EP3321198B1 - System and method of in-line shaping, filling and enclosing to form product packaging - Google Patents
System and method of in-line shaping, filling and enclosing to form product packaging Download PDFInfo
- Publication number
- EP3321198B1 EP3321198B1 EP16795958.4A EP16795958A EP3321198B1 EP 3321198 B1 EP3321198 B1 EP 3321198B1 EP 16795958 A EP16795958 A EP 16795958A EP 3321198 B1 EP3321198 B1 EP 3321198B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging material
- product
- space
- interface
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000011049 filling Methods 0.000 title claims description 62
- 238000000034 method Methods 0.000 title claims description 51
- 238000004806 packaging method and process Methods 0.000 title description 19
- 238000007493 shaping process Methods 0.000 title 1
- 239000005022 packaging material Substances 0.000 claims description 220
- 238000009740 moulding (composite fabrication) Methods 0.000 claims description 42
- 238000007789 sealing Methods 0.000 claims description 39
- 230000001954 sterilising effect Effects 0.000 claims description 38
- 238000004659 sterilization and disinfection Methods 0.000 claims description 31
- 238000004891 communication Methods 0.000 claims description 23
- 238000005429 filling process Methods 0.000 claims description 7
- 239000000047 product Substances 0.000 description 196
- 238000010586 diagram Methods 0.000 description 20
- 239000000463 material Substances 0.000 description 19
- 238000004519 manufacturing process Methods 0.000 description 12
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 10
- 238000011109 contamination Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 7
- 235000008504 concentrate Nutrition 0.000 description 5
- 235000013361 beverage Nutrition 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 241000894006 Bacteria Species 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 239000004411 aluminium Substances 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- 241000196324 Embryophyta Species 0.000 description 2
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 230000000813 microbial effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 235000020357 syrup Nutrition 0.000 description 2
- 239000006188 syrup Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 238000009455 aseptic packaging Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 235000015203 fruit juice Nutrition 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 235000016709 nutrition Nutrition 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 235000021580 ready-to-drink beverage Nutrition 0.000 description 1
- 235000015067 sauces Nutrition 0.000 description 1
- 239000012265 solid product Substances 0.000 description 1
- 238000012859 sterile filling Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 235000014101 wine Nutrition 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/007—Guides or funnels for introducing articles into containers or wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
- B65B41/16—Feeding webs from rolls by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/022—Sterilising, e.g. of complete packages of flexible containers having a filling and dispensing spout, e.g. containers of the "bag-in-box"-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/027—Packaging in aseptic chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/10—Sterilising wrappers or receptacles prior to, or during, packaging by liquids or gases
- B65B55/103—Sterilising flat or tubular webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/186—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating rigid fittings, e.g. discharge spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2014—Tube advancing means
- B65B9/2028—Rollers or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2035—Tube guiding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2056—Machines for packages of special type or form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
Definitions
- the present invention relates generally to the field of package manufacture.
- it relates to a system and method for forming a product package by online forming, filling and sealing.
- BIB packages Bag In Box packages
- Existing BIB packages are made of laminated film, with two interfaces; one interface is used for filling, the other interface is used for dispensing.
- the production flow thereof is as follows: first of all, a premade bag made from laminated film, lids, interfaces and a tube is purchased from a premade bag supplier, wherein the two interfaces are disposed on the premade bag in such a way as to be in communication with the interior of the premade bag, and the lids are used to cover the interfaces; secondly, the premade bag is packed, and transported to an irradiation plant to undergo sterilized by irradiation; next, the sterilized premade bag is transported to a filling plant under sterile storage conditions, and filled with product through the filling interface on a filling production line; finally, the premade bag is sealed and packed, then put into a box, to form a finished BIB package.
- US 4,598,529 discloses a method and apparatus for forming, filling and sealing flexible plastic bags.
- EP 2 516 275 discloses an aseptic packaging system comprising a vertical forming, filling and sealing apparatus.
- the present invention provides a system for forming a product package by online forming, filling and sealing comprising: a sterilization apparatus, for sterilizing a packaging material; a forming apparatus, for forming the packaging material to have a space for holding a product to be dispensed, the system being configured such that, once the interior of the space formed, it is filled with sterile hot air which is used to resist air from the outside and thereby ensure that the packaging material interior and the product are sterile; an interface attaching apparatus, for attaching a dispensing interface comprising an interface base part, an interface connection mouth, and an interface neck part located therebetween to an outer surface of the packaging material; an inclined conveyor belt, for conveying the packaging material and for providing support to the packaging material to reduce tension in the packaging material caused by the product to be dispensed; a bearing apparatus for providing additional support to the packaging material; a filling apparatus, for filling the space for holding the product to be dispensed in the packaging material with the product to be dispensed using a hot filling process
- the system of the present invention may be used to form a large-volume product package.
- the conveyor belt forms an angle with a horizontal plane.
- the angle of inclination of the conveyor belt with respect to the horizontal plane may be adjusted, to suit different volumes and different product specifications.
- the bearing apparatus may be any apparatus capable of bearing, such as a mechanical hand. It is also possible to use an inclined conveyor belt in coordination with a bearing apparatus; the inclined conveyor belt conveys and partially supports the packaging material, the bearing apparatus provides additional partial support to the packaging material during filling with the product to be dispensed.
- the system of the present invention first uses the sterilization apparatus to sterilize the packaging material, then makes the packaging material into a shape having a space for holding the product to be dispensed, and finally uses the filling apparatus to fill the space with product, and at the same time, to avoid having the weight of the packed substance completely borne by tension in the packaging material, is provided with the conveyor belt and/or bearing apparatus to provide a certain amount of support to the packed substance, and can thus be used to produce large-volume packages.
- large-volume means a volume of 800 mL or more, preferably a volume of 1 L or more, more preferably a volume of 2 L or more, and generally 3 L - 8 L.
- the system of the present invention integrates production and filling of large-volume packages, greatly shortening the supply chain and increasing production efficiency.
- the sterilization apparatus may be an existing sterilization apparatus, including sterilization by irradiation, hydrogen peroxide sterilization, etc.
- the packaging material is first washed by immersion in hydrogen peroxide (H 2 O 2 ), then rinsed in water, and finally dried in sterile hot air, to obtain sterilized packaging material.
- the packaging material can be transported to a hydrogen peroxide sterilization tank by means of a packaging material mounting and conveying apparatus, e.g. a feeding roller.
- the packaging material is generally a coiled sheet material.
- the forming apparatus further comprises a folding unit and a longitudinal closing unit.
- the folding unit is used for folding the packaging material, to form a first part and a second part facing each other; the longitudinal closing unit is used for longitudinally closing edges of the folded packaging material, to form a tubular shape. The interior of the tubular shape is then the internal space for holding the product to be dispensed.
- the filling apparatus comprises a filling tube.
