EP3572760B1 - Package for heat and/or material transfer - Google Patents
Package for heat and/or material transfer Download PDFInfo
- Publication number
- EP3572760B1 EP3572760B1 EP19174070.3A EP19174070A EP3572760B1 EP 3572760 B1 EP3572760 B1 EP 3572760B1 EP 19174070 A EP19174070 A EP 19174070A EP 3572760 B1 EP3572760 B1 EP 3572760B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rib
- package according
- strip portion
- foil elements
- flow channels
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012546 transfer Methods 0.000 title claims description 12
- 239000000463 material Substances 0.000 title claims description 9
- 238000001816 cooling Methods 0.000 claims description 60
- 239000007788 liquid Substances 0.000 claims description 39
- 239000011888 foil Substances 0.000 claims description 25
- 230000007704 transition Effects 0.000 claims description 24
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 20
- 238000012856 packing Methods 0.000 description 21
- 239000003570 air Substances 0.000 description 20
- 238000009826 distribution Methods 0.000 description 19
- 238000013461 design Methods 0.000 description 14
- 239000012530 fluid Substances 0.000 description 13
- 239000012080 ambient air Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 238000009434 installation Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 230000008092 positive effect Effects 0.000 description 4
- 238000011835 investigation Methods 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 241000446313 Lamella Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28C—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA COME INTO DIRECT CONTACT WITHOUT CHEMICAL INTERACTION
- F28C3/00—Other direct-contact heat-exchange apparatus
- F28C3/06—Other direct-contact heat-exchange apparatus the heat-exchange media being a liquid and a gas or vapour
- F28C3/08—Other direct-contact heat-exchange apparatus the heat-exchange media being a liquid and a gas or vapour with change of state, e.g. absorption, evaporation, condensation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F25/00—Component parts of trickle coolers
- F28F25/02—Component parts of trickle coolers for distributing, circulating, and accumulating liquid
- F28F25/08—Splashing boards or grids, e.g. for converting liquid sprays into liquid films; Elements or beds for increasing the area of the contact surface
- F28F25/087—Vertical or inclined sheets; Supports or spacers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28C—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA COME INTO DIRECT CONTACT WITHOUT CHEMICAL INTERACTION
- F28C1/00—Direct-contact trickle coolers, e.g. cooling towers
- F28C1/02—Direct-contact trickle coolers, e.g. cooling towers with counter-current only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F25/00—Component parts of trickle coolers
- F28F25/02—Component parts of trickle coolers for distributing, circulating, and accumulating liquid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F25/00—Component parts of trickle coolers
- F28F25/02—Component parts of trickle coolers for distributing, circulating, and accumulating liquid
- F28F25/06—Spray nozzles or spray pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F25/00—Component parts of trickle coolers
- F28F25/10—Component parts of trickle coolers for feeding gas or vapour
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
- F28F3/042—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element
- F28F3/046—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element in the form of local deformations of the element the deformations being linear, e.g. corrugations
Definitions
- the invention relates to a packing for heat and / or mass transfer between liquid and gaseous media in countercurrent, in particular for water cooling by air in cooling towers, with a large number of film elements profiled by corrugations, the corrugations providing flow channels and the film elements being formed of contact points are arranged one behind the other in the thickness direction, with adjacent film elements being connected to one another at their contact points and with the large areas of adjacent film elements facing one another having a fine profile.
- Cooling towers for water cooling in general and cooling fixtures for cooling towers - also called packings - in particular are well known per se from the prior art.
- Cooling towers are used in particular to cool liquid media, i.e. fluids such as water, by means of ambient air.
- liquid media i.e. fluids such as water
- previously known cooling towers have a fluid cooling device which in turn has cooling components, that is to say so-called packings, and a fluid distribution device.
- the fluid to be cooled is sprayed above the packs by means of the fluid distribution device and trickles along the packs, namely downwards following the force of gravity.
- the packings are preferably flowed through by air for the purpose of cooling in countercurrent to the fluid to be cooled. As a result of the contact of the fluid to be cooled with the air inside the packs, the fluid to be cooled is cooled as intended.
- a fan which promotes the air flow through the cooling tower and in particular through the cooling installations. This is typically arranged in the vertical direction of the cooling tower above the fluid cooling device. In normal operation, the fan sucks in ambient air from below the fluid cooling device, which air flows through the fluid cooling device arranged in the vertical direction of the cooling tower below the fan as cooling air. The ambient air sucked in by the fan is released into the atmosphere as heated ambient air after flowing through the packs upwards.
- a cooling tower of the type described above is for example from WO 2009/149954 A1 known.
- a packing construction is known from the prior art, according to which a multiplicity of foil or plate elements profiled by corrugations is provided. These film elements are arranged one behind the other in the direction of thickness, the corrugations providing flow channels. Adjacent film elements are connected to one another at their points of contact. Furthermore, the large areas of adjacent film elements facing one another have a fine profile. This fine profiling serves to optimize the heat exchange even further.
- a generic pack is from the DE 41 22 369 C1 known.
- the built-in element consists of touching, folded lamellae made of film-like material, arranged parallel to the column axis.
- the folds of the lamellae lie at an angle to the column axis.
- the folding walls of the slats are also finely corrugated and the slats have a plurality of holes distributed over their surface.
- the corrugation results from roughening the surface of the lamellas by means of grooves or embossing patterns.
- the DE 39 18 483 A1 relates to a packing for heat and mass transfer in countercurrent.
- the filler body has a plurality of vertically and obliquely standing, superimposed and interconnected corrugated or folded foils or plates, which are designed and / or placed on top of one another and connected to one another such that the corrugations or folds of adjacent foils or plates cross.
- the corrugations or folds of neighboring foils or plates only intersect in the upper part of the filling body, while they run parallel to each other in the lower part.
- the US 6,578,829 B2 relates to a packaging section which has a plurality of vertically oriented, diagonally cross-shaped corrugated packaging sheets.
- the packaging sheets define a section height, the section having a base region, a volume region and a top region.
- the base region has a first specific geometry that differs from a geometry of the volume region.
- the upper area also has a specific, second geometry which also differs from the geometry of the volume area as well as from the geometry of the base area.
- the EP 0 056 911 B1 relates to a filling part for filling purposes in a water cooling tower, which in the basic state has vertical sheets of malleable material everywhere with a generally zig-zag-shaped, downward-pointing spiral pattern. Each sheet has a pair of opposite sides which are intended to be wetted by heated water flowing downwards over the same.
- the malleable material is equipped with horizontal ribs that form angled depressions. It is also provided that the filling part has water cooling pockets at the sinus curve between each rib and that the pockets of the depressions are arranged at an angle with respect to the horizontal.
- the EP 1 078 684 A1 discloses an ordered packing for separation columns which has profiled layers and channels arranged in them.
- the channels are oriented obliquely to a main flow direction.
- the layers are formed into a profile from film-like and fabric-like material strips.
- the invention proposes a packing of the type mentioned at the outset, which is characterized in that the fine profiling has ribs running transversely to the flow channels with rib webs and rib grooves, a rib groove being arranged between two adjacent rib webs, the transitions are formed between successive rib webs and rib grooves essentially free of radii.
- the fine profiling formed on the large surfaces of the film elements is formed according to the invention as ribbing.
- the ribbing runs transversely to the flow channels of the film elements.
- ribbing can be provided which runs parallel to the input or output edge of the film elements.
- the ribbing has rib webs on the one hand and rib grooves on the other hand, a rib groove being arranged between two adjacent rib webs. This results in an alternating arrangement of rib webs and rib grooves in the longitudinal direction of the film elements.
- the transitions between rib webs and rib grooves that follow one another in the longitudinal direction of the film elements or in the transverse direction of the ribs are formed essentially free of radii.
- “essentially” means a design without transition radii, provided that it is possible in particular from a production point of view. According to the invention, it is therefore important to avoid transition radii between the successive rib webs and rib grooves, so that the result is a "sharp-edged" configuration.
- transition radii between rib webs and rib grooves is therefore provided according to the prior art in order to be able to better remove the film elements, which are mostly made of a plastic material, from a molding tool. It was not recognized that transition radii minimize the barrier effect of fine profiling, which has a positive effect on the efficiency of a packing, and thus promote the formation of a laminar flow.
- the sharp edges of both the rib webs and the rib grooves which are now provided according to the invention as a departure from the prior art, provide a remedy here, since as a result of this structural design, turbulent flow conditions develop during operation, which causes an improved mixing of the two media involved, which ultimately leads to leads to an increased heat exchange.
- a disadvantage of the sharp-edged design of the transitions between rib webs and rib grooves provided according to the invention is that the gas-side, i.e. increased air-side pressure loss. This results in an increased energy expenditure for the fan for conveying the cooling air flowing through the pack.
- this disadvantage is deliberately accepted.
- the construction according to the invention achieves an overall increased overall efficiency. This has significant advantages for the operation of corresponding systems in a wide variety of branches of industry in the form of smaller and thus more cost-effective systems and overall lower total operating costs.
- the corrugations provide inclined flow channels in the longitudinal direction of the film elements, preferably zig-zag flow channels, the film elements being arranged alternately in the thickness direction so that the flow channels of adjacent film elements extend with opposite inclinations and under Cross training of the points of contact.
- the flow channels are not aligned in a straight line in the longitudinal direction of the film elements, but rather inclined thereto.
- a zigzag configuration is preferred.
- the inclination of the flow channels to the vertical has the positive effect that a flow path that is lengthened in relation to the height extension of the packing according to the invention results, which results in an improved heat exchange.
- the width of a rib web in particular the width of the plateau terminating a rib web on the upper side, can serve as a reference variable for the design of the transition radii. It is therefore proposed according to a further feature of the invention that the transition radii are formed ⁇ 20%, preferably ⁇ 10%, even more preferably ⁇ 5% of the rib web plateau width of the associated rib web. If the rib web plateau width measures, for example, 5 mm, the result is a transition radius of preferably ⁇ 0.5 mm, even more preferably of ⁇ 0.25 mm.
- transition radii The smaller the selected transition radii, the slower the demolding speed can be when a film element is demolded from the mold during manufacture. This disadvantage is consciously accepted with the design according to the invention, since the later efficiency of the film element formed in this way is significantly improved compared to the prior art. For manufacturing reasons, a transition radius of zero cannot be achieved. “Essentially” within the meaning of the invention therefore means that the transition radii are to be designed as small as possible when using conventional manufacturing processes. The more "sharp-edged" the rib design, the clearer the effect of a turbulent flow in normal operation.
