thickness of the corrosion protection coating on one side, with the top and bottom being coated.
- the thickness of the steel strips produced was between 1.4 mm and 3.3 mm in all tests.
- the following material parameters were determined: the type of yield point, and in the case of a continuous yield point, the value for the yield strength Rp0.2, in the case of a pronounced yield point, the values for the lower yield point ReL and the upper yield point ReH, the tensile strength Rm, the uniform elongation Ag and the elongation at break A80. All samples have a continuous yield strength Rp or an only slightly pronounced yield strength with a difference ⁇ Re between the upper and lower yield strength of a maximum of 45 MPa and a uniform elongation Ag of at least 10%. There is a pronounced yield point Re for steel type D and a continuous yield point Rp for all other samples.
- the lower yield point ReL and the upper yield point ReH are given in Table 3 .
- the yield strength Rp0.2 is given.
- the content of diffusible hydrogen H diff was determined within 48 hours after application of the corrosion protection coating. The results are also shown in Table 3 .
- a total of 20 steel strips were made from AJ steel grades and provided with a corrosion protection coating. The steel strips were then rolled in areas with the degree of rolling specified in Table 5 to a sheet thickness after rolling that is specified in Table 6 .
- the total time in the oven which includes heating and holding, is denoted by t oven .
- the dew point of the furnace atmosphere is designated T dew point .
- the blanks are then removed from the heating device and inserted into a forming tool which has the temperature Twz within a transfer time. At the time of removal from the oven, the blanks had reached the oven temperature.
- the transfer time t Trans consisting of the removal from the heating device, transport to the tool and insertion into the tool, was between 5 and 13 s.
- the blanks were formed into the respective sheet metal part, with the sheet metal parts in the tool cooling down at a rate r WZ were cooled down.
- the dwell time in the tool is denoted by twz.
- Table 5 shows in particular the degree of rolling to sheet thickness ratio (WGB), as it results from the degree of rolling and the sheet thickness after rolling, and WOP value ("hydrogen-related furnace parameter"), which is derived from the dew point, the furnace temperature and the total time in the furnace was determined using the formula.
- WGB degree of rolling to sheet thickness ratio
- the points (WGB, WOP) lie within the area spanned by straight connecting distances between points P11 (WGB 0.8, WOP 100) and P13 (WGB 0.8, WOP 800), P13 (WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) and P51 (WGB 150, WOP 100) as well as P51 (WGB 150, WOP 100) and P11 (WGB 0.8, WOP 100) in a coordinate system in which the WOP value is plotted on the y-axis and the degree of rolling to sheet thickness ratio is plotted on the x-axis.
- Experiment 11 is located within partial area 3 and therefore in area A. All further experiments are within partial area 5 and therefore both in area A and in the preferred area B. As a result, the content of diffusible hydrogen H diff is also a maximum of 0 in all cases .4 ppm.
- Table 6 shows further mechanical properties of the sheet metal part obtained in this way.
- the measurements were carried out without a KTL coating. Yield strength, tensile strength and elongation at break A80 were determined in accordance with DIN EN ISO 6892-1 sample form 2 (Appendix B, Tab. B1). The initial measuring length was 80mm. The samples were taken transversely to the rolling direction. In addition, the bending angle at the maximum force was determined in accordance with VDA standard 238-100 and then corrected to the sheet thickness in the manner described. The samples for measuring the bending angle were also taken transversely to the rolling direction. In addition, the Vickers hardness was determined in accordance with DIN EN ISO 6507 (2018.07).
- H 0 1.5 mm
- ⁇ h 0 , 73 mm
- 49 49 %
- 49 ⁇ 100 1 2 ⁇ 1 + 0 , 765 mm mm 80 , 0
- the sheet metal part produced according to the invention has a low tendency to hydrogen-induced fractures under load voltages and can therefore be used advantageously in the automotive sector, aircraft construction or rail vehicle construction.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zur Herstellung eines Blechformteils mit einem Gehalt an diffusiblem Wasserstoff H<sub>diff</sub> von bis 0,4 ppm. Bei diesem Verfahren wird ein WOB-Wert entsprechend einem Abwalzgrad-Blechdickenverhältnisses eingestellt. Weiterhin betrifft die Erfindung ein derartig hergestelltes Blechformteil.The invention relates to a method for producing a sheet metal part with a diffusible hydrogen H<sub>diff</sub> content of up to 0.4 ppm. In this method, a WOB value is set according to a rolling degree to sheet thickness ratio. The invention further relates to a sheet metal part produced in this way.
Description
Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung eines Blechformteils umfassend ein Substrat mit einem Korrosionsschutzüberzug, ein entsprechendes Blechformteil und dessen Verwendung im Automobilsektor.The present invention relates to a method for producing a sheet metal part comprising a substrate with a corrosion protection coating, a corresponding sheet metal part and its use in the automotive sector.
Um die im modernen Karosseriebau geforderte Kombination aus geringem Gewicht, maximaler Festigkeit und Schutzwirkung zu bieten, werden heutzutage in den Bereichen der Karosserie, die im Fall eines Crashs besonders hohen Belastungen ausgesetzt sein können, Bauteile eingesetzt, die aus hochfesten Stählen warmumgeformt werden. Beim Warmumformen, auch Warmpresshärten genannt, werden Stahlplatinen (auch als Blechzuschnitte bezeichnet), die zuvor von kaltoder warmgewalztem Stahlband abgeteilt werden, auf eine Verformungstemperatur erwärmt, die im Allgemeinen oberhalb der Austenitisierungstemperatur des jeweiligen Stahls liegt, und im erwärmten Zustand in das Werkzeug einer Umformpresse gelegt. Im Zuge der anschließend durchgeführten Umformung erfährt der Blechzuschnitt bzw. das aus ihm geformte Bauteil durch den Kontakt mit dem kühlen Werkzeug eine schnelle Abkühlung. Die Abkühlraten sind dabei so eingestellt, dass sich im Bauteil ein Härtegefüge (d.h. martensitisches Gefüge) ergibt.In order to offer the combination of low weight, maximum strength and protective effect required in modern body construction, components that are hot-formed from high-strength steel are now used in areas of the body that can be exposed to particularly high loads in the event of a crash. During hot forming, also known as hot press hardening, steel blanks (also referred to as sheet metal blanks), which have previously been separated from cold or hot-rolled steel strip, are heated to a deformation temperature that is generally above the austenitization temperature of the respective steel, and in the heated state are placed in the tool of a forming press placed. During the subsequent forming process, the sheet metal blank or the component formed from it experiences rapid cooling through contact with the cool tool. The cooling rates are set so that a hardness structure (i.e. martensitic structure) results in the component.
Wenn nachfolgend von einem "Stahlflachprodukt" oder auch von einem "Blechprodukt" die Rede ist, so sind damit Walzprodukte, wie Stahlbänder oder -bleche, gemeint aus denen für die Herstellung von beispielsweise Karosseriebauteilen "Blechzuschnitte" (auch Platinen genannt) abgeteilt werden. "Blechformteile" oder "Blechbauteile" der erfindungsgemäßen Art sind aus derartigen Blechzuschnitten hergestellt, wobei hier die Begriffe "Blechformteil" und "Blechbauteil" synonym verwendet werden.When we refer to a “flat steel product” or a “sheet metal product” below, this refers to rolled products, such as steel strips or sheets, from which “sheet metal blanks” (also called blanks) are cut off for the production of body components, for example. “Sheet metal parts” or “sheet metal components” of the type according to the invention are made from such sheet metal blanks, the terms “sheet metal part” and “sheet metal component” being used synonymously here.
Alle Angaben zu Gehalten der in der vorliegenden Anmeldung angegebenen Stahlzusammensetzungen sind auf das Gewicht bezogen, sofern nicht ausdrücklich anders erwähnt. Alle nicht näher bestimmten, im Zusammenhang mit einer Stahllegierung stehenden "%-Angaben" sind daher als Angaben in "Gew.-%" zu verstehen. Mit Ausnahme der auf das Volumen (Angabe in "Vol.-%") bezogenen Angaben zum Restaustenit-Gehalt des Gefüges eines erfindungsgemäßen Blechformteils beziehen sich Angaben zu den Gehalten der verschiedenen Gefügebestandteile jeweils auf die Fläche eines Schliffs einer Probe des jeweiligen Erzeugnisses (Angabe in Flächenprozent "Flächen-%"), soweit nicht ausdrücklich anders angegeben.All information on the contents of the steel compositions specified in the present application are based on weight, unless expressly stated otherwise. All unspecified “% data” relating to a steel alloy are therefore to be understood as “% by weight” data. With the exception of the information on the residual austenite content of the structure of a sheet metal part according to the invention based on the volume (indicated in "% by volume"), information on the content of the various structural components refers to the area of a section of a sample of the respective product (indicated in Area percentage "Area%"), unless expressly stated otherwise.
Mechanische Eigenschaften, wie Zugfestigkeit, Streckgrenze, Dehnung, die hier berichtet werden, sind im Zugversuch gemäß DIN-EN ISO 6982-1, Probenform 2 (Anhang B Tab. B1) (Stand 2020-06) ermittelt worden, soweit nicht ausdrücklich anders angegeben. Der Biegewinkel wird gemäß der VDA-Norm 238-100 für das Kraftmaximum ermittelt.Mechanical properties such as tensile strength, yield strength, elongation, which are reported here, were determined in tensile tests in accordance with DIN-EN ISO 6982-1, sample form 2 (Appendix B, Tab. B1) (as of 2020-06), unless expressly stated otherwise . The bending angle is determined according to the VDA standard 238-100 for the maximum force.
Das Gefüge wurde an Längsschliffen bestimmt, die einer Ätzung mit 3% Nital (alkoholische Salpetersäure) unterzogen worden sind. Der Anteil an Restaustenitwurde röntgendiffraktometrisch bestimmt.The structure was determined on longitudinal sections that were etched with 3% Nital (alcoholic nitric acid). The proportion of retained austenite was determined by X-ray diffractometry.
Beim Erwärmen der Blechzuschnitte, bestehend aus einem Stahlsubstrat und einem aluminiumbasierten, metallischen Korrosionsschutzüberzug, diffundiert Wasserstoff infolge der Oberflächenreaktion der vorhandenen Feuchte im Ofen mit dem Aluminiumüberzug durch den metallischen Überzug in das Stahlsubstrat ein. Nach dem Presshärten kann der Wasserstoff nicht mehr aus dem Stahlsubstrat austreten, da der metallische Überzug bei Raumtemperatur eine Barriere für den diffusiblen Wasserstoff Hdiff darstellt. Der Gehalt an Hdiff reduziert die auf Dauer vom Stahl ertragbaren Spannungen, und es kann unter Vorliegen von Zugspannungen im Blech zu spontanen "wasserstoffinduzierten" Brüchen kommen, sogenannte Wasserstoffversprödung. Um Risse bei den üblicherweise beim Rohkarosseriebau vorliegenden Spannungen zu vermeiden, sollte der Gehalt an diffusiblem Wasserstoff unterhalb eines bauteilspezifischen Wertes liegen. Dieser Wert hängt unter anderem von der Komplexität der Warmumformoperation, der Nachverarbeitung durch beispielsweise Laserschneiden, Stanzen, mechanisches Schneiden oder Warmbeschnitt und der Verbausituation und Fügekonzept und damit dem Spannungszustand in der Karosserie ab. Die nach der Verarbeitung verbleibende Menge Hdiff soll abhängig von der genannten Verarbeitung bevorzugt ≤ 0,4 ppm (parts per million) vor kritischen Rohbauprozessen betragen.When the sheet metal blanks, consisting of a steel substrate and an aluminum-based, metallic corrosion protection coating, are heated, hydrogen diffuses through the metallic coating into the steel substrate as a result of the surface reaction of the moisture present in the oven with the aluminum coating. After press hardening, the hydrogen can no longer escape from the steel substrate because the metallic coating represents a barrier for the diffusible hydrogen H diff at room temperature. The H diff content reduces the stresses that the steel can bear in the long term, and spontaneous "hydrogen-induced" fractures can occur in the presence of tensile stresses in the sheet, so-called hydrogen embrittlement. Around To avoid cracks due to the stresses that are usually present in body-in-white construction, the diffusible hydrogen content should be below a component-specific value. This value depends, among other things, on the complexity of the hot forming operation, the post-processing by, for example, laser cutting, punching, mechanical cutting or hot trimming and the installation situation and joining concept and thus the state of stress in the body. Depending on the processing mentioned, the amount H diff remaining after processing should preferably be ≤ 0.4 ppm (parts per million) before critical body-in-white processes.
Des Weiteren existieren Fertigungsverfahren, bei denen Bereiche von beschichteten Stahlbändern auf eine geringere Blechdicke gewalzt werden als andere Bereiche und daraus dann entsprechende Blechzuschnitte mit unterschiedlichen Walzgraden entnommen werden. Dadurch lassen sich gewichtsoptimierte und belastungsangepasste Bauteile erzeugen. Das Verhältnis von Dickenabnahme durch das Walzen zu Startdicke wird Abwalzgrad genannt. Dabei gilt der Abwalzgrad erfindungsgemäß nur für einen Walzvorgang, bei dem die Beschichtung mit dem Korrosionsschutzüberzug bereits auf dem Substrat vorhanden ist. Die gewalzten Bereiche mit geringerer Blechdicke verglichen mit der vor der Durchführung des Walzens vorhandenen Blechdicke weisen durch das Walzen eine deutlich höhere Fehlstellendichte im Stahlsubstrat auf. Dadurch kann sich in den gewalzten Bereichen diffusibler Wasserstoff besser als in den nicht gewalzten Bereichen anlagern, so dass nach der Warmumformung und dem Presshärten ein höherer diffusibler Wasserstoffgehalt vorliegt. Folglich kann es bei nach Beschichtung gewalztem Material deutlich schneller zu wasserstoffinduzierter Rissbildung nach Warmumformung und Presshärten kommen. Eine bekannte Methode, den Gehalt an diffusiblem Wasserstoff im Bauteil abzusenken, ist es, den Taupunkt im Ofen, in dem das Stahlblech vor dem Umformen erwärmt wird, abzusenken, um dadurch bei der Oxidation des Substrates die Bildung von diffusiblem Wasserstoff aus der vorhandenen Feuchte der Ofenatmosphäre zu reduzieren und dadurch auch die Hdiff-Aufnahme des Blechformteils abzusenken. Die Absenkung des Taupunktes ist jedoch umso aufwändiger, je niedriger der Taupunkt eingestellt werden muss. Erstrebenswert ist es also, den Taupunkt möglichst nicht zu beeinflussen und falls erforderlich nicht zu stark abzusenken.Furthermore, there are manufacturing processes in which areas of coated steel strips are rolled to a smaller sheet thickness than other areas and corresponding sheet metal blanks with different degrees of rolling are then taken from them. This allows weight-optimized and load-adapted components to be produced. The ratio of the reduction in thickness during rolling to the initial thickness is called the rolling ratio. According to the invention, the degree of rolling only applies to a rolling process in which the coating with the anti-corrosion coating is already present on the substrate. The rolled areas with a smaller sheet thickness compared to the sheet thickness existing before rolling have a significantly higher density of defects in the steel substrate due to the rolling. This allows diffusible hydrogen to accumulate better in the rolled areas than in the unrolled areas, so that after hot forming and press hardening there is a higher diffusible hydrogen content. As a result, hydrogen-induced cracking can occur much more quickly after hot forming and press hardening in material rolled after coating. A known method of reducing the content of diffusible hydrogen in the component is to lower the dew point in the furnace in which the steel sheet is heated before forming, in order to thereby prevent the formation of diffusible hydrogen from the existing moisture during the oxidation of the substrate To reduce the furnace atmosphere and thereby also lower the H diff recording of the sheet metal part. However, lowering the dew point is more complex the lower the dew point has to be set. It is therefore desirable not to influence the dew point if possible and, if necessary, not to lower it too much.
Der vorliegenden Erfindung liegt somit die Aufgabe zu Grunde, ein Verfahren zur Herstellung von Blechformteilen umfassend ein Substrat mit einem Korrosionsschutzüberzug zur Verfügung zu stellen, mit dem entsprechende Blechformteile erhalten werden können, die einen möglichst geringen Hdiff-Gehalt aufweisen, um das Risiko einer wasserstoffinduzierten Rissbildung nach dem Warmumformen und im anschließenden Gebrauch zu minimieren. Des Weiteren ist es eine Aufgabe der vorliegenden Erfindung ein Verfahren bereitzustellen, mit dem es möglich ist, in einem warmgeformten Bauteil einen bestimmten Hdiff-Gehalt durch Auswahl verschiedener Ofenparameter in Abhängigkeit des Abwalzgrads und der Blechdicke des eingesetzten Stahlflachprodukts nicht zu überschreiten.The present invention is therefore based on the object of providing a method for producing sheet metal parts comprising a substrate with a corrosion protection coating, with which corresponding sheet metal parts can be obtained which have the lowest possible H diff content in order to reduce the risk of hydrogen-induced Minimize cracking after hot forming and during subsequent use. Furthermore, it is one The object of the present invention is to provide a method with which it is possible not to exceed a certain H diff content in a hot-formed component by selecting different furnace parameters depending on the degree of rolling and the sheet thickness of the flat steel product used.
Gelöst wird diese Aufgabe durch das erfindungsgemäße Verfahren zur Herstellung eines Blechformteils mit einem Gehalt an diffusiblem Wasserstoff Hdiff von bis 0,4 ppm umfassend wenigstens die Schritte:
(A) Bereitstellen eines Stahlflachproduktes umfassend
ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus
wobei das Stahlsubstrat auf mindestens einer Seite einen Korrosionsschutzüberzug auf Aluminium-Basis aufweist
und wobei das Stahlflachprodukt ein Abwalzgrad-Blechdickenverhältnis (WGB) von größer 0,8 bis 200, aufweist;
(B) Bestimmung eines WOP-Werts in Abhängigkeit des Abwalzgrad-Blechdickenverhältnisses WGB innerhalb einer Fläche aufgespannt durch gerade Verbindungsstrecken zwischen den Punkten P11 (WGB 0,8, WOP 100) und P13 (WGB 0,8, WOP 800), P13 (WGB 0,8, WOP 800) und P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) und P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) und P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) und P51 (WGB 150, WOP 100) sowie P51 (WGB 150, WOP 100) und P11 (WGB 0,8, WOP 100) in einem Koordinatensystem, in dem der WOP-Wert auf der y-Achse und das Abwalzgrad-Blechdickenverhältnis auf der x-Achse aufgetragen sind;
(C) Behandeln des Stahlflachproduktes bei einer mittleren Ofentemperatur TOfen (in K) für eine Dauer tOfen (in h) in einer Erwärmungsvorrichtung, wobei die Taupunkttemperatur der Ofenatmosphäre des Ofens TTaupunkt (in K), die mittlere Ofentemperatur TOfen (in K) und die Dauer tOfen (in h) gemäß der folgenden Gleichung der allgemeinen Formel (1) ![]()
(D) Umformen des aufgeheizten Stahlflachproduktes aus Schritt (C) in einem Formwerkzeug unter gleichzeitigem Abkühlen, um das Blechformteil zu erhalten.This object is achieved by the method according to the invention for producing a sheet metal part with a content of diffusible hydrogen H diff of up to 0.4 ppm, comprising at least the steps:
(A) Providing a flat steel product comprising
a steel substrate made of steel, which in addition to iron and unavoidable impurities (in% by weight).
wherein the steel substrate has an aluminum-based corrosion protection coating on at least one side
and wherein the flat steel product has a degree of rolling to sheet thickness ratio (WGB) of greater than 0.8 to 200;
(B) Determination of a WOP value depending on the degree of rolling to sheet thickness ratio WGB within an area spanned by straight connecting distances between the points P11 (WGB 0.8, WOP 100) and P13 (WGB 0.8, WOP 800), P13 (WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) and P51 (
(C) treating the flat steel product at a mean furnace temperature T furnace (in K) for a period t furnace (in h) in a heating device, where the dew point temperature of the furnace atmosphere of the furnace T dew point (in K), the mean furnace temperature T furnace (in K) and the duration t oven (in h) according to the following equation of the general formula (1)![]()
(D) Forming the heated flat steel product from step (C) in a mold with simultaneous cooling in order to obtain the sheet metal part.