- the filling tube is inserted into the space for holding the product to be dispensed in the packaging material through a part of the packaging material that has not yet been closed, and the space is filled with product to be dispensed, e.g. liquids such as beverages or beverage concentrates, or liquids containing solids. Therefore, when the system according to the present invention is used, there is no need to provide an additional interface for filling on a packaging bag.
- the packaging material when the packaging material is on the bearing apparatus, the packaging material is folded and closed longitudinally, and at the same time the filling tube is used for filling with the product to be dispensed.
- the packaging material is first folded and closed longitudinally, then received on the bearing apparatus and filled with the product to be dispensed using the filling apparatus.
- a dividing apparatus may be used to separate a completely closed product package from the following product package, to form an independent product package.
- the system provides a sterile environment for each process after the packaging material has been sterilized, until the packaging material is completely closed.
- the interior of the space is filled with sterile hot air, which is used to resist air from the outside, and thereby ensure that the packaging material interior and the product are sterile.
- the filling apparatus uses a hot filling process.
- residual heat of the product is used to sterilize parts of the inner wall of the packaging material which might contact the product.
- the dispensing interface is attached to the outer surface of the packaging material, and is not in communication with the interior of the package, it will not damage the sealing of the packaging material, and thus will not cause any contamination of the product, and the attachment of the dispensing interface to the outside of the packaging material enables online forming and filling to obtain a product package having a dispensing interface.
- the interface base part of the dispensing interface is attached to the outer surface of the packaging material; it may be attached to a first part of the packaging material or a second part of the packaging material. Soldering, adhesive bonding or a similar method may for example be used to attach the dispensing interface to the packaging material.
- the dispensing interface may be attached to the packaging material in any step after sterilization of the packaging material, and may be attached to the packaging material after separating a closed package from the following package to form an independent package, but the dispensing interface is preferably attached to the packaging material before a closed product package is separated from the following product package to form an independent product package.
- the interface attaching apparatus may attach the dispensing interface to an outer surface of packaging material which has not been formed to have a space for holding a product to be dispensed.
- the system also comprises an interface sterilization apparatus, for sterilizing the dispensing interface, to ensure that the dispensing interface does not bring microbial contamination into a sterile space.
- the interface attaching apparatus may attach the dispensing interface to an outer surface of packaging material which has a space for holding a product to be dispensed.
- the dispensing interface need not be rigorously sterilized by the interface sterilization apparatus. This is because the dispensing interface will not contact the product, and the quantity of bacteria contained in the part which contacts the outer surface of the packaging material is very small; since the bacteria will only contact nutritional substance (i.e. the product in the product package) after product dispensing begins, and the period of time between the start of product dispensing and completion of dispensing is generally short, the effect of bacteria on product quality is very small, and can be neglected.
- the dispensing interface is attached to the outer surface of packaging material which has not been formed to have a space for holding a product to be dispensed, the requirements on process conditions are significantly reduced, which is more suitable for industrial production.
- the first closing apparatus is further used for dividing a package internal space into a first space and a tubular space in communication with each other.
- the system also comprises a second closing apparatus, for dividing a package internal space into a first space and a tubular space in communication with each other.
- the package internal space is made to include a first space and a tubular space in communication with each other by partially bonding together opposing first and second parts of the packaging material, to form a long, narrow bonded part which divides the package internal space into a first space and a tubular space which can be used as a dispensing port, the first space and the tubular space being in communication with each other.
- the package internal space is made to include a first space and a tubular space in communication with each other by forming the package internal space to include a first space and a tubular space which extends outward from the first space and can be used as a dispensing port.
- the product package preferably has an external shape suited to close arrangement.
- the product package having a tubular space dispensing structure according to the present invention does not require the introduction of other structural components and materials, because it is formed completely by the packaging material itself, therefore material costs are reduced.
- the amount of packaging material need only be increased by 5 - 8% to ensure that the volume of the package remains unchanged. Since there is no need for an additional dispensing interface and an interface sterilization step, the process flow and process costs are simplified. Moreover, the product only contacts the packaging material when being dispensed, further reducing the risk of contamination.
- the present invention also provides a method for forming a product package by online forming, filling and sealing comprising the following steps: sterilizing a packaging material; forming the sterilized packaging material to have a space for holding a product to be dispensed; filling the space with sterile hot air to resist air from the outside and thereby ensure that the packaging material interior and the product are sterile; attaching a dispensing interface comprising an interface base part, an interface connection mouth, and an interface neck part located therebetween to an outer surface of the packaging material; conveying the packaging material using an inclined conveyor belt, wherein the conveyor belt provides support to the packaging material to reduce tension in the packaging material caused by the product to be dispensed; filling the space for holding the product to be dispensed in the packaging material with the product to be dispensed by inserting a filling tube into the space through a part of the packaging material that has not yet been closed longitudinally; and completely closing the packaging material filled with the product, to obtain the product package; wherein additional support is provided for the packaging material
- the packaging material is sterilized, then the packaging material is made into a shape having a space for holding a product to be dispensed, and finally the space is filled with the product to be dispensed.
- the packaging material is provided with a certain amount of support, therefore the method may be used to produce large-volume packages.
- the method of the present invention integrates production and filling of large-volume packages, significantly shortening the supply chain and increasing production efficiency.
- the sterilization may employ sterilization methods including sterilization by irradiation and hydrogen peroxide sterilization.
- the provision of support for the packaging material may be accomplished using e.g. an inclined conveyor belt, a bearing apparatus, a vertical conveyor belt in coordination with a bearing apparatus, etc.
- the packaging material is generally a coiled sheet material.
- the forming comprises: folding the packaging material, to form a first part and a second part facing each other; longitudinally closing edges of the folded packaging material, to form a tubular shape. The interior of the tubular shape is then the space for holding the product to be dispensed.
- the filling consists of inserting a filling tube into the space for holding the product to be dispensed in the packaging material through a part of the packaging material which has not yet been closed longitudinally, filling the space with the product to be dispensed, such as beverage or beverage concentrate liquid, or liquid containing solids. Therefore, with the present method, there is no longer a need to specially provide an interface for filling on the packaging material.
- each process step after the packaging material has been sterilized is carried out in a sterile environment until the packaging material is completely closed to obtain the product package.
- the packaging material has been formed to have the space for holding the product to be dispensed
- the interior of the packaging space is filled with sterile hot air, for resisting air from outside, thereby ensuring that the packaging material interior and the product are sterile.
- the filling employs a hot filling process.
- residual heat in the product is utilized to sterilize parts of the inner wall of the packaging material which might contact the product.
- the dispensing interface Since the dispensing interface is attached to the outer surface of the packaging material, it will not damage the sealing of the packaging material, and thus will not cause any contamination of the product, and the attachment of the dispensing interface to the outside of the packaging material enables online forming and filling to obtain a package having a dispensing interface.
- the interface base part of the dispensing interface is attached to the packaging material; it may be attached to a first part of the packaging material or a second part of the packaging material. Soldering, adhesive bonding or a similar method may for example be used to attach the dispensing interface to the packaging material.
