EP4101655A1 - Method and device for forming a data page for a book-type document - Google Patents
Method and device for forming a data page for a book-type document Download PDFInfo
- Publication number
- EP4101655A1 EP4101655A1 EP22173151.6A EP22173151A EP4101655A1 EP 4101655 A1 EP4101655 A1 EP 4101655A1 EP 22173151 A EP22173151 A EP 22173151A EP 4101655 A1 EP4101655 A1 EP 4101655A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gripping
- gripping element
- strip material
- flexible strip
- data carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- 239000000463 material Substances 0.000 claims abstract description 123
- 238000005520 cutting process Methods 0.000 claims description 19
- 238000007789 sealing Methods 0.000 claims description 17
- 238000003466 welding Methods 0.000 claims description 10
- 239000000835 fiber Substances 0.000 claims description 8
- 238000010030 laminating Methods 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 239000004033 plastic Substances 0.000 claims description 4
- 229920003023 plastic Polymers 0.000 claims description 4
- 239000002131 composite material Substances 0.000 claims description 3
- 239000004744 fabric Substances 0.000 claims description 3
- 239000002985 plastic film Substances 0.000 claims description 3
- 229920006255 plastic film Polymers 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 2
- 238000012544 monitoring process Methods 0.000 claims description 2
- 239000004753 textile Substances 0.000 claims description 2
- 238000002604 ultrasonography Methods 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 238000003475 lamination Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000006228 supernatant Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000004801 process automation Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/24—Passports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/02—Multi-step processes for making books starting with single sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C7/00—Manufacturing bookbinding cases or covers of books or loose-leaf binders
- B42C7/008—Conveying means between operation stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C9/00—Applying glue or adhesive peculiar to bookbinding
- B42C9/02—Applying glue or adhesive peculiar to bookbinding for securing back linings, strips, ribbons or headbands
Definitions
- the invention relates to a method for producing a data page for a book-like document, in particular a book-like value or security document, and a device for producing such a data page.
- a method and a device for producing a data page for a book-like document are known, in which a flexible strip material is fed with a feed device to a gripping device which is positioned in a receiving position in the pick and place area for the feed device. After equipping the Gripping device with the flexible strip material, it is moved from the placement area into an adjacent workspace in which a data carrier is positioned. An edge area of the flexible strip material is positioned by the gripping device in relation to an edge area of the data carrier, so that an overlapping area is formed. The flexible band material is then permanently connected to the data carrier in the overlapping area, at least in sections, and the gripping device is then returned from the work area to the pick-up position in the assembly area.
- a processing unit has means for positively and/or cohesively connecting a tab to the data carrier while forming an overlapping area.
- the invention is based on the object of proposing a method and a device for producing a data page for a book-like document, through which automated production is further improved.
- the flexible strip material of the tab is fed from a feed device to a gripping device which comprises at least a first and second gripping element, with at least one gripping element being movable independently of the other.
- the second gripping element grips one end of the flexible tape material held by the first gripping element and is moved into a working position provided separately from the first gripping element in the tape longitudinal direction and is positioned at a distance from the first gripping element which corresponds at least to the length of the tab.
- a third gripping element is between the first and second gripping member and closed to grip the flexible strip material with a connecting portion of the tab protruding from the gripping jaws of the gripping member.
- the third gripping element is positioned with the held flexible strip material to the data carrier, forming an overlapping area with the data carrier and then permanently connected to the data carrier.
- the first gripping element can also be understood as a feed element, which comprises two drive rollers associated with one another, between which the flexible strip material is guided and the control of a movement direction of the flexible strip material in and against the longitudinal direction of the flexible strip material is made possible.
- This method has the advantage that there is a plane-parallel connection area between the strap and the data carrier, which allows the flexible strip material of the strap to be connected to the data carrier without tension. This in turn has a positive influence on the opening behavior of the book-like document in which the data page is sewn in using the flap.
- the movement of the second gripping element into the working position remote from the first gripping element is controlled by a motor with process monitoring.
- This enables precise positioning of the second gripping element at a distance from the first gripping element. This ensures a high level of process reliability in automated production.
- the first and/or second gripping element can be moved towards one another over a predetermined travel path.
- the flexible strip material which preferably consists of a fabric
- the flexible strip material is no longer held taut by the first and second gripping elements, but rather is held stretched out between the two gripping elements.
- This also has the advantage that fluctuations in the material properties of the flexible band material can be removed from the automation process, so that the same conditions are created in order to pick up the flexible band material held stretched between the two gripping elements by the third gripper. As a result, process reliability can be increased.
- the second gripping element is moved from the working position by a travel distance towards the first gripping element, and preferably the travel distance is less than 2 mm. This removes excess tension from the flexible band material.
- the third gripping element is fed onto the flexible strip material which is held stretched between the first and second gripping elements.
- the length of the gripping jaws of the third gripping element preferably corresponds to the length of the tab or is shorter than the length of the tab.
- the third gripping element can grip the flexible strip material, so that a connecting area of the tab to be formed protrudes in relation to the gripping jaws of the third gripping element.
- the stretched arrangement of the strip-shaped strip material makes it possible on the one hand to securely grip the protruding area of the tab to be formed and on the other hand to position the flexible strip material on the data carrier with repeatably the same stretching.
- the flexible strip material is cut to length between the first and third gripping elements by a cutting tool and the second gripping element is opened.
- the length of the flexible strip material is advantageously cut to the final dimension for the length of the tab to be attached to the data carrier.
- the third gripping element can then be moved with the tab to the data carrier.
- the flexible strip material is preferably cut between the first and third gripping elements in such a way that an overhang of the flexible Strip material protrudes from the first gripping element in the direction of the second gripping element.
- This enables a process automation, so that the second gripping element is moved to the first gripping element and can grasp the overhang in order to subsequently be moved away to the first gripping element by carrying the flexible strip material into the working position.
- the first gripping element is open and the flexible band material is pulled through the first gripping element.
- the first gripping element is moved, preferably counter to the longitudinal direction of the flexible strip material, in order to ensure that the flexible strip material projects by a defined amount relative to the first gripping element in the direction of the to form a second gripping element.
- the overhang of the flexible strip material opposite the gripping element protrudes into a working space pointing to the second gripping element and can include an overhang of up to, for example, 20 mm, preferably up to 10 mm.
- the gripping jaws of the first gripping element can be opened and the gripping element can then be moved counter to the longitudinal direction in order to set this overhang. If the first gripping element is designed as a feed element with two opposite transport rollers, these transport rollers can be driven in order to protrude the flexible strip material against these transport rollers with a defined overhang in the direction of the working space.
- a workpiece carrier, on which the data carrier is placed and aligned, is positioned adjacent to the working area between the first and second gripping elements.
- Alignment elements can preferably be provided on or on a support surface of the workpiece carrier, so that a longitudinal side of the data carrier is aligned parallel to the longitudinal extent of the flexible strip material between the first and second gripping element.
- the third gripping element is preferably moved to the workpiece carrier and the connecting area of the tab protruding in relation to the gripping jaws is positioned to form an overlapping area with the data carrier and then permanently connected by lamination, clawing or welding.
- the height and/or depth of the third gripping element can be precisely adjusted to the connection position.
- the tab to be connected to the data carrier is preferably held by the gripping jaws of the third gripping element during lamination or welding to the data carrier.
- a fabric made of textile fibers or plastic fibers or a mixture thereof or a fleece, a plastic film or a plastic composite layer is supplied as the flexible strip material.
- the materials are advantageously adapted to those of the data carrier in order to enable a permanent connection.
- a splicing device is preferably connected upstream of the feed device.
- the flexible strip material can be fed in endlessly.
- a tape end of a used roll can be detected and a tape beginning of a new roll can be welded to the tape end of the used roll. This allows continuous automation.
- the gripping device is preceded by a sealing device and/or a marking device.
- a sealing device and/or a marking device As a result, further treatment steps and/or processing steps can be carried out in the flexible strip material before it is connected to the data carrier.
- the sealing device introduces a sealing area into the flexible strip material before the flexible strip material is fed into the gripping device, which region is aligned to a front and rear narrow side of the data carrier after the flexible strip material has been positioned relative to the carrier. This makes it possible for individual fibers to be prevented from fanning out when the flexible band material is cut to a final dimension.
