EP3795743A1 - Verfahren zur steuerung und/oder regelung eines prozessluftsystems einer einem trockenzylinder zugeordenten trockenhaube einer maschine zur herstellung einer faserstoffbahn und maschine zur herstellung einer fasertsoffbahn - Google Patents
Verfahren zur steuerung und/oder regelung eines prozessluftsystems einer einem trockenzylinder zugeordenten trockenhaube einer maschine zur herstellung einer faserstoffbahn und maschine zur herstellung einer fasertsoffbahn Download PDFInfo
- Publication number
- EP3795743A1 EP3795743A1 EP20189604.0A EP20189604A EP3795743A1 EP 3795743 A1 EP3795743 A1 EP 3795743A1 EP 20189604 A EP20189604 A EP 20189604A EP 3795743 A1 EP3795743 A1 EP 3795743A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- air
- dry
- exhaust air
- wet
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 46
- 238000001035 drying Methods 0.000 title claims abstract description 37
- 230000008569 process Effects 0.000 title claims abstract description 19
- 230000001105 regulatory effect Effects 0.000 title claims abstract description 13
- 230000001276 controlling effect Effects 0.000 title claims abstract description 7
- 239000000123 paper Substances 0.000 claims abstract description 8
- 238000002485 combustion reaction Methods 0.000 claims description 13
- 230000033228 biological regulation Effects 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 238000009499 grossing Methods 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 claims description 3
- 238000012545 processing Methods 0.000 claims description 2
- 238000009795 derivation Methods 0.000 abstract description 3
- 239000003570 air Substances 0.000 description 210
- 239000007789 gas Substances 0.000 description 6
- 230000007704 transition Effects 0.000 description 5
- 238000009529 body temperature measurement Methods 0.000 description 4
- 238000009833 condensation Methods 0.000 description 4
- 230000005494 condensation Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000000523 sample Substances 0.000 description 4
- 239000012080 ambient air Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 1
- 238000011217 control strategy Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000012764 mineral filler Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
- D21F5/181—Drying webs by hot air on Yankee cylinder
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/20—Waste heat recovery
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G9/00—Other accessories for paper-making machines
- D21G9/0009—Paper-making control systems
- D21G9/0036—Paper-making control systems controlling the press or drying section
Definitions
- a central element is the so-called Yankee cylinder.
- the fibrous web is passed over this large heated cylinder and dried in the process.
- a dryer hood is assigned to the Yankee cylinder.
- hot gas usually hot air
- This hot air is circulated.
- part of the air is continuously withdrawn from the circuit. For this, fresh, dry air is added.
- a burner 44, 46 is provided both for the wet part 18 and for the dry part 22 in order to heat the process air. Usually temperatures in the range between 300 ° C and 500 ° C are reached for the process air.
- the heated air is cooled in the hood 12 by contact with the cool, moist fibrous web, and also absorbs moisture from the web.
- air is sucked out of the hood parts 18, 22 via a suitable fan 36, 38 and passed back to the burner 44, 46, where it is reheated.
Landscapes
- Paper (AREA)
- Drying Of Solid Materials (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Steuern und/oder Regeln eines Prozessluftsystems gemäß dem Oberbegriff des Anspruchs 1, sowie einer Maschine mit einem Prozessluftsystem gemäß dem Oberbegriff des Anspruchs 13
- Bei Maschinen zur Herstellung bestimmter Faserstoffbahnen, insbesondere Tissue oder MG-Papier Bahnen, ist ein zentrales Element der sogenannte Yankeezylinder. Über diesen großen beheizten Zylinder wird die Faserstoffbahn geführt und dabei getrocknet. Dem Yankeezylinder ist dabei eine Trockenhaube zugeordnet. Zur Verbesserung der Trocknung der Faserstoffbahn wird über die Trockenhaube heißes Gas, üblicherweise heiße Luft auf die Oberseite der Faserstoffbahn gebracht. Diese heiße Luft wird im Kreis geführt. Zur Abführung der aus der Papierbahn aufgenommenen Feuchtigkeit wird kontinuierlich ein Teil der Luft aus dem Kreislauf entnommen. Dafür wird frische, trockene Luft dazu gegeben.
- Die Einstellung dieser Ab- und Zuluftströme erfolgt in der Praxis noch immer weitgehend manuell und beruht auf Erfahrungswerten der Betreiber. Da die Trocknung der Bahn jedoch viel Energie verbraucht ist es wünschenswert, den Prozess möglichst zu optimieren.
- Hierzu wurde in der Vergangenheit von der Anmelderin in der Schrift
WO 2019/101520 ein Verfahren zur Steuerung oder Regelung einer solchen Trockenhaube vorgeschlagen. Dabei wird die Luftmenge in den Haubtenteilen so eingestellt, dass keine oder nur kontrolliert viel Leckageströmung aus dem Spalt zwischen Haube und Zylinder austritt. Während eine solche Regelung zwar für einigermaßen konstante Druckverhältnisse in der Haube sorgen kann, ist damit eine deutlich darüber hinaus gehende Energieoptimierung kaum möglich. Außerdem hat es sich in der Praxis gezeigt, dass eine optimale Einstellung der Leckageströme schwierig ist und einiger empirischer Erkenntnisse bedarf. - Es ist daher eine Aufgabe der Erfindung ein neues Verfahren vorzuschlagen, dass eine Regelung oder Steuerung ohne oder nur mit geringen manuellen Eingriffen des Bedieners erlaubt. Es ist eine weitere Aufgabe, ein Verfahren anzugeben, bei dem ein energieoptimierter Betrieb einer Trockenhaube einfach möglich ist.
- Die Aufgaben werden vollständig gelöst durch ein 1. Verfahren zum Steuern und/oder Regeln eines Prozessluftsystems einer einem Trockenzylinder, insbesondere einem MG-Glätt- und/oder Yankee-Zylinder, zugeordneten Trockenhaube einer Maschine zur Herstellung einer Faserstoffbahn gemäß dem Kennzeichen des Anspruch 1 sowie einer Maschine gemäß Anspruch 13.
Weitere vorteilhafte Merkmale der erfindungsgemäßen Ausführung finden sich in den Unteransprüchen. - Hinsichtlich des Verfahrens wird die Aufgabe gelöst durch ein Verfahren zum Steuern und/oder Regeln eines Prozessluftsystems einer einem Trockenzylinder, insbesondere einem MG-Glätt- und/oder Yankee Zylinder, zugeordneten Trockenhaube, einer Maschine zur Herstellung einer Faserstoffbahn, insbesondere Papier-, Karton- oder Tissuebahn, bei dem ein Nassteil, und ein Trockenteil ,der Trockenhaube, über einen jeweiligen Luftkreislauf mit Heißluft versorgt werden und wobei jedem Luftkreislauf über ein jeweiliges Zuluftstellelement eines Kanalsystems Zuluft zugeführt und über ein jeweiliges Abluftstellelement feuchte Abluft abgeführt wird, und wobei die feuchte Abluft des Nassteils sowie des Trockenteils als gemeinsame Abluft über eine gemeinsame Ableitung abgeführt werden. Erfindungsgemäß ist dabei vorgesehen, dass eine Massenbilanz der zu- und abgeführten Luft erstellt wird und den Luftkreisläufen dieselbe Menge an trockener Luft wieder zugeführt wird, die über die gemeinsame Ableitung abgeführt wird.