- the dispensing interface may be attached to the packaging material in any step after sterilization of the packaging material, and may be attached to the packaging material after separating a closed package from the following package to form an independent package, but the dispensing interface is preferably attached to the packaging material before a closed product package is separated from the following product package to form an independent product package.
- the method also comprises sterilizing the dispensing interface, to ensure that the dispensing interface does not carry microbial contamination into a sterile space.
- the method further comprises dividing a package internal space into a first space and a tubular space in communication with each other.
- the method forms a long, narrow bonded part such that the long, narrow bonded part divides the package internal space into a first space and a tubular space which can be used as a dispensing port, the first space and the tubular space being in communication with each other.
- the method further comprises forming the package internal space to include a first space and a tubular space in communication with each other by forming the package internal space to include a first space and a tubular space which extends outward from the first space and can be used as a dispensing port.
- the product package preferably has an external shape suited to close arrangement.
- the product package having a tubular space dispensing structure according to the present invention does not require the introduction of other structural components and materials, because it is formed completely by the packaging material itself, therefore material costs are reduced.
- the amount of packaging material need only be increased by 5 - 8% to ensure that the volume of the package remains unchanged. Since there is no need for an additional dispensing interface and an interface sterilization step, the process flow and process costs are simplified. Moreover, the product only contacts the packaging material when being dispensed, further reducing the risk of contamination.
- the present invention also provides a large-volume packaging bag having a dispensing interface, comprising: a packaging bag, and a dispensing interface attached to an outer surface of the packaging bag, the dispensing interface comprising an interface base part in contact with a packaging material, an interface connection mouth and an interface neck part located therebetween.
- a first sealing structure is provided at the interface connection mouth of the dispensing interface.
- the first sealing structure is used to ensure that before the product is dispensed, the interior of the dispensing interface is clean, and will not be contaminated.
- a pull-open structure is provided on the first sealing structure, for separating the first sealing structure from the interface connection mouth at least partially.
- the pull-open structure may be a pull-ring, a T-shaped pull-open structure, etc.
- the packaging bag also comprises a cap having a pointed structure;
- the cap comprises a cap base part, a cap head part having a pointed structure, and a cap neck part located therebetween; when the cap is fitted to the dispensing interface, the pointed structure is used to pierce the packaging material.
- the pointed structure is used to pierce the packaging material.
- first of all the first sealing structure is taken out (e.g. pulled out), then the cap head part is screwed or pushed into the dispensing interface through the interface connection mouth, the pointed structure on the cap head part will then pierce the packaging material, the cap is removed and then the product in the package can be dispensed.
- the packaging bag also comprises a cap having a pointed structure;
- the cap comprises a cap base part, a cap head part having a pointed structure, and a cap neck part located therebetween; when the cap is fitted to the dispensing interface, the pointed structure is used to pierce the packaging material;
- the cap neck part is a hollow structure; an opening is provided on the cap base part, the opening being in communication with the hollow structure; an additional cap is provided on the cap base part, for closing the opening.
- first of all the first sealing structure is taken out (e.g.
- cap head part is screwed or pushed into the dispensing interface through the interface connection mouth, the pointed structure on the cap head part will then pierce the packaging material, and then the product in the package can be dispensed.
- a cap having a hollow structure need not be taken off after piercing the packaging material; the product can be dispensed immediately.
- the packaging bag also comprises a cap having a pointed structure;
- the cap comprises a cap base part, a cap head part having a pointed structure, and a cap neck part located therebetween; when the cap is fitted to the dispensing interface, the pointed structure is used to pierce the packaging material;
- the cap neck part is a hollow structure; an opening is provided on the cap base part, the opening being in communication with the hollow structure; a connecting tube is provided on that side of the cap base part which is remote from the cap head part, the opening being in communication with the connecting tube.
- first of all the first sealing structure is taken out (e.g.
- a product dispensing tube may be mounted on the connecting tube.
- a cap which includes not only a hollow structure but also a connecting tube, need not be taken off after piercing the packaging material, and can be directly connected to the product dispensing tube, to make dispensing of the product more convenient.
- the cap and the product dispensing tube can be assembled in advance, and packed together in a clean sealed packaging bag and included as an accessory. The other end of the product dispensing tube is preferably sealed.
- the product package is placed on a product dispensing device and the product dispensing tube is fitted into a dispensing valve, then the sealed end of the product dispensing tube is cut off, and the product is dispensed for sale under the control of the dispensing valve.
- the cap can be attached to a product package which has been completely closed and has a dispensing interface, to be sold and transported etc. as a single unit together with the product package, but may also be connected with the dispensing interface in a fitted manner, and may also be packaged independently as a unit to be sold and transported etc.
- the cap is packaged independently, and thus can be used repeatedly.
- a layer of annular material which can be taken off is provided between the dispensing interface and the cap.
- the pointed structure is separated from the packaging material by a certain distance due to the presence of the annular material; when the cap is being used, the annular material is taken off, the cap is rotated downwards or pressed down, and the pointed structure contacts the packaging material, piercing the packaging material.
- the cap and dispensing interface are provided with matching second sealing structures, for ensuring that when the cap is fitted to the dispensing interface, a seal has already been formed in the dispensing interface before the packaging material is pierced by the pointed structure of the cap head part, so the product can only flow out of the interior of the packaging material directly through the cap neck part.
- the second sealing structures produce an interference fit between the interface neck part and the cap neck part, thereby avoiding leakage of product to the outside of the sealed region and consequent contamination on the one hand, and keeping the region through which the product flows sterile on the other hand, further guaranteeing product quality.
- the second sealing structure is a projection disposed on an inner wall of the interface neck part or a projection on an outer wall of the cap neck part.
- the second sealing structure is a sealing ring disposed on an inner wall of the interface neck part or on an outer wall of the cap neck part.
- the fitting between the dispensing interface and the cap may be such that a first screw-thread is provided on an inner wall of the interface neck part, a second screw-thread is provided on an outer wall of the cap neck part, and the first screw-thread matches the second screw-thread; it may also be such that the cap base part comprises a cap base part bottom and a cap base part sidewall; a third screw-thread is provided on an outer wall of the interface neck part, a fourth screw-thread is provided on an inner wall of the cap base part sidewall, and the third screw-thread matches the fourth screw-thread.
- the present invention also provides a large-volume packaging bag having a tubular space, an internal space of the packaging bag comprising a first space and a tubular space in communication with each other.
- the packaging bag comprises a long, narrow bonded part which divides the internal space of the packaging bag into a first space and a tubular space which can be used as a dispensing port, the first space and the tubular space being in communication with each other.
- the internal space of the packaging bag comprises a first space and a tubular space which extends outward from the first space and can be used as a dispensing port.
- the packaging bag has an external shape suited to close arrangement.
- the present invention is mainly explained in relation to fluid consumable products, for example but not limited to ready-to-drink products and mixed products (e.g. syrups).
- fluid consumable products for example but not limited to ready-to-drink products and mixed products (e.g. syrups).
- mixed products e.g. syrups
- the concepts here can be used in various applications, for example used together with unsterilized product packaging, solid product packaging, and other packaging processes for assembly lines.
- Fig. 1 is a schematic diagram of a system 100 for online forming, filling and sealing to form a product package 190 according to a first example of the present invention.
- Fig. 2 is another schematic diagram of a system 100 according to a first example of the present invention.
- Feeding roller 110 - a coiled sheet packaging material 120 passes through a sterilization apparatus 130, pulled by the feeding roller 110, to undergo sterilization.
- the packaging material 120 may be made of film, paper, or a barrier material (e.g. aluminium (AL) or ethylene-vinyl alcohol copolymer (EVOH)), and film, paper and barrier material may be combined by coating or a laminating forming process according to different protection requirements.
- a barrier material e.g. aluminium (AL) or ethylene-vinyl alcohol copolymer (EVOH)
- film, paper and barrier material may be combined by coating or a laminating forming process according to different protection requirements.
- the packaging material 120 is a hard material that must be folded, and the package obtained is also hard. When no paper is present, the shape of the package obtained is bendable.
- the packaging material 120 is film.
- Sterilization apparatus - a sterilization tank 130 is used to sterilize the packaging material 120.
- Hydrogen peroxide (H 2 O 2 ) is put into the sterilization tank 130, the packaging material 120 is washed by immersion therein, then rinsed in water, and finally dried with sterile hot air, to obtain sterilized packaging material 120.
- Forming apparatus - a forming apparatus 140 is used to form the packaging material so as to have a space for holding a product to be dispensed, and comprises: a folding unit, for folding the packaging material 120, wherein after being folded, the packaging material 120 comprises a first part 121 and a second part 122 opposite the first part 121; and a longitudinal closing unit, for closing edges of the folded packaging material 120 longitudinally, to form a tubular shape. After forming, the packaging material 120 has a space for holding a product to be dispensed.
- Inclined conveyor belt 150 - the sterilized packaging material 120 is then borne and conveyed by an inclined conveyor belt 150.
- the second part 122 of the packaging material 120 is adjacent to the conveyor belt 150.
- Forming of the packaging material 120 may be completed before it is borne onto the conveyor belt 150, or performed after it is borne onto the conveyor belt 150.
- the conveyor belt 150 may also comprise multiple structural components (not shown in the drawing), for supporting or distributing the weight of the packaging material 120 and the product with which it is filled.
- the conveyor belt 150 may comprise a grid or a grid-like structure to distribute weight and reduce tension in the packaging material 120.
- the angle 155 of inclination of the conveyor belt 150 with respect to the horizontal can reduce the tension on the packaging material 120 caused by the product weight.
- the size of the angle 155 is sufficient to reduce the tension of the packaging material 120.
- the angle 155 is in the range 5° - 85°.
- the angle 155 may for example be approximately 45 degrees above the horizontal to approximately 90 degrees above the horizontal (i.e. approximately perpendicular to the horizontal), because the effect of the weight of such a product on the packaging material 120 is small.
- the angle 155 may for example be approximately 0 degrees above the horizontal to approximately 75 degrees above the horizontal.
- Filling apparatus - Fig. 1 shows part of a filling tube 160 of the filling apparatus.
- the filling tube 160 is inserted into the space for holding the product to be dispensed in the packaging material 120 through a part of the packaging material 120 that has not yet been closed longitudinally, and the space is filled with low-temperature or high-temperature product to be dispensed (e.g. fluid or a similar substance).
- First closing apparatus (not shown in the drawing) - after filling the space for holding the product to be dispensed in the packaging material 120 with the required product, a first closing apparatus (not shown in the drawing) is used to close the packaging material completely.
- the first closing apparatus for example may be a transverse sealing device.
- the transverse sealing device is used to press the package filled with product.
- a completely closed product package 190 has been formed.
- the product package 190 may also undergo further subsequent sterilization. For example, thermal sterilization.
- thermal sterilization For instance, in the case of cold-filled products, the completed product package 190 might need thermal sterilization.
- the completed product package 190 In the case of hot-filled products, the completed product package 190 might not need subsequent sterilization.
- subsequent sterilization may not be needed in the case of hot-filled products, a subsequent cooling process may be needed.
- Interface attaching apparatus used for attaching a dispensing interface 170 to an outer surface of the packaging material 120; the dispensing interface 170 comprises an interface base part 172, an interface connection mouth 174 and an interface neck part 173 located therebetween.
- the dispensing interface 170 may be integrally formed, or may be formed by attaching the interface neck part 173 having the interface connection mouth 174 to the interface base part 172.
- the material of the interface base part 172 allows the interface neck part 173 to be attached to one side of the interface base part 172, and allows the other side of the interface base part 172 to be attached to the exterior of the packaging material 120; the material of the interface neck part 173 having the interface connection mouth 174 allows the interface neck part 173 to be attached to one side of the interface base part 172.
- the dispensing interface 170 is formed in such a way as to allow product to be poured out of the product package 190 (e.g. a typical dispensing interface). Fig.
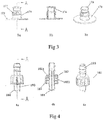
- FIG. 3 is a structural schematic diagram of the dispensing interface 170 in a first example ( Fig. 3a is a front view, Fig. 3b is a sectional view along A-A in Fig. 3a, and Fig. 3c is a perspective view).
- a first sealing structure 175 is provided at the interface connection mouth 174 of the dispensing interface 170.
- the first sealing structure is used to ensure that before the product is dispensed, the interior of the dispensing interface 170 is clean, and will not be contaminated.
- a pull-open structure (not shown in the drawing) is provided on the first sealing structure, for separating the first sealing structure from the interface connection mouth at least partially, and may be a pull-ring, a T-shaped pull-open structure, etc.
- the present invention employs a cap 180 having a pointed structure for use in cooperation with the dispensing interface 170.
- the cap 180 can contact and pierce the packaging material 120 through the dispensing interface 170 in order to dispense product.
- Fig. 4 is a structural schematic diagram of the cap 180 in a first example ( Fig. 4a is a front view, Fig. 4b is a sectional view along A-A in Fig. 4a, and Fig. 4c is a perspective view).
- Fig. 5 is a structural schematic diagram of the cap 180 fitted to the dispensing interface 170 in a first example ( Fig. 5a is a front view, Fig. 5b is a sectional view along A-A in Fig. 5a, and Fig. 5c is a perspective view).
- Fig. 6 is another structural schematic diagram of the cap 180 fitted to the dispensing interface 170 in a first example.
- the cap 180 comprises a cap base part 182, a cap head part 184 having a pointed structure 181, and a cap neck part 183 located therebetween; when the cap 180 is fitted to the dispensing interface 170, the pointed structure 181 will pierce the packaging material 120; the cap neck part 183 is a hollow structure; an opening is provided on the cap base part 182, the opening being in communication with the hollow structure; a connecting tube 185 is provided on that side of the cap base part 182 which is remote from the cap head part 184, the opening being in communication with the connecting tube 185.
