EP4046789A2 - Agencement destiné à la fabrication du matériau d'emballage en papier - Google Patents
Agencement destiné à la fabrication du matériau d'emballage en papier Download PDFInfo
- Publication number
- EP4046789A2 EP4046789A2 EP22156982.5A EP22156982A EP4046789A2 EP 4046789 A2 EP4046789 A2 EP 4046789A2 EP 22156982 A EP22156982 A EP 22156982A EP 4046789 A2 EP4046789 A2 EP 4046789A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- paper
- paper web
- embossing
- preconditioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000005022 packaging material Substances 0.000 title claims abstract description 76
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 230000002093 peripheral effect Effects 0.000 claims abstract description 31
- 239000000835 fiber Substances 0.000 claims abstract description 28
- 239000000463 material Substances 0.000 claims abstract description 26
- 239000000853 adhesive Substances 0.000 claims abstract description 15
- 230000001070 adhesive effect Effects 0.000 claims abstract description 15
- 239000002985 plastic film Substances 0.000 claims abstract description 13
- 229920006255 plastic film Polymers 0.000 claims abstract description 13
- 238000004049 embossing Methods 0.000 claims description 165
- 238000003825 pressing Methods 0.000 claims description 73
- 238000001035 drying Methods 0.000 claims description 33
- 239000007788 liquid Substances 0.000 claims description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 24
- 229920002678 cellulose Polymers 0.000 claims description 19
- 239000001913 cellulose Substances 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 16
- 229920003043 Cellulose fiber Polymers 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 11
- 239000002245 particle Substances 0.000 claims description 9
- 230000005855 radiation Effects 0.000 claims description 7
- 239000002121 nanofiber Substances 0.000 claims description 6
- 229920001046 Nanocellulose Polymers 0.000 claims description 5
- 238000010521 absorption reaction Methods 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 5
- 229920001296 polysiloxane Polymers 0.000 claims description 5
- 229920001410 Microfiber Polymers 0.000 claims description 4
- 238000007602 hot air drying Methods 0.000 claims description 4
- 239000003658 microfiber Substances 0.000 claims description 4
- 238000005507 spraying Methods 0.000 claims description 4
- 238000010025 steaming Methods 0.000 claims description 4
- 238000001704 evaporation Methods 0.000 claims description 3
- 238000002360 preparation method Methods 0.000 claims description 2
- 230000009172 bursting Effects 0.000 claims 2
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 238000005755 formation reaction Methods 0.000 claims 1
- 238000011161 development Methods 0.000 description 24
- 230000018109 developmental process Effects 0.000 description 24
- 239000004033 plastic Substances 0.000 description 12
- 229920003023 plastic Polymers 0.000 description 12
- 238000003860 storage Methods 0.000 description 8
- 230000014509 gene expression Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- 238000004064 recycling Methods 0.000 description 4
- 238000007601 warm air drying Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000010924 continuous production Methods 0.000 description 3
- 239000013502 plastic waste Substances 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005485 electric heating Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000010865 sewage Substances 0.000 description 2
- 230000008054 signal transmission Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 244000025254 Cannabis sativa Species 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 229920000426 Microplastic Polymers 0.000 description 1
- 235000019463 artificial additive Nutrition 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/006—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including controlled deformation of flat material, e.g. pleating, corrugating or embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F5/00—Attaching together sheets, strips or webs; Reinforcing edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0064—Stabilizing the shape of the final product, e.g. by mechanical interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0738—Cross sectional profile of the embossments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
- B31F2201/0743—Roller cooperating with a non-even counter roller having a matching profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0758—Characteristics of the embossed product
- B31F2201/0761—Multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0782—Layout of the complete embossing machine, of the embossing line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0789—Joining plies without adhesive
Definitions
- the invention relates to a device for producing packaging material from paper.
- plastic bubble wrap which is made of polyethylene, for example, and has a multitude of bubble-like air pockets arranged along a regular pattern to achieve a cushioning effect. Because of the knob-like design of the air pockets, bubble wrap is often also referred to as bubble wrap
- Corresponding bubble wrap made of plastic is basically reusable. In practice, reuse already fails because there is a lack of a system that collects the packaging material and directs it for targeted reuse.
- bubble wrap made of polyethylene for example, is technically recyclable, in practice recycling involves a relatively high level of effort and therefore correspondingly high costs. As a result, bubble wrap is often discarded after a single use. Because bubble wrap, for example, made of polyethylene is not biodegradable, this leads to a substantial pollution of the environment. Plastic waste caused by bubble wrap, among other things, is often sent to so-called thermal recycling and incinerated.
- plastic Insofar as the bubble wrap is collected as part of a recycling system, practice has shown that this does not prevent environmental pollution.
- plastic often finds its way into the environment, especially into the sea, from the corresponding circulatory systems. If the plastic is not decomposed, it puts a strain on ecosystems and poses a threat to marine animals, for example. If the plastic is crushed or decomposed over time, for example by mechanical influences and UV radiation, plastic particles are formed, especially in the form of microplastics, that remain in the environment or are ingested by living beings.
- a packaging material in the form of a padding cushion consisting of several paper layers for pressure-sensitive objects, in which at least one paper web has spherical or waffle-shaped embossing and the paper webs are glued to one another.
- DE 1 156 701A shows and describes a development of the packaging material known from the aforementioned publication, wherein the outer surfaces of the packaging material are covered with embossed cellulose wadding.
- a similar packaging material is also through GB 893 060 A known
- a packaging material is known in which several layers of the DE 604 412 A known upholstery material are superimposed glued together.
- the WO 2020/227649 A1 shows and describes a multi-layer structure for a padded shipping package with corrugated embossed paper.
- EP 0 523 382 B1 shows and describes an apparatus for producing a multi-ply packaging material.
- the packaging material consists of three embossed strips arranged one on top of the other.
- EP 2 792 478 A1 discloses a device for producing corrugated board, wherein a corrugated intermediate web is glued to two smooth carrier webs.
- a packaging material which consists of two superimposed webs with a wavy cross-section, of which an inner web is dimensionally stable and an outer web is flexible.
