EP3444443A1 - Abradable seal composition for a turbine engine compressor - Google Patents
Abradable seal composition for a turbine engine compressor Download PDFInfo
- Publication number
- EP3444443A1 EP3444443A1 EP18186069.3A EP18186069A EP3444443A1 EP 3444443 A1 EP3444443 A1 EP 3444443A1 EP 18186069 A EP18186069 A EP 18186069A EP 3444443 A1 EP3444443 A1 EP 3444443A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- composition
- abradable
- phase
- turbomachine
- compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 70
- 229910052751 metal Inorganic materials 0.000 claims abstract description 41
- 239000002184 metal Substances 0.000 claims abstract description 41
- 239000000463 material Substances 0.000 claims abstract description 28
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 22
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 22
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 18
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 16
- 239000011651 chromium Substances 0.000 claims abstract description 16
- 239000000843 powder Substances 0.000 claims abstract description 15
- 229910052500 inorganic mineral Inorganic materials 0.000 claims abstract description 10
- 239000011707 mineral Substances 0.000 claims abstract description 10
- 239000011368 organic material Substances 0.000 claims abstract description 10
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 9
- 229910052759 nickel Inorganic materials 0.000 claims description 9
- 239000002131 composite material Substances 0.000 claims description 7
- 239000011159 matrix material Substances 0.000 claims description 7
- 229920000728 polyester Polymers 0.000 claims description 6
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 5
- 239000004962 Polyamide-imide Substances 0.000 claims description 5
- 239000004642 Polyimide Substances 0.000 claims description 5
- 239000000440 bentonite Substances 0.000 claims description 5
- 229910000278 bentonite Inorganic materials 0.000 claims description 5
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 claims description 5
- 229910002804 graphite Inorganic materials 0.000 claims description 5
- 239000010439 graphite Substances 0.000 claims description 5
- 239000010445 mica Substances 0.000 claims description 5
- 229910052618 mica group Inorganic materials 0.000 claims description 5
- 229920002312 polyamide-imide Polymers 0.000 claims description 5
- 229920001721 polyimide Polymers 0.000 claims description 5
- 239000000454 talc Substances 0.000 claims description 5
- 229910052623 talc Inorganic materials 0.000 claims description 5
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 claims description 4
- 229910052582 BN Inorganic materials 0.000 claims description 4
- 239000004697 Polyetherimide Substances 0.000 claims description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 4
- 150000002576 ketones Chemical class 0.000 claims description 4
- 229920003192 poly(bis maleimide) Polymers 0.000 claims description 4
- 229920001601 polyetherimide Polymers 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 4
- 229920006359 Fluoroplast Polymers 0.000 claims description 3
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 claims description 3
- 238000007750 plasma spraying Methods 0.000 claims description 3
- 239000010936 titanium Substances 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- 229920000106 Liquid crystal polymer Polymers 0.000 claims description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 claims description 2
- 238000007751 thermal spraying Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 10
- 150000001875 compounds Chemical class 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 2
- 229910001634 calcium fluoride Inorganic materials 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- BWGNESOTFCXPMA-UHFFFAOYSA-N Dihydrogen disulfide Chemical compound SS BWGNESOTFCXPMA-UHFFFAOYSA-N 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 230000037406 food intake Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/06—Metallic material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/08—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator
- F01D11/12—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part
- F01D11/122—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part with erodable or abradable material
- F01D11/125—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part with erodable or abradable material with a reinforcing structure
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/134—Plasma spraying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/08—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator
- F01D11/12—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part
- F01D11/122—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part with erodable or abradable material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/005—Selecting particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
- F05D2220/32—Application in turbines in gas turbines
- F05D2220/323—Application in turbines in gas turbines for aircraft propulsion, e.g. jet engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/30—Manufacture with deposition of material
- F05D2230/31—Layer deposition
- F05D2230/312—Layer deposition by plasma spraying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/10—Stators
- F05D2240/11—Shroud seal segments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/55—Seals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/13—Refractory metals, i.e. Ti, V, Cr, Zr, Nb, Mo, Hf, Ta, W
- F05D2300/132—Chromium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/173—Aluminium alloys, e.g. AlCuMgPb
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/20—Oxide or non-oxide ceramics
- F05D2300/22—Non-oxide ceramics
- F05D2300/228—Nitrides
- F05D2300/2282—Nitrides of boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6032—Metal matrix composites [MMC]
Definitions
- the invention relates to the field of turbomachine sealing by two-phase abradable seal.
- the invention also proposes a method for producing an abradable seal.
- the invention also relates to a compressor and an axial turbomachine, in particular an aircraft turbojet engine or an aircraft turboprop engine.
- the document EP3023511A1 discloses a composition for an abradable turbine engine seal, the composition comprising an aluminum base, nickel powder, polyester powder. It also teaches an external compressor casing of low-pressure axial turbomachine with an abradable seal surrounding an annular row of rotor blades.
- the seal comprises a rounded support covered with a layer of abradable material comprising a metal phase mainly aluminum, and with nickel in less proportion.
- the abradable further comprises 25% and 55% of additive, such as polyester, methyl methacrylate, hexagonal boron nitride, calcium fluoride.
- the support is segmented, and forms an outer casing organic matrix composite of the compressor. However, the characteristics of such a seal are perfectible. Moreover, the application of the joint remains complex.
- the document EP 1 428 600 discloses an abradable with an organic / inorganic phase and a metal phase of aluminum. The particular mechanical characteristics of such a seal are perfectible.
- the object of the invention is to solve at least one of the problems posed by the prior art. More specifically, the invention aims to optimize the friable character of the seal. The invention also aims to provide a simple solution, resistant, lightweight, economical, reliable, easy to produce, convenient maintenance, easy inspection, and improving performance.
- the subject of the invention is a composition according to claim 1.
- the subject of the invention is a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising a metal phase with a mass majority of aluminum, a second phase comprising a mineral material and / or an organic material; remarkable in that the metal phase represents between 80% and 90% of the mass of the composition, and / or represents at least 81%, or 82% or 83% of the mass of the composition.
- the subject of the invention is a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising a metal phase with a mass majority of aluminum, a second phase comprising a mineral material and / or an organic material; remarkable in that the mineral material represents: from 10% up to 45%, or from 10% up to 25% of the mass of the composition.
- the subject of the invention is also a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising: a metal phase with a mass majority of aluminum, a second phase comprising a mineral material and / or an organic material; remarkable in that the organic material represents: from 10% up to 45%, or from 10% up to 25% of the mass of the composition.
- the subject of the invention is also a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising: a metal phase with a mass majority of aluminum, a second phase; remarkable in that the second phase comprises at least one of the following materials: polyimide, polyamide-imide, polyether-imide, bismaleimide, fluoroplast, a ketone-based resin, liquid crystals of polymers, disulfide of molybdenum, graphite, talc, bentonite, mica; or any feasible combination.
- the subject of the invention is also a compressor, a turbomachine, in particular a low-pressure turbomachine compressor, comprising a rotor with rotor blades and an abradable seal cooperating in a sealed manner with said rotor blades, remarkable in that the abradable seal comprises a composition according to the invention.