Des Weiteren werden diese Aufgaben auch gelöst durch ein entsprechendes Blechformteil und durch die Verwendung des erfindungsgemäßen Blechformteils im Automobilsektor, insbesondere als Stoßstangenträger/-verstärkung, Tür-verstärkung, B-Säulen-Verstärkung, A-Säulen-Verstärkung, Dachrahmen oder Schweller.Furthermore, these tasks are also solved by a corresponding sheet metal part and by using the sheet metal part according to the invention in the automotive sector, in particular as a bumper support/reinforcement, door reinforcement, B-pillar reinforcement, A-pillar reinforcement, roof frame or sill.
Das erfindungsgemäße Verfahren dient dazu, ein Blechformteil mit einem Gehalt an diffusiblem Wasserstoff Hdiff von bis 0,4 ppm, bevorzugt 0,01 bis 0,4 ppm, besonders bevorzugt 0,05 bis 0,4 ppm, beispielsweise 0,1, 0,2, 0,3, oder 0,4 ppm, jeweils im Werkstoff nach Warmumformen herzustellen. Hdiff beschreibt dabei die Menge an Wasserstoffatomen, die in dem Stahlsubstrat nach Warmumformen in gelöster Form vorliegen. Der Gehalt an diffusiblem Wasserstoff ist dabei auf die Masse bezogen (analog zu den Gew.-%-Angaben bei Legierungselementen). Methoden zur Bestimmung des Hdiff-Gehalts sind dem Fachmann an sich bekannt, beispielsweise Desorptionsmassenspektrometrie mit erwärmten Proben (Thermal Desorption Mass Spectrometry (TDMS)). Im Sinne dieser Anmeldung wird der Gehalt an diffusiblem Wasserstoff Hdiff innerhalb von 48 Stunden nach Warmumformen bestimmt.The method according to the invention serves to produce a sheet metal part with a content of diffusible hydrogen H diff of up to 0.4 ppm, preferably 0.01 to 0.4 ppm, particularly preferably 0.05 to 0.4 ppm, for example 0.1, 0 ,2, 0.3, or 0.4 ppm, each in the material after hot forming. H diff describes the amount of hydrogen atoms that are present in dissolved form in the steel substrate after hot forming. The diffusible hydrogen content is based on the mass (analogous to the weight percent information for alloy elements). Methods for determining the H diff content are known to those skilled in the art, for example desorption mass spectrometry with heated samples (thermal desorption mass spectrometry (TDMS)). For the purposes of this application, the content of diffusible hydrogen H diff is determined within 48 hours after hot forming.
Gegenüber bekannten Stahlflachprodukten weist das Stahlsubstrat einen Stahl mit einem Aluminium-Gehalt auf, der mindestens 0,06 Gew.-%, bevorzugt mindestens 0,07 Gew.-%, insbesondere mindestens 0,08 Gew.-% beträgt. Bevorzugt beträgt der Aluminium-Gehalt mindestens 0,10 Gew.-%, besonders bevorzugt mindestens 0,11 Gew.-%, insbesondere mindestens 0,12 Gew.-%, bevorzugt mindestens 0,16 Gew.-%. Der maximale Aluminium-Gehalt beträgt 1,0 Gew.-%, insbesondere maximal 0,8 Gew.-% beträgt.Compared to known flat steel products, the steel substrate has a steel with an aluminum content that is at least 0.06% by weight, preferably at least 0.07% by weight, in particular at least 0.08% by weight. The aluminum content is preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight, in particular at least 0.12% by weight, preferably at least 0.16% by weight. The maximum aluminum content is 1.0% by weight, in particular a maximum of 0.8% by weight.
Bei einer ersten weitergebildeten Variante beträgt der Aluminium-Gehalt mindestens 0,07 Gew.-%, insbesondere mindestens 0,08 Gew.-% bevorzugt mindestens 0,10 Gew.-%, besonders bevorzugt mindestens 0,11 Gew.-%, insbesondere mindestens 0,12 Gew.-%, bevorzugt mindestens 0,16 Gew.-%. Der maximale Aluminium-Gehalt beträgt bei dieser Variante maximal 0,50 Gew.-%, insbesondere maximal 0,35 Gew.-%, bevorzugt maximal 0,25 Gew.-%, insbesondere maximal 0,24 Gew.-%.In a first further developed variant, the aluminum content is at least 0.07% by weight, in particular at least 0.08% by weight, preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight, in particular at least 0.12% by weight, preferably at least 0.16% by weight. The maximum aluminum content in this variant is a maximum of 0.50% by weight, in particular a maximum of 0.35% by weight, preferably a maximum of 0.25% by weight, in particular a maximum of 0.24% by weight.
Bei einer zweiten weitergebildeten Variante beträgt der Aluminium-Gehalt mindestens 0,50 Gew.-%, bevorzugt mindestens 0,60 Gew.-%, bevorzugt mindestens 0,70 Gew.-%. Der maximale Aluminium-Gehalt beträgt bei dieser Variante maximal 1,0 Gew.-%, insbesondere maximal 0,90 Gew.-%, bevorzugt maximal 0,80 Gew.-%.In a second, further developed variant, the aluminum content is at least 0.50% by weight, preferably at least 0.60% by weight, preferably at least 0.70% by weight. The maximum aluminum content in this variant is a maximum of 1.0% by weight, in particular a maximum of 0.90% by weight, preferably a maximum of 0.80% by weight.
Aluminium ("Al") wird bei der Erzeugung von Stahl bekanntermaßen als Desoxidationsmittel hinzugegeben. Zur sicheren Abbindung des in der Stahlschmelze enthaltenen Sauerstoffs werden mindestens 0,01 Gew.-% Al benötigt. Al kann darüber hinaus zusätzlich zur Abbindung von unerwünschten, jedoch herstellungsbedingt unvermeidbaren Gehalten an N verwendet werden. Vergleichsweise hohe Aluminium-Gehalte wurden bislang vermieden, da sich mit dem Aluminium-Gehalt auch die Ac3-Temperatur nach oben verschiebt. Dies wirkt sich negativ auf die, für die Warmumformung wichtige, Austenitisierung aus. Es hat sich jedoch gezeigt, dass erhöhte Aluminium-Gehalte überraschenderweise zu positiven Effekten führen in Verbindung mit einem Korrosionsschutzüberzug auf Aluminium-Basis.Aluminum ("Al") is known to be added as a deoxidizer in the production of steel. At least 0.01% by weight of Al is required to securely bind the oxygen contained in the steel melt. Al can also be used to bind undesirable but unavoidable levels of N due to production reasons. Comparatively high aluminum contents have so far been avoided because the aluminum content also shifts the Ac3 temperature upwards. This has a negative effect on austenitization, which is important for hot forming. However, it has been shown that increased aluminum contents surprisingly lead to positive effects in conjunction with an aluminum-based corrosion protection coating.
Beim Beschichten des Stahlflachproduktes mit einem Korrosionsschutzüberzug auf Aluminium-Basis und beim nachfolgenden Warmumformen von hiervon abgeteilten Blechzuschnitten zu Blechformteilen kommt es zu einer Diffusion von Eisen aus dem Stahlsubstrat in den flüssigen Korrosionsschutzüberzug. In der Interdiffusionszone werden dabei Eisen-Aluminidverbindungen mit höherer Dichte über eine mehrstufige Phasentransformation (Fe2Al5→Fe2Al→FeAl→Fe3Al) gebildet. Die Ausbildung von solchen dichteren Phasen ist mit einem höheren Aluminiumverbrauch als bei weniger dichten Phasen verbunden. Dieser lokal höhere Aluminiumverbrauch führt zur Entstehung von Poren (Leerstellen) in der erhaltenen Phase. Bevorzugt bilden sich diese Poren im Übergangsbereich zwischen Stahlsubstrat und Korrosionsschutzüberzug, wo der Anteil des zur Verfügung stehenden Aluminiums stark durch den Aluminium-Gehalt des Stahlsubstrates geprägt ist. Es kann insbesondere zu einer Ansammlung von Poren in Form eines Bandes im Übergangsbereich kommen.When the flat steel product is coated with an aluminum-based anti-corrosion coating and the subsequent hot forming of sheet metal blanks divided into sheet metal parts, iron diffuses from the steel substrate into the liquid anti-corrosion coating. In the interdiffusion zone, iron-aluminide compounds with higher density are formed via a multistage phase transformation (Fe 2 Al 5 →Fe 2 Al→FeAl→Fe 3 Al). The formation of such denser phases is associated with higher aluminum consumption than with less dense phases. This locally higher aluminum consumption leads to the formation of pores (vacancies) in the resulting phase. These pores preferably form in the transition area between the steel substrate and the corrosion protection coating, where the proportion of aluminum available is strongly influenced by the aluminum content of the steel substrate. In particular, there may be an accumulation of pores in the form of a band in the transition area.
Solche Poren und insbesondere ein Band von Poren verursachen vielfältige Probleme:
- Durch die Poren ist die mechanische Integrität in diesem Bereich reduziert. Es kann schneller zu Schichtablösung bei korrosiver Beanspruchung kommen.
- The pores reduce the mechanical integrity in this area. Layer detachment can occur more quickly under corrosive stress.
Zudem reduziert sich die übertragbare Kraft an der Verbindungsstelle zweier Bauteile nach Verkleben oder Verschweißen.
- Die Poren führen zu veränderten Strombahnen im Material beim Widerstandpunktschweißen, die die Schweißeignung negativ beeinflussen und so den Schweißbereich reduzieren.
- Bereits die Poren selbst erleichtern die Risseinleitung und Rissausbreitung beim statischen und dynamischen Biegen.
- The pores lead to changed current paths in the material during resistance spot welding, which negatively influence the weldability and thus reduce the welding area.
- The pores themselves facilitate crack initiation and propagation during static and dynamic bending.
Überraschenderweise hat sich gezeigt, dass durch die Erhöhung des Aluminium-Gehaltes ("Al") im Stahlsubstrat auf die beschriebenen Untergrenzen und darüber hinaus eine deutliche Reduzierung der Porenbildung bei der Beschichtung mit einem Korrosionsschutzüberzug auf Aluminium-Basis und der nachfolgenden Warmumformung erreicht werden kann. Insbesondere im Übergangsbereich zwischen Stahlsubstrat und Korrosionsschutzüberzug kann der lokal höhere Aluminiumverbrauch bei der Bildung dichterer Eisen-Aluminidverbindungen zumindest teilweise durch den Aluminium-Gehalt des Stahlsubstrates kompensiert werden, so dass die Bildung von Poren, insbesondere eines Bandes aus Poren, unterdrückt wird.Surprisingly, it has been shown that by increasing the aluminum content ("Al") in the steel substrate to the lower limits described and beyond, a significant reduction in pore formation can be achieved when coating with an aluminum-based corrosion protection coating and subsequent hot forming. Particularly in the transition area between the steel substrate and the anti-corrosion coating, the locally higher aluminum consumption can at least partially result in the formation of denser iron-aluminide compounds be compensated for by the aluminum content of the steel substrate, so that the formation of pores, in particular a band of pores, is suppressed.
Bei einem zu hohen Al-Gehalt, insbesondere bei Gehalten von mehr als 1,0 Gew-% Al, besteht die Gefahr, dass sich an der Oberfläche eines aus erfindungsgemäß legiertem Stahlwerkstoff gefertigten Produkts Al-Oxide bilden, die das Benetzungsverhalten beim Schmelztauchbeschichten verschlechtern würden. Zudem wird bei höheren Al-Gehalten die Bildung von nichtmetallischen Al-basierten Einschlüssen begünstigt, die als grobe Einschlüsse das Crashverhalten negativ beeinflussen. Daher wird der Al-Gehalt bevorzugt unterhalb der bereits genannten Obergrenzen gewählt.If the Al content is too high, in particular if the Al content is more than 1.0% by weight, there is a risk that Al oxides will form on the surface of a product made from steel material alloyed according to the invention, which would worsen the wetting behavior during hot-dip coating . In addition, higher Al contents promote the formation of non-metallic Al-based inclusions, which, as coarse inclusions, have a negative impact on crash behavior. The Al content is therefore preferably chosen to be below the upper limits already mentioned.
Unterstützt wird dabei insbesondere das Biegeverhalten des Blechbauteils durch den erfindungsgemäßen Niob-Gehalt ("Nb") von mindestens 0,001 Gew.-%. Bevorzugt beträgt der Niob-Gehalt mindestens 0,005 Gew.-%, insbesondere mindestens 0,010 Gew.-%, bevorzugt mindestens 0,015 Gew.-%, besonders bevorzugt mindestens 0,020 Gew.-%, insbesondere mindestens 0,024 Gew.-%, bevorzugt mindestens 0,025 Gew.-%.The bending behavior of the sheet metal component is particularly supported by the niobium content ("Nb") according to the invention of at least 0.001% by weight. The niobium content is preferably at least 0.005% by weight, in particular at least 0.010% by weight, preferably at least 0.015% by weight, particularly preferably at least 0.020% by weight, in particular at least 0.024% by weight, preferably at least 0.025% by weight .-%.
Der angegebenen Niob-Gehalt führt zu einer Verteilung von Niobkarbonitriden, die beim anschließenden Warmumformen zu einem besonders feinen Härtungsgefüge führt. Während des Abkühlens nach dem Schmelztauchbeschichten wird das beschichtete Stahlflachprodukt für eine gewisse Zeit in einem Temperaturbereich von 400 °C und 300 °C gehalten. In diesem Temperaturbereich besteht noch eine gewisse Diffusionsgeschwindigkeit von Kohlenstoff im Stahlsubstrat, während die thermodynamische Löslichkeit sehr gering ist. Somit diffundiert Kohlenstoff zu Gitterstörungen und sammelt sich dort. Gitterstörungen werden insbesondere durch gelöste Niob-Atome verursacht, die durch ihr deutlich höheres Atomvolumen das Atomgitter aufweiten und somit die Tetraeder- und Oktaederlücken im Atomgitter vergrößern, so dass die lokale Löslichkeit von C erhöht ist. Folglich ergeben sich Cluster von C und Nb im Stahlsubstrat, welche sich dann im nachfolgenden Austenitisierungsschritt der Warmumfomung zu sehr feinen Ausscheidungen umwandeln und als zusätzliche Austenitkeime wirken. Daher ergibt sich ein verfeinertes Austenitgefüge mit kleineren Austenitkörnern und damit auch ein verfeinertes Härtungsgefüge.The specified niobium content leads to a distribution of niobium carbonitrides, which leads to a particularly fine hardened structure during subsequent hot forming. During cooling after hot-dip coating, the coated flat steel product is kept in a temperature range of 400 °C and 300 °C for a certain time. In this temperature range there is still a certain rate of diffusion of carbon in the steel substrate, while the thermodynamic solubility is very low. Thus, carbon diffuses to lattice defects and accumulates there. Lattice disturbances are caused in particular by dissolved niobium atoms, which expand the atomic lattice due to their significantly higher atomic volume and thus increase the tetrahedral and octahedral gaps in the atomic lattice, so that the local solubility of C is increased. As a result, clusters of C and Nb arise in the steel substrate, which then transform into very fine precipitates in the subsequent austenitization step of hot forming and act as additional austenite nuclei. This results in a refined austenite structure with smaller austenite grains and thus also a refined hardening structure.
Dies betrifft insbesondere auch die sich in der Warmumformung ausbildende ferritische Interdiffusionsschicht. Das verfeinerte ferritische Gefüge in der Interdiffusionsschicht unterstützt die Reduzierung der Risseinleitungstendenzen unter Biegebelastungen.This particularly applies to the ferritic interdiffusion layer that forms during hot forming. The refined ferritic structure in the interdiffusion layer supports the reduction of crack initiation tendencies under bending loads.
Ein zu hoher Nb-Gehalt führt allerdings zu einer verzögerten Rekristallisierbarkeit. Daher beträgt der Nb-Gehalt maximal 0,2 Gew.-%. Weiterhin bevorzugt beträgt der Niob-Gehalt maximal 0,20 Gew.-%, insbesondere maximal 0,15 Gew.-%, bevorzugt maximal 0,10 Gew.-%, insbesondere maximal 0,05 Gew.-%.However, too high an Nb content leads to delayed recrystallizability. Therefore, the Nb content is a maximum of 0.2% by weight. Furthermore, the niobium content is preferably a maximum of 0.20% by weight, in particular a maximum of 0.15% by weight, preferably a maximum of 0.10% by weight, in particular a maximum of 0.05% by weight.
Aluminium und Niob haben beide einen Einfluss auf die Kornfeinung bei der Austenitisierung im Warmumformprozess. Es hat sich herausgestellt, dass Al neben Nb insbesondere das Kornwachstum bei erhöhten Temperaturen im Austenit (beispielsweise bei über 1200 °C) über eine verhältnismäßig frühe, d.h. bei relativ hohen Temperaturen stattfindende, Bildung von AIN verfeinert. Die Bildung von AIN ist gegenüber der Bildung von NbN bzw. NbC thermodynamisch begünstigt. Die Ausscheidung von AIN wirkt hier kornfeinend im Austenit und somit zähigkeitsverbessernd. Steigende Al/Nb-Verhältnisse verbessern diesen Effekt. Daher gilt optional für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt: ![]()
![]()
![]()
![]()
Bei höheren Mangan-Gehalten von Mn ≥ 1,7 Gew.-% sind dagegen auch höhere Verhältnisse möglich. Daher ist es vorteilhaft, optional bei höheren Mangan-Gehalten von 1,7 Gew.-% oder mehr ein Verhältnis von Al/Nb einzustellen für das gilt: ![]()
![]()
Bevorzugt ist für Mn ≥ 1,7 Gew.-% das Verhältnis Al/Nb ≤ 28.0, insbesondere ≤ 26.0, bevorzugt ≤ 24.0, besonders bevorzugt ≤ 22.0, bevorzugt ≤ 20.0, insbesondere ≤ 18.0, insbesondere ≤ 16.0, bevorzugt ≤ 14.0, besonders bevorzugt ≤ 12.0, insbesondere ≤10.0, bevorzugt ≤ 9.0, insbesondere ≤ 8.0, bevorzugt ≤ 7.0.For Mn ≥ 1.7% by weight, the ratio Al/Nb ≤ 28.0, in particular ≤ 26.0, preferably ≤ 24.0, particularly preferably ≤ 22.0, preferably ≤ 20.0, in particular ≤ 18.0, in particular ≤ 16.0, preferably ≤ 14.0, especially is preferred preferably ≤ 12.0, in particular ≤ 10.0, preferably ≤ 9.0, in particular ≤ 8.0, preferably ≤ 7.0.
Unabhängig von Mangan-Gehalt ist es also optional bevorzugt ein Verhältnis von Al/Nb einzustellen für das gilt: ![]()
![]()
Bevorzugt ist das Verhältnis Al/Nb ≤ 18.0, insbesondere ≤ 16.0, bevorzugt ≤ 14.0, besonders bevorzugt ≤ 12.0, insbesondere ≤10.0, bevorzugt ≤ 9.0, insbesondere ≤ 8.0, bevorzugt ≤ 7.0.The ratio Al/Nb is preferably ≤ 18.0, in particular ≤ 16.0, preferably ≤ 14.0, particularly preferably ≤ 12.0, in particular ≤ 10.0, preferably ≤ 9.0, in particular ≤ 8.0, preferably ≤ 7.0.
Kohlenstoff ("C") ist im Stahlsubstrat des Stahlflachproduktes in Gehalten von 0,06 - 0,5 Gew.-% enthalten. Derart eingestellte C-Gehalte tragen zur Härtbarkeit des Stahls bei, indem sie die Ferritund Bainitbildung verzögern sowie den Restaustenit im Gefüge stabilisieren. Ein Kohlenstoffgehalt von mindestens 0,06 Gew.-% ist erforderlich, um eine ausreichende Härtbarkeit und eine damit einhergehende hohe Festigkeit zu erzielen.Carbon ("C") is contained in the steel substrate of the flat steel product in amounts of 0.06 - 0.5% by weight. C contents set in this way contribute to the hardenability of the steel by delaying the formation of ferrite and bainite and stabilizing the residual austenite in the structure. A carbon content of at least 0.06% by weight is required to achieve sufficient hardenability and the associated high strength.
Durch hohe C-Gehalte kann allerdings die Schweißbarkeit negativ beeinflusst werden. Um die Schweißbarkeit zu verbessern, kann der Kohlenstoffgehalt auf 0,5 Gew.-% bevorzugt auf höchstens 0,50 Gew.-%, besonders bevorzugt 0,40 Gew.-%, bevorzugt maximal 0,38 Gew.-%, insbesondere maximal 0,35 Gew.-% eingestellt werden.However, high C contents can have a negative impact on weldability. In order to improve weldability, the carbon content can be set to 0.5% by weight, preferably at most 0.50% by weight, particularly preferably at most 0.40% by weight, preferably at most 0.38% by weight, in particular at most 0.35% by weight can be set.
Um die positiven Effekte der Anwesenheit von C besonders sicher nutzen zu können, können C-Gehalte von mindestens 0,10 Gew.-%, bevorzugt 0,11 Gew.-%, insbesondere mindestens 0,13 Gew.-%, bevorzugt mindestens 0,15 Gew.-% vorgesehen werden. Bei diesen Gehalten lassen sich unter Beachtung der weiteren Maßgaben der Erfindung Zugfestigkeiten des Blechformteils von mindestens 1000 MPa, insbesondere mindestens 1100 MPa nach Warmpressformen sicher erreichen.In order to be able to use the positive effects of the presence of C particularly safely, C contents of at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0 .15% by weight can be provided. At these levels, taking into account the further requirements of the invention, tensile strengths of the sheet metal part of at least 1000 MPa, in particular at least 1100 MPa, can be safely achieved after hot pressing.
Bei einer ersten weitergebildeten Variante beträgt der C-Gehalt mindestens 0,10 Gew.-%, bevorzugt 0,11 Gew.-%, insbesondere mindestens 0,13 Gew.-%, bevorzugt mindestens 0,15 Gew.-% vorgesehen werden. Der maximale C-Gehalt beträgt bei dieser Variante maximal 0,30 Gew.-%, insbesondere maximal 0,25 Gew.-%, bevorzugt maximal 0,25 Gew.-%. Bei diesen maximalen C-Gehalten kann die Schweißbarkeit nochmals deutlich verbessert und zusätzlich ein gutes Verhältnis von Kraftaufnahme und Biegewinkel im Biegeversuch nach VDA238-100 im pressgehärteten Zustand erreicht werden.In a first further developed variant, the C content is at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0.15% by weight. The maximum C content in this variant is a maximum of 0.30% by weight, in particular a maximum of 0.25% by weight, preferably a maximum of 0.25% by weight. With these maximum C contents, weldability can be significantly improved and a good ratio of force absorption and bending angle can also be achieved in the bending test according to VDA238-100 in the press-hardened state.
Bei einer zweiten weitergebildeten Variante beträgt der C-Gehalt mindestens 0,25 Gew.-%, bevorzugt mindestens 0,30 Gew.-%, insbesondere mindestens 0,32 Gew.-%. Der maximale C-Gehalt beträgt bei dieser Variante maximal 0,5 Gew.-%, insbesondere maximal 0,50 Gew.-%, bevorzugt maximal 0,40 Gew.-%, bevorzugt maximal 0,38 Gew.-%, insbesondere maximal 0,35 Gew.-%.In a second, further developed variant, the C content is at least 0.25% by weight, preferably at least 0.30% by weight, in particular at least 0.32% by weight. The maximum C content in this variant is a maximum of 0.5% by weight, in particular a maximum of 0.50% by weight, preferably a maximum of 0.40% by weight, preferably a maximum of 0.38% by weight, in particular a maximum of 0.35% by weight. -%.
Bei einer dritten weitergebildeten Variante beträgt der C-Gehalt mindestens 0,30 Gew.-%, bevorzugt mindestens 0,35 Gew.-%, insbesondere mindestens 0,40 Gew.-%, bevorzugt maximal 0,44 Gew-%. Der maximale C-Gehalt beträgt bei dieser Variante maximal 0,5 Gew.-%, insbesondere maximal 0,50 Gew.-%, bevorzugt maximal 0,48 Gew.-%.In a third, further developed variant, the C content is at least 0.30% by weight, preferably at least 0.35% by weight, in particular at least 0.40% by weight, preferably at most 0.44% by weight. The maximum C content in this variant is a maximum of 0.5% by weight, in particular a maximum of 0.50% by weight, preferably a maximum of 0.48% by weight.
Silizium ("Si") wird zur weiteren Erhöhung der Härtbarkeit des Stahlflachprodukts sowie der Festigkeit des pressgehärteten Produkts über Mischkristallverfestigung verwendet. Silizium ermöglicht außerdem den Einsatz von Ferro-Silizio-Mangan als Legierungsmittel, was sich begünstigend auf die Produktionskosten auswirkt. Ab einem Si-Gehalt von 0,05 Gew.-% stellt sich bereits ein Härtungseffekt ein. Ab einem Si-Gehalt von mindestens 0,15 Gew.-%, insbesondere mindestens 0,20 Gew.-% tritt ein signifikanter Anstieg der Festigkeit auf. Si-Gehalte oberhalb von 0,6 Gew.-% wirken sich nachteilig auf das Beschichtungsverhalten aus, insbesondere bei Al-basierten Beschichtungen. Si-Gehalte von höchstens 0,50 Gew.-%, insbesondere höchstens 0,30 Gew.-% werden bevorzugt eingestellt, um die Oberflächenqualität des beschichteten Stahlflachprodukts zu verbessern.Silicon ("Si") is used to further increase the hardenability of the flat steel product as well as the strength of the press-hardened product via solid solution strengthening. Silicon also enables the use of ferro-silizio-manganese as an alloying agent, which has a beneficial effect on production costs. A hardening effect occurs from an Si content of 0.05% by weight. From an Si content of at least 0.15% by weight, in particular at least 0.20% by weight, a significant increase in strength occurs. Si contents above 0.6% by weight have a detrimental effect on the coating behavior, especially with Al-based coatings. Si contents of at most 0.50% by weight, in particular at most 0.30% by weight, are preferably set in order to improve the surface quality of the coated flat steel product.
Mangan ("Mn") wirkt als härtendes Element, indem es die Ferrit- und die Bainitbildung stark verzögert. Bei Mangangehalten kleiner 0,4 Gew.-% werden während des Presshärtens selbst bei sehr schnellen Abkühlgeschwindigkeiten signifikante Anteile von Ferrit und Bainit gebildet, was vermieden werden sollte. Mn-Gehalte von mindestens 0,7 Gew.-%, bevorzugt mindestens 0,8 Gew.-%, insbesondere von mindestens 0,9 Gew.-%, besonders bevorzugt von mindestens 1,10 Gew.-%, sind vorteilhaft, wenn ein martensitisches Gefüge insbesondere in Bereichen größerer Umformung gewährleistet werden soll. Mangangehalte von mehr als 3,0 Gew.-% wirken sich nachteilig auf die Verarbeitungseigenschaften aus, weshalb der Mn-Gehalt erfindungsgemäßer Stahlflachprodukte auf höchstens 3,0 Gew.-%, bevorzugt höchstens 2,5 Gew.-% beschränkt ist. Vor allem die Schweißbarkeit ist stark eingeschränkt, weshalb der Mn-Gehalt bevorzugt auf höchstens 1,6 Gew.-% und insbesondere auf 1,3 Gew.-% beschränkt ist. Mangangehalte kleiner oder gleich 1,6 Gew.-% werden darüber hinaus auch aus ökonomischen Gründen bevorzugt.Manganese ("Mn") acts as a hardening element by greatly retarding ferrite and bainite formation. With manganese contents of less than 0.4% by weight, significant proportions of ferrite and bainite are formed during press hardening, even at very fast cooling rates, which should be avoided. Mn contents of at least 0.7% by weight, preferably at least 0.8% by weight, in particular at least 0.9% by weight, particularly preferably at least 1.10% by weight, are advantageous if A martensitic structure should be ensured, especially in areas of larger forming. Manganese contents of more than 3.0% by weight have a disadvantageous effect on the processing properties, which is why the Mn content of flat steel products according to the invention is limited to a maximum of 3.0% by weight, preferably a maximum of 2.5% by weight. In particular, weldability is severely limited, which is why the Mn content is preferably limited to a maximum of 1.6% by weight and in particular to 1.3% by weight. Manganese contents of less than or equal to 1.6% by weight are also preferred for economic reasons.
Titan ("Ti") ist ein Mikrolegierungselement, welches hinzulegiert wird, um zur Kornfeinung beizutragen, wobei mindestens 0,001 Gew.-% Ti, insbesondere mindestens 0,004 Gew.-%, bevorzugt mindestens 0,010 Gew.-% Ti, für eine ausreichende Verfügbarkeit hinzugegeben werden sollten. Ab 0,10 Gew.-% Ti verschlechtert sich die Kaltwalzbarkeit und Rekristallisierbarkeit deutlich, weshalb größere Ti-Gehalte vermieden werden sollten. Um die Kaltwalzbarkeit zu verbessern, kann der Ti-Gehalt bevorzugt auf 0,08 Gew.-%, insbesondere auf 0,038 Gew.-%, besonders bevorzugt auf 0,020 Gew.-%, insbesondere 0,015 Gew.-% beschränkt sein. Titan hat zudem den Effekt, Stickstoff abzubinden und es so Bor zu ermöglichen, seine stark ferrithemmende Wirkung zu entfalten. Daher beträgt bei einer bevorzugten Weiterbildung der Titan-Gehalt mehr als das 3,42-fache des Stickstoffgehaltes, um eine ausreichende Abbindung von Stickstoff zu erreichen.Titanium ("Ti") is a microalloy element that is alloyed to contribute to grain refinement, with at least 0.001% by weight of Ti, in particular at least 0.004% by weight, preferably at least 0.010% by weight of Ti, should be added for sufficient availability. From 0.10% by weight of Ti, cold rolling and recrystallizability deteriorate significantly, which is why larger Ti contents should be avoided. In order to improve the cold-rollability, the Ti content can preferably be limited to 0.08% by weight, in particular to 0.038% by weight, particularly preferably to 0.020% by weight, in particular 0.015% by weight. Titanium also has the effect of binding nitrogen and thus allowing boron to develop its strong ferrite-inhibiting effect. Therefore, in a preferred development, the titanium content is more than 3.42 times the nitrogen content in order to achieve sufficient binding of nitrogen.
Bor ("B") wird hinzulegiert, um die Härtbarkeit des Stahlflachprodukts zu verbessern, indem auf den Austenitkorngrenzen angelagerte Boratome oder Borausscheidungen die Korngrenzenenergie verringern, wodurch die Nukleation von Ferrit während des Presshärtens unterdrückt wird. Ein deutlicher Effekt auf die Härtbarkeit tritt bei Gehalten von mindestens 0,0005 Gew.-%, bevorzugt mindestens 0,0007 Gew.-%, insbesondere mindestens 0,0010 Gew.-%, insbesondere mindestens 0,0020 Gew.-% auf. Bei Gehalten über 0,01 Gew.-% bilden sich hingegen vermehrt Borkarbide, Bornitride oder Bornitrokarbide, welche wiederum bevorzugte Keimstellen für die Nukleation von Ferrit darstellen und den härtenden Effekt wieder absenken. Aus diesem Grund wird der Borgehalt auf höchstens 0,01 Gew.-%, bevorzugt höchstens 0,0100 Gew.-%, bevorzugt höchstens 0,0050 Gew.-%, insbesondere höchstens 0,0035 Gew.-%, insbesondere höchstens 0,0030 Gew.-%, bevorzugt höchstens 0,0025 Gew.-% beschränkt.Boron ("B") is alloyed to improve the hardenability of the flat steel product by having boron atoms or boron precipitates attached to the austenite grain boundaries reduce the grain boundary energy, thereby suppressing the nucleation of ferrite during press hardening. A clear effect on hardenability occurs at levels of at least 0.0005% by weight, preferably at least 0.0007% by weight, in particular at least 0.0010% by weight, in particular at least 0.0020% by weight. At levels above 0.01% by weight, however, boron carbides, boron nitrides or boron nitrocarbides are increasingly formed, which in turn represent preferred nucleation sites for the nucleation of ferrite and reduce the hardening effect again. For this reason, the boron content is set to at most 0.01% by weight, preferably at most 0.0100% by weight, preferably at most 0.0050% by weight, in particular at most 0.0035% by weight, in particular at most 0. 0030% by weight, preferably at most 0.0025% by weight.
Phosphor ("P") und Schwefel ("S") sind Elemente, die als Verunreinigungen durch Eisenerz in den Stahl eingeschleppt werden und nicht vollständig im großtechnischen Stahlwerksprozess beseitigt werden können. Der P-Gehalt und der S-Gehalt sollten so gering wie möglich gehalten werden, da sich die mechanischen Eigenschaften wie zum Beispiel die Kerbschlagarbeit mit zunehmendem P-Gehalt bzw. S-Gehalt verschlechtern. Ab P-Gehalten von 0,03 Gew.-% tritt zudem eine beginnende Versprödung des Martensits auf, weshalb der P-Gehalt eines erfindungsgemäßen Stahlflachprodukts auf höchstens 0,03 Gew.-%, insbesondere höchstens 0,02 Gew.-%, begrenzt ist. Der S-Gehalt eines erfindungsgemäßen Stahlflachprodukts ist auf höchstens 0,02 Gew.-%, bevorzugt höchstens 0,0010 Gew.-%, insbesondere höchstens 0,005 Gew.-%, begrenzt.Phosphorus ("P") and sulfur ("S") are elements that are introduced into steel as impurities by iron ore and cannot be completely eliminated in the large-scale steelworks process. The P content and the S content should be kept as low as possible, since the mechanical properties such as the impact energy deteriorate with increasing P content or S content. From P contents of 0.03% by weight, the martensite begins to become brittle, which is why the P content of a flat steel product according to the invention is limited to a maximum of 0.03% by weight, in particular a maximum of 0.02% by weight is. The S content of a flat steel product according to the invention is limited to a maximum of 0.02% by weight, preferably a maximum of 0.0010% by weight, in particular a maximum of 0.005% by weight.
Stickstoff ("N") ist ebenfalls aufgrund des Stahlfertigungsprozesses in geringen Mengen im Stahl als Verunreinigungen vorhanden. Der N-Gehalt ist möglichst gering zu halten und sollte höchstens 0,02 Gew.-% betragen. Insbesondere bei Legierungen, die Bor enthalten, ist Stickstoff schädlich, da es durch die Bildung von Bornitriden den umwandlungsverzögernden Effekt von Bor verhindert, weshalb der Stickstoffgehalt in diesem Fall bevorzugt höchstens 0,010 Gew.-%, insbesondere höchstens 0,007 Gew.-%, betragen sollte.Nitrogen ("N") is also present in small amounts in steel as an impurity due to the steel manufacturing process. The N content should be kept as low as possible and should not exceed 0.02% by weight. Nitrogen is particularly harmful for alloys that contain boron, since it prevents the conversion-retarding effect of boron through the formation of boron nitrides, which is why the nitrogen content in this case should preferably be at most 0.010% by weight, in particular at most 0.007% by weight.
Weitere typische Verunreinigungen sind Zinn ("Sn") und Arsen ("As"). Der Sn-Gehalt beträgt maximal 0,03 Gew.-%, bevorzugt maximal 0,02 Gew.-%. Der As-Gehalt beträgt maximal 0,01 Gew.-%, insbesondere maximal 0,005 Gew.-%.Other typical impurities are tin (“Sn”) and arsenic (“As”). The Sn content is a maximum of 0.03% by weight, preferably a maximum of 0.02% by weight. The As content is a maximum of 0.01% by weight, in particular a maximum of 0.005% by weight.
Neben den zuvor erläuterten Verunreinigungen P, S, N, Sn und As können auch noch weitere Elemente als Verunreinigungen im Stahl vorhanden sein. Diese weiteren Elemente werden unter den "unvermeidbaren Verunreinigungen" zusammengefasst. Bevorzugt beträgt der Gehalt an diesen "unvermeidbaren Verunreinigungen" in Summe maximal 0,2 Gew.-%, bevorzugt maximal 0,1 Gew.-%. Die nachfolgend beschriebenen optionalen Legierungselemente Cr, Cu, Mo, Ni, V, Ca und W, für die eine Untergrenze angegeben ist, können auch in Gehalten unterhalb der jeweilige Untergrenze als unvermeidbare Verunreinigungen im Stahlsubstrat vorkommen. In dem Fall werden sie ebenfalls zu den "unvermeidbaren Verunreinigungen" gezählt, deren Gesamtgehalt auf maximal 0,2 Gew.-%, bevorzugt maximal 0,1 Gew.-% begrenzt ist.In addition to the previously explained impurities P, S, N, Sn and As, other elements can also be present as impurities in the steel. These other elements are grouped under the “unavoidable impurities”. The total content of these “unavoidable impurities” is preferably a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight. The optional alloying elements Cr, Cu, Mo, Ni, V, Ca and W described below, for which a lower limit is specified, can also occur in levels below the respective lower limit as unavoidable impurities in the steel substrate. In this case, they are also counted among the "unavoidable impurities", the total content of which is limited to a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight.
Chrom, Kupfer, Molybdän, Nickel, Vanadium, Calzium und Wolfram können dem Stahl eines erfindungsgemäßen Stahlflachprodukts jeweils einzeln oder in Kombination miteinander optional hinzulegiert werden.Chromium, copper, molybdenum, nickel, vanadium, calcium and tungsten can optionally be alloyed into the steel of a flat steel product according to the invention, individually or in combination with each other.
Chrom ("Cr") unterdrückt die Bildung von Ferrit und Perlit während einer beschleunigten Abkühlung eines erfindungsgemäßen Stahlflachprodukts und ermöglicht eine vollständige Martensitbildung auch bei geringeren Abkühlraten, wodurch eine Steigerung der Härtbarkeit erzielt wird.Chromium ("Cr") suppresses the formation of ferrite and pearlite during accelerated cooling of a flat steel product according to the invention and enables complete martensite formation even at lower cooling rates, thereby achieving an increase in hardenability.
Diese genannten Effekte stellen sich ab einem Gehalt von 0,01 Gew.-% ein, wobei sich ein Gehalt von mindestens 0,10 Gew.-%, bevorzugt mindestens 0,15 Gew.-% in der Praxis für eine sichere Prozessführung bewährt hat. Zu hohe Gehalte an Cr beeinträchtigen allerdings die Beschichtbarkeit des Stahls. Deshalb ist der Cr-Gehalt des Stahls eines des Stahlsubstrates auf höchstens 1,0 Gew.-%, insbesondere maximal 0,75 Gew.-%, bevorzugt maximal 0,50 Gew.-% beschränkt.These effects mentioned occur from a content of 0.01% by weight, with a content of at least 0.10% by weight, preferably at least 0.15% by weight, having proven itself in practice for safe process management . However, excessive Cr contents impair the ability of the steel to be coated. Therefore, the Cr content of the steel of one of the steel substrate is limited to a maximum of 1.0% by weight, in particular a maximum of 0.75% by weight, preferably a maximum of 0.50% by weight.
Vanadium (V) kann optional in Gehalten von 0,001 - 1,0 Gew.-% hinzulegiert werden. Bevorzugt beträgt der Vanadium-Gehalt maximal 0,3 Gew.-%. Aus Kostengründen wird maximal 0,2 Gew.% Vanadium hinzulegiert.Vanadium (V) can optionally be alloyed in amounts of 0.001 - 1.0% by weight. The vanadium content is preferably a maximum of 0.3% by weight. For cost reasons, a maximum of 0.2% by weight of vanadium is added.
Kupfer (Cu) kann optional hinzulegiert werden, um bei Zugaben von mindestens 0,01 Gew.-%, bevorzugt mindestens 0,010 Gew.-%, insbesondere mindestens 0,015 Gew.-% die Härtbarkeit zu erhöhen. Darüber hinaus verbessert Kupfer den Widerstand gegen atmosphärische Korrosion unbeschichteter Bleche oder Schnittkanten. Bei einem zu hohen Cu-Gehalt verschlechtert sich die Warmwalzbarkeit aufgrund niedrigschmelzender Cu-Phasen an der Oberfläche deutlich, weshalb der Cu-Gehalt auf höchstens 0,2 Gew.-%, bevorzugt höchstens 0,1 Gew.-%, insbesondere maximal 0,10 Gew.-% beschränkt ist.Copper (Cu) can optionally be alloyed in order to increase hardenability with additions of at least 0.01% by weight, preferably at least 0.010% by weight, in particular at least 0.015% by weight. In addition, copper improves the resistance to atmospheric corrosion of uncoated sheets or cut edges. If the Cu content is too high, the hot-rollability deteriorates significantly due to low-melting Cu phases on the surface, which is why the Cu content is limited to a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight, in particular a maximum of 0. 10% by weight is limited.
Molybdän (Mo) kann zur Verbesserung der Prozessstabilität optional hinzugegeben werden, da es die Ferritbildung deutlich verlangsamt. Ab Gehalten von 0,002 Gew.-% bilden sich dynamisch Molybdän-Kohlenstoff Cluster bis hin zu ultrafeinen Molybdänkarbiden auf den Korngrenzen, welche die Beweglichkeit der Korngrenze und somit diffusive Phasenumwandlungen deutlich verlangsamen. Außerdem wird durch Molybdän die Korngrenzenenergie verringert, was die Nukleationsrate von Ferrit verringert. Bevorzugt beträgt der Mo-Gehalt mindestens 0,004 Gew.-%, insbesondere mindestens 0,01 Gew.-%. Aufgrund der hohen Kosten, welche mit einer Legierung von Molybdän verbunden sind, sollte der Gehalt höchstens 0,3 Gew.-%, insbesondere höchstens 0,10 Gew.-%, bevorzugt höchstens 0,08 Gew.-% betragen.Molybdenum (Mo) can optionally be added to improve process stability as it significantly slows ferrite formation. From a content of 0.002% by weight, dynamic molybdenum-carbon clusters up to ultrafine molybdenum carbides form on the grain boundaries, which significantly slow down the mobility of the grain boundary and thus diffusive phase transformations. Molybdenum also reduces the grain boundary energy, which reduces the nucleation rate of ferrite. The Mo content is preferably at least 0.004% by weight, in particular at least 0.01% by weight. Due to the high costs associated with a molybdenum alloy, the content should be at most 0.3% by weight, in particular at most 0.10% by weight, preferably at most 0.08% by weight.
Nickel (Ni) stabilisiert die austenitische Phase und kann optional hinzulegiert werden, um die Ac3-Temperatur zu verringern und die Bildung von Ferrit und Bainit zu unterdrücken. Nickel hat darüber hinaus einen positiven Einfluss auf die Warmwalzbarkeit, insbesondere, wenn der Stahl Kupfer enthält. Kupfer verschlechtert die Warmwalzbarkeit. Um dem negativen Einfluss von Kupfer auf die Warmwalzbarkeit entgegenzuwirken, können dem Stahl 0,01 Gew.-% Nickel hinzulegiert werden, bevorzugt beträgt der Ni-Gehalt mindestens 0,020 Gew.-%. Aus ökonomischen Gründen sollte der Nickelgehalt auf höchstens 0,5 Gew.-%, insbesondere höchstens 0,20 Gew.-%, beschränkt bleiben. Bevorzugt beträgt der Ni-Gehalt maximal 0,10 Gew.-%.Nickel (Ni) stabilizes the austenitic phase and can optionally be alloyed to reduce the Ac3 temperature and suppress the formation of ferrite and bainite. Nickel also has a positive influence on hot-rollability, especially if the steel contains copper. Copper impairs hot-rollability. In order to counteract the negative influence of copper on hot-rollability, 0.01% by weight of nickel can be alloyed into the steel; the Ni content is preferably at least 0.020% by weight. For economic reasons, the nickel content should remain limited to a maximum of 0.5% by weight, in particular a maximum of 0.20% by weight. The Ni content is preferably a maximum of 0.10% by weight.
Calcium (Ca) dient in Stählen zur Einformung von nichtmetallischen Einschlüssen, insbesondere von Mangansulfiden. Durch die rundliche Einformung wird die negative Wirkung der Einschlüsse auf die Warmumformbarkeit, Dauerfestigkeit und Zähigkeit deutlich reduziert. Um diesen Effekt auch bei einem erfindungsgemäßen Stahlflachprodukt zu nutzen, kann ein erfindungsgemäßes Stahlflachprodukt optional mindestens 0,0005 Gew.-% Ca, insbesondere mindestens 0,0010 Gew.-%, bevorzugt mindestens 0,0020 Gew.-% enthalten. Der maximale Ca-Gehalt beträgt 0,01 Gew.-%, insbesondere maximal 0,007 Gew.-%, bevorzugt maximal 0,005 Gew.-%. Bei zu hohen Ca-Gehalten wächst die Wahrscheinlichkeit, dass sich nichtmetallische Einschlüsse unter Beteiligung von Ca bilden, die den Reinheitsgrad des Stahles und auch seine Zähigkeit verschlechtern. Aus diesem Grund sollte eine Obergrenze des Ca-Gehalts von höchstens 0,005 Gew-%, vorzugsweise höchstens 0,003 Gew-%, insbesondere höchstens 0,002 Gew.-%, bevorzugt maximal 0,001 Gew.-% eingehalten werden.Calcium (Ca) is used in steels to form non-metallic inclusions, especially manganese sulfides. The rounded shape significantly reduces the negative effect of the inclusions on hot formability, fatigue strength and toughness. In order to also use this effect in a flat steel product according to the invention, a flat steel product according to the invention can optionally contain at least 0.0005% by weight of Ca, in particular at least 0.0010% by weight, preferably at least 0.0020% by weight. The maximum Ca content is 0.01% by weight, in particular a maximum of 0.007% by weight, preferably a maximum of 0.005% by weight. If too high Ca content increases the likelihood that non-metallic inclusions involving Ca will form, which will worsen the purity of the steel and also its toughness. For this reason, an upper limit of the Ca content of at most 0.005% by weight, preferably at most 0.003% by weight, in particular at most 0.002% by weight, preferably at most 0.001% by weight, should be maintained.
Wolfram (W) kann optional in Gehalten von 0,001 - 1,0 Gew.-% zur Verlangsamung der Ferritbildung hinzulegiert werden. Ein positiver Effekt auf die Härtbarkeit ergibt sich bereits bei W-Gehalten von mindestens 0,001 Gew.-%. Aus Kostengründen wird maximal 1,0 Gew.-% Wolfram hinzulegiert.Tungsten (W) can optionally be alloyed in amounts of 0.001 - 1.0% by weight to slow ferrite formation. A positive effect on hardenability occurs with W contents of at least 0.001% by weight. For cost reasons, a maximum of 1.0% by weight of tungsten is added.
Bei bevorzugten Weiterbildungen beträgt die Summe des Mn-Gehaltes und des Cr-Gehaltes ("Mn+Cr") mehr als 0,7 Gew.-%, insbesondere mehr als 0,8 Gew.-%, bevorzugt mehr als 1,1 Gew.-%. Unterhalb einer Mindestsumme beider Elemente geht deren notwendige umwandlungshemmende Wirkung verloren. Unabhängig davon beträgt die Summe des Mn-Gehaltes und des Cr-Gehaltes weniger als 3,5 Gew.-%, bevorzugt weniger als 2,5 Gew.-%, insbesondere weniger als 2,0 Gew.-%, besonders bevorzugt weniger als 1,5 Gew.-%. Die oberen Grenzwerte beider Elemente entstehen durch die Sicherstellung der Beschichtungsperformance und zur Gewährleistung ausreichenden Schweißverhaltens.In preferred developments, the sum of the Mn content and the Cr content ("Mn+Cr") is more than 0.7% by weight, in particular more than 0.8% by weight, preferably more than 1.1% by weight .-%. Below a minimum sum of both elements, their necessary conversion-inhibiting effect is lost. Regardless of this, the sum of the Mn content and the Cr content is less than 3.5% by weight, preferably less than 2.5% by weight, in particular less than 2.0% by weight, particularly preferably less than 1.5% by weight. The upper limit values for both elements are created to ensure coating performance and to ensure sufficient welding behavior.
Die vorstehenden Erläuterungen zu Elementgehalten und deren bevorzugten Grenzen gelten entsprechend für das im folgenden beschriebene Blechformteil.The above explanations regarding element contents and their preferred limits apply accordingly to the sheet metal part described below.
Das Stahlflachprodukt umfasst einen Korrosionsschutzüberzug, um das Stahlsubstrat beim Warmumformen und bei der Verwendung des erzeugten Blechformteils vor Oxidation und Korrosion zu schützen.The flat steel product includes an anti-corrosion coating to protect the steel substrate from oxidation and corrosion during hot forming and use of the formed sheet metal part.
Bei einer speziellen Ausführungsform umfasst das Stahlflachprodukt bevorzugt einen Korrosionsschutzüberzug auf Aluminium-Basis. Dabei kann der Korrosionsschutzüberzug einseitig oder beidseitig auf dem Stahlflachprodukt aufgebracht sein. Als die beiden Seiten des Stahlflachproduktes werden die beiden sich gegenüberliegenden großen Flächen des Stahlflachproduktes bezeichnet. Die schmalen Flächen werden als Kanten bezeichnet.In a special embodiment, the flat steel product preferably comprises an aluminum-based anti-corrosion coating. The corrosion protection coating can be applied to one or both sides of the flat steel product. The two opposing large surfaces of the flat steel product are referred to as the two sides of the flat steel product. The narrow surfaces are called edges.
Ein solcher Korrosionsschutzüberzug wird bevorzugt durch Schmelztauchbeschichten des Stahlflachproduktes erzeugt. Dabei wird das Stahlflachprodukt durch eine flüssige Schmelze geführt, die aus bis 15 Gew.-% Si bevorzugt mehr als 1,0%, optional 2-4 Gew.-% Fe, optional bis zu 5 Gew.-% Alkali- oder Erdalkalimetalle, bevorzugt bis zu 1,0% Gew.-% Alkali- oder Erdalkalimetalle, und optional bis zu 15 % Gew.-% Zn, bevorzugt bis zu 10 Gew.-% Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht.Such a corrosion protection coating is preferably produced by hot-dip coating the flat steel product. The flat steel product is passed through a liquid melt, which consists of up to 15% by weight of Si, preferably more than 1.0%, optionally 2-4% by weight of Fe, optionally up to 5% by weight of alkali or alkaline earth metals, preferably up to 1.0% by weight. % alkali or alkaline earth metals, and optionally up to 15% by weight of Zn, preferably up to 10% by weight of Zn and optional further components, the total contents of which are limited to a maximum of 2.0% by weight, and as The rest is aluminum.
Bei einer bevorzugten Variante beträgt der Si-Gehalt der Schmelze 1,0-3,5 Gew.-% oder 7-12 Gew.-%, insbesondere 8-10 Gew.-%.In a preferred variant, the Si content of the melt is 1.0-3.5% by weight or 7-12% by weight, in particular 8-10% by weight.
Bei einer bevorzugten Variante umfasst der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Schmelze 0,1 - 1,0 Gew.-% Mg, insbesondere 0,1 - 0,7 Gew.-% Mg, bevorzugt 0,1 - 0,5 Gew.-% Mg. Weiterhin kann der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Schmelze insbesondere mindestens 0,0015 Gew.-% Ca, insbesondere mindestens 0,01 Gew.-% Ca, umfassen.In a preferred variant, the optional content of alkali or alkaline earth metals in the melt comprises 0.1 - 1.0% by weight of Mg, in particular 0.1 - 0.7% by weight of Mg, preferably 0.1 - 0. 5% by weight of Mg. Furthermore, the optional content of alkali or alkaline earth metals in the melt can comprise in particular at least 0.0015% by weight of Ca, in particular at least 0.01% by weight of Ca.
Beim Schmelztauchbeschichten diffundiert Eisen aus dem Stahlsubstrat in den flüssigen Überzug, so dass der Korrosionsschutzüberzug des Stahlflachproduktes beim Erstarren insbesondere eine Legierungsschicht und eine Al-Basisschicht aufweist.During hot-dip coating, iron diffuses from the steel substrate into the liquid coating, so that the corrosion protection coating of the flat steel product has, in particular, an alloy layer and an Al base layer when it solidifies.
Die Legierungsschicht liegt auf dem Stahlsubstrat auf und grenzt unmittelbar an dieses an. Die Legierungsschicht wird im Wesentlichen aus Aluminium und Eisen gebildet. Die übrigen Elemente aus dem Stahlsubstrat oder der Schmelzenzusammensetzung reichern sich nicht signifikant in der Legierungsschicht an. Bevorzugt besteht die Legierungsschicht aus 35-60 Gew.-% Fe, bevorzugt α-Eisen, optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 5,0 Gew.-%, bevorzugt 2,0% beschränkt sind, und als Rest Aluminium, wobei der Al-Gehalt bevorzugt in Richtung Oberfläche ansteigt. Die optionalen weiteren Bestandteile beinhalten insbesondere die übrigen Bestandteile der Schmelze (das heißt Silizium und gegebenenfalls Alkali- oder Erdalkalimetalle, insbesondere Mg bzw. Ca) und die übrigen Anteile des Stahlsubstrates zusätzlich zu Eisen.The alloy layer lies on the steel substrate and is directly adjacent to it. The alloy layer is essentially formed from aluminum and iron. The remaining elements from the steel substrate or the melt composition do not accumulate significantly in the alloy layer. The alloy layer preferably consists of 35-60% by weight of Fe, preferably α-iron, optional further components, the total content of which is limited to a maximum of 5.0% by weight, preferably 2.0%, and the balance is aluminum, whereby the Al content increases preferably towards the surface. The optional further components include in particular the remaining components of the melt (i.e. silicon and optionally alkali or alkaline earth metals, in particular Mg or Ca) and the remaining components of the steel substrate in addition to iron.
Die Al-Basisschicht liegt auf der Legierungsschicht und grenzt unmittelbar an diese an. Bevorzugt entspricht die Zusammensetzung der Al-Basisschicht der Zusammensetzung der Schmelze des Schmelzbades. Das heißt, sie besteht aus 0,1 - 15 Gew.-% Si, optional 2-4 Gew.-% Fe, optional zu 5 Gew.-% Alkali- oder Erdalkalimetalle, bevorzugt bis zu 1,0% Gew.-% Alkali- oder Erdalkalimetalle, optional bis zu 15 % Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium.The Al base layer lies on the alloy layer and is directly adjacent to it. The composition of the Al base layer preferably corresponds to the composition of the melt of the melt pool. This means that it consists of 0.1 - 15% by weight of Si, optionally 2-4% by weight of Fe, optionally 5% by weight of alkali or alkaline earth metals, preferably up to 1.0% by weight. Alkaline or alkaline earth metals, optionally up to 15% Zn and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the balance aluminum.
Bei einer bevorzugten Variante der Al-Basisschicht umfasst der optionale Gehalt an Alkali- oder Erdalkalimetallen 0,1 - 1,0 Gew.-% Mg, insbesondere 0,1- 0,7 Gew.-% Mg, bevorzugt 0,1- 0,5 Gew.-% Mg. Weiterhin kann der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Al-Basisschicht insbesondere mindestens 0,0015 Gew.-% Ca, insbesondere mindestens 0,1 Gew.-% Ca, umfassen.In a preferred variant of the Al base layer, the optional content of alkali or alkaline earth metals comprises 0.1 - 1.0% by weight of Mg, in particular 0.1 - 0.7% by weight of Mg, preferably 0.1 - 0 .5% by weight of Mg. Furthermore, the optional content of alkali or alkaline earth metals in the Al base layer can comprise in particular at least 0.0015% by weight of Ca, in particular at least 0.1% by weight of Ca.
Bei einer weiter bevorzugten Variante des Korrosionsschutzüberzuges ist der Si-Gehalt in der Legierungsschicht geringer als der Si-Gehalt in der Al-Basisschicht.In a further preferred variant of the corrosion protection coating, the Si content in the alloy layer is lower than the Si content in the Al base layer.
Der Korrosionsschutzüberzug hat bevorzugt eine Dicke von 5 - 60 µm, insbesondere von 10 - 40 µm. Das Auflagengewicht des Korrosionsschutzüberzuges beträgt insbesondere ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Die Dicke der Legierungsschicht ist bevorzugt kleiner als 20 µm, besonders bevorzugt kleiner 16 µm, insbesondere kleiner 12 µm, besonders bevorzugt kleiner 10 µm, bevorzugt kleiner 8 µm, insbesondere kleiner 5 µm. Die Dicke der Al-Basisschicht ergibt sich aus der Differenz der Dicken von Korrosionsschutzüberzug und Legierungsschicht. Bevorzugt beträgt die Dicke der AI-Basisschicht auch bei dünnen Korrosionsschutzüberzügen mindestens 1 µm.The thickness of the alloy layer is preferably less than 20 µm, particularly preferably less than 16 µm, in particular less than 12 µm, particularly preferably less than 10 µm, preferably less than 8 µm, in particular less than 5 µm. The thickness of the Al base layer results from the difference in the thickness of the corrosion protection coating and the alloy layer. The thickness of the Al base layer is preferably at least 1 μm, even with thin corrosion protection coatings.
Bei einer bevorzugten Variante umfasst das Stahlflachprodukt eine auf dem Korrosionsschutzüberzug angeordnete Oxidschicht. Die Oxidschicht liegt dabei insbesondere auf der AI-Basisschicht und bildet bevorzugt den äußeren Abschluss des Korrosionsschutzüberzuges.In a preferred variant, the flat steel product comprises an oxide layer arranged on the corrosion protection coating. The oxide layer lies in particular on the Al base layer and preferably forms the outer end of the corrosion protection coating.
Die Oxidschicht besteht insbesondere zu mehr als 80 Gew.-% aus Oxiden, wobei der Hauptanteil der Oxide (d.h. mehr als 50 Gew.-% der Oxide) Aluminiumoxid ist. Optional sind in der Oxidschicht zusätzlich zu Aluminiumoxid Hydroxide und / oder Magnesiumoxid alleine oder als Mischung vorhanden. Bevorzugt besteht der der nicht von den Oxiden und optional vorhandenen Hydroxiden eingenommene Rest der Oxidschicht aus Silizium, Aluminium, Eisen und/oder Magnesium in metallischer Form. Für die optionale Ausführungsform mit Zink als Bestandteil der Al-Basisschicht sind auch Zinkoxidbestanddteile in der Oxidschicht vorhanden.The oxide layer consists in particular of more than 80% by weight of oxides, with the majority of the oxides (ie more than 50% by weight of the oxides) being aluminum oxide. Optionally, in addition to aluminum oxide, hydroxides and/or magnesium oxide alone or as a mixture are present in the oxide layer. Preferably, the remainder of the oxide layer not occupied by the oxides and optionally present hydroxides consists of silicon, aluminum, iron and/or magnesium metallic form. For the optional embodiment with zinc as a component of the Al base layer, zinc oxide components are also present in the oxide layer.
Bevorzugt hat die Oxidschicht des Stahlflachproduktes eine Dicke, die größer ist als 50 nm. Insbesondere beträgt die Dicke der Oxidschicht maximal 500 nm.The oxide layer of the flat steel product preferably has a thickness that is greater than 50 nm. In particular, the thickness of the oxide layer is a maximum of 500 nm.