- padding paper consisting of several embossed layers of paper is known, the layers of paper being arranged one above the other and connected to one another by adhesive points or corrugations.
- EP 0 650 827 B1 shows and describes a corrugated cardboard-like packaging material in which a web with a wavy cross-section is arranged between two smooth webs and the webs are connected to one another by punching.
- EP 3 683 357 B1 discloses a multi-ply paper containing waste paper and grass fibers.
- the post-published pamphlet WO 2021/046395 A1 discloses a packaging material consisting of several paper webs in the manner of bubble wrap, the paper webs being connected to one another by means of adhesive, fastening elements such as staples or folding the edges.
- the object of the invention is to provide a packaging material that is improved compared to the known packaging materials.
- a device according to the invention according to claim 1 for the production of packaging material from paper has means for feeding at least a first paper web and a second paper web to an embossing area of the device and one downstream of the embossing area in the feed direction of the paper webs pressing area of the facility.
- An embossing device for embossing the first paper web is arranged in the embossing area, the embossing device being designed and set up in such a way that embossments are embossed from the first paper web, which protrude beyond the first paper web and are each delimited by a closed peripheral line in the paper web plane of the first paper web are.
- a pressing device for pressing the paper webs free of adhesive and connecting synthetic additional material, in particular free of plastic film, is arranged in the pressing area, the pressing device being designed and set up in such a way that paper fibers of the first paper web and paper fibers of the second paper web are in connecting sections between the embossments and the paper webs delimit closed cavities in the area of the embossings, with preconditioning means having at least one preconditioning device for preconditioning the first paper web and/or the second paper web for embossing the first paper web or pressing the paper webs in front of the embossing area and/or the pressing area are arranged with each other.
- the invention provides a packaging material made of paper in the manner of air cushion film, which has a first paper web and a second paper web, with at least one paper web being embossed with protrusions that protrude beyond the paper webs and are each delimited by a closed peripheral line in the plane of the paper web. At least one of the paper webs thus forms an "embossing web" provided with embossments, while at least one other paper web may form a smooth "carrier web".
- the embossments in the first paper web can, for example, have a diameter of about 10 mm and a height of about 3 to 4 mm.
- a connection of paper fibers of the first paper web with paper fibers of the second paper web or the fact that paper fibers of the first paper web connect or are connected with paper fibers of the second paper web is understood according to the invention as a mechanical connection of the paper fibers to one another that occurs when the paper webs are pressed together.
- the paper fibers of the first paper web "catch" with one another with paper fibers of the second paper web and thus form a mechanical connection between the paper webs.
- the paper webs consist exclusively of paper on their mutually facing surfaces and are free of adhesive and connecting synthetic additional material, in particular free of plastic film, preferably pressed together after preconditioning of the paper webs in such a way that in connecting sections between the forms paper fibers of the first paper webs with paper fibers of the second Paper web are connected and the paper webs limit closed cavities in the area of the forms.
- a closed cavity is understood to mean a geometrically closed cavity, regardless of whether and to what extent the cavity is gas-tight.
- the basic structure of the packaging material according to the invention is similar to that of conventional plastic bubble wrap, but in contrast to the latter it consists entirely of paper.
- the packaging material according to the invention can easily be completely recycled in terms of material.
- the packaging material according to the invention thus relieves the burden on the environment to a considerable extent. In view of the amounts of air cushion material and similar packaging material used worldwide, this relief weighs heavily, so that the invention has great social benefits.
- the invention avoids large amounts of plastic waste, which would otherwise have to be disposed of and which experience has shown would enter the environment, in particular the sea, to a considerable extent.
- the packaging material according to the invention has a cushioning effect comparable to that of conventional plastic air cushion material, although the closed cavities formed in the embossments in the packaging material according to the invention are not gas-tight, in contrast to the air bubbles in conventional plastic air cushion material.
- the webs are sufficiently firmly connected to one another by pressing, without the need for adhesive, other synthetic connecting means, plastic film or mechanical connecting means.
- the webs are connected to one another exclusively by the connection of the paper fibers of the webs that occurs after preconditioning during pressing.
- At least one paper web can be preconditioned by means of a preconditioning device in any suitable manner, in particular by introducing moisture and heat into the relevant web.
- a preconditioning device is designed and set up for introducing or applying a preconditioning liquid, which is preferably water or contains it, in or on at least one of the paper webs.
- a preconditioning liquid can be introduced into or applied to a paper web in any suitable manner, for example by drawing the relevant paper web through a bath of the preconditioning liquid, for example a water bath.
- a preconditioning device is designed and set up for spraying, nebulizing or evaporating a preconditioning liquid in such a way that the preconditioning liquid is sprayed, nebulised or vaporised onto the associated paper web.
- At least one preconditioning device in particular a preconditioning device assigned to the first paper web, is designed and set up for steaming the assigned paper web with steam.
- the use of water vapor at a temperature of, for example, 100° C. to about 150° C. enables a particularly effective preconditioning of the web in question, in that moisture and heat are introduced into the web at the same time.
- the webs can be preconditioned in an identical or similar manner.
- An advantageous development of the invention provides that each of the paper webs is assigned a separate preconditioning device for separate, in particular different, preconditioning of the paper webs. The use of separate preconditioning devices makes it possible to customize the preconditioning of the webs.
- a development of the invention provides that a first preconditioning device is assigned to the first paper web and is arranged on the feed path of the first paper web to the embossing area, and a second preconditioning device is assigned to the second paper web and is arranged on the feed path of the second paper web to the pressing area .
- At least one preconditioning device in particular the preconditioning device assigned to the second paper web, is designed and set up for introducing or applying a preconditioning liquid, preferably water, which contains cellulose fibers or cellulose particles, the cellulose fibers or Cellulose particles, preferably microcellulose and/or nanocellulose, in particular cellulose microfibers (CMF) and/or cellulose nanofibers (CNF), are or contain.
- a preconditioning liquid preferably water
- CMF cellulose microfibers
- CNF cellulose nanofibers
- embossing of the "embossing web” can be done in different ways according to the respective requirements and circumstances.
- An advantageous further development of the invention provides that in the embossing area as an embossing device a roller arrangement is arranged with an embossing roller which is rotatably mounted about an embossing roller axis of rotation and has embossing projections on its peripheral surface for forming the embossments in the first paper web, the embossing roller being in engagement with a counter-roller which is rotatably mounted about an axis of rotation parallel to the embossing roller axis of rotation and has embossing recesses on its peripheral surface, which are designed to complement the embossing projections of the embossing roller.
- a complementary design of the embossing recesses in the counter-roller to the embossing projections in the embossing web means that when an embossing projection engages in an embossing recess, a gap remains whose gap width corresponds to the resulting thickness of the paper of the embossed paper web in the area of the embossing.
- Shape, geometry and number of embossing projections can be selected within wide limits according to the respective requirements and circumstances.
- a press roller which is mounted rotatably about an axis of rotation of the press roller, is arranged in the pressing area as a pressing device, which press roller cooperates with a counter-roller for pressing the first paper web with the second paper web, the axis of rotation of which is parallel to the axis of rotation of the press roller and spaced at such a distance that between the press roll and the counter-roll a press nip is formed for pressing the first paper web with the second paper web in the connecting portions of the paper webs remote from the embossments.
- the webs are pressed together in a continuous process, so that the packaging material according to the invention can be produced overall in a continuous process.
- the contact pressure or the driving force with which the press roller is pressed against the counter-roller during operation of the device to form the press roller gap, in which the paper webs to be pressed together are located during operation of the device depends on the respective requirements and Conditions can be selected and preferably adjusted within wide limits.
- the embossing area can be realized in an embossing station and the pressing area in a pressing station spaced apart from the embossing area in the feed direction of the paper webs.
- An extraordinarily advantageous development of the invention provides that the counter-roller of the embossing roller and the counter-roller of the press roller are formed by a common counter-roller, such that the roller arrangement has three rollers that are operatively engaged with one another.
- the roller arrangement consisting of the embossing roller, the counter-roller and the press roller forms a combined embossing/pressing station of the device.
- the roller arrangement is designed in the manner of a calender, with the roller arrangement according to the invention differing from an L-calender in that in the simplest case it has only three rollers, namely the embossing roller, the counter-roller and the press roller, and accordingly the Calender existing fourth in the conveying direction last roll is not required.
- a particular advantage of this embodiment is that the embossments formed by the embossing roller in the "embossing web" remain in the recesses of the backing roll until the webs are pressed together in the press nip between the backing roll and the press roll.
- the axis of rotation of the counter-roller is expediently arranged on a straight connecting line between the axis of rotation of the embossing roller and the axis of rotation of the pressing roller, as provided for in an advantageous further development of the invention.
- the press roll is assigned a preferably motor-driven adjusting device for adjusting the gap width of the press roll gap along a linear axis running radially to the press roll axis of rotation.
- This embodiment also makes it possible to bring the press roller completely out of engagement with the counter-roller if packaging material that consists exclusively of the "embossing web" is to be produced with the device according to the invention.
- the adjustment device can in particular be an electromotive adjustment device that can be controlled by a control device.
- the embossing roller and/or the counter roller and/or the press roller are assigned a heating device for heating the respective roller for preferably separately adjusting the temperature of the rollers.
- a heating device for heating the respective roller for preferably separately adjusting the temperature of the rollers.
- a temperature sensor for detecting the temperature of the respective roll is preferably assigned to the embossing roll and/or the counter roll and/or the press roll.
- drying means for drying the in the pressing area paper webs pressed together are arranged.
- drying has the effect of increasing the strength of the connection between the paper webs.
- the drying means have at least two drying devices spaced apart from one another in the feed direction and/or that at least one drying device is designed as an infrared radiation drying device and at least one drying device is designed as a hot air drying device. At least one warm air drying device is preferably arranged downstream of at least one infrared radiation drying device in the feed direction of the paper webs.
- the press roller consists of an elastically yielding material, in particular silicone, at least on its peripheral surface.
- the disclosure content of the present application and subject matter of the invention also includes, according to claim 9, a method for producing packaging material from paper, wherein at least one first paper web and at least one second paper web are fed to an embossing area and a press area downstream of the embossing area in the feed direction of the paper webs, wherein in the embossing area, an embossing device is used to emboss embossments from the first paper web, which protrude beyond the first paper web and are each delimited by a closed peripheral line in the paper web plane of the first paper web, with the paper webs being free of adhesive and connecting synthetic material in the pressing area by means of a pressing device Additional material, in particular free of plastic film, are pressed together in such a way that paper fibers of the first paper web with paper fibers of the second paper are in connecting sections between the forms Connect the web and the paper webs in the area of the embossments limit closed cavities, the first paper web and/or the second paper web being preconditioned in the pressing area in
- the method according to the invention can be carried out in particular using a device according to the invention.
- the disclosure content of the present application and subject matter of the invention also includes a packaging material made of paper, with a first paper web and with a second paper web, with at least one paper web being embossed with features that protrude beyond the paper web and in the paper web plane from one closed peripheral line, the paper webs consisting exclusively of paper on their mutually facing surfaces and free of adhesive and connecting synthetic additional material, in particular free of plastic film, preferably after preconditioning of the paper webs, are pressed together in such a way that in Connection sections of the paper webs between the forms of paper fibers of the first paper web are connected to paper fibers of the second paper web and the paper webs in the area of the forms limit closed cavities.
- an expression within the meaning of the invention is understood to mean an embossing in a paper web that protrudes beyond the plane of the paper web.
- the packaging material according to the invention consists of an "embossing web” provided with embossing and a smooth “carrier web”, then the embossings protruding beyond the plane of the paper web together with the "carrier web” delimit cavities, so that the packaging material according to the invention is designed in the manner of bubble wrap.
- An expression can be formed in particular in the form of nubs, as is known from plastic bubble wrap.
- the shape and size of the features that are embossed from the first paper web can be selected within wide limits.
- An advantageous further development of the invention provides that the perimeter line delimiting an expression in each case is circular or approximately circular in such a way that the expressions are formed in the manner of a spherical surface.
- a corresponding shape of the embossments is advantageous on the one hand in terms of the desired cushioning effect of the packaging material and on the other hand with regard to production.
- the packaging material according to the invention can be provided for the packaging of objects sensitive to breakage or pressure in a variety of ways, for example and in particular in the form of web material which can be cut by the user according to the size of the object to be packed.
- the packaging material according to the invention can also be provided in the form of prefabricated blanks.
- the packaging material according to the invention can also be designed as a shipping box or in the manner of an air cushion envelope or form part of corresponding packaging means.
- the packaging material according to the invention can consist of more than two paper webs.
- the packaging material according to the invention can consist of an “embossed web” provided with embossing and a smooth “carrier web”.
- An alternative embodiment of the invention provides that both paper webs are embossed and that the paper webs are connected to one another in such a way that embossments in one paper web are arranged opposite corresponding embossments in the other paper web.
- the embossments in one paper web together with the embossments in the other paper web delimit the cavities of the packaging material according to the invention.
- embossments form a regular pattern, in particular are arranged in rows and/or columns.
- any suitable paper can be used as the starting material for the packaging material according to the invention.
- a particularly advantageous development of the invention provides that the paper webs consist of recycled paper or contain recycled paper. This embodiment is particularly environmentally friendly because the use of fresh paper, the production of which involves a high expenditure of energy, is completely or at least partially avoided.
- the connecting sections between the embossments are web-like.
- Another advantageous development of the invention provides that the paper webs are couched together at least in sections in the connecting sections.
- a first paper web 6 and a second paper web 8 which are also referred to as “webs” for short below, are fed from storage rolls 2, 4 to a roller arrangement 10 via deflections.
- the first paper web forms an "embossing web” from which embossings 11 are embossed by means of the roller arrangement 10, while the second paper web forms a smooth "carrier web” which carries the embossing web in the finished packaging material and for this purpose by means of the roller arrangement 10 with the “embossing web” is pressed.
- the "embossing web” is preconditioned in the feed direction in front of the roller arrangement 10 at the reference number 12 by steaming with steam for the embossing.
- steam for the embossing.
- steam with a temperature between 100 °C and about 150 °C can be used.
- the paper webs 6, 8 are made of recycled paper. According to the invention, however, the paper webs 6, 8 can also consist of any other suitable paper, depending on the respective requirements and circumstances.
- the "carrier web” is preconditioned in the feed direction before the roller arrangement 10 at the reference number 14 by spraying with a liquid containing cellulose fibers or particles, in particular nanocellulose, preferably in the form of cellulose nanofibers (CNF).
- a liquid containing cellulose fibers or particles in particular nanocellulose, preferably in the form of cellulose nanofibers (CNF).
- the roller arrangement 10 has an embossing roller (positive roller) 16 which is in engagement with a counter roller (negative roller) 18 .
- the paper web 6 is embossed between the rollers 16, 18 to form the embossments.
- the embossing roller 16, the counter-roller 18 and a press roller are also called “rollers” for short below
- the press roller 20 is in engagement with the counter roller 18, the paper webs 6, 8 being pressed together between the counter roller 18 and the press roller 20 free of adhesive and connecting synthetic additional material, in particular free of plastic film.
- the paper webs 6, 8 pressed together, which form the packaging material according to the invention in the manner of air cushion film, are fed to a store 22 in the form of a storage roll for the finished air cushion film-like packaging material consisting exclusively of paper, with a multi-stage drying device with three dryers 24, 26 and 28 is arranged.
- the dryer 24 is an IR radiator, while the dryers 26 and 28 are hot-air dryers.
- the structure of the facility is as follows:
- the device has means for feeding at least the first paper web 6 and the second paper web 8 to an embossing area 30 and a pressing area 32 downstream of the embossing area 30 in the feed direction of the paper webs.
- the feed direction or conveying direction of the paper webs 6, 8 or with each other pressed paper webs 6, 8 is in 1 indicated by arrows 34, 36, 38 and 40.
- An embossing device 31 for embossing the first paper web is arranged in the embossing area 30 in such a way that embossments 11 are embossed from the first paper web 6, which protrude beyond the first paper web 6 and are each delimited by a closed peripheral line in the paper web plane of the first paper web 6.
- the closed perimeter is circular or approximately circular.
- a pressing device 33 is arranged in the pressing area 32 for pressing the paper webs 6, 8 together in such a way and free of adhesive and connecting synthetic additional material, in particular free of plastic film, that in connecting sections between the embossments paper fibers of the first paper web 6 with paper fibers of the second paper web 8 connect and the paper webs 6, 8 delimit closed cavities in the area of the expressions.
- Preconditioning means with at least one preconditioning device for preconditioning the first paper web 6 and/or the second paper web 8 are arranged in front of the embossing area 30 and/or the pressing area 32 in the feed direction.
- At least one preconditioning device is designed for introducing or applying a liquid, in particular a preconditioning liquid consisting of water or containing water, in or on at least one of the paper webs 6, 8.
- a liquid in particular a preconditioning liquid consisting of water or containing water
- reference numeral 12 designates a preconditioning device for on-or off. Entry of water in the form of steam onto or into the first paper web 6 in order to precondition it for embossing in the embossing area 30 .
- At least one preconditioning device for spraying, nebulizing or evaporating a preconditioning liquid is designed and set up in such a way that the preconditioning liquid is sprayed, nebulized or vaporised onto the associated paper web.
- each of the paper webs 6, 8 is a separate preconditioning device for separate, in the illustrated Embodiment different preconditioning of the paper webs 6, 8 assigned.
- the first paper web 6 is assigned the first preconditioning device 12 and is arranged on the feed path of the first paper web to the embossing area 30 and the second paper web 8 is assigned a second preconditioning device 14 and is arranged on the feed path of the second paper web 8 to the pressing area.
- the first preconditioning device 12 associated with the first paper web 6 is designed in the exemplary embodiment shown for steaming the first paper web with steam at a temperature between 100° C. and approximately 150° C.
- the second preconditioning device 14 assigned to the second paper web is designed and set up for applying or introducing a preconditioning liquid into or onto the second paper web 8, the preconditioning liquid in the exemplary embodiment shown being water containing cellulose fibers or cellulose particles, the cellulose fibers or cellulose particles preferably microcellulose and/or nanocellulose, in particular cellulose microfibers (CMF) and/or cellulose nanofibers (CNF), are or contain.
- the content of cellulose fibers in the preconditioning liquid is selected in such a way that it can be sprayed and is sprayed onto the second paper web 8 .
- embossing area 30 there is a roller arrangement 10 with an embossing roller 16 which is rotatably mounted about an embossing roller axis of rotation 15 and has embossing projections on its peripheral surface for forming the embossments 11 in the first paper web 6, the embossing roller 16 being in engagement with a counter-roller 18 which is rotatably mounted about an axis of rotation 19 parallel to the axis of rotation of the embossing roller and has embossing recesses on its peripheral surface which are designed to complement the embossing projections of the embossing roller 16 .
- a press roller 20 which is mounted so that it can rotate about a press roller axis of rotation 21 and which, in order to press the first paper web 6 with the second paper web 8, interacts with a counter-roller 18, the axis of rotation of which is parallel to the press roller axis of rotation and spaced apart in such a way that between the press roller 20 and the backing roll 18 a press nip is formed for pressing the first paper web 6 with the second paper web 8 away from the embossments 11 in the first paper web 6.
- the press roller 20 has a smooth peripheral surface and consists of an elastically yielding material on its peripheral surface, in the exemplary embodiment shown silicone.
- the counter-roller of the embossing roller 16 and the counter-roller of the press roller 20 are formed by a common counter-roller, namely the counter-roller 18, such that the roller arrangement 10 has three rollers 16, 18, 20 that are operatively connected or operatively engaged with one another.
- the embossing roller 16 forms the embossing device 31 with the counter-roller 18
- the pressing roller 20 forms the pressing device 33 with the counter-roller 18 .
- the backing roll 18 and the press roll 20 directly, i. H. are in press engagement with one another without the interposition of conveying sections for the first paper web 6 embossed by means of the embossing roller 16 .
- the paper webs 6 , 8 are pressed together while the embossments 11 embossed from the first paper web by means of the embossing roller 16 are still located in the embossing recesses of the counter roller 18 .
- the roller arrangement 10 consisting of the rollers 16, 18 and 20 forms a combined embossing and pressing station.
- the axis of rotation 19 of the counter-roller 18 is arranged on a connecting line between the axis of rotation of the embossing roller 15 and the axis of rotation of the press roller 21 .
- the press roller 20 is assigned a preferably motor-driven adjusting device for setting the gap width of the press roller gap along a linear axis running radially to the press roller axis of rotation 21 in the exemplary embodiment.
- the adjusting device also makes it possible to disengage the press roller 20 from the counter-roller 18 if a packaging material is to be produced which consists exclusively of a single web provided with embossments, i.e. exclusively an "embossing web" without a "carrier web".
- the embossing roller 16 and/or the counter-roller 18 and/or the press roller 20 is assigned a heating device for heating the respective roller.
- each of the rollers 16, 18, 20 is assigned a separate heating device, so that the temperature for each of the rollers 16, 18, 20 can be set separately.
- a temperature sensor for detecting the temperature of the respective roller 16 or 18 or 20 is preferably assigned to the embossing roller 16 and/or the counter roller 18 and/or the press roller 20 . It is advantageous here if both the heating device, for example in the form of at least one electric heating element, and the temperature sensor are integrated in the respective roller 16 or 18 or 20, as is the case in the exemplary embodiment shown. In this way, the structure of the device according to the invention is simplified.
- drying means for drying the paper webs 6, 8 pressed together in the pressing area 32 are arranged in the feed direction between the pressing area 32 and a store in the form of a storage roll 22 for the finished packaging material.
- the drying means have at least two drying devices spaced apart from one another in the feed direction or conveying direction, with at least one drying device being designed as an infrared radiation drying device and at least one drying device as a warm air drying device.
- a drying device 24 immediately downstream of the pressing area 32 is designed as an infrared radiation drying device, while two of the drying devices 24 downstream in the feed direction or conveying direction drying devices 26, 28 can be designed as hot-air drying devices.
- the web tension of the individual paper webs 6 and 8 and/or the paper webs pressed together is monitored by suitable sensors according to the respective requirements and circumstances. This is explained further below with the help of 9 explained in more detail.
- Rollers 16, 18 and 20 can be made of any suitable material.
- the peripheral surfaces of the rollers 16, 18 and 20 from consist of a different material than the respective roller body or be coated with a different material.
- the pressing roller 20 can consist of an elastically flexible material, in particular silicone, at least on its peripheral surface, as is the case in the exemplary embodiment shown.
- the embossing roller 16 and the counter-roller 18 can consist of a dimensionally stable material, for example metal, at least on their peripheral surface.
- rollers 16, 18 and 20 can each be driven in rotation independently of one another by means of a separate rotary drive device.
- the control of the rotary drive devices assigned to the rollers 16 or 18 or 20 and the storage rollers 2 or 4 or 22 is explained below with reference to FIG 11 explained in more detail.
- FIG. 2 shows the embodiment according to FIG. 1 in a schematic side view 1
- 3 shows the embodiment in a schematic perspective view.
- the device includes a frame 46 on which its various assemblies and components are mounted.
- the first preconditioning device 12 has a housing 48 . Excess water that remains after the first paper web 6 has been steamed with water is collected in the housing 48 or sucked off as water vapor and can be drained off and then reused or disposed of. Since the excess water is free of chemical additives, it can be disposed of in the sewage system without polluting the environment.
- the second preconditioning device 14 has a housing 50 . Excess preconditioning liquid that remains after the second paper web 8 has been preconditioned is collected in the housing 50 and can be drained off and then reused or disposed of. Since the preconditioning liquid in the exemplary embodiment shown consists exclusively of water with added cellulose nanofibers and is therefore free of chemical additives, it can also be disposed of in the sewage system without polluting the environment.