- the object on which the invention is based is also achieved by a device for producing a data page for a book-like document, in particular a value or security document, wherein the data page comprises a data carrier and a strap made of flexible strip material, which has a connecting area on the is attached to the data carrier and comprises a protruding area, wherein a gripping device is provided with a first and at least one second gripping element and at least one gripping element can be moved independently of the other, and wherein a tool carrier for receiving the data carrier and a third gripping element are provided, which can be positioned between the first and second gripping element and can be moved to the workpiece carrier and wherein at least one cutting tool for cutting the flexible band material to size and a laminating or splicing device is provided which creates an overlapping area between the las che and the data medium inseparably connected.
- This device can enable automated packaging of the data carrier with the tab to produce the data page with a high product quality. At the same time, customer-specific packaging is possible, for example on different formats of the data page.
- this device has the advantage that the flexible strip material is fed to the lamination or welding process for connection to the data carrier in an appropriate length and shape, so that the corresponding positioning requirements for achieving product quality can be met.
- the second gripping element can preferably be moved along a linear axis with a motor that includes a position monitor, in particular a sensor. This allows the second gripping element to be controlled precisely from a first position, in which an end of the flexible strip material held by the first gripping element is gripped, to a working position provided remotely for this purpose, in that a predetermined length of the flexible strip material is pulled off the feed device.
- the third gripping element can preferably be moved transversely to the longitudinal direction of the flexible strip material and in height relative to the workpiece carrier.
- the flexible strip material held and assembled by the third gripping element can be positioned both plane-parallel and tilt-free to the longitudinal side of the data carrier in the overlapping area with the data carrier.
- a marking device is preferably provided in front of the gripping device, viewed in the transport direction of the flexible strip material, by means of which markings and/or individual information and/or personalized information are applied or introduced, for example by printing with ink, using a laser and/or stamps.
- a further preferred embodiment of the device for producing the data page provides that, seen in the transport direction of the flexible strip material, a sealing device is provided in front of the gripping device, which creates a sealing area in the flexible strip material by means of ultrasound and/or temperature and/or pressure. In this sealing range is preferred a cut edge when cutting or punching the data page to a final format and prevents the fibers of the flexible tape material from fanning out.
- a book-like document 11 is shown in perspective.
- This book-like document 11 is, for example, an identification document such as a passport.
- the document 11 comprises a book cover 12, for example.
- a data page 17 and, for example, one or more inner pages 18 are preferably connected to at least the endpaper 14 via a common seam 16, if this is present.
- the inside pages 18 of the book-like document 11 are used the inclusion of visas, stamps or other entries.
- the data page 17 can be designed according to the ICAO standard, for example, and can include an image 19 of the document owner, an OCR-readable ICAO zone 21 and further personalization data 22 .
- the personalization data 22 are provided within the data page 17 .
- Data page 17 has a flap 23 which extends across seam 16 . This flap 23 also includes a seam area in which the seam 16 is formed. Alternatively, instead of the seam 16 or in addition to the seam 16, an adhesive and/or welded connection can also be provided.
- the data page 17 comprises a data carrier 24 with a flexible strip material 26 designed as a tab 23.
- the data carrier 24 can preferably comprise a transponder module which consists of an IC chip and an antenna.
- further electronic and/or other security elements in particular diphragmatic security elements, can be introduced.
- This data carrier 24 consists of at least one layer, preferably two or more layers, such as TPE, preferably PU.
- the first and at least one second layer can be the same or different and can be made of PC (polycarbonate), PET (polyethylene glycol terephthalate) and its modifications, in particular PET-G and PET-F, polyacrylates, in particular PMMA (polymethyl methacrylate), ABS, acrylonitrile Butadiene-styrene, PE (polyethylene), PP (polypropylene), PI (polyimide or polytransisoprene), PVC (polyvinyl chloride), copolymers, block copolymers and coextruded materials from these polymers.
- PC polycarbonate
- PET polyethylene glycol terephthalate
- PET-G and PET-F polyacrylates
- PMMA polymethyl methacrylate
- ABS acrylonitrile Butadiene-styrene
- PE polyethylene
- PP polypropylene
- An edge area 25 of the data carrier 24 is covered at least in sections by a connecting area 27 of the flexible strip material 26 in order to form an overlapping area 28 .
- the flexible strip material 26 is permanently connected to the data page 17, at least in sections.
- it can be a welded connection, such as an ultrasonic welded connection, or an adhesive connection or a connection by clawing.
- Such a connection can be made possible by thermal and/or chemical activation.
- the flexible strip material 26 can consist of a woven fabric, a non-woven fabric, a plastic film or a composite of the aforementioned materials.
- the flexible strip material 26 can be selected depending on the application. If instead of the seam 16 in the book-like document 11 according to figure 1 only an adhesive connection is to be provided, the flexible strip material 26 is formed with appropriate materials in order to enable this adhesive connection on the one hand and to ensure an adequate connection to the data carrier 24 on the other hand.
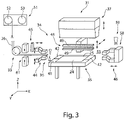
- a device 31 is provided, which is shown in a schematic view in figure 3 is shown.
- This device 31 consists of a gripping device 34 and a workpiece carrier 35 and a cutting tool 36 as well as a device 37 for connecting, in particular for clawing, the tab 23 to the data carrier 24, preferably a laminating and welding device 37.
- the workpiece carrier 35 has a support surface 41 and alignment elements 42, by which a data carrier 34 placed on the workpiece carrier 35 is aligned.
- the gripping device 34 is positioned adjacent to the workpiece carrier 35 .
- This gripping device 34 comprises a first gripping element 44, a second gripping element 46 and a third gripping element 48.
- the first gripping element 41 is assigned a feed device 33, via which the flexible strip material 26 is fed to the device 31.
- the feed device 33 can be formed by one or more feed rollers. Upstream of the feed device 33 is preferably one Splicing device 51 is provided, through which a web end of a used roll 52 can be connected to a web beginning of a new roll 53 with flexible strip material 56, so that an endless strip for feeding the flexible strip material 26 to the device 31 can be created.
- a sealing device 61 is preferably provided between the feed device 33 and the gripping device 34 .
- This sealing device 61 can comprise, for example, two ultrasonic stamps directed towards one another, in particular a sonotrode directed towards an anvil.
- This sealing device 61 allows a section of the flexible strip material 26 or the individual fibers of the flexible strip material 26 to be fused together. It is provided that this sealing area is incorporated in the flexible strip material 26 in such a way that these sealing sections are aligned with a front and rear or upper and lower narrow side of the data carrier 24 after the tab 23 has been attached. This has the advantage that when the data carrier 24 with the tab 23 connected to it is punched to a final format, the fibers of the flexible strip material 26 can be prevented from fanning out in the cutting area.
- a marking device 65 can be provided between the feed device 33 and the gripping device 34 .
- markings and/or individual information and/or personalized information can be applied or introduced.
- the marking device 65 can be implemented by printing with ink or the like, using lasers and/or stamps.
- the first gripping element 44 of the gripping device 34 is assigned to a working space 55 on the input side.
- a free end 56 of the flexible strip material 26 is positioned in relation to the first gripping element 44 in such a way that there is a projection 57 in the direction of the second gripping element 46 .
- This supernatant 57 can up up to 20 millimeters.
- the second gripping element 46 is positioned opposite the first gripping element 44 as seen in the longitudinal direction of the flexible strip material 26 fed to the first gripping element 44 .
- a width of gripping jaws of the first and second gripping members 44, 46 is equal to or greater than the width of the flexible strip material 26.
- the third gripping element 48 can be positioned so that it can be moved, preferably transversely to the first and second gripping element.
- the third gripping element 48 can be moved towards the workpiece carrier 35 and positioned adjacent to it.
- the third gripping element 48 preferably has at least one travel axis in the Y and Z direction.
- the laminating or welding device 37 is positioned above the workpiece carrier 35 and can be moved at least along the Z-axis and moved towards the workpiece carrier 35 .
- the second gripping element 46 is preferably driven to be movable in and counter to the X-direction and can be adjusted at least in height.
- a cutting tool 36 is positioned between the first gripping member 44 and the third gripping member 48 . This can preferably be designed as an ultrasonic cutting tool, so that the cut ends of the flexible strip material 26 are welded or closed, so that the flexible strip material 26 is prevented from fanning out.
- the feed device 33 can be connected to an aligning unit.
- the first gripping element 44 and the second gripping element 46 can also be adjustable transversely to the longitudinal direction of the tape, ie in the Y direction, in order to enable the flexible tape material 26 to be aligned with the data carrier 24 .
- the workpiece carrier 35 can have an alignment unit in order to enable an adjustment to the longitudinal direction of the strip of the flexible strip material 26 .
- the angular position of the laminating and welding device 37 in relation to the workpiece carrier 35 can be adjusted be to allow alignment in the tape longitudinal direction of the flexible tape material 26.
- FIG 4 a starting position for the automated production of the data page 17 is shown. To set up this starting position, it is first necessary for the end 56 of the flexible strip material 26 to be positioned in relation to the first gripping element 44 with an overhang in the direction of the second gripping element 46 . Subsequently, the first gripping element 44 is closed. Starting from this starting position, the automation process can begin. The second gripping element 46 is moved towards the first gripping element 44 and grips the overhang 57 of the flexible strip material 26 on the first gripping element 44.
- the next step is in figure 5 shown.
- the second gripping element 46 is closed.
- the first gripping element 44 is opened.
- the second gripping element 46 is moved through the working space 55 into a working position 58 .
- This working position is in figure 6 shown.
- the assumption of the working position 58 by the second gripping element 46 is monitored with a position monitor, in particular a sensor 59 .
- the flexible strip material 46 is pulled off the feed device 33 under tension.
- the first gripping element 44 is closed.
- the third gripping element 48 is positioned in an open state to the flexible strip material 26 held taut between the first and second gripping elements 44, 46 ( figure 7 ).
- an infeed movement of the third gripping element 48 is controlled, so that the flexible strip material 26 can be gripped by gripping jaws 49 of the third gripping element 48 in relation to the protruding region 29 of the tab 23 .
- the second gripping element 46 moves in the direction of the first gripping element 44 moved towards. this is in figure 8 shown. This relaxes the flexible band material 26 and only keeps it stretched. The movement can be less than or equal to two millimeters, in particular less than or equal to one millimeter.
- the third gripping element 48 is then closed.
- the length of the gripping jaws 49 of the third gripping element 48 preferably corresponds to the length of the tab 23 to be attached.
- the flexible strip material 26 is cut to length by the cutting tool 36 .
- this is in figure 9 shown. This incision can be made in such a way that a projection 57 remains on the first gripping element 44 in the direction of the second gripping element 46 .
- the cutting tool 39 can be positioned close to the first gripping element 44 .
- the first gripping element 44 is then closed and again moved in the direction of a working space 55, ie in the direction of the workpiece carrier 34, so that a starting position is achieved in which the second gripping element 46 can grip the overhang 57.
- the overhang 57 is preferably selected in such a way that it protrudes into the working space 55 in relation to an opened cutting tool 39 , so that the second gripping element 46 can grip the overhang 57 .
- the third gripping element 48 as shown in figure 10 is shown, is moved in the direction of the workpiece carrier 35 . This can be a superimposed movement against the Z direction and in the Y direction. As a result of this displacement movement, the connection area 27 of the flexible strip material 26 is positioned in relation to the edge area 24 of the data carrier 24 to form the overlapping area 28 on the data carrier 24 and is held in this position.
- a laminating or welding device 37 is fed onto the tool carrier 35 and the tab 23 is permanently connected to the data carrier 24 .
- An ultrasonic probe is preferably provided, which acts on the flexible strip material 26 in order to connect it to the data carrier 35. Then the laminating or welding device 37 is lifted, the third gripping element 48 is opened and returned to a starting position. this is in figure 12 shown.
- the finished data page 17 can then be removed from the workpiece carrier 35 manually or preferably automatically with a handling device. Simultaneously or subsequently, the data carrier 24, which is preferably provided in a magazine, can be placed and aligned on the workpiece carrier 35 with a handling device or manually. The method can then start again with the first method step according to FIG figure 4 start. 11. document 36 cutting tool 61 sealing device 12. book cover 37 laminating or welding device 62 13.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Making Paper Articles (AREA)
Abstract
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Herstellung einer Datenseite (17) für ein buchartiges Dokument (11), insbesondere Wert- oder Sicherheitsdokument, welches einen Datenträger (24) sowie eine aus einem flexiblen Bandmaterial (26) bestehende Lasche (23) umfasst, die mit einem Verbindungsbereich (27) an einem Randbereich (25) des Datenträgers (24) unter Bildung eines Überlappungsbereiches (28) verbunden ist und einen überstehenden Bereich (29) umfasst, bei dem das flexible Bandmaterial (26) von einer Zuführeinrichtung (33) einer Greifvorrichtung (34) zugeführt wird, welche zumindest ein erstes Greifelement (44) und ein zweites Greifelement (46) umfasst, und zumindest eines der Greifelemente (44, 46) unabhängig vom anderen verfahrbar ansteuerbar ist, bei dem das zweite Greifelement (46) ein Ende (56) des vom ersten Greifelement (44) gehaltenen flexiblen Bandmaterials (26) greift und in eine getrennt vom ersten Greifelement (44) vorgesehene Arbeitsposition (58) in Bandlängsrichtung verfahren wird und in einem Abstand zum ersten Greifelement (44) positioniert wird, welches zumindest der Länge der Lasche (23) entspricht, bei dem ein drittes Greifelement (48) der Greifvorrichtung (34) zwischen dem ersten und zweiten Greifelement (44, 46) positioniert und zum Greifen des zwischen dem ersten und zweiten Greifelement (44, 46) gehaltenen flexiblen Bandmaterials (26) geschlossen wird, sodass der Verbindungsbereich (29) der Lasche (23) gegenüber dem dritten Greifelement (48) hervorsteht, und bei dem der überstehende Verbindungsbereich (29) des flexiblen Bandmaterials (26) mit dem dritten Greifelement (48) zu dem Randbereich (25) des Datenträgers (24) positioniert und mit dem Datenträger (24) unlösbar verbunden wird. (Hierzu Figur 3)The invention relates to a method and a device for producing a data page (17) for a book-like document (11), in particular a value or security document, which comprises a data carrier (24) and a strap (23) made of flexible strip material (26). which is connected to a connecting area (27) on an edge area (25) of the data carrier (24) to form an overlapping area (28) and comprises an overhanging area (29) in which the flexible strip material (26) is fed by a feed device (33 ) is fed to a gripping device (34), which comprises at least a first gripping element (44) and a second gripping element (46), and at least one of the gripping elements (44, 46) can be driven to move independently of the other, in which the second gripping element (46 ) gripping an end (56) of the flexible strip material (26) held by the first gripping member (44) and moving to an operative position (58) separate from the first gripping member (44). longitudinal direction of the tape and is positioned at a distance from the first gripping element (44) which corresponds at least to the length of the tab (23), in which case a third gripping element (48) of the gripping device (34) is positioned between the first and second gripping element (44, 46 ) is positioned and closed for gripping the flexible band material (26) held between the first and second gripping elements (44, 46) such that the connecting region (29) of the tab (23) projects relative to the third gripping element (48), and in which the protruding connection area (29) of the flexible strip material (26) is positioned with the third gripping element (48) to the edge area (25) of the data carrier (24) and is permanently connected to the data carrier (24). (See Figure 3)
Description
Die Erfindung betrifft ein Verfahren zur Herstellung einer Datenseite für ein buchartiges Dokument, insbesondere ein buchartiges Wert- oder Sicherheitsdokument, sowie eine Vorrichtung zur Herstellung einer solchen Datenseite.The invention relates to a method for producing a data page for a book-like document, in particular a book-like value or security document, and a device for producing such a data page.
Aus der
Aus der
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Herstellung einer Datenseite für ein buchartiges Dokument vorzuschlagen, durch welche eine automatisierte Herstellung weiter verbessert wird.The invention is based on the object of proposing a method and a device for producing a data page for a book-like document, through which automated production is further improved.
Diese Aufgabe wird durch ein Verfahren zur Herstellung einer Datenseite für ein buchartiges Dokument mit folgenden Verfahrensschritten gelöst:
Das flexible Bandmaterial der Lasche wird von einer Zuführeinrichtung einer Greifvorrichtung zugeführt, welche zumindest ein erstes und zweites Greifelement umfasst, wobei zumindest ein Greifelement unabhängig von dem anderen verfahrbar ist. Das zweite Greifelement greift ein Ende des von dem ersten Greifelement gehaltenen flexiblen Bandmaterials und wird in eine getrennt von dem ersten Greifelement vorgesehene Arbeitsposition in Bandlängsrichtung verfahren und in einem Abstand zum ersten Greifelement positioniert, welcher zumindest der Länge der Lasche entspricht. Ein drittes Greifelement wird zwischen dem ersten und zweiten Greifelement positioniert und zum Greifen des flexiblen Bandmaterials geschlossen, wobei ein Verbindungsbereich der Lasche gegenüber den Greifbacken des Greifelementes hervorsteht. Das dritte Greifelement wird mit dem gehaltenen flexiblen Bandmaterial zum Datenträger unter Bildung eines Überlappungsbereiches mit dem Datenträger positioniert und daraufhin unlösbar mit dem Datenträger verbunden.This object is achieved by a method for producing a data page for a book-like document with the following method steps:
The flexible strip material of the tab is fed from a feed device to a gripping device which comprises at least a first and second gripping element, with at least one gripping element being movable independently of the other. The second gripping element grips one end of the flexible tape material held by the first gripping element and is moved into a working position provided separately from the first gripping element in the tape longitudinal direction and is positioned at a distance from the first gripping element which corresponds at least to the length of the tab. A third gripping element is between the first and second gripping member and closed to grip the flexible strip material with a connecting portion of the tab protruding from the gripping jaws of the gripping member. The third gripping element is positioned with the held flexible strip material to the data carrier, forming an overlapping area with the data carrier and then permanently connected to the data carrier.
Unter dem ersten Greifelement kann auch ein Vorschubelement verstanden werden, welches zwei einander zugeordnete Antriebsrollen umfasst, zwischen denen das flexible Bandmaterial geführt wird und die Ansteuerung einer Verfahrrichtung des flexiblen Bandmaterials in und entgegen der Bandlängsrichtung des flexiblen Bandmaterials ermöglicht wird.The first gripping element can also be understood as a feed element, which comprises two drive rollers associated with one another, between which the flexible strip material is guided and the control of a movement direction of the flexible strip material in and against the longitudinal direction of the flexible strip material is made possible.
Dieses Verfahren weist den Vorteil auf, dass ein planparalleler Verbindungsbereich der Lasche zum Datenträger gegeben ist, wodurch eine spannungsfreie Verbindung des flexiblen Bandmaterials der Lasche zum Datenträger ermöglicht wird. Dies wiederum hat einen positiven Einfluss auf das Aufsperrverhalten des buchartigen Dokumentes, in welchem die Datenseite mittels der Lasche eingenäht wird.This method has the advantage that there is a plane-parallel connection area between the strap and the data carrier, which allows the flexible strip material of the strap to be connected to the data carrier without tension. This in turn has a positive influence on the opening behavior of the book-like document in which the data page is sewn in using the flap.
Bevorzugt wird die Verfahrbewegung des zweiten Greifelementes in die Arbeitsposition entfernt zum ersten Greifelement durch einen Motor mit einer Prozessüberwachung angesteuert. Dies ermöglicht eine präzise Positionierung des zweiten Greifelementes im Abstand zum ersten Greifelement. Dadurch ist eine hohe Prozesssicherheit bei der automatisierten Herstellung gegeben.Preferably, the movement of the second gripping element into the working position remote from the first gripping element is controlled by a motor with process monitoring. This enables precise positioning of the second gripping element at a distance from the first gripping element. This ensures a high level of process reliability in automated production.
Nach dem Überführen des zweiten Greifelementes in die Arbeitsposition und dem Schließen des ersten Greifelementes kann das erste und/oder zweite Greifelement mit einem vorbestimmten Verfahrweg aufeinander zubewegt werden. Dies weist den Vorteil auf, dass das flexible Bandmaterial, welches vorzugsweise aus einem Gewebe besteht, nicht mehr durch das erste und zweite Greifelement gespannt gehalten ist, sondern gestreckt zwischen den zwei Greifelementen gehalten wird. Dies weist auch den Vorteil auf, dass Schwankungen in den Materialeigenschaften des flexiblen Bandmaterials aus dem Automatisierungsprozess entnommen werden können, sodass gleiche Verhältnisse geschaffen werden, um das zwischen den beiden Greifelementen gestreckt gehaltene flexible Bandmaterial durch den dritten Greifer aufzunehmen. Dadurch kann die Prozesssicherheit erhöht werden.After the second gripping element has been moved into the working position and the first gripping element has been closed, the first and/or second gripping element can be moved towards one another over a predetermined travel path. This has the advantage that the flexible strip material, which preferably consists of a fabric, is no longer held taut by the first and second gripping elements, but rather is held stretched out between the two gripping elements. This also has the advantage that fluctuations in the material properties of the flexible band material can be removed from the automation process, so that the same conditions are created in order to pick up the flexible band material held stretched between the two gripping elements by the third gripper. As a result, process reliability can be increased.
Vorteilhafterweise wird das zweite Greifelement aus der Arbeitsposition um einen Verfahrweg in Richtung auf das erste Greifelement zubewegt, und vorzugsweise ist der Verfahrweg kleiner als 2 mm. Dadurch wird eine zu hohe Spannung aus dem flexiblen Bandmaterial herausgenommen.Advantageously, the second gripping element is moved from the working position by a travel distance towards the first gripping element, and preferably the travel distance is less than 2 mm. This removes excess tension from the flexible band material.
Bevorzugt wird das dritte Greifelement auf das flexible Bandmaterial zugeführt, welches gestreckt zwischen dem ersten und zweiten Greifelement gehalten wird. Vorzugsweise entspricht die Länge der Greifbacken des dritten Greifelementes der Länge der Lasche oder ist kürzer als die Länge der Lasche ausgebildet. Dabei kann das dritte Greifelement das flexible Bandmaterial greifen, sodass ein Verbindungsbereich der zu bildenden Lasche gegenüber dem Greifbacken des dritten Greifelementes hervorsteht. Durch die gestreckte Anordnung des bandförmigen Bandmaterials wird zum einen ermöglicht, dass ein sicheres Greifen des überstehenden Bereiches der zu bildenden Lasche ermöglicht wird und zum anderen gleichzeitig das flexible Bandmaterial mit wiederholbar gleicher Streckung auf dem Datenträger positioniert wird.Preferably the third gripping element is fed onto the flexible strip material which is held stretched between the first and second gripping elements. The length of the gripping jaws of the third gripping element preferably corresponds to the length of the tab or is shorter than the length of the tab. In this case, the third gripping element can grip the flexible strip material, so that a connecting area of the tab to be formed protrudes in relation to the gripping jaws of the third gripping element. The stretched arrangement of the strip-shaped strip material makes it possible on the one hand to securely grip the protruding area of the tab to be formed and on the other hand to position the flexible strip material on the data carrier with repeatably the same stretching.
Nach dem Halten des flexiblen Bandmaterials durch das dritte Greifelement wird das flexible Bandmaterial zwischen dem ersten und dritten Greifelement durch ein Schneidwerkzeug auf Länge geschnitten und das zweite Greifelement geöffnet. Dabei wird die Länge des flexiblen Bandmaterials vorteilhafterweise auf das Endmaß für die Länge der an dem Datenträger zu befestigenden Lasche geschnitten. Das dritte Greifelement kann daraufhin mit der Lasche zum Datenträger verfahren werden.After the flexible strip material is held by the third gripping element, the flexible strip material is cut to length between the first and third gripping elements by a cutting tool and the second gripping element is opened. The length of the flexible strip material is advantageously cut to the final dimension for the length of the tab to be attached to the data carrier. The third gripping element can then be moved with the tab to the data carrier.
Bevorzugt wird das flexible Bandmaterial zwischen dem ersten und dritten Greifelement derart geschnitten, dass ein Überstand des flexiblen Bandmaterials aus dem ersten Greifelement in Richtung auf das zweite Greifelement hervorsteht. Dies ermöglicht eine Prozessautomatisation, sodass das zweite Greifelement zum ersten Greifelement verfahren wird und den Überstand ergreifen kann, um darauffolgend durch Mitführen des flexiblen Bandmaterials in die Arbeitsposition entfernt zum ersten Greifelement verfahren zu werden. Dabei ist das erste Greifelement geöffnet, und das flexible Bandmaterial wird durch das erste Greifelement hindurchgezogen.The flexible strip material is preferably cut between the first and third gripping elements in such a way that an overhang of the flexible Strip material protrudes from the first gripping element in the direction of the second gripping element. This enables a process automation, so that the second gripping element is moved to the first gripping element and can grasp the overhang in order to subsequently be moved away to the first gripping element by carrying the flexible strip material into the working position. In this case, the first gripping element is open and the flexible band material is pulled through the first gripping element.
Nach einer weiteren Ausführungsform des Verfahrens ist bevorzugt vorgesehen, dass nach dem Schneiden des flexiblen Bandmaterials durch das Schneidwerkzeug das erste Greifelement, vorzugsweise entgegen der Bandlängsrichtung des flexiblen Bandmaterials, verfahren wird, um einen definierten Überstand des flexiblen Bandmaterials gegenüber dem ersten Greifelement in Richtung auf das zweite Greifelement zu bilden. Dabei ist bevorzugt vorgesehen, dass der Überstand des flexiblen Bandmaterials gegenüber dem Greifelement in einen Arbeitsraum zum zweiten Greifelement weisend hervorsteht und einen Überstand von bis zu beispielsweise 20 mm, vorzugsweise bis zu 10 mm, umfassen kann. Nach dem Schneidprozess können die Greifbacken des ersten Greifelements geöffnet und daraufhin das Greifelement entgegen der Längsrichtung verfahren werden, um diesen Überstand einzustellen. Sofern das erste Greifelement als ein Vorschubelement mit zwei einander gegenüberliegenden Transportrollen ausgebildet ist, können diese Transportrollen angetrieben werden, um das flexible Bandmaterial gegenüber diesen Transportrollen in einem definierten Überstand hervorstehend in Richtung auf den Arbeitsraum anzutreiben.According to a further embodiment of the method, it is preferably provided that after the flexible strip material has been cut by the cutting tool, the first gripping element is moved, preferably counter to the longitudinal direction of the flexible strip material, in order to ensure that the flexible strip material projects by a defined amount relative to the first gripping element in the direction of the to form a second gripping element. It is preferably provided that the overhang of the flexible strip material opposite the gripping element protrudes into a working space pointing to the second gripping element and can include an overhang of up to, for example, 20 mm, preferably up to 10 mm. After the cutting process, the gripping jaws of the first gripping element can be opened and the gripping element can then be moved counter to the longitudinal direction in order to set this overhang. If the first gripping element is designed as a feed element with two opposite transport rollers, these transport rollers can be driven in order to protrude the flexible strip material against these transport rollers with a defined overhang in the direction of the working space.
Benachbart zu dem Arbeitsbereich zwischen dem ersten und zweiten Greifelement ist ein Werkstückträger positioniert, auf welchem der Datenträger aufgelegt und ausgerichtet wird. Vorzugsweise können Ausrichtelemente an oder auf einer Auflagefläche des Werkstückträgers vorgesehen sein, sodass eine Längsseite des Datenträgers parallel zur Längserstreckung des flexiblen Bandmaterials zwischen dem ersten und zweiten Greifelement ausgerichtet wird.A workpiece carrier, on which the data carrier is placed and aligned, is positioned adjacent to the working area between the first and second gripping elements. Alignment elements can preferably be provided on or on a support surface of the workpiece carrier, so that a longitudinal side of the data carrier is aligned parallel to the longitudinal extent of the flexible strip material between the first and second gripping element.
Des Weiteren wird bevorzugt das dritte Greifelement zum Werkstückträger verfahren und der gegenüber den Greifbacken hervorstehende Verbindungsbereich der Lasche unter Bildung eines Überlappungsbereichs zum Datenträger positioniert und darauffolgend durch Lamination, durch Verkrallung oder Verschweißung unlösbar verbunden. Das dritte Greifelement kann dabei in der Höhe und/oder Tiefe an die Verbindungsposition exakt angepasst werden. Die mit dem Datenträger zu verbindende Lasche wird bevorzugt während dem Laminieren oder Verschweißen mit dem Datenträger durch die Greifbacken des dritten Greifelementes gehalten. Dadurch kann ein Knautschen oder eine winklige Anordnung der Lasche zum Datenträger verhindert sein, wodurch eine verbesserte mechanische Verbindung erzielt werden kann. Dies führt zu einer erhöhten mechanischen Beständigkeit und Haltbarkeit der zu bildenden Datenseite.Furthermore, the third gripping element is preferably moved to the workpiece carrier and the connecting area of the tab protruding in relation to the gripping jaws is positioned to form an overlapping area with the data carrier and then permanently connected by lamination, clawing or welding. The height and/or depth of the third gripping element can be precisely adjusted to the connection position. The tab to be connected to the data carrier is preferably held by the gripping jaws of the third gripping element during lamination or welding to the data carrier. As a result, crumples or an angular arrangement of the tab relative to the data carrier can be prevented, as a result of which an improved mechanical connection can be achieved. This leads to increased mechanical resistance and durability of the data page to be formed.
Vorteilhafterweise wird als flexibles Bandmaterial ein Gewebe aus Textilfasern oder Kunststofffasern oder eine Mischung davon oder einem Vlies, einer Kunststofffolie oder einer Kunststoffverbundschicht zugeführt. Vorteilhafterweise sind die Materialien an die des Datenträgers angepasst, um eine dauerhafte Verbindung zu ermöglichen.Advantageously, a fabric made of textile fibers or plastic fibers or a mixture thereof or a fleece, a plastic film or a plastic composite layer is supplied as the flexible strip material. The materials are advantageously adapted to those of the data carrier in order to enable a permanent connection.
Des Weiteren wird bevorzugt der Zuführeinrichtung eine Spleißvorrichtung vorgeschalten. Dadurch kann eine endlose Zuführung des flexiblen Bandmaterials erfolgen. Durch diese Spleißvorrichtung kann ein Bandende der einen verbrauchten Rolle erkannt werden und ein Bandanfang einer neuen Rolle mit dem Bandende der verbrauchten Rolle verschweißt werden. Dadurch kann eine durchgehende Automatisierung ermöglicht sein.Furthermore, a splicing device is preferably connected upstream of the feed device. As a result, the flexible strip material can be fed in endlessly. With this splicing device, a tape end of a used roll can be detected and a tape beginning of a new roll can be welded to the tape end of the used roll. This allows continuous automation.
Zur Durchführung des Verfahrens ist bevorzugt vorgesehen, dass der Greifvorrichtung eine Versiegelungseinrichtung und/oder eine Markierungseinrichtung vorgeschalten wird. Dadurch können weitere Behandlungsschritte und/oder Bearbeitungsschritte in dem flexiblen Bandmaterial durchgeführt werden, bevor dieses an den Datenträger angebunden wird.To carry out the method, it is preferably provided that the gripping device is preceded by a sealing device and/or a marking device. As a result, further treatment steps and/or processing steps can be carried out in the flexible strip material before it is connected to the data carrier.
Des Weiteren ist bevorzugt vorgesehen, dass durch die Versieglungseinrichtung vor dem Zuführen des flexiblen Bandmaterials in die Greifeinrichtung ein Versiegelungsbereich in das flexible Bandmaterial eingebracht wird, der nach dem Positionieren des flexiblen Bandmaterials zum Träger zu einer vorderen und hinteren Schmalseite des Datenträgers ausgerichtet ist. Dies ermöglicht, dass beim Schneiden des flexiblen Bandmaterials auf ein Endmaß ein Aufspleißen von einzelnen Fasern verhindert werden kann.Furthermore, it is preferably provided that the sealing device introduces a sealing area into the flexible strip material before the flexible strip material is fed into the gripping device, which region is aligned to a front and rear narrow side of the data carrier after the flexible strip material has been positioned relative to the carrier. This makes it possible for individual fibers to be prevented from fanning out when the flexible band material is cut to a final dimension.
Die der Erfindung zugrundeliegende Aufgabe wird des Weiteren durch eine Vorrichtung zur Herstellung einer Datenseite für ein buchartiges Dokument, insbesondere ein Wert- oder Sicherheitsdokument, gelöst, wobei die Datenseite einen Datenträger und eine aus einem flexiblen Bandmaterial bestehende Lasche umfasst, die mit einem Verbindungsbereich an dem Datenträger befestigt ist, und einen überstehenden Bereich umfasst, wobei eine Greifvorrichtung mit einem ersten und zumindest einem zweiten Greifelement vorgesehen ist und zumindest ein Greifelement unabhängig zum anderen verfahrbar ist, und wobei ein Werkzeugträger zur Aufnahme des Datenträgers als auch ein drittes Greifelement vorgesehen ist, welches zwischen dem ersten und zweiten Greifelement positionierbar und zum Werkstückträger verfahrbar ist und wobei zumindest ein Schneidwerkzeug zum Zuschneiden des flexiblen Bandmaterials sowie eine Laminier- oder Spleißvorrichtung vorgesehen ist, welche einen Überlappungsbereich zwischen der Lasche und dem Datenträger unlösbar verbindet.The object on which the invention is based is also achieved by a device for producing a data page for a book-like document, in particular a value or security document, wherein the data page comprises a data carrier and a strap made of flexible strip material, which has a connecting area on the is attached to the data carrier and comprises a protruding area, wherein a gripping device is provided with a first and at least one second gripping element and at least one gripping element can be moved independently of the other, and wherein a tool carrier for receiving the data carrier and a third gripping element are provided, which can be positioned between the first and second gripping element and can be moved to the workpiece carrier and wherein at least one cutting tool for cutting the flexible band material to size and a laminating or splicing device is provided which creates an overlapping area between the las che and the data medium inseparably connected.
Durch diese Vorrichtung kann eine automatisierte Konfektionierung des Datenträgers mit der Lasche zur Herstellung der Datenseite mit einer hohen Produktqualität ermöglicht sein. Gleichzeitig ist eine kundenspezifische Konfektionierung beispielsweise auf unterschiedliche Formate der Datenseite möglich. Zudem weist diese Vorrichtung den Vorteil auf, dass das flexible Bandmaterial in einer zutreffenden Länge und Form dem Laminier- oder Schweißprozess zum Verbinden mit dem Datenträger zugeführt wird, sodass die entsprechenden Positionierungsanforderungen zur Erzielung der Produktqualität eingehalten werden können.This device can enable automated packaging of the data carrier with the tab to produce the data page with a high product quality. At the same time, customer-specific packaging is possible, for example on different formats of the data page. In addition, this device has the advantage that the flexible strip material is fed to the lamination or welding process for connection to the data carrier in an appropriate length and shape, so that the corresponding positioning requirements for achieving product quality can be met.
Bevorzugt ist das zweite Greifelement entlang einer Linearachse mit einem Motor verfahrbar, der eine Positionsüberwachung, insbesondere einen Sensor, umfasst. Dadurch kann eine exakte Ansteuerung des zweiten Greifelementes aus einer ersten Position, in der ein von dem ersten Greifelement gehaltenes Ende des flexiblen Bandmaterials ergriffen wird, in eine entfernt dazu vorgesehene Arbeitsposition ermöglicht sein, indem eine vorbestimmte Länge des flexiblen Bandmaterials von der Zuführeinrichtung abgezogen wird. Gleichzeitig kann dadurch auch sichergestellt sein, dass in einem ersten Prozessschritt beim Verfahren des zweiten Greifelementes in die Arbeitsposition eine definierte Spannung des flexiblen Bandmaterials zwischen dem ersten und zweiten Greifelement aufgebaut wird, welche darauffolgend gezielt durch eine Verfahrbewegung, vorzugsweise des zweiten Greifelementes, wieder abgebaut wird, sodass eine gezielte Streckung des flexiblen Bandmaterials einstellbar ist, bevor das dritte Greifelement das flexible Bandmaterial ergreift.The second gripping element can preferably be moved along a linear axis with a motor that includes a position monitor, in particular a sensor. This allows the second gripping element to be controlled precisely from a first position, in which an end of the flexible strip material held by the first gripping element is gripped, to a working position provided remotely for this purpose, in that a predetermined length of the flexible strip material is pulled off the feed device. At the same time, it can also be ensured that in a first process step when moving the second gripping element into the working position, a defined tension is built up in the flexible strip material between the first and second gripping element, which is then released again in a targeted manner by a displacement movement, preferably of the second gripping element , So that a targeted stretching of the flexible strip material can be set before the third gripping element takes hold of the flexible strip material.
Des Weiteren ist bevorzugt das dritte Greifelement quer zur Längsrichtung des flexiblen Bandmaterials und in der Höhe relativ zum Werkstückträger verfahrbar. Dadurch kann das durch das dritte Greifelement gehaltene und konfektionierte flexible Bandmaterial sowohl planparallel als auch verkippungsfrei zur Längsseite des Datenträgers im Überlappungsbereich zum Datenträger positioniert werden.Furthermore, the third gripping element can preferably be moved transversely to the longitudinal direction of the flexible strip material and in height relative to the workpiece carrier. As a result, the flexible strip material held and assembled by the third gripping element can be positioned both plane-parallel and tilt-free to the longitudinal side of the data carrier in the overlapping area with the data carrier.
Bevorzugt ist in Transportrichtung des flexiblen Bandmaterials gesehen vor der Greifvorrichtung eine Markierungseinrichtung vorgesehen, durch welche Markierungen und/oder individuelle Informationen und/oder personalisierte Informationen, beispielsweise durch Bedrucken mit Tinte, mittels Laser und/oder mit Stempeln, auf- oder eingebracht werden.A marking device is preferably provided in front of the gripping device, viewed in the transport direction of the flexible strip material, by means of which markings and/or individual information and/or personalized information are applied or introduced, for example by printing with ink, using a laser and/or stamps.
Eine weitere bevorzugte Ausgestaltung der Vorrichtung zur Herstellung der Datenseite sieht vor, dass in Transportrichtung des flexiblen Bandmaterials gesehen vor der Greifvorrichtung eine Versiegelungseinrichtung vorgesehen ist, welche einen Versiegelungsbereich im flexiblen Bandmaterial mittels Ultraschall und/oder mittels Temperatur und/oder mittels Druck erzeugt. In diesem Versiegelungsbereich liegt bevorzugt eine Schnittkante beim Zuschneiden oder Stanzen der Datenseite auf ein Endformat und verhindert ein Aufspleißen von Fasern des flexiblen Bandmaterials.A further preferred embodiment of the device for producing the data page provides that, seen in the transport direction of the flexible strip material, a sealing device is provided in front of the gripping device, which creates a sealing area in the flexible strip material by means of ultrasound and/or temperature and/or pressure. In this sealing range is preferred a cut edge when cutting or punching the data page to a final format and prevents the fibers of the flexible tape material from fanning out.
Die Erfindung sowie weitere vorteilhafte Ausführungsformen und Weiterbildungen derselben werden im Folgenden anhand der in den Zeichnungen dargestellten Beispiele näher beschrieben und erläutert. Die der Beschreibung und den Zeichnungen zu entnehmenden Merkmale können einzeln für sich oder zu mehreren in beliebiger Kombination erfindungsgemäß angewandt werden. Es zeigen:
Figur 1- eine perspektivische Ansicht eines buchartigen Dokumentes mit einer Datenseite,
Figur 2- eine schematische Ansicht auf die Datenseite,
- Figur 3
- eine schematische Ansicht einer Vorrichtung zur Herstellung einer Datenseite für ein buchartiges Dokument, und
- Figuren 4
bis 12 - schematische Verfahrensschritte zur automatisierten Herstellung einer Datenseite mit einer am Datenträger unlösbar verbundenen Lasche.
- figure 1
- a perspective view of a book-like document with a data page,
- figure 2
- a schematic view of the data page,
- figure 3
- a schematic view of an apparatus for producing a data page for a book-like document, and
- Figures 4 to 12
- Schematic process steps for the automated production of a data page with a tab permanently connected to the data carrier.
In
In
Dieser Datenträger 24 besteht aus wenigstens einer Schicht, bevorzugt aus zwei oder mehreren Schichten, wie beispielsweise aus TPE, vorzugsweise PU. Die erste und zumindest eine zweite Schicht können gleich oder voneinander abweichend ausgebildet sein und aus PC (Polycarbonat), PET (Polyethylenglycolterephthalat) sowie dessen Modifikationen, insbesondere PET-G und PET-F, Polyacrylate, insbesondere PMMA (Polymethylmetacrylat), ABS, Acrylnitril-Butadien-Styrol, PE (Polyethylen), PP (Polypropylen), PI (Polyimid oder Polytransisopren), PVC (Polyvinylchlorid), Copolymeren, Blockcopolymeren sowie koextrudierten Materialen aus diesen Polymeren gebildet sein.This
Ein Randbereich 25 des Datenträgers 24 wird von einem Verbindungsbereich 27 des flexiblen Bandmaterials 26 zumindest abschnittsweise überdeckt, um einen Überlappungsbereich 28 zu bilden. Innerhalb dieses Überlappungsbereiches 28 ist das flexible Bandmaterial 26 mit der Datenseite 17 zumindest abschnittsweise unlösbar verbunden. Hierbei kann es sich sowohl um eine Schweißverbindung, wie beispielsweise Ultraschallschweißverbindung, als auch um eine Klebeverbindung oder um eine Verbindung durch Verkrallen handeln. Eine solche Verbindung kann durch thermische und/oder chemische Aktivierung ermöglicht sein.An
Das flexible Bandmaterial 26 kann aus einem Gewebe, einem Vlies, aus Kunststofffolie oder einem Verbund aus den vorgenannten Materialien bestehen. In Abhängigkeit des Einsatzfalles kann das flexible Bandmaterial 26 ausgewählt werden. Sofern anstelle der Naht 16 im buchartigen Dokument 11 gemäß
Zur Herstellung einer Datenseite 17 gemäß
Der Werkstückträger 35 weist eine Auflagefläche 41 auf sowie Ausrichtelemente 42, durch welche ein auf dem Werkstückträger 35 aufgelegter Datenträger 34 ausgerichtet wird.The
Benachbart zum Werkstückträger 35 ist die Greifvorrichtung 34 positioniert. Diese Greifvorrichtung 34 umfasst ein erstes Greifelement 44, ein zweites Greifelement 46 sowie ein drittes Greifelement 48. Dem ersten Greifelement 41 zugeordnet ist eine Zuführeinrichtung 33, über welche das flexible Bandmaterial 26 der Vorrichtung 31 zugeführt wird. Die Zuführeinrichtung 33 kann durch eine oder mehrere Zuführrollen ausgebildet sein. Der Zuführeinrichtung 33 vorgeschalten ist bevorzugt eine Spleißvorrichtung 51 vorgesehen, durch welche ein Bahnende einer verbrauchten Rolle 52 mit einem Bahnbeginn einer neuen Rolle 53 mit flexiblem Bandmaterial 56 verbunden werden kann, sodass ein Endlosband zum Zuführen des flexiblen Bandmaterials 26 zur Vorrichtung 31 geschaffen werden kann.The
Zwischen der Zuführeinrichtung 33 und der Greifvorrichtung 34 ist bevorzugt eine Versiegelungseinrichtung 61 vorgesehen. Diese Versiegelungseinrichtung 61 kann beispielsweise zwei aufeinander zu gerichtete Ultraschall-Stempel umfassen, insbesondere eine auf einen Amboss zuweisende Sonotrode. Durch diese Versiegelungseinrichtung 61 kann ein Abschnitt des flexiblen Bandmaterials 26 bzw. der einzelnen Fasern des flexiblen Bandmaterials 26 miteinander verschmolzen werden. Dabei ist vorgesehen, dass dieser Versiegelungsbereich im flexiblen Bandmaterial 26 derart eingebracht wird, dass diese Versiegelungsabschnitte zu einer vorderen und hinteren bzw. oberen und unteren Schmalseite des Datenträgers 24 nach der Anbindung der Lasche 23 ausgerichtet sind. Dies weist den Vorteil auf, dass beim Stanzen des Datenträgers 24 mit der damit verbundenen Lasche 23 auf ein Endformat ein Aufspleißen der Faser des flexiblen Bandmaterials 26 im Schnittbereich verhindert werden kann.A sealing
Des Weiteren kann zwischen der Zuführeinrichtung 33 und der Greifvorrichtung 34 eine Markierungseinrichtung 65 vorgesehen sein. Dadurch können Markierungen und/oder individuelle Informationen und/oder personalisierte Informationen auf- oder eingebracht werden. Die Markierungseinrichtung 65 kann durch Bedrucken mit Tinte oder dergleichen, mittels Lasern und/oder Stempeln erfolgen.Furthermore, a marking
Das erste Greifelement 44 der Greifvorrichtung 34 ist eingangsseitig zu einem Arbeitsraum 55 zugeordnet. Zu Beginn eines Arbeitsprozesses wird ein freies Ende 56 des flexiblen Bandmaterials 26 zum ersten Greifelement 44 derart positioniert, dass ein Überstand 57 in Richtung auf das zweite Greifelement 46 gegeben ist. Dieser Überstand 57 kann bis zu 20 Millimeter betragen. In Längsrichtung des dem ersten Greifelement 44 zugeführten flexiblen Bandmaterials 26 gesehen ist das zweite Greifelement 46 dem ersten Greifelement 44 gegenüberliegend positioniert. Eine Breite von Greifbacken des ersten und des zweiten Greifelements 44, 46 entspricht der Breite des flexiblen Bandmaterials 26 oder ist größer. Zwischen dem ersten und zweiten Greifelement 44, 46 kann das dritte Greifelement 48 vorzugsweise quer zum ersten und zweiten Greifelement verfahrbar positioniert werden. Das dritte Greifelement 48 kann auf den Werkstückträger 35 zubewegt und benachbart zu diesem positioniert werden. Bevorzugt weist das dritte Greifelement 48 zumindest eine Verfahrachse in Y- und Z-Richtung auf.The first
Oberhalb des Werkstückträgers 35 ist die Laminier- oder Schweißvorrichtung 37 positioniert, welche zumindest entlang der Z-Achse verfahrbar und auf den Werkstückträger 35 zubewegbar ist. Das zweite Greifelement 46 ist bevorzugt in und entgegen der X-Richtung verfahrbar angesteuert und kann mindestens in der Höhe justiert werden. Zwischen dem ersten Greifelement 44 und dem dritten Greifelement 48 ist ein Schneidwerkzeug 36 positioniert. Dieses kann bevorzugt als Ultraschall-Schneidwerkzeug ausgebildet sein, sodass die Schnittenden des flexiblen Bandmaterials 26 verschweißt oder geschlossen werden, sodass ein Aufspleißen des flexiblen Bandmaterials 26 verhindert ist.The laminating or
Zur Ausrichtung einer Längsachse des flexiblen Bandmaterials 26 zur Längsseite des Datenträgers 24 um einen Überlappungsbereich 28 mit einer konstanten Breite zu bilden, kann die Zuführeinrichtung 33 mit einer Ausrichteinheit verbunden sein. Des Weiteren können das erste Greifelement 44 und das zweite Greifelement 46 ebenfalls quer zur Bandlängsrichtung, also in Y-Richtung, einstellbar sein, um eine Ausrichtung des flexiblen Bandmaterials 26 zum Datenträger 24 zu ermöglichen. Des Weiteren kann der Werkstückträger 35 eine Ausrichteinheit aufweisen, um eine Anpassung an die Bandlängsrichtung des flexiblen Bandmaterials 26 zu ermöglichen. Des Weiteren kann die Laminier- und Schweißvorrichtung 37 in der Winkellage zum Werkstückträger 35 einstellbar sein, um eine Ausrichtung in Bandlängsrichtung des flexiblen Bandmaterials 26 zu ermöglichen.In order to align a longitudinal axis of the
Durch die Vorrichtung 31 gemäß
In
In
Der nachfolgende Arbeitsschritt ist in
Darauffolgend wird das dritte Greifelement 48 in einem geöffneten Zustand zum gespannt gehaltenen flexiblen Bandmaterial 26 zwischen dem ersten und zweiten Greifelement 44, 46 positioniert (
Danach wird das flexible Bandmaterial 26 durch das Schneidwerkzeug 36 auf Länge geschnitten. Dies ist in
Das Schneidwerkzeug 39 kann gemäß einer weiteren Ausführungsform nahe an dem ersten Greifelement 44 positioniert sein. Zur Erzielung eines hinreichenden Überstandes 57 des flexiblen Bandmaterials 26 im ersten Greifelement 44 in Richtung auf das zweite Greifelement 46 kann vorgesehen sein, dass das erste Greifelement 44 nach dem Schneidprozess geöffnet und entgegen der Bandlängsrichtung des flexiblen Bandmaterials 26 verfahren wird, so dass der so eingestellte Überstand 57 gegenüber dem ersten Greifelement 44 erzielt wird. Darauffolgend wird das erste Greifelement 44 geschlossen und wiederum in Richtung auf einen Arbeitsraum 55, also in Richtung auf den Werkstückträger 34, verfahren, so dass eine Startposition erzielt wird, bei der das zweite Greifelement 46 den Überstand 57 ergreifen kann. Bevorzugt ist der Überstand 57 derart gewählt, dass dieser gegenüber einem geöffneten Schneidwerkzeug 39 in den Arbeitsraum 55 hinein hervorsteht, so dass das zweite Greifelement 46 an dem Überstand 57 angreifen kann. Darauffolgend wird das dritte Greifelement 48, wie dies in
Im Anschluss folgt der in
Darauffolgend kann manuell oder vorzugsweise mit einer Handhabungseinrichtung automatisiert die fertiggestellte Datenseite 17 vom Werkstückträger 35 entnommen werden. Gleichzeitig oder darauffolgend kann mit einer Handhabungseinrichtung oder manuell der Datenträger 24, der vorzugsweise in einem Magazin bereitgestellt ist, auf dem Werkstückträger 35 aufgelegt und ausgerichtet werden. Daraufhin kann das Verfahren erneut mit dem ersten Verfahrensschritt gemäß
Claims (15)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021115153.8A DE102021115153B4 (en) | 2021-06-11 | 2021-06-11 | Method and device for producing a data page for a book-like document |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4101655A1 true EP4101655A1 (en) | 2022-12-14 |
| EP4101655B1 EP4101655B1 (en) | 2023-11-01 |
Family
ID=81653582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22173151.6A Active EP4101655B1 (en) | 2021-06-11 | 2022-05-13 | Method and device for forming a data page for a book-type document |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4101655B1 (en) |
| DE (1) | DE102021115153B4 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005186373A (en) * | 2003-12-25 | 2005-07-14 | Tadao Uno | Electronic passport |
| DE102012112383A1 (en) * | 2012-12-17 | 2014-06-18 | Bundesdruckerei Gmbh | Method and device for producing a data page for a book-type document |
| DE102016218047A1 (en) * | 2016-09-20 | 2018-03-22 | Bundesdruckerei Gmbh | Method, apparatus and system for producing a book-shaped identity card, value or security document and book-type card, value or security document |
| DE102016218040A1 (en) | 2016-09-20 | 2018-03-22 | Bundesdruckerei Gmbh | Apparatus and method for making a data card for a book-type badge, security or security document, system and method for making a book-shaped badge, security or security document and data card for a badge, security or security document |
| EP3587137A1 (en) * | 2018-06-15 | 2020-01-01 | Bundesdruckerei GmbH | Handling device and method for inserting document portions in a processing device |
-
2021
- 2021-06-11 DE DE102021115153.8A patent/DE102021115153B4/en active Active
-
2022
- 2022-05-13 EP EP22173151.6A patent/EP4101655B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005186373A (en) * | 2003-12-25 | 2005-07-14 | Tadao Uno | Electronic passport |
| DE102012112383A1 (en) * | 2012-12-17 | 2014-06-18 | Bundesdruckerei Gmbh | Method and device for producing a data page for a book-type document |
| EP2931526B1 (en) | 2012-12-17 | 2017-05-17 | Bundesdruckerei GmbH | Method and device for producing a data page for a book-like document |
| DE102016218047A1 (en) * | 2016-09-20 | 2018-03-22 | Bundesdruckerei Gmbh | Method, apparatus and system for producing a book-shaped identity card, value or security document and book-type card, value or security document |
| DE102016218040A1 (en) | 2016-09-20 | 2018-03-22 | Bundesdruckerei Gmbh | Apparatus and method for making a data card for a book-type badge, security or security document, system and method for making a book-shaped badge, security or security document and data card for a badge, security or security document |
| EP3587137A1 (en) * | 2018-06-15 | 2020-01-01 | Bundesdruckerei GmbH | Handling device and method for inserting document portions in a processing device |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102021115153B4 (en) | 2023-11-09 |
| EP4101655B1 (en) | 2023-11-01 |
| DE102021115153A1 (en) | 2022-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2931526B1 (en) | Method and device for producing a data page for a book-like document | |
| EP3702169B1 (en) | Semi-finished product and method for producing a semi-finished product | |
| DE102016218046B4 (en) | Method, device and system for producing a book-like ID, value or security document and a book-like ID, value or security document | |
| EP2393660B1 (en) | Method for producing multilayer security products | |
| DE102005039214A1 (en) | Method for connecting the joint of sealing profiles and device for its implementation | |
| EP3515723B1 (en) | Method, device and system for producing a book-like identification, valuable or security document | |
| DE102016201976B3 (en) | Apparatus and method for processing a substrate | |
| DE10013224A1 (en) | Machine for applying decorative and protective sheet, which is coated with adhesive on one side, to car bodywork comprises applicator with convex surface on which sheet is held by suction and which is mounted on robot arm | |
| EP3515722B1 (en) | Device and method for producing a data card for a book-like identification, value, or security document, system and method for producing a book-like identification, value, or security document, and data card for an identification, value, or security document | |
| EP4101655B1 (en) | Method and device for forming a data page for a book-type document | |
| EP3515721B1 (en) | Device and method for separating and sorting double pages for a book-type indentification, value or security document, method and system for producing a book-type identification, value or security document | |
| EP3556567B1 (en) | Method and device for applying an adhesive film section separated from a strip to a book cover | |
| DE2048079C3 (en) | Method and device for cold welding (solid-state welding) of two workpieces | |
| EP3680112B1 (en) | Composite consisting of a support film and two adhesive layers, method for producing a semi-finished product comprising such a composite and semi-finished product | |
| DE102019117730B4 (en) | DEVICE AND METHOD FOR APPLYING AN ADHESIVE LAYER TO A NON-ADHESIVE PART OF AN IDENTIFICATION, VALUATION OR SECURITY DOCUMENT | |
| EP3489028B1 (en) | Book-like valuable and/or security document and method for producing a book-like valuable and/or security document | |
| EP3515717B1 (en) | Collating apparatus and method for separating and sorting double pages | |
| WO2020094273A1 (en) | Method for producing a data page and data page for a book-like document and device for producing such a data page | |
| EP4215380B1 (en) | Production system and method for producing a raw card or a composite of raw cards for identity, value or security documents | |
| EP3515725B1 (en) | Method and apparatus for producing a passport-booklet block for a book-like identity or security document or document of value, system for producing a book-like identity or security document or document of value, and book-like identity or security document or document of value | |
| DE102018106126B4 (en) | Production of a book-shaped identification, value or security document by means of milling | |
| EP3636437A1 (en) | Method for attaching a printing plate on a cylinder, device for applying a printing plate on a cylinder, method for producing a printing plate, printing plate for use in a flexographic printing method and device for trimming the edges of a printing plate | |
| EP3339046B1 (en) | Data carrier and method and device for manufacturing such a data carrier for a book-like document | |
| DE102016015556B4 (en) | Process for producing a data carrier for a book value and/or security document | |
| EP4212350A1 (en) | Printing device for printing a web-shaped substrate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230418 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230607 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022000232 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240301 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240202 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240201 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240201 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240517 Year of fee payment: 3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240523 Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502022000232 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240802 |