Bei einer bevorzugen Variante hat das Stahlflachprodukt einen Gehalt an diffusiblem Wasserstoff Hdiff von bis 0,4 ppm, bevorzugt 0,01 bis 0,4 ppm, besonders bevorzugt 0,05 bis 0,4 ppm, beispielsweise 0,1, 0,2, 0,3, oder 0,4 ppm. Hdiff beschreibt dabei die Menge an Wasserstoffatomen, die in dem Stahlsubstrat nach Aufbringen des Korrosionsschutzüberzuges in gelöster Form vorliegen. Der Gehalt an diffusiblem Wasserstoff ist dabei auf die Masse bezogen (analog zu den Gew.-%-Angaben bei Legierungselementen). Methoden zur Bestimmung des Hdiff-Gehalts sind dem Fachmann an sich bekannt, beispielsweise Desorptionsmassenspektrometrie mit erwärmten Proben (Thermal Desorption Mass Spectrometry (TDMS)). Im Sinne dieser Anmeldung wird der Gehalt an diffusiblem Wasserstoff Hdiff innerhalb von 48 Stunden nach Aufbringen des Korrosionsschutzüberzuges bestimmt.In a preferred variant, the flat steel product has a diffusible hydrogen H diff content of up to 0.4 ppm, preferably 0.01 to 0.4 ppm, particularly preferably 0.05 to 0.4 ppm, for example 0.1, 0.2 , 0.3, or 0.4 ppm. H diff describes the amount of hydrogen atoms that are present in dissolved form in the steel substrate after the corrosion protection coating has been applied. The diffusible hydrogen content is based on the mass (analogous to the weight percent information for alloy elements). Methods for determining the H diff content are known to those skilled in the art, for example desorption mass spectrometry with heated samples (thermal desorption mass spectrometry (TDMS)). For the purposes of this application, the content of diffusible hydrogen H diff is determined within 48 hours after application of the corrosion protection coating.
Das in Schritt (A) des erfindungsgemäßen Verfahrens bereitgestellte Stahlflachprodukt weist ein Abwalzgrad-Blechdickenverhältnis von 0,8 bis 200, bevorzugt größer 0,8 bis 180, besonders bevorzugt größer 0,8 bis 150, auf.The flat steel product provided in step (A) of the method according to the invention has a rolling degree to sheet thickness ratio of 0.8 to 200, preferably greater than 0.8 to 180, particularly preferably greater than 0.8 to 150.
Das erfindungsgemäß bereitgestellte Stahlflachprodukt weist dabei bevorzugt einen Abwalzgrad von 0,5% bis 75%, besonders bevorzugt 2,5% bis 60%, auf. Der Abwalzgrad wird erfindungsgemäß in % angegeben. Im Rahmen der vorliegenden Erfindung bedeutet Abwalzgrad das Verhältnis von Dickenabnahme durch das Walzen zu Ausgangsdicke des Stahlflachproduktes, insbesondere wird der Abwalzgrad nach folgender Formel (2) bestimmt: ![]()
![]()
Das dimensionslose Abwalzgrad-Blechdickenverhältnis (WGB) wird erfindungsgemäß nach folgender Formel (3) bestimmt: ![]()
![]()
Erfindungsgemäß bevorzugt liegen die in Schritt (A) des erfindungsgemäßen Verfahrens eingesetzten Stahlflachprodukte in einer Blechdicke (Enddicke h 1) von 0,5 bis 6 mm, insbesondere 0,5 bis 4 mm, besonders bevorzugt 0,8 bis 3 mm, vor. (jeweils insbesondere in den Bereichen mit dem größten vorliegenden Abwalzgrad).According to the invention, the flat steel products used in step (A) of the method according to the invention are preferably present in a sheet thickness (final thickness h 1 ) of 0.5 to 6 mm, in particular 0.5 to 4 mm, particularly preferably 0.8 to 3 mm. (particularly in the areas with the greatest degree of rolling).
Erfindungsgemäß bevorzugt wird das beschichtete Stahlflachprodukt aus Schritt (A), nach dem Verfahrensschritt (B) durchgeführt worden ist, direkt in den erfindungsgemäßen Verfahrensschritt (C) überführt. Es ist allerdings auch möglich, dass zwischen den Schritten (A) und (B) bzw. (C) weitere Schritte durchgeführt werden, beispielsweise Abtrennen von Bereichen, insbesondere Blechen oder Platinen des Stahlflachproduktes, beispielsweise durch Scherschneiden oder Laserschneiden, Einbringen von Löchern durch Laserbearbeitung oder Stanzen, und/oder vorangehende Wärmebehandlungen zur Veränderung der Eigenschaften der Beschichtung oder des Substrates.According to the invention, the coated flat steel product from step (A), after which process step (B) has been carried out, is preferably transferred directly into process step (C) according to the invention. However, it is also possible for further steps to be carried out between steps (A) and (B) or (C), for example cutting off areas, in particular sheets or circuit boards, of the flat steel product, for example by shear cutting or laser cutting, introducing holes by laser processing or punching, and/or previous heat treatments to change the properties of the coating or substrate.
Schritt (B) des erfindungsgemäßen Verfahrens umfasst die Bestimmung eines WOP-Werts in Abhängigkeit des Abwalzgrad-Blechdickenverhältnisses WGB innerhalb einer Fläche aufgespannt durch gerade Verbindungsstrecken zwischen den Punkten P11 (WGB 0,8, WOP 100) und P13 (WGB 0,8, WOP 800), P13 (WGB 0,8, WOP 800) und P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) und P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) und P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) und P51 (WGB 150, WOP 100) sowie P51 (WGB 150, WOP 100) und P11 (WGB 0,8, WOP 100) in einem Koordinatensystem, in dem der WOP-Wert auf der y-Achse und das Abwalzgrad-Blechdickenverhältnis auf der x-Achse aufgetragen sind, wie bevorzugt in
Schritt (B) des erfindungsgemäßen Verfahrens dient dazu, in Abhängigkeit des Abwalzgrad-Blechdickenverhältnisses des eingesetzten Stahlflachprodukts einen WOP-Wert zu bestimmen, wobei WOP "wasserstoffbezogener Ofenparameter" bedeutet und einheitenlos ist. Der WOP-Wert gibt dann Auskunft darüber, mit welchen Prozessparametern die Wärmebehandlung in Schritt (C) erfolgen soll, damit Blechformteile mit Gehalten an diffusiblem Wasserstoff von maximal 0,4 ppm erhalten werden.Step (B) of the method according to the invention serves to determine a WOP value depending on the degree of rolling to sheet thickness ratio of the flat steel product used, where WOP means "hydrogen-related furnace parameter" and is unitless. The WOP value then provides information about the process parameters with which the heat treatment in step (C) should be carried out so that sheet metal parts with diffusible hydrogen contents of a maximum of 0.4 ppm are obtained.
Bei der Bestimmung des WOP-Werts gemäß der vorliegenden Erfindung wird über das Abwalzgrad-Blechdickenverhältnis ein Bereich für passende WOP-Werte ermittelt. Aus diesem Bereich kann dann bevorzugt ein WOP-Wert ausgesucht werden, der dann dazu verwendet wird mit der Gleichung der allgemeinen Formel (1) entsprechende Wert für TOfen, tOfen und TTupunkt zu ermitteln. Im Allgemeinen sind aber alle in dem entsprechend ermittelten Bereich der WOP-Werte vorliegenden Werte geeignet, in die Gleichung der allgemeinen Formel (1) eingesetzt zu werden, um entsprechende Wert für TOfen, tOfen und TTaupunkt zu ermitteln.When determining the WOP value according to the present invention, a range for suitable WOP values is determined via the degree of rolling to sheet thickness ratio. A WOP value can then preferably be selected from this range, which is then used to determine the corresponding value for T oven , t oven and T t point using the equation of the general formula (1). In general, however, all values present in the correspondingly determined range of WOP values are suitable for being used in the equation of the general formula (1) in order to determine the corresponding values for T oven , t oven and T dew point .
Schritt (B) des erfindungsgemäßen Verfahrens erfolgt bevorzugt dadurch, dass der WOP-Wert innerhalb einer Fläche aufgespannt durch gerade Verbindungsstrecken zwischen den Punkten P11 (WGB 0,8, WOP 100) und P13 (WGB 0,8, WOP 800), P13 (WGB 0,8, WOP 800) und P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) und P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) und P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) und P51 (WGB 150, WOP 100) sowie P51 (WGB 150, WOP 100) und P11 (WGB 0,8, WOP 100) in einem Koordinatensystem, in dem der WOP-Wert auf der y-Achse und das Abwalzgrad-Blechdickenverhältnis auf der x-Achse aufgetragen sind, zu einem vorgegebenen Abwalzgrad-Blechdickenverhältnis graphisch bestimmt wird (Bereich A). Das entsprechende Diagramm ist in
In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens erfolgt die Bestimmung des WOP-Werts gemäß Schritt (B) des erfindungsgemäßen Verfahrens innerhalb einer Fläche aufgespannt durch gerade Verbindungsstrecken zwischen den Punkten P12 (WGB 0,8, WOP 300) und P13 (WGB 0,8, WOP 800), P13 (WGB 0,8, WOP 800) und P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) und P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) und P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) und P52 (WGB 150, WOP 200), P52 (WGB 150, WOP 200) und P32 (WGB 50, WOP 200), P32 (WGB 50, WOP 200) und P33 (WGB 50, WOP 300) sowie P33 (WGB 50, WOP 300) und P12 (WGB 0,8, WOP 300) in einem Koordinatensystem, in dem der WOP-Wert auf der y-Achse und das Abwalzgrad-Blechdickenverhältnis (WGB) auf der x-Achse aufgetragen sind (Bereich B). Das entsprechende Diagramm ist in
Mit dem in Schritt (B) des erfindungsgemäßen Verfahrens bestimmten WOP-Wert kann dann erfindungsgemäß bestimmt werden, bei welcher Taupunkttemperatur der Ofenatmosphäre TTaupunkt, bei welcher mittleren Ofentemperatur TOfen und für welche Dauer tOfen Schritt (C) des erfindungsgemäßen Verfahrens durchgeführt wird.With the WOP value determined in step (B) of the method according to the invention, it can then be determined according to the invention at which dew point temperature of the oven atmosphere T dew point , at which average oven temperature T oven and for what duration t oven step (C) of the method according to the invention is carried out.
Schritt (C) des erfindungsgemäßen Verfahrens umfasst das Behandeln des Stahlflachproduktes bei einer mittleren Ofentemperatur TOfen (in K) für eine Dauer tOfen (in h), wobei die Taupunkttemperatur der Ofenatmosphäre TTaupunkt (in K), die mittlere Ofentemperatur TOfen (in K) und die Dauer tOfen (in h) gemäß der folgenden Gleichung der allgemeinen Formel (1) ![]()
![]()
Die Ofentemperatur TOfen (in K) ist die Temperatur, die im Mittel in dem Ofen, in dem Schritt (C) des erfindungsgemäßen Verfahrens erfolgt, vorherrscht. Erfindungsgemäß kann TOfen jeden Wert annehmen, den ein Fachmann für geeignet hält. Bevorzugt beträgt in dem erfindungsgemäßen Verfahren TOfen AC1 bis 1373 K, bevorzugt 1113 bis 1253 K, besonders bevorzugt 1133 bis 1223 K, ganz besonders bevorzugt 1153 bis 1193 K, beträgt. Dabei bedeutet AC1 die erste Austenitisierungstemperatur, die abhängig von der Legierungszusammensetzung ist.The oven temperature T oven (in K) is the temperature that prevails on average in the oven in which step (C) of the method according to the invention takes place. According to the invention, T oven can take on any value that a person skilled in the art considers appropriate. In the process according to the invention, T oven AC1 is preferably up to 1373 K, preferably 1113 to 1253 K, particularly preferably 1133 to 1223 K, very particularly preferably 1153 to 1193 K. AC1 means the first austenitization temperature, which depends on the alloy composition.
Die Dauer tOfen (in h) ist die Zeit, über die die genannte Ofentemperatur TOfen in Schritt (C) vorherrscht. Erfindungsgemäß kann tOfen jeden Wert annehmen, den ein Fachmann für geeignet hält. In dem erfindungsgemäßen Verfahren beschreibt tOfen insbesondere den Zeitraum, in dem das Stahlflachprodukt durch einen Durchlaufofen bewegt wird oder in einem stationären Ofen verweilt. Bevorzugt beträgt in dem erfindungsgemäßen Verfahren tOfen 0,04 bis 0,5 h, insbesondere mindestens 0,060 h, bevorzugt mindestens 0,067 h. Maximal beträgt die tOfen bevorzugt 0,4 h, insbesondere maximal 0,25 h.The duration t oven (in h) is the time over which the stated oven temperature T oven prevails in step (C). According to the invention, t oven can assume any value that a person skilled in the art considers suitable. In the method according to the invention, t furnace describes in particular the period in which the flat steel product is moved through a continuous furnace or remains in a stationary furnace. In the process according to the invention, t oven is preferably 0.04 to 0.5 h, in particular at least 0.060 h, preferably at least 0.067 h. The maximum time in the oven is preferably 0.4 h, in particular a maximum of 0.25 h.
In einer Ausführungsform werden Ofentemperatur TOfen, Dauer tOfen und WOP-Wert verwendet, um mittels der Gleichung (1) die Taupunkttemperatur der Ofenatmosphäre des Ofens TTaupunkt zu berechnen und dann einzustellen. Die Taupunkttemperatur des Ofens TTaupunkt (in K) beträgt beispielsweise 238,15 bis 308,15 K, bevorzugt 253,15 bis 293,15 K, besonders bevorzugt 263,15 bis 283,15 K.In one embodiment, oven temperature T oven , duration t oven , and WOP value are used to calculate and then set the dew point temperature of the oven atmosphere of the oven T dew point using equation (1). The dew point temperature of the oven T dew point (in K) is, for example, 238.15 to 308.15 K, preferably 253.15 to 293.15 K, particularly preferably 263.15 to 283.15 K.
In einer weiteren bevorzugten Ausführungsform werden Taupunkttemperatur der Ofenatmosphäre des Ofens TTaupunkt, Dauer tOfen und WOP-Wert verwendet, um mittels der Gleichung (1) die Ofentemperatur TOfen zu berechnen und dann einzustellen.In a further preferred embodiment, the dew point temperature of the oven atmosphere of the oven T dew point , duration t oven and WOP value are used to calculate and then set the oven temperature T oven using equation (1).
In einer weiteren bevorzugten Ausführungsform werden Taupunkttemperatur der Ofenatmosphäre des Ofens TTaupunkt, Ofentemperatur TOfen und WOP-Wert verwendet, um mittels der Gleichung (1) die Dauer tOfen zu berechnen und dann einzustellen.In a further preferred embodiment, the dew point temperature of the oven atmosphere of the oven T dew point , oven temperature T oven and WOP value are used to calculate and then set the duration t oven using equation (1).
Schritt (C) des erfindungsgemäßen Verfahrens kann im Allgemeinen in jedem dem Fachmann bekannten Ofen durchgeführt werden, beispielsweise Rollenherdöfen, Kammeröfen, Mehrlagenkammeröfen, Hubbalkenöfen.Step (C) of the process according to the invention can generally be carried out in any furnace known to those skilled in the art, for example roller hearth furnaces, chamber furnaces, multi-layer chamber furnaces, walking beam furnaces.
Schritt (D) des erfindungsgemäßen Verfahrens umfasst das Umformen des aufgeheizten Stahlflachproduktes aus Schritt (C) in einem Formwerkzeug unter gleichzeitigem Abkühlen, um das Blechformteil zu erhalten.Step (D) of the method according to the invention includes forming the heated flat steel product from step (C) in a molding tool with simultaneous cooling in order to obtain the sheet metal part.
Im Allgemeinen können in Schritt (D) des erfindungsgemäßen Verfahrens alle dem Fachmann bekannten Verfahren zum Warmumformen eingesetzt werden, beispielsweise beschrieben in Warmumformung im
In Schritt (D) des erfindungsgemäßen Verfahrens wird aus dem Stahlflachprodukt aus Schritt (C) durch Umformen das gewünschte Blechformteil erhalten. Damit sich in dem Blechformteil das gewünschte Härtegefüge, beispielsweise mindestens 80 % Martensit, Rest Bainit, Ferrit und Restaustenit, ausbildet, erfolgt das Umformen unter gleichzeitigem Abkühlen. Das Abkühlen in Schritt (C) des erfindungsgemäßen Verfahrens erfolgt dabei, insbesondere über eine Dauer twz von mehr als 1 s, bevorzugt mit einer Abkühlgeschwindigkeit rWZ von 10 bis 1000 K/s, bevorzugt mindestens 27 K/s, insbesondere mindestens 30 K/s. Maximal beträgt die Abkühlgeschwindigkeit bevorzugt bis zu 500 K/s. Die vorliegende Erfindung betrifft daher bevorzugt das erfindungsgemäße Verfahren, wobei das Abkühlen in Schritt (D) bei einer Abkühlrate von 27 bis 500 K/s erfolgt.In step (D) of the method according to the invention, the desired sheet metal part is obtained from the flat steel product from step (C) by forming. So that the desired hardness structure, for example at least 80% martensite, remainder bainite, ferrite and retained austenite, is formed in the sheet metal part, the forming takes place with simultaneous cooling. The cooling in step (C) of the method according to the invention takes place, in particular over a period of twz more than 1 s, preferably with a cooling rate r WZ of 10 to 1000 K/s, preferably at least 27 K/s, in particular at least 30 K/s. The maximum cooling rate is preferably up to 500 K/s. The present invention therefore preferably relates to the method according to the invention, wherein the cooling in step (D) takes place at a cooling rate of 27 to 500 K/s.
Bevorzugt handelt es sich bei dem eingesetzten Stahlflachprodukt um ein Band, insbesondere ein Warmband oder ein Kaltband, um ein Blech, d. h. ein Stück eines Warmbandes oder eines Kaltbandes, oder um eine Platine aus einem Warmband oder eine Platine aus einem Kaltband. Die vorliegende Erfindung betrifft bevorzugt das erfindungsgemäße Verfahren, wobei das Stahlflachprodukt eine Platine aus einem Warmband oder eine Platine aus einem Kaltband ist.The flat steel product used is preferably a strip, in particular a hot strip or a cold strip, a sheet, i.e. H. a piece of hot strip or cold strip, or a circuit board made of hot strip or a circuit board made of cold strip. The present invention preferably relates to the method according to the invention, wherein the flat steel product is a blank made from a hot strip or a blank made from a cold strip.
Verfahren zur Herstellung eines Warmbandes bzw. eines Kaltbandes sind dem Fachmann an sich bekannt und beispielsweise beschrieben in (
Verfahren zur Herstellung eines entsprechenden beschichteten Stahlflachproduktes sind dem Fachmann an sich bekannt, beispielsweise kann die Beschichtung mit dem Korrosionsschutzüberzug durch eine Feuerbeschichtung, eine elektrolytische Beschichtung oder mittels eines Stückbeschichtungsprozesses erfolgen. Die vorliegende Erfindung betrifft daher bevorzugt das erfindungsgemäße Verfahren, wobei die Beschichtung durch eine Feuerbeschichtung, eine elektrolytische Beschichtung oder mittels eines Stückbeschichtungsprozesses erfolgt.Methods for producing a corresponding coated flat steel product are known to those skilled in the art; for example, the coating with the anti-corrosion coating can be carried out by fire coating, electrolytic coating or by means of a piece coating process. The present invention therefore preferably relates to the method according to the invention, wherein the coating is carried out by hot-dip coating, electrolytic coating or by means of a piece coating process.
Vorzugsweise erfolgt das Aufbringen der Aluminium-Silizium-Eisen-Legierung mittels eines kontinuierlichen Feuerbeschichtungsprozesses. Vorzugsweise liegt bei der Beschichtung die Temperatur des Aluminium-Schmelzbades zwischen 660 °C und 720 °C.The aluminum-silicon-iron alloy is preferably applied using a continuous hot-dip coating process. During the coating, the temperature of the aluminum molten bath is preferably between 660 °C and 720 °C.
Silizium in der Beschichtung wirkt als Diffusionsblocker und dient der Beruhigung des Schmelzenbades beim Aufbringen des aus der Aluminium-Legierung gebildeten Überzuges mittels Feuerbeschichtung.Silicon in the coating acts as a diffusion blocker and serves to calm the melt pool when the coating formed from the aluminum alloy is applied using hot-dip coating.
Bei einer bevorzugten Ausgestaltung des Verfahrens erfolgt die Behandlung in Schritt (C) derart, dass am Ende von Schritt (C) zumindest teilweise im Stahlflachprodukt die AC3 Temperatur des Stahlflachproduktes überschritten ist. Unter teilweisem Überschreiten einer Temperatur (hier AC3) wird im Sinne dieser Anmeldung verstanden, dass mindestens 30 %, insbesondere mindestens 60 %, des Volumens des Zuschnitts eine entsprechende Temperatur überschreiten. Beim Einlegen in das Umformwerkzeug weist also mindestens 30 % des Zuschnitts ein austenitisches Gefüge auf, d.h. die Umwandlung vom ferritischen ins austenitische Gefüge muss beim Einlegen in das Umformwerkzeug noch nicht abgeschlossen sein. Vielmehr können bis zu 70 % des Volumens des Zuschnitts beim Einlegen in das Umformwerkzeug aus anderen Gefügebestandteilen, wie angelassenem Bainit, angelassenem Martensit und/oder nicht bzw. teilweise rekristallisiertem Ferrit bestehen. Zu diesem Zweck können bestimmte Bereiche des Zuschnitts während der Erwärmung gezielt auf einem niedrigeren Temperaturniveau gehalten werden als andere. Hierzu kann die Wärmezufuhr gezielt nur auf bestimmte Abschnitte des Zuschnitts gerichtet werden oder die Teile, die weniger erwärmt werden sollen, gegen die Wärmezufuhr abgeschirmt werden. In dem Teil des Zuschnittmaterials, dessen Temperatur niedriger bleibt, entsteht im Zuge der Umformung im Werkzeug kein oder nur deutlich weniger Martensit, so dass das Gefüge dort deutlich weicher ist als in den jeweils anderen Teilen, in denen ein martensitisches Gefüge vorliegt. Auf diese Weise kann im jeweils geformten Blechformteil gezielt ein weicherer Bereich eingestellt werden, indem beispielsweise eine für den jeweiligen Verwendungszweck optimale Zähigkeit vorliegt, während die anderen Bereiche des Blechformteils eine maximierte Festigkeit besitzen.In a preferred embodiment of the method, the treatment in step (C) takes place in such a way that at the end of step (C) the AC3 temperature of the flat steel product is at least partially exceeded in the flat steel product. If a temperature is partially exceeded (here AC3) For the purposes of this application, it is understood that at least 30%, in particular at least 60%, of the volume of the blank exceeds a corresponding temperature. When inserted into the forming tool, at least 30% of the blank has an austenitic structure, ie the conversion from ferritic to austenitic structure does not have to be complete when inserted into the forming tool. Rather, up to 70% of the volume of the blank when inserted into the forming tool can consist of other structural components, such as tempered bainite, tempered martensite and/or non-or partially recrystallized ferrite. For this purpose, certain areas of the blank can be specifically kept at a lower temperature level than others during heating. For this purpose, the heat supply can be directed only to certain sections of the blank or the parts that should be heated less can be shielded from the heat supply. In the part of the blank material whose temperature remains lower, no or only significantly less martensite is formed during the forming process in the tool, so that the structure there is significantly softer than in the other parts in which a martensitic structure is present. In this way, a softer area can be specifically set in the shaped sheet metal part, for example by having optimal toughness for the respective intended use, while the other areas of the sheet metal part have maximized strength.
Maximale Festigkeitseigenschaften des erhaltenen Blechformteils können dadurch ermöglicht werden, dass die zumindest teilweise im Stahlflachprodukt in Schritt (C) erreichte Temperatur bevorzugt zwischen Ac3 und 1000 °C, besonders bevorzugt zwischen 880 °C und 950 °C liegt.Maximum strength properties of the resulting sheet metal part can be made possible by the fact that the temperature at least partially achieved in the flat steel product in step (C) is preferably between Ac3 and 1000 ° C, particularly preferably between 880 ° C and 950 ° C.
Dabei ist die zu überschreitende Mindesttemperatur Ac3 gemäß der von![]()
![]()
Eine optimal gleichmäßige Eigenschaftsverteilung lässt sich dadurch erreichen, dass das Stahlflachprodukt im Arbeitsschritt (C) vollständig auf die genannten Temperaturen durcherwärmt wird. Bei einer bevorzugten Ausführungsvariante beträgt die normierte mittlere Aufheizung Θ norm mindestens 5 Kmm/s, insbesondere mindestens 8 Kmm/s, bevorzugt mindestens 10 Kmm/s. Maximal beträgt die normierte mittlere Aufheizung 15 Kmm/s, insbesondere maximal 14 Kmm/s, bevorzugt maximal 13 Kmm/s.An optimally uniform distribution of properties can be achieved by completely heating the flat steel product to the temperatures mentioned in step (C). In a preferred embodiment variant, the standardized average heating Θ norm is at least 5 Kmm/s, in particular at least 8 Kmm/s, preferably at least 10 Kmm/s. The maximum standardized average heating is 15 Kmm/s, in particular a maximum of 14 Kmm/s, preferably a maximum of 13 Kmm/s.
Unter der mittleren Aufheizung Θ ist dabei das Produkt aus mittlerer Aufheizgeschwindigkeit in Kelvin pro Sekunde von 30°C auf 700°C und Blechdicke in Millimetern zu verstehen.The average heating rate Θ is the product of the average heating rate in Kelvin per second from 30°C to 700°C and the sheet thickness in millimeters.
Bei der normierten mittleren Aufheizung wird dieses Produkt Θ um die vorliegende Ofentemperatur TOfen im Verhältnis zu einer Referenz-Ofentemperatur TOfen, Referenz von 900°C=1173,15 K in der folgenden Weise normiert: 
Zwischen Schritt (C) und Schritt (D) wird der Transfer des austenitisierten Stahlflachproduktes von der jeweils zum Einsatz kommenden Erwärmungseinrichtung zum Formwerkzeug innerhalb einer Transferzeit (tTrans) von vorzugsweise höchstens 20 s, insbesondere von maximal 15 s absolviert. Ein derart schneller Transport ist erforderlich, um eine zu starke Abkühlung vor der Verformung zu vermeiden.Between step (C) and step (D), the austenitized flat steel product is transferred from the heating device used in each case to the molding tool within a transfer time (t Trans ) of preferably a maximum of 20 s, in particular a maximum of 15 s. Such rapid transport is necessary to avoid excessive cooling before deformation.
Das Formwerkzeug besitzt beim Einlegen des Zuschnitts typischerweise eine Temperatur zwischen Raumtemperatur (RT) und 200 °C, bevorzugt zwischen 20 °C und 180 °C, insbesondere zwischen 50 °C und 150 °C. Optional kann das Werkzeug in einer besonderen Ausführungsform zumindest bereichsweise auf eine Temperatur TWZ von mindestens 200 °C, insbesondere mindestens 300 °C temperiert sein, um das Bauteil nur partiell zu härten. Weiterhin beträgt die Werkzeugtemperatur Twz bevorzugt maximal 600 °C, insbesondere maximal 550 °C. Es ist lediglich sicherzustellen, dass die Werkzeugtemperatur Twz unterhalb der gewünschten Zieltemperatur TZiel liegt. Die Verweilzeit im Werkzeug twz beträgt bevorzugt mindestens 2 s, insbesondere mindestens 3 s, besonders bevorzugt mindestens 5 s. Maximal beträgt die Verweilzeit im Werkzeug bevorzugt 25 s, insbesondere maximal 20 s, bevorzugt maximal 15 s, insbesondere maximal 12 s.When inserting the blank, the mold typically has a temperature between room temperature (RT) and 200 °C, preferably between 20 °C and 180 °C, in particular between 50 °C and 150 °C. Optionally, in a special embodiment, the tool can be tempered at least in some areas to a temperature T WZ of at least 200 ° C, in particular at least 300 ° C, in order to only partially harden the component. Furthermore, the tool temperature Twz is preferably a maximum of 600 ° C, in particular a maximum of 550 ° C. It is only necessary to ensure that the tool temperature Twz is below the desired target temperature T target . The residence time in the tool twz is preferably at least 2 s, in particular at least 3 s, particularly preferably at least 5 s. The maximum residence time in the tool is preferably 25 s, in particular a maximum of 20 s, preferably a maximum of 15 s, in particular a maximum of 12 s.
Die Zieltemperatur TZiel des Blechformteils liegt zumindest teilweise unterhalb 400 °C, bevorzugt unterhalb 300 °C, insbesondere unterhalb von 250 °C, bevorzugt unterhalb von 200 °C, besonders bevorzugt unterhalb von 180 °C, insbesondere unterhalb von 150 °C. Alternativ liegt die Zieltemperatur TZiel des Blechformteils besonders bevorzugt unter Ms-50 °C, wobei Ms die Martensitstarttemperatur bezeichnet. Weiterhin beträgt die Zieltemperatur des Blechformteils bevorzugt mindestens 20 °C, besonders bevorzugt mindestens 50 °C.The target temperature T target of the sheet metal part is at least partially below 400 ° C, preferably below 300 ° C, in particular below 250 ° C, preferably below 200 ° C, especially preferably below 180 °C, in particular below 150 °C. Alternatively, the target temperature T target of the sheet metal part is particularly preferably below Ms-50 ° C, where Ms denotes the martensite starting temperature. Furthermore, the target temperature of the sheet metal part is preferably at least 20 °C, particularly preferably at least 50 °C.
Die Martensitstarttemperatur eines im Rahmen der erfindungsgemäßen Vorgaben liegenden Stahls ist gemäß der Formel: 
Die AC1-Temperatur und die AC3-Temperatur eines im Rahmen der erfindungsgemäßen Vorgaben liegenden Stahls ist gemäß den Formeln: 

Nach dem Entnehmen des Blechformteils in Anschluss an Schritt (D) erfolgt ein Abkühlen des Blechformteils auf eine Abkühltemperatur TAB von weniger als 100 °C innerhalb einer Abkühldauer tAB von 0,5 bis 600 s. Dies geschieht im Regelfall durch eine Luftabkühlung.After removing the sheet metal part following step (D), the sheet metal part is cooled to a cooling temperature TAB of less than 100 ° C within a cooling time t AB of 0.5 to 600 s. This is usually done by air cooling.
In einer bevorzugen Weiterbildung des Verfahrens weist das Stahlflachprodukt eine hohe Gleichmaßdehnung Ag von mindestens 10,0 %, insbesondere mindestens 11,0 %, bevorzugt mindestens 11,5%, insbesondere mindestens 12,0 % auf.In a preferred development of the method, the flat steel product has a high uniform elongation Ag of at least 10.0%, in particular at least 11.0%, preferably at least 11.5%, in particular at least 12.0%.
Weiterhin weist die Streckgrenze eines besonders ausgebildeten Stahlflachprodukts einen kontinuierlichen Verlauf oder nur eine geringe Ausprägung auf. Kontinuierlicher Verlauf bedeutet im Sinne der Anmeldung, dass keine ausgeprägte Streckgrenze vorliegt. Eine Streckgrenze mit kontinuierlichem Verlauf kann auch als Dehngrenze Rp0,2 bezeichnet werden. Unter einer Streckgrenze mit geringer Ausprägung wird vorliegend eine ausgeprägte Streckgrenze verstanden, bei welcher die Differenz ΔRe zwischen oberem Streckgrenzenwert ReH und unterem Streckgrenzenwert ReL höchstens 45 MPa beträgt. Es gilt: 
Eine besonders gute Alterungsbeständigkeit lässt sich bei Stahlflachprodukten erzielen, für die die Differenz ΔRe höchstens 25 MPa beträgt.Particularly good aging resistance can be achieved with flat steel products for which the difference ΔRe is a maximum of 25 MPa.
Ein speziell weitergebildetes Stahlflachprodukt weist eine Bruchdehnung A80 von mindestens 15 %, insbesondere mindestens 18 %, bevorzugt mindestens 19 %, besonders bevorzugt mindestens 20 % auf.A specially developed flat steel product has an elongation at break A80 of at least 15%, in particular at least 18%, preferably at least 19%, particularly preferably at least 20%.
Die vorliegende Erfindung betrifft auch ein Blechformteil hergestellt durch eines der vorgenannten Verfahren umfassend ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus
wobei das Stahlsubstrat auf mindestens einer Seite einen Korrosionsschutzüberzug auf Aluminium-Basis aufweist und wobei der Gehalt an diffusiblem Wasserstoff Hdiff bis 0,4 ppm beträgt.The present invention also relates to a sheet metal part produced by one of the aforementioned methods comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in wt.%)
wherein the steel substrate has an aluminum-based anti-corrosion coating on at least one side and the content of diffusible hydrogen H diff is up to 0.4 ppm.
Die bezüglich des erfindungsgemäßen Verfahrens genannten Details und bevorzugten Ausführungsformen gelten für das erfindungsgemäße Blechformteil entsprechend.The details and preferred embodiments mentioned with regard to the method according to the invention apply accordingly to the sheet metal part according to the invention.
Bevorzugt umfasst der Korrosionsschutzüberzug des Blechformteils eine Legierungsschicht und eine Al-Basisschicht. Beim Blechformteil wird die Legierungsschicht auch häufig als Interdiffusionsschicht bezeichnet.The anti-corrosion coating of the sheet metal part preferably comprises an alloy layer and an Al base layer. In sheet metal parts, the alloy layer is often referred to as an interdiffusion layer.
Die Dicke des Korrosionsschutzüberzuges beträgt bevorzugt mindestens 10 µm, besonders bevorzugt mindestens 20 µm, insbesondere mindestens 30 µm.The thickness of the anti-corrosion coating is preferably at least 10 μm, particularly preferably at least 20 μm, in particular at least 30 μm.
Die Dicke der Legierungsschicht ist bevorzugt kleiner als 30 µm, besonders bevorzugt kleiner 20 µm, insbesondere kleiner 16 µm, besonders bevorzugt kleiner 12 µm. Die Dicke der Al-Basisschicht ergibt sich aus der Differenz der Dicken von Korrosionsschutzüberzug und Legierungsschicht.The thickness of the alloy layer is preferably less than 30 μm, particularly preferably less than 20 μm, in particular less than 16 μm, particularly preferably less than 12 μm. The thickness of the Al base layer results from the difference in the thickness of the corrosion protection coating and the alloy layer.
Die Legierungsschicht liegt dabei auf dem Stahlsubstrat auf und grenzt unmittelbar an dieses an. Bevorzugt besteht die Legierungsschicht des Blechformteils aus 35 - 90 Gew.-% Fe, 0,1 - 10 Gew.-% Si, optional bis zu 0,5 Gew.-% Mg und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium. Durch das weitere Eindiffundieren von Eisen in die Legierungsschicht sind die Anteile von Si und Mg entsprechend niedriger als ihr jeweiliger Anteil in der Schmelze des Schmelzbades.The alloy layer lies on the steel substrate and is directly adjacent to it. The alloy layer of the sheet metal part preferably consists of 35 - 90% by weight of Fe, 0.1 - 10% by weight of Si, optionally up to 0.5% by weight of Mg and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the balance aluminum. Due to the further diffusion of iron into the alloy layer, the proportions of Si and Mg are correspondingly lower than their respective proportions in the melt of the melt pool.
Die Legierungsschicht hat bevorzugt ein ferritisches Gefüge.The alloy layer preferably has a ferritic structure.
Die Al-Basisschicht des Blechformteils liegt auf der Legierungsschicht des Blechformteils und grenzt unmittelbar an diese an. Bevorzugt besteht die Al-Basisschicht des Blechformteils aus 35 - 55 Gew.-% Fe, 0,4 - 10 Gew.-% Si, optional bis zu 0,5 Gew.-% Mg und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium.The Al base layer of the sheet metal part lies on the alloy layer of the sheet metal part and is directly adjacent to it. The Al base layer of the sheet metal part preferably consists of 35 - 55% by weight of Fe, 0.4 - 10% by weight of Si, optionally up to 0.5% by weight of Mg and optional other components, their contents in total a maximum of 2.0% by weight is limited, and the remainder is aluminum.
Die Al-Basisschicht kann eine homogene Elementverteilung aufweisen, bei der die lokalen Elementgehalte um nicht mehr als 10% variieren. Bevorzugte Varianten der Al-Basisschicht weisen dagegen siliziumarme Phasen und siliziumreiche Phasen auf. Siliziumarme Phasen sind dabei Gebiete, deren mittlerer Si-Gehalt mindestens 20 % weniger beträgt als der mittlere Si-Gehalt der Al-Basisschicht. Siliziumreiche Phasen sind dabei Gebiete, deren mittlerer Si-Gehalt mindestens 20 % mehr beträgt als der mittlere Si-Gehalt der Al-Basisschicht.The Al base layer can have a homogeneous element distribution in which the local element contents do not vary by more than 10%. Preferred variants of the Al base layer, on the other hand, have low-silicon phases and silicon-rich phases. Low-silicon phases are areas whose average Si content is at least 20% less than the average Si content of the Al base layer. Silicon-rich phases are areas whose average Si content is at least 20% more than the average Si content of the Al base layer.
Bei einer bevorzugten Variante sind die siliziumreichen Phasen innerhalb der siliziumarmen Phase angeordnet. Insbesondere bilden die siliziumreichen Phasen mindestens eine 40 % durchgehende Schicht, die von siliziumarmen Gebieten begrenzt ist. Bei einer alternativen Ausführungsvariante sind die siliziumreichen Phasen inselförmig in der siliziumarmen Phase angeordnet.In a preferred variant, the silicon-rich phases are arranged within the silicon-poor phase. In particular, the silicon-rich phases form at least a 40% continuous layer bounded by silicon-poor regions. In an alternative embodiment variant, the silicon-rich phases are arranged in an island shape in the silicon-poor phase.
Unter "inselförmig" wird im Sinne dieser Anmeldung eine Anordnung verstanden, bei der diskrete unzusammenhängende Bereiche von einem anderen Material umschlossen werden - es sich also "Inseln" eines bestimmten Materials in einem anderen Material befinden.For the purposes of this application, “island-shaped” is understood to mean an arrangement in which discrete, unconnected areas are enclosed by another material - i.e. there are “islands” of a certain material in another material.
Bei einer bevorzugten Variante umfasst das Blechformteil eine auf dem Korrosionsschutzüberzug angeordnete Oxidschicht. Die Oxidschicht liegt dabei insbesondere auf der AI-Basisschicht und bildet bevorzugt den äußeren Abschluss des Korrosionsschutzüberzuges.In a preferred variant, the sheet metal part comprises an oxide layer arranged on the corrosion protection coating. The oxide layer lies in particular on the Al base layer and preferably forms the outer end of the corrosion protection coating.
Die Oxidschicht des Blechformteils besteht insbesondere zu mehr als 80 Gew.-% aus Oxiden, wobei der Hauptanteil der Oxide (d.h. mehr als 50 Gew.-% der Oxide) Aluminiumoxid ist. Optional sind in der Oxidschicht zusätzlich zu Aluminiumoxid Hydroxide und / oder Magnesiumoxid alleine oder als Mischung vorhanden. Bevorzugt besteht der der nicht von den Oxiden und optional vorhandenen Hydroxiden eingenommene Rest der Oxidschicht aus Silizium, Aluminium, Eisen und/oder Magnesium in metallischer Form.The oxide layer of the sheet metal part consists in particular of more than 80% by weight of oxides, with the majority of the oxides (ie more than 50% by weight of the oxides) being aluminum oxide. Optional In addition to aluminum oxide, hydroxides and/or magnesium oxide alone or as a mixture are present in the oxide layer. Preferably, the remainder of the oxide layer not occupied by the oxides and optionally present hydroxides consists of silicon, aluminum, iron and/or magnesium in metallic form.
Die Oxidschicht hat bevorzugt eine Dicke von mindestens 50 nm, insbesondere von mindestens 100 nm. Weiterhin beträgt die Dicke maximal 4 µm, insbesondere maximal 2 µm.The oxide layer preferably has a thickness of at least 50 nm, in particular at least 100 nm. Furthermore, the thickness is a maximum of 4 μm, in particular a maximum of 2 μm.
Bei einer speziellen Weiterbildung weist das Stahlsubstrat des Blechformteils ein Gefüge mit zumindest teilweise mehr als 80 % Martensit, bevorzugt zumindest teilweise mehr als 90 % Martensit, insbesondere zumindest teilweise mehr als 95 %, besonders bevorzugt zumindest teilweise mehr als 98 % auf. Unter teilweise aufweisen ist in diesem Zusammenhang zu verstehen, dass es Bereiche des Blechformteils gibt, die das genannte Gefüge aufweisen. Zusätzlich kann es auch Bereiche des Blechformteils geben, die ein anderes Gefüge aufweisen. Das Blechformteil weist also abschnittsweise oder bereichsweise das genannte Gefüge auf.In a special development, the steel substrate of the sheet metal part has a structure with at least partially more than 80% martensite, preferably at least partially more than 90% martensite, in particular at least partially more than 95%, particularly preferably at least partially more than 98%. In this context, the term “partially exhibits” means that there are areas of the sheet metal part that have the structure mentioned. In addition, there may also be areas of the sheet metal part that have a different structure. The sheet metal part therefore has the structure mentioned in sections or areas.
Durch den hohen Martensitgehalt lassen sich sehr hohe Zugfestigkeiten und Streckgrenzen erreichen.The high martensite content allows very high tensile strengths and yield strengths to be achieved.
Bei einer bevorzugten Ausführungsvariante weist das Blechformteil zumindest teilweise eine Härte nach Vickers von mindestens 340 HV, bevorzugt mindestens 400 HV, insbesondere mindestens 500 HV auf.In a preferred embodiment variant, the sheet metal part at least partially has a Vickers hardness of at least 340 HV, preferably at least 400 HV, in particular at least 500 HV.
Bei einer alternativen Weiterbildung weist das Stahlsubstrat des Blechformteils ein Gefüge mit einem Ferritanteil von mehr als 5 %, bevorzugt mehr als 10 %, insbesondere mehr als 20 % auf. Weiterhin beträgt der Ferritanteil bevorzugt weniger als 85 %, insbesondere weniger als 70 %. Der Martensitgehalt beträgt weniger als 80 %, insbesondere weniger als 50 %. Zusätzlich kann das Gefüge optional Bainit und/oder Perlit enthalten. Das genaue Verhältnis der Gefügebestandteile hängt von der Höhe des C-Gehaltes und des Mn-Gehaltes sowie von den Abkühlbedingungen beim Umformen ab. Das so gestaltete Gefüge hat eine höhere Duktilität und führt daher zu einem verbesserten Umformverhalten. So weist ein entsprechendes Blechformteil bevorzugt eine Bruchdehnung A30 in einem Bereich von 8 % bis 25 %, bevorzugt zwischen 10 % und 22 %, insbesondere zwischen 12 % und 20 % auf.In an alternative development, the steel substrate of the sheet metal part has a structure with a ferrite content of more than 5%, preferably more than 10%, in particular more than 20%. Furthermore, the ferrite content is preferably less than 85%, in particular less than 70%. The martensite content is less than 80%, in particular less than 50%. In addition, the structure can optionally contain bainite and/or pearlite. The exact ratio of the structural components depends on the level of the C content and the Mn content as well as on the cooling conditions during forming. The structure designed in this way has higher ductility and therefore leads to improved forming behavior. A corresponding sheet metal part preferably has an elongation at break A30 in a range of 8% to 25%, preferably between 10% and 22%, in particular between 12% and 20%.
Das Blechformteil weist in einer weitergebildeten Variante zumindest teilweise eine Streckgrenze von mindestens 750 MPa, insbesondere mindestens 950 MPa, bevorzugt mindestens 1100 MPa, insbesondere mindestens 1250 MPa.In a further developed variant, the sheet metal part at least partially has a yield strength of at least 750 MPa, in particular at least 950 MPa, preferably at least 1100 MPa, in particular at least 1250 MPa.
Bei einer weitergebildeten Variante weist das Blechformteil zumindest teilweise eine Zugfestigkeit von mindestens 1000 MPa, insbesondere mindestens 1100 MPa, bevorzugt mindestens 1300 MPa, insbesondere mindestens 1800 MPa auf.In a further developed variant, the sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1800 MPa.
Insbesondere weist das das Blechformteil zumindest teilweise eine Bruchdehnung A80 von mindestens 4 %, bevorzugt mindestens 5 %, besonders bevorzugt mindestens 6 % auf.In particular, the sheet metal part at least partially has an elongation at break A80 of at least 4%, preferably at least 5%, particularly preferably at least 6%.
Zudem kann das Blechformteil bei einer bevorzugten Variante zumindest teilweise einen Biegewinkel von mindestens 30°, insbesondere mindestens 40°, bevorzugt mindestens 50° aufweisen. Unter dem Biegewinkel ist hier der hinsichtlich der Blechdicke korrigierte Biegewinkel zu verstehen. Der korrigierte Biegewinkel ergibt sich aus dem ermittelten Biegewinkel im Kraftmaximum (gemessen nach VDA-Norm 238-100) (auch als maximaler Biegewinkel bezeichnet) aus der Formel ![]()
![]()
Unter teilweise aufweisen ist in diesem Zusammenhang zu verstehen, dass es Bereiche des Blechformteils gibt, die die genannte mechanische Eigenschaft aufweisen. Zusätzlich kann es auch Bereiche des Blechformteils geben, deren mechanische Eigenschaft unterhalb des Grenzwertes liegt. Das Blechformteil weist also abschnittsweise oder bereichsweise die genannte mechanische Eigenschaft auf. Dies liegt daran, dass unterschiedliche Bereiche des Blechformteils unterschiedliche Wärmebehandlungen erfahren können. Beispielsweise können einzelne Bereiche schneller abgekühlt werden als andere, wodurch sich in den schneller abgekühlten Bereichen beispielswiese mehr Martensit bildet. Daher stellen sich auch unterschiedliche mechanische Eigenschaften in den verschiedenen Bereichen ein.In this context, partially exhibiting means that there are areas of the sheet metal part that have the mechanical property mentioned. In addition, there may also be areas of the sheet metal part whose mechanical properties are below the limit value. The sheet metal part therefore has the mechanical property mentioned in sections or areas. This is because different areas of the sheet metal part can undergo different heat treatments. For example, individual areas can be cooled more quickly than others, which means, for example, more martensite is formed in the areas that cooled more quickly. Therefore, different mechanical properties arise in the different areas.
Die genannten mechanischen Kennzahlen haben sich als besonders vorteilhaft erwiesen, um den Einsatz in einem Automobil mit guter Crashperformance zu gewährleisten.The mechanical key figures mentioned have proven to be particularly advantageous in order to ensure use in an automobile with good crash performance.
Bei einer speziellen Weiterbildung weist das Blechformteil feine Ausscheidungen im Gefüge, insbesondere in Form von Niobkarbonitriden und/oder Titankarbonitriden, auf.In a special development, the sheet metal part has fine precipitates in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides.
Unter feinen Ausscheidungen werden im Sinne dieser Anmeldung alle Ausscheidungen mit einem Durchmesser kleiner als 30 nm bezeichnet. Die übrigen Ausscheidungen werden als grobe Ausscheidungen bezeichnet.For the purposes of this application, fine precipitates are all precipitates with a diameter smaller than 30 nm. The remaining excretions are referred to as coarse excretions.
Bei einer bevorzugten Ausgestaltung beträgt der mittlere Durchmesser der feinen Ausscheidungen maximal 11 nm, bevorzugt maximal 10 nm.In a preferred embodiment, the average diameter of the fine precipitates is a maximum of 11 nm, preferably a maximum of 10 nm.
Bei einer weiteren bevorzugten Ausgestaltung weist das Blechformteil weitgehend feine Ausscheidungen im Gefüge auf. Im Sinne dieser Anmeldung ist unter weitgehend feinen Ausscheidungen zu verstehen, dass mehr als 80 %, bevorzugt mehr als 90 %, aller Ausscheidungen feine Ausscheidungen sind. Das heißt, dass mehr als 80%, bevorzugt mehr als 90 %, aller Ausscheidungen einen Durchmesser haben, der kleiner ist als 30 nm.In a further preferred embodiment, the sheet metal part largely has fine precipitates in the structure. For the purposes of this application, largely fine precipitates is to be understood as meaning that more than 80%, preferably more than 90%, of all precipitates are fine precipitates. This means that more than 80%, preferably more than 90%, of all precipitates have a diameter that is smaller than 30 nm.
Die feinen Ausscheidungen bedingen ein besonders feines Gefüge mit kleinen Korndurchmessern. Durch das feine Gefüge ist dieses homogener. Es ergibt sich eine Verbesserung der mechanischen Eigenschaften, insbesondere eine geringere Rissempfindlichkeit und damit verbesserte Biegeeigenschaften und eine höhere Bruchdehnung. Hierdurch stellt sich auch eine bessere Zähigkeit mit ausgeprägterem Brucheinschürverhalten ein.The fine precipitates create a particularly fine structure with small grain diameters. The fine structure makes it more homogeneous. This results in an improvement in the mechanical properties, in particular a lower sensitivity to cracks and thus improved bending properties and a higher elongation at break. This also results in better toughness with more pronounced fracture penetration behavior.
Bei Poren handelt es sich um Hohlräume, die aus verschiedenen Gründen innerhalb der Legierungsschicht entstehen könnten. Ein Mechanismus ist die Bildung Eisen-Aluminidverbindungen mit höherer Dichte über eine mehrstufige Phasentransformation (Fe2Al5→Fe2Al→FeAl→Fe3Al) gebildet. Die Ausbildung von solchen dichteren Phasen ist mit einem höheren Aluminiumverbrauch als bei weniger dichten Phasen verbunden. Dieser lokal höhere Aluminiumverbrauch führt zur Entstehung von Poren (Leerstellen) in der erhaltenen Phase. Bevorzugt bilden sich diese Poren in der Legierungsschicht im Übergangsbereich zwischen Stahlsubstrat und Korrosionsschutzüberzug, wo der Anteil des zur Verfügung stehenden Aluminiums stark durch den Aluminium-Gehalt des Stahlsubstrates geprägt ist. Es kann insbesondere zu einer Ansammlung von Poren in Form eines Bandes in der Legierungsschicht im Übergangsbereich, das heißt im substratnahen Drittel der Legierungsschicht, kommen.Pores are cavities that could arise within the alloy layer for various reasons. One mechanism is the formation of higher density iron-aluminide compounds via a multistep phase transformation (Fe2Al5→Fe2Al→FeAl→Fe3Al). The formation of such denser phases is associated with higher aluminum consumption than with less dense phases. This locally higher aluminum consumption leads to the formation of pores (vacancies) in the resulting phase. These pores preferably form in the alloy layer in the transition area between the steel substrate and the corrosion protection coating, where the proportion of aluminum available is strongly influenced by the aluminum content of the steel substrate. In particular, there can be an accumulation of pores in the form of a band in the alloy layer in the transition region, i.e. in the third of the alloy layer close to the substrate.
Durch die Reduzierung der Porenfläche können vielfältige Probleme reduziert oder verhindert werden:
Durch die Poren ist die mechanische Integrität in diesem Bereich reduziert. Es kann schneller zu Schichtablösung bei korrosiver Beanspruchung. Zudem reduziert sich die übertragbare Kraft an der Verbindungsstelle zweier Bauteile nach Verkleben oder Verschweißen. Mit der erfindungsgemäß erzielten Verminderung der Anzahl an Poren ist dagegen beim Verkleben die Fläche, über die die Kräfte der Klebeverbindung übertragen werden, um über 60 % erhöht. Folglich ist damit das Risiko eines Delaminationsbruchs entsprechend reduziert.By reducing the pore area, a variety of problems can be reduced or prevented:
The pores reduce the mechanical integrity in this area. Layers can peel off more quickly under corrosive stress. In addition, the transferable force at the connection point between two components is reduced after gluing or welding. With the reduction in the number of pores achieved according to the invention, the area over which the forces of the adhesive connection are transmitted is increased by over 60% during bonding. Consequently, the risk of a delamination fracture is correspondingly reduced.
Die Poren führen zu veränderten Strombahnen im Material beim Widerstandpunktschweißen, die die Schweißeignung negativ beeinflussen und so den Schweißbereich reduzieren. Durch die Verminderung der Poren kann somit ein erhöhter Schweißbereich und damit eine stabile Weiterverarbeitung des Blechbauteils ermöglicht werden.The pores lead to changed current paths in the material during resistance spot welding, which negatively influence the weldability and thus reduce the welding area. By reducing the pores, an increased welding area and thus stable further processing of the sheet metal component can be made possible.
Bereits die Poren selbst erleichtern die Risseinleitung und Rissausbreitung beim statischen und dynamischen Biegen. Durch die Verminderung der Porenfläche lässt sich folglich ein höherer Biegewinkel realisieren.The pores themselves facilitate crack initiation and propagation during static and dynamic bending. By reducing the pore area, a higher bending angle can be achieved.
Bei dem erfindungsgemäßen Blechformteil handelt es sich bevorzugt um ein Bauteil für den Automobilsektor, insbesondere um ein Karrosserieteil, insbesondere eine Stoßstangenträger/- verstärkung, Türverstärkung, B-Säulen-Verstärkung, A-Säulen-Verstärkung, Dachrahmen oder ein Schweller. Die Erfindung betrifft daher auch die Verwendung eines vorbeschriebenen Blechformteils im Automobilsektor, insbesondere als Stoßstangenträger/-verstärkung, Türverstärkung, B-Säulen-Verstärkung, A-Säulen-Verstärkung, Dachrahmen oder Schweller.The sheet metal part according to the invention is preferably a component for the automotive sector, in particular a body part, in particular a bumper support/reinforcement, door reinforcement, B-pillar reinforcement, A-pillar reinforcement, roof frame or a sill. The invention therefore also relates to the use of a previously described sheet metal part in the automotive sector, in particular as a bumper support/reinforcement, door reinforcement, B-pillar reinforcement, A-pillar reinforcement, roof frame or sill.
- 1
- WOP-Wert (wasserstoffbezogener Ofenparameter-Wert)
- 2
- WGB (Abwalzgrad-Blechdickenverhältnis)
- 3
- Teilfläche "3"
- 4
- Teilfläche "4"
- 5
- Teilfläche "5"
- 1
- WOP value (hydrogen-related furnace parameter value)
- 2
- WGB (rolling degree to sheet thickness ratio)
- 3
- Partial area "3"
- 4
- Partial area "4"
- 5
- Partial area "5"
Die nachfolgenden Ausführungsbeispiele dienen der näheren Erläuterung der Erfindung.The following exemplary embodiments serve to explain the invention in more detail.
Zum Nachweis der Wirkung der Erfindung wurden mehrere Versuche durchgeführt. Dafür wurden in konventioneller Weise Stahlbänder (d.h. Stahlflachprodukte) mit den in Tabelle 1 angegebenen Zusammensetzungen erzeugt. Leerstellen in Tabelle 1 bedeuten, dass das jeweilige Element nicht bewusst hinzulegiert wurde. Als unvermeidbare Verunreinigung kann das Element jedoch dennoch vorhanden sein. Bei den Stahlzusammensetzungen D, E und F handelt es sich um Referenzbeispiele, die nicht erfindungsgemäß sind.Several tests were carried out to demonstrate the effect of the invention. For this purpose, steel strips (ie flat steel products) with the compositions given in Table 1 were produced in a conventional manner. Blank spaces in Table 1 mean that the respective element was not deliberately added. However, the element may still be present as an unavoidable impurity. The steel compositions D, E and F are reference examples that are not according to the invention.
Die so erzeugten Stahlbänder wurden in konventioneller Weise schmelztauchbeschichtet, wobei die in Tabelle 2 angegebenen Schmelzen zum Einsatz kamen. Tabelle 2 gibt jeweils die Schichtdicke des Korrosionsschutzüberzuges auf einer Seite an, wobei Ober- und Unterseite beschichtet vorlagen.The steel strips produced in this way were hot-dip coated in a conventional manner, using the melts shown in Table 2 . Table 2 shows the layer thickness of the corrosion protection coating on one side, with the top and bottom being coated.
Die Dicke der erzeugten Stahlbänder lag bei allen Versuchen zwischen 1,4 mm und 3,3 mm.The thickness of the steel strips produced was between 1.4 mm and 3.3 mm in all tests.
Nach dem Abkühlen auf Raumtemperatur wurden für ein Stahlband je Stahlsorte gemäß DIN EN ISO 6892-1 Probenform 2 (Anhang B Tab. B1) Proben quer zur Walzrichtung entnommen. Die Proben wurden gemäß DIN EN ISO 6892-1 Probenform 2 (Anhang B Tab. B1) einer Zugprüfung unterzogen. In Tabelle 3 sind die Ergebnisse der Zugprüfung am Stahlflachprodukt angegeben. Im Rahmen der Zugprüfung wurden folgende Materialkennwerte ermittelt: die Streckgrenzenart, sowie bei einer kontinuierlichen Streckgrenze der Wert für die Dehngrenze Rp0,2, bei einer ausgeprägten Streckgrenze die Werte für die untere Streckgrenze ReL und die obere Streckgrenze ReH, die Zugfestigkeit Rm, die Gleichmaßdehnung Ag und die Bruchdehnung A80. Alle Proben weisen eine kontinuierliche Streckgrenze Rp oder eine nur geringfügig ausgeprägte Streckgrenze mit einem Unterschied ΔRe zwischen oberer und unterer Streckgrenze von höchstens 45 MPa und einer Gleichmaßdehnung Ag von mindestens 10 % auf. Dabei liegt bei der Stahlsorte D eine ausgeprägte Streckgrenze Re vor und für alle anderen Proben eine kontinuierliche Streckgrenze Rp. Für die Stahlsorte D ist in der Tabelle 3 die untere Streckgrenze ReL und die obere Streckgrenze ReH angegeben. Für alle anderen Stahlsorten ist die Dehngrenze Rp0,2 angegeben. Neben den mechanischen Kennwerten wurde der Gehalt an diffusiblem Wasserstoff Hdiff innerhalb von 48 Stunden nach Aufbringen des Korrosionsschutzüberzuges bestimmt. Die Ergebnisse sind ebenfalls in Tabelle 3 angegeben.After cooling to room temperature, samples were taken perpendicular to the rolling direction for each steel strip in accordance with DIN EN ISO 6892-1 sample form 2 (Appendix B, Tab. B1). The samples were subjected to a tensile test in accordance with DIN EN ISO 6892-1 sample form 2 (Appendix B Tab. B1). Table 3 shows the results of the tensile test on the flat steel product. As part of the tensile test, the following material parameters were determined: the type of yield point, and in the case of a continuous yield point, the value for the yield strength Rp0.2, in the case of a pronounced yield point, the values for the lower yield point ReL and the upper yield point ReH, the tensile strength Rm, the uniform elongation Ag and the elongation at break A80. All samples have a continuous yield strength Rp or an only slightly pronounced yield strength with a difference ΔRe between the upper and lower yield strength of a maximum of 45 MPa and a uniform elongation Ag of at least 10%. There is a pronounced yield point Re for steel type D and a continuous yield point Rp for all other samples. For steel type D, the lower yield point ReL and the upper yield point ReH are given in Table 3 . For all other types of steel, the yield strength Rp0.2 is given. In addition to the mechanical parameters, the content of diffusible hydrogen H diff was determined within 48 hours after application of the corrosion protection coating. The results are also shown in Table 3 .