- the subject of the invention is also a turbomachine, in particular a turbojet engine, comprising an abradable seal, remarkable in that the composition of the abradable seal is in accordance with the invention, the turbomachine optionally comprising a compressor according to the invention.
- the subject of the invention is also a method for producing an abradable gasket of a turbomachine, in particular a turbojet engine, the gasket having an arcuate wall and an abradable composition applied against the arcuate wall, the method comprising the steps of: (a) providing or providing an arcuate wall; (f) thermally spraying an abradable seal composition against the arcuate wall, said composition comprising a majority of aluminum in a metal phase, and a second phase; remarkable in that in step (f) application, the metal phase further comprises nickel, optionally at the beginning and / or at the end of step (f) application the composition is in accordance with the invention.
- the composition is applied by plasma spraying.
- each object of the invention is also applicable to the other objects of the invention.
- Each object of the invention is combinable with the other objects, and the objects of the invention are also combinable with the embodiments of the description, which in addition are combinable with each other, according to all possible technical combinations, unless otherwise not explicitly mentioned.
- the presence of chromium in the abradable composition provides a better anchoring on a support.
- the cohesion with the metal strip is improved, especially bonded to a composite organic matrix casing.
- the friable behavior of the abradable resulting from the plasma projection increases. This is in particular due to a better mixture of the metal portion and the second portion.
- Each of them forms grains of reduced size compared to the state of the art.
- the geometry and surfaces of the grains may show better interpenetration.
- the terms “internal” and “external” refer to a positioning relative to the axis of rotation of an axial turbomachine.
- the axial direction corresponds to the direction along the axis of rotation of the turbomachine.
- the radial direction is perpendicular to the axis of rotation. Upstream and downstream are in reference to the main flow direction of the flow in the turbomachine.
- abradable material is meant a material capable of crumbling in contact with a rotorcraft rotor element. This material can be adapted to concentrate wear and deformation while preserving the integrity of the rotor.
- the figure 1 represents in simplified manner an axial turbomachine. It is in this case a double-flow turbojet engine.
- the turbojet engine 2 comprises a first compression level, called a low-pressure compressor 4, a second compression level, called a high-pressure compressor 6, a combustion chamber 8 and one or more levels of turbines 10.
- the mechanical power the turbine 10 transmitted via the central shaft to the rotor 12 sets in motion the two compressors 4 and 6.
- the latter comprise several rows of rotor blades associated with rows of stator vanes. The rotation of the rotor about its axis of rotation 14 thus makes it possible to generate an air flow and to compress it progressively until it reaches the combustion chamber 8.
- a commonly designated fan or fan input fan 16 is coupled to the rotor 12 and generates a flow of air which splits into a primary flow 18 passing through the various aforementioned levels of the turbomachine, and into a secondary flow 20 passing through an annular duct. (partially shown) along the machine to then join the primary flow at the turbine outlet.
- the secondary flow can be accelerated so as to generate a thrust reaction necessary for the flight of an aircraft.
- the primary 18 and secondary 20 streams are coaxial annular flows and fitted into one another. They are channeled by the casing of the turbomachine and / or ferrules.
- the housing has cylindrical walls 21 which can be internal and external.
- the figure 2 is a sectional view of a compressor of an axial turbomachine such as that of the figure 1 .
- the compressor can be a low pressure compressor 4.
- the rotor 12 comprises several rows of rotor blades 24, in this case three.
- the low-pressure compressor 4 comprises a plurality of rectifiers, in this case four, which each contain a row of stator vanes 26. Some stator vanes may be adjustable in orientation, also called variable-pitch vanes.
- the rectifiers are associated with the fan 16 or a row of rotor blades to straighten the air flow, so as to convert the speed of the flow pressure, including static pressure.
- the compressor 4 may comprise an outer casing 28.
- the latter may comprise an arcuate wall 30.
- This wall 30 may describe a closed one-piece loop around the axis of rotation 14, or be formed of half-shells, or half -cercles.
- the housing 28, and in particular its wall 30 may be made of an organic matrix composite material.
- the matrix may be reinforced with fibers, possibly in the form of a preform.
- the reinforcement may comprise fibrous folds, for example carbon fiber or glass fiber.
- the stator vanes 26 extend essentially radially from the wall 30, and can be fixed thereto and immobilized by means of pins 32.
- the stator vanes 26 comprise attachment platforms 34, which optionally receive the axes of 32.
- the blades as the platforms may be titanium.
- the stator via its housing 28, receives at least one annular seal 36, possibly an annular seal 36 around each annular row of rotor blades 24. At least one or more or each annular seal 36 may be an abradable seal with an annular layer of abradable material 38.
- the seals are abradable seals 36, they participate in the reduction of leakage by allowing a connection between the vanes 24 and the casing 28. .
- internal ferrules 40 are connected to the inner ends of the stator vanes 26. These ferrules 40 may also receive an abradable seal as described in the present invention, and cooperating with the rotor 12 sealingly.
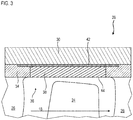
- the figure 3 represents an abradable gasket 36 of a compressor such as that of the figure 2 .
- a wall 34 of casing 28, or support 28 an abradable layer 38 of gasket 36 applied thereto, and a rotor blade end 24 between two stator vanes 26.
- the abradable layer 38 extends from one blade platform 26 to the other, which belongs to a neighboring row disposed upstream or downstream. At least one or each abradable seal may be in contact with the material of the blade platforms, possibly in electrical contact.
- the abradable layer 38 may be applied directly to the wall 30 of the casing 28.
- the seal 36 may comprise an intermediate layer between the support and the abradable layer 38.
- the intermediate layer may be a strip 42, such as a metal sheet. steel, or nickel sheet.
- the strip 42 may be perforated and / or cut. It can be of constant thickness.
- the abradable layer 38 may be thicker than the strip 42.
- the strip 42 can be glued to the wall 30, and / or be maintained thanks to the platforms 34 of the blades 26.
- the upstream and / or downstream edges of the strip 42 are clamped between the platforms 34 and the wall 30.
- the abradable layer 38 has an inner surface 44 in contact with the primary stream 18. Its surface 44 guides and defines the primary stream 18 during its compression. It can be flush with the internal surfaces of the platforms 34.
- the composition of the material forming the abradable layer 38 and therefore the seal 36 may comprise at least two mixed phases, namely a metallic phase and a second phase.
- the second phase can be mineral and / or organic.
- the abradable can be composite; and / or granular; and / or with spaces filled by some of its constituents.
- the second phase can form a lubricant.
- the metal phase mainly comprises aluminum.
- the metal phase of the composition is aluminum-based. That is to say that among the metals of the abradable, the one whose mass is the most important is aluminum.
- the preponderance of aluminum optimizes the mass of the seal 36.
- the metallic phase may also comprise chromium, in a lower weight proportion than aluminum.
- the metal phase may comprise between 20% and 45% of chromium; and between 55% and 80% aluminum.
- Aluminum and chromium may be the only two metals in which each of the masses represents at least 0.10%, or at least 1% of the mass of the composition.
- the metal phase may consist of aluminum and chromium.
- the metal phase may also comprise nickel, especially in lower mass proportion to that of chromium, for example two times lower.
- the metal phase may comprise, by weight, 10% of chromium and / or 5% of nickel; or else, by weight, 30% of chromium and 10% of nickel.
- the metal phase may optionally include iron, copper, zinc, manganese, magnesium, impurities; these components each representing or in all between 1% and 0.1% of the mass of the metal phase.
- the organic material of the second phase of the composition may comprise polymer, such as polyester, polyimide, polyamide-imide, polyether-imide, bismaleimide, fluoroplast, a ketone-based resin, liquid crystal of polymers; or all their possible combinations.
- polymer such as polyester, polyimide, polyamide-imide, polyether-imide, bismaleimide, fluoroplast, a ketone-based resin, liquid crystal of polymers; or all their possible combinations.
- the second phase may also include hexagonal boron nitride, calcium fluoride, molybdenum disulfide, graphite, talc, bentonite, mica; or all their possible combinations. These materials can be considered as mineral materials.
- the second phase may comprise a mixture of at least one mineral material with at least one organic material.
- the mass of the second phase can represent: from 5% up to 50%, or from 15% up to 25%, optionally 20% of the mass of the composition.
- the metal phase can represent the majority of the volume of the abradable layer, thus, the metal phase can form there a matrix receiving the second phase.
- the abradable layer may be formed of grains of metal powders whose inter-grain spaces are filled by the second phase.
- the empty space in the abradable layer is less than 1%, preferably less than 0.1%.
- the figure 4 represents a diagram of a process for producing an abradable axial turbomachine seal as presented in FIG. figures 2 and / or 3.
- the seal can be used on a compressor, particularly low-pressure, as detailed in connection with the figures 1 and / or 2.
- the composition has a metal phase with mainly aluminum, for example in powder form.
- the aluminum can be pure, or in the form of an alloy. The same applies to chrome.
- the composition may also include chromium and optionally a second metal; both in powders.
- the chromium mass is at least 20%, or 21%, or 22%, or 23% of the metal phase.
- the composition of the powder may correspond to the chemical composition of the abradable layer presented above.
- step (f) application 110 At the end of step (f) application 110, at least one or each compound of the composition remains in powder form, or at least one of the compounds has melted, or each compound has melted.
- each type of powder kernel is essentially full.
- Each grain can form a homogeneous material.
- one type of grain is hollow, for example aluminum or chromium grains.
- the composition can be applied to the casing, thus against the arcuate wall, by plasma spraying.
- plasma spraying Such a thermal technique is well known to those skilled in the art, it can be carried out in a manner similar to that disclosed in the document EP 1 010 861 A2 .
- the powder of the second phase can be introduced into the plasma jet downstream of the metal powders.
- Other techniques are possible.
- the composition can be applied to the support by sintering, optionally with prolonged heating. In this alternative, some grains may retain their original forms.
- step (b) supplying 102 stator vanes; (c) providing or manufacturing a strip; (d) placing the strip against the housing, especially against the inner surface of the arcuate wall; (e) fastening 108 of the blades; are entirely optional according to the invention.
- the abradable composition can be applied to a free blade support and / or strip free.
- step (f) application 110 can be performed in a groove formed in the thickness of the arcuate wall; and / or directly on the inner surface of the arcuate wall.
- composition The characteristics defined in relation to the composition can be applied to the joint, and vice versa.
Abstract
L'invention a pour objet une composition pour joint d'étanchéité abradable (36) de turbomachine, notamment en poudre, ledit joint (36) étant apte à s'effriter en cas de contact avec un rotor de ladite turbomachine. Le joint est formé sur la paroi arquée (30) d'un carter support (28). La composition comprend : une phase métallique majoritaire avec une majorité massique d'aluminium et du chrome, une deuxième phase minoritaire comprenant un matériau minéral et/ou un matériau organique. L'invention a également pour objet un procédé de réalisation d'un joint d'étanchéité abradable (36) de turbomachine, notamment pour un compresseur basse-pression du turboréacteur, également appelé booster.The subject of the invention is a composition for an abradable gasket (36) for a turbomachine, in particular a powder, said gasket (36) being able to crumble in the event of contact with a rotor of said turbomachine. The seal is formed on the arcuate wall (30) of a support housing (28). The composition comprises: a majority metal phase with a majority of aluminum and chromium, a second minority phase comprising a mineral material and / or an organic material. The subject of the invention is also a method for producing an abradable gasket (36) for a turbomachine, in particular for a low-pressure compressor of the turbojet engine, also known as a booster.
Description
L'invention se rapporte au domaine de l'étanchéité de turbomachine par joint abradable à deux phases. L'invention propose également un procédé de réalisation d'un joint abradable. L'invention a également trait à un compresseur et à une turbomachine axiale, notamment un turboréacteur d'avion ou un turbopropulseur d'aéronef.The invention relates to the field of turbomachine sealing by two-phase abradable seal. The invention also proposes a method for producing an abradable seal. The invention also relates to a compressor and an axial turbomachine, in particular an aircraft turbojet engine or an aircraft turboprop engine.
Les jeux mécaniques entre les têtes d'aubes rotoriques et le carter les entourant impliquent des fuites limitant les performances d'un compresseur de turbomachine. Afin de réduire ces fuites, il est impératif de rapprocher les aubes du carter tout en conservant une marge de sécurité. En effet, en cas de contact les aubes comme le carter peuvent s'endommager, et mettre en péril la sécurité de fonctionnement de la turbomachine. Ces cas de figure restent monnaie courante en raison des vibrations, des ingestions, de la force centrifuge, de la dilatation, et des désaxages du rotor notamment. Dès lors, ajouter une couche de matériau abradable à l'interface entre le carter et les aubes permet de maîtriser l'endommagement en cas de contact puisque la dégradation est concentrée dans la matière du joint qui s'effrite.The mechanical clearances between the rotor blade heads and the casing surrounding them imply leaks limiting the performance of a turbomachine compressor. In order to reduce these leaks, it is imperative to bring the vanes closer to the casing while maintaining a safety margin. Indeed, in case of contact the blades as the housing can be damaged, and jeopardize the operational safety of the turbomachine. These cases are commonplace because of vibrations, ingestions, centrifugal force, expansion, and rotor offsets in particular. Therefore, adding a layer of abradable material to the interface between the housing and the blades can control the damage in case of contact since the degradation is concentrated in the material of the seal that crumbles.
Le document
Le document
L'invention a pour objectif de résoudre au moins un des problèmes posés par l'art antérieur. Plus précisément, l'invention a pour objectif d'optimiser le caractère friable du joint. L'invention a également pour objectif de proposer une solution simple, résistante, légère, économique, fiable, facile à produire, commode d'entretien, d'inspection aisée, et améliorant le rendement.The object of the invention is to solve at least one of the problems posed by the prior art. More specifically, the invention aims to optimize the friable character of the seal. The invention also aims to provide a simple solution, resistant, lightweight, economical, reliable, easy to produce, convenient maintenance, easy inspection, and improving performance.
L'invention a pour objet une composition selon la revendication 1.The subject of the invention is a composition according to claim 1.
Selon des modes avantageux de l'invention, la composition peut comprendre une ou plusieurs des caractéristiques suivantes, prises isolément ou selon toutes les combinaisons techniques possibles :
- La phase métallique comprend en masse de 20% jusqu'à 45% de chrome.
- Le matériau polymère comprend du polyester et le matériau organique comprend nitrure de bore hexagonal.
- La phase métallique représente de 50% à 90% de la masse de la composition.
- La phase métallique représente de 82% à 90% de la masse de la composition.
- La deuxième phase représente de 10% à 50% de la masse de la composition.
- La deuxième phase représente de 10% à 25% de la masse de la composition.
- La deuxième phase comprend au moins un des matériaux suivant : le polyimide, le polyamide-imide, le polyéther-imide, le bismaléimide, du fluoroplastique, une résine à base de cétone, des cristaux liquides de polymères ; ou toutes leurs combinaisons.
- La deuxième phase comprend au moins un des matériaux suivant : le disulfure de molybdène, le graphite, le talc, la bentonite, le mica ; ou toutes leurs combinaisons.
- The metal phase comprises in mass of 20% up to 45% of chromium.
- The polymeric material comprises polyester and the organic material comprises hexagonal boron nitride.
- The metal phase represents from 50% to 90% of the mass of the composition.
- The metal phase represents from 82% to 90% of the mass of the composition.
- The second phase represents from 10% to 50% of the mass of the composition.
- The second phase represents from 10% to 25% of the mass of the composition.
- The second phase comprises at least one of the following materials: polyimide, polyamide-imide, polyether-imide, bismaleimide, fluoroplastic, a ketone-based resin, liquid crystal polymers; or all their combinations.
- The second phase comprises at least one of the following materials: molybdenum disulfide, graphite, talc, bentonite, mica; or all their combinations.
Selon un autre mode de réalisation, l'invention a pour objet une composition pour joint d'étanchéité abradable de turbomachine, notamment en poudre, ledit joint étant apte à s'effriter en cas de contact avec un rotor de ladite turbomachine, la composition comprenant : une phase métallique avec une majorité massique d'aluminium, une deuxième phase comprenant un matériau minéral et/ou un matériau organique; remarquable en ce que la phase métallique représente entre 80% et 90% de la masse de la composition, et/ou représente au moins : 81%, ou 82% ou 83% de la masse de la composition. Selon un autre mode de réalisation, l'invention a pour objet une composition pour joint d'étanchéité abradable de turbomachine, notamment en poudre, ledit joint étant apte à s'effriter en cas de contact avec un rotor de ladite turbomachine, la composition comprenant : une phase métallique avec une majorité massique d'aluminium, une deuxième phase comprenant un matériau minéral et/ou un matériau organique; remarquable en ce que le matériau minéral représente: de 10% jusqu'à 45%, ou de 10% jusqu'à 25% de la masse de la composition.According to another embodiment, the subject of the invention is a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising a metal phase with a mass majority of aluminum, a second phase comprising a mineral material and / or an organic material; remarkable in that the metal phase represents between 80% and 90% of the mass of the composition, and / or represents at least 81%, or 82% or 83% of the mass of the composition. According to another embodiment, the subject of the invention is a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising a metal phase with a mass majority of aluminum, a second phase comprising a mineral material and / or an organic material; remarkable in that the mineral material represents: from 10% up to 45%, or from 10% up to 25% of the mass of the composition.
Selon un autre mode de réalisation, l'invention a également pour objet une composition pour joint d'étanchéité abradable de turbomachine, notamment en poudre, ledit joint étant apte à s'effriter en cas de contact avec un rotor de ladite turbomachine, la composition comprenant : une phase métallique avec une majorité massique d'aluminium, une deuxième phase comprenant un matériau minéral et/ou un matériau organique; remarquable en ce que le matériau organique représente: de 10% jusqu'à 45%, ou de 10% jusqu'à 25% de la masse de la composition.According to another embodiment, the subject of the invention is also a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising: a metal phase with a mass majority of aluminum, a second phase comprising a mineral material and / or an organic material; remarkable in that the organic material represents: from 10% up to 45%, or from 10% up to 25% of the mass of the composition.
Selon un autre mode de réalisation, l'invention a également pour objet une composition pour joint d'étanchéité abradable de turbomachine, notamment en poudre, ledit joint étant apte à s'effriter en cas de contact avec un rotor de ladite turbomachine, la composition comprenant : une phase métallique avec une majorité massique d'aluminium, une deuxième phase; remarquable en ce que la deuxième phase comprend au moins un des matériaux suivant : le polyimide, le polyamide-imide, le polyéther-imide, le bismaléimide, du fluoroplastique, une résine à base de cétone, des cristaux liquides de polymères, le disulfure de molybdène, le graphite, le talc, la bentonite, le mica ; ou toute combinaison réalisable.According to another embodiment, the subject of the invention is also a composition for an abradable gasket of a turbomachine, in particular a powder, said gasket being capable of crumbling in the event of contact with a rotor of said turbomachine, the composition comprising: a metal phase with a mass majority of aluminum, a second phase; remarkable in that the second phase comprises at least one of the following materials: polyimide, polyamide-imide, polyether-imide, bismaleimide, fluoroplast, a ketone-based resin, liquid crystals of polymers, disulfide of molybdenum, graphite, talc, bentonite, mica; or any feasible combination.
L'invention a également pour objet un compresseur, de turbomachine, notamment un compresseur-basse pression de turbomachine, comprenant un rotor avec des aubes rotoriques et un joint abradable coopérant de manière étanche avec lesdites aubes rotoriques, remarquable en ce que le joint abradable comprend une composition conforme à l'invention.The subject of the invention is also a compressor, a turbomachine, in particular a low-pressure turbomachine compressor, comprising a rotor with rotor blades and an abradable seal cooperating in a sealed manner with said rotor blades, remarkable in that the abradable seal comprises a composition according to the invention.
Selon des modes avantageux de l'invention, le compresseur peut comprendre une ou plusieurs des caractéristiques suivantes, prises isolément ou selon toutes les combinaisons techniques possibles :
- Le compresseur comprend une paroi composite à matrice organique sur laquelle est disposé le joint abradable, et une interface entre la paroi et le joint abradable qui est formée par un feuillard métallique.
- Les aubes rotoriques coopérant de manière étanche avec le joint abradable sont réalisées en titane.
- Les aubes rotoriques sont configurées pour fonctionner à une vitesse transsonique.
- L'épaisseur radiale du joint abradable est supérieure ou égale à l'épaisseur moyenne des aubes rotoriques, et/ou supérieure ou égale à 3,00 mm.
- Le feuillard est ferreux, notamment en acier.
- La compacité du joint en matériau abradable est supérieure ou égale à : 90%, ou 95%, ou 98%, ou 99%.
- The compressor comprises a composite organic matrix wall on which is disposed the abradable seal, and an interface between the wall and the abradable seal which is formed by a metal strip.
- The rotor blades cooperating sealingly with the abradable seal are made of titanium.
- The rotor vanes are configured to operate at a transonic speed.
- The radial thickness of the abradable seal is greater than or equal to the average thickness of the rotor blades, and / or greater than or equal to 3.00 mm.
- The strip is ferrous, especially steel.
- The compactness of the abradable material seal is greater than or equal to: 90%, or 95%, or 98%, or 99%.
L'invention a également pour objet une turbomachine, notamment un turboréacteur, comprenant un joint abradable, remarquable en ce que la composition du joint abradable est conforme à l'invention, la turbomachine comprend éventuellement un compresseur conforme à l'invention.The subject of the invention is also a turbomachine, in particular a turbojet engine, comprising an abradable seal, remarkable in that the composition of the abradable seal is in accordance with the invention, the turbomachine optionally comprising a compressor according to the invention.
L'invention a également pour objet un procédé, de réalisation d'un joint d'étanchéité abradable de turbomachine, notamment de turboréacteur, le joint comportant une paroi arquée et une composition abradable appliquée contre la paroi arquée, le procédé comprenant les étapes suivantes : (a) fourniture ou réalisation d'une paroi arquée ; (f) application par projection thermique d'une composition de joint d'étanchéité abradable contre la paroi arquée, ladite composition comprenant une majorité d'aluminium dans une phase métallique, et une deuxième phase ; remarquable en ce qu'à l'étape (f) application, la phase métallique comprend en outre du nickel, éventuellement au début et/ou à la fin de l'étape (f) application la composition est conforme à l'invention.The subject of the invention is also a method for producing an abradable gasket of a turbomachine, in particular a turbojet engine, the gasket having an arcuate wall and an abradable composition applied against the arcuate wall, the method comprising the steps of: (a) providing or providing an arcuate wall; (f) thermally spraying an abradable seal composition against the arcuate wall, said composition comprising a majority of aluminum in a metal phase, and a second phase; remarkable in that in step (f) application, the metal phase further comprises nickel, optionally at the beginning and / or at the end of step (f) application the composition is in accordance with the invention.
Selon un mode avantageux de l'invention, lors de l'étape (f) application, la composition est appliquée par projection plasma.According to an advantageous embodiment of the invention, during step (f), the composition is applied by plasma spraying.
De manière générale, les modes avantageux de chaque objet de l'invention sont également applicables aux autres objets de l'invention. Chaque objet de l'invention est combinable aux autres objets, et les objets de l'invention sont également combinables aux modes de réalisation de la description, qui en plus sont combinables entre eux, selon toutes les combinaisons techniques possibles, à moins que le contraire ne soit explicitement mentionné.In general, the advantageous modes of each object of the invention are also applicable to the other objects of the invention. Each object of the invention is combinable with the other objects, and the objects of the invention are also combinable with the embodiments of the description, which in addition are combinable with each other, according to all possible technical combinations, unless otherwise not explicitly mentioned.
La présence de chrome dans la composition abradable apporte un meilleur ancrage sur un support. Par exemple, la cohésion avec le feuillard métallique est améliorée, notamment collé sur un carter composite à matrice organique. En parallèle, le comportement friable de l'abradable qui en résulte suite à la projection plasma augmente. Ceci est notamment dû un meilleur mélange de la portion métallique et de la deuxième portion. Chacune d'elles forme des grains de taille réduite par rapport à l'état de l'art. La géométrie et les surfaces des grains montrent éventuellement une meilleure interpénétration.The presence of chromium in the abradable composition provides a better anchoring on a support. For example, the cohesion with the metal strip is improved, especially bonded to a composite organic matrix casing. In parallel, the friable behavior of the abradable resulting from the plasma projection increases. This is in particular due to a better mixture of the metal portion and the second portion. Each of them forms grains of reduced size compared to the state of the art. The geometry and surfaces of the grains may show better interpenetration.
-
La
figure 1 représente une turbomachine axiale selon l'invention.Thefigure 1 represents an axial turbomachine according to the invention. -
La
figure 2 est un schéma d'un compresseur de turbomachine selon l'invention.Thefigure 2 is a diagram of a turbomachine compressor according to the invention. -
La
figure 3 esquisse un joint abradable de turbomachine selon l'invention.Thefigure 3 sketch an abradable gas turbine engine according to the invention. -
La
figure 4 illustre un diagramme d'un procédé de réalisation d'un joint d'étanchéité abradable de turbomachine selon l'invention.Thefigure 4 illustrates a diagram of a method of producing an abradable turbine engine gasket according to the invention.
Dans la description qui va suivre, les termes « interne » et « externe » renvoient à un positionnement par rapport à l'axe de rotation d'une turbomachine axiale. La direction axiale correspond à la direction le long de l'axe de rotation de la turbomachine. La direction radiale est perpendiculaire à l'axe de rotation. L'amont et l'aval sont en référence au sens d'écoulement principal du flux dans la turbomachine.In the following description, the terms "internal" and "external" refer to a positioning relative to the axis of rotation of an axial turbomachine. The axial direction corresponds to the direction along the axis of rotation of the turbomachine. The radial direction is perpendicular to the axis of rotation. Upstream and downstream are in reference to the main flow direction of the flow in the turbomachine.
Par phase métallique, on peut entendre la propriété physique du matériau.By metallic phase, one can hear the physical property of the material.
Par matériau abradable, on entend un matériau apte à s'effriter au contact d'un élément rotorique de turbomachine. Ce matériau peut être apte pour y concentrer l'usure et la déformation tout en préservant l'intégrité du rotor.By abradable material is meant a material capable of crumbling in contact with a rotorcraft rotor element. This material can be adapted to concentrate wear and deformation while preserving the integrity of the rotor.
La
Un ventilateur d'entrée communément désigné fan ou soufflante 16 est couplé au rotor 12 et génère un flux d'air qui se divise en un flux primaire 18 traversant les différents niveaux susmentionnés de la turbomachine, et en un flux secondaire 20 traversant un conduit annulaire (partiellement représenté) le long de la machine pour ensuite rejoindre le flux primaire en sortie de turbine.A commonly designated fan or
Le flux secondaire peut être accéléré de sorte à générer une réaction de poussée nécessaire au vol d'un avion. Les flux primaire 18 et secondaire 20 sont des flux annulaires coaxiaux et emmanchés l'un dans l'autre. Ils sont canalisés par le carter de la turbomachine et/ou des viroles. A cet effet, le carter présente des parois cylindriques 21 qui peuvent être internes et externes.The secondary flow can be accelerated so as to generate a thrust reaction necessary for the flight of an aircraft. The primary 18 and secondary 20 streams are coaxial annular flows and fitted into one another. They are channeled by the casing of the turbomachine and / or ferrules. For this purpose, the housing has
La
Le compresseur basse-pression 4 comprend plusieurs redresseurs, en l'occurrence quatre, qui contiennent chacun une rangée d'aubes statoriques 26. Certaines aubes statoriques peuvent être à orientation réglable, également appelé aubes à calage variable. Les redresseurs sont associés au fan 16 ou à une rangée d'aubes rotoriques pour redresser le flux d'air, de sorte à convertir la vitesse du flux en pression, notamment en pression statique.The low-
Le compresseur 4 peut comprendre un carter externe 28. Celui-ci peut comprendre une paroi arquée 30. Cette paroi 30 peut décrire une boucle fermée monobloc autour de l'axe de rotation 14, ou être formée de demi-coquilles, ou encore de demi-cercles.The
Le carter 28, et notamment sa paroi 30 peuvent être réalisé en un matériau composite à matrice organique. La matrice peut être renforcée par des fibres, éventuellement sous la forme d'une préforme. Le renfort peut comprendre des plis fibreux, par exemple à fibres de carbone ou à fibres de verre.The
Les aubes statoriques 26 s'étendent essentiellement radialement depuis la paroi 30, et peuvent y être fixées et immobilisées à l'aide d'axes 32. Optionnellement, les aubes statoriques 26 comprennent des plateformes de fixation 34, qui éventuellement, reçoivent les axes de fixation 32. Les aubes comme les plateformes peuvent être en titane.The stator vanes 26 extend essentially radially from the
Le stator, via son carter 28, reçoit au moins un joint d'étanchéité annulaire 36, éventuellement un joint d'étanchéité annulaire 36 autour de chaque rangée annulaire d'aubes rotoriques 24. Au moins un ou plusieurs ou chaque joint annulaire 36 peut être un joint d'étanchéité abradable avec une couche annulaire de matériau d'abradable 38. Ainsi, les joints sont des joints abradable d'étanchéité 36, ils participent à la réduction des fuites en autorisant un rapprochement entre les aubes 24 et le carter 28..The stator, via its
Optionnellement, des viroles internes 40 sont reliées aux extrémités internes des aubes statoriques 26. Ces viroles 40 peuvent également recevoir un joint abradable tel que décrit dans la présente invention, et coopérant avec le rotor 12 de manière étanche.Optionally,
La
La couche abradable 38 s'étend d'une plateforme 34 d'aube 26 à l'autre, qui appartient à une rangée voisine disposée en amont ou en aval. Au moins un ou chaque joint abradable peut être en contact du matériau des plateformes d'aubes, éventuellement en contact électrique.The
La couche abradable 38 peut être appliquée à même la paroi 30 du carter 28. Ou encore, le joint 36 peut comprendre une couche intercalaire entre le support et la couche abradable 38. La couche intercalaire peut être un feuillard 42, telle une tôle d'acier, ou une tôle de nickel. Le feuillard 42 peut être perforé et/ou découpé. Il peut être d'épaisseur constante. La couche abradable 38 peut être plus épaisse que le feuillard 42.The
Le feuillard 42 peut être collé à la paroi 30, et/ou être maintenu grâce aux plateformes 34 des aubes 26. Optionnellement, les bords amont et/ou aval du feuillard 42 sont pincés entre les plateformes 34 et la paroi 30.The
La couche abradable 38 présente une surface interne 44 en contact du flux primaire 18. Sa surface 44 guide et délimite le flux primaire 18 au cours de sa compression. Elle peut affleurer les surfaces internes des plateformes 34.The
La composition du matériau formant la couche abradable 38 et donc le joint d'étanchéité 36 peut comprendre au moins deux phases mélangées, à savoir une phase métallique et une deuxième phase. La deuxième phase peut être minérale et/ou organique. L'abradable peut être composite ; et/ou granuleux ; et/ou avec des espaces comblés par certains de ses constituants. La deuxième phase peut former un lubrifiant.The composition of the material forming the
La phase métallique comprend principalement de l'aluminium. La phase métallique de la composition est à base aluminium. C'est-à-dire que parmi les métaux de l'abradable, celui dont la masse est la plus importante est l'aluminium. La prépondérance de l'aluminium optimise la masse du joint 36. La phase métallique peut également comprendre du chrome, en proportion massique inférieure à celle de l'aluminium.The metal phase mainly comprises aluminum. The metal phase of the composition is aluminum-based. That is to say that among the metals of the abradable, the one whose mass is the most important is aluminum. The preponderance of aluminum optimizes the mass of the
La phase métallique peut comprendre entre 20% et 45% de chrome ; et entre 55% et 80% d'aluminium. L'aluminium et le chrome peuvent être les deux seuls métaux dont chacune des masses représente au moins 0,10%, ou au moins 1% de la masse de la composition. Eventuellement, la phase métallique peut être constituée d'aluminium et de chrome.The metal phase may comprise between 20% and 45% of chromium; and between 55% and 80% aluminum. Aluminum and chromium may be the only two metals in which each of the masses represents at least 0.10%, or at least 1% of the mass of the composition. Optionally, the metal phase may consist of aluminum and chromium.
Optionnellement, la phase métallique peut également comprendre du nickel, notamment en proportion massique inférieure à celle du chrome, par exemple deux fois inférieure.Optionally, the metal phase may also comprise nickel, especially in lower mass proportion to that of chromium, for example two times lower.
A titre d'exemple, la phase métallique peut comprendre, en masse, 10% de chrome et/ou 5% de nickel ; ou encore, en masse, 30% de chrome et 10% de nickel.By way of example, the metal phase may comprise, by weight, 10% of chromium and / or 5% of nickel; or else, by weight, 30% of chromium and 10% of nickel.
En outre, la phase métallique peut éventuellement comprendre du fer, du cuivre, du zinc, du manganèse, du magnésium, des impuretés ; ces composants représentant chacun ou en tout entre 1% et 0,1% de la masse de la phase métallique.In addition, the metal phase may optionally include iron, copper, zinc, manganese, magnesium, impurities; these components each representing or in all between 1% and 0.1% of the mass of the metal phase.
Le matériau organique de la deuxième phase de la composition peut comprendre du polymère, tel que du polyester, du polyimide, du polyamide-imide, du polyéther-imide, du bismaléimide, du fluoroplastique, une résine à base de cétone, des cristaux liquides de polymères ; ou toutes leurs éventuelles combinaisons possibles.The organic material of the second phase of the composition may comprise polymer, such as polyester, polyimide, polyamide-imide, polyether-imide, bismaleimide, fluoroplast, a ketone-based resin, liquid crystal of polymers; or all their possible combinations.
La deuxième phase peut également comprendre du nitrure de bore hexagonal, du fluorure de calcium, du disulfure de molybdène, du graphite, du talc, de la bentonite, du mica ; ou toutes leur éventuelles combinaisons possibles. Ces matériaux peuvent être considérés comme des matériaux minéraux.The second phase may also include hexagonal boron nitride, calcium fluoride, molybdenum disulfide, graphite, talc, bentonite, mica; or all their possible combinations. These materials can be considered as mineral materials.
La deuxième phase peut comprendre un mélange d'au moins un matériau minéral avec au moins un matériau organique.The second phase may comprise a mixture of at least one mineral material with at least one organic material.
La masse de la deuxième phase peut représenter : de 5% jusqu'à 50%, ou de 15% jusqu'à 25%, éventuellement 20% de la masse de la composition. La phase métallique peut représenter la majorité du volume de la couche abradable, ainsi, la phase métallique peut y former une matrice recevant la deuxième phase.The mass of the second phase can represent: from 5% up to 50%, or from 15% up to 25%, optionally 20% of the mass of the composition. The metal phase can represent the majority of the volume of the abradable layer, thus, the metal phase can form there a matrix receiving the second phase.
Eventuellement, la couche abradable peut être formée de grains de poudres métalliques dont les espaces inter-grains sont comblés par la deuxième phase.Optionally, the abradable layer may be formed of grains of metal powders whose inter-grain spaces are filled by the second phase.
L'espace vide dans la couche abradable est inférieur à 1%, préférentiellement inférieur à 0,1%.The empty space in the abradable layer is less than 1%, preferably less than 0.1%.
La
Le procédé comprend les étapes suivantes, éventuellement réalisées dans l'ordre suivant :
- (a)-
fourniture ou fabrication 100 d'une paroi arquée, telle celle d'un carter externe de compresseur, ladite paroi matérialisant un support, - (b)-
fourniture ou fabrication 102 d'aubes statoriques avec des plateformes ; - (c)-
fourniture ou fabrication 104 d'un feuillard ; - (d)- mise en
place 106 du feuillard contre le carter, notamment contre la surface interne de la paroi arquée ; - (e)-
fixation 108 des aubes via leurs plateformes sur la paroi arquée en formant des rangées annulaires ; - (f)-
application 110 d'une composition d'abradable sur la paroi arquée entre les rangées annulaires de plateformes de sorte à recouvrir le feuillard.
- (a) - supply or manufacture 100 of an arcuate wall, such as that of an external compressor casing, said wall materializing a support,
- (b) - supply or manufacture of
stator blades 102 with platforms; - (c) - supply or manufacture 104 of a strip;
- (d) - placing 106 the strip against the housing, in particular against the inner surface of the arcuate wall;
- (e) -
attachment 108 of the vanes via their platforms on the arcuate wall forming annular rows; - (f) -
application 110 of an abradable composition on the arcuate wall between the annular rows of platforms so as to cover the strip.
Au début de l'étape (f) application 110, la composition présente une phase métallique avec principalement de l'aluminium, par exemple sous forme de poudre. L'aluminium peut être pur, ou sous forme d'alliage. Le même s'applique au chrome.At the beginning of step (f)
La composition peut également comprendre du chrome et éventuellement un deuxième métal ; tous deux en poudres. La masse de chrome représente au moins : 20%, ou 21%, ou 22%, ou 23% de la phase métallique. La composition de la poudre peut correspondre à la composition chimique de la couche abradable présenté ci-dessus.The composition may also include chromium and optionally a second metal; both in powders. The chromium mass is at least 20%, or 21%, or 22%, or 23% of the metal phase. The composition of the powder may correspond to the chemical composition of the abradable layer presented above.
A l'issue de l'étape (f) application 110, au moins un ou chaque composé de la composition reste sous forme de poudre, ou au moins un des composés a fondu, ou chaque composé a fondu.At the end of step (f)
Eventuellement, certains, ou au moins un, ou chaque type de grain de poudre est essentiellement plein. Chaque grain peut former un matériau homogène.Optionally, some, or at least one, or each type of powder kernel is essentially full. Each grain can form a homogeneous material.
Optionnellement, un type de grain est creux, par exemple les grains d'aluminium ou de chrome.Optionally, one type of grain is hollow, for example aluminum or chromium grains.
Lors de l'étape (f) application 110, la composition peut être appliquée sur le carter, donc contre la paroi arquée, par projection plasma. Une telle technique thermique est bien connue de l'homme du métier, elle peut être effectuée de manière similaire à celle divulguée dans le document
Les étapes : (b) fourniture 102 d'aubes statoriques ; (c) fourniture ou fabrication 104 d'un feuillard ; (d) mise en place 106 du feuillard contre le carter, notamment contre la surface interne de la paroi arquée ; (e) fixation 108 des aubes ; sont entièrement optionnelles selon l'invention. En effet, la composition d'abradable peut être appliquée sur un support libre d'aubes et/ou libre de feuillard. Par exemple, l'étape (f) application 110 peut s'effectuer dans une gorge formée dans l'épaisseur de la paroi arquée ; et/ou directement sur la surface interne de la paroi arquée.The steps: (b) supplying 102 stator vanes; (c) providing or manufacturing a strip; (d) placing the strip against the housing, especially against the inner surface of the arcuate wall; (e) fastening 108 of the blades; are entirely optional according to the invention. Indeed, the abradable composition can be applied to a free blade support and / or strip free. For example, step (f)
Les caractéristiques définies en relation avec la composition peuvent s'appliquer au joint, et inversement.The characteristics defined in relation to the composition can be applied to the joint, and vice versa.
Claims (15)
la phase métallique comprend en outre du chrome et du nickel, la phase métallique comprenant en masse plus de chrome que de nickel.Composition for an abradable gasket (36) for a turbomachine (2), in particular in powder form, said gasket (36) being able to crumble in the event of contact with a rotor (12) of said turbomachine (2), the composition comprising:
the metal phase further comprises chromium and nickel, the metal phase comprising in mass more chromium than nickel.
la phase métallique comprend en outre du nickel,
éventuellement au début et/ou à la fin de l'étape (f) application (110) la composition est conforme à l'une des revendications 1 à 7.Process for producing an abradable gasket (36) for a turbomachine (2), in particular a turbojet engine, the gasket (36) comprising an arcuate wall (30) and an abradable composition applied against the arcuate wall (30), the process comprising the following steps:
the metallic phase further comprises nickel,
optionally at the beginning and / or end of step (f) application (110) the composition is according to one of claims 1 to 7.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE2017/5556A BE1025469B1 (en) | 2017-08-14 | 2017-08-14 | ABRADABLE JOINT COMPOSITION FOR TURBOMACHINE COMPRESSOR |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3444443A1 true EP3444443A1 (en) | 2019-02-20 |
| EP3444443B1 EP3444443B1 (en) | 2020-07-01 |
Family
ID=59772320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18186069.3A Active EP3444443B1 (en) | 2017-08-14 | 2018-07-27 | Abradable seal composition for a turbine engine compressor |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190048454A1 (en) |
| EP (1) | EP3444443B1 (en) |
| JP (1) | JP7349778B2 (en) |
| CN (1) | CN109386315B (en) |
| BE (1) | BE1025469B1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1027280B1 (en) * | 2019-05-16 | 2020-12-15 | Safran Aero Boosters Sa | TURBOMACHINE COMPRESSOR HOUSING |
| CN111155120A (en) * | 2019-12-31 | 2020-05-15 | 中山市皓祥模具五金有限公司 | Surface treatment method of corrosion-resistant alloy part |
| US11674210B2 (en) * | 2020-08-31 | 2023-06-13 | Metal Improvement Company, Llc | Method for making high lubricity abradable material and abradable coating |
| CN112210743A (en) * | 2020-09-30 | 2021-01-12 | 美图(福建)铝业有限公司 | Aluminum alloy section and manufacturing method thereof |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1010861A2 (en) | 1998-12-18 | 2000-06-21 | United Technologies Corporation | Abradable seal and method of producing such a seal |
| EP1428600A1 (en) | 2002-12-13 | 2004-06-16 | Snecma Moteurs | Pulverulent material for abradable seal |
| EP3023511A1 (en) | 2014-11-24 | 2016-05-25 | Techspace Aero S.A. | Composition and abradable seal of an axial turbomachine compressor housing |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5196471A (en) * | 1990-11-19 | 1993-03-23 | Sulzer Plasma Technik, Inc. | Thermal spray powders for abradable coatings, abradable coatings containing solid lubricants and methods of fabricating abradable coatings |
| US6102656A (en) * | 1995-09-26 | 2000-08-15 | United Technologies Corporation | Segmented abradable ceramic coating |
| US6254700B1 (en) * | 1999-03-16 | 2001-07-03 | Praxair S.T. Technology, Inc. | Abradable quasicrystalline coating |
| US6533285B2 (en) * | 2001-02-05 | 2003-03-18 | Caterpillar Inc | Abradable coating and method of production |
| US7165946B2 (en) * | 2004-06-21 | 2007-01-23 | Solar Turbine Incorporated | Low-mid turbine temperature abradable coating |
| GB2452515B (en) * | 2007-09-06 | 2009-08-05 | Siemens Ag | Seal coating between rotor blade and rotor disk slot in gas turbine engine |
| US20130177437A1 (en) * | 2012-01-05 | 2013-07-11 | General Electric Company | Processes for coating a turbine rotor and articles thereof |
| EP2623730A1 (en) * | 2012-02-02 | 2013-08-07 | Siemens Aktiengesellschaft | Flow engine component with joint and steam turbine with the flow engine component |
| CN104087789B (en) * | 2014-07-28 | 2016-09-28 | 苏州大学 | Self-lubricating abrasion-resistant composite coating for titanium alloy surface and preparation method thereof |
| CN107740094B (en) * | 2017-09-18 | 2019-12-06 | 苏州大学 | High-temperature sealing coating for machine brake and preparation method thereof |
-
2017
- 2017-08-14 BE BE2017/5556A patent/BE1025469B1/en active IP Right Grant
-
2018
- 2018-07-27 EP EP18186069.3A patent/EP3444443B1/en active Active
- 2018-08-02 JP JP2018145687A patent/JP7349778B2/en active Active
- 2018-08-13 US US16/102,106 patent/US20190048454A1/en not_active Abandoned
- 2018-08-13 CN CN201810914204.4A patent/CN109386315B/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1010861A2 (en) | 1998-12-18 | 2000-06-21 | United Technologies Corporation | Abradable seal and method of producing such a seal |
| EP1428600A1 (en) | 2002-12-13 | 2004-06-16 | Snecma Moteurs | Pulverulent material for abradable seal |
| EP3023511A1 (en) | 2014-11-24 | 2016-05-25 | Techspace Aero S.A. | Composition and abradable seal of an axial turbomachine compressor housing |
Also Published As
| Publication number | Publication date |
|---|---|
| BE1025469A1 (en) | 2019-03-11 |
| CN109386315B (en) | 2022-08-09 |
| JP7349778B2 (en) | 2023-09-25 |
| EP3444443B1 (en) | 2020-07-01 |
| US20190048454A1 (en) | 2019-02-14 |
| JP2019052637A (en) | 2019-04-04 |
| CN109386315A (en) | 2019-02-26 |
| BE1025469B1 (en) | 2019-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3444443B1 (en) | Abradable seal composition for a turbine engine compressor | |
| EP3023511B1 (en) | Composition and abradable seal of an axial turbomachine compressor housing | |
| BE1022809B1 (en) | AUBE COMPOSITE COMPRESSOR OF AXIAL TURBOMACHINE | |
| EP2801702B1 (en) | Inner shroud of turbomachine with abradable seal | |
| EP2896796B1 (en) | Stator of an axial turbomachine and corresponding turbomachine | |
| EP3361055B1 (en) | Assembly of an axial turbomachine and method of controlling circumferential gaps | |
| EP3095963B1 (en) | Blade and shroud of axial turbine engine compressor | |
| EP2886804B1 (en) | Sealing device for a compressor of a turbomachine | |
| JP2009156263A (en) | Turbomachine element manufacturing method and device using the same | |
| EP2977559A1 (en) | Vane with wire mesh sealed in a compressor shroud of an axial turbomachine, and corresponding turbomachine | |
| EP3091201A1 (en) | Composite front separation wall of axial turbine engine compressor | |
| BE1025642B1 (en) | COMPRESSOR HOUSING WITH OIL TANK FOR TURBOMACHINE | |
| EP3409902A1 (en) | Sealing system for a turbine engine compressor | |
| EP2886802A1 (en) | Gasket of the inner ferrule of the last stage of an axial turbomachine compressor | |
| EP4028645A1 (en) | Attachment of an acoustic shroud to a housing shell for an aircraft turbine engine | |
| EP3382242B1 (en) | Brush seal for a turbine engine rotor | |
| EP3382155B1 (en) | Sealing system for a turbomachine and corresponding turbomachine | |
| FR2997470A1 (en) | Holding device for holding brush seal of lubrication enclosure of turbojet engine, has cylindrical part formed by cylindrical face and thread that is engaged with another thread to ensure axial translation of lock with respect to cover | |
| BE1022808B1 (en) | ABRADABLE JOINT OF AXIAL TURBOMACHINE COMPRESSOR HOUSING | |
| EP3290133A1 (en) | Method for producing an abradable turbomachine seal | |
| FR3092148A1 (en) | BLOWER HOUSING FOR AN AIRCRAFT TURBOMACHINE | |
| BE1023367A1 (en) | FIXING INTERNAL VIROL OF AXIAL TURBOMACHINE COMPRESSOR | |
| WO2022167373A1 (en) | Stator vane assembly for an aircraft turbine engine compressor | |
| FR2978987A1 (en) | Casing, useful in high-pressure compressor of aircraft engine, comprises part constituting supporting structure of arrays of fixed blades and inner wall defining outer contour of vein of compressor in which arrays are rotatably mounted |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190723 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200224 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1286367 Country of ref document: AT Kind code of ref document: T Effective date: 20200715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018005671 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1286367 Country of ref document: AT Kind code of ref document: T Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201102 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201002 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018005671 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200727 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| 26N | No opposition filed |
Effective date: 20210406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200727 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230622 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230620 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230724 Year of fee payment: 6 Ref country code: DE Payment date: 20230620 Year of fee payment: 6 |