- the cap 180 can be screwed into or pressed into the dispensing interface 170; for instance, a first screw-thread 176 is provided on an inner wall of the interface neck part 173, a second screw-thread 186 is provided on an outer wall of the cap neck part 183, and the first screw-thread 176 matches the second screw-thread 186.
- a third screw-thread 177 is provided on an outer wall of the interface neck part 173, the cap base part 182 comprises a cap base part bottom 1821 and a cap base part sidewall 1822; a fourth screw-thread 187 is provided on an inner wall of the cap base part sidewall 1822, and the third screw-thread 177 matches the fourth screw-thread 187.
- first of all the first sealing structure 175 is taken out (e.g. pulled out), then the cap head part 184 is screwed or pushed into the dispensing interface 170 through the interface connection mouth 174, the pointed structure 181 on the cap head part 184 will then pierce the packaging material 120, and then the product in the package can be dispensed.
- a product dispensing tube 200 may be mounted on the connecting tube 185.
- a cap which includes not only a hollow structure but also a connecting tube, obviates the need to take off the cap after piercing the packaging material, and can be directly connected to the product dispensing tube, to make dispensing of the product more convenient.
- the cap and the product dispensing tube can be assembled in advance, and packed together in a clean sealed packaging bag and included as an accessory.
- the other end of the product dispensing tube is preferably sealed. This can ensure that when the cap is connected to the product package, the entire internal product path is still in a clean, closed space.
- the product package is placed on a product dispensing device and the product dispensing tube is fitted into a dispensing valve, then the sealed end of the product dispensing tube is cut off, and the product is dispensed for sale under the control of the dispensing valve.
- the cap 180 and dispensing interface 170 are provided with matching second sealing structures.
- the second sealing structures produce an interference fit between the interface neck part 173 and the cap neck part 183, thereby ensuring that a sealed region has been formed already before the packaging material 120 attached to the dispensing interface 170 is pierced by the pointed structure 181 of the cap head part 184, and the product can only flow out of the interior of the packaging material 120 through the cap neck part 183; thus, on the one hand, leakage of product to the outside of the sealed region and consequent contamination are avoided, and on the other hand, the region through which the product flows is kept sterile, further guaranteeing product quality.
- the second sealing structure may be a projection disposed on an inner wall of the interface neck part 173 or a projection on an outer wall of the cap neck part 183, and may also be a sealing ring 178 disposed on an inner wall of the interface neck part 173 or a sealing ring on an outer wall of the cap neck part 183.
- the cap can be attached to a product package which has been completely closed and has a dispensing interface, to be sold and transported etc. as a single unit together with the product package, but may also be connected with the dispensing interface in a fitted manner, and may also be packaged independently as a unit to be sold and transported etc.
- the cap is packaged independently, and thus can be used repeatedly.
- a layer of annular material which can be taken off is provided between the dispensing interface and the cap.
- the pointed structure is separated from the packaging material by a certain distance due to the presence of the annular material; when the cap is being used, the annular material is taken off, the cap is rotated downwards or pressed down, and the pointed structure contacts the packaging material, piercing the packaging material.
- Dividing apparatus - a dividing apparatus is used to separate a completely closed package from the following package.
- a completely closed product package 190 can be separated from the following package using a large number of cut-off apparatuses already known in the prior art.
- a cutter 210 can be used to cut apart the completely closed product package 190 and the following package at a fixed interval (e.g. according to a predetermined size or predetermined time period), to obtain an independent product package 190.
- the independent product package 190 can then proceed to a subsequent process or be prepared for shipping.
- the completely closed product package 190 and the following package can be connected in a breakable fashion, and therefore need not be separated during production; the two can be separated at the time of use.
- the dispensing interface 170 may be attached to the outside of the independent product package 190 after the independent product package 190 is obtained.
- each process step after the packaging material 120 has been sterilized is carried out in a sterile environment until the packaging material is completely closed to obtain the product package 190.
- the sterile environment is equipped with multiple sterile air filters in order to cushion a sterile or sterilized product therein and maintain a clean environment during filling and sealing. It can be appreciated that in order to ensure a sterile environment in a sterile space, the sterile space is kept at normal pressure, to resist air from outside. The sterile space ensures that the package is filled and sealed in high-quality environmental conditions. In such an environment, the product, package and closing element (e.g. sealing element) all have a low biological load, so the microbe content of the product can be minimized.
- the product, package and closing element e.g. sealing element
- the dispensing interface 170 can be attached by e.g. soldering, adhesive or a similar method to any position suitable for attaching the interface base part 172 on the outside of the first part 121 or second part 122 of the packaging material 120.
- the dispensing interface 170 may be attached to the outside of the first part 121 or second part 122 of the packaging material 120 when the packaging material 120 has not yet been closed longitudinally and formed to have a space for holding a product to be dispensed.
- the dispensing interface 170 may also be attached to the outside of the first part 121 or second part 122 of the packaging material 120 when the packaging material 120 is longitudinally closed and formed to have a space for holding a product to be dispensed.
- the dispensing interface 170 may also be attached to the outside of the first part 121 or second part 122 of the packaging material 120 when the space of the packaging material 120 is filled with product to be dispensed.
- the dispensing interface 170 may also be attached to the outside of the first part 121 or second part 122 of the packaging material 120 after the space of the packaging material 120 has been completely filled with product and the packaging material 120 is completely closed.
- the dispensing interface 170 In the case where the dispensing interface 170 is attached to the packaging material 120 when the packaging material 120 has not yet been closed longitudinally and formed to have a space for holding a product to be dispensed, the dispensing interface 170 must first be sterilized, for example by means of an interface sterilization apparatus, because the dispensing interface 170 might contact the product.
- the dispensing interface 170 is attached to an outer surface of the packaging material 120 at any time after the packaging material 120 has been closed longitudinally and formed to have a space for holding a product to be dispensed. In this case, since the dispensing interface 170 will not contact the product, the attachment thereof can be carried out in a non-sterile environment. If the product does not require a sterilized environment (e.g. a product highly resistant to rotting), the dispensing interface 170 can be attached at any time.
- a sterilized environment e.g. a product highly resistant to rotting
- a hot filling process is used when the filling apparatus is used to fill the space for holding the product to be dispensed in the packaging material 120 with the product to be dispensed.
- residual heat of the product is used to sterilize parts of the inner wall of the packaging material which might contact the product.
- the first closing apparatus is further used to divide an internal space of the package into a first space and a tubular space in communication with each other.
- the feeding roller 110, sterilization apparatus, packaging material 120, forming apparatus, filling apparatus and dividing apparatus are similar to those in the first example, and will not be expounded again here.
- a vertical conveyor belt is used to convey the packaging material 120. Forming of the packaging material 120 may be completed before it is borne onto the conveyor belt, or performed after it is borne onto the conveyor belt.
- a bearing apparatus e.g. a mechanical hand, is used to provide support for the weight of the packaging material 120 and the product with which it is filled. It can be appreciated that an inclined conveyor belt 150 and the bearing apparatus could also be used at the same time to convey and support the packaging material 120.
- the first closing apparatus is further used for partially bonding together the first part 121 and second part 122 of the packaging material 120 to form a long, narrow bonded part 161, which divides an internal space of the package into a first space 163 and a tubular space 162 which can be used as a dispensing port, the first space and the tubular space being in communication with each other.
- the first closing apparatus may be e.g. fusion, pressing or a similar method.
- Fig. 7 is a schematic diagram of the process of forming the product package obtained in a third example of the present invention.
- Fig. 7a shows a sheet packaging material being folded and formed to have a first part 121 and a second part 122. Subsequently, edges of the folded packaging material are closed longitudinally, so the packaging material forms a space for holding a product to be dispensed.
- Fig. 7b shows a schematic diagram of a completely closed product package having a tubular space. One end of a bonded part 161 extends to a short side edge 123 of the package, and the other end is located in a middle part of the package, dividing the internal space of the package into a tubular space 162 and a first space 163 in communication with each other.
- the bonded part 161 When the product package is used to dispense the product, the bonded part 161 is cut open and an end 164 of a tubular structure 166 formed by the tubular space 162 is cut open, enabling the product in the package to be dispensed.
- the bonded part 161 is cut open, and the tubular structure 166 is clearly shown; after being cut open, the end 164 of the tubular structure 166 can be used to dispense product.
- the long, narrow bonded part 161 is designed to be able to be torn open; this is more convenient for showing the tubular structure 166.
- a second closing apparatus is used to divide a package internal space into a first space and a tubular space in communication with each other.
- Fig. 8 is a schematic diagram of the process of forming the product package obtained in a fourth example of the present invention.
- Fig. 8a shows a sheet packaging material being folded and formed to have a first part 121 and a second part 122. Subsequently, edges of the folded packaging material are closed longitudinally, so the packaging material forms a space for holding a product to be dispensed.
- Fig. 8b shows a schematic diagram of a completely closed product package having a tubular space.
- One end of a bonded part 161 extends to a long side edge 124 of the package, and the other end is located in a middle part of the package, dividing the internal space of the package into a tubular space 162 and a first space 163 in communication with each other.
- the bonded part 161 is cut open, and a tubular structure 166 formed by the tubular space 162 is clearly shown; after being cut open, the end 164 of the tubular structure 166 can be used to dispense product.
- the closure, by the first closing apparatus, of the packaging material 120 filled with product may or may not take place at the same time as the partial bonding of the first part 121 and the second part 122 by the first closing apparatus or second closing apparatus.
- the bonded part 161 may be formed on the packaging material 120 before or during the filling process, or after filling and sealing. Since the product in the package will not be exposed to air when the bonded part 161 is being formed, the bonded part 161 need not be formed in a sterile space.
- the bonded part 161 should have a certain width, to ensure that when the bonded part 161 is cut open, the package will still be sealed.
- a terminal end 165 of the bonded part 161 is preferably round in shape. This will result in less resistance being encountered during product dispensing or filling.
- a second closing apparatus is used to form a package internal space so as to include a first space and a tubular space which extends outward from the first space and can be used as a dispensing port.
- the second closing apparatus may be e.g. fusion, pressing or a similar method.
- Fig. 9 is a schematic diagram of a product package obtained in the fifth example of the present invention.
- the sheet packaging material is folded and formed to include a first part and a second part, then edges of the folded packaging material are closed longitudinally, so the packaging material forms a space for holding a product to be dispensed.
- a second closing apparatus is used to form the package internal space so as to include a first space 163 and a tubular space 162 which extends outward from the first space and can be used as a dispensing port.
- the tubular space 162 has a tubular structure 166, which can be formed on the packaging material before, during or after the filling process.
- a first closing apparatus is used to form the package internal space so as to include a first space and a tubular space which extends outward from the first space and can be used as a dispensing port, i.e. when filled packaging material is being finally completely closed, at least one edge of the packaging material is closed to form a tubular structure extending outwards; this is most favourable for actual operation.
- the product package obtained preferably has an external shape suited to close arrangement.
- an edge opposite that edge which forms the outwardly extending tubular structure is a gap shape matching the tubular shape.
- Such a matching arrangement of gap and tubular shape can reduce the amount of space occupied by the package during subsequent transportation, and helps to reduce costs.
- the present invention can be used to produce a large-volume bag-in-box (BIB), filled with beverage or beverage concentrate.
- BIOB bag-in-box
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Bag Frames (AREA)
- Container Filling Or Packaging Operations (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201510250010.5A CN106275645A (zh) | 2015-05-15 | 2015-05-15 | 一种在线成型、填充并封装形成产品包装的系统和方法 |
| PCT/IB2016/000656 WO2016185266A2 (zh) | 2015-05-15 | 2016-05-13 | 一种在线成型、填充并封装形成产品包装的系统和方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3321198A2 EP3321198A2 (en) | 2018-05-16 |
| EP3321198A4 EP3321198A4 (en) | 2019-04-10 |
| EP3321198B1 true EP3321198B1 (en) | 2021-04-07 |
Family
ID=57319518
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16795958.4A Active EP3321198B1 (en) | 2015-05-15 | 2016-05-13 | System and method of in-line shaping, filling and enclosing to form product packaging |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20180178938A1 (ja) |
| EP (1) | EP3321198B1 (ja) |
| JP (1) | JP6877362B2 (ja) |
| CN (2) | CN106275645A (ja) |
| MX (1) | MX2017014569A (ja) |
| WO (1) | WO2016185266A2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106275645A (zh) * | 2015-05-15 | 2017-01-04 | 可口可乐公司 | 一种在线成型、填充并封装形成产品包装的系统和方法 |
| DE102019008631A1 (de) * | 2019-12-13 | 2021-06-17 | Khs Corpoplast Gmbh | Verfahren und Anlage zur Herstellung und Behandlung steriler Kunststoffbehälter |
| EP4105133A1 (en) * | 2021-06-15 | 2022-12-21 | Fameccanica.Data S.p.A. | A method and an apparatus for packaging articles |
| CN113581525B (zh) * | 2021-10-08 | 2021-12-24 | 长沙学院 | 一种vr眼镜镜片真空包装设备 |
Family Cites Families (68)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3630665A (en) * | 1966-06-30 | 1971-12-28 | Andersen Prod H W | Method of sterilization |
| US4112124A (en) * | 1971-04-26 | 1978-09-05 | Drisan Packaging Ltd. | Food packaging system and method |
| US3813845A (en) * | 1972-06-23 | 1974-06-04 | Gen Films Inc | Filling and sealing system |
| US4021283A (en) * | 1974-01-24 | 1977-05-03 | Weikert Roy J | Method of making aseptic packaging |
| JPS5422131Y2 (ja) * | 1974-08-07 | 1979-08-03 | ||
| US4027450A (en) * | 1976-01-19 | 1977-06-07 | Fmc Corporation | Pouch filling under air exclusion |
| US4027456A (en) * | 1976-01-19 | 1977-06-07 | Fmc Corporation | Air-free pouch packaging method |
| US4470240A (en) * | 1976-10-06 | 1984-09-11 | Torterotot Roland | Production of sterile packages |
| FR2473888A1 (fr) * | 1980-01-17 | 1981-07-24 | Erca | Procede et dispositif de sterilisation d'une bande thermoplastique servant au thermoformage de recipients steriles et installation de conditionnement sterile mettant en oeuvre lesdits procede et dispositif |
| US4519184A (en) * | 1981-01-13 | 1985-05-28 | Wrightcel Limited | Liquid filling apparatus |
| US4415085A (en) * | 1981-12-21 | 1983-11-15 | Eli Lilly And Company | Dry pharmaceutical system |
| DE3207426C2 (de) * | 1982-03-02 | 1985-04-04 | Hassia Verpackungsmaschinen GmbH, 6479 Ranstadt | Vorrichtung zur Herstellung von Behältern aus thermoplatischen Folienbändern |
| US4512136A (en) * | 1982-08-23 | 1985-04-23 | Trinity Associates, A Partnership Of The State Of Pennsylvania | Fitment attachment methods in horizontal form/fill/seal machines |
| US4910942A (en) * | 1983-11-23 | 1990-03-27 | Maxwell Laboratories, Inc. | Methods for aseptic packaging of medical devices |
| SE451829C (sv) * | 1984-02-16 | 1992-10-28 | Fidex Maskin Ab | Saett och anordning foer kontinuerlig vaermebehandling och foerpackning av vaetskeformig produkt |
| US4598529A (en) * | 1985-01-18 | 1986-07-08 | Pongrass Robert G | Method and apparatus for forming, filling and sealing flexible plastic bags |
| US4761250A (en) * | 1985-08-09 | 1988-08-02 | Rockwell International Corporation | Process for preparing 1,5-diazido-3-nitrazapentane |
| US4667152A (en) * | 1985-10-17 | 1987-05-19 | Hayes Raymond M | Method of and system for determining locations of sources of harmonics in a power distribution network |
| US4718215A (en) * | 1985-11-27 | 1988-01-12 | Baxter Travenol Laboratories, Inc. | Apparatus and method for attaching fitments to flexible containers |
| US4657152A (en) * | 1985-11-27 | 1987-04-14 | Baxter Travenol Laboratories, Inc. | Thermoplastic foam fitment |
| US5133172A (en) * | 1989-05-26 | 1992-07-28 | Baxter International Inc. | Vertical dancer with constant torque |
| JPH0366850U (ja) * | 1989-10-30 | 1991-06-28 | ||
| AR245418A1 (es) * | 1990-03-02 | 1994-01-31 | Emzo S A I C | Mejoras en bolsas laminares flexibles, con pico de descarga y una maquina para obtener dicha bolsa en forma masiva. |
| US5334180A (en) * | 1993-04-01 | 1994-08-02 | Abbott Laboratories | Sterile formed, filled and sealed flexible container |
| US5606844A (en) * | 1993-12-27 | 1997-03-04 | Sumitomo Bakelite Company, Limited | Process for producing a self-supporting package having an outlet stopper and an apparatus for producing said package |
| US5910138A (en) * | 1996-05-13 | 1999-06-08 | B. Braun Medical, Inc. | Flexible medical container with selectively enlargeable compartments and method for making same |
| US5944709A (en) * | 1996-05-13 | 1999-08-31 | B. Braun Medical, Inc. | Flexible, multiple-compartment drug container and method of making and using same |
| EP1088765A1 (en) * | 1999-10-01 | 2001-04-04 | Tetra Laval Holdings & Finance SA | Resealable opening device for sealed packages of pourable food products |
| JP2001212874A (ja) * | 2000-02-02 | 2001-08-07 | Shikoku Kakoki Co Ltd | 無菌容器成形充填方法 |
| RU2170692C1 (ru) * | 2000-06-06 | 2001-07-20 | Ложников Александр Николаевич | Установка для упаковки текучих продуктов в пакеты |
| US6718735B2 (en) * | 2002-03-19 | 2004-04-13 | Baxter International Inc. | Albumin in a flexible polymeric container |
| US20030196411A1 (en) * | 2002-04-19 | 2003-10-23 | Schroeder Alfred A. | Flexible packaging |
| US8100879B2 (en) * | 2002-11-18 | 2012-01-24 | Nestec S.A. | Connector device for enteral administration set |
| US6826892B2 (en) * | 2003-01-09 | 2004-12-07 | Glopak Inc. | Vertical form, fill and seal machine for handling large pouches |
| KR200319892Y1 (ko) * | 2003-02-03 | 2003-07-16 | 정은순 | 휴대용 음료봉지의 포장 구조 |
| SE525036C2 (sv) * | 2003-04-04 | 2004-11-16 | Born To Run Design Hb | Anordning och metod för sterilisering, fyllning och försegling av en förpackning |
| US6996952B2 (en) * | 2003-09-30 | 2006-02-14 | Codman & Shurtleff, Inc. | Method for improving stability and effectivity of a drug-device combination product |
| US20050147329A1 (en) * | 2004-01-07 | 2005-07-07 | Sports Pouch Beverage Company, Inc. | Beverage container |
| CA2569049C (en) * | 2004-06-01 | 2014-02-18 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| US7488311B2 (en) * | 2004-12-23 | 2009-02-10 | Hospira, Inc. | Port closure system for intravenous fluid container |
| NZ540021A (en) * | 2005-05-16 | 2008-01-31 | Sji Ltd | Dispensing closure, or cap, for use on containers such as bottles |
| DE102006016113B3 (de) * | 2006-04-04 | 2007-08-23 | Sig Technology Ag | Wiederverschließbares Ausgießelement für Karton/Kunststoff-Verbundpackungen |
| US9114569B2 (en) * | 2006-09-12 | 2015-08-25 | Pouch Pac Innovations, Llc | Automated machine and method for mounting a fitment to a flexible pouch |
| US8366855B2 (en) * | 2006-09-12 | 2013-02-05 | Ppi Technologies Global, Llc | Automated machine and method for mounting a fitment to a flexible pouch |
| JP2008074428A (ja) * | 2006-09-20 | 2008-04-03 | Toppan Printing Co Ltd | ワンピース口栓 |
| DE102007009798B4 (de) * | 2007-02-27 | 2009-04-09 | Khs Ag | Verfahren sowie Vorrichtung zum Sterilisieren von Verpackungsmaterial |
| US8443848B2 (en) * | 2007-06-28 | 2013-05-21 | Nestec S.A. | Port system for fastening a container to a connection system |
| JP5003360B2 (ja) * | 2007-08-31 | 2012-08-15 | 凸版印刷株式会社 | バッグインボックスのバッグ自動収納包装方法及び装置 |
| CN101678939B (zh) * | 2008-06-09 | 2013-05-01 | 贝克顿迪金森法国两合公司 | 无菌包装和使用这种包装的灭菌方法 |
| US7908829B2 (en) * | 2008-07-02 | 2011-03-22 | New Beginnings Contract Packaging Llc | Apparatus for manufacturing a squeezable flexible package |
| EP2325103B1 (en) * | 2008-07-07 | 2012-09-12 | GRC Pack Luxembourg S.A. | Closure for a flexible container |
| CN102448841B (zh) * | 2009-04-06 | 2014-08-27 | 国际包装创新有限责任公司 | 罗纹水钉 |
| EP2243706A1 (en) * | 2009-04-25 | 2010-10-27 | Nestec S.A. | A water fountain |
| JP5615534B2 (ja) * | 2009-11-25 | 2014-10-29 | 株式会社ファブリカトヤマ | 第二横シール装置、二段階横シール装置、充填包装装置および無菌充填包装装置 |
| US8375686B2 (en) * | 2009-12-22 | 2013-02-19 | Cryovac, Inc. | Aseptic packaging system, packaging process and package with external fitment |
| US20170113845A9 (en) * | 2010-02-06 | 2017-04-27 | Momentive Performance Materials, Inc. | Spout forming strip remnant |
| JP2012056607A (ja) * | 2010-09-10 | 2012-03-22 | Asahi Kasei Pax Corp | 飲料水用包装材料及びその製造方法 |
| US20120102883A1 (en) * | 2010-11-03 | 2012-05-03 | Stokely-Van Camp, Inc. | System For Producing Sterile Beverages And Containers Using Electrolyzed Water |
| DE102011017509A1 (de) * | 2011-04-26 | 2012-10-31 | Robert Bosch Gmbh | Verschluss mit Adapter |
| CN102700767B (zh) * | 2012-05-08 | 2014-06-11 | 哈尔滨博实自动化股份有限公司 | 装袋机构固定的横向移送满料袋的物料包装方法及装置 |
| CA2900643A1 (en) * | 2013-03-15 | 2014-09-18 | Automated Packaging Systems, Inc. | On-demand inflatable packaging |
| US10543944B2 (en) * | 2014-02-26 | 2020-01-28 | Mead Johnson Nutrition Company | Methods for aseptic packaging of low-acid foods |
| US10017286B2 (en) * | 2014-05-10 | 2018-07-10 | Dr. Py Institute Llc | Self closing and opening filling needle, needle holder, filler and method |
| CA2918410A1 (en) * | 2015-01-21 | 2016-07-21 | Liqui-Box Corporation | Piercing fitment assembly for flexible container |
| CN106275645A (zh) * | 2015-05-15 | 2017-01-04 | 可口可乐公司 | 一种在线成型、填充并封装形成产品包装的系统和方法 |
| US10160583B2 (en) * | 2015-05-27 | 2018-12-25 | Ds Smith Plastics Limited | Co-injection molded dispensing components |
| US10287081B2 (en) * | 2015-09-03 | 2019-05-14 | Fres-Co System Usa, Inc. | Aseptic package fluid dispensing apparatus |
| US10179677B2 (en) * | 2015-09-03 | 2019-01-15 | Fres-Co System Usa, Inc. | Aseptic package fluid dispensing apparatus and methods of dispensing liquids from flexible packages |
-
2015
- 2015-05-15 CN CN201510250010.5A patent/CN106275645A/zh active Pending
-
2016
- 2016-05-13 CN CN201680028249.0A patent/CN108349614B/zh active Active
- 2016-05-13 US US15/574,393 patent/US20180178938A1/en not_active Abandoned
- 2016-05-13 MX MX2017014569A patent/MX2017014569A/es unknown
- 2016-05-13 JP JP2017559573A patent/JP6877362B2/ja active Active
- 2016-05-13 EP EP16795958.4A patent/EP3321198B1/en active Active
- 2016-05-13 WO PCT/IB2016/000656 patent/WO2016185266A2/zh active Application Filing
-
2021
- 2021-06-07 US US17/341,001 patent/US20210292028A1/en not_active Abandoned
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018517624A (ja) | 2018-07-05 |
| CN106275645A (zh) | 2017-01-04 |
| JP6877362B2 (ja) | 2021-05-26 |
| CN108349614A (zh) | 2018-07-31 |
| WO2016185266A2 (zh) | 2016-11-24 |
| US20210292028A1 (en) | 2021-09-23 |
| WO2016185266A3 (zh) | 2018-05-03 |
| MX2017014569A (es) | 2018-03-09 |
| US20180178938A1 (en) | 2018-06-28 |
| EP3321198A2 (en) | 2018-05-16 |
| CN108349614B (zh) | 2020-11-10 |
| EP3321198A4 (en) | 2019-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210292028A1 (en) | System and method of in-line shaping, filling and enclosing to form product packaging | |
| EP3048064B1 (en) | Piercing fitment assembly for flexible container and flexible container | |
| EP2358609B1 (en) | Dispensing system for dispensing a pumpable product | |
| US10717579B2 (en) | Modified aseptic front pull piercing valve assembly | |
| EP2882652B1 (en) | Procedure for filling alcoholic beverages, in particular wine, into stand-up type pouches made from polylaminate material | |
| US20090283541A1 (en) | System and apparatus for dispensing pumpable products | |
| EP2479118A1 (en) | Dispensing closure system, flexible package with a dispensing closure system, method of filling the same by a form-fill-seal machine and method of dispensing a flowable product from said package | |
| US20120168025A1 (en) | disposable very lightweight package | |
| JPH07257501A (ja) | 包装容器を充填し仕上る方法 | |
| EP3253679B1 (en) | Pouch for liquids and method for making the same | |
| US20080008403A1 (en) | Aseptic package | |
| WO2023118070A1 (en) | Flexible packaging for a liquid and method of manufacturing such a packaging | |
| JP2014234208A (ja) | 口栓付包装容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20171214 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17D | Deferred search report published (corrected) |
Effective date: 20180503 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20190313 |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 9/20 20120101ALI20190306BHEP Ipc: B65B 3/02 20060101ALI20190306BHEP Ipc: B65B 61/18 20060101ALI20190306BHEP Ipc: B65B 55/10 20060101ALI20190306BHEP Ipc: B65B 55/04 20060101ALI20190306BHEP Ipc: B65B 43/52 20060101ALI20190306BHEP Ipc: B65B 55/02 20060101ALI20190306BHEP Ipc: B65B 43/04 20060101ALI20190306BHEP Ipc: B65B 65/00 20060101AFI20190306BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200207 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201117 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1379415 Country of ref document: AT Kind code of ref document: T Effective date: 20210415 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016055727 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210407 Ref country code: AT Ref legal event code: MK05 Ref document number: 1379415 Country of ref document: AT Kind code of ref document: T Effective date: 20210407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210707 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210708 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210807 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210809 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210707 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016055727 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210513 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210807 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160513 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230420 Year of fee payment: 8 Ref country code: DE Payment date: 20230419 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230420 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 |