Das Erstellen der Massenbilanz erfolgt dabei vorteilhafterweise kontinuierlich oder in festgelegten Zeitabständen.
Üblicherweise wird der Maschine eine Steuer- und/oder Regelungsvorrichtung in Form eines Computers zugeordnet sein, durch welche die Bilanzierung durchgeführt wird. - Zur Bilanzierung können die bekannten Stoffdaten für Luft wie z.B. Dichte oder Gaskonstante in Abhängigkeit von der Temperatur bzw. dem Druck auf dem Computer geeignet hinterlegt sein.
- Vorteilhafterweise kann vorgesehen sein, dass für die Steuerung oder Regelung das Zuluftstellelement des Nassteils und/oder das Zuluftstellelement des Trockenteils geöffnet oder geschlossen werden. Insbesondere können Mittel vorgesehen sein, um diese Zustellelemente automatisch zu öffnen und zu schließen. Dies kann dann insbesondere über die Steuer- bzw. Regelungsvorrichtung erfolgen.
- In weiteren vorteilhaften Ausführungen kann vorgesehen sein, dass in zumindest einem Luftkreislauf, insbesondere in beiden Luftkreisläufen jeweils ein Brenner zum Aufheizen der Prozessluft vorgesehen ist. Dabei wird der jeweilige Brenner mit Verbrennungsluft zum Unterhalten der Flamme versorgt. Diese Verbrennungsluft in die Massenbilanz einbezogen werden. Dies ist insbesondere deshalb sinnvoll, da häufig das heiße Abgas des Brenners mit in den Luftkreislauf einfließt und zur Trocknung der Faserstoffbahn verwendet wird.
- In einer weiteren bevorzugten Ausführung des Verfahrens wird für den Nassteil und den Trockenteil jeweils eine eigene Massenbilanz erstellt. Dadurch kann für jeden einzelnen Luftkreislauf die Menge an trockener Luft wieder zugeführt wird, die über das jeweilige Abluftstellelement zu der gemeinsamen Ableitung abgeführt wird. Somit kann gewährleiste werden, dass nicht nur die globale Bilanz der Trockenhaube, sondern auch die Bilanzen der einzelnen Haubenteile ausgeglichen sind. Ansonsten könnte trotz ausgeglichener Bilanz der Gesamthaube der Nassteil mit Luft überversorgt, und der Trockenteil unterversorgt sein, oder umgekehrt. Dies ist nicht erstrebenswert.
- Weiterhin kann es vorteilhaft sein, wenn die Feuchte der gemeinsamen Abluft in der gemeinsamen Ableitung ermittelt wird. Geeignete Feuchtesensoren können dabei vor oder nach einem Luft-Luft Wärmetauscher installiert sein, solange es dort nicht zu nennenswerter Kondensation kommt. Bei den üblicherweise vorherrschenden Prozessbedingungen mit Temperaturen von rund 400°C auch nach dem Wärmetauscher, kommt es hier zu keiner Kondensation.
Der Volumenstrom an abgeführter Abluft kann dann erhöht werden, wenn die ermittelte Feuchte einen vorgegebenen oberen Zielwert übersteigt, bzw. kann der Volumenstrom an abgeführter Abluft reduziert werden, wenn die ermittelte Feuchte einen unteren Zielwert unterschreitet.
Der obere und untere Zielwert können dabei auch identisch sein.
Die Zielwerte können so festgelegt werden, dass der Energieverbrauch der Trockenhaube optimiert wird. Zum Verständnis sei darauf hingewiesen, dass mit der relativ heißen Abluft dem System Energie entzogen wird. Die Zuluft muss dann erst wieder mittels eines Brenners aufgeheizt werden. Daher ist es sinnvoll, die Luft möglichst lange im Luftkreislauf des Haubenteils zu behalten. Dies führt zu einer Erhöhung der Luftfeuchte. Eine feuchte Abluft bedeutet also, dass die Wärmeenergie der Luft gut ausgenutzt wurde. Jedoch kann die Luft auch nicht beliebig feucht gemacht werden, da sonst die Gefahr von Kondensation an kühleren Anlagenteilen besteht, und auch das Aufnahmevermögen von Feuchtigkeit aus der Faserstoffbahn sinkt. Die Zielwerte könne so festgelegt werden, dass ein Optimum zwischen diesen beiden gegenläufigen Zielen erreicht wird. Beispielsweise können in vorteilhaften Ausführungen der obere Zielwert bei 630 g/kg und der untere Zielwert bei 610 g/kg liegen. - Es können insbesondere Sensoren vorgesehen sein, um die Temperatur und die Feuchte der gemeinsamen Abluft in der gemeinsamen Ableitung zu ermitteln.
- Alternativ oder zusätzlich können Sensoren vorgesehen sein, um den Volumenstrom und die Temperatur der Zuluft durch zumindest ein Zuluftstellelement, insbesondere beide Zuluftstellelemente zu ermitteln.
- Alternativ oder zusätzlich können Sensoren vorgesehen sein, um den Volumenstrom die Temperatur und/oder die Feuchte der Abluft durch zumindest ein Abluftstellelement, insbesondere beide Abluftstellelemente zu ermitteln.
- In einer vorteilhaften Ausführung des Verfahrens kann die Menge an zugeführter und/oder abgeführter trockener Luft aus den ermittelten Werten von Volumenstrom, Feuchte, Temperatur und gegebenenfalls weiterer Parameter errechnet werden. Die weiteren Parameter können Parameter eines der Luftströme sein (z.B. Drücke). Es kann sich dabei aber auch um Prozessparameter wie z.B. die Produktionsgeschwindigkeit handeln. Die Papierbahn schleppt beim Einlauf in die Trockenhaube eine gewisse Menge an (kalter) Schleppluft in die Haube ein, bzw. führt eine Menge an (heißer, feuchter) Luft aus der Haube ab. Dieser Effekt verstärkt sich mit steigender Geschwindigkeit der Materialbahn. Daher kann es -insbesondere bei breiten Maschinen- sinnvoll sein, die Produktionsgeschwindigkeit bei der Erstellung der Massenbilanz zu berücksichtigen.
- In der Regel ist zwischen dem Nassteil sowie dem Trockenteil der Trockenhaube und dem Trockenzylinder an einer Führerseite und einer Triebseite jeweils ein Spalt vorgesehen. Da sich der Trockenzylinder drehen muss, kann die Haube nicht dicht mit dem Zylinder verbunden sein. Dieser Spalt, der einige Millimeter bis wenige Zentimeter dick sein kann, ist mit Luft gefüllt. Es kann vorteilhaft sein, in zumindest einem Spalt, insbesondere allen Spalten die Spalttemperatur (TSpalt) ermittelt wird. Die Messung der Spalttemperatur kann dabei recht einfach dadurch erfolgen, dass in das Isoliermaterial Haube geeignete Temperatursensoren eingesetzt werden.
Da die Haubenluft im Inneren der Haube mit 400°C und mehr deutlich heißer ist, als die Hallenluft mit ca. 25° gibt die Temperaturmessung einen Hinweis auf die Richtung der Leckageströmung. Misst der Sensor eine sehr hohe Temperatur (z.B. >250°), so muss an dieser Stelle heiße Luft aus der Haube nach draußen strömen. Misst der Sensor sehr niedrige Temperaturen (z.B. < 100°C), so strömt an dieser Stelle kalte Hallenluft in die Haube. Somit erlaubt die Temperaturmessung eine Aussage über die Strömungsverhältnisse im Spalt.
Weiterhin kann es vorteilhaft sein, wenn die Spalttemperatur an mehreren, insbesondere 2, 3, 4 oder mehr Stellen pro Spalt gemessen wird. Dies erlaubt die Bestimmung eines Temperaturprofils im Spalt entlang der Umfangsrichtung des Zylinders. - In einem optimalen Betriebszustand werden einige Sensoren (z.B. die ersten beiden) niedrige Temperaturen anzeigen (=einströmende Luft), und die anderen hohe Temperaturen (ausströmende Luft). Dazwischen, also z.B. zwischen dem zweiten und dritten Sensor, erfolgt das Umschlagen von Einströmen und Ausströmen. Wandert der Umschlagpunkt nach vorne, strömt tendenziell mehr Luft durch den Spalt aus. Wandert der Umschlagpunkt nach hinten, tritt mehr Hallenluft in die Haube ein.
- Schließlich kann in einer Ausführung des Verfahrens auch die Spalttemperatur im Nassteil und/oder im Trockenteil verwendet wird, um die Luftmenge zu ermitteln, durch den Spalt entweicht oder zuströmt, und diese Luftmenge in die Massenbilanz mit einbezogen wird.
- Hinsichtlich der Maschine wird die Aufgabe gelöst durch eine Maschine zur Herstellung oder Verarbeitung einer Faserstoffbahn, insbesondere Papier-, Kartonoder Tissuebahn, umfassend zumindest einen Trockenzylinder (14), insbesondere einem MG-Glätt- und/oder Yankee Zylinder (14), welchem eine Trockenhaube (12) zugeordnet ist, welche einen Nassteil (18) und einen Trockenteil (22) umfasst, wobei der Trockenteil (22) und der Nassteil (18) jeweils einen Luftkreislauf (180, 220) zur Versorgung mit Heißluft aufweisen, wobei jeder Luftkreislauf (180, 220) ein Zuluftstellelement (20 bzw. 24) zur Zufuhr von Zuluft und ein Abluftstellelement (26 bzw. 28) zum Abführen von Abluft aufweist, und wobei weiterhin eine gemeinsame Ableitung (30) zur gemeinsamen Abführung der feuchten gemeinsamen Abluft (300) des Nassteils (18) sowie des Trockenteils (22) vorgesehen ist. Dabei umfasst die Maschine eine Steuer- und/oder Regelungsvorrichtung, welche dazu eingerichtet ist, die Maschine mittels eines Verfahrens gemäß einem Aspekt der Erfindung zu regeln.
- Anhand von Ausführungsbeispielen werden weitere vorteilhafte Ausprägungen der Erfindung erläutert unter Bezugnahme auf die Zeichnungen. Die genannten Merkmale können nicht nur in der dargestellten Kombination vorteilhaft umgesetzt werden, sondern auch einzeln untereinander kombiniert werden. Die Figuren zeigen im Einzelnen:
-
Figur 1 zeigt schematisch einen Teil einer Maschine gemäß einem Aspekt der Erfindung -
Figur 2 zeigt ein Schema für eine Bilanzierung gemäß einem Aspekt der Erfindung - Nachfolgend werden die Figuren detaillierter beschrieben.
-
Figur 1 stellt beispielshaft einen Ausschnitt einer Tissuemaschine dar. Ein zentrales Element ist bei dieser Maschine der Yankeezylinder 14. Über diesen beheizen Zylinder 14 wird die Faserstoffbahn geführt und dabei getrocknet. Dem Yankeezylinder 14 ist eine Trockenhaube 12 zugeordnet. InFigur 1 ist diese aus zwei Teilen 18, 22 zusammengesetzt, die als Nassteil 18 bzw. Trockenteil 22 bezeichnet werden. Selten existieren auch Trockenhauben 18 aus mehr als zwei Teilen. Diese Anlagen fallen auch unter die beschriebene Erfindung. Da sie allerdings in der Praxis nicht häufig vorkommen, wird die Erfindung stets am Beispiel einer zweiteiligen Trockenhaube 12 erläutert.
Zur Verbesserung der Trocknung der Faserstoffbahn wird über die Trockenhaube 12 heißes Gas, üblicherweise heiße Luft auf die Oberseite der Faserstoffbahn gebracht. Dazu ist in der Anlage vonFigur 1 sowohl für den Nassteil 18 als auch für den Trockenteil 22 jeweils ein Brenner 44, 46 vorgesehen, um die Prozessluft aufzuheizen. Üblicherweise werden hier Temperaturen im Bereich zwischen 300°C und 500°C für die Prozessluft erreicht. Die erhitzte Luft wird in der Haube 12 durch den Kontakt mit der kühlen, feuchten Faserstoffbahn abgekühlt, und nimmt zudem Feuchtigkeit aus der Bahn auf. Um das Temperaturniveau in der Haube 12, bzw. in den einzelnen Teilen 18, 22 ausreichend hoch zu halten, wird über ein geeignetes Gebläse 36, 38 Luft aus den Haubenteilen 18, 22 abgesaugt, und wieder zum Brenner 44,46 geleitet, wo sie erneut erhitzt wird.
Würde man die Luft ausschließlich in dem Kreislauf 180, 220 Haubenteil - Gebläse - Brenner -Haubenteil führen, wäre die Aufnahmefähigkeit dieser Luft für weitere Feuchtigkeit aus der Faserstoffbahn sehr schnell erreicht. Aus diesem Grund wird im Betrieb in Teil der (feuchten) Luft 260, 280 aus diesem Kreislauf 180, 220 über ein Abluftstellelement 26, 28, üblicherweise eine Abluftklappe 26, 28 entnommen. Zum Ausgleich wird dem jeweiligen Kreislauf 180, 220 über ein Zuluftstellelement 20, 24 (trockene) Zuluft 200, 240, meist Umgebungsluft zugeführt. Da die Temperatur der Umgebungsluft deutlich unter der Temperatur der Haubenluft liegt, ist es häufig zweckmäßig, die Zuluft vorher aufzuwärmen. InFigur 1 ist exemplarisch eine Ausführung gezeigt, in der die Zuluft in einem Wärmetauscher 50 durch die gemeinsame Haubenabluft 300 vorgewärmt wird.
Die inFigur 1 gezeigte Maschine weist ein sogenanntes Parallelsystem auf. Das heißt, dass sowohl der Nassteil 18, als auch der Trockenteil 22 einen separaten Prozessluftkreislauf 180, 220 aufweisen. Die Abluft 260 aus dem Nassteil 18 und die Abluft 280 aus dem Trockenteil werden dabei jedoch nach dem jeweiligen Abluftstellelement 26, 28 zusammengeleitet, und über eine gemeinsame Ableitung 30 weiter abgeführt.
Gemäß einem Aspekt der Erfindung können die Zuluftstellelemente 20, 24 - in der Regel Zuluftklappen 20, 24- automatisch angesteuert, das heißt geöffnet und geschlossen werden.
Eine Herausforderung beim Betrieb einer Maschine wie der inFigur 1 dargestellten ist es, diese gleichzeitig effizient zu betreiben -z.B. eine hohe Trocknungskapazität zur Verfügung zu stellen-, aber gleichzeitig auch den dafür notwendigen Energieaufwand in Grenzen zu halten. Der bereits beschrieben Wärmetauscher 50 zur Rückgewinnung von Wärmeenergie aus der Abluft ist dabei ein Element.
Ein weiteres, wesentliches Element für den energieoptimierten Betrieb einer solchen Anlage ist die Steuerung bzw. Regelung der Menge der feuchten Luft, die über die gemeinsame Ableitung 30 aus der Haube 12 abgeführt wird.
Bei einer vorteilhaften Ausführung wird ein Zielwert oder ein Zielkorridor für diese Feuchte vorgegeben. Dieser Zielwert kann anlagenspezifisch festgelegt werden und gibt eine in gewissem Sinne optimale Abluftfeuchte an. Ein typischer Wert liegt üblicherweise über 500 g/kg, insbesondere über 600 g/kg. Um zu häufige Regeleingriffe zu vermeiden, kann auch ein Zielkorridor, z.B. 610 - 630 g/kg für die Feuchte vorgegeben werden. - Wenn hier über Eigenschaften der gemeinsamen Abluft 300 gesprochen wird, dann sind- wenn nicht anders erwähnt - diese Eigenschaften an einer frühen Stelle der gemeinsamen Ableitung 30 gemeint. Insbesondere an einer Stelle, an der die Ablufttemperatur noch relativ hoch ist, beispielsweise über 300°C oder gar über 400°C. Dies ist meist nach dem Luft-Luft Wärmetauscher 50 noch der Fall. Die oben angegebenen Feuchtewerte entsprechen dabei einer sehr geringen relativen Feuchte; einen messbare Kondensation hat hier noch nicht stattgefunden.
Für die Steuerung oder Regelung kann die Feuchte der gemeinsamen Abluft 300 in der gemeinsamen Ableitung 30 ermittelt werden, vorteilhafterweise direkt durch einen in der gemeinsamen Ableitung 30 installierten Feuchtesensor 61. Weiterhin kann ein Gebläse 60 installiert sein, mit dem der Volumenstrom der Abluft 300 in der gemeinsamen Ableitung 30 verändert werden kann. InFigur 1 ist der Feuchtesensor 61 dabei nach dem Gebläse 60 angeordnet. Alternativ kann der Feuchtesensor 61 auch vor dem Gebläse 60, insbesondere zwischen dem Wärmetauscher 50 und dem Gebläse 60 angeordnet sein. Wenn die ermittelte Feuchte den vorgegebenen Zielwert oder die Obergrenze des Zielintervalls übersteigt, kann der Volumenstrom 300 mittels des Gebläses 60 erhöht werden, bzw. der Volumenstrom an abgeführter Abluft 300 kann reduziert werden, wenn die ermittelte Feuchte den vorgegebenen Zielwert oder die Untergrenze des Zielintervalls unterschreitet. Hintergrund dieser Regelungsstrategie ist die Idee, bei zu trockener Abluft durch die Reduzierung des Volumenstroms 300 die Prozessluft im Mittel länger im Kreislauf 180, 220 eines Haubenteils 18, 22 zu belassen, wodurch diese mehr Feuchtigkeit aufnehmen kann. Umgekehrt wird bei einer Erhöhung des Volumenstroms 300 die mittlere Verweilzeit in diesem Kreislauf 180, 220 verkürzt, und dadurch die Feuchteaufnahme reduziert.
Eine Regelung wie die oben beschriebene ist aus energetischer Sicht zwar wünschenswert, führt aber zu der Schwierigkeit, dass dem System der Trockenhaube 12 zeitlich signifikant schwankende Mengen an Luft entzogen werden, die in geeigneter Weise von außen wieder zugeführt werden müssen. Zu diesem Zweck sind inFigur 1 deshalb veränderbare Zuluftstellelemente 20, 24, beispielsweise Zuluftklappen 20, 24 vorgesehen, so dass jedem Luftkreislauf 180, 220 über ein jeweiliges Zuluftstellelement 20, 24 eines Kanalsystems Zuluft zugeführt werden kann. - Gemäß einem Aspekt der Erfindung kann das Zuluftstellelement 20 des Nassteils 18 und/oder das Zuluftstellelement 24 des Trockenteils 22 so geöffnet oder geschlossen werden, dass den Luftkreisläufen 180, 220 dieselbe Menge an Luft wieder zugeführt wird, die über die gemeinsame Ableitung 30 abgeführt wird. Um dies zu erreichen wird zumindest eine Massenbilanz erstellt, bevorzugt wird aber für jeden Haubenteil 18, 22 eine eigene Massenbilanz erstellt. Dabei wird bilanziert, welche Masse an trockener Luft dem Bilanzraum 185, 225 entzogen wird, und welche Masse an trockener Luft dem Bilanzraum 185, 225 zugeführt wird. Sind diese Massen nicht gleich, so kann über eine Verstellung der Zuluftstellelemente 20, 24 die Menge an Zuluft 200, 240 in jeden Haubenteil 18, 22 solange angepasst werden, bis die Bilanz im Gleichgewicht ist.
Die Masse an zugeführter und/oder abgeführter trockener Luft wird meist nicht direkt gemessen, sondern kann aus gemessenen oder ermittelten Werten von Volumenstrom, Feuchte, Temperatur und gegebenenfalls weiterer Parameter errechnet werden
Dazu kann die Maschine mit geeigneten Sensoren ausgestattet werden. Die inFigur 1 gezeigte Sensorausstattung ist dabei eine mögliche Ausführung, um die benötigten Messwerte zu erhalten. Es sind jedoch auch andere Ausführungen möglich. So können beispielsweise statt der gezeigten Sensoren 64 für den Volumenstrom auch Drucksensoren vorgesehen sein, und der benötigte Volumenstrom kann bei Kenntnis der Leitungsgeometrie über eine Druckdifferenz ermittelt werden.
Die Maschine inFigur 1 umfasst weiterhin im Kanalsystem für die Zuluft zumindest einen Sensor für die Temperatur 62 der zugeführten Luft. Vor dem jeweiligen Zuluftstellelement 20, 24 ist zudem noch jeweils eine Möglichkeit 64 vorgesehen, den Volumenstrom zu den einzelnen Kreisläufen 180, 220 zu ermitteln. Dabei kann es sich um physikalische Sensoren, z.B. Durchflusssensoren 64 oder um geeignete virtuelle Sensoren handeln. Auch in den jeweiligen Abluftströmen des Nassteils 18 und des Trockenteils 22 sind vorteilhafterweise Sensoren vorgesehen, um die Feuchte 61, Volumenstrom 64 und Temperatur 62 der Abluft zu ermitteln. Aus den Messwerten kann mittels einer nicht dargestellten Steuer- und/oder Regelungsvorrichtung die jeweilige Masse an trockener Luft errechnet werden. - An dieser Stelle sei angemerkt, dass -verglichen mit der Abluft 260, 280, 300- die Feuchte der Umgebungsluft, die als Zuluft 200, 240 oder Verbrennungsluft 144,146 verwendet wird, sehr gering ist. Daher ist es möglich, auf die Messung der Feuchte in diesen Luftströmen zu verzichten, und stattdessen einen festen, geringen Wert anzusetzen. Insbesondere kann diese Luft auch als 'trockene Luft' angenommen werden. Der daraus entstehende Fehler in der Massenbilanz ist marginal und gerechtfertigt durch die Ersparnis durch den Verzicht auf Einbau und Wartung zusätzlicher Feuchtesensoren 61.
- Eine etwas besondere Situation ist die Messung des Volumenstroms 260, 280 der Abluft 260, 280 aus Nassteil 18 und Trockenteil 22 durch die Abluftstellelemente 26, 28. Hier ist in vielen Anlagen der Bauraum ebenso wie die Länge der Rohrleitung bis zur gemeinsamen Ableitung 30 begrenzt. Üblicherweise muss sich vor der Messung eines Volumenstromes eine Strömung zuerst beruhigen, damit eine zuverlässige Messung erfolgen kann. Als Faustregel wird dazu eine Leitungslänge vom vierfachen des Leitungsquerschnitts benötigt. Bei üblichen Durchmessern für Leitungen der Abluft 260, 280, 300 von etwa 1m führt dies zu einer Leitungslänge von rund 4m. Dies ist baulich meist nicht, oder nur zu hohen Kosten möglich. Es hat sich gezeigt, dass insbesondere an diesen Stellen die Verwendung von Pöttersonden 64 zur Messung des Volumenstroms sehr vorteilhaft, da sie mit wesentlich kürzeren Leitungslängen verlässliche Ergebnisse liefern.
Unabhängig von den baulichen Gegebenheiten bietet an dieser Stelle die Messung mit Pöttersonden noch weitere Vorteile. Pöttersonden sind nämlich für die Durchflussmessung von Flüssigkeiten, Gasen und Dämpfen ebenso geeignet wie für wasserdampfgesättigte und/oder -verschmutzte Medien. Letzteres trifft auf die Abluft 260, 280 in besonderem Maße zu. Neben der Feuchte gerät nämlich bei der Trocknung der Faserstoffahn auch eine signifikante Menge an Partikeln wie Faserfragmenten oder mineralischen Füllstoffen in die Abluft 260, 280, was bei den üblichen Messgeräten zu Problemen führt. Die Messung mit Pöttersonden ist jedoch an diese Stelle ohne Schwierigkeiten möglich. - Die in
Figur 1 dargestellte Maschine ist so mit Sensoren 61, 62, 64 ausgestattet, dass eine solche Massenbilanz nicht nur global für die gesamte Trockenhaube 12 ermittelt werden kann, sondern insbesondere auch für den Nassteil 18 und den Trockenteil 22 einzeln.
Eine Steuerung bzw. Regelung wie beschrieben ermöglicht es nun, die Menge an Abluft aus energetischer Sicht optimal zu gestalten, und gleichzeitig immer die benötigte Menge an Zuluft zur Haube 12 bzw. den Haubenteilen 18, 22 zuzuführen. - Eine Verbesserung der Steuerung bzw. der Regelung kann z.B. durch eine Verbesserung der Massenbilanzen erreicht werden. Häufig ist in zumindest einem, insbesondere in beiden Luftkreisläufen 180, 220 ein Brenner 44, 46 zum Aufheizen der Prozessluft vorgesehen ist, wobei der jeweilige Brenner 44, 46 mit Verbrennungsluft 144, 146 zum Unterhalten der Flamme versorgt wird. Da die Abgase der Verbrennung meist mit in den Luftkreislauf 180, 220 abgeführt werden, kann es vorteilhaft sein, wenn diese Verbrennungsluft 144, 146 in die Massenbilanz einbezogen wird.
- Weiterhin sind die beiden Haubenteile 18, 22 auch nicht hermetisch geschlossen. So entsteht meist wischen dem Nassteil 18 sowie dem Trockenteil 22 der Trockenhaube 12 und dem Trockenzylinder 14 jeweils an einer Führerseite und einer Triebseite jeweils ein Spalt. Je nach Druckverhältnissen im Inneren des Haubenteils kann durch die Spalte Luft aus dem Haubenteil entweichen oder aber zuströmen. Diese Luftmengen sind vergleichsweise sehr gering, und können gegebenenfalls bei der Massenbilanz außer Acht gelassen werden. Durch eine Hinzunahme auch dieser Luftströmungen in den Bilanzraum 185, 225 kann die Massenbilanz jedoch weiter verbessert werden.
Da diese Strömungen eine Art Leckage Strömungen darstellen, ist ihre direkte Messung schwierig. Zudem ist die Strömung über die Länge eines Spaltes - in Umfangsrichtung des Zylinders betrachtet - nicht gleich. So erfolgt z.B. im Nassteil am Anfang des Spaltes tendenziell eher ein Einströmen von Luft in das Hauben innere, während am hinteren Ende ein Ausströmen erfolgt. - Eine Möglichkeit ist es, die Größe und/oder Richtung der Leckageströmung über die Messung der Spalttemperatur abzuschätzen, und mit in die Massenbilanz einzubeziehen.
So kann beispielsweise entlang eines Spalte eine Vielzahl, z.B. 4 oder mehr von Temperatursensoren 70 angeordnet sein, um die Spalttemperatur zu messen. Da die Haubenluft im Inneren der Haube mit 400°C und mehr deutlich heißer ist, als die Hallenluft mit ca. 25° gibt die Temperaturmessung einen Hinweis auf die Richtung der Leckageströmung. Misst der Sensor 70 eine sehr hohe Temperatur (z.B. >250°), so muss an dieser Stelle heiße Luft aus der Haube nach draußen strömen. Misst der Sensor sehr niedrige Temperaturen (z.B. < 100°C), so strömt an dieser Stelle kalte Hallenluft in die Haube 12, 18 ,22. In einem optimalen Betriebszustand werden einige Sensoren (z.B. die ersten beiden) niedrige Temperaturen anzeigen (=einströmende Luft), und die anderen hohe Temperaturen (ausströmende Luft). Dazwischen, also z.B. zwischen dem zweiten und dritten Sensor, erfolgt das Umschlagen von Einströmen und Ausströmen. Wandert der Umschlagpunkt nach vorne, strömt tendenziell mehr Luft durch den Spalt aus. Wandert der Umschlagpunkt nach hinten, tritt mehr Hallenluft in die Haube ein.
Eine Möglichkeit, die Leckageströme in die Massenbilanz einzubeziehen ist es, empirische Werte zu hinterlegen, und damit abhängig vom gemessenen Temperaturprofil oder von der Position des Umschlagpunkts einen Korrekturterm in die Massenbilanz aufzunehmen.
Diese Möglichkeit ist auch deshalb vorteilhaft, da häufig geeignete Temperatursensoren 70 bereits in bestehenden Hauben verbaut sind -
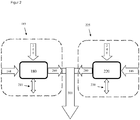
Figur 2 zeigt ein Schema für eine mögliche Ausführung der Massenbilanzierung. In dieser Ausführung wird für den Luftkreislauf 180 des Nassteils 18 und für den Luftkreislauft 220 des Trockenteils 22 jeweils eine eigene Massenbilanz erstellt. Für den Nassteil 18 ist der Bilanzraum 185 so gewählt, dass die Zuluft 200 über das Zuluftstellelement 20 sowie die Verbrennungsluft 144 für den Brenner 44 als zugeführte Luft erfasst werden, sowie die Abluft 260 über das Abluftstellelement 26 als abgeführte Luft. Diese drei Luftströme werden messtechnisch so weit erfasst, dass eine Ermittlung, üblicherweise eine Berechnung, der jeweiligen Masse der trockenen Luft durchgeführt werden kann, die pro Zeiteinheit in den Bilanzraum 185 zu- oder abgeführt wird. Das analoge gilt für den Bilanzraum 225 des Trockenteils 22, bei dem die Zuluft 240 über das Zuluftstellelement 24, die Verbrennungsluft 146 für den Brenner 46, sowie die Abluft 280 über das Abluftstellelement 28 erfasst werden.
Weiterhin ist in beiden Bilanzräumen 185, 225 auch noch die jeweilige Spaltströmung 210, 230 angeführt. Eine einfache Messung dieser Luftströme ist nicht möglich. Da die Strömungen verglichen mit den übrigen Strömen sehr klein sind (unter 5% der gesamten Ab- bzw. Zuluft) können sie gegebenenfalls bei der Massenbilanz außer Acht gelassen werden. Alternativ können sie auf Basis von Temperaturmessungen in den Spalten kombiniert mit empirischen Werten geschätzt und in die Massenbilanz mit aufgenommen werden.
Die Abluft 260 des Nassteils 18, sowie die Abluft 280 des Trockenteils 220 werden zusammengeführt und als gemeinsame Abluft 300 über die gemeinsame Ableitung 30 abgeführt. Wie bereits beschrieben ist es energetisch vorteilhaft, den Volumenstrom der gemeinsamen Abluft 300 so einzustellen, dass die Feuchte dieser gemeinsamen Abluft 300 in einem Zielintervall verbleibt- beispielsweise eine spezifische Feuchte zwischen 610 und 630 g/kg. Fällt die Feuchte der Abluft 300 darunter, kann weniger Abluft 300 abgeführt werden; ist die Feuchte oberhalb des Intervalls, kann die Abluftmenge 300 erhöht werden. Die somit vorgegebene Mengenänderung der gemeinsamen Abluft 300 verursacht eine Änderung sowohl der Abluft des Nassteils 260, als auch des Trockenteils 280.
Eine vorteilhafte Regelung kann nun dazu eingerichtet sein, sowohl für den Bilanzraum des Nassteils 185, als auch des Trockenteils 225 jeweils eine eigene Massenbilanz zu erstellen, und so zu regeln, dass dem Luftkreislauf 180 des Nassteils 18 wieder die Menge an trockener Luft zugeführt wird, die ihm über die Abluft 260 entzogen wird und ebenso dem Luftkreislauf 220 des Trockenteils 22 wieder die Menge an trockener Luft zugeführt wird, die ihm über die Abluft 280 entzogen wird.
Dabei ist eine Veränderung der Menge an Verbrennungsluft 144, 146 zur Einhaltung der Massenbilanz weniger gut geeignet, da diese Menge auf einen optimalen Betrieb der Brenner 44, 46 gewählt ist, und üblicherweise mittels einer separaten Brennerregelung eingestellt wird. Vorteilhafter ist es daher, wenn durch eine Regelung jeweils die Menge an Zuluft 200, 240, die über das Zuluftstellelement 20, 24 zugeführt wird, anzupassen. -
- 12
- Trockenhaube
- 14
- Yankeezylinder
- 18
- Nassteil
- 20
- Zuluftklappe (Nassteil)
- 22
- Trockenteil
- 24
- Zuluftklappe (Trockenteil)
- 26
- Abluftklappe (Nassteil)
- 28
- Abluftklappe (Trockenteil)
- 30
- gemeinsame Ableitung
- 36
- Gebläse (Nassteil)
- 38
- Gebläse (Trockenteil)
- 44
- Brenner (Nassteil)
- 46
- Brenner (Trockenteil)
- 50
- Wärmetauscher
- 60
- Gebläse
- 61
- Feuchtesensor
- 62
- Temperatursensor
- 64
- Sensor Volumenstrom
- 70
- Temperatursensor
- 144
- Verbrennungsluft (Nassteil)
- 146
- Verbrennungsluft (Trockenteil)
- 180
- Luftkreislauf (Nassteil)
- 185
- Bilanzraum (Nassteil)
- 200
- Zuluft (Nassteil)210 Spaltströmung (Nassteil)
- 220
- Luftkreislauf (Trockenteil)
- 225
- Bilanzraum (Trockenteil)
- 230
- Spaltströmung (Trockenteil)
- 240
- Zuluft (Trockenteil)
- 260
- Abluft (Nassteil)
- 280
- Abluft (Trockenteil)
- 300
- gemeinsame Abluft
Claims (13)
- Verfahren zum Steuern und/oder Regeln eines Prozessluftsystems einer einem Trockenzylinder (14), insbesondere einem MG-Glätt- und/oder Yankee Zylinder, zugeordneten Trockenhaube (12) einer Maschine zur Herstellung einer Faserstoffbahn, insbesondere Papier-, Karton- oder Tissuebahn, bei dem ein Nassteil (18) und ein Trockenteil (22) der Trockenhaube (12) über einen jeweiligen Luftkreislauf (180, 220) mit Heißluft versorgt werden und wobei jedem Luftkreislauf (180, 220) über ein jeweiliges Zuluftstellelement (20 bzw. 24) eines Kanalsystems Zuluft zugeführt und über ein jeweiliges Abluftstellelement (26 bzw. 28) feuchte Abluft abgeführt wird, und wobei die feuchte Abluft des Nassteils (18) sowie des Trockenteils (22) als gemeinsame Abluft (300) über eine gemeinsame Ableitung (30) abgeführt werden,
dadurch gekennzeichnet, dass
eine Massenbilanz der zu- und abgeführten Luft erstellt wird, und den Luftkreisläufen (180, 220) dieselbe Menge an trockener Luft wieder zugeführt wird, die über die gemeinsame Ableitung (30) abgeführt wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass für die Steuerung oder Regelung das Zuluftstellelement (20) des Nassteils (18) und/oder das Zuluftstellelement (24) des Trockenteils (22) geöffnet oder geschlossen werden.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass in zumindest einem Luftkreislauf (180, 220), insbesondere in beiden Luftkreisläufen (180, 220) ein Brenner (44, 46) zum Aufheizen der Prozessluft vorgesehen ist, wobei der jeweilige Brenner (44, 46) mit Verbrennungsluft (144, 146) zum Unterhalten der Flamme versorgt wird, und wobei diese Verbrennungsluft (144, 146) in die Massenbilanz einbezogen wird.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass für den Nassteil (18) und den Trockenteil (22) jeweils eine eigene Massenbilanz erstellt wird, und für jeden einzelnen Luftkreislauf (180, 220) dieselbe Menge an trockener Luft wieder zugeführt wird, die über das jeweilige Abluftstellelement (26, 28) zu der gemeinsamen Ableitung (30) abgeführt wird.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Feuchte der gemeinsamen Abluft (300) in der gemeinsamen Ableitung (30) ermittelt wird, und der Volumenstrom an abgeführter Abluft (300) erhöht wird, wenn die ermittelte Feuchte einen vorgegebenen Zielwert übersteigt, bzw. der Volumenstrom an abgeführter Abluft reduziert wird, wenn die ermittelte Feuchte einen Zielwert unterschreitet.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass Sensoren vorgesehen sind, um die Temperatur (62) und die Feuchte (61) der gemeinsamen Abluft (300) in der gemeinsamen Ableitung (30) zu ermitteln
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass Sensoren vorgesehen sind, um den Volumenstrom (64) und die Temperatur (62) der Zuluft (200, 240) durch zumindest ein Zuluftstellelement (20, 24), insbesondere beide Zuluftstellelemente (20, 24) zu ermitteln.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass Sensoren vorgesehen sind, um den Volumenstrom (64) die Temperatur (62) und/oder die Feuchte (61) der Abluft (260, 280) durch zumindest ein Abluftstellelement (26, 28), insbesondere beide Abluftstellelemente (26, 28) zu ermitteln.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Menge an zugeführter und/oder abgeführter trockener Luft aus den ermittelten Werten von Volumenstrom, Feuchte, Temperatur und gegebenenfalls weiterer Parameter errechnet wird.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass zwischen dem Nassteil sowie dem Trockenteil der Trockenhaube und dem Trockenzylinder an einer Führerseite und einer Triebseite jeweils ein Spalt vorgesehen ist, und in zumindest einem Spalt, insbesondere allen Spalten die Spalttemperatur (TSpalt) ermittelt wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die Spalttemperatur an mehreren, insbesondere 2, 3, 4 oder mehr Stellen pro Spalt gemessen wird.
- Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass die Spalttemperatur im Nassteil oder im Trockenteil verwendet wird, um die Luftmenge zu ermitteln, durch den Spalt entweicht oder zuströmt, und diese Luftmenge in die Massenbilanz mit einbezogen wird.
- Maschine zur Herstellung oder Verarbeitung einer Faserstoffbahn, insbesondere Papier-, Karton- oder Tissuebahn, umfassend zumindest einen Trockenzylinder (14), insbesondere einem MG-Glätt- und/oder Yankee Zylinder (14), welchem eine Trockenhaube (12) zugeordnet ist, welche einen Nassteil (18) und einen Trockenteil (22) umfasst, wobei der Trockenteil (22) und der Nassteil (18) jeweils einen Luftkreislauf (180, 220) zur Versorgung mit Heißluft aufweisen, wobei jeder Luftkreislauf (180, 220) ein Zuluftstellelement (20 bzw. 24) zur Zufuhr von Zuluft und ein Abluftstellelement (26 bzw. 28) zum Abführen von Abluft aufweist, und wobei weiterhin eine gemeinsame Ableitung (30) zur gemeinsamen Abführung der feuchten gemeinsamen Abluft (300) des Nassteils (18) sowie des Trockenteils (22) vorgesehen ist, dadurch gekennzeichnet, dass die Maschine eine Steuer- und/oder Regelungsvorrichtung umfasst, die dazu eingerichtet ist, die Maschine mittels eines Verfahrens gemäß einem der vorherigen Ansprüche zu regeln.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019125408.6A DE102019125408A1 (de) | 2019-09-20 | 2019-09-20 | Steuerung und/oder Regelung eines Prozessluftsystems |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3795743A1 true EP3795743A1 (de) | 2021-03-24 |
Family
ID=71950508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20189604.0A Withdrawn EP3795743A1 (de) | 2019-09-20 | 2020-08-05 | Verfahren zur steuerung und/oder regelung eines prozessluftsystems einer einem trockenzylinder zugeordenten trockenhaube einer maschine zur herstellung einer faserstoffbahn und maschine zur herstellung einer fasertsoffbahn |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3795743A1 (de) |
| DE (1) | DE102019125408A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202100019160A1 (it) * | 2021-07-20 | 2023-01-20 | Toscotec S P A | Impianto per la produzione della carta. |
| CN116289288A (zh) * | 2023-04-26 | 2023-06-23 | 恒安(芜湖)纸业有限公司 | 一种造纸热风气罩内外气压自动控制系统 |
| IT202200005126A1 (it) * | 2022-03-16 | 2023-09-16 | Andritz Novimpianti S R L | Sistema e metodo per il controllo dei fluidi di processo in un impianto per la produzione di materiale cartaceo nastriforme |
| CN117587653A (zh) * | 2024-01-02 | 2024-02-23 | 安徽省三环纸业集团有限公司 | 一种水松纸点阵式动态干燥装置及方法 |
| SE2330242A1 (en) * | 2023-05-31 | 2024-12-01 | Valmet Oy | Hood adjustment assembly and method for adjusting a position of a hood on a dryer cylinder |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3078772A2 (de) * | 2015-04-08 | 2016-10-12 | Voith Patent GmbH | Prozessluftsystem |
| SE1750085A1 (sv) * | 2017-02-02 | 2018-08-03 | Valmet Oy | A machine for making a tissue paper web and a method of operating such a machine |
| DE102017127664A1 (de) * | 2017-11-23 | 2019-05-23 | Voith Patent Gmbh | Prozessluftsystem |
-
2019
- 2019-09-20 DE DE102019125408.6A patent/DE102019125408A1/de not_active Ceased
-
2020
- 2020-08-05 EP EP20189604.0A patent/EP3795743A1/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3078772A2 (de) * | 2015-04-08 | 2016-10-12 | Voith Patent GmbH | Prozessluftsystem |
| SE1750085A1 (sv) * | 2017-02-02 | 2018-08-03 | Valmet Oy | A machine for making a tissue paper web and a method of operating such a machine |
| DE102017127664A1 (de) * | 2017-11-23 | 2019-05-23 | Voith Patent Gmbh | Prozessluftsystem |
Non-Patent Citations (1)
| Title |
|---|
| SCHUKOV V ET AL: "YANKEE HOOD PERFORMANCE STUDIES: THE EFFECT OF AIR BALANCE ON THERMAL EFFICIENCY", TAPPI JOURNAL, TECHNICAL ASSOCIATION OF THE PULP & PAPER INDUSTRY. ATLANTA, US, vol. 74, no. 4, 1 April 1991 (1991-04-01), pages 141 - 145, XP000205066, ISSN: 0734-1415 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202100019160A1 (it) * | 2021-07-20 | 2023-01-20 | Toscotec S P A | Impianto per la produzione della carta. |
| IT202200005126A1 (it) * | 2022-03-16 | 2023-09-16 | Andritz Novimpianti S R L | Sistema e metodo per il controllo dei fluidi di processo in un impianto per la produzione di materiale cartaceo nastriforme |
| EP4245911A1 (de) | 2022-03-16 | 2023-09-20 | ANDRITZ Novimpianti S.r.l. | System und verfahren zur steuerung von prozessflüssigkeiten in einer anlage zur herstellung von bahnförmigem papiermaterial |
| US12398513B2 (en) | 2022-03-16 | 2025-08-26 | ANDRITZ Novimpianti S.r.l. | System and method for controlling process fluids in a plant for manufacturing web-like paper material |
| CN116289288A (zh) * | 2023-04-26 | 2023-06-23 | 恒安(芜湖)纸业有限公司 | 一种造纸热风气罩内外气压自动控制系统 |
| SE2330242A1 (en) * | 2023-05-31 | 2024-12-01 | Valmet Oy | Hood adjustment assembly and method for adjusting a position of a hood on a dryer cylinder |
| SE547503C2 (en) * | 2023-05-31 | 2025-10-07 | Valmet Oy | Hood adjustment assembly and method for adjusting a position of a hood on a dryer cylinder |
| CN117587653A (zh) * | 2024-01-02 | 2024-02-23 | 安徽省三环纸业集团有限公司 | 一种水松纸点阵式动态干燥装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102019125408A1 (de) | 2021-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3795743A1 (de) | Verfahren zur steuerung und/oder regelung eines prozessluftsystems einer einem trockenzylinder zugeordenten trockenhaube einer maschine zur herstellung einer faserstoffbahn und maschine zur herstellung einer fasertsoffbahn | |
| DE69431005T2 (de) | Verfahren beim Trocknen einer Papierbahn sowie Trockenpartie einer Papiermaschine | |
| DE69915701T2 (de) | Verfahren und vorrichtung zur regelung von dem ersten teil der trockenpartie einer papiermaschine | |
| EP2516949B1 (de) | Verfahren und vorrichtung zum trocknen von gipsplatten | |
| AT411275B (de) | Verfahren und vorrichtung zum trocknen einer von einem stützfilz gestützen bahn | |
| DE4301023C2 (de) | Verfahren und Vorrichtung zum Erhöhen von Glanz und/oder Glätte einer Papierbahn | |
| DE2721965A1 (de) | Verfahren und vorrichtung zur ueberwachung und steuerung des trockenverlaufs bei der trocknung von furnieren und aehnlichem gut | |
| DE60116563T3 (de) | Verfahren und vorrichtung zum trocknen einer zellstoffbahn mit heissluft unterschiedlicher temperatur | |
| EP3309294B1 (de) | Prozessluftsystem | |
| WO2019101520A1 (de) | Verfahren, vorrichtung und computerprogrammprodukt zum steruern und/oder regeln eines prozessluftsystems | |
| EP0957202B1 (de) | Verfahren und Vorrichtung zur Online-Herstellung von SC-A-Papier | |
| DE69914920T2 (de) | Verfahren und vorrichtung zur trocknung einer beschichteten bahn | |
| DE3224744A1 (de) | Verfahren und vorrichtun zur regelung der abluftfeuchtigkeit bei einem trocknersystem | |
| DE60214380T3 (de) | Verfahren und vorrichtung zur kontrolle der trocknung im faserstofftrockner | |
| EP3244150B1 (de) | Trockner für eine textile warenbahn mit einer einrichtung zum energieminimalen betrieb und verfahren hierzu | |
| DE102008030340B4 (de) | Bestimmung von Geschwindigkeitsrelationen zwischen Antriebsgruppen einer Papiermaschine | |
| DE112007002214B4 (de) | Verfahren und Vorrichtung zum Steuern der Trocknung einer wärmeempfindlichen, beschichteten oder oberflächengeleimten Faserbahn | |
| EP4347949A1 (de) | Verfahren und vorrichtung | |
| EP1026318B1 (de) | Kalander | |
| DE102019123270A1 (de) | Verfahren, System und Computerprogrammprodukt für die Überwachung und/oder Steuerung von Bedingungen in dem Teilabschnitt einer Faserbahn- oder Ausrüstungsmaschine | |
| AT521578B1 (de) | Verfahren, system und computerprogrammprodukt für die überwachung und/oder steuerung von bedingungen in dem teilabschnitt einer faserbahn- oder ausrüstungsmaschine | |
| DE102008023595A1 (de) | Trockner mit einer mit Dampf beheizten Heizstufe. | |
| EP1674614B1 (de) | Vorrichtung und Verfahren zum Behandeln einer Materialbahn | |
| DE19829131A1 (de) | Verfahren zur Glättung von Faserbahnen, vorzugsweise Papier- oder Kartonbahnen, unter Einschluß von Beaufschlagung mit Medium, und Vorrichtungen hierzu | |
| EP3683355A1 (de) | Vorrichtung und verfahren zur behandlung einer faserstoffbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210924 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| INTG | Intention to grant announced |
Effective date: 20240719 |
|
| 18W | Application withdrawn |
Effective date: 20240725 |