- the reference number 52 is in 2 and 3 designates a housing in which the roller assembly 10 is accommodated.
- Numerals 54 and 56 designate casings in which the warm air drying devices 26 and 28 are accommodated, respectively.
- liquid which consists of water in the illustrated embodiment, can escape from the housings 54, 56, which for this purpose at their front and rear in the feed direction End are open.
- the resulting liquid can also be disposed of to the sewer without polluting the environment.
- the reference numeral 58 designates a web tension sensor arranged in the feed direction between the storage roll 2 and the first preconditioning device 12 for sensing or measuring the web tension of the first paper web 6.
- the structure of the web tension sensor 58 is explained below with reference to FIG 10 explained in more detail.
- a web tension sensor is assigned to the second paper web and is denoted by reference number 60 .
- the web tension sensor 60 is constructed in a manner corresponding to the web tension sensor 58 and is therefore not explained in more detail.
- All system parameters of the device or system in particular the feeding speed or conveying speed of the paper webs, the web tension, the speed and temperature of the rollers 16, 18 and 20 and the operating parameters of the preconditioning devices 12, 14 and the drying devices 24, 26 and 28 are controlled by a controlled by a central system controller, which is further explained below on the basis of 11 is explained in more detail.
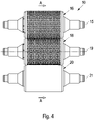
- figure 5 shows the roller assembly 10 in a perspective view.
- FIG. 6 shows a radial sectional view of the roller assembly 10 along a line AA in 4 .
- FIG. 7 shows the embossing roller 16 in a perspective view, provided on the peripheral surface of the embossing roller 16 and protruding beyond the peripheral surface Embossing projections are recognizable, of which Fig. 7 only one embossing projection is provided with the reference number 42 .
- the embossing projections 42 are designed in the manner of spheres or spherical surfaces.
- successive rows of embossing projections 42 are arranged in the circumferential direction of the embossing roller 16 on its circumferential surface, successive rows in the circumferential direction being arranged in relation to one another such that the embossing projections are arranged “staggered”. Shape, geometry and number of embossing projections can be selected within wide limits according to the respective requirements and circumstances.
- FIG. 8 shows the counter-roller 18 in a perspective view, wherein the embossed recesses 44 of the counter-roller 18 can be seen.
- the press roller 20 has a smooth peripheral surface.
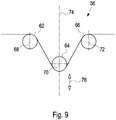
- the web tension sensor 58 has three rotatably mounted, non-driven deflection rollers 62, 64, 66, the axes of rotation of which are 68, 70, and 72 in 10 run into the plane of the drawing and are arranged on the corner points of a triangle.
- the deflection rollers 62 and 66 are fixedly mounted, while the deflection roller 64 is movably mounted along a linear measurement axis 74 in the direction of a double arrow 76 .
- the deflection roller 64 can be moved by spring means into an in 9 be biased exemplary shown starting position. If, starting from this initial position, the web tension of the first paper web 6 increases, the deflection roller 64 moves in 9 up. This movement can be detected via a force transducer, for example using strain gauges, or in some other way and fed as a sensor output signal from the web tension sensor 58 to a central controller of the device, which is explained in more detail below.
- the control device 78 can be configured in a variety of ways by a combination of hardware and software in accordance with the respective requirements and circumstances be, for example and in particular as a programmable logic controller (PLC).
- PLC programmable logic controller
- the storage rolls 2, 4 for the webs 6, 8 and the storage roll 22 for the finished packaging material are each assigned a rotary drive device 80, 82, or 84 that can be controlled by the control device 78.
- the control device 78 regulates the speed of the rotary drive devices 80, 82, 84 in such a way that the desired web tension of the paper webs 6, 8 is set.
- the web tension sensors 58, 60 are in signal transmission connection with the control device 78.
- the rollers 16, 18, 20 are each assigned a rotary drive device 86, 88, or 90 that can be controlled by the control device 78.
- the control device 78 regulates the speed of the rotary drive devices 86, 88, 90 so that the rollers 16, 18, 20 for embossing the first web 6 in the embossing area 30 and for pressing the webs 6, 8 in the pressing area 32 are synchronous to run.
- a heating device 92 or 94 or 96 is assigned to them, which is preferably integrated in the respective roller 16 or 18 or 20 and, for example and in particular, by at least one in the respective roller 16 or 18 or 20 integrated electric heating element can be formed.
- a temperature measuring device 98, 100, 102 is assigned to each of the rollers 16, 18, 20 to record the temperature, which is preferably also integrated in the respective roller 16 or 18 or 20, for example in the form of a temperature sensor.
- the temperature measuring devices 98, 100, 102 are in signal transmission connection with the control device 78.
- the control device 78 regulates the temperature of the rollers 16, 18, 20 by correspondingly controlling the heating devices 92, 94, 96.
- the temperature can be regulated in this way in particular that the temperature of the embossing roll 16 is higher than the temperature of the backing roll 18 and the temperature of the backing roll 18 is higher than the temperature of the nip roll 20, so that there is a temperature gradient from the embossing roll 16 to the nip roll 20.
- Reference numeral 104 designates in 10 a motorized adjusting device for adjusting the gap width of the press nip along a linear axis running radially to the axis of rotation 21 of the press roller.
- the motorized adjustment device can also be controlled by the control device 78, for example to adapt the gap width of the press nip to paper webs of different thicknesses or to disengage the press roller 20 from the counter-roller 18 if the device is to be used to produce packaging material that consists exclusively of a single Characteristics provided "embossing web" without “carrier web” consists.
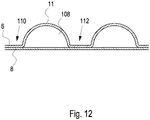
- a packaging material according to the invention is produced in the manner of a bubble wrap.
- a blank 106 of a corresponding air-cushion film-like packaging material is shown as an example, it being evident that the packaging material is provided with nub-like expressions 11 in a grid-like manner.
- the structural composition of the packaging material according to the invention is similar to a conventional plastic air cushion film, but differs from this in that it consists exclusively of paper or cellulose.