Insgesamt wurden 20 Stahlbänder aus den Stahlsorten A-J erzeugt und mit einem Korrosionsschutzüberzug versehen. Anschließend wurden die Stahlbänder bereichsweise abgewalzt mit dem in Tabelle 5 angegebenen Abwalzgrad auf eine Blechdicke nach Abwalzen, die in Tabelle 6 angegeben ist.A total of 20 steel strips were made from AJ steel grades and provided with a corrosion protection coating. The steel strips were then rolled in areas with the degree of rolling specified in Table 5 to a sheet thickness after rolling that is specified in Table 6 .
Von insgesamt 20 erzeugten Stahlbändern sind jeweils Zuschnitte abgeteilt worden, die für die weiteren Versuche verwendet worden sind. Aus den Zuschnitten (Formplatinen) wurden entsprechende Stahlbauteile 1 bis 20 warmpressgeformt. An ebenen Stellen dieser Bauteile wurden die Proben für die Schilffe und mechanischen Prüfungen entnommen. In den Tabellen 4 und 5 ist eingetragen, welche Stahlsorte in welcher Dicke und mit welcher Beschichtung weiterverarbeitet und untersucht wurde. In Tabelle 5 ist der Abwalzgrad als einheitenlose Zahl angegeben, wie er auch in die Formel (3) eingesetzt wird. Die Angabe in Prozent ergibt sich daraus in gewohnter Weise (d. h. 0,49 entspricht 49%). Bei der Weiterverarbeitung sind die Zuschnitte in einer Erwärmungseinrichtung, beispielsweise in einem konventionellen Erwärmungsofen, von Raumtemperatur mit einer mittleren Aufheizgeschwindigkeit rOfen (zwischen 30°C und 700°C) in einem Ofen mit einer Ofentemperatur TOfen erwärmt worden. Die Gesamtdauer im Ofen, die eine Erwärmen und eine Halten umfasst, ist mit tOfen bezeichnet. Der Taupunkt der Ofenatmosphäre ist mit TTaupunkt bezeichnet. Anschließend sind die Zuschnitte aus der Erwärmungseinrichtung entnommen und innerhalb einer Transferzeit in ein Umformwerkzeug, welches die Temperatur Twz besitzt, eingelegt worden. Beim Zeitpunkt des Entnehmens aus dem Ofen hatten die Zuschnitte die Ofentemperatur angenommen. Die sich aus der für das Entnehmen aus der Erwärmungseinrichtung, den Transport zum Werkzeug und das Einlegen ins Werkzeug zusammensetzende Transferdauer tTrans lag zwischen 5 und 13 s. Im Umformwerkzeug sind die Zuschnitte zum jeweiligen Blechformteil umgeformt worden, wobei die Blechformteile im Werkzeug mit einer Abkühlgeschwindigkeit rWZ abgekühlt wurden. Die Verweildauer im Werkzeug wird mit twz bezeichnet. Abschließend sind die Proben an Luft auf Raumtemperatur abgekühlt worden. In den Tabellen 4 und 5 sind für verschiedene Varianten die genannten Parameter angegeben. Tabelle 5 zeigt insbesondere das Abwalzgrad-Blechdickenverhältnis (WGB), wie er sich aus dem Abwalzgrad und der Blechdicke nach dem Abwalzen ergibt, und WOP-Wert ("wasserstoffbezogener Ofenparameter"), der aus dem Taupunkt, der Ofentemperatur und der Gesamtdauer im Ofen gemäß der Formel ermittelt wurde. In allen Fällen liegen die Punkte (WGB, WOP) innerhalb der Fläche aufgespannt durch gerade Verbindungsstrecken zwischen den Punkten P11 (WGB 0,8, WOP 100) und P13 (WGB 0,8, WOP 800), P13 (WGB 0,8, WOP 800) und P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) und P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) und P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) und P51 (WGB 150, WOP 100) sowie P51 (WGB 150, WOP 100) und P11 (WGB 0,8, WOP 100) in einem Koordinatensystem, in dem der WOP-Wert auf der y-Achse und das Abwalzgrad-Blechdickenverhältnis auf der x-Achse aufgetragen sind. Der Versuch 11 liegt innerhalb der Teilfläche 3 und damit im Bereich A. Alle weiteren Versuche liegen innerhalb der Teilfläche 5 und damit sowohl im Bereich A als auch im bevorzugten Bereich B. Im Ergebnis beträgt auch Gehalt an diffusiblem Wasserstoff Hdiff in allen Fällen maximal 0,4 ppm.From a total of 20 steel strips produced, blanks were cut out and used for further tests. Corresponding steel components 1 to 20 were hot-press formed from the blanks (formed blanks). The samples for the reeds and mechanical tests were taken from flat areas of these components. Tables 4 and 5 show which type of steel was further processed and examined, in which thickness and with which coating. In Table 5, the degree of rolling is given as a unitless number, as it is also used in formula (3). The percentage is given in the usual way (ie 0.49 corresponds to 49%). During further processing, the blanks were heated in a heating device, for example in a conventional heating oven, from room temperature with an average heating rate r oven (between 30 ° C and 700 ° C) in an oven with an oven temperature T oven . The total time in the oven, which includes heating and holding, is denoted by t oven . The dew point of the furnace atmosphere is designated T dew point . The blanks are then removed from the heating device and inserted into a forming tool which has the temperature Twz within a transfer time. At the time of removal from the oven, the blanks had reached the oven temperature. The transfer time t Trans , consisting of the removal from the heating device, transport to the tool and insertion into the tool, was between 5 and 13 s. In the forming tool, the blanks were formed into the respective sheet metal part, with the sheet metal parts in the tool cooling down at a rate r WZ were cooled down. The dwell time in the tool is denoted by twz. Finally, the samples were cooled in air to room temperature. The parameters mentioned are given for different variants in Tables 4 and 5 . Table 5 shows in particular the degree of rolling to sheet thickness ratio (WGB), as it results from the degree of rolling and the sheet thickness after rolling, and WOP value ("hydrogen-related furnace parameter"), which is derived from the dew point, the furnace temperature and the total time in the furnace was determined using the formula. In all cases, the points (WGB, WOP) lie within the area spanned by straight connecting distances between points P11 (WGB 0.8, WOP 100) and P13 (WGB 0.8, WOP 800), P13 (WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (
Tabelle 6 zeigt weitere mechanische Eigenschaften des so erhaltenen Blechformteils. Die Messungen wurden dabei ohne eine KTL-Beschichtung durchgeführt. Gemäß DIN EN ISO 6892-1 Probenform 2 (Anhang B Tab. B1) wurden Streckgrenze, Zugfestigkeit und Bruchdehnung A80 bestimmt. Die Ausgangsmesslänge betrug 80mm. Die Proben wurden quer zur Walzrichtung entnommen. Zudem wurde gemäß der VDA-Norm 238-100 der Biegewinkel im Kraftmaximum ermittelt und anschließend in der beschriebenen Weise auf die Blechdicke korrigiert. Die Proben für die Messung des Biegewinkels wurden ebenfalls quer zur Walzrichtung entnommen. Zudem wurde gemäß DIN EN ISO 6507 (2018.07) die Vickershärte bestimmt.
* nicht erfindungsgemäße Referenzbeispiele
* reference examples not according to the invention
Beispielhafte Bestimmung zulässiger Werte für TOfen, tOfen und TTaupunkt zum Einhalten eines Hdiff-Wertes von 0,4 ppm in hergestellten Bauteilen aus Stahlflachprodukten.Example of determination of permissible values for T oven , t oven and T dew point to maintain an H diff value of 0.4 ppm in manufactured components made from flat steel products.
Beispielhaft wird hierzu der Versuch 1 gemäß den Tabellen 4-6 verwendet: ![]()
![]()

![]()
![]()
Für den WGB-Wert von 80,0 lässt sich ein bevorzugter WOP-Wert von 200 bis 584 aus ![]()
![]()
![]()
- ⇔ 200 ≤ 264 ≤ 584
- ⇔ wahre Aussage
- ⇔ 200 ≤ 264 ≤ 584
- ⇔ true statement
Da der errechnete WOP-Wert von 264 zwischen 200 und 584 liegt, lässt sich durch die gewählten Parameter ein maximaler Hdiff-Wert von 0,4 ppm im Bauteil einhalten.Since the calculated WOP value of 264 is between 200 and 584, a maximum H diff value of 0.4 ppm can be maintained in the component using the selected parameters.
Das erfindungsgemäß hergestellte Blechformteil weist eine geringe Neigung zu wasserstoffinduzierten Brüchen bei Lastspannungen auf und kann daher vorteilhaft im Automobilsektor, dem Luftfahrzeugbau oder Schienenfahrzeugbau verwendet werden.The sheet metal part produced according to the invention has a low tendency to hydrogen-induced fractures under load voltages and can therefore be used advantageously in the automotive sector, aircraft construction or rail vehicle construction.
Claims (17)
dadurch gekennzeichnet, dass
die Bestimmung des WOP-Werts gemäß Schritt (B) innerhalb einer Fläche aufgespannt durch gerade Verbindungsstrecken zwischen den Punkten P12 (WGB 0,8, WOP 300) und P13 (WGB 0,8, WOP 800), P13 (WGB 0,8, WOP 800) und P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) und P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) und P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) und P52 (WGB 150, WOP 200), P52 (WGB 150, WOP 200) und P32 (WGB 50, WOP 200), P32 (WGB 50, WOP 200) und P33 (WGB 50, WOP 300) sowie P33 (WGB 50, WOP 300) und P12 (WGB 0,8, WOP 300) in einem Koordinatensystem, in dem der WOP-Wert auf der y-Achse und das Abwalzgrad-Blechdickenverhältnis (WGB) auf der x-Achse aufgetragen sind, erfolgt.Method according to claim 1,
characterized in that
the determination of the WOP value according to step (B) within an area spanned by straight connecting distances between the points P12 (WGB 0.8, WOP 300) and P13 (WGB 0.8, WOP 800), P13 (WGB 0.8, WOP 800) and P21 (WGB 26, WOP 650), P21 (WGB 26, WOP 650) and P41 (WGB 74, WOP 590), P41 (WGB 74, WOP 590) and P53 (WGB 150, WOP 520), P53 (WGB 150, WOP 520) and P52 (WGB 150, WOP 200), P52 (WGB 150, WOP 200) and P32 (WGB 50, WOP 200), P32 (WGB 50, WOP 200) and P33 (WGB 50, WOP 300) as well as P33 (WGB 50, WOP 300) and P12 (WGB 0.8 , WOP 300) in a coordinate system in which the WOP value is plotted on the y-axis and the degree of rolling to sheet thickness ratio (WGB) is plotted on the x-axis.
dadurch gekennzeichnet, dass
tOfen 0,04 bis 0,5 h, bevorzugt 0,060 bis 0,4 h, besonders bevorzugt 0,067 bis 0,25 h, beträgt.Method according to one of claims 1 to 2,
characterized in that
t oven is 0.04 to 0.5 h, preferably 0.060 to 0.4 h, particularly preferably 0.067 to 0.25 h.
dadurch gekennzeichnet, dass
für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt:
characterized in that
The following applies to the Al/Nb ratio of Al content to Nb content:
dadurch gekennzeichnet, dass
der Korrosionsschutzüberzug eine Legierungsschicht und eine Al-Basisschicht aufweist.Method according to one of claims 1 to 5,
characterized in that
the corrosion protection coating has an alloy layer and an Al base layer.
dadurch gekennzeichnet, dass
und/oder
characterized in that
and or
wobei die für das Entnehmen aus der in Schritt (C) verwendeten Erwärmungseinrichtung und das Einlegen des Zuschnitts in das in Schritt D verwendete Formwerkzeug benötigte Transferdauer tTrans höchstens 20 s, bevorzugt höchstens 15 s, beträgt.Method according to one of claims 1 to 7,
wherein the transfer time t Trans required for removing it from the heating device used in step (C) and inserting the blank into the molding tool used in step D is at most 20 s, preferably at most 15 s.
wobei das Abkühlen in Schritt (D), insbesondere über eine Dauer tWZ von mehr als 1 s, mit einer Abkühlgeschwindigkeit rWZ von 10 bis 1000 K/s, bevorzugt mindestens 27 K/s, insbesondere mindestens 30 K/s, auf die Zieltemperatur TZiel erfolgt.Method according to one of claims 1 to 8,
wherein the cooling in step (D), in particular over a period t WZ of more than 1 s, with a cooling rate r WZ of 10 to 1000 K/s, preferably at least 27 K/s, in particular at least 30 K/s, to the Target temperature T Target occurs.
dadurch gekennzeichnet, dass
und/oder
und/oder
characterized in that
and or
and or
wobei für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt:
where the following applies to the Al/Nb ratio of Al content to Nb content:
dadurch gekennzeichnet, dass
das Blechformteil zumindest teilweise eine Härte nach Vickers von mindestens 340 HV, bevorzugt 400 HV, insbesondere 500 HV aufweist.Sheet metal part according to one of claims 13 to 14
characterized in that
the sheet metal part at least partially has a Vickers hardness of at least 340 HV, preferably 400 HV, in particular 500 HV.
dadurch gekennzeichnet, dass
und/oder
und/oder
characterized in that
and or
and or
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22175105.0A EP4283003A1 (en) | 2022-05-24 | 2022-05-24 | Method for producing a sheet metal part |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22175105.0A EP4283003A1 (en) | 2022-05-24 | 2022-05-24 | Method for producing a sheet metal part |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4283003A1 true EP4283003A1 (en) | 2023-11-29 |
Family
ID=81850172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22175105.0A Pending EP4283003A1 (en) | 2022-05-24 | 2022-05-24 | Method for producing a sheet metal part |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP4283003A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025242935A1 (en) * | 2024-06-19 | 2025-11-27 | Thyssenkrupp Steel Europe Ag | Shaped sheet metal part having improved forming properties |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69907816T2 (en) | 1998-07-09 | 2004-03-11 | Sollac S.A. | Coated hot-rolled and cold-rolled steel sheet with very high strength after thermal treatment |
| WO2015036151A1 (en) | 2013-09-13 | 2015-03-19 | Thyssenkrupp Steel Europe Ag | Method for producing a steel component having a metal coating protecting it against corrosion, and steel component |
| DE102014109943B3 (en) * | 2014-07-16 | 2015-11-05 | Thyssenkrupp Ag | Steel product with an anti-corrosion coating of an aluminum alloy and process for its production |
| EP2993248A1 (en) | 2014-09-05 | 2016-03-09 | ThyssenKrupp Steel Europe AG | Flat steel product with an Al coating, method for producing the same, steel component and method for producing the same |
| WO2019016041A1 (en) * | 2017-07-21 | 2019-01-24 | Thyssenkrupp Steel Europe Ag | STEEL FLAX PRODUCT WITH GOOD AGING RESISTANCE AND METHOD FOR THE PRODUCTION THEREOF |
| DE102017218704A1 (en) * | 2017-10-19 | 2019-04-25 | Thyssenkrupp Ag | Process for producing a steel component provided with a metallic, corrosion-protective coating |
| WO2019192703A1 (en) * | 2018-04-05 | 2019-10-10 | Thyssenkrupp Steel Europe Ag | Method for producing from a steel flat a steel component provided with a coating, steel flat and steel component |
| WO2020245027A1 (en) * | 2019-06-03 | 2020-12-10 | Thyssenkrupp Steel Europe Ag | Method for producing a sheet-metal component from a steel-plate product which is provided with an anti-corrosion coating |
-
2022
- 2022-05-24 EP EP22175105.0A patent/EP4283003A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69907816T2 (en) | 1998-07-09 | 2004-03-11 | Sollac S.A. | Coated hot-rolled and cold-rolled steel sheet with very high strength after thermal treatment |
| WO2015036151A1 (en) | 2013-09-13 | 2015-03-19 | Thyssenkrupp Steel Europe Ag | Method for producing a steel component having a metal coating protecting it against corrosion, and steel component |
| DE102014109943B3 (en) * | 2014-07-16 | 2015-11-05 | Thyssenkrupp Ag | Steel product with an anti-corrosion coating of an aluminum alloy and process for its production |
| EP2993248A1 (en) | 2014-09-05 | 2016-03-09 | ThyssenKrupp Steel Europe AG | Flat steel product with an Al coating, method for producing the same, steel component and method for producing the same |
| WO2019016041A1 (en) * | 2017-07-21 | 2019-01-24 | Thyssenkrupp Steel Europe Ag | STEEL FLAX PRODUCT WITH GOOD AGING RESISTANCE AND METHOD FOR THE PRODUCTION THEREOF |
| DE102017218704A1 (en) * | 2017-10-19 | 2019-04-25 | Thyssenkrupp Ag | Process for producing a steel component provided with a metallic, corrosion-protective coating |
| WO2019192703A1 (en) * | 2018-04-05 | 2019-10-10 | Thyssenkrupp Steel Europe Ag | Method for producing from a steel flat a steel component provided with a coating, steel flat and steel component |
| WO2020245027A1 (en) * | 2019-06-03 | 2020-12-10 | Thyssenkrupp Steel Europe Ag | Method for producing a sheet-metal component from a steel-plate product which is provided with an anti-corrosion coating |
Non-Patent Citations (1)
| Title |
|---|
| HOFFMANN, HARTMUTNEUGEBAUER, REIMUNDSPUR, GÜNTER: "Handbuch Umformen", 2012, CARL HANSER VERLAG GMBH & CO. KG |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025242935A1 (en) * | 2024-06-19 | 2025-11-27 | Thyssenkrupp Steel Europe Ag | Shaped sheet metal part having improved forming properties |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2553133B1 (en) | Steel, flat steel product, steel component and method for producing a steel component | |
| EP3555337B1 (en) | Hot rolled steel plate and production method thereof | |
| EP3083239B1 (en) | Flat steel product for components of a car body for a motor vehicle | |
| EP3655560B1 (en) | Flat steel product with a high degree of aging resistance, and method for producing same | |
| EP4388140B1 (en) | Steel with improved processing properties for forming at elevated temperatures | |
| EP3221478B1 (en) | Hot or cold rolled strip of a high-strength air-hardening multi-phase steel comprising outstanding processing properties and method for the production a hot or cold rolled strip from said air-hardening multi-phase steel | |
| EP3221484B1 (en) | Method for manufacturing a high-strength air-hardening multiphase steel strip having excellent processing properties | |
| EP3221483B1 (en) | High strength air hardenable multi phase steel with excellent workability and sheet manufacturing process thereof | |
| EP2905348B1 (en) | High strength flat steel product with bainitic-martensitic structure and method for manufacturing such a flat steel product | |
| EP4223889B1 (en) | Method for producing a steel component provided with a metallic coating protecting against corrosion | |
| DE69525730T2 (en) | CHROME STEEL PLATE WITH EXCELLENT PRESSABILITY | |
| EP2664682A1 (en) | Steel for the production of a steel component, flat steel product comprising same, component comprised of same and method for producing same | |
| WO2024038037A1 (en) | Steel having improved processing properties for working at elevated temperatures | |
| EP4388141B1 (en) | Steel with improved processing properties for forming at elevated temperatures | |
| EP4174207A1 (en) | Flat steel product having improved processing properties | |
| EP4460586B1 (en) | High strength steel with improved hydrogen embrittlement resistance | |
| EP4283003A1 (en) | Method for producing a sheet metal part | |
| EP1865086B1 (en) | Use of a steel flat product produced from a manganese boron steel and method of its production | |
| EP4283004A1 (en) | Flat steel product having improved processing properties | |
| EP4473134A1 (en) | High-strength hot dip-coated steel strip with plasticity brought about by microstructural transformation and method for production thereof | |
| DE102023105207A1 (en) | Process for hot press forming with improved properties | |
| WO2024149909A1 (en) | High-tensile steel having improved hydrogen embrittlement resistance | |
| DE102022130775A1 (en) | Hot press forming process with improved process window | |
| EP4569142A1 (en) | High-tensile steel exhibiting improved resistance to hydrogen embrittlement | |
| EP4656763A1 (en) | Shaped sheet metal part with a phosphateable coating and method for the production thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240206 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |