EP4140928A1 - Device for the continuous winding in the same direction of filamentary material in double winders - Google Patents
Device for the continuous winding in the same direction of filamentary material in double winders Download PDFInfo
- Publication number
- EP4140928A1 EP4140928A1 EP21193477.3A EP21193477A EP4140928A1 EP 4140928 A1 EP4140928 A1 EP 4140928A1 EP 21193477 A EP21193477 A EP 21193477A EP 4140928 A1 EP4140928 A1 EP 4140928A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- spool
- coils
- winding material
- catch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004804 winding Methods 0.000 title claims abstract description 138
- 239000000463 material Substances 0.000 title claims abstract description 50
- 238000000034 method Methods 0.000 claims abstract description 24
- 238000012546 transfer Methods 0.000 description 10
- 238000013461 design Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000004753 textile Substances 0.000 description 3
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000881 depressing effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/044—Continuous winding apparatus for winding on two or more winding heads in succession
- B65H67/052—Continuous winding apparatus for winding on two or more winding heads in succession having two or more winding heads arranged in parallel to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H65/00—Securing material to cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a method and a device for the continuous winding of strand-like material on double spools according to the preamble of patent claim 1.
- strand-like material means in particular wires, strands, wires, textile threads, etc. on spools, which have the orthogonal to their winding axis are designed asymmetrically, e.g. with a monoconical winding core and/or have to be wound in the same direction for functional reasons.
- Such windings of strand-shaped goods are produced, for example, in a continuous process in highly productive extrusion systems for coating copper wires and strands, glass and textile fibers into so-called cores for the automotive, data and energy transmission sector.
- continuously winding double spools are state of the art in the cable, wire, hose and textile industries.
- the specific implementation is different in each case. This applies, for example, to the arrangement and movement of the winding points in space and the functional design of the device elements for transferring the winding material from the fully wound spool to the empty spool without reducing the production speed of the upstream system parts. What they all have in common, whether with a horizontal or vertical winding axis, is the axis-parallel arrangement of the winding positions.
- the winding basket which can be rotated around the vertical, pivots by 180° into one to transfer the winding material from the full spool to the empty spool and then each other direction.
- no slip ring contacts are required to supply the winding drives and no pressure medium supply via rotary feedthroughs is required for the advantageous clamping of the coils "axleless" between quills.
- Another advantage of this design is the good connection to automated package handling.
- the present invention is based on the object of creating a method that allows the elongated product resulting from the previous production process to be wound onto spools on automatic double spoolers in such a way that, with regard to the spool geometry, a winding direction is in the same direction, regardless of the winding point the same start and end of winding can be produced and thus all coils wound on the double spooler can be used for the further technological work step.
- the method according to the invention is accordingly characterized in that the coils are used opposite to one another in their alignment towards the drive side and the coils are wound onto the coils at the opposite ends of the winding material on the coils due to the alignment.
- a device for carrying out the method of the type mentioned is preferably characterized in that it comprises at least one device for turning over the winding material from the winding material beginning of a full spool to the winding material beginning of an empty spool.
- such a device is preferably designed so that it allows automatic double spoolers to be equipped in such a way that, while maintaining the conventional axis-parallel arrangement of the winding points with spools that are driven and held axislessly between sleeves, a winding of all spools directed in the same direction can be produced.
- Automatic means that the process of inserting the empty bobbins into the machine from storage on an infeed idler conveyor or ramp to the winding point of the bobbin and removing the fully wound bobbin from the winding point to the outfeed idler roller conveyor or ramp is full program-controlled.
- the advantage here is the possibility of arranging the feed and unloading units together on one side of the machine and thus shortening package handling.
- each spool In the case of semi-automatic double spoolers, each spool must be fed individually for loading to one or the other winding position.
- the disadvantage here is the inevitably higher bobbin handling effort by the operator.
- the respective winding point is alternately loaded with the empty spool in such a way that this is always successively wound in the same winding direction after the turning process of the winding material.
- the winding material is transferred from the full spool to the empty spool and caught, contrary to the previously known designs, not only on the driven spool flange side but also on the opposite flange side.
- a transfer device which is arranged on the spool drive side and whose functional elements enable the running winding material to be drawn in for catching in the catching plane on the drive-side flange and the opposite flange of the empty spool.
- two catching planes are preferably arranged, which allow the running winding material to be drawn in for catching in the catching plane on the drive-side flange and the opposite flange of the empty spool.
- the device according to the invention for the continuous winding of strand-like material on double spoolers comprises spools 1, 2, which are mounted on both sides and are to be inserted parallel to the axis, which can be successively wound with a strand-like material 44 in the same direction and which are used alternately automatically or semi-automatically after they have been wound.
- FIG. 5 shows the device according to the invention in an advantageous embodiment
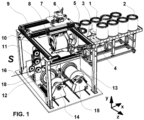
- the implementation of a winding of the bobbins in the same direction with regard to the winding direction 43, the beginning of the winding 42 and the end of the winding is exemplified below on an automatic double spooler as in FIG Fig.1 shown with traversing winding units and monoconical coils.
- a further embodiment of the device according to the invention e.g 8 .
- the winding material 16 arriving from the left is wound onto the right-hand spool 13 which is just being completed.
- the dancer unit 11 with the transfer roller 18 is already positioned on the left over the empty spool 1 for the transfer process.
- the inlet idler roller conveyor 3 for the empty bobbins 1 and the outlet idler roller conveyor 4 for the full bobbins 2 are arranged.
- the coils are arranged vertically in a special way and are conveyed intermittently in the loading cycle.
- the next pending empty bobbin 1 for installation in the double spooler is pushed outside the machine housing from the infeed idler roller conveyor 3 onto the pivoting device 5 aligned with the exit idler roller conveyor 4 .
- the empty bobbin 1 With its pivoting in the xy plane, the empty bobbin 1 moves from the vertical position to the horizontal and is thus ready to be taken over by the bobbin parallel gripper 8, which is mounted at the lower end of a lifting-pivoting column 6 and through this in direction can be raised or lowered along the y-axis and swiveled around the z-axis +/- 180°.
- This lifting and pivoting column 6 is in turn attached to a transport carriage 7 which can be moved along the paired linear guide units 9 in the direction of the x-axis and these in turn can be moved via a pair of linear guide units 10 in the direction of the z-axis. In this way, the already filled coil can be changed at your winding point 14 or 15 without interrupting the winding process at the other winding point.
- the bobbins can ultimately be installed and removed in the winding devices by means of a 180° rotary movement of the lifting and swiveling column in one direction or the other parallel to the z-axis and, on the other hand, also oriented to the swiveling device 5 for winding -Out or -Entry to be passed.
- the device according to the invention relates to the special design and arrangement of the functional parts catching hoods 19 and 29, the catching hook rollers 21 and the catcher discs 25 and 27 arranged on both sides of the bobbin for transferring and catching the winding material 16 from the completing bobbin 13 to the empty bobbin 1 at the same winding speed.
- the geometric initial conditions are shown as an example for the winding material transfer from the right to the left coil.
- Both figures represent a plan view of the in 2 shown arrangement.
- the winding positions guided on the carriages 33, 34, 35, 36 traverse for laying the winding material on the spools.
- the spools are always used in opposition to one another.
- In 3 shows the smallest diameter of the winding cone of the empty spool 1 on the left towards the drive side (winding drive 30) and the smallest diameter of the winding cone of the completing spool 13 in the opposite direction.
- the empty bobbin 1 is positioned with the inside of the driven flange in the catching plane or in alignment with the winding material run over the traversing rollers 18 .
- the catching process begins with the pressing down of the winding material 16 until it touches the spool core of the empty spool 1 .
- the catch hook vertical drive 23 moves the catch hook rollers 21 from position "y1z2" down to position "y2z2" (see also figure 5 ).
- the catch hook rollers 21 are pulled back in the z-direction to Pos. during which it is prevented from being caught by the catcher disk 25 at the right catcher hood 29 .
- the loose end of the decelerating full bobbin is now left in the rear infeed 37 of the catching hood 19 (see also Fig.5 ) and guided until the coil comes to a standstill.
- the catch hook rollers 21 are moved vertically upwards to their starting position "y1z1".
- In 4 shows the smallest diameter of the winding cone of the empty spool 1 on the right side opposite to the drive side (drives 30) and the smallest diameter of the winding cone of the completing spool 13 to the drive side.
- the empty spool 1 is positioned with the inside of the non-driven flange in the catching plane or in alignment with the winding material run over the traversing rollers 18 .
- the catching process begins with the catch hook rollers 21 moving forward from the starting position “y1z1" to position “y3z3” and then lowering to position “y2z3” and thus depressing the Winding material 16 until it touches the coil core of the empty coil 1. Then, via the horizontal drive 24 of the catch hook, the catch hook rollers move forward in the z-direction to position "y2z3", away from the winding drives 30.
- the right-hand catch disc 26 inevitably catches the winding material and shortly thereafter cuts it on the blade 41 of the right-hand catch hood 29, during which it is prevented from being caught by the catcher disc 27 at the left catcher hood 19.
- FIG. 8 shows a perspective view of a design of the device according to the invention for double spoolers with traversing laying rollers (not shown).
- a catch disk 26, 28 with a catch hood is assigned to each coil both on the drive side and on the opposite side, as well as 1 central catch hook-roller unit per side.
- each collecting hood requires only one feeder for the end of the winding material.
- Figures 9 and 10 schematically represent the same direction winding with contrary to built-in monoconical coils. If in 9 the same direction winding of both coils is shown wound clockwise seen on the flange with the larger core diameter, for example, the winding takes place in 10 counterclockwise. Orientation should be given by the respective inner beginning 42 of the winding material and the direction of the winding material 43 accumulating.
Landscapes
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Abstract
Die vorliegende Erfindung betrifft ein Verfahren zum kontinuierlichen Wickeln von strangförmigem Gut auf Doppelspulern mit beidseitig gelagerten und achsparallel einzusetzenden Spulen (1, 2), die nacheinander mit einem strangförmigem Gut (44) in gleicher Richtung bewickelbar sind und die automatisch oder halbautomatisch nach ihrem jeweiligen Bewickeln wechselseitig eingesetzt werden. Das erfindungsgemäße Verfahren ist dadurch gekennzeichnet, dass die Spulen (1, 2) konträr zueinander in Ihrer Ausrichtung zur Antriebseite (S) eingesetzt werden und das Anwickeln der Spulen (1, 2) an den sich durch die Ausrichtung jeweils gegenüberliegenden Wickelgutanfängen (42) an den Spulen (1, 2) erfolgt.The present invention relates to a method for the continuous winding of strand-like material on double spoolers with bobbins (1, 2) which are mounted on both sides and are to be inserted with parallel axes, which can be wound on successively with a strand-like material (44) in the same direction and which automatically or semi-automatically after they have been wound be used alternately. The method according to the invention is characterized in that the coils (1, 2) are used opposite to one another in their orientation towards the drive side (S) and the winding of the coils (1, 2) begins at the opposite ends (42) of the winding material due to the orientation the coils (1, 2) takes place.
Weiterhin betrifft die vorliegende Erfindung eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens, die mindestens eine Einrichtung zum Umlegen des Wickelgutes vom Wickelgutanfang (42) einer vollen Spule (2) zum Wickelgutanfang (42) einer leeren Spule (1) umfasst.

Description
Die vorliegende Erfindung betrifft ein Verfahren und eine Vorrichtung zum kontinuierlichen Wickeln von strangförmigem Gut auf Doppelspulern gemäß dem Oberbegriff des Patentanspruchs 1. Als strangförmiges Gut seien nachstehend insbesondere Drähte, Litzen, Adern, textile Fäden u.a. auf Spulen gemeint, die über die zu ihrer Wickelachse orthogonalen Ebene asymmetrisch ausgeführt sind, z.B. mit einem monokonischen Wickelkern und/oder aus funktionellen Gründen in gleicher Richtung aufgewickelt werden müssen.The present invention relates to a method and a device for the continuous winding of strand-like material on double spools according to the preamble of
Solche funktionellen Gründe resultieren aus der Weiterverwendung der auf Spulen mit konischem Wickelkern erzeugten Wickel in den darauffolgenden Fertigungsschritten in automatischen sogenannten Crimping-Maschinen, Verseilmaschinen u.a. wo eine Memory gemäße Verdrehung des Wickelgutes um seine eigene Mittelachse in die eine oder andere Richtung kontraproduktiv ist. Ein weiterer Grund ist die Weiterverwendung der auf allseitig symmetrischen Standardspulen erzeugten Wickel, an denen der innere herausgeführte Wickelanfang eine zur Wickelrichtung gleiche Austrittsrichtung aufweisen muss.Such functional reasons result from the further use of the windings produced on spools with a conical winding core in the subsequent production steps in automatic so-called crimping machines, stranding machines, etc., where a memory-based twisting of the winding material around its own central axis in one direction or the other is counterproductive. Another reason is the continued use of the laps produced on standard spools that are symmetrical on all sides, on which the inner lead-out beginning of the lap must have the same exit direction as the winding direction.
Derartig erzeugte Wickel von strangförmigen Gut werden zum Beispiel in einem kontinuierlichen Prozess in hochproduktiven Extrusionsanlagen zur Beschichtung von Cu-Drähten und -Litzen, Glas- und Textilfasern zu sogenannten Adern für den Automotiv-, Daten- und Energieübertragungsbereich erzeugt.Such windings of strand-shaped goods are produced, for example, in a continuous process in highly productive extrusion systems for coating copper wires and strands, glass and textile fibers into so-called cores for the automotive, data and energy transmission sector.
Kontinuierlich wickelnde Doppelspuler gehören prinzipiell in der Kabel-, Draht-, Schlauch- und Textil- Industrie zum Stand der Technik. Die spezielle Ausführung ist jeweils unterschiedlich. Dies betrifft z.B. die Anordnung und Bewegung der Wickelstellen im Raum sowie die funktionelle Gestaltung der Vorrichtungselemente zur Übergabe des Wickelgutes von der jeweils vollgewickelten Spule auf die Leerspule ohne Reduzierung der Produktionsgeschwindigkeit der vorgeschalteten Anlagenteile. Allen gemeinsam, ob mit horizontal oder vertikal ausgeführter Wickelachse, ist die achsparallele Anordnung der Wickelstellen.In principle, continuously winding double spools are state of the art in the cable, wire, hose and textile industries. The specific implementation is different in each case. This applies, for example, to the arrangement and movement of the winding points in space and the functional design of the device elements for transferring the winding material from the fully wound spool to the empty spool without reducing the production speed of the upstream system parts. What they all have in common, whether with a horizontal or vertical winding axis, is the axis-parallel arrangement of the winding positions.
Bekannt geworden ist beispielsweise durch die Offenlegungsschrift
In der Patentschrift
Nachteilig ist allerdings im Gegensatz zur
Aus der vertikalen Wickelposition resultieren jedoch Nachteile bei der vertikalen Bewicklung von Spulen mit zylindrischem Wickelkern. Im Gegensatz zu Spulen mit einem konischen Wickelkern mit einem speziellen Wickelregime, wie u.a. in
Allgemein sind die meisten Doppelspuler aus eben diesen Gründen im Zuge der allgemeinen Weiterentwicklung in horizontaler Wickellage ausgeführt. Sowohl bei hohen Wickelgeschwindigkeiten als auch bei größeren Spulenbruttogewichten werden die Spulen außerdem "achslos" aufgenommen, d.h. zwischen sogenannten Pinolen. Das hat auch wesentliche Vorteile für die Teil- und Vollautomatisierung des Spulenhandlings.In general, for these same reasons, most double spoolers are designed in a horizontal winding position in the course of general further development. Both at high winding speeds and with larger gross coil weights, the coils are also picked up "axleless", ie between so-called quills. This also has significant advantages for the partial and full automation of package handling.
In den
Von den bisher bekannten Doppelspulern horizontaler Bauart ist bekannt, dass sie immer in gleicher oder auch ungeordneter Ausrichtung zur sogenannten Fangebene eingebaut werden, weil meistens die Lage des herausgeführten inneren Wickelanfangs in Bezug zur Aufwickelrichtung für den vorgesehenen Weiterverarbeitungspozess unerheblich ist. Diese Doppelspuler wickeln immer zyklisch im Wechsel eine Spule in eine Richtung und die andere entgegengesetzt.It is known from the hitherto known double spoolers of horizontal design that they are always installed in the same or random orientation to the so-called catching plane, because the position of the inner winding start that is brought out in relation to the winding direction is usually irrelevant for the intended further processing process. These double spoolers always cyclically wind one spool in one direction and the other in the opposite direction.
Aus der
Der vorliegenden Erfindung liegt die Aufgabe zu Grunde, ein Verfahren zu schaffen, das es gestattet, auf automatischen Doppelspulern das aus dem vorhergehenden Fertigungsprozess entstandene, langgestreckte Gut so auf Spulen aufzuwickeln, dass in Bezug auf die Spulengeometrie unabhängig von der Wickelstelle eine gleichsinnige Wickelrichtung, ein gleicher Wickelanfang und ein gleiches Wickelende erzeugt werden und damit alle auf dem Doppelspuler gewickelten Spulen für den weiteren technologischen Arbeitsschritt verwendbar sind.The present invention is based on the object of creating a method that allows the elongated product resulting from the previous production process to be wound onto spools on automatic double spoolers in such a way that, with regard to the spool geometry, a winding direction is in the same direction, regardless of the winding point the same start and end of winding can be produced and thus all coils wound on the double spooler can be used for the further technological work step.
Erfindungsgemäß wird die voranstehende Aufgabe gemäß dem Oberbegriff des Anspruchs 1 in Verbindung mit den kennzeichnenden Merkmalen gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen des erfindungsgemäßen Verfahrens sind in den abhängigen Unteransprüchen angegeben.According to the invention, the above object is achieved according to the preamble of
Das erfindungsgemäße Verfahren ist demnach dadurch gekennzeichnet, dass die Spulen konträr zueinander in Ihrer Ausrichtung zur Antriebseite eingesetzt werden und das Anwickeln der Spulen an den sich durch die Ausrichtung jeweils gegenüberliegenden Wickelgutanfängen an den Spulen erfolgt.The method according to the invention is accordingly characterized in that the coils are used opposite to one another in their alignment towards the drive side and the coils are wound onto the coils at the opposite ends of the winding material on the coils due to the alignment.
Hierzu ist vorzugsweise eine Vorrichtung zur Durchführung des Verfahrens der eingangs genannten Art dadurch gekennzeichnet, dass sie mindestens eine Einrichtung zum Umlegen des Wickelgutes vom Wickelgutanfang einer vollen Spule zum Wickelgutanfang einer leeren Spule umfasst.For this purpose, a device for carrying out the method of the type mentioned is preferably characterized in that it comprises at least one device for turning over the winding material from the winding material beginning of a full spool to the winding material beginning of an empty spool.
Erfindungsgemäß ist eine solche Vorrichtung vorzugsweise dazu ausgebildet, dass sie es gestattet, automatische Doppelspuler so auszurüsten, dass unter Beibehaltung der konventionellen achsparallelen Anordnung der Wickelstellen mit achslos zwischen Pinolen aufgenommenen und angetriebenen Spulen ein gleichsinnig gerichteter Wickel aller Spulen erzeugt werden kann.According to the invention, such a device is preferably designed so that it allows automatic double spoolers to be equipped in such a way that, while maintaining the conventional axis-parallel arrangement of the winding points with spools that are driven and held axislessly between sleeves, a winding of all spools directed in the same direction can be produced.
Peripher wird das vorzugsweise durch ein automatisches oder halbautomatisches wechselseitiges intelligentes Einsetzen der Leerspulen realisiert. Automatisch bedeutet, dass der Vorgang zum Einsetzen der Leer- Spulen in die Maschine von der Bevorratung auf einer Einlauf-Tragrollenbahn oder -Rampe bis hin zur Wickelstelle der Spule und zum Entnehmen der vollgewickelten Spule von der Wickelstelle bis zur Auslauf-Tragrollenbahn oder-Rampe voll prorammgesteuert abläuft.This is preferably realized peripherally by an automatic or semi-automatic mutual intelligent insertion of the empty bobbins. Automatic means that the process of inserting the empty bobbins into the machine from storage on an infeed idler conveyor or ramp to the winding point of the bobbin and removing the fully wound bobbin from the winding point to the outfeed idler roller conveyor or ramp is full program-controlled.
Vorteilhaft ist hierbei die Möglichkeit Zuführ- und Entladeeinheiten auf einer Seite der Maschine gemeinsam anzuordnen und damit Spulenhandling zu verkürzen. Bei halbautomatischen Doppelspulern muss jede Spule einzeln zur Beladung der einen oder anderen Wickelstelle zugeführt werden. Der Nachteil dabei ist dem zwangsweise höheren Spulenhandling-Aufwand durch die Bediener zu sehen. Entscheidend jedoch ist letztlich, dass die jeweilige Wickelstelle wechselseitig so mit der Leerspule beschickt wird, dass diese sukzessive nach dem Umlege-Vorgang des Wickelgutes immer die gleiche Wickelrichtung erfährt. In der erfindungsgemäßen Vorrichtung erfolgt das Umlegen des Wickelgutes von der vollen Spule auf die leere Spule und Fangen entgegen der bislang bekannten Ausführungen nicht nur allein an der angetriebenen Spulenflanschseite, sondern auch an der gegenüberliegenden Flanschseite.The advantage here is the possibility of arranging the feed and unloading units together on one side of the machine and thus shortening package handling. In the case of semi-automatic double spoolers, each spool must be fed individually for loading to one or the other winding position. The disadvantage here is the inevitably higher bobbin handling effort by the operator. Ultimately, however, it is decisive that the respective winding point is alternately loaded with the empty spool in such a way that this is always successively wound in the same winding direction after the turning process of the winding material. In the device according to the invention, the winding material is transferred from the full spool to the empty spool and caught, contrary to the previously known designs, not only on the driven spool flange side but also on the opposite flange side.
Ermöglicht wird dies bei der Ausführung mit traversierenden Wickelstellen und fixen Verlegerollen durch eine Umlege-Vorrichtung, die an der Spulenantriebsseite angeordnet ist und deren Funktionselemente das Einziehen des laufenden Wickelgutes zum Fangen in die Fangebene am antriebsseitigen und dem gegenüberliegenden Flansch der Leerspule ermöglichen.In the version with traversing winding points and fixed transfer rollers, this is made possible by a transfer device, which is arranged on the spool drive side and whose functional elements enable the running winding material to be drawn in for catching in the catching plane on the drive-side flange and the opposite flange of the empty spool.
Bei konventionellen Doppelspulern mit fixen Wickelstellen und traversierenden Verlegerollen werden vorzugsweise zwei Fangebenen angeordnet, die das Einziehen des laufenden Wickelgutes zum Fangen in die Fangebene am antriebsseitigen und dem gegenüberliegenden Flansch der Leerspule ermöglichen.In conventional double spoolers with fixed winding positions and traversing traversing rollers, two catching planes are preferably arranged, which allow the running winding material to be drawn in for catching in the catching plane on the drive-side flange and the opposite flange of the empty spool.
Weitere Ziele, Merkmale, Vorteile und Anwendungsmöglichkeiten der erfindungsgemäßen Vorrichtung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispiels anhand der Zeichnungen.Further goals, features, advantages and possible applications of the device according to the invention result from the following description of an exemplary embodiment with reference to the drawings.
In den Zeichnungen zeigen
-
Fig. 1 eine perspektivische Darstellung eines Doppelspulers mit automatisiertem Handlingsystem und traversierenden Wickelstellen; -
Fig. 2 eine schematische Front-Darstellung eines Doppelspulers mit automatisiertem Handlingsystem; -
Fig. 3 eine schematische Draufsicht auf einen Doppelspuler mit traversierenden Wickelstellen und der erfindungsgemäßen Vorrichtung im Moment des Umlege Vorgangs von der vollen Spule (rechts) auf die Leer-spule (links) mit dem Wickelbeginn am antriebseitigen Flansch; -
Fig. 4 eine schematische Draufsicht im Moment des Umlege Vorgangs von der vollen Spule (links) auf die Leerspule (rechts) mit dem Wickelbeginn am der Antriebsseite gegenüberliegendem Flansch; -
Fig. 5 einen Schnitt durch die Fanghaken- / Fangrollen- Einheit; -
Fig. 6 eine Draufsicht auf die traversierenden Wickeleinheiten und die Fanghaken- / Fangrollen- Einheit; -
Fig. 7 eine perspektivische Ansicht mit einem Fangsystem antriebsseitig ohne Wickeleinheiten; -
Fig. 8 eine perspektivische Ansicht mit zwei Fangsystemen (antriebsseitig und gegenlagerungsseitig) ohne Wickeleinheiten und Spulen; -
Fig. 9 und 10 eine schematische Darstellung des gleichsinnigen Bewickelns;
-
1 a perspective view of a double spooler with automated handling system and traversing winding points; -
2 a schematic front view of a double spooler with automated handling system; -
3 a schematic plan view of a double spooler with traversing winding positions and the device according to the invention at the moment of the transfer process from the full spool (right) to the empty spool (left) with the start of winding on the drive-side flange; -
4 a schematic plan view at the moment of the transfer process from the full spool (left) to the empty spool (right) with the start of winding at the opposite flange on the drive side; -
figure 5 a section through the catch hook / catch roller unit; -
6 a plan view of the traversing winding units and the catch hook / catch roller unit; -
7 a perspective view with a catch system on the drive side without winding units; -
8 a perspective view with two catch systems (on the drive side and on the opposite side) without winding units and coils; -
Figures 9 and 10 a schematic representation of the same direction winding;
Wie aus
An einem Ausführungsbeispiel, welches in
In
Eine weitere Ausführungsform der erfindungsgemäßen Vorrichtung z.B. für standardmäßige konventionelle Doppelspuler mit traversierender Verlegerolle zeigt in Anordnung der Hauptbestandteile 23 bis 40
In
Mit dem Spulen-Parallelgreifer 8 können letztlich die Spulen durch eine 180° Drehbewegung der Hub-Schwenksäule in die eine oder andere Richtung parallel zur z-Achse richtungs-orientiert in die Wickeleinrichtungen ein- und ausgebaut werden und andererseits ebenso orientiert der Schwenkeinrichtung 5 zum Spulen-Aus oder -Eintrag übergeben werden.With the bobbin
Mit dem richtungsvariablen Einsetzen der Spulen in die Wickelstellen mit dem beschriebenen Handlingsystem an Hand des Ausführungsbeispiels ist eine wesentliche Voraussetzung für die Funktion der erfindungsgemäßen Vorrichtung gegeben.With the directionally variable insertion of the coils into the winding positions with the handling system described using the exemplary embodiment, an essential prerequisite for the function of the device according to the invention is given.
Die erfindungsgemäße Vorrichtung bezieht sich auf die spezielle Gestaltung und Anordnung der Funktionsteile Fanghauben 19 u. 29, der Fanghaken-Rollen 21 und der beidseitig der Spule angeordneten Fängerscheiben 25 u. 27 zum Umlegen und Fangen des Wickelgutes 16 von der vollwerdenden Spule 13 auf die Leerspule 1 bei gleichbleibender Wickelgeschwindigkeit. In
In
Beide Figuren stellen eine Draufsicht zur in
Im Ausführungsbeispiel traversieren die auf den Schlitten 33, 34, 35, 36 geführten Wickelstellen zum Verlegen des Wickelgutes auf den Spulen.In the exemplary embodiment, the winding positions guided on the
Für den gleichsinnigen Wickelanfang am Kern aller Leerspulen 1 bei gleichsinniger Bewicklungsrichtung sind werden die Spulen immer konträr zueinander eingesetzt.For the beginning of winding in the same direction on the core of all
In
Wenn die Leer-Spulendrehzahl in Relation zur temporären Wickelgeschwindigkeit erreicht ist, beginnt der Fangprozess mit dem Niederdrücken des Wickelgutes 16 soweit, bis es den Spulenkern der Leer-Spule 1 tangiert. Der Fanghaken-Vertikalantrieb 23 bewegt die Fanghaken-Rollen 21 von der Pos. "y1z2" nach unten auf die Pos. "y2z2" (siehe auch
In
Wenn die Leer-Spulendrehzahl in Relation zur temporären Wickelgeschwindigkeit erreicht ist, beginnt der Fangprozess mit dem Vorfahren der Fanghaken-Rollen 21 aus der Ausgangsposition "y1z1" in Pos. "y3z3" und anschließendem Absenken in Pos. "y2z3" und damit dem Niederdrücken des Wickelgutes 16 soweit, bis es den Spulenkern der Leer-Spule 1 tangiert. Dann folgt über den Fanghaken-Horizontalantrieb 24 das Vorfahren der Fanghaken-Rollen in z-Richtung auf Pos. "y2z3", weg von den Wickelantrieben 30. Zwangsläufig fängt die rechte Fängerscheibe 26 das Wickelgut und schneidet es kurz darauf am Messer 41 der rechten Fanghaube 29 ab, während dessen es an der linken Fanghaube 19 davon abgehalten wird, von der Fängerscheibe 27 erfasst zu werden. Das lose Ende der abbremsenden vollen Spule wird nun in den vorderen Einzug 40 der rechten Fanghaube 29 (siehe auch
In
- 11
- Leer-Spuleempty spool
- 22
- volle Spulefull spool
- 33
- Einlauf - TragrollenbahnInfeed - carrier roller conveyor
- 44
- Auslauf - TragrollenbahnOutlet - carrier roller conveyor
- 55
- Schwenkeinrichtungswivel device
- 66
- Hub-Schwenksäulelifting swivel column
- 77
- Transportschlittentransport carriage
- 88th
- Spulengreiferbobbin gripper
- 99
- Linearführungseinheit X-AchseX-axis linear guide unit
- 1010
- Linearführungseinheit Z-AchseLinear guide unit Z-axis
- 1111
- Tänzereinheitdancer unit
- 1212
- Leerspule im HochlaufEmpty spool during run-up
- 1313
- vollwerdende Spule zum Wechselcompleting spool to change
- 1414
- Gegenlagerung linkscounter bearing on the left
- 1515
- Gegenlagerung rechtsCounterbearing on the right
- 1616
- Wickelgutcoiled goods
- 1717
- Abzugseinheittrigger unit
- 1818
- Verlegerollenlaying rolls
- 1919
- Fanghaube linkshood on the left
- 2020
- Fanghaube rechtshood on the right
- 2121
- Fanghaken - SchrägrollenCatch hook - oblique rollers
- 2222
- Fanghaken - HorizontalrolleCatch hook - horizontal roller
- 2323
- Fanghaken -VertikalantriebCatch hook -vertical drive
- 2424
- Fanghaken - HorizontalantriebCatch hook - horizontal drive
- 2525
- Fängerscheibe rechts - AntriebsseiteCatch washer on the right - drive side
- 2626
- Fängerscheibe rechts - LospinolenseiteCatch washer on the right - loose quill side
- 2727
- Fängerscheibe links - AntriebsseiteCatch washer left - drive side
- 2828
- Fängerscheibe links - LospinolenseiteCatch washer left - loose quill side
- 2929
- Reibringfriction ring
- 3030
- Wickelantriebwinding drive
- 3131
- Antriebslagerung linksDrive bearing on the left
- 3232
- Antriebslagerung rechtsDrive bearing on the right
- 3333
- Gegenlagerungsschlitten linksCounter bearing carriage on the left
- 3434
- Gegenlagerungsschlitten rechtsCounter bearing slide on the right
- 3535
- Antriebslagerungsschlitten linksDrive bearing carriage on the left
- 3636
- Antriebslagerungsschlitten rechtsDrive bearing carriage on the right
- 3737
- hinterer Einzug der Fanghaube linksrear intake of the collecting hood on the left
- 3838
- vorderer Einzug der Fanghaube linksFront intake of the collecting hood on the left
- 3939
- hinterer Einzug der Fanghaube rechtsrear indentation of the collection hood on the right
- 4040
- vorderer Einzug der Fanghaube rechtsfront infeed of the collection hood on the right
- 4141
- MesserKnife
- 4242
- innerer herausgeführter Wickelgutanfanginner lead-out beginning of the winding material
- 4343
- auflaufendes Wickelgutaccumulating winding material
Claims (9)
dadurch gekennzeichnet, dass
die Spulen (1,2) konträr zueinander in Ihrer Ausrichtung zur Antriebseite (S) eingesetzt werden und das Anwickeln der Spulen (1, 2) an den sich durch die Ausrichtung jeweils gegenüberliegenden Wickelgutanfängen (42) an den Spulen (1, 2) erfolgt.Process for the continuous winding of strand-like material on double spoolers with spools (1, 2) which are mounted on both sides and are to be inserted parallel to the axis, which can be wound on successively with a strand-like material (44) in the same direction and which are used alternately automatically or semi-automatically after their respective winding,
characterized in that
the coils (1, 2) are used opposite to each other in their orientation towards the drive side (S) and the coils (1, 2) are wound onto the coils (1, 2) at the opposite ends of the winding material (42) due to the orientation .
dadurch gekennzeichnet, dass
sie mindestens eine Einrichtung zum Umlegen des Wickelgutes vom Wickelgutanfang (42) einer vollen Spule (2) zum Wickelgutanfang (42) einer leeren Spule (1) umfasst.Device for carrying out the method according to claim 1,
characterized in that
it comprises at least one device for turning over the winding material from the winding material start (42) of a full spool (2) to the winding material start (42) of an empty spool (1).
dadurch gekennzeichnet, dass
zur Ausbildung traversierender Wickelstellen die Vorrichtung jeweils eine Schlittenführung (33, 34, 35, 36) für die Spulen (1, 2) umfasst.Device according to claim 2,
characterized in that
to form traversing winding positions, the device comprises a carriage guide (33, 34, 35, 36) for the coils (1, 2).
dadurch gekennzeichnet, dass
die Einrichtung zum Umlegen an der Spulenantriebsseite angeordnet ist und die Funktionselemente umfasst, die das Einziehen des laufenden Wickelgutes zum Fangen in die Fangebene am antriebsseitigen und dem gegenüberliegenden Flansch einer Leerspule ermöglicht.Device according to claim 3,
characterized in that
the device for shifting is arranged on the spool drive side and comprises the functional elements that enable the moving winding material to be drawn in for catching in the catching plane on the drive-side flange and the opposite flange of an empty spool.
dadurch gekennzeichnet, dass
jede Spule (1) zwischen Fängerscheiben (25, 26, 27, 28) mit Reibringen (44) eingespannt wird.Device according to one of the preceding claims 2 to 4,
characterized in that
each coil (1) is clamped between catch discs (25, 26, 27, 28) with friction rings (44).
dadurch gekennzeichnet, dass
zum Umlegen des Wickelgutes von der voll werdenden Spule (13) auf die Leerspule (12) Fanghauben (19, 20) mit je einem hinteren und einen vorderen Einzug (37, 38, 39, 40) für das abgeschnittene Gutende vorgesehen und die passend zur Umlegegeometrie ausgestaltet sind.Device according to one of the preceding claims 2 to 5,
characterized in that
for transferring the winding material from the full spool (13) to the empty spool (12) catching hoods (19, 20) each with a rear and a front feeder (37, 38, 39, 40) for the cut end of the material and which are suitable for the Folding geometry are designed.
dadurch gekennzeichnet, dass
mindestens eine Fanghaken-Horizontalrolle (22) und mindestens zwei Fanghaken-Schrägrollen (22) vorgesehen sind, mittels derer das überlegende Wickelgut (16) in einer Bewegung vertikal nach gedrückt werden kann, wobei die horizontale Bewegung zum Einziehen in die jeweilige Fangposition für den dem Wickelantrieb zugewandten oder abgewandten Flansch der Leer-Spule (1) in mindestens drei Stellungen erfolgt und das Wickelgut dabei sowohl in z-Richtung gen Antrieb gezogen als auch in Gegenrichtung geschoben und ausgelenkt werden kann.Device according to one of the preceding claims 2 to 5,
characterized in that
at least one catch hook horizontal roller (22) and at least two catch hook slanting rollers (22) are provided, by means of which the overlapping winding material (16) can be pressed vertically in one movement, with the horizontal movement for pulling into the respective catch position for the dem Flange of the empty spool (1) facing or facing away from the winding drive takes place in at least three positions and the winding material can be pulled both in the z-direction towards the drive and pushed and deflected in the opposite direction.
dadurch gekennzeichnet, dass
zum Umlegen des Wickelgutes von der voll werdenden Spule (13) auf die Leerspule (12) Fanghauben (19, 29) mit je nur einem hinteren Einzug (37, 39) für das abgeschnittene Gutende und Fanghaken-Rollen-Einheiten vorgesehen sind.Device according to one of the preceding claims 2 to 7,
characterized in that
catch hoods (19, 29) each with only one rear feeder (37, 39) for the cut-off end of the good and catch hook-roller units are provided for transferring the winding material from the full spool (13) to the empty spool (12).
dadurch gekennzeichnet, dass
zur Beschickung der Wickelstellen mit Spulen ein Handlingsystem vorgesehen ist, das aus einem an einer Hub-Schenk-Säule (6) in y-Richtung schwenk- und verfahrbaren und entlang von Linearführungseinheiten (9, 10) in x- und z-Richtung verfahrbaren Spulengreifer (8) gebildet ist, mittels dem im Wickel-Zyklus entsprechend volle Spulen (2) entfernt und Leer-Spulen (1) für das gleichgerichtete Wickeln bereitgestellt und in die Wickelstellen eingesetzt werden.Device according to one of the preceding claims 2 to 8,
characterized in that
a handling system is provided for loading the winding positions with bobbins, which consists of a bobbin gripper that can be pivoted and moved in the y-direction on a lift-and-swivel column (6) and moved in the x- and z-direction along linear guide units (9, 10). (8) is formed, by means of which full bobbins (2) are removed in the winding cycle and empty bobbins (1) are provided for the rectified winding and are inserted into the winding positions.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21193477.3A EP4140928A1 (en) | 2021-08-27 | 2021-08-27 | Device for the continuous winding in the same direction of filamentary material in double winders |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21193477.3A EP4140928A1 (en) | 2021-08-27 | 2021-08-27 | Device for the continuous winding in the same direction of filamentary material in double winders |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4140928A1 true EP4140928A1 (en) | 2023-03-01 |
Family
ID=77520564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21193477.3A Pending EP4140928A1 (en) | 2021-08-27 | 2021-08-27 | Device for the continuous winding in the same direction of filamentary material in double winders |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP4140928A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118405539A (en) * | 2024-07-03 | 2024-07-30 | 山西同丰纤维机械有限公司 | Enameled wire traction winding device |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1474231A1 (en) | 1964-01-16 | 1969-05-22 | Luetcke Werner Walter | Automatic winding machine |
| CH537866A (en) | 1970-10-29 | 1973-06-15 | Thaelmann Schwermaschbau Veb | Method and device for the correct length winding of wire-shaped material using a double spooler |
| DE2403861A1 (en) * | 1973-03-26 | 1974-10-10 | Oberspree Kabelwerke Veb K | WINDING DEVICE FOR AUTOMATIC RING WINDERS |
| US3965528A (en) | 1974-10-01 | 1976-06-29 | Kissler & Co., Inc. | Universal elbow action lever handle |
| EP0003385B1 (en) | 1978-01-30 | 1981-10-07 | Maillefer S.A. | Continuously operating dual winding machine |
| EP0056359B1 (en) | 1981-01-12 | 1984-07-25 | Maillefer S.A. | Continuous double spool winding apparatus |
| DE3534246A1 (en) | 1985-09-26 | 1987-03-26 | Akzo Gmbh | METHOD FOR THE PRODUCTION OF ALKYLENE-BIS-DITHIOCARBAMATES OR THEIR AMMONIA ADDUCTS AND MIXTURES THAT CAN BE PRODUCED THEREOF |
| EP0504503B1 (en) | 1991-03-22 | 1995-11-29 | KBE Elektrotechnik GmbH | Packaging system for an electrical cable in the form of a truncated cone coil |
| DE20205021U1 (en) | 2002-03-26 | 2002-09-26 | Schäfer Gehäusesysteme GmbH, 01277 Dresden | Computer front panel |
| DE202005021409U1 (en) | 2005-04-25 | 2008-02-21 | Maschinenfabrik Niehoff Gmbh & Co Kg | Device for winding elongate winding material |
| DE102012024450A1 (en) | 2012-12-13 | 2014-06-18 | Maschinenfabrik Niehoff Gmbh & Co. Kg | Winding bobbin for a container, and method for its production and processing |
-
2021
- 2021-08-27 EP EP21193477.3A patent/EP4140928A1/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1474231A1 (en) | 1964-01-16 | 1969-05-22 | Luetcke Werner Walter | Automatic winding machine |
| CH537866A (en) | 1970-10-29 | 1973-06-15 | Thaelmann Schwermaschbau Veb | Method and device for the correct length winding of wire-shaped material using a double spooler |
| DE2403861A1 (en) * | 1973-03-26 | 1974-10-10 | Oberspree Kabelwerke Veb K | WINDING DEVICE FOR AUTOMATIC RING WINDERS |
| US3965528A (en) | 1974-10-01 | 1976-06-29 | Kissler & Co., Inc. | Universal elbow action lever handle |
| EP0003385B1 (en) | 1978-01-30 | 1981-10-07 | Maillefer S.A. | Continuously operating dual winding machine |
| EP0056359B1 (en) | 1981-01-12 | 1984-07-25 | Maillefer S.A. | Continuous double spool winding apparatus |
| DE3534246A1 (en) | 1985-09-26 | 1987-03-26 | Akzo Gmbh | METHOD FOR THE PRODUCTION OF ALKYLENE-BIS-DITHIOCARBAMATES OR THEIR AMMONIA ADDUCTS AND MIXTURES THAT CAN BE PRODUCED THEREOF |
| EP0504503B1 (en) | 1991-03-22 | 1995-11-29 | KBE Elektrotechnik GmbH | Packaging system for an electrical cable in the form of a truncated cone coil |
| DE20205021U1 (en) | 2002-03-26 | 2002-09-26 | Schäfer Gehäusesysteme GmbH, 01277 Dresden | Computer front panel |
| DE202005021409U1 (en) | 2005-04-25 | 2008-02-21 | Maschinenfabrik Niehoff Gmbh & Co Kg | Device for winding elongate winding material |
| DE102012024450A1 (en) | 2012-12-13 | 2014-06-18 | Maschinenfabrik Niehoff Gmbh & Co. Kg | Winding bobbin for a container, and method for its production and processing |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118405539A (en) * | 2024-07-03 | 2024-07-30 | 山西同丰纤维机械有限公司 | Enameled wire traction winding device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69405957T2 (en) | Method and device for winding a narrow tape | |
| DE3809635C2 (en) | ||
| DE2939675A1 (en) | REEL CHANGE DEVICE FOR TEXTILE MACHINES | |
| DE2551290C2 (en) | Thread pull-in device for double winding units on winding machines | |
| DE102012016853A1 (en) | Method for connecting upper and lower threads at winding station of cross-winding machine, involves pivoting nozzle at thread run after head part is rotated into position, and rotating part into another position after nozzle passes run | |
| EP1161397A1 (en) | Device and method for guiding and cutting a tapering thread when changing bobbins | |
| EP1971545B1 (en) | Thread splicing apparatus for a textile machine producing cross-wound bobbins | |
| CH656865A5 (en) | METHOD FOR CHANGING THE BOBBIN WHILE WINDING A CONTINUOUSLY TURNING THREAD, AND REWINDING DEVICE. | |
| EP0916612A2 (en) | Apparatus and method for guiding and cutting a continuously supplied thread | |
| DE102012016854A1 (en) | Method of connecting coil with winding at winding station of winding machine, involves inserting upper thread into thread link assembly, if tubular connector of suction nozzle is in thread insertion position | |
| CH618943A5 (en) | ||
| EP1452474B1 (en) | Method and apparatus for the mechanical production of a cable coil | |
| EP4140928A1 (en) | Device for the continuous winding in the same direction of filamentary material in double winders | |
| EP1076028B1 (en) | Yarn connecting device for a textile machine making cross-wound bobbins | |
| DE68925017T2 (en) | Automatic application of a sliver in a textile machine. | |
| EP2803609B1 (en) | Machine for winding sheet-like materials | |
| DE102017102438A1 (en) | Thread splicing device for a workstation of a cross-wound textile machine | |
| DE102015000247B3 (en) | Apparatus and method for further processing a stacked threadline | |
| EP1046603B1 (en) | Device for and method of guiding and cutting a supplied yarn during bobbin exchange | |
| DE2431145C2 (en) | Method and device for the simultaneous formation of the initial winding and the reserve winding on an empty winding body and winding body | |
| DE2651225A1 (en) | METHOD AND DEVICE FOR WINDING OR SPOOLING WIRE OR DGL. | |
| EP0130473B1 (en) | Device for unreeling cable leads from reels used in the cable industry | |
| DE1153676B (en) | Method and device for the automatic binding of bundles or rings occurring in rolling mills or the like | |
| DE3136908C2 (en) | ||
| EP1987897B1 (en) | Device and method for transferring a coiled cable section |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221010 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20231130 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |