EP3284853A1 - Verfahren zum stricken integrierter schuhoberteilgewebe auf einer rundstrickmaschine und integriertes schuhobergewebe dafür - Google Patents
Verfahren zum stricken integrierter schuhoberteilgewebe auf einer rundstrickmaschine und integriertes schuhobergewebe dafür Download PDFInfo
- Publication number
- EP3284853A1 EP3284853A1 EP16184433.7A EP16184433A EP3284853A1 EP 3284853 A1 EP3284853 A1 EP 3284853A1 EP 16184433 A EP16184433 A EP 16184433A EP 3284853 A1 EP3284853 A1 EP 3284853A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- woven
- knitting machine
- heel
- circular knitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009940 knitting Methods 0.000 title claims abstract description 266
- 239000004744 fabric Substances 0.000 title claims abstract description 80
- 238000000034 method Methods 0.000 title claims description 30
- 210000002683 foot Anatomy 0.000 claims abstract description 133
- 210000000453 second toe Anatomy 0.000 claims abstract description 66
- 210000001255 hallux Anatomy 0.000 claims abstract description 65
- 238000009941 weaving Methods 0.000 claims description 88
- 230000003014 reinforcing effect Effects 0.000 claims description 22
- 238000010586 diagram Methods 0.000 description 18
- 238000005516 engineering process Methods 0.000 description 11
- 239000010410 layer Substances 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000007493 shaping process Methods 0.000 description 4
- 230000008093 supporting effect Effects 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 239000013013 elastic material Substances 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
Images






















Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/04—Uppers made of one piece; Uppers with inserted gussets
- A43B23/042—Uppers made of one piece
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
- D04B1/108—Gussets, e.g. pouches or heel or toe portions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
- D04B1/26—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel stockings
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
Definitions
- the present invention relates to a shoe upper fabric, and particularly to an integral shoe upper fabric woven by a circular knitting machine.
- shoes Based on different shoe upper materials, shoes have different fabrication methods and shoe upper structures.
- the shoe upper and fabrication method discussed herein are mainly associated with a shoe upper material made of a fabric for shoes.
- a known technology is as disclosed by the Taiwan Patent Publication No. 201609010 .
- This disclosure provides a shoe object including a shoe upper and a sole structure secured to the shoe upper.
- the shoe object of the above current technology is woven by a flat bed knitting machine. In addition to a slow knitting speed of a flat bed, the knitting shoe object further needs manual splicing and sewing to form the shoe upper, resulting in an issue that factories are incapable of reducing production costs.
- the shoe object includes a seamless sleeve portion or fabric shoe upper formed by a knitting assembly removed from one single warp knit fabric element.
- the seamless sleeve portion or fabric shoe upper of the above known technology is woven by a circular knitting machine.
- the circular knitting machine solves the issue of a slow speed of a flat knitting machine.
- to weave the shoe object using the above known technology in addition to the issue of the procedure of manual splicing and sewing, excessive parts of the shoe object need to be first trimmed before the splicing procedure. Thus, due to the waste material produced by the excessive parts trimmed off, not only production costs are increased by also a waste in raw materials is further caused.
- the sock shoe in another known technology as the Taiwan Patent No. M400227 disclosing a sock shoe, includes a sock body.
- the sock body includes a foot covering portion including an end opening, and a sleeve portion extending outwards from the end opening of the foot covering portion.
- the sock shoe further includes an insulation layer, which is made of an elastic material and is a formed integral to appear shoe-shaped at a surface of the foot covering portion.
- the sock body is first woven, and is then processed to fabricate the shoe.
- the sock body itself is not exactly suitable for directly fabricating into a shoe upper, with main reasons being as follows.
- an elastic yarn (a fiber material with flexibility), as the main weaving material when the sock body is woven, is extremely prone to deformation due to an external force when employed as the shoe upper. Even with a shaping object (the insulation layer in an elastic material) covering the sock body, the shaping object may be easily broken or damaged as the sock body lacks a supporting effect.
- the thickness of the sock body may be increased by a double-sided weaving method during the weaving process, the sock body is nonetheless a single-layer fabric. In order to wear the sock body as the shoe upper of a shoe, the sock body needs to have support and wear resistance greater than those of a common fabric.
- the sock body has not only insufficient support but is also a single-layer fabric with lower wear resistance, and is thus an inappropriate material for directly fabricating into a shoe upper.
- another sock body may accommodate around the original sock body to form a double-layer fabric and to thus further reinforce the wear resistance of the sock body.
- the alignment process of the corresponding edges and corners inevitably encounter increased complications, and can only be completed with great amounts of experience and manpower, or else product defective rate may be increased to contrarily lead to increased labor and time costs.
- the integral shoe upper fabric for a shoe upper with sufficient support. Further, the integral shoe upper fabric may be promptly and reversibly folded in half to form a double-layer structure with high wear resistance, thereby effectively reducing labor and material costs as well as significantly enhancing production efficiency.
- the present invention provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section including a first opening from the yarn; causing the circular knitting machine to weave a first toe woven section in continuation from an upper edge of the first suture reserved section; causing the circular knitting machine to turn the weaving direction from the first toe woven section, combine a lower edge of the first suture reserved section, and weave in continuation to form a first foot body woven section, with a first toe turning interweaving line interweaved between the first toe woven section and the first foot body woven section; causing the circular knitting machine to weave a first sole extension section in continuation from a lower edge of the first foot body woven section; causing the circular knitting machine to turn the weaving direction from the first sole extension section, and sequentially weave a first heel woven section and
- the present invention further provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section including a first opening from the yarn; causing the circular knitting machine to weave a first toe woven section in continuation from an upper edge of the first suture reserved section; causing the circular knitting machine to turn the weaving direction from the first toe woven section, combine a lower edge of the first suture reserved section, and weave in continuation to form a first foot body woven section, with a first toe turning interweaving line interweaved between the first toe woven section and the first foot body woven section; causing the circular knitting machine to weave a first instep extension section in continuation from an upper edge of the first foot body woven section; causing the circular knitting machine to weave a sole extension section in continuation from a lower edge of the first foot body woven section;
- the present invention further provides a method for weaving an integral shoe upper fabric.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section including a first opening from the yarn; causing the circular knitting machine to weave a first toe woven section in continuation from an upper edge of the first suture reserved section; causing the circular knitting machine to turn the weaving direction from the first toe woven section, combine a lower edge of the first suture reserved section, and weave in continuation to form a first foot body woven section, with a first toe turning interweaving line interweaved between the first toe woven section and the first foot body woven section; causing the circular knitting machine to weave a first sole extension section in continuation from a lower edge of the first foot body woven section; causing the circular knitting machine to turn the weaving direction from the first sole extension section, and weave a first heel woven section in continuation from the first sole extension section,
- the present invention further provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section including a first opening from the yarn; causing the circular knitting machine to weave a first toe woven section in continuation from an upper edge of the first suture reserved section; causing the circular knitting machine to turn the weaving direction from the first toe woven section, combine a lower edge of the first suture reserved section, and weave in continuation to form a first foot body woven section, with a first toe turning interweaving line interweaved between the first toe woven section and the first foot body woven section; causing the circular knitting machine to weave a first instep extension section in continuation from an upper edge of the first foot body woven section; causing the circular knitting machine to weave a first sole extension section in continuation from a lower edge of the first foot body woven section;
- the present invention further provides an integral shoe upper fabric woven by a circular knitting machine.
- the integral shoe upper fabric is woven from at least one non-elastic yarn provided to the circular knitting machine, and includes: a first suture reserved section woven by the circular knitting machine and including a first opening; a first toe woven section located at an upper edge side of the first suture reserved section and woven by the circular knitting machine; a first foot body woven section located at a turning side of the first toe woven section and a lower edge side of the first suture reserved section, and woven by the circular knitting machine, and a first toe turning interweaving line formed between the first toe woven section and the first foot body woven section; a first sole extension section located at a lower edge side of the first foot body woven section and woven by the circular knitting machine; a first heel woven section located at a turning side of the first sole extension section and woven by the circular knitting machine, and a first heel turning interweaving line formed between the first sole extension section
- the integral shoe upper fabric woven by a circular knitting machine further includes a reinforcing additional section, which is located between the first heel woven section and the second heel woven section and is woven by the circular knitting machine.
- the integral shoe upper fabric woven by a circular knitting machine further includes a first instep extension section located at an upper edge side of the first foot body woven section and woven by the circular knitting machine, and a second instep extension section located at a turning side of the first instep extension section and woven by the circular knitting machine, and an instep extension turning interweaving line is formed between the first instep extension section and the second instep extension section.
- the integral shoe upper fabric woven by a circular knitting machine further includes reinforcing additional section, which is located between the first foot body woven section and the first instep extension section and is woven by the circular knitting machine.
- the integral shoe upper fabric woven by a circular knitting machine further includes at least one first heel extension section located at a lower edge of the first heel woven section and woven by the circular knitting machine, and at least one second heel extension section located at a turning side of the first heel extension section and woven by the circular knitting machine, and at least one heel extension turning interweaving line is formed between the first heel extension section and the second heel extension section.
- the integral shoe upper fabric woven by a circular knitting machine further includes a reinforcing additional section, which is located between the first heel woven section and the first heel extension section and is woven by the circular knitting machine.
- the first opening is sutured to form a suture line appearing as an inverted T, an inverted Y or a horizontal I, and the first suture reserved section is appropriately trimmed after the suture line is formed.
- the present invention achieves following effects compared to known technologies.
- the integral shoe upper fabric of the present invention is woven from a non-elastic yarn by a circular knitting machine
- the integral shoe upper fabric of the present invention not only can be woven at a fast speed but also provides sufficient intrinsic support required by a shoe upper.
- the integral shoe upper fabric of the present invention can be promptly folded in reverse by half, and readily forms a double-layer structure by aligning the corners and edges, thereby enhancing the wear resistance.
- the integral shoe upper fabric of the present invention is a one-time fabric woven by a circular knitting machine, working hours for splicing and suturing different fabrics are eliminated while minimal waste materials are produced, and therefore labor and material costs can be effectively reduced and production efficiency can be significantly enhanced.
- the present invention provides a method for weaving an integral shoe upper fabric by a circular knitting machine and an integral shoe upper fabric thereof Details of preferred embodiments and technical contents of the present invention are given with the accompanying drawings below.
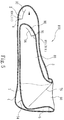
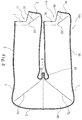
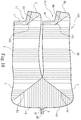
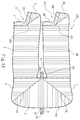
- Fig. 1 to Fig. 6 showing a planar appearance diagram and a section view according to a first preferred embodiment of the present invention, continuous operation diagrams before the first preferred embodiment is processed to a shaped shoe upper, and a section view of the first preferred embodiment having been processed to a shaped shoe upper. It is clearly seen from the diagrams that, the present invention provides an integral shoe upper fabric woven by a circular knitting machine.
- the integral shoe upper fabric 100 is woven from at least one non-elastic yarn provided to the circular knitting machine, and includes: a first suture reserved section 1 woven by the circular knitting machine and including a first opening 11; a first toe woven section 2 located at an upper edge side of the first suture reserved section 1 and woven by the circular knitting machine; a first foot body woven section 3 located at a turning side of the first toe woven section 2 and a lower edge side of the first suture reserved section 1, and woven by the circular knitting machine, and a first toe turning interweaving line 32 formed between the first toe woven section 2 and the first foot body woven section 3; a first sole extension section 4 located at a lower edge side of the first foot body woven section 3 and woven by the circular knitting machine; a first heel woven section 5 located at a turning side of the first sole extension section 4 and woven by the circular knitting machine, and a first heel turning interweaving line 54 formed between the first sole extension section 4 and the first heel woven section 5
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 26 to Fig. 28 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 2 to Fig. 6 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 2 to Fig. 6 after the suture line 101 is formed.
- the present invention further provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section 1 including a first opening 11 from the yarn; causing the circular knitting machine to weave a first toe woven section 2 in continuation from an upper edge of the first suture reserved section 1; causing the circular knitting machine to turn the weaving direction from the first toe woven section 2, combine a lower edge of the first suture reserved section 1, and weave in continuation to form a first foot body woven section 3, with a first toe turning interweaving line 32 interweaved between the first toe woven section 2 and the first foot body woven section 3; causing the circular knitting machine to weave a first sole extension section 4 in continuation from a lower edge of the first foot body woven section 3; causing the circular knitting machine to turn the weaving direction from the first sole extension section 4, and sequential
- step 1 in the integral shoe upper fabric 100, the second opening 911 is sutured from an intersection point 102 from which the second suture reserved section 91 is connected to one second toe turning interweaving line 98 to another intersection point 102 of another second toe turning interweaving line 98, and the second suture reserved section 91 is appropriately trimmed.
- step 2 outside the integral shoe upper fabric 100, the first opening 11 is sutured from an intersection point 102 at which the first suture reserved section 1 is connected to one first toe turning interweaving line 32 to another intersection point 102 of another first toe turning interweaving line 32, and the first suture reserved section 1 is appropriately trimmed.
- step 3 the second toe woven section 90, the second foot body woven section 80, the second sole extension section 7 and the second heel woven section 60 are completely folded in reverse into the integral shoe upper fabric 100 to form a double-layer structure, as shown in Fig. 3 to Fig. 5 .
- step 4 the inside of the integral shoe upper fabric 100 is applied by a shaping solvent, and the shaping solvent is caused to infuse from an inner layer to an outer layer of the integral shoe upper fabric 100.
- step 5 a shoe shape supporting mold is placed in the integral shoe upper fabric 100.
- step 6 the inner layer and the outer layer of the integral shoe upper fabric 100 are glued together and shaped at the same time by a temperature-controlled heating method.
- step 7 the shoe shape supporting mold is taken out of the integral shoe upper fabric 100, and the shaped shoe upper 103 is formed, as shown in Fig. 6 .
- the abovementioned steps for processing the integral shoe upper fabric 100 into the shaped shoe upper 103 are not the subject matter of the application, and are not further discussed in detail. Associated processing steps or technologies may be referred from the disclosure of the Taiwan Patent Publication No. 201514353 .
- the integral shoe upper fabric 100 further includes a first instep extension section 33 located at an upper edge side of the first foot body woven section 3 and woven by the circular knitting machine, and a second instep extension section 8 located at a turning side of the first instep extension section 33 and woven by the circular knitting machine, with an instep extension turning interweaving line 83 formed between the first instep extension section 33 and the second instep extension section 8.
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 26 to Fig. 28 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 7 to Fig. 9 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 7 to Fig. 9 after the suture line 101 is formed.
- the present invention further provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section 1 including a first opening 11 from the yarn; causing the circular knitting machine to weave a first toe woven section 2 in continuation from an upper edge of the first suture reserved section 1; causing the circular knitting machine to turn the weaving direction from the first toe woven section 2, combine a lower edge of the first suture reserved section 1, and weave in continuation to form a first foot body woven section 3, with a first toe turning interweaving line 32 interweaved between the first toe woven section 2 and the first foot body woven section 3; causing the circular knitting machine to weave a first instep extension section 33 in continuation from an upper edge of the first foot body woven section 3; causing the circular knitting machine to weave a first sole extension section 4 in continuation from a
- the integral shoe upper fabric 100 further includes at least one first heel extension section 55 located at a lower edge of the first heel woven section 5 and woven by the circular knitting machine, and at least one second heel extension section 6 located at a turning side of the first heel extension section 55 and woven by the circular knitting machine, with at least one heel extension turning interweaving line 65 formed between the first heel extension section 55 and the second heel extension section 6.
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 26 to Fig. 28 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 10 to Fig. 12 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 10 to Fig. 12 after the suture line 101 is formed.
- the present invention further provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section 1 including a first opening 11 from the yarn; causing the circular knitting machine to weave a first toe woven section 2 in continuation from an upper edge of the first suture reserved section 1; causing the circular knitting machine to turn the weaving direction from the first toe woven section 2, combine a lower edge of the first suture reserved section 1, and weave in continuation to form a first foot body woven section 3, with a first toe turning interweaving line 32 interweaved between the first toe woven section 2 and the first foot body woven section 3; causing the circular knitting machine to weave a first sole extension section 4 in continuation from a lower edge of the first foot body woven section 3; causing the circular knitting machine to turn the weaving direction from the first sole extension section 4, and weave
- the integral shoe upper fabric 100 further includes a first instep extension section 33 located at an upper edge side of the first foot body woven section 3 and woven by the circular knitting machine, a second instep extension section 8 located at a turning side of the first instep extensions section 33 and woven by the circular knitting machine, and at an instep extension turning interweaving line 83 formed between the first instep extension section 33 and the second instep extension section 8.
- the integral shoe upper fabric 100 further includes at least one first heel extension section 55 located at a lower edge of the first heel woven section 5 and woven by the circular knitting machine, at least one second heel extension section 6 located at a turning side of the first heel extension section 55 and woven by the circular knitting machine, and at least one heel extension turning interweaving line 65 formed between the first heel extension section 55 and the second heel extension section 6.
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 26 to Fig. 28 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 13 to Fig. 15 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 13 to Fig. 15 after the suture line 101 is formed.
- the present invention further provides a method for weaving an integral shoe upper fabric by a circular knitting machine.
- the method includes: providing a circular knitting machine, and providing at least one non-elastic yarn for the circular knitting machine to perform weaving; causing the circular knitting machine to weave a first suture reserved section 1 including a first opening 11 from the yarn; causing the circular knitting machine to weave a first toe woven section 2 in continuation from an upper edge of the first suture reserved section 1; causing the circular knitting machine to turn the weaving direction from the first toe woven section 2, combine a lower edge of the first suture reserved section 1, and weave in continuation to form a first foot body woven section 3, with a first toe turning interweaving line 32 interweaved between the first toe woven section 2 and the first foot body woven section 3; causing the circular knitting machine to weave a first instep extension section 33 in continuation from an upper edge of the first foot body woven section 3; causing the circular knitting machine to weave a first sole extension section 4 in continuation from a lower edge of the first foot body woven section 3; causing the circular knitting machine to turn the weaving direction, and weave a
- Fig. 16 to Fig. 17 showing a section view according to a fifth preferred embodiment of the present invention, and a section view of a first pattern of the fifth preferred embodiment having been processed to a shaped shoe upper.
- the integral shoe upper fabric 100 further includes a reinforcing additional section 35, which is located between the first heel woven section 5 and the second heel woven section 60, and is woven by the circular knitting machine.
- the first pattern can be formed by directly folding the reinforcing additional section 35 by half.
- Fig. 18 shows a section view of a second pattern of the fifth preferred embodiment having been processed to a shaped shoe upper.
- a variation of the second pattern compared to the first pattern is that, when a center line of the reinforcing additional section 35 of the first pattern is pressed and becomes recessed, the shape of the reinforcing additional section 35 as shown by the second pattern can be formed.
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 26 to Fig. 28 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 16 and Fig. 17 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 16 and Fig. 17 after the suture line 101 is formed.
- the integral shoe upper fabric 100 further includes a reinforcing additional section 35, which is located between the first foot body woven section 3 and the first instep extension section 33 and woven by the circular knitting machine.
- the circular knitting machine may additionally employ an elastic yarn to weave the reinforcing additional section 35.
- the integral shoe upper fabric 100 When the integral shoe upper fabric 100 is folded in reverse along the instep extension turning interweaving line 83 as a reference line, and the reinforcing additional section 35 between the centerline of the reinforcing additional section 35 and the first instep extension section 33 is pressed to become recessed, the integral shoe upper fabric 100 becomes a form shown in Fig. 20 .
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 19 and Fig. 20 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig.
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 19 and Fig. 20 after the suture line 101 is formed.
- the integral shoe upper fabric 100 further includes a reinforcing additional section 35, which is located between the first heel woven section 5 and the first heel extension section 55 and is woven by the circular knitting machine.
- the round knitting machine may additionally employ an elastic yarn to weave the reinforcing additional section 35.
- the integral shoe upper fabric 100 When the integral shoe upper fabric 100 is folded in reverse along heel extension turning interweaving line 65 as a reference line, and the reinforcing additional section 35 between the centerline of the reinforcing additional section 35 and the first heel extension section 55 is pressed to become recessed, the integral shoe upper fabric 100 becomes a form shown in Fig. 22 .
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 21 and Fig. 22 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 13 to Fig. 15 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 21 and Fig. 22 after the suture line 101 is formed.
- the integral shoe upper fabric 100 further includes a reinforcing additional section 35, which is located between the first foot body woven section 3 and the first instep extension section 33 and is woven by the circular knitting machine.
- the circular knitting machine may additionally employ an elastic yarn to weave the reinforcing additional section 35.
- the integral shoe upper fabric 100 When the integral shoe upper fabric 100 is folded in reverse along the instep extension turning interweaving line 83 or the heel extension turning interweaving line 65 as a reference line, and the reinforcing additional section 35 between the centerline of the reinforcing additional section 35 and the first instep extension section 33 or the first heel extension section 55 is pressed to become recessed, the integral shoe upper fabric 100 becomes a form shown in Fig. 24 .
- the first opening 11 before having been sutured is as shown in Fig. 25 , and may form a suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, as shown in Fig. 23 and Fig. 24 .
- the first suture reserved section 1 may be appropriately trimmed as shown in Fig. 13 to Fig. 15 .
- the second opening 911 may form another suture line 101 appearing as an inverted T, an inverted Y or a horizontal I after having been sutured, and may be appropriately trimmed as shown in Fig. 23 and Fig. 24 after the suture line 101 is formed.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES16184433T ES2908354T3 (es) | 2016-08-17 | 2016-08-17 | Método de tricotaje de tejido de parte superior de calzado integral mediante una máquina de tricotaje circular y tejido de parte superior de calzado integral asociado |
| EP16184433.7A EP3284853B1 (de) | 2016-08-17 | 2016-08-17 | Verfahren zum stricken integrierter schuhoberteilgewebe auf einer rundstrickmaschine und integriertes schuhobergewebe dafür |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16184433.7A EP3284853B1 (de) | 2016-08-17 | 2016-08-17 | Verfahren zum stricken integrierter schuhoberteilgewebe auf einer rundstrickmaschine und integriertes schuhobergewebe dafür |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3284853A1 true EP3284853A1 (de) | 2018-02-21 |
| EP3284853B1 EP3284853B1 (de) | 2022-02-23 |
Family
ID=56694039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16184433.7A Active EP3284853B1 (de) | 2016-08-17 | 2016-08-17 | Verfahren zum stricken integrierter schuhoberteilgewebe auf einer rundstrickmaschine und integriertes schuhobergewebe dafür |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3284853B1 (de) |
| ES (1) | ES2908354T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109431003A (zh) * | 2018-12-17 | 2019-03-08 | 信泰(福建)科技有限公司 | 一种具有可活动后跟片的一体编织鞋面及其制作方法 |
| CN110215007A (zh) * | 2019-04-29 | 2019-09-10 | 三六一度童装有限公司 | 一种鞋子 |
| WO2020117529A1 (en) | 2018-12-03 | 2020-06-11 | Cole Haan Llc | Tongueless upper with lacing system |
| EP3554300B1 (de) * | 2016-12-16 | 2021-04-07 | The North Face Apparel Corp. | Schuhwerk mit rundstrickstrukturen |
| US11408104B2 (en) | 2016-12-16 | 2022-08-09 | The North Face Apparel Corp. | Footwear article including circular knit structures |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0105773A1 (de) * | 1982-09-30 | 1984-04-18 | Foster-Boyd Inc. | Zweilagiger Sportsocken |
| US20030089136A1 (en) * | 2001-11-09 | 2003-05-15 | Justin Lynch | Sock |
| TWM400227U (en) | 2010-09-28 | 2011-03-21 | Taiwan Seesun Inc | Sock shoes |
| EP2805638A1 (de) * | 2012-01-20 | 2014-11-26 | Shima Seiki Mfg., Ltd | Schuhwerk und strickverfahren für maschenware |
| TW201514353A (zh) | 2013-10-14 | 2015-04-16 | xian-xiao Xie | 織物成形方法 |
| TW201603735A (zh) | 2014-05-30 | 2016-02-01 | 耐克創新有限合夥公司 | 製造一鞋類物件之方法,包括編織一具有形成具包覆部分之無縫套部之經編構造的編織組件 |
| TW201609010A (zh) | 2014-08-28 | 2016-03-16 | 耐克創新有限合夥公司 | 具有用於鞋面之跟部的編織組件之鞋類物件 |
-
2016
- 2016-08-17 ES ES16184433T patent/ES2908354T3/es active Active
- 2016-08-17 EP EP16184433.7A patent/EP3284853B1/de active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0105773A1 (de) * | 1982-09-30 | 1984-04-18 | Foster-Boyd Inc. | Zweilagiger Sportsocken |
| US20030089136A1 (en) * | 2001-11-09 | 2003-05-15 | Justin Lynch | Sock |
| TWM400227U (en) | 2010-09-28 | 2011-03-21 | Taiwan Seesun Inc | Sock shoes |
| EP2805638A1 (de) * | 2012-01-20 | 2014-11-26 | Shima Seiki Mfg., Ltd | Schuhwerk und strickverfahren für maschenware |
| TW201514353A (zh) | 2013-10-14 | 2015-04-16 | xian-xiao Xie | 織物成形方法 |
| TW201603735A (zh) | 2014-05-30 | 2016-02-01 | 耐克創新有限合夥公司 | 製造一鞋類物件之方法,包括編織一具有形成具包覆部分之無縫套部之經編構造的編織組件 |
| TW201609010A (zh) | 2014-08-28 | 2016-03-16 | 耐克創新有限合夥公司 | 具有用於鞋面之跟部的編織組件之鞋類物件 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3554300B1 (de) * | 2016-12-16 | 2021-04-07 | The North Face Apparel Corp. | Schuhwerk mit rundstrickstrukturen |
| US11286591B2 (en) | 2016-12-16 | 2022-03-29 | The North Face Apparel Corp. | Footwear article including circular knit structures |
| US11408104B2 (en) | 2016-12-16 | 2022-08-09 | The North Face Apparel Corp. | Footwear article including circular knit structures |
| WO2020117529A1 (en) | 2018-12-03 | 2020-06-11 | Cole Haan Llc | Tongueless upper with lacing system |
| EP3890542A4 (de) * | 2018-12-03 | 2022-07-20 | Cole Haan LLC | Zungenloses oberteil mit schnürsystem |
| CN109431003A (zh) * | 2018-12-17 | 2019-03-08 | 信泰(福建)科技有限公司 | 一种具有可活动后跟片的一体编织鞋面及其制作方法 |
| CN110215007A (zh) * | 2019-04-29 | 2019-09-10 | 三六一度童装有限公司 | 一种鞋子 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3284853B1 (de) | 2022-02-23 |
| ES2908354T3 (es) | 2022-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10077512B2 (en) | Method for knitting integral shoe upper fabric by circular knitting machine and integral shoe upper fabric thereof | |
| EP3284853A1 (de) | Verfahren zum stricken integrierter schuhoberteilgewebe auf einer rundstrickmaschine und integriertes schuhobergewebe dafür | |
| CN105877002B (zh) | 一种带环圈护眼的鞋面及其制造方法 | |
| CN105307530A (zh) | 鞋帮的制造方法及鞋帮 | |
| US11788218B2 (en) | Method for manufacturing integral shoe blank | |
| US11851789B2 (en) | Circularly woven sports article | |
| CN108208999A (zh) | 一种一次成型休闲运动鞋的编织工艺 | |
| EP3564422A3 (de) | Schuhwerk und verfahren zum stricken von schuhartikeln | |
| CN108402591B (zh) | 一种袜鞋的生产方法 | |
| US20210324553A1 (en) | Method for providing blanks for the production of inshoes, footlets, no-show socks, shoes of the like with double layers, with a circular hosiery knitting machine, and intermediate manufacture obtained with the method | |
| CN107974757B (zh) | 一种3d鞋面的编织方法 | |
| KR101855559B1 (ko) | 입체 뱀프 직물, 그 제조 방법 및 신발 조립체 | |
| CN204697972U (zh) | 编织鞋面休闲鞋 | |
| CN207855131U (zh) | 一种双层3d针织鞋 | |
| CN108823772A (zh) | 具多层结构的横机织物及双针床横机编织多层织物的方法 | |
| US2313294A (en) | Manufacture of stockings | |
| US1954711A (en) | Method of producing hosiery | |
| CN108411476B (zh) | 一种多层型袜鞋的生产方法 | |
| TWI621407B (zh) | 圓編機織造出一體式鞋面織物的方法及其一體式鞋面織物 | |
| CN205242160U (zh) | 箱包用合成革 | |
| CN105386222A (zh) | 带飞线功能的一体成型针织纺织鞋面 | |
| CN205682558U (zh) | 一种针织鞋 | |
| CN220308549U (zh) | 一种新型袜型鞋面及袜型鞋 | |
| US2217273A (en) | Hosiery and method of making the same | |
| CN215455824U (zh) | 一种一体编织有鞋带的鞋面 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180820 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A43B 23/02 20060101ALI20210914BHEP Ipc: D04B 1/26 20060101ALI20210914BHEP Ipc: D04B 1/22 20060101ALI20210914BHEP Ipc: A43B 23/04 20060101ALI20210914BHEP Ipc: A43B 1/04 20060101ALI20210914BHEP Ipc: D04B 1/10 20060101AFI20210914BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20211015 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016069303 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1470546 Country of ref document: AT Kind code of ref document: T Effective date: 20220315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2908354 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220428 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220223 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1470546 Country of ref document: AT Kind code of ref document: T Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220623 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220523 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220524 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016069303 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20221124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220817 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220817 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220817 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220817 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230901 Year of fee payment: 8 Ref country code: CH Payment date: 20230902 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230829 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160817 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220223 |