EP3297014A1 - High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus - Google Patents
High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus Download PDFInfo
- Publication number
- EP3297014A1 EP3297014A1 EP16189608.9A EP16189608A EP3297014A1 EP 3297014 A1 EP3297014 A1 EP 3297014A1 EP 16189608 A EP16189608 A EP 16189608A EP 3297014 A1 EP3297014 A1 EP 3297014A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- vacuum chamber
- resin layer
- voltage switching
- switching device
- housing body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 238000005266 casting Methods 0.000 claims abstract description 66
- 229920005989 resin Polymers 0.000 claims abstract description 62
- 239000011347 resin Substances 0.000 claims abstract description 62
- 238000004382 potting Methods 0.000 claims abstract description 36
- 230000009477 glass transition Effects 0.000 claims abstract description 10
- 239000004033 plastic Substances 0.000 claims description 49
- 238000000034 method Methods 0.000 claims description 18
- 230000003746 surface roughness Effects 0.000 claims description 9
- 239000003822 epoxy resin Substances 0.000 claims description 4
- 229920000647 polyepoxide Polymers 0.000 claims description 4
- 238000005520 cutting process Methods 0.000 claims description 3
- 239000011248 coating agent Substances 0.000 abstract description 10
- 238000000576 coating method Methods 0.000 abstract description 10
- 238000010276 construction Methods 0.000 abstract 1
- 239000004020 conductor Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 238000007789 sealing Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 4
- 229920003319 Araldite® Polymers 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229910052593 corundum Inorganic materials 0.000 description 2
- 239000010431 corundum Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- -1 epoxy Chemical class 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000004447 silicone coating Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/60—Switches wherein the means for extinguishing or preventing the arc do not include separate means for obtaining or increasing flow of arc-extinguishing fluid
- H01H33/66—Vacuum switches
- H01H33/662—Housings or protective screens
- H01H33/66207—Specific housing details, e.g. sealing, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/60—Switches wherein the means for extinguishing or preventing the arc do not include separate means for obtaining or increasing flow of arc-extinguishing fluid
- H01H33/66—Vacuum switches
- H01H33/662—Housings or protective screens
- H01H33/66207—Specific housing details, e.g. sealing, soldering or brazing
- H01H2033/66223—Details relating to the sealing of vacuum switch housings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/60—Switches wherein the means for extinguishing or preventing the arc do not include separate means for obtaining or increasing flow of arc-extinguishing fluid
- H01H33/66—Vacuum switches
- H01H33/662—Housings or protective screens
- H01H33/66207—Specific housing details, e.g. sealing, soldering or brazing
- H01H2033/6623—Details relating to the encasing or the outside layers of the vacuum switch housings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H33/00—High-tension or heavy-current switches with arc-extinguishing or arc-preventing means
- H01H33/60—Switches wherein the means for extinguishing or preventing the arc do not include separate means for obtaining or increasing flow of arc-extinguishing fluid
- H01H33/66—Vacuum switches
- H01H33/666—Operating arrangements
- H01H2033/6665—Details concerning the mounting or supporting of the individual vacuum bottles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H2229/00—Manufacturing
- H01H2229/044—Injection moulding
Definitions
- Switchgear with vacuum chamber are for example from the DE 31 12 776 A1 and DE 40 27 723 A1 known.
- the known vacuum chambers have a housing body in which an immovable switching contact and a movable switching contact are arranged.
- the movable switching contact is actuated by an actuating unit.
- the drive of the actuator can be done with an electric drive unit.
- the vacuum chamber is inserted into a casting mold and sealed with a potting compound, such as epoxy, so that the vacuum chamber is enclosed by a solid potting after curing of the potting compound.
- the high-voltage switching device flows through current during operation, the power loss is released in the form of heat.
- the components of the housing body of the vacuum chamber which may be made of ceramic or metallic materials, such as copper, expand more than the solid potting housing.
- mechanical stresses and associated fine cracks in the solid plastic potting arise.
- the life of the switching device can thus be significantly reduced. In addition, unexpected rollovers can occur.
- the invention has for its object to reduce the risk of flashovers in high-voltage switchgear and switchgear with high-voltage switchgear. Another object of the invention is to provide a method with which a high-voltage switching device can be produced with improved electrical properties.
- the high-voltage switching device comprises a casting housing made of a casting resin, which encloses the housing body of the vacuum chamber, which has a fixed contact, which may be a switching or isolating contact, and a movable contact, which may be a switching or isolating contact, wherein between the inner wall of the potting and the outer wall of the housing body of the vacuum chamber, an intermediate layer is provided.
- This intermediate layer is a casting resin layer, wherein the glass transition temperature of the casting resin layer is between 10 and 40 ° C.
- the glass transition temperature of the casting resin layer is between 20 and 30 ° C. The glass transition temperature gives an indication of the dimensional stability of the plastic when exposed to heat.
- the modulus of elasticity of the casting resin of the casting resin layer of the vacuum chamber is less than 1000 MPa.
- the modulus of elasticity of the cast resin layer is greater than 100 MPa, more preferably greater than 500 MPa.
- a cast resin layer having a tensile strength of less than 20 MPa has proved to be particularly advantageous.
- the casting resin is preferably an epoxy resin.
- the plastic body may consist of one or more plastic elements which are interconnected.
- the plastic body consists of several plastic elements that can be easily and inexpensively manufactured by injection molding and then can be connected together. Individual plastic elements can be plugged into each other and / or glued or welded together. With the use of a plastic body not only the electrical properties of the switching device can be improved, but also its manufacture can be simplified.
- the cast resin layer may be applied to the housing body of the vacuum chamber by the method known in the art.
- the casting resin layer is applied by a pressure gelling or vacuum method so that the formation of air bubbles can be avoided.
- Fig. 1 shows the essential components of the invention of the high-voltage switching device
- Fig. 2 the vacuum chamber of the switching device shows.
- the corresponding parts are provided in the figures with the same reference numerals.
- the vacuum chamber may include, for example, a vacuum switching chamber for switching load currents or short-circuit currents in a circuit breaker or a vacuum isolation chamber for a circuit breaker or earthing switch or combined Be a switch. The invention will be described below with reference to a circuit breaker.
- an intermediate layer 3A made of a casting resin, which is more flexible than the casting resin of the potting 1.
- the flexible casting resin has a glass transition temperature (Tg) which is between 10 and 40 ° C.
- Tg glass transition temperature
- the maximum tensile stress (tensile strength) of the casting resin is less than 20 MPa and the elongation at break (tensile strength) greater than 9%.
- the elastic modulus (modulus of elasticity) of the casting resin is less than 1000 MPa.
- the modulus of elasticity of Casting resin greater than 100 MPa, more preferably greater than 500 MPa, in particular about 600 MPa.
- Araldite® Heuntsman Advanced Materials
- Araldite® S-HCEP or Araldite® CW 1491 / HW 1491 has proven to be particularly advantageous.
- the actuator 8 has an upper, hollow cylindrical portion 8A, which is located in the chamber 6 and a lower, pin-shaped portion 8B, which is longitudinally displaceably guided in the cylinder space of the upper portion and extending from the chamber 6.
- the upper end portion of the lower portion 8B is supported on a compression spring 9 in the cylinder space of the upper portion 8A. If the lower one Section 8 B is moved, also shifts the upper portion 8 A, so that the movable switching contact element 5 is displaced axially.
- the compression spring 9 serves to damp the shocks during the actuation of the actuating member 8.
- the drive of the actuator 8 is effected with a drive unit, not shown, which moves the lower portion 8 B in the axial direction.
- the plastic body 16 in the lower housing half 1B of the potting housing 1 is composed of a plurality of plastic elements 16A, 16B, 16C.
- Fig. 3 shows the plastic elements 16A, 16B, 16C in an exploded view.
- the plastic body 16 has in the upper half of the chamber 6A an upper shell-shaped plastic element 16A and a lower, shell-shaped plastic elements 16B which surround the movable conductor part 12, and has in the lower chamber half 6B a cylindrical plastic element 16C which surrounds the bellows 11.
- the plastic members 16A, 16B, 16C are formed so that they can be assembled properly. They are tightly inserted into each other and / or glued or welded together. All plastic elements 16A, 16B, 16C have rounded corners or edges.
- the cover 13 of the potting housing 1, which closes the liquid-filled chamber 6, is sealed in a liquid-tight manner with respect to the cylindrical plastic part 16C with a sealing ring 18 located between the cover and the plastic part.
- the housing body 1 of the vacuum chamber 2 is inserted into a casting mold, not shown, which may consist of two mold halves, and in the space between the inner wall of the mold halves and the outer wall of the Housing body 3, the casting resin is filled.
- the coating or coating of the housing body 3 can be done with the known Druckgeliervon.
- the filling pressure should be above 1 bar. Typical values are 3 to 7 bar. So a bubble-free casting can be guaranteed.
- a casting mold for the production of the potting housing 1 of the switching device, a casting mold, not shown in the figures is used, which is designed such that the shape and dimensions of the potting 1 and the shape and dimensions of the provided with the casting resin layer 3A vacuum chamber 2 and the rest Components of the switching device corresponds.
- the vacuum chamber 2 is used, wherein between the inner wall of the casting mold and the outer wall of the vacuum chamber 2, a gap 19 remains.
- the plastic body 16 is used, wherein between the wall of the casting mold and the plastic body 16, a gap 20 remains. Subsequently, the intermediate spaces 19, 20 are cast between casting mold and vacuum chamber or plastic body with a potting material, which has the material properties described above.
Landscapes
- Manufacture Of Switches (AREA)
- High-Tension Arc-Extinguishing Switches Without Spraying Means (AREA)
Abstract
Die Erfindung betrifft ein Hochspannungs-Schaltgerät mit einer Vakuumkammer und eine Schaltanlage mit einem Hochspannungs-Schaltgerät. Darüber hinaus betrifft die Erfindung ein Verfahren zur Herstellung eines Hochspannungs-Schaltgerätes mit einer Vakuumkammer. Das Hochspannungs-Schaltgerät weist ein Vergussgehäuse 1 aus einem Gießharz auf, das den Gehäusekörper 3 der Vakuumkammer 2 umschließt, die einen feststehenden Kontakt 4A und einen beweglichen Kontakt 5A aufweist, wobei zwischen der Innenwandung des Vergussgehäuses 1 und der Außenwandung des Gehäusekörpers 3 der Vakuumkammer 2 eine Zwischenschicht 3A vorgesehen ist. Das Hochspannungs-Schaltgerät zeichnet sich dadurch aus, dass diese Zwischenschicht eine Gießharzschicht 3A ist, wobei die Glasübergangstemperatur der Gießharzschicht zwischen 10 und 40 °C liegt. Bei einem derartigen Aufbau haben sich in Versuchen keine Risse in der Beschichtung oder Umhüllung des Gehäusekörpers der Vakuumkammer und keine äußeren Überschläge an dem Gehäusekörper gezeigt.The invention relates to a high voltage switching device with a vacuum chamber and a switchgear with a high voltage switching device. Moreover, the invention relates to a method for producing a high-voltage switching device with a vacuum chamber. The high-voltage switching device has a potting housing 1 made of a casting resin, which surrounds the housing body 3 of the vacuum chamber 2, which has a fixed contact 4A and a movable contact 5A, wherein between the inner wall of the potting 1 and the outer wall of the housing body 3 of the vacuum chamber. 2 an intermediate layer 3A is provided. The high-voltage switching device is characterized in that this intermediate layer is a casting resin layer 3A, wherein the glass transition temperature of the casting resin layer is between 10 and 40 ° C. In such a construction, in tests no cracks in the coating or wrapping of the housing body of the vacuum chamber and no external flashovers on the housing body have been shown.
Description
Die Erfindung betrifft ein Hochspannungs-Schaltgerät mit einer Vakuumkammer und eine Schaltanlage mit einem Hochspannungs-Schaltgerät. Darüber hinaus betrifft die Erfindung ein Verfahren zur Herstellung eines Hochspannungs-Schaltgerätes mit einer Vakuumkammer.The invention relates to a high voltage switching device with a vacuum chamber and a switchgear with a high voltage switching device. Moreover, the invention relates to a method for producing a high-voltage switching device with a vacuum chamber.
In Netzwerken aus elektrischen Stromleitungen finden Schaltanlagen Verwendung, mit denen die elektrische Energie verteilt wird. Schaltanlagen verfügen über Schaltgeräte, die zwischen elektrischen Kontakten eine elektrisch leitende Verbindung herstellen oder trennen. In Hochspannungs- oder Mittelspannungsnetzen werden Hochspannungs-Schaltgeräte verwendet, die den elektrischen Anforderungen an die hohen Spannungen in Hochspannungs- oder Mittelspannungsnetzen genügen. Die Spannungen der Hochspannungsnetze liegen im Allgemeinen zwischen 60 und 52 kV und der Mittelspannungsnetze zwischen 1kV und 52 kV.In networks of electric power lines switchgears are used, with which the electrical energy is distributed. Switchgear units have switchgear that establish or disconnect an electrically conductive connection between electrical contacts. In high-voltage or medium-voltage networks, high-voltage switching devices are used that meet the electrical requirements for high voltages in high-voltage or medium-voltage networks. The voltages of the high voltage grids are generally between 60 and 52 kV and the medium voltage grids between 1kV and 52 kV.
Es sind Hochspannungs-Schaltgeräte bekannt, die über eine Vakuumkammer verfügen, in der die elektrischen Kontakte angeordnet sind. Es sind aber auch Schaltgeräte bekannt, bei denen sich die elektrischen Kontakte in einer Gasatmosphäre aus Isoliergas, beispielsweise SF6, befinden. Die Verwendung von Vakuumkammern bietet im Gegensatz zu mit Isoliergas befüllten Kammern den Vorteil, dass Lastströme und Kurzschlussströme in einem relativ kleinen Volumen unterbrochen werden können, ohne dass die Gefahr der Emission heißer Schaltgase besteht. In luftisolierten Schaltgeräten wird eine besonders lange Isolationsstrecke benötigt, weshalb diese Schaltgeräte besonders viel Raum beanspruchen. Vakuumkammern werden in Schaltgeräten mit Leistungsschaltern, Erdungsschaltern, Trennschaltern oder Lasttrennschaltern eingesetzt.There are high-voltage switching devices are known which have a vacuum chamber in which the electrical contacts are arranged. But there are also switching devices are known in which the electrical contacts in a gas atmosphere of insulating gas, such as SF 6 , are located. The use of vacuum chambers, in contrast to filled with insulating gas chambers has the advantage that load currents and short-circuit currents can be interrupted in a relatively small volume, without the risk of emission of hot switching gases. In air-insulated switchgear, a particularly long insulation distance is required, which is why these switchgear take up very much space. Vacuum chambers are used in switching devices with circuit breakers, earthing switches, circuit breakers or switch disconnectors.
Schaltgeräte mit Vakuumkammer sind beispielsweise aus der
Der bewegliche Schaltkontakt wird von einer Betätigungseinheit betätigt. Der Antrieb der Betätigungseinheit kann mit einer elektrischen Antriebseinheit erfolgen.
Zur Reduzierung der Baugröße der Hochspannungs-Schaltgeräte und somit der die Schaltgeräte aufweisenden Schaltanlagen wird die Vakuumkammer in eine Vergussform eingesetzt und mit einer Vergussmasse, beispielsweise Epoxidharz, vergossen, so dass die Vakuumkammer nach dem Aushärten der Vergussmasse von einem festen Vergussgehäuse umschlossen wird.The movable switching contact is actuated by an actuating unit. The drive of the actuator can be done with an electric drive unit.
To reduce the size of the high-voltage switchgear and thus the switching devices having switchgear, the vacuum chamber is inserted into a casting mold and sealed with a potting compound, such as epoxy, so that the vacuum chamber is enclosed by a solid potting after curing of the potting compound.
Wird das Hochspannungs-Schaltgerät im Betrieb von Strom durchflossen, so wird die Verlustleistung in Form von Wärme freigesetzt. Infolge der Wärme dehnen sich die Komponenten des Gehäusekörpers der Vakuumkammer, die aus keramischen oder metallischen Materialien, beispielsweise Kupfer, bestehen können, stärker als das feste Vergussgehäuse aus. Dadurch können mechanische Spannungen und damit einhergehende feine Risse im festen Kunststoff-Verguss entstehen. Die Lebensdauer des Schaltgerätes kann somit erheblich reduziert werden. Darüber hinaus kann es zu unerwarteten Überschlägen kommen.If the high-voltage switching device flows through current during operation, the power loss is released in the form of heat. As a result of the heat, the components of the housing body of the vacuum chamber, which may be made of ceramic or metallic materials, such as copper, expand more than the solid potting housing. As a result, mechanical stresses and associated fine cracks in the solid plastic potting arise. The life of the switching device can thus be significantly reduced. In addition, unexpected rollovers can occur.
Aus diesem Grund werden im Stand der Technik Vakuumkammern in Hochspannungs-Schaltgeräten mit einer äußeren Silikonschicht versehen oder mit einem Schrumpfschlauch eingeschweißt. Die Beschichtung aus Silikon oder die Verwendung eines Schrumpfschlauches soll nicht nur die Entstehung von mechanischen Spannungen verhindern, sondern zusätzlich den Vorteil bieten, dass eine ausreichende Isolationsstrecke zwischen dem festen und dem beweglichen Schaltkontakt entlang der Außenseite der Vakuumkammer hergestellt wird. So sollen äußere Überschläge über die Vakuumkammer vermieden werden.For this reason, in the prior art vacuum chambers are provided in high-voltage switching devices with an outer silicone layer or welded with a shrink tube. The coating of silicone or the use of a shrink tube should not only prevent the formation of mechanical stresses, but also provide the advantage that a sufficient isolation distance between the fixed and the movable switch contact along the outside of the vacuum chamber is made. So outer flashovers on the vacuum chamber should be avoided.
In der Praxis hat sich gezeigt, dass die Beschichtung der Vakuumkammer vor allem bei höheren Spannungen, beispielsweise Spannungen ab 20 kV gegen Erde oder ab 36 kV verketteter Spannung, ein kritisches Element des Schaltgerätes ist. Versuche haben gezeigt, dass es auch bei mit Silikon beschichten Vakuumkammern zu Überschlägen zwischen der Silikonbeschichtung und der Vakuumkammer kommen kann.In practice, it has been shown that the coating of the vacuum chamber, especially at higher voltages, for example voltages from 20 kV to earth or from 36 kV of chained voltage, is a critical element of the switching device. Experiments have shown that even silicone-coated vacuum chambers can cause flashovers between the silicone coating and the vacuum chamber.
Der Erfindung liegt die Aufgabe zugrunde, die Gefahr von Überschlägen bei Hochspannungs-Schaltgeräten und Schaltanlagen mit Hochspannungs-Schaltgeräten zu verringern. Eine weitere Aufgabe der Erfindung liegt darin, ein Verfahren anzugeben, mit dem sich ein Hochspannungs-Schaltgerät mit verbesserten elektrischen Eigenschaften herstellen lässt.The invention has for its object to reduce the risk of flashovers in high-voltage switchgear and switchgear with high-voltage switchgear. Another object of the invention is to provide a method with which a high-voltage switching device can be produced with improved electrical properties.
Die Lösung dieser Aufgaben erfolgt erfindungsgemäß mit den Merkmalen der unabhängigen Patentansprüche. Die abhängigen Ansprüche betreffen bevorzugte Ausführungsformen der Erfindung.The solution of these objects is achieved according to the invention with the features of the independent claims. The dependent claims relate to preferred embodiments of the invention.
Umfangreiche Untersuchungen an verschiedenen Hochspannungs-Schaltgeräten haben eine nicht ausreichende Haftung der Silkonschicht an dem Gehäusekörper der Vakuumkammer gezeigt. Es hat sich gezeigt, dass die unzureichende Haftung für die Entstehung von Überschlägen zwischen dem festen und beweglichen Schaltkontakt entlang des Gehäusekörpers der Vakuumkammer zwischen Silikonschicht und Gehäusekörper ursächlich ist.Extensive investigations on various high-voltage switching devices have shown insufficient adhesion of the silicone layer to the housing body of the vacuum chamber. It has been found that the insufficient adhesion for the formation of flashovers between the fixed and movable switching contact along the housing body of the vacuum chamber between the silicone layer and the housing body is the cause.
Das erfindungsgemäße Hochspannungs-Schaltgerät weist ein Vergussgehäuse aus einem Gießharz auf, das den Gehäusekörper der Vakuumkammer umschließt, die einen feststehenden Kontakt, der ein Schalt- oder Trennkontakt sein kann, und einen beweglichen Kontakt, der ein Schalt- oder Trennkontakt sein kann, aufweist, wobei zwischen der Innenwandung des Vergussgehäuses und der Außenwandung des Gehäusekörpers der Vakuumkammer eine Zwischenschicht vorgesehen ist. Das Hochspannungs-Schaltgerät zeichnet sich dadurch aus, dass diese Zwischenschicht eine Gießharzschicht ist, wobei die Glasübergangstemperatur der Gießharzschicht zwischen 10 und 40 °C liegt. Vorzugsweise liegt die Glasübergangstemperatur der Gießharzschicht zwischen 20 und 30°C. Die Glasübergangstemperatur gibt einen Anhaltspunkt über die Formbeständigkeit des Kunststoffes bei Wärmeeinwirkung. Sie gibt die Temperatur an, bei der ein Kunststoff von einem flüssigen oder gummielastischen, flexiblen Zustand in einen glasigen oder hartelastischen, spröden Zustand übergeht. Die Beschichtung oder Umhüllung der Vakuumkammer hat eine größere Flexibilität als das feste Vergussgehäuse des Schaltgerätes. Bei einem derartigen Aufbau haben sich in Versuchen keine Risse in der Beschichtung oder Umhüllung des Gehäusekörpers gezeigt. Ferner wurden aufgrund der guten Haftung der Zwischenschicht mit der Vakuumkammer Überschläge zwischen dem festen und dem beweglichen Schaltkontakt entlang der Vakuumkammer verhindert.The high-voltage switching device according to the invention comprises a casting housing made of a casting resin, which encloses the housing body of the vacuum chamber, which has a fixed contact, which may be a switching or isolating contact, and a movable contact, which may be a switching or isolating contact, wherein between the inner wall of the potting and the outer wall of the housing body of the vacuum chamber, an intermediate layer is provided. The high-voltage switching device is characterized in that this intermediate layer is a casting resin layer, wherein the glass transition temperature of the casting resin layer is between 10 and 40 ° C. Preferably, the glass transition temperature of the casting resin layer is between 20 and 30 ° C. The glass transition temperature gives an indication of the dimensional stability of the plastic when exposed to heat. It indicates the temperature at which a plastic changes from a liquid or rubber-elastic, flexible state to a glassy or hard-elastic, brittle state. The coating or enclosure of the vacuum chamber has greater flexibility than the fixed potting of the switching device. In such a structure, in tests have no cracks in the Coating or wrapping of the housing body shown. Further, due to the good adhesion of the intermediate layer to the vacuum chamber, flashovers between the fixed and movable switch contacts along the vacuum chamber were prevented.
Eine bevorzugte Ausführungsform sieht vor, dass der Elastizitätsmodul des Gießharzes der Gießharzschicht der Vakuumkammer kleiner als 1000 MPa ist. Vorzugsweise ist der Elastizitätsmodul der Gießharzschicht größer als 100 MPa, besonders bevorzugt größer als 500 MPa. Eine Gießharzschicht mit einer Zugfestigkeit kleiner als 20 MPa hat sich als besonders vorteilhaft erwiesen. Das Gießharz ist vorzugsweise ein Epoxidharz.A preferred embodiment provides that the modulus of elasticity of the casting resin of the casting resin layer of the vacuum chamber is less than 1000 MPa. Preferably, the modulus of elasticity of the cast resin layer is greater than 100 MPa, more preferably greater than 500 MPa. A cast resin layer having a tensile strength of less than 20 MPa has proved to be particularly advantageous. The casting resin is preferably an epoxy resin.
Bei einer besonders bevorzugten Ausführungsform umfasst das Hochspannungs-Schaltgerät einen Kunststoffkörper, der von dem Vergussgehäuse umschlossen wird. In dem Kunststoffkörper ist eine Betätigungseinheit für den beweglichen Kontakt der Vakuumkammer angeordnet. Der Gehäusekörper der Vakuumkammer ist vorzugsweise in einer in der Einbaulage des Schaltgerätes oberen Gehäusehälfte und der Kunststoffkörper ist in einer unteren Gehäusehälfte des Vergussgehäuses angeordnet.In a particularly preferred embodiment, the high-voltage switching device comprises a plastic body which is enclosed by the potting housing. In the plastic body, an operating unit for the movable contact of the vacuum chamber is arranged. The housing body of the vacuum chamber is preferably in an upper half of the housing in the installed position of the switching device and the plastic body is arranged in a lower half of the casting housing.
Der Kunststoffkörper kann aus einem oder mehreren Kunststoffelementen bestehen, die miteinander verbunden sind. Vorteilhafterweise besteht der Kunststoffkörper aus mehreren Kunststoffelementen, die sich im Spritzgießverfahren einfach und kostengünstig herstellen und dann miteinander verbinden lassen. Einzelne Kunststoffelemente können ineinandergesteckt und/oder miteinander verklebt oder verschweißt werden. Mit dem Einsatz eines Kunststoffkörpers können nicht nur die elektrischen Eigenschaften des Schaltgerätes verbessert, sondern auch dessen Herstellung vereinfacht werden.The plastic body may consist of one or more plastic elements which are interconnected. Advantageously, the plastic body consists of several plastic elements that can be easily and inexpensively manufactured by injection molding and then can be connected together. Individual plastic elements can be plugged into each other and / or glued or welded together. With the use of a plastic body not only the electrical properties of the switching device can be improved, but also its manufacture can be simplified.
Bei einem Hochspannungs-Schaltgerät, bei dem ein derartiger Kunststoffkörper verwendet wird, erlaubt die Zwischenschicht eine sichere Abdichtung der Vakuumkammer gegenüber dem Kunststoffkörper, was für die Herstellung des Hochspannungs-Schaltgerätes von Vorteil ist, da beim Spritzgießen Gießharz nicht in einen Spalt zwischen Vakuumkammer und Kunststoffkörper gelangen kann.In a high-voltage switching device, in which such a plastic body is used, the intermediate layer allows a secure sealing of the vacuum chamber with respect to the plastic body, which is advantageous for the production of the high-voltage switching device, since in injection molding resin is not in a gap between the vacuum chamber and plastic body can get.
Zur sicheren Abdichtung weist der Kunststoffkörper bei einer besonders bevorzugten Ausführungsform an der Oberseite Vorsprünge oder Schneidkanten auf, die in die flexible Gießharzschicht an der Unterseite der Vakuumkammer eingeschnitten sind.For secure sealing, the plastic body in a particularly preferred embodiment on the top of projections or cutting edges, which are cut into the flexible casting resin layer on the underside of the vacuum chamber.
Die erfindungsgemäße Schaltanlage weist ein oder mehrere erfindungsgemäße Schaltgeräte auf.The switchgear according to the invention has one or more switching devices according to the invention.
Das erfindungsgemäße Verfahren zur Herstellung des erfindungsgemäßen Hochspannungs-Schaltgerätes sieht vor, dass die Oberfläche des Gehäusekörpers der Vakuumkammer zur Erhöhung der Oberflächenrauheit bearbeitet wird, bevor eine Gießharzschicht auf die Außenwandung des Gehäusekörpers der Vakuumkammer aufgebracht wird. Die Oberfläche des Gehäusekörpers wird vorzugsweise derart bearbeitet, dass die Oberflächenrauheit größer als 20 µm ist, vorzugsweise zwischen 20 µm und 40 µm liegt. Dadurch ist eine optimale Haftung zwischen Gießharz und Gehäusekörper gegeben. Eine Bearbeitung der Oberfläche des Gehäusekörpers der Vakuumkammer mit Glaskugelperlen hat sich als besonders vorteilhaft erwiesen. Die Oberfläche des Gehäusekörpers sollte auch entfettet werden.The inventive method for producing the high-voltage switching device according to the invention provides that the surface of the housing body of the vacuum chamber is processed to increase the surface roughness before a Gießharzschicht is applied to the outer wall of the housing body of the vacuum chamber. The surface of the housing body is preferably machined so that the surface roughness is greater than 20 microns, preferably between 20 microns and 40 microns. As a result, optimum adhesion between the casting resin and the housing body is given. Machining the surface of the housing body of the vacuum chamber with glass bead has proven to be particularly advantageous. The surface of the case body should also be degreased.
Die Gießharzschicht kann mit dem im Stand der Technik bekannten Verfahren auf den Gehäusekörper der Vakuumkammer aufgebracht werden. Vorzugsweise wird die Gießharzschicht mit einem Druckgelierverfahren- oder Vakuumverfahren aufgebracht, so dass sich die Bildung von Luftblasen vermeiden lassen.The cast resin layer may be applied to the housing body of the vacuum chamber by the method known in the art. Preferably, the casting resin layer is applied by a pressure gelling or vacuum method so that the formation of air bubbles can be avoided.
Nach dem Aufbringen der Gießharzschicht auf die Außenwandung des Gehäusekörpers der Vakuumkammer wird die Oberfläche der Gießharzschicht bearbeitet, um eine optimale Haftung mit dem Vergussgehäuse zu erzielen. Die Oberfläche der Gießharzschicht wird vorzugsweise derart bearbeitet, dass die Oberflächenrauheit größer als 90 µm ist, vorzugsweise zwischen 90 µm und 120 µm liegt. Als besonders vorteilhaft hat sich erwiesen, die Oberfläche der Gießharzschicht mit einem Korundstrahlverfahren zu bearbeiten. Ein derartiges Strahlverfahren gehört zum Stand der Technik. Die Oberfläche der Gießharzschicht sollte auch entfettet werden. Anschließend wird die Vakuumkammer in eine Vergussform eingesetzt. Für die Herstellung des Hochspannungs-Schaltgerätes kann eine Vergussform bereitgestellt werden, die in der Form und den Dimensionen der Kontur des Vergussgehäuses des Schaltgerätes entspricht. In die Vergussform kann auch der Kunststoffkörper eingesetzt werden. Daraufhin wird der Zwischenraum zwischen der Innenwandung der Vergussform und der Außenwandung der Vakuumkammer mit einem Gießharz vergossen. Dadurch wird das Vergussgehäuse geschaffen. In dem Kunststoffkörper kann ein Hohlraum zum Einbau der Betätigungseinheit für den beweglichen Schaltkontakt vorgesehen sein. Schließlich können noch weitere Baugruppen oder Bauteile des Hochspannungs-Schaltgerätes, beispielsweise die Betätigungseinheit oder mit dem feststehenden und beweglichen Schaltkontakt zu verbindende Leiterteile in den Vergusskörper bzw. den Kunststoffkörper eingesetzt werden.After the casting resin layer has been applied to the outer wall of the housing body of the vacuum chamber, the surface of the cast resin layer is processed to achieve optimum adhesion with the potting housing. The surface of the casting resin layer is preferably processed in such a way that the surface roughness is greater than 90 μm, preferably between 90 μm and 120 μm. It has proven particularly advantageous to machine the surface of the casting resin layer with a corundum jet method. Such a blasting process belongs to the state of the art. The surface of the casting resin layer should also be degreased. Subsequently, the vacuum chamber is inserted into a casting mold. For the production of the high-voltage switchgear a mold can be provided which corresponds in shape and dimensions to the contour of the potting of the switching device. In the casting mold and the plastic body can be used. Then, the gap between the inner wall of the casting mold and the outer wall of the vacuum chamber is potted with a casting resin. As a result, the potting is created. In the plastic body, a cavity for installation of the operating unit for the movable switching contact may be provided. Finally, further assemblies or components of the high-voltage switching device, for example, the operating unit or with the fixed and movable switching contact to be joined conductor parts in the potting or the plastic body can be used.
Im Folgenden wird ein Ausführungsbeispiel der Erfindung unter Bezugnahme auf die Zeichnungen näher erläutert.In the following an embodiment of the invention will be explained in more detail with reference to the drawings.
Es zeigen:
- Fig. 1
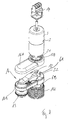
- ein Ausführungsbeispiel des erfindungsgemäßen Hochspannungs-Schaltgerätes in teilweise geschnittener perspektivischer Darstellung,
- Fig. 2
- eine teilweise geschnittene perspektivische Darstellung der Vakuumkammer des erfindungsgemäßen Hochspannungs-Schaltgerätes und
- Fig. 3
- eine Explosionsdarstellung von weiteren Bauteilen des erfindungsgemäßen Hochspannungs-Schaltgerätes.
- Fig. 1
- An embodiment of the high-voltage switching device according to the invention in a partially sectioned perspective view,
- Fig. 2
- a partially sectioned perspective view of the vacuum chamber of the high-voltage switching device according to the invention and
- Fig. 3
- an exploded view of other components of the high-voltage switching device according to the invention.
Das Hochspannungs-Schaltgerät weist ein Vergussgehäuse 1 auf, das eine in der normalen Einbaulage obere Gehäusehälfte 1A und eine untere Gehäusehälfte 1B hat. In der oberen Gehäusehälfte 1A befindet sich eine Vakuumkammer 2 mit einem zylindrischen Gehäusekörper 3, der einen oberen, feststehenden Schaltkontakt 4A und einen unteren, beweglichen Schaltkontakt 5B aufnimmt. Der Gehäusekörper 3 der Vakuumkammer 2 kann aus mehreren Komponenten aus metallischen oder keramischen Materialien bestehen. Durch Schließen oder Öffnen der Kontakte 4A, 5A kann der Strompfad geschlossen oder unterbrochen, d.h. beispielsweise ein Laststrom geschaltet werden. In der unteren Gehäusehälfte 1B sitzt ein Kunststoffkörper 16, in dem eine Kammer 6 ausgebildet ist, in der eine Betätigungseinheit für den beweglichen Schaltkontakt angeordnet ist. Die Kammer 6 ist mit einer Isolationsflüssigkeit befüllt. Die Betätigungseinheit wird später noch im Einzelnen beschrieben.The high-voltage switching device has a potting housing 1, which has a housing half 1A in the normal installation position and a lower housing half 1B. In the upper casing half 1A is a
Das im Spritzgießverfahren hergestellte Vergussgehäuse 1 des Hochspannungs-Schaltgerätes kann aus einem konventionellen Gießharz bestehen. Vorzugsweise besteht das Vergussgehäuse aus Epoxidharz. Das Gießharz hat eine Glasübergangstemperatur (Tg), die zwischen 80 und 120°C liegt. Die maximale Zugspannung des Gießharzes (Zugfestigkeit) ist größer als 60 MPa und die Bruchdehnung des Gießharzes (Zugfestigkeit) kleiner als 3%. Der Elastizitätsmodul (E-Modul) des Gießharzes ist größer als 8000 MPa. Das Vergussgehäuse ist ein fester Gehäusekörper.The injection-molded housing 1 of the high-voltage switching device produced by injection molding may consist of a conventional casting resin. Preferably, the potting housing made of epoxy resin. The casting resin has a glass transition temperature (Tg) which is between 80 and 120 ° C. The maximum tensile stress of the casting resin (tensile strength) is greater than 60 MPa and the elongation at break of the casting resin (tensile strength) is less than 3%. The elastic modulus (modulus of elasticity) of the casting resin is greater than 8000 MPa. The potting housing is a solid housing body.
In dem Zwischenraum zwischen der Außenwandung der Vakuumkammer 2 und der Innenwandung des festen Vergussgehäuses 1 befindet sich eine Zwischenschicht 3A aus einem Gießharz, das flexibler als das Gießharz des Vergussgehäuses 1 ist.In the space between the outer wall of the
Das flexible Gießharz hat eine Glasübergangstemperatur (Tg), die zwischen 10 und 40°C liegt. Die maximale Zugspannung (Zugfestigkeit) des Gießharzes ist kleiner als 20 MPa und die Bruchdehnung (Zugfestigkeit) größer als 9%. Der Elastizitätsmodul (E-Modul) des Gießharzes ist kleiner als 1000 MPa. Vorzugsweise ist der Elastizitätsmodul des Gießharzes größer als 100 MPa, besonders bevorzugt größer als 500 MPa, insbesondere ca. 600 MPa. Als Gießharz hat sich das unter der Bezeichnung Araldite® (Huntsman Advanced Materials) bekannte Material, insbesondere Araldite® S-HCEP oder Araldite® CW 1491 / HW 1491, als besonders vorteilhaft erwiesen.The flexible casting resin has a glass transition temperature (Tg) which is between 10 and 40 ° C. The maximum tensile stress (tensile strength) of the casting resin is less than 20 MPa and the elongation at break (tensile strength) greater than 9%. The elastic modulus (modulus of elasticity) of the casting resin is less than 1000 MPa. Preferably, the modulus of elasticity of Casting resin greater than 100 MPa, more preferably greater than 500 MPa, in particular about 600 MPa. As a casting resin, the material known under the name Araldite® (Huntsman Advanced Materials), in particular Araldite® S-HCEP or Araldite® CW 1491 / HW 1491, has proven to be particularly advantageous.
Zur Herstellung des Hochspannungs-Schaltgerätes wird auf den Gehäusekörper 3 der Vakuumkammer 2 eine Schicht aus dem oben genannten Material aufgebracht. Das Aufbringen der Gießharzschicht 3A kann mit den im Stand der Technik bekannten Verfahren erfolgen.
Nachfolgend werden die Betätigungseinheit für den beweglichen Schaltkontakt sowie weitere Baugruppen und Bauteile des Hochspannungs-Schaltgerätes unter Bezugnahme auf die
Der in axialer Richtung der Vakuumkammer 2 verschiebbare Schaltkontakt 5A ist Bestandteil eines Schaltkontaktelementes 5, das einen Schaft 5B aufweist, der sich aus der Vakuumkammer 2 in die mit Isolationsflüssigkeit befüllte Kammer 6 erstreckt. Der Schaft 5B des beweglichen Schaltkontaktelements 5 ist gegenüber dem Gehäusekörper 3 der Vakuumkammer 2 mit einer nicht dargestellten Dichtanordnung vakuumdicht abgedichtet. Das untere Ende des Schaftes 5B ist über einen Isolationskörper 7 mit einem Betätigungsorgan 8 verbunden, das sich aus der flüssigkeitsgefüllten Kammer 6 erstreckt. Durch Betätigung des Betätigungsorgans 8 kann das bewegliche Schaltkontaktelement 5 axial verschoben werden, so dass die Kontakte 4A, 5A geschlossen bzw. geöffnet werden.The displaceable in the axial direction of the
Das Betätigungsorgan 8 weist ein oberes, hohlzylindrisches Teilstück 8A auf, das sich in der Kammer 6 befindet und ein unteres, stiftförmiges Teilstück 8B, das in dem Zylinderraum des oberen Teilstück längsverschiebbar geführt ist und sich aus der Kammer 6 erstreckt. Dabei stützt sich das obere Endstück des unteren Teilstücks 8B an einer Druckfeder 9 in dem Zylinderraum des oberen Teilstücks 8A ab. Wenn das untere Teilstück 8B verschoben wird, verschiebt sich auch das obere Teilstück 8A, so dass das bewegliche Schaltkontaktelement 5 axial verschoben wird. Die Druckfeder 9 dient der Dämpfung der Stöße bei der Betätigung des Betätigungsorgans 8. Der Antrieb des Betätigungsorgans 8 erfolgt mit einer nicht dargestellten Antriebeinheit, die das untere Teilstück 8B in axialer Richtung verschiebt.The actuator 8 has an upper, hollow
Das Betätigungsorgan 8 ist gegenüber dem Vergussgehäuse 1 mit einer Dichtanordnung 10 flüssigkeitsdicht abgedichtet. Die Dichtanordnung 10 weist einen Faltenbalg 11 auf, der das obere Teilstück 8A des Betätigungsorgans 8 umschließt, wobei das obere Ende des Faltenbalges 11 flüssigkeitsdicht mit dem oberen Teilstück 8A des Betätigungsorgans 8 verbunden ist. Das untere Ende des Faltenbalges 11 ist gegenüber dem Vergussgehäuse 1 flüssigkeitsdicht abgedichtet. Der Faltenbalg 11 und das Betätigungsorgan 8 sind auf Erdpotential gelegt. An der Unterseite weist der Gehäusekörper 1 eine Öffnung 12 auf, die von einer Abdeckung 13 flüssigkeitsdicht verschlossen ist.The actuating member 8 is sealed liquid-tight with respect to the potting housing 1 with a sealing
Die flüssigkeitsgefüllte Kammer 6 weist eine in der Einbaulage obere und untere Kammerhälfte 6A, 6B auf. In der oberen Kammerhälfte 6A befindet sich ein beweglicher Leiterteil 12, beispielsweise ein Kupferband, das an den Schaft 5B des beweglichen Schaltkontaktelements 5 angeschlossen ist. Der bewegliche Leiterteil 12 ist elektrisch mit weiteren den Strompfad bildenden Leiterteilen 13 verbunden, die aber nur teilweise dargestellt sind. Auch das feststehende Schaltkontaktelement 4 ist mit weiteren nur teilweise dargestellten Leiterteilen 14 verbunden, die ebenfalls in das Vergussgehäuse 1 eingesetzt oder auf das Vergussgehäuse aufgesetzt sind.The liquid-filled chamber 6 has an upper and
Der Kunststoffkörper 16 in der unteren Gehäusehälfte 1B des Vergussgehäuses 1 ist aus mehreren Kunststoffelementen 16A, 16B, 16C zusammengesetzt.
Die beiden Kunststoffelemente 16A, 16B in der oberen Kammerhälfte 6A bestehen aus einem elektrisch leitenden Kunststoff, beispielsweise kann der Kunststoff mit leitendem Kohlenstoff versetzt sein. Da diese Kunststoffelemente 16A, 16B das gleiche Potential wie der bewegliche Leiterteil 12 oder andere Leiterteile in der Kammer annehmen können, wird das elektrische Feld nach außen homogener.The two
Das Kunststoffelement 16C in der unteren Kammerhälfte 6B, das nicht aus einem leitenden Kunststoff besteht, kann kein Potential führen. Dieses Kunststoffelement 6C dient zur sicheren Isolation spannungsführender Teile in der Kammer 6 gegenüber dem auf Erdpotential liegenden Betätigungsorgan 8. Zur Vergrößerung des Kriechweges weist das Kunststoffelement 16C an der Außenseite Lamellen 17 auf.The plastic element 16C in the
Die Abdeckung 13 des Vergussgehäuses 1, die die flüssigkeitsgefüllte Kammer 6 verschließt, ist gegenüber dem zylindrischen Kunststoffteil 16C mit einem zwischen Abdeckung und Kunststoffteil liegenden Dichtring 18 flüssigkeitsdicht abgedichtet.The
Nachfolgend wird das erfindungsgemäße Verfahren zur Herstellung des Hochspannungs-Schaltgerätes beschrieben.The process according to the invention for producing the high-voltage switching device will now be described.
Der Gehäusekörper 1 der Vakuumkammer 2 wird mit der oben beschriebenen flexiblen Gießharzschicht 3A versehen. Hierfür wird die Oberfläche des Gehäusekörpers 3 zunächst bearbeitet, um eine optimale Haftung mit dem Gehäusekörper 2 zu erzielen. Die Oberfläche wird beispielsweise mit Glaskugelperlen gestrahlt, so dass die Oberflächenrauheit größer als 20 µm ist, vorzugsweise zwischen 20 µm und 40 µm liegt, und die Oberfläche wird entfettet.The case body 1 of the
Anschließend wird der Gehäusekörper 1 der Vakuumkammer 2 in eine nicht dargestellte Vergussform eingesetzt, die aus zwei Formhälften bestehen kann, und in den Zwischenraum zwischen der Innenwandung der Formhälften und der Außenwandung des Gehäusekörpers 3 wird das Gießharz eingefüllt. Die Umhüllung oder Beschichtung des Gehäusekörpers 3 kann mit dem bekannten Druckgelierverfahren erfolgen. Der Einfülldruck sollte über 1 bar liegen. Typische Werte sind 3 bis 7 bar. So kann ein blasenfreier Verguss gewährleistet werden.Subsequently, the housing body 1 of the
Nach dem Aushärten des Gießharzes und Abnehmen der Formhälften wird die Oberfläche der Umhüllung oder Beschichtung bearbeitet, um eine optimale Haftung mit dem Gießharz des festen Vergussgehäuses 1 zu erzielen. Die Oberfläche der Gießharzschicht wird derart bearbeitet, dass die Oberflächenrauheit größer als 90 µm ist, vorzugsweise zwischen 90 µm und 120 µm liegt. Die Oberflächenbearbeitung kann beispielsweise mit einem Korundstrahlverfahren erfolgen.After the casting resin has cured and the mold halves have been removed, the surface of the coating or coating is processed in order to achieve optimum adhesion with the cast resin of the solid potting housing 1. The surface of the casting resin layer is processed in such a way that the surface roughness is greater than 90 μm, preferably between 90 μm and 120 μm. The surface treatment can be carried out, for example, with a corundum jet method.
Für die Herstellung des Vergussgehäuses 1 des Schaltgerätes wird eine in den Figuren nicht dargestellte Vergussform verwendet, die derart ausgebildet ist, dass sie der Form und den Abmessungen des Vergussgehäuses 1 und der Form und den Abmessungen der mit der Gießharzschicht 3A versehenen Vakuumkammer 2 sowie der übrigen Bauteile des Schaltgerätes entspricht. In die obere Hälfte der Vergussform wird die Vakuumkammer 2 eingesetzt, wobei zwischen der Innenwandung der Vergussform und der Außenwandung der Vakuumkammer 2 ein Zwischenraum 19 verbleibt. In die untere Hälfte der Vergussform wird der Kunststoffkörper 16 eingesetzt, wobei auch zwischen der Wandung der Vergussform und dem Kunststoffkörper 16 ein Zwischenraum 20 verbleibt. Anschließend werden die Zwischenräume 19, 20 zwischen Vergussform und Vakuumkammer bzw. Kunststoffkörper mit einem Vergussmaterial vergossen, das die oben beschriebenen Materialeigenschaften hat.For the production of the potting housing 1 of the switching device, a casting mold, not shown in the figures is used, which is designed such that the shape and dimensions of the potting 1 and the shape and dimensions of the provided with the casting resin layer
Das obere Kunststoffelement 16A in der oberen Kammerhälfte 6A weist am oberen Rand vorzugsweise mehrere ringförmige Vorsprünge oder Schneidkanten 21 auf, die beim Verpressen der Bauteile in die Beschichtung oder Umhüllung 3A des Gehäusekörpers 3 der Vakuumkammer 2 einschneiden, so dass die Vergussmasse für das Vergussgehäuse, die im flüssigen Zustand eine relativ hohe Viskosität hat, unter Druck nicht in einen Spalt zwischen dem Gehäusekörper 3 der Vakuumkammer 2 und dem Kunststoffkörper 16 eindringen kann.The upper plastic element 16A in the upper half of the
Nach dem Aushärten der Vergussmasse werden der bewegliche Leiterteil 12, das Betätigungsorgan 8, der Isolationskörper 7 sowie die Dichtanordnung 10 und gegebenenfalls weitere Bauteile des Schaltgerätes in den von dem Kunststoffkörper 16 umschlossenen Hohlraum eingesetzt und der Hohlraum wird mit der Isolationsflüssigkeit befüllt. Daraufhin wird der Hohlraum durch Aufsetzen der Abdeckung 13 flüssigkeitsdicht verschlossen.After curing of the potting the
Claims (16)
dadurch gekennzeichnet, dass
die Zwischenschicht (3A) eine Gießharzschicht ist, wobei die Glasübergangstemperatur der Gießharzschicht zwischen 10 und 40 °C liegt.A high-voltage switching device comprising a casting housing (1) of a casting resin enclosing a vacuum chamber (2) having a housing body (3) in which a fixed contact (4A) and a movable contact (5A) are arranged, between the Inner wall of the potting (1) and the outer wall of the housing body (3) of the vacuum chamber (2) an intermediate layer (3A) is provided,
characterized in that
the intermediate layer (3A) is a cast resin layer, wherein the glass transition temperature of the cast resin layer is between 10 and 40 ° C.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201631389T SI3297014T1 (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
| HUE16189608A HUE056256T2 (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
| PT161896089T PT3297014T (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
| PL16189608T PL3297014T3 (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
| EP16189608.9A EP3297014B1 (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
| US16/333,636 US20190259554A1 (en) | 2016-09-20 | 2017-09-18 | High-Voltage Switching Device and Switching System Comprising a High-Voltage Switching Device and Method for Manufacturing a High-Voltage Switching Device |
| PCT/EP2017/073522 WO2018054851A1 (en) | 2016-09-20 | 2017-09-18 | High-voltage switching device and switchgear comprising a high-voltage switching device, and method for producing a high-voltage switching device |
| CN201780057460.XA CN109791858B (en) | 2016-09-20 | 2017-09-18 | High-voltage switching device, switching installation with a high-voltage switching device, and method for producing a high-voltage switching device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16189608.9A EP3297014B1 (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3297014A1 true EP3297014A1 (en) | 2018-03-21 |
| EP3297014B1 EP3297014B1 (en) | 2021-08-11 |
Family
ID=56958832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16189608.9A Active EP3297014B1 (en) | 2016-09-20 | 2016-09-20 | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20190259554A1 (en) |
| EP (1) | EP3297014B1 (en) |
| CN (1) | CN109791858B (en) |
| HU (1) | HUE056256T2 (en) |
| PL (1) | PL3297014T3 (en) |
| PT (1) | PT3297014T (en) |
| SI (1) | SI3297014T1 (en) |
| WO (1) | WO2018054851A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111696819A (en) * | 2020-05-13 | 2020-09-22 | 平高集团有限公司 | Solid-sealed polar pole and ring main unit using same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3112776A1 (en) | 1981-03-31 | 1982-10-28 | Wickmann-Werke Böblingen GmbH, 7030 Böblingen | SWITCHING DEVICE WITH A VACUUM BREAKER BETWEEN A BUSBAR AND A CABLE CONNECTOR |
| DE4027723A1 (en) | 1990-08-30 | 1991-01-10 | Slamecka Ernst | Vacuum switch chamber for load=shedding switchgear - has closure applying atmos. pressure to sensitive region of bellows when auxiliary switching piece releases fixing |
| JPH06231661A (en) * | 1993-02-09 | 1994-08-19 | Toshiba Corp | Resin molded vacuum bulb and its manufacture |
| DE102004060274A1 (en) * | 2004-12-15 | 2006-06-29 | Abb Patent Gmbh | Medium or high voltage vacuum circuit breaker manufacturing method involves firstly dipping of vacuum chamber in mucilage and afterwards inserting into mold and casting compound is then cast under process temperature |
| DE102005039555A1 (en) * | 2005-08-22 | 2007-03-01 | Abb Technology Ltd. | Method for producing switch pole parts for low - medium and high - voltage switchgear, as well as switch pole part itself |
| WO2015024230A1 (en) * | 2013-08-22 | 2015-02-26 | Dow Global Technologies Llc | Method for producing circuit-breaker pole parts |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3812314A (en) * | 1971-08-23 | 1974-05-21 | Gen Electric | High power electrical bushing having a vacuum switch encapsulated therein |
| US4880947A (en) * | 1988-06-29 | 1989-11-14 | Westinghouse Electric Corp. | Vacuum interrupter with simplified enclosure and method of assembly |
| WO2000041199A1 (en) * | 1999-01-06 | 2000-07-13 | Nu-Lec Industries Pty Ltd | Method for assembly of insulated housings for electrical equipment and incorporation of circuit interrupters therein |
| JP2001043022A (en) * | 1999-07-30 | 2001-02-16 | Matsushita Electric Ind Co Ltd | Transparent touch panel and electronic equipment using the same |
| JP4622705B2 (en) * | 2005-07-01 | 2011-02-02 | パナソニック株式会社 | Movable contact for panel switch |
| EP2407990A1 (en) * | 2010-07-15 | 2012-01-18 | ABB Technology AG | Circuit-breaker pole part and method for producing such a pole part |
| FR3009643B1 (en) * | 2013-08-09 | 2015-08-07 | Schneider Electric Ind Sas | VACUUM BULB, CIRCUIT BREAKER POLE COMPRISING SUCH A VACUUM BULB AND METHODS OF MAKING SUCH DEVICES |
| CN203910648U (en) * | 2014-05-26 | 2014-10-29 | 北京合纵实科电力科技有限公司 | Embedded pole used for pole-mounted vacuum circuit breaker |
| CN104319088A (en) * | 2014-10-11 | 2015-01-28 | 天津市滨海纽泰克电气有限公司 | Preparation process of vacuum epoxy resin casting type mutual inductor |
-
2016
- 2016-09-20 EP EP16189608.9A patent/EP3297014B1/en active Active
- 2016-09-20 SI SI201631389T patent/SI3297014T1/en unknown
- 2016-09-20 HU HUE16189608A patent/HUE056256T2/en unknown
- 2016-09-20 PT PT161896089T patent/PT3297014T/en unknown
- 2016-09-20 PL PL16189608T patent/PL3297014T3/en unknown
-
2017
- 2017-09-18 CN CN201780057460.XA patent/CN109791858B/en active Active
- 2017-09-18 US US16/333,636 patent/US20190259554A1/en not_active Abandoned
- 2017-09-18 WO PCT/EP2017/073522 patent/WO2018054851A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3112776A1 (en) | 1981-03-31 | 1982-10-28 | Wickmann-Werke Böblingen GmbH, 7030 Böblingen | SWITCHING DEVICE WITH A VACUUM BREAKER BETWEEN A BUSBAR AND A CABLE CONNECTOR |
| DE4027723A1 (en) | 1990-08-30 | 1991-01-10 | Slamecka Ernst | Vacuum switch chamber for load=shedding switchgear - has closure applying atmos. pressure to sensitive region of bellows when auxiliary switching piece releases fixing |
| JPH06231661A (en) * | 1993-02-09 | 1994-08-19 | Toshiba Corp | Resin molded vacuum bulb and its manufacture |
| DE102004060274A1 (en) * | 2004-12-15 | 2006-06-29 | Abb Patent Gmbh | Medium or high voltage vacuum circuit breaker manufacturing method involves firstly dipping of vacuum chamber in mucilage and afterwards inserting into mold and casting compound is then cast under process temperature |
| DE102005039555A1 (en) * | 2005-08-22 | 2007-03-01 | Abb Technology Ltd. | Method for producing switch pole parts for low - medium and high - voltage switchgear, as well as switch pole part itself |
| WO2015024230A1 (en) * | 2013-08-22 | 2015-02-26 | Dow Global Technologies Llc | Method for producing circuit-breaker pole parts |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111696819A (en) * | 2020-05-13 | 2020-09-22 | 平高集团有限公司 | Solid-sealed polar pole and ring main unit using same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109791858B (en) | 2022-12-27 |
| WO2018054851A1 (en) | 2018-03-29 |
| EP3297014B1 (en) | 2021-08-11 |
| CN109791858A (en) | 2019-05-21 |
| HUE056256T2 (en) | 2022-02-28 |
| SI3297014T1 (en) | 2022-03-31 |
| US20190259554A1 (en) | 2019-08-22 |
| PL3297014T3 (en) | 2022-01-17 |
| PT3297014T (en) | 2021-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1792325B1 (en) | Pressure-sensitive elastomer layer in circuit-breaker poles insulated by solid material | |
| DE202010014320U1 (en) | Device for producing a circuit breaker pole piece | |
| DE2314675A1 (en) | INSULATING BODY | |
| DE10139624C1 (en) | Electrical switching device for medium or high voltage | |
| EP2245639B1 (en) | High-voltage insulator | |
| EP3297014B1 (en) | High voltage switching apparatus and switching circuit using a high voltage switching apparatus and method for producing a high voltage switching apparatus | |
| DE4015929A1 (en) | Gas insulated HV installation isolator - has at least one field control element of electrically conductive plastic coupled by moulding onto insulator body | |
| EP0920705B2 (en) | Load interrupter switch | |
| EP3297013B1 (en) | High voltage switching apparatus and switchgear using a high voltage switching apparatus and method for producing a high voltage switching apparatus | |
| DE3133999A1 (en) | GAS INSULATED PERFORMANCE | |
| DE3417648A1 (en) | Overvoltage suppressor | |
| EP3011575B1 (en) | Device for transmission of forces | |
| EP0222073A2 (en) | Switch pole for a power circuit breaker | |
| DE102016108246A1 (en) | Double contact switch with vacuum interrupters | |
| EP1091466B1 (en) | Cable terminal for high-voltage cable | |
| DE2624325A1 (en) | Through bushing joining ducts with dissimilar dielectrics - are contoured to give constant electric stress on both sides | |
| DE2541446A1 (en) | HV on load circuit breaker - has enclosed arc quenching chamber with two flexible side walls with through contacts | |
| DE2323967A1 (en) | CONNECTOR FOR AN ELECTRICAL CONNECTION | |
| DE8706039U1 (en) | Shock wave generator for a device for the contactless destruction of concretions in the body of a living being | |
| DE102022210985A1 (en) | Base module for high-voltage switchgear with vacuum interrupters and high-voltage switchgear with the base module | |
| DE102020202530A1 (en) | Electrical equipment and method for switching electrical equipment | |
| DE1189177B (en) | Metal-enclosed high-voltage switchgear | |
| DE2347945C3 (en) | Vacuum switch | |
| EP2854246B1 (en) | Method of manufacturing a disc insulator for closing a fluid-proof housing, disc insulator produced according to said method and a gas-isolated surge arrester with such an disc insulator | |
| DD236417A1 (en) | SWITCH POL WITH AN INSULATING HOUSING CARRYING A GEERDETEN BELAG |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20161124 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210312 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016013587 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: AT Ref legal event code: REF Ref document number: 1420245 Country of ref document: AT Kind code of ref document: T Effective date: 20210915 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3297014 Country of ref document: PT Date of ref document: 20211104 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20211027 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210811 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 38683 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211111 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211111 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211112 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E056256 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016013587 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220512 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210920 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210920 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230912 Year of fee payment: 8 Ref country code: CZ Payment date: 20230911 Year of fee payment: 8 Ref country code: AT Payment date: 20230915 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20230914 Year of fee payment: 8 Ref country code: SI Payment date: 20230907 Year of fee payment: 8 Ref country code: PL Payment date: 20230911 Year of fee payment: 8 Ref country code: HU Payment date: 20230924 Year of fee payment: 8 Ref country code: DE Payment date: 20230913 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20231001 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210811 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20240911 Year of fee payment: 9 |