- a rib groove has a groove depth of 2.0 mm to 3.0 mm, preferably 2.2 mm to 2.8 mm, even more preferably 2.4 mm to 2.6 mm, most preferably 2.5 mm.
- a groove depth in the specified range achieves an optimized degree of efficiency. If the groove depth falls significantly smaller or significantly larger, then flow effects occur on the rib webs and / or the rib grooves in normal operation, which oppose an effective heat and / or mass transfer between the media involved.
- a rib groove has a groove width of 4.0 mm to 6.0 mm, preferably of 5.0 mm.
- the large surfaces of the film elements facing one another with fine profiling as comprehensively as possible in the sense of the invention.
- only some areas of the large surfaces of the film elements are to be left out, such as, for example, the input and output end regions of the film elements.
- a further feature of the invention can provide that the inclination of the flow channels to the vertical in the final assembled state is ⁇ 22 °, preferably between 19 ° and 15 °, even more preferably 17 °.
- the inclination of the flow channels to the vertical has the positive effect of lengthening the total flow path to be covered, which also results in improved heat and / or mass transfer.
- the greater the inclination to the vertical the greater the pressure loss that occurs in the air flow during operation. In the manner already described, this leads to an inevitably necessary increase in the fan output, which has a negative effect on the overall energy balance.
- the aim is basically to have the flow channels parallel in To run in the longitudinal direction, which then again leads to a deteriorated heat and / or mass transfer due to the shortened flow path.
- the fine profiling according to the invention makes it possible to bring these conflicting interests into an optimized balance with one another. This enables increased heat and / or mass transfer, so that in order to minimize the pressure loss in the cooling air it is possible to make the angle of inclination of the flow channels to the vertical smaller than usual, namely smaller than 20 °. This was not to be expected against the background of the known prior art.
- the groove depth averaged over the groove width is preferred as the groove depth in the context of the invention.
- the groove depth with reference to the groove width in the middle of the groove can be used as a reference value.
- the end regions of a film element which are opposite one another in the longitudinal direction are designed without fine profiling.
- grooves running obliquely to the longitudinal extension of the film elements are formed. These grooves are preferably formed in the film elements on the liquid inlet side and the liquid outlet side of the pack. They serve in particular to allow the liquid to flow out of the pack after flowing through the pack in an improved manner and to allow it to drip off. As a result of this measure, a reduced pressure loss on the gas or air side is also achieved.
- two channels are provided for each flow channel, which are aligned with one another in a V-shape.
- the liquid film that forms on the inner side walls of the flow channels in the intended use can thus flow off better on the outlet side without the formation of liquid waves that would create an increased resistance to the air flowing in the opposite direction, as is the case with the prior art.
- This improved outflow or dripping effect can also be supported by the fact that the two channels open into a common outlet which is oriented in the direction of the longitudinal extension of the film elements. This results in structures similar to ⁇ on the outlet side of the flow channels, which results in an improved outflow of the liquid applied to the packing.
- the mutually facing flow channels of adjacent film elements form a film or plate pair channel which has a hexagonal channel cross section on the inlet and outlet sides.
- each film element provides a flow channel that is open on one side.
- these flow channels of the individual film elements interact with the respective formation of a film pair channel.
- the film pair channels preferably have a channel cross-section that is polygonal, preferably hexagonal.
- the division dimension that is to say the height of each flow channel in the depth of the formation of the film element, is preferably 12 mm, 20 mm or 30 mm. This results in a channel width for a film pair channel of 24 mm, 40 mm or 60 mm on the input or output side of the pack, based on the film spacing or film division.
- the corrugations of the film elements have a polygonal channel cross-section on the input or output side, preferably a hexagonal cross-section, the edge lengths of which are preferably of different lengths.
- the corrugations of the film elements have a first strip section running in the longitudinal direction of the film elements and a second and third longitudinal strip arranged thereon along its respective longitudinal edges, the second and third strip sections being oriented at an incline to the first strip section.
- the second and third strip sections are designed to be of equal width and each have a width that exceeds the width of the first strip section. So the smaller the short edge length, i.e.
- the preferred ratio of short to long hexagonal sides i.e. the width ratio of the first strip section and the second strip section or third strip section is between 0.3 and 0.4, preferably 0.35. This results in a favorable for an optimized heat and mass transfer, i.e. as uniform as possible a thickness of the liquid film forming on the surfaces of the flow channels.
- the width of the first strip section or the short edge length of the channel cross-section depends on the pitch, but is at least 5 mm. With a 20 division, for example, the edge length is between 8 mm and 12 mm, preferably 10 mm. If the short edge length, ie the width of the first strip section, is significantly below these value parameters, a comparatively narrow liquid channel is created, which in the case of operation leads to a collection of liquid in this Can lead channel and what reduces the overall effectiveness of the packing according to the invention.
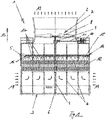
- Fig. 1 shows a cooling tower 1 as it is from the prior art, for example according to the WO 2009/149954 A1 is known.
- the cooling tower 1 has a liquid cooling device, which in turn has a liquid distribution device 14 on the one hand and cooling fixtures 12 on the other.
- the liquid distribution device 14 is arranged in the vertical direction 13 above the cooling fixtures 12.
- the liquid distribution device 14 has a plurality of distribution pipes 15 which are connected to a common inlet pipe 5 on the liquid side.
- the distribution pipes 15 of the liquid distribution device 14 are equipped on the cooling component side with nozzles 16 which, when in operation, distribute the liquid fed to the liquid distribution device 14, for example water, in the direction of the arrows 17 to the cooling components 12.
- the cooling tower 1 uses a suction fan wheel 8 as the cooling medium to supply ambient air in accordance with arrows 18 and 19 with reference to the plane of the drawing Fig. 1 guided from bottom to top.
- the cooling fixtures 12 which in the embodiment shown are designed in three layers.
- the liquid to be cooled by means of the cooling tower 1, for example water, is introduced into the liquid distribution device 14 via the feed pipe 5.
- the distance between the outlet openings of the nozzles 16 and the upper edge of the cooling fixtures 12 determines the spray height, which is 600 mm, for example.
- the water evenly distributed over the cooling fixtures 12 by means of the liquid distribution device 14 trickles through the cooling fixtures 12 in countercurrent to the cooling air conveyed from the bottom to the top.
- the water that has cooled down after trickling through the cooling fittings 12 drips off from the cooling fittings 12 and is collected in the water collecting pan 3.
- support struts 6 are provided to support the liquid cooling device against the water collecting trough 3, which support the liquid cooling device, ie the liquid distribution device 14 and the cooling components 12.
- a cooling tower jacket 2, which houses the fan wheel 8, is provided in the vertical direction 13 above the liquid cooling device.
- the fan wheel 8 is part of an axial fan 7, which also has a gear arrangement 9, a motor 10 and a shaft 11 coupling the motor 10 to the gear arrangement 9.
- the gear arrangement 9, together with the fan wheel 8, is supported by a column 4 protruding through the liquid cooling device.
- the cooling fixtures 12 provided in the vertical direction 13 below the liquid distribution device 14 contain packings of the type according to the invention, the structure of which is derived from the other Figures 2 to 13 results.
- a pack 20 according to the invention for a heat and / or Mass transfer between liquid and gaseous media in countercurrent, in particular for water cooling by air in a cooling tower 1 Fig. 1 , has a multiplicity of film elements 21 profiled by corrugations 22.
- Such a film element 21 is shown in a first embodiment in FIG Fig. 2 shown in a side view.
- the corrugations 22 of the film element 21 provide flow channels 25, as can be seen in particular from the sectional view Fig. 3 reveals.
- the corrugation 22 of the film element 21 is composed of successive wave crests 23 and wave troughs 24, a wave trough 24 being arranged between two wave crests and a wave crest 23 between two wave troughs 24.
- the corrugation 22 provides flow channels 25 both on the top side and on the underside of the film element 21.
- the flow channels 25 run as shown in the view Fig. 2 can be seen in the longitudinal direction 26 of the film element 21, ie in the intended installation in the vertical direction from top to bottom or from bottom to top.
- the preferred embodiment of the invention according to the Figures 1 to 7 shows a film element 21, accordingly the corrugations 22 provide flow channels 25 running inclined in the longitudinal direction 26, namely flow channels 25 running in a zigzag shape.
- the film elements 21 provided for forming a pack 20 according to the invention are arranged alternately in the thickness direction 40 - also called the depth direction - as can be seen from the illustration Fig. 8 results, so that the flow channels 25 of adjacent film elements 21 extend with opposite inclination and intersect with one another to form contact points 29.
- adjacent film elements 21 are connected to one another, for example by gluing and / or welding.
- the film elements 21 have their large surfaces 30 according to FIG Fig. 5 each has a fine profiling 31.
- This fine profiling 31, also called micro-corrugation or microstructure, has ribbing 32 running transversely to the flow channels 25 Rib webs 33 and rib grooves 34, as can be seen in particular from the side view Fig. 4 and the sectional view Fig. 5 results.
- a rib groove 34 is arranged between two adjacent rib webs 33 of the ribbing 32.
- the transitions between successive rib webs 33 and rib grooves 34 are designed essentially free of radii. To this extent, there is a sharp-edged transition between the rib webs 33 and the rib grooves 34.
- “essentially” designed without radii means a configuration without transition radii, provided that this is possible in particular from a production point of view. It is therefore important to avoid transition radii between the successive rib webs 33 and rib grooves 34, so that the result is a "sharp-edged" configuration. “Essentially” within the meaning of the invention means in particular that the transition radii are to be designed as small as possible in the context of the use of conventional manufacturing processes. This is because the more “sharp-edged" the rib design, the more clearly the effect of a turbulent flow that is desirable to be achieved occurs in normal operation.
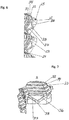
- the end regions 35 of the film element 21 lying opposite one another in the longitudinal direction 26 are free of fine profiling. This ensures in particular an improved exit of water from the pack 20 according to the invention.
- This positive effect is further supported according to the invention by the fact that grooves 36 and 37 running obliquely to the longitudinal extension 26 of the film elements 21 are formed in the finely profiled end regions 35 of the film elements 21, like this a synopsis of the Figures 6 and 7 reveals.
- a film element 21 has two channels 36 and 37 for each flow channel 25, which are aligned with one another in a V-shape. These two channels 36 and 37 open into a common outlet 38 which is oriented in the direction of the longitudinal extension 26 of the film elements 21.
- FIGS. 8 and 10 show a pack 20 according to the invention which, for the sake of clarity, has only two in the illustrated embodiment Thickness direction 40 has foil elements 21 arranged one behind the other.
- the pack 20 When used as intended, the pack 20 is shown with reference to the plane of the drawing Fig. 8 charged with air from below, as indicated by the arrows 27. The air flows into the flow channels 25, flows through the pack 20 and leaves it with reference to the plane of the drawing Fig. 8 on top again. In countercurrent to this, the pack 20 is charged with water, specifically with reference to the plane of the drawing Fig. 8 from above in correspondence with the arrows 28. The water trickles through the pack 20 with reference to the plane of the drawing Fig. 8 from top to bottom and leaves the pack 20 with respect to the plane of the drawing Fig. 8 over the lower end region 35.
- the flow channels 25 of the film elements 21 arranged one behind the other in the thickness direction 40 complement one another to form film pair channels 39, as is shown in particular in the sectional illustration Fig. 10 reveals.
- the film elements 21 arranged one behind the other in the direction of thickness 40 each provide zigzag running flow channels 25, the flow channels 25 of adjacent film elements 21 extending with opposite inclination and crossing one another to form the contact points 29.
- the wave peaks 23 and wave troughs 24 of a corrugation 22 of the profile elements 21 adjoin one another in the width direction 41, as is also the case Fig. 11 can be seen.
- the film elements 21 are equipped with flow channels 25 running in a straight line in the longitudinal direction 26, the flow channels 25 being divided into sections which are offset from one another in the width direction 41.
- the flow channels 25 are divided into sections which are offset from one another in the width direction 41.
- the fine profiling 31 of the film elements 21 extends over the entire surface of the large areas 30 with the exception of the end region 35.
- the alternative Embodiment according to the Figures 12 and 13 shows a fine profiling 31, which is interrupted in the longitudinal direction 26 of the film element 21 by areas 42 without fine profiling. Such a configuration can arise in particular for manufacturing reasons.
- the fine profiling according to the invention is formed by ribbing 32, as already described above with reference to FIG Fig. 5 described.
- the ribbing 32 has rib webs 33 and rib grooves 34 following one another in the longitudinal direction 26, each rib web 33 providing a rib web plateau 43.
- the transitions between successive rib webs 33 and rib grooves 34 are formed essentially without radii.
- the width of the rib web plateaus 43 that is to say with regard to the extent of the rib web plateaus 43 in the longitudinal direction 26, it is preferred that the transition radii ⁇ 20%, preferably ⁇ 10%, even more preferably ⁇ 5% of the rib web plateau width of the associated rib web 33 are trained.
- the combination of the flow channels 25 of two adjacent film elements 21 results in a film pair channel 39, as shown in the sectional illustration Fig. 10 in particular reveals.
- a polygonal, preferably hexagonal configuration of the film pair channel 39 is preferred, as in FIG Fig. 10 shown.
- a flow channel 25 delimited by three strip elements 44, 45 and 46 is provided for each film element 21.
- the edge lengths, that is to say the widths of the strip elements 44, 45 and 46 differ from one another.
- the width of the strip elements 45 and 46 that is, their edge length in relation to the cross section, is the same size and exceeds the width of the first strip section 44 or, in relation to the cross section, its edge length.
- the edge length S1 of the first strip element 44 and the edge lengths S2 of the second strip element 45 and third strip element 46 are shown in FIG Fig. 10 drawn in as an example.
- the width or edge ratio S1 / S2 is preferably between 0.3 and 0.4, most preferably 0.35.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Packages (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
Die Erfindung betrifft eine Packung für eine Wärme- und/oder Stoffübertragung zwischen flüssigen und gasförmigen Medien im Gegenstrom, insbesondere für die Wasserkühlung durch Luft in Kühltürmen, mit einer Vielzahl von durch Wellungen profilierter Folienelemente, wobei die Wellungen Strömungskanäle bereitstellen und wobei die Folienelemente unter Ausbildung von Berührungspunkten in Dickenrichtung hintereinander angeordnet sind, wobei benachbarte Folienelemente in ihren Berührungspunkten miteinander verbunden sind und wobei die einander zugewandten Großflächen benachbarter Folienelemente eine Feinprofilierung aufweisen.The invention relates to a packing for heat and / or mass transfer between liquid and gaseous media in countercurrent, in particular for water cooling by air in cooling towers, with a large number of film elements profiled by corrugations, the corrugations providing flow channels and the film elements being formed of contact points are arranged one behind the other in the thickness direction, with adjacent film elements being connected to one another at their contact points and with the large areas of adjacent film elements facing one another having a fine profile.
Kühltürme zur Wasserkühlung im Allgemeinen sowie Kühleinbauten für Kühltürme - auch Packungen genannt - im Speziellen sind aus dem Stand der Technik an sich gut bekannt.Cooling towers for water cooling in general and cooling fixtures for cooling towers - also called packings - in particular are well known per se from the prior art.
Kühltürme dienen insbesondere dazu, flüssige Medien, das heißt Fluide wie zum Beispiel Wasser mittels Umgebungsluft abzukühlen. Zu diesem Zweck verfügen vorbekannte Kühltürme über eine Fluidkühleinrichtung, die ihrerseits Kühleinbauten, das heißt sogenannte Packungen, und eine Fluidverteileinrichtung aufweist. Das zu kühlende Fluid wird oberhalb der Packungen mittels der Fluidverteileinrichtung versprüht und rieselt an den Packungen entlang, und zwar der Schwerkraft folgend nach unten. Dabei werden die Packungen vorzugsweise im Gegenstrom zum abzukühlenden Fluid von Luft zum Zwecke der Kühlung durchströmt. Infolge des Kontakts des abzukühlenden Fluids mit der Luft innerhalb der Packungen kommt es zur bestimmungsgemäßen Abkühlung des abzukühlenden Fluids.Cooling towers are used in particular to cool liquid media, i.e. fluids such as water, by means of ambient air. For this purpose, previously known cooling towers have a fluid cooling device which in turn has cooling components, that is to say so-called packings, and a fluid distribution device. The fluid to be cooled is sprayed above the packs by means of the fluid distribution device and trickles along the packs, namely downwards following the force of gravity. The packings are preferably flowed through by air for the purpose of cooling in countercurrent to the fluid to be cooled. As a result of the contact of the fluid to be cooled with the air inside the packs, the fluid to be cooled is cooled as intended.
Um die als Kühlluft dienende Umgebungsluft in vorerläuterter Weise durch den Kühlturm zu führen, ist ein Ventilator vorgesehen, der die Luftströmung durch den Kühlturm und insbesondere durch die Kühleinbauten fördert. Dieser ist typischer Weise in Höhenrichtung des Kühlturms oberhalb der Fluidkühleinrichtung angeordnet. Im bestimmungsgemäßen Betriebsfall saugt der Ventilator von unterhalb der Fluidkühleinrichtung Umgebungsluft an, die als Kühlluft die in Höhenrichtung des Kühlturms unterhalb des Ventilators angeordnete Fluidkühleinrichtung durchströmt. Die vom Ventilator angesaugte Umgebungsluft wird nach einem Durchströmen der Packungen nach oben als erwärmte Umgebungsluft an die Atmosphäre abgegeben.In order to guide the ambient air serving as cooling air through the cooling tower in the manner explained above, a fan is provided which promotes the air flow through the cooling tower and in particular through the cooling installations. This is typically arranged in the vertical direction of the cooling tower above the fluid cooling device. In normal operation, the fan sucks in ambient air from below the fluid cooling device, which air flows through the fluid cooling device arranged in the vertical direction of the cooling tower below the fan as cooling air. The ambient air sucked in by the fan is released into the atmosphere as heated ambient air after flowing through the packs upwards.
Ein Kühlturm der vorbeschriebenen Bauart ist beispielsweise aus der
Um einen möglichst effektiven Wärmetausch zwischen den beteiligten Medien zu erreichen, ist aus dem Stand der Technik eine Packungskonstruktion bekannt, wonach eine Vielzahl von durch Wellungen profilierter Folien- oder Plattenelemente vorgesehen ist. Diese Folienelemente sind in Dickenrichtung hintereinander angeordnet, wobei die Wellungen Strömungskanäle bereitstellen. In ihren Berührungspunkten sind benachbarte Folienelemente miteinander verbunden. Desweiteren verfügen die einander zugewandten Großflächen benachbarter Folienelemente über eine Feinprofilierung. Dabei dient diese Feinprofilierung einem noch weiter optimierten Wärmeaustausch.In order to achieve the most effective heat exchange possible between the media involved, a packing construction is known from the prior art, according to which a multiplicity of foil or plate elements profiled by corrugations is provided. These film elements are arranged one behind the other in the direction of thickness, the corrugations providing flow channels. Adjacent film elements are connected to one another at their points of contact. Furthermore, the large areas of adjacent film elements facing one another have a fine profile. This fine profiling serves to optimize the heat exchange even further.
Eine gattungsgemäße Packung ist aus der
Des Weiteren ist aus der
Aus der
Die
Die
Die
Die
Obgleich sich die aus der
Zur Lösung dieser Aufgabe wird mit der Erfindung eine Packung der eingangs genannten Art vorgeschlagen, die sich dadurch auszeichnet, dass die Feinprofilierung eine quer zu den Strömungskanälen verlaufende Rippung mit Rippenstegen und Rippennuten aufweist, wobei zwischen zwei benachbarten Rippenstegen eine Rippennut angeordnet ist, wobei die Übergänge zwischen aufeinander nachfolgenden Rippenstegen und Rippennuten im Wesentlichen radienfrei ausgebildet sind.To solve this problem, the invention proposes a packing of the type mentioned at the outset, which is characterized in that the fine profiling has ribs running transversely to the flow channels with rib webs and rib grooves, a rib groove being arranged between two adjacent rib webs, the transitions are formed between successive rib webs and rib grooves essentially free of radii.
Die auf den Großflächen der Folienelemente ausgebildete Feinprofilierung ist erfindungsgemäß als Rippung ausgebildet. Dabei verläuft die Rippung quer zu den Strömungskanälen der Folienelemente. So kann beispielsweise eine Rippung vorgesehen sein, die parallel zu den eingangs- beziehungsweise ausgangsseitigen Randkanten der Folienelemente verläuft.The fine profiling formed on the large surfaces of the film elements is formed according to the invention as ribbing. The ribbing runs transversely to the flow channels of the film elements. For example, ribbing can be provided which runs parallel to the input or output edge of the film elements.
Die Rippung verfügt erfindungsgemäß über Rippenstege einerseits und Rippennuten andererseits, wobei zwischen zwei benachbarten Rippenstegen eine Rippennut angeordnet ist. Es ergibt so eine in Längsrichtung der Folienelemente abwechselnde Anordnung von Rippenstegen und Rippennuten.According to the invention, the ribbing has rib webs on the one hand and rib grooves on the other hand, a rib groove being arranged between two adjacent rib webs. This results in an alternating arrangement of rib webs and rib grooves in the longitudinal direction of the film elements.
Die Übergänge zwischen in Längsrichtung der Folienelemente bzw. in Querrichtung der Rippung aufeinander nachfolgenden Rippenstegen und Rippennuten sind erfindungsgemäß im Wesentlichen radienfrei ausgebildet. Dabei meint "im Wesentlichen" eine Ausgestaltung ohne Übergangsradien, sofern insbesondere produktionstechnisch möglich. Es kommt mithin erfindungsgemäß darauf an, Übergangsradien zwischen den aufeinander nachfolgenden Rippenstegen und Rippennuten zu vermeiden, so dass sich im Ergebnis eine "scharfkantige" Ausgestaltung einstellt.According to the invention, the transitions between rib webs and rib grooves that follow one another in the longitudinal direction of the film elements or in the transverse direction of the ribs are formed essentially free of radii. In this context, “essentially” means a design without transition radii, provided that it is possible in particular from a production point of view. According to the invention, it is therefore important to avoid transition radii between the successive rib webs and rib grooves, so that the result is a "sharp-edged" configuration.
Untersuchungen der Anmelderin haben gezeigt, dass sich infolge der radienfreien Ausgestaltung der Übergänge zwischen aufeinander nachfolgenden Rippenstegen und Rippennuten ein verbesserter Wirkungsgrad einstellt. Dieser verbesserte Wirkungsgrad ist dadurch zu erklären, dass sich im Betriebsfall auf den senkrecht ausgerichteten Großflächen der Folienelemente ein Fluidfilm ausbildet, der der Schwerkraft folgend entlang der Großflächen strömt. Die quer hierzu verlaufende Rippung der Feinprofilierung sorgt aufgrund der scharfkantigen Ausgestaltung der Rippenstege und -nuten dafür, dass es jeweils in den Bereichen der Übergänge zwischen aufeinander nachfolgenden Rippenstegen und Rippennuten zu turbulenten Strömungsverhältnissen kommt. Diese turbulenten Strömungsverhältnisse sorgen für einen besseren Wärme- und Stoffaustausch zwischen dem abzukühlenden Fluid, beispielsweise Wasser, und dem im Gegenstrom hierzu durch die Packung geführten gasförmigen Medium, wie zum Beispiel der Umgebungsluft. Im Ergebnis kann so eine weiter optimierte Wirkungsweise der erfindungsgemäßen Packung erreicht werden.Investigations by the applicant have shown that, as a result of the radii-free design of the transitions between successive rib webs and rib grooves, an improved degree of efficiency is achieved. This improved efficiency can be explained by the fact that, during operation, a fluid film forms on the vertically aligned large surfaces of the foil elements, which film flows along the large surfaces following the force of gravity. The ribbing of the fine profiling running transversely to this ensures, due to the sharp-edged design of the rib webs and grooves, that turbulent flow conditions occur in the areas of the transitions between successive rib webs and rib grooves. These turbulent flow conditions ensure a better exchange of heat and substances between the fluid to be cooled, for example water, and the gaseous medium, such as the ambient air, which is passed through the packing in countercurrent thereto. As a result, a further optimized mode of operation of the pack according to the invention can be achieved.
Die bewusste Ausgestaltung von Übergangsradien zwischen Rippenstegen und Rippennuten ist nach dem Stand der Technik deshalb vorgesehen, um die zumeist aus einem Kunststoffmaterial gebildeten Folienelemente einem Formwerkzeug besser entnehmen zu können. Es wurde dabei nicht erkannt, dass Übergangsradien den sich positiv auf den Wirkungsgrad einer Packung auswirkenden Barriereeffekt der Feinprofilierung minieren und so die Ausbildung einer laminaren Strömung begünstigen. Die nach der Erfindung nunmehr in Abkehr zum Stand der Technik vorgesehene Scharfkantigkeit sowohl der Rippenstege als auch der Rippennuten schafft hier Abhilfe, da sich infolge dieser konstruktiven Ausgestaltung im Betriebsfall turbulente Strömungsverhältnisse ausbilden, die eine verbesserte Durchmischung der beiden beteiligten Medien bewirkt, was im Ergebnis zu einem gesteigerten Wärmeaustausch führt. Ein Nachteil der nach der Erfindung vorgesehenen scharfkantigen Ausgestaltung der Übergänge zwischen Rippenstegen und Rippennuten besteht indes darin, dass sich der gasseitige, d.h. luftseitige Druckverlust erhöht. Hierdurch ergibt sich ein vergrößerter energetischer Aufwand für den Ventilator zur Förderung der die Packung durchströmenden Kühlluft. Dieser Nachteil wird aber bewusst in Kauf genommen. Denn in Summe wird mit der erfindungsgemäßen Konstruktion ein insgesamt erhöhter Gesamtwirkungsgrad erzielt. Dies hat bedeutende Vorteile für den Betrieb entsprechender Anlagen in den verschiedensten Industriezweigen in Form kleinerer und damit kostengünstigerer Anlagen sowie insgesamt geringerer Gesamtbetriebskosten.The deliberate design of transition radii between rib webs and rib grooves is therefore provided according to the prior art in order to be able to better remove the film elements, which are mostly made of a plastic material, from a molding tool. It was not recognized that transition radii minimize the barrier effect of fine profiling, which has a positive effect on the efficiency of a packing, and thus promote the formation of a laminar flow. The sharp edges of both the rib webs and the rib grooves, which are now provided according to the invention as a departure from the prior art, provide a remedy here, since as a result of this structural design, turbulent flow conditions develop during operation, which causes an improved mixing of the two media involved, which ultimately leads to leads to an increased heat exchange. A disadvantage of the sharp-edged design of the transitions between rib webs and rib grooves provided according to the invention is that the gas-side, i.e. increased air-side pressure loss. This results in an increased energy expenditure for the fan for conveying the cooling air flowing through the pack. However, this disadvantage is deliberately accepted. Because overall, the construction according to the invention achieves an overall increased overall efficiency. This has significant advantages for the operation of corresponding systems in a wide variety of branches of industry in the form of smaller and thus more cost-effective systems and overall lower total operating costs.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, dass die Wellungen in Längsrichtung der Folienelemente geneigt verlaufende Strömungskanäle bereitstellen, vorzugsweise zick-zack-förmig verlaufende Strömungskanäle, wobei die Folienelemente in Dickenrichtung alternierend angeordnet sind, so dass sich die Strömungskanäle benachbarter Folienelemente mit entgegengesetzter Neigung erstrecken und sich unter Ausbildung der Berührungspunkte kreuzen.According to a further feature of the invention it is provided that the corrugations provide inclined flow channels in the longitudinal direction of the film elements, preferably zig-zag flow channels, the film elements being arranged alternately in the thickness direction so that the flow channels of adjacent film elements extend with opposite inclinations and under Cross training of the points of contact.
Gemäß dieser Ausführungsform der Erfindung sind die Strömungskanäle nicht geradlinig in Längsrichtung der Folienelemente, sondern geneigt hierzu ausgerichtet. Dabei ist eine zick-zack-förmige Ausgestaltung bevorzugt. Die Neigung der Strömungskanäle zur Senkrechten erbringt den positiven Effekt, dass sich ein mit Bezug auf die Höhenerstreckung der erfindungsgemäßen Packung verlängerter Strömungsweg ergibt, was einen verbesserten Wärmeaustausch erbringt.According to this embodiment of the invention, the flow channels are not aligned in a straight line in the longitudinal direction of the film elements, but rather inclined thereto. A zigzag configuration is preferred. The inclination of the flow channels to the vertical has the positive effect that a flow path that is lengthened in relation to the height extension of the packing according to the invention results, which results in an improved heat exchange.
Als Bezugsgröße für die Ausgestaltung der Übergangsradien kann die Breite eines Rippenstegs dienen, insbesondere die Breite des einen Rippensteg oberseitig abschließenden Plateaus. Es wird deshalb gemäß einem weiteren Merkmal der Erfindung vorgeschlagen, dass die Übergangsradien < 20%, vorzugsweise < 10%, noch mehr bevorzugt < 5% der Rippenstegplateaubreite des zugehörigen Rippenstegs ausgebildet sind. Wenn also die Rippenstegplateaubreite beispielsweise 5 mm misst, so ergibt sich ein Übergangsradius von vorzugsweise < 0,5 mm, noch mehr bevorzugt von < 0,25 mm.The width of a rib web, in particular the width of the plateau terminating a rib web on the upper side, can serve as a reference variable for the design of the transition radii. It is therefore proposed according to a further feature of the invention that the transition radii are formed <20%, preferably <10%, even more preferably <5% of the rib web plateau width of the associated rib web. If the rib web plateau width measures, for example, 5 mm, the result is a transition radius of preferably <0.5 mm, even more preferably of <0.25 mm.
Je kleiner die Übergangsradien gewählt werden, desto langsamer kann die Entformungsgeschwindigkeit bei der Entformung eines Folienelements aus dem Formwerkzeug während der Herstellung ausfallen. Dieser Nachteil wird mit der erfindungsgemäßen Ausgestaltung bewusst in Kauf genommen, da der spätere Wirkungsgrad des so ausgebildeten Folienelements gegenüber dem Stand der Technik deutlich verbesserst ist. Aus fertigungstechnischen Gründen wird ein Übergangsradius von Null nicht zu erreichen sein. "Im Wesentlichen" im Sinne der Erfindung meint deshalb, dass die Übergangsradien im Rahmen der Anwendung üblicher Fertigungsprozesse so klein wie möglich auszugestalten sind. Denn je "scharfkantiger" die Rippungsausgestaltung ausfällt, desto deutlicher stellt sich der Effekt einer turbulenten Strömung im bestimmungsgemäßen Betriebsfall ein.The smaller the selected transition radii, the slower the demolding speed can be when a film element is demolded from the mold during manufacture. This disadvantage is consciously accepted with the design according to the invention, since the later efficiency of the film element formed in this way is significantly improved compared to the prior art. For manufacturing reasons, a transition radius of zero cannot be achieved. “Essentially” within the meaning of the invention therefore means that the transition radii are to be designed as small as possible when using conventional manufacturing processes. The more "sharp-edged" the rib design, the clearer the effect of a turbulent flow in normal operation.
Es ist gemäß einem weiteren Merkmal der Erfindung vorgesehen, dass eine Rippennut eine Nuttiefe von 2,0 mm bis 3,0 mm, vorzugsweise von 2,2 mm bis 2,8 mm, noch mehr bevorzugt von 2,4 mm bis 2,6 mm, am meisten bevorzugt von 2,5 mm aufweist. Wie Untersuchungen der Anmelderin gezeigt haben, erzielt eine Nuttiefe im angegebenen Bereich einen optimierten Wirkungsgrad. Fällt die Nuttiefe deutlich kleiner oder deutlich größer aus, so stellen sich im bestimmungsgemäßen Betriebsfall Strömungseffekte an den Rippenstegen und/oder den Rippennuten ein, die einem effektiven Wärme- und/oder Stoffaustausch zwischen den beteiligten Medien entgegenstehen. Hinzu kommt in diesem Zusammenhang, dass bei einer zu groß ausgebildeten Nuttiefe der Druckverlust innerhalb der durch den Ventilator durch die Packung hindurchgesogenen Luft deutlich ansteigt, was durch eine höhere Ventilatorleistung auszugleichen ist, was sich auf die Gesamtenergiebetrachtung negativ auswirkt. Es wird insofern mit einer Nuttiefe im erfindungsgemäßen Größenbereich ein synergetischer Effekt dahingehend erzielt, dass einerseits eine für einen verbesserten Wärme- und/oder Stoffaustausch erforderliche turbulente Strömung erreicht ist und dass andererseits der sich infolge des Durchströmens der Packung mit Umgebungsluft einstellende Druckverlust minimiert ist.
Es ist gemäß einem weiteren Merkmal der Erfindung vorgesehen, dass eine Rippennut eine Nutbreite von 4,0 mm bis 6,0 mm, vorzugsweise von 5,0 mm aufweist. Besonders bevorzugt ist indes ein Verhältnis von Nuttiefe zu Nutbreite von 0,6 bis 0,4, vorzugsweise von 0,5. Wenn also die Nuttiefe beispielsweise 2,5 mm beträgt, so ist die Nutbreite mit 5 mm zu wählen.According to a further feature of the invention, it is provided that a rib groove has a groove depth of 2.0 mm to 3.0 mm, preferably 2.2 mm to 2.8 mm, even more preferably 2.4 mm to 2.6 mm, most preferably 2.5 mm. As studies by the applicant have shown, a groove depth in the specified range achieves an optimized degree of efficiency. If the groove depth falls significantly smaller or significantly larger, then flow effects occur on the rib webs and / or the rib grooves in normal operation, which oppose an effective heat and / or mass transfer between the media involved. In addition, if the groove depth is too large, the pressure loss within the air drawn through the pack by the fan increases significantly, which has to be compensated for by a higher fan output, which has a negative effect on the overall energy consideration. With a groove depth in the size range according to the invention, a synergetic effect is achieved to the extent that, on the one hand, a turbulent flow required for improved heat and / or mass transfer is achieved and, on the other hand, the pressure loss that occurs as a result of ambient air flowing through the packing is minimized.
According to a further feature of the invention it is provided that a rib groove has a groove width of 4.0 mm to 6.0 mm, preferably of 5.0 mm. A ratio of groove depth to groove width of 0.6 to 0.4, preferably 0.5, is particularly preferred. So if the groove depth is, for example, 2.5 mm, the groove width should be 5 mm.
Es ist aus den vorgenannten Gründen deshalb auch bevorzugt, die einander zugewandten Großoberflächen der Folienelemente möglichst flächendeckend mit einer Feinprofilierung im erfindungsgemäßen Sinne auszurüsten. Es sind bevorzugterweise lediglich einige Bereiche der Großoberflächen der Folienelemente auszusparen, wie beispielsweise die eingangs- und ausgangsseitigen Endbereiche der Folienelemente.For the reasons mentioned above, it is therefore also preferred to equip the large surfaces of the film elements facing one another with fine profiling as comprehensively as possible in the sense of the invention. Preferably, only some areas of the large surfaces of the film elements are to be left out, such as, for example, the input and output end regions of the film elements.
Zur weiteren Reduzierung des sich einstellenden luftseitigen Druckverlustes kann gemäß einem weiteren Merkmal der Erfindung vorgesehen sein, dass die Neigung der Strömungskanäle zur Senkrechten im endmontierten Zustand < 22° beträgt, vorzugsweise zwischen 19° und 15°, noch mehr bevorzugt 17°. Die Neigung der Strömungskanäle zur Senkrechten erbringt den positiven Effekt einer Verlängerung des insgesamt zurückzulegenden Strömungswegs, was ebenfalls eine verbesserte Wärme- und/oder Stoffübertragung erbringt. Je größer indes die Neigung zur Senkrechten ausfällt, desto größer ist der sich im Betriebsfall in der Luftströmung einstellende Druckverlust. Dies führt in schon vorbeschriebener Weise zu einer zwangsläufig notwendigen Steigerung der Ventilatorleistung, was sich auf die Gesamtenergiebilanz negativ auswirkt. Zur Leistungsminimierung ist es dem Grunde nach angestrebt, die Strömungskanäle parallel in Längsrichtung verlaufen zu lassen, was dann aber wieder zu einem verschlechterten Wärme- und/oder Stoffaustausch aufgrund des verkürzten Strömungsweges führt. Diese an sich wiederstreitenden Interessen in einen optimierten Ausgleich zueinander zu bringen, ermöglicht die erfindungsgemäße Feinprofilierung. Denn durch diese wird ein gesteigerter Wärme- und/oder Stoffaustausch ermöglicht, so dass es zur Minimierung des Druckverlustes in der Kühlluft möglich ist, den Neigungswinkel der Strömungskanäle zur Senkrechten kleiner als üblich auszubilden, nämlich kleiner als 20°. Dies war vor dem Hintergrund des vorbekannten Standes der Technik nicht zu erwarten.To further reduce the pressure loss on the air side, a further feature of the invention can provide that the inclination of the flow channels to the vertical in the final assembled state is <22 °, preferably between 19 ° and 15 °, even more preferably 17 °. The inclination of the flow channels to the vertical has the positive effect of lengthening the total flow path to be covered, which also results in improved heat and / or mass transfer. The greater the inclination to the vertical, the greater the pressure loss that occurs in the air flow during operation. In the manner already described, this leads to an inevitably necessary increase in the fan output, which has a negative effect on the overall energy balance. To minimize performance, the aim is basically to have the flow channels parallel in To run in the longitudinal direction, which then again leads to a deteriorated heat and / or mass transfer due to the shortened flow path. The fine profiling according to the invention makes it possible to bring these conflicting interests into an optimized balance with one another. This enables increased heat and / or mass transfer, so that in order to minimize the pressure loss in the cooling air it is possible to make the angle of inclination of the flow channels to the vertical smaller than usual, namely smaller than 20 °. This was not to be expected against the background of the known prior art.
Als Nuttiefe im Sinne der Erfindung gilt vorzugsweise die über die Nutbreite gemittelte Nuttiefe. Alternativ hierzu kann auch die Nuttiefe mit Bezug auf die Nutbreite in der Mitte der Nut als Bezugsgröße dienen.The groove depth averaged over the groove width is preferred as the groove depth in the context of the invention. Alternatively, the groove depth with reference to the groove width in the middle of the groove can be used as a reference value.
Es ist gemäß einem weiteren Merkmal der Erfindung vorgesehen, dass die in Längsrichtung einander gegenüberliegenden Endbereiche eines Folienelements feinprofilierungsfrei ausgebildet sind.According to a further feature of the invention, it is provided that the end regions of a film element which are opposite one another in the longitudinal direction are designed without fine profiling.
Es ist insbesondere hinsichtlich des im bestimmungsgemäßen Verwendungsfall flüssigkeitseingangsseitig vorgesehenen Rand- bzw. Endbereichs der Packung bevorzugt, diesen feinprofilierungsfrei auszubilden. Dies deshalb, damit eine optimierte Verteilung des von der oberhalb der Packung angeordneten Flüssigkeitsverteileinrichtung abgegebenen Flüssigkeit auf die einzelnen Strömungskanäle der Packung stattfinden kann. Es wird so eine vergleichmäßigte Flüssigkeitbeaufschlagung sämtlicher Strömungskanäle erreicht. Eine solch gleichmäßige Flüssigkeitsverteilung kann noch durch die Bereitstellung entsprechender Düsen der Flüssigkeitsverteileinrichtung unterstützt werden.In particular with regard to the edge or end region of the pack provided on the liquid inlet side in the intended use, it is preferred to design this free of fine profiling. This is so that an optimized distribution of the liquid dispensed by the liquid distribution device arranged above the packing can take place over the individual flow channels of the packing. In this way, a more uniform application of liquid to all flow channels is achieved. Such a uniform liquid distribution can also be supported by the provision of corresponding nozzles of the liquid distribution device.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, dass in den feinprofilierungsfreien Endbereichen der Folienelemente schräg zur Längserstreckung der Folienelemente verlaufende Rinnen ausgebildet sind. Diese Rinnen sind bevorzugterweise flüssigkeitseingangsseitig und flüssigkeitsausgangsseitig der Packung in den Folienelementen ausgebildet. Sie dienen insbesondere dazu, die Flüssigkeit aus der Packung nach einer Durchströmung derselben in verbesserter Weise ausströmen und abtropfen zu lassen. Im Ergebnis dieser Maßnahme wird auch ein reduzierter gas- bzw. luftseitiger Druckverlust erreicht. Dabei ist in diesem Zusammenhang besonders bevorzugt, dass je Strömungskanal zwei Rinnen vorgesehen sind, die V-förmig zueinander ausgerichtet sind. Der sich so im bestimmungsgemäßen Verwendungsfall an den Innenseitenwänden der Strömungskanäle ausbildende Flüssigkeitsfilm kann so ausgangsseitig besser abströmen, ohne dass sich aufstauende Flüssigkeitswellen bilden, die der entgegenströmenden Luft einen erhöhten Widerstand entgegensetzen würden, so wie dies beim Stand der Technik der Fall ist. Dieser verbesserte Abströmbeziehungsweise Abtropfeffekt kann auch dadurch unterstützt werden, dass die beiden Rinnen in einen gemeinsamen Auslauf einmünden, der in Richtung der Längserstreckung der Folienelemente ausgerichtet ist. Es ergeben sich so ausgangsseitig der Strömungskanäle Δ-ähnliche Strukturen, was einem verbesserten Ausströmen der auf die Packung aufgegebenen Flüssigkeit erbringt.According to a further feature of the invention, it is provided that in the end regions of the film elements which are free of fine profiling, grooves running obliquely to the longitudinal extension of the film elements are formed. These grooves are preferably formed in the film elements on the liquid inlet side and the liquid outlet side of the pack. They serve in particular to allow the liquid to flow out of the pack after flowing through the pack in an improved manner and to allow it to drip off. As a result of this measure, a reduced pressure loss on the gas or air side is also achieved. This is special in this context it is preferred that two channels are provided for each flow channel, which are aligned with one another in a V-shape. The liquid film that forms on the inner side walls of the flow channels in the intended use can thus flow off better on the outlet side without the formation of liquid waves that would create an increased resistance to the air flowing in the opposite direction, as is the case with the prior art. This improved outflow or dripping effect can also be supported by the fact that the two channels open into a common outlet which is oriented in the direction of the longitudinal extension of the film elements. This results in structures similar to Δ on the outlet side of the flow channels, which results in an improved outflow of the liquid applied to the packing.
Es ist gemäß einem weiteren Merkmal der Erfindung vorgesehen, dass die einander zugewandten Strömungskanäle benachbarter Folienelemente einen Folien- oder Plattenpaarkanal bilden, der eingangs- und ausgangsseitig jeweils einen 6-eckigen Kanalquerschnitt aufweist.It is provided according to a further feature of the invention that the mutually facing flow channels of adjacent film elements form a film or plate pair channel which has a hexagonal channel cross section on the inlet and outlet sides.
Die einander zugewandten Strömungskanäle benachbarter Folienelemente bilden im endmontierten Zustand der Folienelemente einen Folienpaarkanal aus. Insoweit stellt jedes Folienelement einen einseitig offenen Strömungskanal bereit. Im endmontierten Zustand der Packung wirken diese Strömungskanäle der einzelnen Folienelemente unter jeweiliger Ausbildung eines Folienpaarkanals zusammen. Eingangs- und ausgangsseitig haben die Folienpaarkanäle vorzugsweise einen Kanalquerschnitt, der polygonal, bevorzugterweise 6-eckig ausgestaltet ist. Das Teilungsmaß, das heißt die Höhe eines jeden Strömungskanals in der Ausformungstiefe des Folienelements beträgt vorzugsweise 12 mm, 20 mm oder 30 mm. Damit ergibt sich eingangs- beziehungsweise ausgangsseitig der Packung eine Kanalbreite für einen Folienpaarkanal von 24 mm, 40 mm oder 60 mm, bezogen auf die Folienabstände bzw. Folienteilung. Da benachbarte Folienelemente an ihren Berührungspunkten einander liegen und dort bevorzugter Weise miteinander verbunden sind, entstehen eingangsseitig bzw. ausgangsseitig zunächst weite Kanäle von 24 mm, 40 mm oder 60 mm, welche Kanäle dann im weiteren Verlauf aufgrund der geneigten Schräganordnung auf die gegenüberliegenden Kanäle der benachbarten Nebenfolie treffen, so dass sich an den engsten Stellen der Kanäle eine Kanalweite von 12 mm, 20 mm oder 30 mm einstellt. Dieser Wert bestimmt im Wesentlichen den Materialaufwand und ist entscheidend für das Verhalten der erfindungsgemäßen Packung im bestimmungsgemäßen Verwendungsfall. Denn je kleiner der Abstand ist, desto dichter wird die Packung. Je höher aber die Leistungsdichte der Packung durch diese Maßnahme ist, desto stärker verschmutzt diese im Langzeitbetrieb, d.h. das sogenannte Fouling-Verhalten verschlechtert sich. Insofern ist eine sorgfältige Auswahl und Vorgabe dieser Parameter unter Berücksichtigung der am Betriebsstandort herrschenden Betriebsverhältnisse erforderlich.The mutually facing flow channels of adjacent film elements form a film pair channel in the final assembled state of the film elements. In this respect, each film element provides a flow channel that is open on one side. In the final assembled state of the pack, these flow channels of the individual film elements interact with the respective formation of a film pair channel. On the inlet and outlet sides, the film pair channels preferably have a channel cross-section that is polygonal, preferably hexagonal. The division dimension, that is to say the height of each flow channel in the depth of the formation of the film element, is preferably 12 mm, 20 mm or 30 mm. This results in a channel width for a film pair channel of 24 mm, 40 mm or 60 mm on the input or output side of the pack, based on the film spacing or film division. Since adjacent film elements are at their points of contact and are preferably connected to one another, wide channels of 24 mm, 40 mm or 60 mm are initially created on the input side or output side, which channels then later on due to the inclined inclined arrangement on the opposite channels of the neighboring ones Hit the secondary film so that a channel width of 12 mm, 20 mm or 30 mm is set at the narrowest points of the channels. This value essentially determines the Material expenditure and is decisive for the behavior of the pack according to the invention in the intended use. Because the smaller the distance, the closer the pack becomes. However, the higher the power density of the pack is due to this measure, the more it becomes soiled in long-term operation, ie the so-called fouling behavior deteriorates. In this respect, a careful selection and specification of these parameters is necessary, taking into account the operating conditions prevailing at the operating site.
Die Wellungen der Folienelemente weisen eingangs- bzw. ausgangsseitig einen polygonalen Kanalquerschnitt auf, vorzugsweise einen 6-eckigen Querschnitt, dessen Kantenlängen bevorzugterweise unterschiedlich lang sind. Es ist in diesem Zusammenhang bevorzugt, dass die Wellungen der Folienelemente einen in Längsrichtung der Folienelemente verlaufenden ersten Streifenabschnitt sowie daran entlang seiner jeweiligen Längskanten angeordnet einen zweiten und einen dritten Längsstreifen aufweisen, wobei der zweite und der dritte Streifenabschnitt zum ersten Streifenabschnitt geneigt ausgerichtet sind. Dabei sind der zweite und der dritte Streifenabschnitt gleich breit ausgebildet und weisen jeweils eine Breite auf, die die Breite des ersten Streifenabschnitts übersteigt. Je kleiner also die kurze Kantenlänge ist, d.h. je kleiner die Breite des ersten Streifenabschnitts ausfällt, desto mehr nähert sich der bevorzugterweise 6-eckförmig ausgebildete Kanalquerschnitt eines Folienpaarkanals einer 4-eckförmigen Ausgestaltung an. Untersuchungen der Anmelderin haben gezeigt, dass das bevorzugte Verhältnis von kurzer zu langer 6-Eck-Seitenlänge, d.h. das Breitenverhältnis von erstem Streifenabschnitt und zweitem Streifenabschnitt bzw. drittem Streifenabschnitt zwischen 0,3 und 0,4, vorzugsweise 0,35 beträgt. Es stellt sich so eine für einen optimierten Wärme- und Stoffübergang günstige, d.h. möglichst gleichmäßige Dicke des sich auf den Oberflächen der Strömungskanäle ausbildenden Flüssigkeitsfilms ein.The corrugations of the film elements have a polygonal channel cross-section on the input or output side, preferably a hexagonal cross-section, the edge lengths of which are preferably of different lengths. In this context, it is preferred that the corrugations of the film elements have a first strip section running in the longitudinal direction of the film elements and a second and third longitudinal strip arranged thereon along its respective longitudinal edges, the second and third strip sections being oriented at an incline to the first strip section. The second and third strip sections are designed to be of equal width and each have a width that exceeds the width of the first strip section. So the smaller the short edge length, i.e. the smaller the width of the first strip section, the more the preferably hexagonal channel cross-section of a film pair channel approximates a quadrangular configuration. Investigations by the applicant have shown that the preferred ratio of short to long hexagonal sides, i.e. the width ratio of the first strip section and the second strip section or third strip section is between 0.3 and 0.4, preferably 0.35. This results in a favorable for an optimized heat and mass transfer, i.e. as uniform as possible a thickness of the liquid film forming on the surfaces of the flow channels.
Die Breite des ersten Streifenabschnitts bzw. die kurze Kantenlänge des Kanalquerschnitts ist teilungsabhängig, beträgt aber mindestens 5 mm. Bei einer beispielsweise 20er-Teilung beträgt die Kantenlänge zwischen 8 mm bis 12 mm, vorzugsweise 10 mm. Liegt die kurze Kantenlänge, d.h. die Breite des ersten Streifenabschnitts deutlich unterhalb dieser Werteparameter, entsteht ein vergleichsweise enger Flüssigkeitskanal, was im Betriebsfall zu einer Flüssigkeitssammlung in diesem Kanal führen kann und was die Gesamteffektivität der erfindungsgemäßen Packung reduziert.The width of the first strip section or the short edge length of the channel cross-section depends on the pitch, but is at least 5 mm. With a 20 division, for example, the edge length is between 8 mm and 12 mm, preferably 10 mm. If the short edge length, ie the width of the first strip section, is significantly below these value parameters, a comparatively narrow liquid channel is created, which in the case of operation leads to a collection of liquid in this Can lead channel and what reduces the overall effectiveness of the packing according to the invention.
Weitere Untersuchungen der Anmelderin haben ergeben, dass die erfindungsgemäßen Maßnahmen eine Steigerung des Wirkungsgrads der Packung gegenüber der vorbekannter Bauformen von bis zu 8%, gegebenenfalls 10% erbringen können. Des Weiteren hat sich gezeigt, dass mit der erfindungsgemäßen Packung erhebliche Einsparungen hinsichtlich Einbauhöhe und resultierendem Einbauvolumen gegenüber bekannten Bauformen erreicht werden können. Diese betragen je nach Auslegung des Kühlturms zwischen 20% und 30%, was zu signifikanten Kostenreduzierungen beim Bau von Kühltürmen oder bei deren Neuausrüstung mit erfindungsgemäßen Packungen führt.Further investigations by the applicant have shown that the measures according to the invention can bring about an increase in the efficiency of the packing compared to the previously known designs of up to 8%, optionally 10%. Furthermore, it has been shown that with the packing according to the invention, considerable savings can be achieved in terms of installation height and resulting installation volume compared to known designs. Depending on the design of the cooling tower, these are between 20% and 30%, which leads to significant cost reductions in the construction of cooling towers or in their new equipment with packs according to the invention.
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung anhand der Figuren. Diese zeigen
- Fig. 1
- in schematischer Seitenansicht ein Kühlturm nach dem Stand der Technik;
- Fig. 2
- in schematischer Seitenansicht ein Folienelement einer erfindungsgemäßen Packung gemäß einer ersten Ausführungsform;
- Fig. 3
- in geschnittener Ansicht das Folienelement nach
Fig. 2 gemäß Schnittlinie B-B nachFig. 2 ; - Fig. 4
- in einer stirnseitigen Ansicht das Folienelement nach
Fig. 2 ; - Fig. 5
- in einer Schnittdarstellung das Folienelement nach
Fig. 2 gemäß Schnittlinie A-A nachFig. 2 ; - Fig. 6
- in schematisch perspektivischer Darstellung ausschnittsweise den austrittsseitigen Endabschnitt des Folienelementes nach
Fig. 2 ; - Fig. 7
- in einer schematischen Perspektivansicht den ausgangsseitigen Endabschnitt nach
Fig. 6 ; - Fig. 8
- in schematischer Ansicht eine erfindungsgemäße Packung;
- Fig. 9
- in einer Stirnansicht die Packung nach
Fig. 8 ; - Fig. 10
- in schematischer Schnittdarstellung die Packung nach
Fig. 8 gemäß Schnittlinie AA nachFig. 8 ; - Fig. 11
- in schematisch perspektivischer Darstellung die erfindungsgemäße Packung nach
Fig. 8 ; - Fig. 12
- in schematischer Ansicht ein Folienelement einer erfindungsgemäßen Packung gemäß einer zweiten Ausführungsform und
- Fig. 13
- in schematischer Schnittdarstellung das Folienelement nach
Fig. 12 gemäß Schnittlinie A-A nachFig. 12 .
- Fig. 1
- a schematic side view of a cooling tower according to the prior art;
- Fig. 2
- a schematic side view of a film element of a pack according to the invention according to a first embodiment;
- Fig. 3
- in a sectional view of the foil element
Fig. 2 according to section line BBFig. 2 ; - Fig. 4
- in a front view the film element after
Fig. 2 ; - Fig. 5
- in a sectional view of the film element
Fig. 2 according to section line AAFig. 2 ; - Fig. 6
- in a schematic perspective illustration, the exit-side end section of the film element according to a section
Fig. 2 ; - Fig. 7
- in a schematic perspective view the output-side end section according to
Fig. 6 ; - Fig. 8
- a schematic view of a pack according to the invention;
- Fig. 9
- in a front view of the pack
Fig. 8 ; - Fig. 10
- the pack according to FIG
Fig. 8 according to section line AAFig. 8 ; - Fig. 11
- in a schematic perspective view of the pack according to the invention
Fig. 8 ; - Fig. 12
- a schematic view of a film element of a pack according to the invention according to a second embodiment and
- Fig. 13
- in a schematic sectional view of the film element according to
Fig. 12 according to section line AAFig. 12 .
Der Kühlturm 1 verfügt über eine Flüssigkeitskühleinrichtung, die ihrerseits eine Flüssigkeitsverteileinrichtung 14 einerseits und Kühleinbauten 12 andererseits aufweist. Dabei ist die Flüssigkeitsverteileinrichtung 14 in Höhenrichtung 13 oberhalb der Kühleinbauten 12 angeordnet.The
Die Flüssigkeitsverteileinrichtung 14 verfügt über eine Mehrzahl von Verteilerrohren 15, die an ein gemeinsames Zulaufrohr 5 flüssigkeitsseitig angeschlossen sind. Die Verteilerrohre 15 der Flüssigkeitsverteileinrichtung 14 sind kühleinbautenseitig mit Düsen 16 ausgerüstet, die im Betriebsfall die der Flüssigkeitsverteileinrichtung 14 aufgegebene Flüssigkeit, beispielsweise Wasser, in Richtung der Pfeile 17 auf die Kühleinbauten 12 verteilen.The
Durch den Kühlturm 1 wird im bestimmungsgemäßen Betriebsfall mittels eines saugend angeordneten Ventilatorrades 8 als Kühlmedium Umgebungsluft in Entsprechung der Pfeile 18 und 19 mit Bezug auf die Zeichnungsebene nach
Die mittels des Kühlturms 1 abzukühlende Flüssigkeit, beispielsweise Wasser, wird über das Zulaufrohr 5 in die Flüssigkeitsverteileinrichtung 14 eingeleitet. Hier gelangt es zu den Verteilerrohren 15, die zum Zwecke der Flüssigkeitsabgabe mit vorzugsweise tangential angesetzten Vollkegeldüsen 16 ausgerüstet sind. Der Abstand zwischen den Austrittsöffnungen der Düsen 16 und der oberen Kante der Kühleinbauten 12 bestimmt die Sprühhöhe, welche beispielsweise 600 mm beträgt.The liquid to be cooled by means of the
Das gleichmäßig über die Kühleinbauten 12 mittels der Flüssigkeitsverteileinrichtung 14 verteilte Wasser durchrieselt die Kühleinbauten 12 im Gegenstrom zur von unten nach oben geförderten Kühlluft.The water evenly distributed over the cooling
Das nach einem Durchrieseln der Kühleinbauten 12 abgekühlte Wasser tropft aus den Kühleinbauten 12 ab und wird in der Wassersammelwanne 3 aufgefangen.The water that has cooled down after trickling through the cooling
Wie sich aus der Darstellung nach
In Höhenrichtung 13 oberhalb der Flüssigkeitskühleinrichtung ist ein Kühlturmmantel 2 vorgesehen, der das Ventilatorrad 8 beherbergt. Das Ventilatorrad 8 ist Teil eines Axialventilators 7, der des Weiteren eine Getriebeanordnung 9, einen Motor 10 sowie eine den Motor 10 mit der Getriebeanordnung 9 koppelnde Welle 11 aufweist. Dabei ist die Getriebeanordnung 9 nebst Ventilatorrad 8 von einer die Flüssigkeitskühleinrichtung durchragenden Säule 4 getragen.A
Die in Höhenrichtung 13 unterhalb der Flüssigkeitsverteileinrichtung 14 vorgesehenen Kühleinbauten 12 beinhalten Packungen der erfindungsgemäßen Art, deren Aufbau sich aus den weiteren
Eine erfindungsgemäße Packung 20 (vgl.
Die Wellungen 22 des Folienelementes 21 stellen Strömungskanäle 25 bereit, wie sich dies insbesondere aus der geschnittenen Ansicht nach
Die Strömungskanäle 25 verlaufen, wie dies die Ansicht nach
Die bevorzugte Ausführungsform der Erfindung nach den
Die Folienelemente 21 weisen auf ihren Großflächen 30 gemäß
Wie dies insbesondere die Schnittdarstellung nach
"Im Wesentlichen" radienfrei ausgebildet im Sinne der Erfindung meint eine Ausgestaltung ohne Übergangsradien, sofern dies insbesondere produktionstechnisch möglich ist. Es kommt mithin darauf an, Übergangsradien zwischen den aufeinander nachfolgenden Rippenstegen 33 und Rippennuten 34 zu vermeiden, so dass sich im Ergebnis eine "scharfkantige" Ausgestaltung einstellt. "Im Wesentlichen" im Sinne der Erfindung meint insofern insbesondere, dass die Übergangsradien im Rahmen der Anwendung üblicher Fertigungsprozesse so klein wie möglich auszugestalten sind. Denn je "scharfkantiger" die Rippengestaltung ausfällt, desto deutlicher stellt sich der wünschenswerterweise zu erzielende Effekt einer turbulenten Strömung im bestimmungsgemäßen Betriebsfall ein.In the context of the invention, “essentially” designed without radii means a configuration without transition radii, provided that this is possible in particular from a production point of view. It is therefore important to avoid transition radii between the
Wie dies beispielsweise die
Die
Im bestimmungsgemäßen Verwendungsfall wird die Packung 20 mit Bezug auf die Zeichnungsebene nach
Die Strömungskanäle 25 der in Dickenrichtung 40 hintereinander angeordneten Folienelemente 21 ergänzen sich zu Folienpaarkanälen 39, wie dies insbesondere die Schnittdarstellung nach
Gemäß einer zweiten Ausführungsform der Erfindung, die in den
Gemäß der bevorzugten Ausführungsform nach den
Die erfindungsgemäße Feinprofilierung ist durch eine Rippung 32 ausgebildet, wie schon vorstehend anhand von
In Kombination der Strömungskanäle 25 zweier benachbarter Folienelemente 21 ergibt sich ein Folienpaarkanal 39, wie dies die Schnittdarstellung nach
Zwecks Ausgestaltung des im Querschnitt sechseckförmigen Folienpaarkanals 39 wird je Folienelement 21 ein durch drei Streifenelemente 44, 45 und 46 begrenzter Strömungskanal 25 bereitgestellt. Dabei unterscheiden sich die Kantenlängen, das heißt die Breiten der Streifenelemente 44, 45 und 46 voneinander.For the purpose of designing the
Die Streifenelemente 45 und 46 sind in ihrer Breite, das heißt bezogen auf den Querschnitt in ihrer Kantenlänge gleich groß ausgebildet und übersteigen die Breite des ersten Streifenabschnitts 44 beziehungsweise mit Bezug auf den Querschnitt dessen Kantenlänge. Die Kantenlänge S1 des ersten Streifenelements 44 und die Kantenlängen S2 von zweitem Streifenelemente 45 und drittem Streifenelement 46 ist in
Claims (13)
- A package for a heat and/or material transfer between liquid and gaseous media in the counter-current, in particular for the water cooling by means of air in cooling towers, comprising a plurality of foil elements (21) profiled by undulations (22), wherein the undulations (22) provide flow channels (25) and wherein the foil elements (21) are arranged one after the other in the direction of thickness (40) while forming contact points (29), wherein adjacent foil elements (21) are connected to each other in their contact points (29) and wherein the large surfaces (30) of adjacent foil elements (21), which large surfaces are facing each other, comprise a fine profiling (31), characterized in that the fine profiling (31) comprises a ribbing (32) having rib webs (33) and rib grooves (34), which ribbing (32) extends transversely with respect to the flow channels (25), wherein a rib groove (34) is arranged between two adjacent rib webs (33), wherein the transitions between successive rib webs (33) and rib grooves (34) are essentially radius-free.
- A package according to claim 1, characterized in that the undulations (22) provide flow channels (25) inclined in the longitudinal direction (26) of the foil elements (21) and preferably extending in a zig-zag shape, wherein the foil elements (21) are arranged in an alternating manner in the direction of thickness (40), such that the flow channels (25) of adjacent foil elements (21) extend with an opposite inclination and cross each other while forming the contact points (29).
- A package according to claim1 or 2, characterized in that the transition radii are smaller than 20%, preferably smaller than 10% and more preferably smaller than 5 % of the rib web plateau width of the associated rib web (33).
- A package according to one of the preceding claims, characterized in that a rib groove (34) comprises a groove depth comprised between 2 mm and 3 mm, preferably between 2,2 mm and 2,8 mm and more preferably between 2,4 and 2,6 mm, most preferably of 2,5 mm.
- A package according to one of the preceding claims, characterized in that the end portions (35) of a foil element (21), which end portions (35) face each other in the longitudinal direction (26), are formed without fine profiling.
- A package according to claim 5, characterized in that grooves (36, 37) that extend obliquely with respect to the longitudinal extension (26) of the foil elements (21) are formed in the end portions (35) without fine profiling of the foil elements (21), into which grooves (36, 37) merge the flow channels (25).
- A package according to claim 6, characterized in that a foil element (21) comprises two grooves (36, 37) for each flow channel (25), which grooves are aligned with respect to each other in a V-shape.
- A package according to claim 7, characterized in that the two grooves (36, 37) merge into a common outlet (38) which is oriented into the direction of the longitudinal extension (26) of the foil elements (21).
- A package according to one of the preceding claims, characterized in that the flow channels (25) facing each other of adjacent foil elements (21) form a foil pair channel (39) with comprises a polygonal, preferably hexagonal channel cross section both at the entry and at the exit.
- A package according to one of the preceding claims, characterized in that the undulations (22) of the foil elements (21) comprise a first strip portion (44) extending in the longitudinal direction (26) of the foil elements (21) as well as a second and a third strip portion (45, 46) arranged along the respective longitudinal edges of the first strip portion (44), wherein the second and the third strip portion (45, 46) are oriented in an inclined manner with respect to the first strip portion (44).
- A package according to claim 10, characterized in that the second and the third strip portion (45, 46) comprise the same width and respectively comprise a width which exceeds the width of the first strip portion (44).
- A package according to claim 11, characterized in that the width ratio of the first strip portion (44) and the second strip portion (45) or the first strip portion (44) and the third strip portion (46) is comprised between 0.3 and 0.4, and is preferably 0.35.
- A package according to claim 10 or 11, characterized in that the width of the first strip portion is at least 5 mm, preferably comprised between 7 mm and 18 mm, more preferably comprised between 8.5 mm and 9.5 mm.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202018102787.5U DE202018102787U1 (en) | 2018-05-18 | 2018-05-18 | Pack for heat and / or mass transfer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3572760A1 EP3572760A1 (en) | 2019-11-27 |
| EP3572760B1 true EP3572760B1 (en) | 2020-09-09 |
Family
ID=66529859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19174070.3A Active EP3572760B1 (en) | 2018-05-18 | 2019-05-13 | Package for heat and/or material transfer |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11175097B2 (en) |
| EP (1) | EP3572760B1 (en) |
| DE (1) | DE202018102787U1 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6893003B2 (en) * | 2018-08-09 | 2021-06-23 | 富士電機株式会社 | Cooler, semiconductor module |
| CN110801795A (en) * | 2019-11-26 | 2020-02-18 | 衡阳旭光锌锗科技有限公司 | Reation kettle rapid cooling device |
| IL304882A (en) * | 2021-02-05 | 2023-10-01 | Evapco Inc | Techclean direct heat exchange fill |
| US20240230253A9 (en) * | 2021-02-05 | 2024-07-11 | Evapco, Inc. | Techclean direct heat exchange fill |
| CN113074574B (en) * | 2021-04-29 | 2023-01-24 | 西安西热节能技术有限公司 | Wet cooling tower filler arrangement structure based on main wind direction |
| WO2024167947A1 (en) * | 2023-02-06 | 2024-08-15 | Brentwood Industries, Inc. | Microstructure for a fill sheet |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1847216A (en) * | 1928-03-31 | 1932-03-01 | Garlock Packing Co | Packing |
| US3618778A (en) * | 1969-05-22 | 1971-11-09 | Ethyl Corp | Liquid-treating apparatus |
| BE788776A (en) * | 1970-05-07 | 1973-01-02 | Serck Industries Ltd | LIQUID COOLING DEVICE |
| CH618006A5 (en) * | 1977-05-12 | 1980-06-30 | Sulzer Ag | |
| CH617357A5 (en) * | 1977-05-12 | 1980-05-30 | Sulzer Ag | |
| US4361426A (en) * | 1981-01-22 | 1982-11-30 | Baltimore Aircoil Company, Inc. | Angularly grooved corrugated fill for water cooling tower |
| DE3580368D1 (en) * | 1985-12-17 | 1990-12-06 | Pannonplast Mueanyagipari | PACK WITH FILM FLOW FOR THE BIOLOGICAL TREATMENT OF LIQUIDS. |
| US4801410A (en) * | 1987-07-02 | 1989-01-31 | The Marley Cooling Tower Company | Plastic fill sheet for water cooling tower with air guiding spacers |
| US4929399A (en) * | 1988-03-17 | 1990-05-29 | Union Carbide Industrial Gases Technology Inc. | Structured column packing with liquid holdup |
| DE8904345U1 (en) * | 1989-04-07 | 1989-05-18 | Streng, Andreas, Dipl.-Ing., 5210 Troisdorf | Heat and mass exchangers |
| DE3918483A1 (en) * | 1989-06-06 | 1990-12-13 | Munters Euroform Gmbh Carl | FILLED BODY |
| US5124087A (en) * | 1990-10-04 | 1992-06-23 | Evapco International, Inc. | Gas and liquid contact body |
| DE4122369C1 (en) | 1991-07-05 | 1992-10-22 | Rainer Richter Gmbh, 5439 Hof, De | Packaging used for heat and mass transfer between liq. and gas - consists of corrugated or folded foil, plate or mat-like packaging elements in zones, in which profiles are inclined to longitudinal axis, etc. |
| US5616289A (en) * | 1994-01-12 | 1997-04-01 | Mitsubishi Corporation | Substance and/or heat exchanging tower |
| US5454988A (en) * | 1994-01-12 | 1995-10-03 | Mitsubishi Corporation | Packing to be used in substance and/or heat exchanging tower |
| EP1078684A1 (en) * | 1999-08-24 | 2001-02-28 | Sulzer Chemtech AG | Structured packing for separation columns |
| US6478290B2 (en) * | 1999-12-09 | 2002-11-12 | Praxair Technology, Inc. | Packing for mass transfer column |
| DE202008007932U1 (en) | 2008-06-13 | 2008-08-21 | Streng, Andreas | full cone nozzle |
| US8622115B2 (en) * | 2009-08-19 | 2014-01-07 | Alstom Technology Ltd | Heat transfer element for a rotary regenerative heat exchanger |
| US20120049392A1 (en) * | 2010-08-25 | 2012-03-01 | Carlos Jose Trompiz | Structured Packing with Extended Contact Area |
| US20160223262A1 (en) * | 2014-10-31 | 2016-08-04 | Baltimore Aircoil Company, Inc. | Cooling tower integrated inlet louver fill |
-
2018
- 2018-05-18 DE DE202018102787.5U patent/DE202018102787U1/en not_active Expired - Lifetime
-
2019
- 2019-05-13 EP EP19174070.3A patent/EP3572760B1/en active Active
- 2019-05-16 US US16/413,926 patent/US11175097B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202018102787U1 (en) | 2019-08-22 |
| US20190353425A1 (en) | 2019-11-21 |
| US11175097B2 (en) | 2021-11-16 |
| EP3572760A1 (en) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3572760B1 (en) | Package for heat and/or material transfer | |
| EP0529422B1 (en) | Filling element | |
| EP0069241B1 (en) | Packing for material exchange columns, and process for producing the packing | |
| DE69914705T2 (en) | Filament with film flow, with gas vortex flow for contact device with mass and heat exchange, with trickle plates with spacers | |
| EP1992898B1 (en) | Heat exchanger for gaseous media | |
| DE3107010C2 (en) | Metal cooler for cooling a fluid flowing through under high pressure with air | |
| DE3148375C2 (en) | ||
| EP2408553B1 (en) | Package assembly for a structured package | |
| EP2496342B1 (en) | Corrugated packing grid and structured packing assembled from several packing grids | |
| EP2045556B1 (en) | Plate heat exchanger | |
| DE102006048305A1 (en) | Plate heat exchanger has trough-shaped heat-exchanger plates stacked into each other with their outer edges next to each other and flow channels for cooling liquid between the heat-exchanger plates | |
| DE10220532A1 (en) | Heat-exchange radiator has protruberances on sheets from hollow plate plane facing inwards | |
| EP2932181B1 (en) | Plate unit, gas-to-gas matter exchanger, and building ventilation system | |
| EP1182416A2 (en) | Heat exchanger tube with inner offset fins with variable height | |
| DE3347086A1 (en) | MATRIX FOR A CATALYTIC REACTOR FOR EXHAUST GAS PURIFICATION | |
| CH666538A5 (en) | HEAT EXCHANGER WITH SEVERAL PARALLEL TUBES AND FINS ATTACHED ON THESE. | |
| EP3433544B1 (en) | Insert element for inserting into a device for humidifying, cleaning and/or cooling a fluid, in particular a gas, such as, for example, air | |
| DE2613747B2 (en) | Tubular heat exchanger | |
| DE69605347T2 (en) | Heat exchangers with soldered plates | |
| EP0361225A1 (en) | Filling element | |
| EP2310756B1 (en) | Insert element for inserting in a device for moistening, cleaning and/or cooling a fluid, in particular a gas, such as, for example, air, and a method for producing an insert body with such a insert element | |
| EP0844454A1 (en) | Counterflow heat exchanger | |
| DE2312649C3 (en) | Heat and / or mass exchanger with direct contact with a liquid | |
| EP0268831B1 (en) | Plate fin | |
| DE69820880T2 (en) | HEAT EXCHANGER SPIRAL GENERATOR WITH INTERRUPTED WAVES |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20191126 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F28F 25/08 20060101AFI20191210BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200116 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1312107 Country of ref document: AT Kind code of ref document: T Effective date: 20200915 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019000202 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201209 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201209 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201210 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210111 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210109 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019000202 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210513 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200923 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240521 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240528 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200909 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240726 Year of fee payment: 6 |