- embossments 11 in the paper web plane of the "embossing web" 6 are each delimited by a closed peripheral line, which is circular or approximately circular in the illustrated embodiment.
- paper webs 6 , 8 can in particular consist of the same type of paper. However, according to the invention it is also possible to use different types of paper for the paper webs 6 , 8 .
- a second embodiment of a device according to the invention is shown, which differs from the first embodiment primarily in that the pressing area 32 of the device is spaced apart from the embossing area 30 in the feed direction or conveying direction of the webs 6, 8. Due to the spatial distance between the pressing area 32 and the embossing area 30, the embossing roller 16 and the pressing roller 18 do not have a common counter-roller in this exemplary embodiment. Rather, the embossing roller 16 is assigned the counter-roller 18 and the press roller 20 is assigned a separate counter-roller 114 .
- the rollers 16, 18, 20 of the roller arrangement 10 form a combined embossing and pressing station
- the second exemplary embodiment has an embossing station (embossing roller 16/counter roller 18) spatially separated from one another and a press station (press roller 20/counter roller) that is spaced apart from the feed direction or conveying direction 114).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021104207 | 2021-02-23 | ||
| DE102021133913 | 2021-12-20 | ||
| DE102022100868 | 2022-01-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4046789A2 true EP4046789A2 (fr) | 2022-08-24 |
| EP4046789A3 EP4046789A3 (fr) | 2022-11-02 |
Family
ID=80449059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22156982.5A Pending EP4046789A3 (fr) | 2021-02-23 | 2022-02-16 | Agencement destiné à la fabrication du matériau d'emballage en papier |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20240042723A1 (fr) |
| EP (1) | EP4046789A3 (fr) |
| JP (1) | JP2024506727A (fr) |
| AU (1) | AU2022226341A1 (fr) |
| CA (1) | CA3211415A1 (fr) |
| CL (1) | CL2023002471A1 (fr) |
| DE (3) | DE102022103597A1 (fr) |
| WO (1) | WO2022179903A1 (fr) |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69731C (de) | S. EDWARDS in London, England, Nr. 31 Holywell Lane, Great Eastern Street | Herstellung von Packstoff aus glattem und gewelltem Papier | ||
| DE604412C (fr) | ||||
| DE622340C (de) | 1934-04-28 | 1935-11-26 | Clemens Fa Ludwig | Polsterkissen fuer druckempfindliche Gegenstaende |
| GB893060A (en) | 1959-09-04 | 1962-04-04 | Clemens Fa Ludwig | Stuffing material for packing purposes, and process for the manufacture thereof |
| DE1156701B (de) | 1957-02-28 | 1963-10-31 | Clemens Fa Ludwig | Polstermaterial mit allseitig abgeschlossenen Luftzellen fuer Verpackungszwecke |
| EP0523382B1 (fr) | 1991-06-17 | 1996-09-18 | Sealed Air Corporation | Dispositif pour la fabrication de matière de garnissage à partir de bandes continues |
| EP0650827B1 (fr) | 1993-10-27 | 1997-07-23 | Mercamer Oy | Matériau de rembourrage et dispositif pour la fabrication de matériau de rembourrage |
| DE102006000006A1 (de) | 2006-01-11 | 2007-07-12 | Voith Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer mehrlagigen Faserstoffbahn |
| EP1853419B1 (fr) | 2005-03-01 | 2008-12-10 | FABIO PERINI S.p.A. | Procede et dispositif pour l'assemblage de couches de papier |
| EP2792478A1 (fr) | 2013-04-19 | 2014-10-22 | Italdry S.r.L. | Ensemble et procédé de fabrication de carton ondulé |
| US20180086021A1 (en) | 2016-09-26 | 2018-03-29 | Corruven Canada Inc. | Foldable composite material sheet and structure |
| US20200180255A1 (en) | 2016-10-11 | 2020-06-11 | Ranpak Corp. | Dunnage conversion machine and method |
| WO2020227649A1 (fr) | 2019-05-08 | 2020-11-12 | Goodrich David P | Papier gaufré en combinaison avec un rembourrage en papier pour des enveloppes d'expédition |
| WO2021046395A1 (fr) | 2019-09-04 | 2021-03-11 | tForm, Inc. | Matériau de conditionnement |
| EP3683357B1 (fr) | 2019-01-15 | 2021-04-21 | Papierfabrik Meldorf GmbH & Co. Kommanditgesellschaft | Papier multicouche contenant des vieux papiers et des fibres de gazon |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2008360216B2 (en) * | 2008-08-07 | 2015-06-18 | Sca Hygiene Products Gmbh | Apparatus and method for ply bonding as well as multi-ply product |
| JP2010228111A (ja) * | 2009-03-25 | 2010-10-14 | Aiki Kogyo Kk | エンボス加工したラミネートとそれを用いた封筒 |
-
2022
- 2022-02-16 AU AU2022226341A patent/AU2022226341A1/en active Pending
- 2022-02-16 DE DE102022103597.2A patent/DE102022103597A1/de active Pending
- 2022-02-16 CA CA3211415A patent/CA3211415A1/fr active Pending
- 2022-02-16 DE DE102022103599.9A patent/DE102022103599A1/de active Pending
- 2022-02-16 JP JP2023549852A patent/JP2024506727A/ja active Pending
- 2022-02-16 EP EP22156982.5A patent/EP4046789A3/fr active Pending
- 2022-02-16 DE DE102022103600.6A patent/DE102022103600A1/de active Pending
- 2022-02-16 WO PCT/EP2022/053777 patent/WO2022179903A1/fr active Application Filing
- 2022-02-16 US US18/277,539 patent/US20240042723A1/en active Pending
-
2023
- 2023-08-21 CL CL2023002471A patent/CL2023002471A1/es unknown
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69731C (de) | S. EDWARDS in London, England, Nr. 31 Holywell Lane, Great Eastern Street | Herstellung von Packstoff aus glattem und gewelltem Papier | ||
| DE604412C (fr) | ||||
| DE622340C (de) | 1934-04-28 | 1935-11-26 | Clemens Fa Ludwig | Polsterkissen fuer druckempfindliche Gegenstaende |
| DE1156701B (de) | 1957-02-28 | 1963-10-31 | Clemens Fa Ludwig | Polstermaterial mit allseitig abgeschlossenen Luftzellen fuer Verpackungszwecke |
| GB893060A (en) | 1959-09-04 | 1962-04-04 | Clemens Fa Ludwig | Stuffing material for packing purposes, and process for the manufacture thereof |
| EP0523382B1 (fr) | 1991-06-17 | 1996-09-18 | Sealed Air Corporation | Dispositif pour la fabrication de matière de garnissage à partir de bandes continues |
| EP0650827B1 (fr) | 1993-10-27 | 1997-07-23 | Mercamer Oy | Matériau de rembourrage et dispositif pour la fabrication de matériau de rembourrage |
| EP1853419B1 (fr) | 2005-03-01 | 2008-12-10 | FABIO PERINI S.p.A. | Procede et dispositif pour l'assemblage de couches de papier |
| DE102006000006A1 (de) | 2006-01-11 | 2007-07-12 | Voith Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer mehrlagigen Faserstoffbahn |
| EP2792478A1 (fr) | 2013-04-19 | 2014-10-22 | Italdry S.r.L. | Ensemble et procédé de fabrication de carton ondulé |
| US20180086021A1 (en) | 2016-09-26 | 2018-03-29 | Corruven Canada Inc. | Foldable composite material sheet and structure |
| US20200180255A1 (en) | 2016-10-11 | 2020-06-11 | Ranpak Corp. | Dunnage conversion machine and method |
| EP3683357B1 (fr) | 2019-01-15 | 2021-04-21 | Papierfabrik Meldorf GmbH & Co. Kommanditgesellschaft | Papier multicouche contenant des vieux papiers et des fibres de gazon |
| WO2020227649A1 (fr) | 2019-05-08 | 2020-11-12 | Goodrich David P | Papier gaufré en combinaison avec un rembourrage en papier pour des enveloppes d'expédition |
| WO2021046395A1 (fr) | 2019-09-04 | 2021-03-11 | tForm, Inc. | Matériau de conditionnement |
Also Published As
| Publication number | Publication date |
|---|---|
| CL2023002471A1 (es) | 2024-02-16 |
| JP2024506727A (ja) | 2024-02-14 |
| EP4046789A3 (fr) | 2022-11-02 |
| DE102022103599A1 (de) | 2022-08-25 |
| WO2022179903A1 (fr) | 2022-09-01 |
| DE102022103600A1 (de) | 2022-08-25 |
| AU2022226341A1 (en) | 2023-08-31 |
| CA3211415A1 (fr) | 2022-09-01 |
| US20240042723A1 (en) | 2024-02-08 |
| DE102022103597A1 (de) | 2022-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60107695T2 (de) | Verfahren und vorrichtung zur herstellung eines kartons sowie kartonprodukt | |
| DE2365552C3 (de) | Faltschachtelpappe | |
| DE2004795A1 (de) | Verfahren zum Herstellen von Wellpappe | |
| DE1965059A1 (de) | Wellpappenbahn mit einer Feuchtigkeitssperre sowie das Verfahren zu Herstellung derselben | |
| DE3008817A1 (de) | Laminat mit abnehmbarer trennlinien- kaschierschicht | |
| EP3585940A1 (fr) | Procédé et dispositif pour produire une bande de matière fibreuse dans une machine à papier | |
| DE102011015195B4 (de) | Verfahren und Vorrichtung zum Bekanten von Holzwerkstoffplatten sowie Holzwerkstoffplatten | |
| EP0851951B9 (fr) | Procede de fabrication de papier multicouche en feuille continue | |
| EP0543959B1 (fr) | Procede de production d'un carton multijet | |
| EP4046789A2 (fr) | Agencement destiné à la fabrication du matériau d'emballage en papier | |
| DE60016175T2 (de) | Vorrichtung und Verfahren zum Prägen von Papier oder Vliesstoff, sowie das hergestellte Produkt | |
| DE2725201C2 (de) | Verstaerkte wellpappe und verfahren zu ihrer herstellung | |
| EP0818305A2 (fr) | Matériau d'emballage ayant une résistance améliorée en compression latérale et méthode de production | |
| DE2542511C2 (de) | Verfahren zum Herstellen einer mehrschichtigen Bahn aus Zellulosematerial | |
| DE202018104337U1 (de) | Bahnenmaterial zur Verwendung in Lebensmittelverpackungen | |
| DE2728977C3 (de) | Verfahren zum Herstellen eines bahnförmigen Schichtmaterials, Vorrichtung zur Durchführung des Verfahrens und Verwendung des Schichtmaterials | |
| WO2018153577A1 (fr) | Procédé et dispositif pour produire une bande de matière fibreuse dans une machine à papier | |
| DE1237294B (de) | Vorrichtung zum Herstellen eines bahnfoermigen Polstermaterials | |
| EP0598314A1 (fr) | Corps de rembourrage et/ou isolant | |
| DE615912C (de) | Verfahren und Vorrichtung zur Herstellung von Polsterpapier aus mehreren Papierbahnen | |
| DE102022100057A1 (de) | Verfahren und vorrichtung zur herstellung eines flächigen polstermaterials aus papier, sowie polstermaterial | |
| CH368047A (de) | Verfahren zur Herstellung von Polsterbahnen für Verpackungszwecke, Einrichtung zur Ausübung dieser Verfahren sowie nach diesen Verfahren hergestellte Polsterbahn | |
| DE2149103A1 (de) | Mehrlagiges verbundmaterial fuer saugfaehige papiertuecher | |
| WO2023094910A1 (fr) | Procédé de fabrication de corps moulés en papier multicouche, corps moulé en papier et dispositif pour sa fabrication | |
| DE2511262C3 (de) | Herstellungsverfahren für mit härtbarem Faser-Kunstharzvorkondensat gefüllten Faserstoffbahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31F 5/00 20060101ALI20220923BHEP Ipc: B31F 1/07 20060101ALI20220923BHEP Ipc: B31D 5/00 20170101AFI20220923BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230405 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |