EP3201376B1 - Meltspinning apparatus - Google Patents
Meltspinning apparatus Download PDFInfo
- Publication number
- EP3201376B1 EP3201376B1 EP15771599.6A EP15771599A EP3201376B1 EP 3201376 B1 EP3201376 B1 EP 3201376B1 EP 15771599 A EP15771599 A EP 15771599A EP 3201376 B1 EP3201376 B1 EP 3201376B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooling
- cooling box
- melt spinning
- sleeve
- spinning device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
Definitions
- the invention relates to a melt spinning apparatus with a plurality of spinnerets according to the preamble of claim 1.
- a generic melt spinning apparatus is known from DE 10 2011 117 458 A1 known.
- reheater is arranged between the spinning beam and the cooling box in the known melt spinning device, so that the freshly extruded filaments first pass through a non-coolable transition zone.
- Such non-coolable transition zones have proven to be an essential parameter in order to optimize the thread quality in a spinning process.
- the known melt spinning device requires this very complex remodeling.
- a melt spinning apparatus in which the cooling device is formed by a cooling cylinder, which is directly associated with a spinneret at the bottom of the spinner.
- a spacer sleeve is screwed to the free end of the cooling cylinder so that a protruding sleeve end determines the length of the shield without cooling between the spinneret and the cooling cylinder.
- To adjust the shielding length it is therefore necessary to change the threading length of the sleeve.
- costly conversion measures are likewise required in order to be able to set a desired length of the shield.
- very high temperatures are reached in the vicinity of the spinning beam, so that manual conversion work requires special precautions.
- the invention is based on the recognition that the spinnerets used on a spinning beam require regular maintenance such as, for example, the scraping of the nozzle plates, so that the cooling devices arranged below the spinning beam are height-adjustable.
- This height adjustability of the cooling device makes use of the invention, in which a sleeve carrier is arranged below the spinning beam, which has one of several uprising sleeves per spinneret.
- the sleeves extend between the spinnerets and the cooling device, wherein the cooling device has one or more inlet openings as a cooling box.
- the sleeve end of the sleeves opposite the inlet openings projects into an annular gap between one of the spinning nozzles and the spinning beam.
- the particular advantage of the invention is that the shielding zone at each of the spinnerets can be adjusted simultaneously by the sleeve sleeves held by the sleeve carrier.
- a first variant of the sleeve carrier is held with firmly upstanding sleeves on an upper side of the cooling box, wherein the cooling box for adjusting an immersion depth of the free sleeve ends in the spinning beam is infinitely adjustable.
- the annular gaps between the Spinneret and the spinning beam dimensioned so that the free end of the variable length sleeves are immersed in the spinning beam.
- the sleeves between the sleeve ends are each formed by a bellows, wherein the cooling box for adjusting a bellows lengths of the bellows is infinitely adjustable.
- the sleeve ends in the annular gap between the spinneret and the spinning beam can also be fixed.
- the change in length of the transition zone is realized solely by the bellows.
- the sleeve carrier is detachably connected to the cooling box and that the cooling box can be used either with or without sleeve carrier on the underside of the spinner.
- the sleeve carrier can be executed in different variants.
- the sleeve carrier in unheated Ablezone be formed in a simple manner by an upper plate of the cooling box.
- the sleeves can be advantageously integrated in the cooling box.
- the sleeve carrier by a heating box and the sleeves of a thermally conductive material, wherein the sleeve ends of the sleeves can be heated by a held within the heating medium heating medium.
- a heating medium can use a metal powder, which is heated by electric heating elements or by a heat pipe system within the heating box.
- the heating medium by a heat transfer fluid, wherein the heating box is connected directly to a heat transfer circuit.
- a heating of the sleeves can also be realized in such a way that each of the sleeves is assigned an electrical heating band on the circumference.
- a heat insulation between the sleeve carrier and the cooling box is preferably arranged in order to avoid heat losses.
- the cooling device can be designed as so-called radial blowing or as cross-flow blowing.
- the cooling box has a plurality of air-permeable cooling cylinders, which are arranged in an upper blowing chamber and form the inlet opening, and that the cooling cylinders are assigned to a plurality of pipe sockets on an outlet side, which are arranged within a distribution chamber and form a plurality of outlet openings to an underside of the cooling box.
- the supply of cooling air is preferably introduced via the distribution chamber, which is connected via a perforated plate with the blow chamber.
- the cooling box has an elongated inlet opening forming the cooling shaft, which extends downwardly along a laterally arranged blast chamber and is connected by a blowing wall with the blast chamber.
- Fig. 1.1 and 1.2 a first embodiment of the melt spinning apparatus is shown in several views.
- Fig. 1.1 is a schematic longitudinal sectional view and in Fig. 1.2 schematically shown a cross-sectional view. Unless an explicit reference is made to one of the figures, the following description applies to both figures.
- the melt spinning device has a spinning beam 1, which in the Fig. 1.1 and 1.2 only shown with a lower half.
- the spinning beam 1 is designed to be heated.
- the spinning beam 1 has a plurality of depressions 5.1, 5.2 and 5.3, which form a spinneret connection 4.1, 4.2 and 4.3 inside the spinning lime 1 in each case.
- At the spinneret ports 4.1, 4.2 and 4.3 are each a spinneret 2.1. 2.2 and 2.3 held.
- the spinnerets 2.1, 2.2 and 2.3 are usually designed as so-called spinneret packs and can be fastened by screw connections to the spinneret nozzles 4.1, 4.2 and 4.3.
- the recesses 5.1, 5.2 and 5.3 are formed larger in diameter than the spinnerets 2.1, 2.2 and 2.3, so that in each case between the recesses 5.1, 5.2 and 5.3 and the spinnerets 2.1, 2.2 and 2.3 forms an annular gap 6.1, 6.2 and 6.3.
- the spinning beam 1 also comprises a melt distribution system, not shown here, which comprises the spinnerets 2.1, 2.2 and 2.3 with a multiple spinning pump combines.
- the spinning pump, not shown here is also held on the spinning beam 1.
- a cooling device 12 which has a height-adjustable cooling box 13.
- the cooling box 13 is formed in this embodiment as a Radialanblasung.
- the cooling box 13 has an upper blow chamber 14 and a lower distribution chamber 17.
- Within the upper blow chamber 14 a plurality of cooling cylinders 16.1, 16.2 and 16.3 are arranged, each forming an inlet opening 15.1, 15.2 and 15.3.
- the inlet openings 15.1 to 15.3 and the cooling cylinders 16.1 to 16.3 are held coaxially with the spinnerets 2.1, 2.2 and 2.3 so that a filament bundle respectively generated by the spinnerets 2.1 to 2.3 can enter the cooling box 13 via the inlet openings 15.1 to 15.3.
- the cooling cylinders 16.1 to 16.3 open into a plurality of pipe sockets 18.1, 18.2 and 18.3, which are arranged in the lower distribution chamber 17.
- the pipe sockets 18.1 to 18.3 each form an outlet opening 21.1, 21.2 and 21.3 on the underside of the cooling box 13.
- the distribution chamber 17 is coupled via an air connection 19 with a cooling air source, not shown here.
- an inflowing cooling air can be guided via a perforated plate 20 into the upper blow chamber 14.
- the cooling cylinders 16.1 to 16.3 arranged within the blow chamber 14 have a gas-permeable wall, so that the cooling air entering inside a blow chamber 14 flows radially from outside to inside via the cooling cylinders 16.1 to 16.3 onto the filament strands routed through the cooling box 13.
- the distribution pipe 17 arranged pipe sockets 18.1 to 18.3 each have a closed cylinder wall.
- the sleeve carrier 10 has a plurality of firmly upstanding sleeves 18.1, 18.2 and 18.3, which are associated with a lower end of the sleeve 7.1, 7.2 and 7.3 the inlet openings 15.1, 15.2 and 15.3 and with an upper sleeve end 9.1, 9.2 and 9.3 in the recesses 5.1, 5.2 and 5.3 of the spinner 1 protrude.
- the sleeve end 9.1, 9.2 and 9.3 of the sleeves 8.1, 8.2 and 8.3 is dimensioned such that the sleeve ends 9.1 to 9.3 protrude into the annular gaps 6.1, 6.2 and 6.3.
- the sleeves 8.1 to 8.3 thus form a transition zone between the spinnerets 2.1 to 2.3 and the cooling device 12, in which the filaments receive no active cooling.
- the sleeve carrier 10 is formed by a plate 11 which is fixed to the top of the cooling box 13.
- the sleeve carrier 10 and the cooling box 13 form a structural unit which is height-adjustable relative to the spinning beam 1.
- the height adjustment of the cooling box 13 is not shown here. It can be advantageously carried out via pneumatic or hydraulic control units that can hold the cooling box 13 and thus the sleeve ends 9.1, 9.2 and 9.3 in any position relative to the spinning beam 1.
- the set between the spinnerets 2.1 to 2.3 and the cooling box 13 length of the shielding zone through the sleeves 8.1 to 8.3 can be adjusted continuously.
- the in the Fig. 1.1 and 1.2 shown number of spinnerets on the underside of the spinner 1 is an example.
- the spinnerets can be held in a plurality of single-row or multi-row on the underside of the spinner.
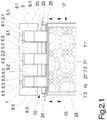
- Fig. 2.1 to 2.2 a further embodiment of the melt spinning device according to the invention is shown.
- the embodiment is in Fig. 2.1 in a longitudinal sectional view and in Fig. 2.2 shown schematically in a cross-sectional view. Unless an explicit reference is made to one of the figures, the following description applies to both figures.
- the spinning beam 1 is identical to the embodiment according to Fig. 1.1 and 1.2 executed, so that at this point to the above description, reference is made and to avoid repetition no further explanation.
- the cooling device 12 is designed as a cross-flow blowing.
- the cooling box 13 on an elongated cooling shaft 26, which forms an inlet opening 15, which extends over the spinnerets 2.1 to 2.3.
- the cooling shaft extends downwardly along a blow chamber 28, which is connected via a blowing wall 27 with the cooling shaft 26.
- the cooling shaft is open at the bottom and forms an outlet opening 21.
- the laterally adjacent to the cooling shaft 26 upstream blow chamber 28 is coupled via a Lauftan gleich 19 with a cooling air source, not shown here.
- a sleeve carrier 10 is arranged in the form of a heating box 22.
- the heating box 22 is penetrated by the sleeve ends 7.1 to 7.3 of the sleeves 8.1 to 8.3, which are associated with the inlet opening 15 at the top of the cooling box 13.
- the function for shielding and for forming a transition zone is identical to the embodiment according to FIG Fig. 1.1 and 1.2 , In the embodiment according to Fig. 2.1 and 2.2 the sleeves 8.1 to 8.3 are heated by the heating box 22.
- the heating box 22 is connected via an inlet 23 and a drain 24 to a heat transfer fluid circuit, not shown here, so that within the heating box 22, the sleeve ends 9.1 to 9.3 of the sleeves 8.1 to 8.3 are lapped with a heat transfer fluid, so that heating of the sleeves 8.1 to 8.3 takes place.
- an insulation 25 is disposed between the heating box 22 and the cooling box 13.
- This in Fig. 2.1 and 2.2 illustrated embodiment of the melt spinning device thus also allows a continuous adjustment of the length of the transition zone between the spinnerets 2.1 to 2.3 and the cooling box 13.
- a length of the transition zone between the spinning beam 1 and the cooling device 12 a This makes it possible to form variable transition zones for the slowed cooling of the filament strands after extrusion.
- the sleeve carrier 10 can be achieved with the sleeves 8.1 to 8.3 of the cooling device 12, so that the cooling device 12 can be held with the cooling box 10 and the insulation 25 directly to the bottom 3 of the spinner 1.
- the thread production can be realized without an additional shielding.
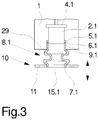
- FIG. 3 another embodiment of a melt spinning apparatus is shown schematically in a cross-sectional view.
- the spinning beam 1 with the sleeve carrier 10 and one of the sleeves 8.1 is shown.
- the cooling device 12 located below the sleeve carrier 10 has not been shown since the variant according to FIG Fig. 3 optionally with the embodiment according to Fig. 1.1 or 2.1 can be combined.
- the sleeve 8.1 is formed by a bellows 29.
- the bellows 29 extends between the sleeve ends 7.1 and 9.1.
- the sleeve end 9.1 is secured in an annular gap 6.
- the opposite sleeve end 7.1 is also attached to the sleeve carrier 10.
- the sleeve carrier can be adjusted in height, so that the bellows 29 is stretched or compressed depending on the direction of adjustment.
- the change in length can thus be realized solely by the bellows 29.
- the bellows 29 is preferably made of a wire mesh having thermally conductive properties. Therefore, the in Fig. 3 illustrated embodiment also run heated.
- a further embodiment of a sleeve carrier 10 is shown, for example, in the melt spinning device according to Fig. 1.1 or Fig. 2.1 could be used.
- the embodiment according to Fig. 4 is essentially identical to the embodiment according to Fig. 2.1 ,
- the sleeve carrier 10 is executed in this case by a heating box 22.
- the heating box is penetrated by the sleeve ends 7.1 to 7.3, wherein in Fig. 4 only the sleeve end 7.1 of the sleeve 8.1 is shown.
- a metal powder 33 is arranged, which is heated by two electrically heated heating elements 31.
- the heating elements 31 extend substantially over the entire length of the spinneret 1.
- the sleeves connected to the heating box 22 8.1 to 8.3 can be heated.
- the heating elements 31 could also be replaced by a heat pipe system.
- the metal powder 30 is heated within the heating box 22 by a respective heat pipe.
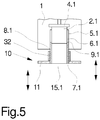
- the sleeve carrier 10 is formed as a plate 11, as in the embodiment according to Fig. 1.1 and 1.2 shown, a heating of the sleeves 8.1 to 8.3 could be done directly by an electric heating tape.
- the sleeve carrier 10 is designed as a plate 11 and carries the towering sleeves 8.1 to 8.3, wherein in Fig. 5 only the sleeve 8.1 is shown.
- the held on the sleeve carrier 10 sleeve end 7.1 is associated with a strip heater 32 in the immediate vicinity, which is held on the circumference of the sleeve 8.1.
- Sleeves 8.2 and 8.3 also have an electrical heating tape 32, so that each of the transition zones is executable with a heated sleeve.
- the embodiments shown in the figures represent only a few design options to allow by means of a height-adjustable sleeve carrier 10, a simultaneous parallel adjustment of a plurality of spinnerets associated sleeves.
- the key here is that cooperation between the cooling device 12 and the sleeve carrier 10, for setting a desired length of the transition zone for shielding possible cooling air flows immediately below the spinnerets.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Description
Die Erfindung betrifft eine Schmelzspinnvorrichtung mit mehreren Spinndüsen gemäß dem Oberbegriff des Anspruchs 1.The invention relates to a melt spinning apparatus with a plurality of spinnerets according to the preamble of
Eine gattungsgemäße Schmelzspinnvorrichtung ist aus der
Bei der Herstellung von synthetischen Filamentfäden ist es üblich, dass innerhalb einer Spinnstelle mehrere Fäden parallel nebeneinander aus mehreren Spinndüsen extrudiert werden. Die Spinndüsen sind hierzu mit Abstand zueinander an einem beheizten Spinnbalken gehalten, der ein Schmelzeverteilersystem zur Versorgung der Spinndüsen enthält. Somit lassen sich alle schmelzeführenden Teile sowie die Spinndüsen innerhalb des Spinnbalkens beheizen. Die Spinndüsen sind hierzu in Vertiefungen an der Unterseite des Spinnbalkens angeordnet. An der Unterseite des Spinnbalkens schließt sich ein Kühlkasten an, um die aus den Spinndüsen extrudierten Filamentstränge mittels eines Kühlluftstromes abzukühlen, damit diese nach der Abkühlung jeweils zu einem multifilen Faden zusammenzufassen.In the production of synthetic filament yarns, it is common for several threads to be extruded parallel to each other from a plurality of spinnerets within a spinning station. For this purpose, the spinnerets are held at a distance from one another on a heated spinning bar, which contains a melt distribution system for supplying the spinnerets. Thus, all the melt-carrying parts and the spinnerets can be heated within the spinner. For this purpose, the spinnerets are arranged in depressions on the underside of the spinneret. At the bottom of the spinning beam, a cooling box connects to cool the extruded from the spinneret filament strands by means of a cooling air flow, so that they combine after cooling each to a multifilament yarn.
Bei der Herstellung bestimmter Fadentypen hat sich herausgestellt, dass eine verzögerte Abkühlung der Filamente sich besonders positiv auf bestimmte Fadeneigenschaften auswirkt. Hierzu wird bei der kannten Schmelzspinnvorrichtung ein sogenannter Nacherhitzer zwischen dem Spinnbalken und dem Kühlkasten angeordnet, so dass die frisch extrudierten Filamente zunächst eine nicht kühlbare Übergangszone durchlaufen.In the production of certain types of thread has been found that a delayed cooling of the filaments has a particularly positive effect on certain thread properties. For this purpose, a so-called reheater is arranged between the spinning beam and the cooling box in the known melt spinning device, so that the freshly extruded filaments first pass through a non-coolable transition zone.
Derartige nicht kühlbare Übergangszonen haben sich als wesentlicher Parameter herausgestellt, um in einem Spinnprozess die Fadenqualität zu optimieren. Dabei besteht der Wunsch, die Übergangszonen möglichst flexible gestalten zu können, so dass insbesondere eine Länge einer Abschirmung zwischen den Spinndüsen und der Kühleinrichtung veränderbar ist. Die bekannte Schmelzspinnvorrichtung erfordert hierzu jedoch sehr aufwändige Umbauarbeiten.Such non-coolable transition zones have proven to be an essential parameter in order to optimize the thread quality in a spinning process. There is a desire to make the transition zones as flexible as possible, so that in particular a length of a shield between the spinnerets and the cooling device is changeable. However, the known melt spinning device requires this very complex remodeling.
Aus der
Es ist daher Aufgabe der Erfindung, eine Schmelzspinnvorrichtung mit mehreren Spinndüsen derart weiterzubilden, dass eine zwischen den Spinndüsen und er Kühleinrichtung vorgesehene Übergangszone in ihrer Länge einfach und variabel veränderbar ist.It is therefore an object of the invention to develop a melt spinning device with a plurality of spinnerets such that a transition zone provided between the spinnerets and the cooling device is simple and variably variable in length.
Diese Aufgabe wird erfindungsgemäß durch eine Schmelzspinnvorrichtung mit den Merkmalen des Anspruchs 1 gelöst.This object is achieved by a melt spinning device with the features of
Vorteilhafte Weiterbildungen der Erfindung sind durch die Merkmale und Merkmalskombinationen der Unteransprüche definiert.Advantageous developments of the invention are defined by the features and feature combinations of the subclaims.
Die Erfindung beruht auf der Erkenntnis, dass die an einem Spinnbalken eingesetzten Spinndüsen eine regelmäßige Wartung wie beispielsweise das Schaben der Düsenplatten erfordern, so dass die unterhalb des Spinnbalkens angeordneten Kühleinrichtungen höhenverstellbar ausgeführt werden. Diese Höhenverstellbarkeit der Kühleinrichtung macht sich die Erfindung zu Nutze, in dem unterhalb des Spinnbalkens ein Hülsenträger angeordnet ist, der pro Spinndüse eine von mehreren aufragenden Hülsen aufweist. Die Hülsen erstrecken sich dabei zwischen den Spinndüsen und der Kühleinrichtung, wobei die Kühleinrichtung als Kühlkasten ein oder mehrere Einlassöffnungen aufweist. Das zu den Einlassöffnungen gegenüberliegende Hülsenende der Hülsen ragt dabei jeweils in einen Ringspalt zwischen einer der Spinndüsen und dem Spinnbalken hinein. Der besondere Vorteil der Erfindung liegt darin, dass durch den Hülsenträger die Abschirmzone an jeder der Spinndüsen gleichzeitig durch die die gehaltenen Hülsen verstellt werden können.The invention is based on the recognition that the spinnerets used on a spinning beam require regular maintenance such as, for example, the scraping of the nozzle plates, so that the cooling devices arranged below the spinning beam are height-adjustable. This height adjustability of the cooling device makes use of the invention, in which a sleeve carrier is arranged below the spinning beam, which has one of several uprising sleeves per spinneret. The sleeves extend between the spinnerets and the cooling device, wherein the cooling device has one or more inlet openings as a cooling box. In each case, the sleeve end of the sleeves opposite the inlet openings projects into an annular gap between one of the spinning nozzles and the spinning beam. The particular advantage of the invention is that the shielding zone at each of the spinnerets can be adjusted simultaneously by the sleeve sleeves held by the sleeve carrier.
Je nach Beschaffenheit der Hülsen an dem Hülsenträger lassen sich zwei alternative Weiterbildungen zur Verstellbarkeit der Übergangszonen ausführen. Bei einer ersten Variante ist der Hülsenträger mit fest aufragenden Hülsen an einer Oberseite des Kühlkastens gehalten, wobei der Kühlkasten zur Einstellung einer Eintauchtiefe der freien Hülsenenden in den Spinnbalken stufenlos verstellbar ist. Hierzu sind die Ringspalte zwischen den Spinndüsen und dem Spinnbalken derart bemessen, dass die freien Hülsenenden mit variabler Länge in den Spinnbalken eintauchbar sind.Depending on the nature of the sleeves on the sleeve carrier, two alternative developments can be carried out to adjust the transition zones. In a first variant of the sleeve carrier is held with firmly upstanding sleeves on an upper side of the cooling box, wherein the cooling box for adjusting an immersion depth of the free sleeve ends in the spinning beam is infinitely adjustable. For this purpose, the annular gaps between the Spinneret and the spinning beam dimensioned so that the free end of the variable length sleeves are immersed in the spinning beam.
Bei einer zweiten alternativen Weiterbildung der Erfindung sind die Hülsen zwischen den Hülsenenden jeweils durch einen Faltenbalg gebildet, wobei der Kühlkasten zur Einstellung einer Balgenlängen der Faltbalge stufenlos verstellbar ist. In diesem Fall können die Hülsenenden in dem Ringspalt zwischen der Spinndüse und dem Spinnbalken ebenfalls fixiert werden. Die Längenänderung der Übergangszone wird dabei allein durch den Faltenbalg realisiert.In a second alternative embodiment of the invention, the sleeves between the sleeve ends are each formed by a bellows, wherein the cooling box for adjusting a bellows lengths of the bellows is infinitely adjustable. In this case, the sleeve ends in the annular gap between the spinneret and the spinning beam can also be fixed. The change in length of the transition zone is realized solely by the bellows.
Zur Erhöhung der Flexibilität der erfindungsgemäßen Schmelzspinnvorrichtung ist desweiteren vorgesehen, dass der Hülsenträger lösbar mit dem Kühlkasten verbunden ist und dass der Kühlkasten wahlweise mit oder ohne Hülsenträger an der Unterseite des Spinnbalkens einsetzbar ist.To increase the flexibility of the melt spinning device according to the invention is further provided that the sleeve carrier is detachably connected to the cooling box and that the cooling box can be used either with or without sleeve carrier on the underside of the spinner.
Je nach Herstellungsprozess lässt sich der Hülsenträger in unterschiedlichen Varianten ausführen. So kann der Hülsenträger bei unbeheizten Abschirmzone in einfacher Art und Weise durch eine obere Platte des Kühlkastens gebildet sein. In diesem Fall lassen sich die Hülsen vorteilhaft an dem Kühlkasten integrieren.Depending on the manufacturing process, the sleeve carrier can be executed in different variants. Thus, the sleeve carrier in unheated Abschirmzone be formed in a simple manner by an upper plate of the cooling box. In this case, the sleeves can be advantageously integrated in the cooling box.
Um eine aktive Beheizung der Übergangszone zu realisieren, besteht alternativ die Möglichkeit, den Hülsenträger durch einen Heizkasten und die Hülsen aus einem wärmeleitenden Material zu bilden, wobei die Hülsenenden der Hülsen durch ein innerhalb des Heizkastens gehaltenes Heizmedium beheizbar ist.In order to realize an active heating of the transition zone, it is alternatively possible to form the sleeve carrier by a heating box and the sleeves of a thermally conductive material, wherein the sleeve ends of the sleeves can be heated by a held within the heating medium heating medium.
Als Heizmedium lässt sich ein Metallpulver nutzen, das durch elektrische Heizstäbe oder durch ein Heatpipesystem innerhalb des Heizkastens beheizt wird.As a heating medium can use a metal powder, which is heated by electric heating elements or by a heat pipe system within the heating box.
Es besteht jedoch auch die Möglichkeit, das Heizmedium durch ein Wärmeträgerfluid zu bilden, wobei der Heizkasten unmittelbar an einem Wärmeträgerkreislauf angeschlossen ist.However, it is also possible to form the heating medium by a heat transfer fluid, wherein the heating box is connected directly to a heat transfer circuit.
Eine Beheizung der Hülsen lässt sich auch derart realisieren, indem den Hülsen am Umfang jeweils ein elektrisches Heizband zugeordnet ist.A heating of the sleeves can also be realized in such a way that each of the sleeves is assigned an electrical heating band on the circumference.
Beim Einsatz beheizter Hülsen an dem Hülsenträger wird bevorzugt eine Wärmeisolierung zwischen dem Hülsenträger und dem Kühlkasten angeordnet, um Wärmeverluste zu vermeiden.When using heated sleeves on the sleeve carrier, a heat insulation between the sleeve carrier and the cooling box is preferably arranged in order to avoid heat losses.
In Abhängigkeit von dem jeweiligen Fadentiter und der Anzahl der Filamente lässt sich die Kühleinrichtung als sogenannte Radialanblasung oder als Querstromanblasung ausführen. Um einen Kühlluftstrom radial von außen nach innen zu erzeugen ist die Weiterbildung der Erfindung vorgesehen, bei welcher der Kühlkasten mehrere luftdurchlässige Kühlzylinder aufweist, die in einer oberen Blaskammer angeordnet sind und die Einlassöffnung bilden, und dass den Kühlzylindern auf einer Auslassseite mehrere Rohrstutzen zugeordnet sind, die innerhalb einer Verteilkammer angeordnet sind und mehrere Auslassöffnungen an eine Unterseite des Kühlkastens bilden. Somit ist eine intensive Abkühlung durch einen über die Kühlzylinder radial von außen nach innen erzeugter Kühlluftstrom möglich.Depending on the respective yarn denier and the number of filaments, the cooling device can be designed as so-called radial blowing or as cross-flow blowing. In order to generate a cooling air flow radially from outside to inside, the development of the invention is provided, in which the cooling box has a plurality of air-permeable cooling cylinders, which are arranged in an upper blowing chamber and form the inlet opening, and that the cooling cylinders are assigned to a plurality of pipe sockets on an outlet side, which are arranged within a distribution chamber and form a plurality of outlet openings to an underside of the cooling box. Thus, an intensive cooling by a via the cooling cylinder radially from outside to inside generated cooling air flow is possible.
Die Zufuhr der Kühlluft wird dabei bevorzugt über die Verteilkammer eingeleitet, die über ein Lochblech mit der Blaskammer verbunden ist.The supply of cooling air is preferably introduced via the distribution chamber, which is connected via a perforated plate with the blow chamber.
Zur Ausbildung einer Querstromanblasung wird die Weiterbildung der Erfindung genutzt, bei welcher der Kühlkasten einen länglichen die Einlassöffnung bildenden Kühlschacht aufweist, der sich nach unten hin entlang einer seitlich angeordneten Blaskammer erstreckt und durch eine Blaswand mit der Blaskammer verbunden ist.To form a cross-flow blowing the development of the invention is used, in which the cooling box has an elongated inlet opening forming the cooling shaft, which extends downwardly along a laterally arranged blast chamber and is connected by a blowing wall with the blast chamber.
Im Nachfolgenden wird die Erfindung anhand einiger Ausführungsbeispiele der erfindungsgemäßen Schmelzspinnvorrichtung unter Bezug auf die beigefügten Figuren näher erläutert.In the following, the invention will be explained in more detail with reference to some embodiments of the melt spinning device according to the invention with reference to the accompanying figures.
Es stellen dar:
-
Fig. 1.1
und
Fig. 1.2 mehrere Ansichten eines ersten Ausführungsbeispiels der Schmelzspinnvorrichtung -
Fig. 2.1
und
Fig. 2.2 mehrere Ansichten eines weiteren Ausführungsbeispiels der erfindungsgemäßen Schmelzspinnvorrichtung -
Fig. 3 schematisch eine Querschnittsansicht eines weiteren Ausführungsbeispiels der Schmelzspinnvorrichtung -
Fig. 4 schematisch eine Querschnittsansicht eines weiteren Ausführungsbeispiels der erfindungsgemäßen Schmelzspinnvorrichtung -
Fig. 5 schematisch eine Querschnittsansicht eines weiteren Ausführungsbeispiels der Schmelzspinnvorrichtung
-
Fig. 1.1
and
Fig. 1.2 several views of a first embodiment of the melt spinning device -
Fig. 2.1
and
Fig. 2.2 several views of another embodiment of the melt spinning device according to the invention -
Fig. 3 schematically a cross-sectional view of another embodiment of the melt spinning device -
Fig. 4 schematically a cross-sectional view of another embodiment of the melt spinning device according to the invention -
Fig. 5 schematically a cross-sectional view of another embodiment of the melt spinning device
In
Die Schmelzspinnvorrichtung weist einen Spinnbalken 1 auf, der in den
Der Spinnbalken 1 umfasst noch ein hier nicht dargestelltes Schmelzeverteilersystem, das die Spinndüsen 2.1, 2.2 und 2.3 mit einer Mehrfachspinnpumpe verbindet. Die hier nicht dargestellte Spinnpumpe ist ebenfalls am Spinnbalken 1 gehalten.The
Unterhalb des Spinnbalkens 1 ist eine Kühleinrichtung 12 angeordnet, die einen höhenverstellbaren Kühlkasten 13 aufweist. Der Kühlkasten 13 ist in diesem Ausführungsbeispiel als eine Radialanblasung ausgebildet. Hierzu weist der Kühlkasten 13 eine obere Blaskammer 14 und eine untere Verteilkammer 17 auf. Innerhalb der oberen Blaskammer 14 sind mehrere Kühlzylinder 16.1, 16.2 und 16.3 angeordnet, die jeweils eine Einlassöffnung 15.1, 15.2 und 15.3 bilden. Die Einlassöffnungen 15.1 bis 15.3 sowie die Kühlzylinder 16.1 bis 16.3 sind koaxial zu den Spinndüsen 2.1, 2.2 und 2.3 gehalten, so dass ein durch die Spinndüsen 2.1 bis 2.3 jeweils erzeugtes Filamentbündel über die Einlassöffnungen 15.1 bis 15.3 in den Kühlkasten 13 einlaufen können.Below the
Die Kühlzylinder 16.1 bis 16.3 münden in mehrere Rohrstutzen 18.1, 18.2 und 18.3, die in der unteren Verteilkammer 17 angeordnet sind. Die Rohrstutzen 18.1 bis 18.3 bilden an der Unterseite des Kühlkastens 13 jeweils eine Auslassöffnung 21.1, 21.2 und 21.3. Die Verteilkammer 17 ist über einen Luftanschluss 19 mit einer hier nicht dargestellten Kühlluftquelle gekoppelt. Innerhalb der Verteilkammer 17 lässt sich eine einströmende Kühlluft über ein Lochblech 20 in die obere Blaskammer 14 leiten. Die innerhalb der Blaskammer 14 angeordneten Kühlzylinder 16.1 bis 16.3 weisen eine gasdurchlässige Wandung auf, so dass die innerhalb einer Blaskammer 14 eintretende Kühlluft über die Kühlzylinder 16.1 bis 16.3 auf die durch den Kühlkasten 13 geleiteten Filamentstränge radial von außen nach innen strömt. Die der Verteilkammer 17 angeordneten Rohrstutzen 18.1 bis 18.3 weisen jeweils eine geschlossene Zylinderwandung auf.The cooling cylinders 16.1 to 16.3 open into a plurality of pipe sockets 18.1, 18.2 and 18.3, which are arranged in the
Zwischen dem Kühlkasten 13 und dem Spinnbalken 1 ist ein Hülsenträger 10 angeordnet. Der Hülsenträger 10 weist mehrere fest aufragende Hülsen 18.1, 18.2 und 18.3 auf, die mit einem unteren Hülsenende 7.1, 7.2 und 7.3 den Einlassöffnungen 15.1, 15.2 und 15.3 zugeordnet sind und die mit einem oberen Hülsenende 9.1, 9.2 und 9.3 in die Vertiefungen 5.1, 5.2 und 5.3 des Spinnbalkens 1 hineinragen. Das Hülsenende 9.1, 9.2 und 9.3 der Hülsen 8.1, 8.2 und 8.3 ist derart bemessen, dass die Hülsenenden 9.1 bis 9.3 in die Ringspalte 6.1, 6.2 und 6.3 hineinragen. Die Hülsen 8.1 bis 8.3 bilden somit eine Übergangszone zwischen den Spinndüsen 2.1 bis 2.3 und der Kühleinrichtung 12, in welcher die Filamente keine aktive Kühlung erhalten.Between the
In diesem Ausführungsbeispiel ist der Hülsenträger 10 durch eine Platte 11 gebildet, die an der Oberseite des Kühlkastens 13 befestigt ist. So bilden der Hülsenträger 10 und der Kühlkasten 13 eine Baueinheit, die relativ zum Spinnbalken 1 höhenverstellbar ist. Die Höhenverstellung des Kühlkastens 13 ist hier nicht näher dargestellt. Sie lässt sich vorteilhaft über pneumatische oder hydraulische Steuereinheiten ausführen, die den Kühlkasten 13 und damit die Hülsenenden 9.1, 9.2 und 9.3 in beliebiger Position relativ zum Spinnbalken 1 halten können. Somit lässt sich die zwischen den Spinndüsen 2.1 bis 2.3 und dem Kühlkasten 13 eingestellte Länge der Abschirmzone durch die Hülsen 8.1 bis 8.3 stufenlos einstellen.In this embodiment, the
Die in der
In den
Der Spinnbalken 1 ist identisch zu dem Ausführungsbeispiel nach
Unterhalb des Spinnbalkens 1 ist die Kühleinrichtung 12 als eine Querstromanblasung ausgeführt. Hierzu weist der Kühlkasten 13 einen länglichen Kühlschacht 26 auf, der eine Einlassöffnung 15 bildet, die sich über die Spinndüsen 2.1 bis 2.3 erstreckt.Below the
Wie insbesondere aus der Darstellung in
Die seitlich neben dem Kühlschacht 26 vorgeordnete Blaskammer 28 ist über einen Lauftanschluss 19 mit einer hier nicht dargestellten Kühlluftquelle gekoppelt.The laterally adjacent to the cooling
An der Oberseite des Kühlkastens 13 ist ein Hülsenträger 10 in Form eines Heizkastens 22 angeordnet. Der Heizkasten 22 wird von den Hülsenenden 7.1 bis 7.3 der Hülsen 8.1 bis 8.3 durchdrungen, die der Einlassöffnung 15 an der Oberseite des Kühlkastens 13 zugeordnet sind. Die gegenüberliegenden Hülsenenden 9.1 bis 9.3 der aus einem wärmeleitenden Material gebildeten Hülsen 8.1 bis 8.3 ragen in die Ringspalte 6.1 bis 6.3. Die Funktion zur Abschirmung und zur Bildung einer Übergangszone ist hierbei identisch zu dem Ausführungsbeispiel nach
Das in
Bei dem in
In
Bei dem in
Zur Einstellung einer Länge der Abschirmung zwischen der Spinndüse 2.1 und dem Hülsenträger 10 lässt sich der Hülsenträger in seiner Höhe verstellen, so dass der Faltenbalg 29 je nach Richtung der Verstellung gedehnt oder gestaucht wird. Die Längenänderung lässt sich somit allein durch den Faltenbalg 29 realisieren. Der Faltenbalg 29 ist bevorzugt aus einem Drahtgewebe hergestellt, dass wärmeleitende Eigenschaften aufweist. Daher lässt sich das in
In der
Bei dem in
Für den Fall, dass der Hülsenträger 10 als eine Platte 11 ausgebildet ist, wie in dem Ausführungsbeispiel nach
Die in den Figuren dargestellten Ausführungsbeispiele stellen nur einige Konstruktionsmöglichkeiten dar, um mittels eines höhenverstellbaren Hülsenträgers 10 eine gleichzeitige parallele Verstellung mehrerer den Spinndüsen zugeordneten Hülsen zu ermöglichen. Wesentliche hierbei ist, dass Zusammenwirken zwischen der Kühleinrichtung 12 und dem Hülsenträger 10, zur Einstellung einer gewünschten Länge der Übergangszone zur Abschirmung möglicher Kühllufteinflüsse unmittelbar unterhalb der Spinndüsen. The embodiments shown in the figures represent only a few design options to allow by means of a height-
Claims (13)
- A melt spinning device having a plurality of spinning nozzles (2.1, 2.2), which are held on a heatable spin beam (1), and having a cooling device (12) which has a height-adjustable cooling box (13) on an underside (3) of the spin beam (1), the cooling box (13) having one or more inlet openings (15, 15.1, 15.2) associated with the spinning nozzles (2.1, 2.2), characterized in that a sleeve carrier (10) which has one of a plurality of projecting sleeves (8.1, 8.2) per spinning nozzle (2.1, 2.2) is arranged between the cooling box (13) and the spin beam (1), said sleeves are associated with one sleeve end (7.1, 7.2) of the inlet opening or openings (15, 15.1, 15.2) of the cooling box (13) and, with an opposite free sleeve end (9.1, 9.2), each project into an annular gap (6.1, 6.2) between one of the spinning nozzles (2.1, 2.2) and the spin beam (1).
- The melt spinning device as claimed in claim 1, characterized in that the sleeve carrier (10) is held with fixedly projecting sleeves (8.1, 8.2) on an upper side of the cooling box (13), and in that the cooling box (13) can be adjusted continuously in order to adjust an immersion depth of the free sleeve end (9.1, 9.2) into the spin beam (1).
- The melt spinning device as claimed in claim 1, characterized in that the sleeves (8.1, 8.2) between the sleeve ends (7.1, 7.2, 9.1, 9.2) are each formed by a bellows (29), wherein the cooling box (13) can be adjusted continuously to set a length of the bellows (29).
- The melt spinning device as claimed in one of claims 1 to 3, characterized in that the sleeve carrier (10) is detachably connected to the cooling box (13), and that in that the cooling box (13) can optionally be used with or without sleeve carriers (10) on the underside (3) of the spin beam (1).
- The melt spinning device as claimed in one of claims 1 to 4, characterized in that the sleeve carrier (10) is formed by an upper plate (11) of the cooling box (13).
- The melt spinning device as claimed in one of claims 1 to 4, characterized in that the sleeve carrier (10) is formed by a heating box (22) and the sleeves (8.1, 8.2) are formed from a heat-conducting material, wherein the sleeve ends (7.1, 7.2) of the sleeves (8.1, 8.2) can be heated by a heating medium held within the heating box (22).
- The melt spinning device as claimed in claim 6, characterized in that the heating medium is a metal powder (30), which can be heated by electric heating rods (31) or by a heat-pipe system.
- The melt spinning device as claimed in claim 6, characterized in that the heating medium is formed by a heat-exchange fluid, wherein the heating box (22) is connected to a heat-exchange circuit.
- The melt spinning device as claimed in one of claims 1 to 5, characterized in that the sleeves (8.1, 8.2) can each be heated by an electric heating strip (32) on the circumference.
- The melt spinning device as claimed in one of claims 6 to 9, characterized in that thermal insulation (25) is arranged between the sleeve carrier (10) and the cooling box (13).
- The melt spinning device as claimed in one of claims 1 to 10, characterized in that the cooling box (13) has a plurality of air-permeable cooling cylinders (16.1, 16.2), which are arranged in an upper blower chamber (14) and form the inlet openings (15.1, 15.2), and in that the cooling cylinders (16.1, 16.2) are assigned a plurality of pipe nozzles (18.1, 18.2) on an outlet side, which are arranged within a distributor chamber (17) and form a plurality of outlet openings (21.1, 21.2) on an underside of the cooling box (13).
- The melt spinning device as claimed in claim 11, characterized in that a perforated plate (20) is arranged between the blower chamber (14) and the distributor chamber (17), and in that the distributor chamber (17) is connected to a cooling air source.
- The melt spinning device as claimed in one of claims 1 to 10, characterized in that the cooling box (13) has an elongated cooling shaft (26) forming the inlet opening (15), which extends downward along a blower chamber (28) arranged at the side and is connected to the blower chamber (28) by a blower wall (27).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014014728.2A DE102014014728A1 (en) | 2014-10-04 | 2014-10-04 | Melt spinning apparatus |
| PCT/EP2015/072655 WO2016050897A1 (en) | 2014-10-04 | 2015-10-01 | Melt spinning device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3201376A1 EP3201376A1 (en) | 2017-08-09 |
| EP3201376B1 true EP3201376B1 (en) | 2018-09-19 |
Family
ID=54207514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15771599.6A Not-in-force EP3201376B1 (en) | 2014-10-04 | 2015-10-01 | Meltspinning apparatus |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3201376B1 (en) |
| JP (1) | JP2017534774A (en) |
| KR (1) | KR20170066392A (en) |
| CN (1) | CN107075734B (en) |
| DE (1) | DE102014014728A1 (en) |
| WO (1) | WO2016050897A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102400547B1 (en) * | 2017-01-26 | 2022-05-19 | 코오롱인더스트리 주식회사 | Apparatus and Method for Manufacturing Polyester Yarn Having High Strength |
| CN113737291B (en) * | 2020-05-29 | 2023-12-19 | 欧瑞康纺织有限及两合公司 | Melt spinning apparatus |
| CN113089114B (en) * | 2021-03-24 | 2022-07-19 | 湖州市中跃化纤有限公司 | Process method for improving inherent quality uniformity of coarse denier porous special-shaped filament PET-POY |
| CN114808160B (en) * | 2022-05-31 | 2023-08-11 | 浙江安吉华逸化纤有限公司 | Single-layer graphene multifunctional composite fiber melt spinning equipment and process |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4902461A (en) * | 1987-03-20 | 1990-02-20 | Barmag, Ag | Method for heating an advancing yarn |
| ITPR20010091A1 (en) | 2001-12-21 | 2003-06-21 | Moroder Sa | RADIAL CLOSED CHIMNEY OF MULTIBAVA SPINNING AND PROCEDURE OF CONDUCTING THE SPINNING PLANT. |
| DE102010020187A1 (en) * | 2010-05-11 | 2011-11-17 | Oerlikon Textile Gmbh & Co. Kg | Method and apparatus for melt spinning and cooling a variety of synthetic filaments |
| DE102011117458A1 (en) * | 2011-11-02 | 2013-05-02 | Oerlikon Textile Gmbh & Co. Kg | Device for melt spinning and cooling of synthetic filaments |
| CN103374762B (en) * | 2012-04-26 | 2016-12-21 | 欧瑞康纺织技术(北京)有限公司 | For melt spinning and the equipment of cooling synthetic filaments |
| CN203498516U (en) * | 2013-10-22 | 2014-03-26 | 欧瑞康纺织有限及两合公司 | Device for melt spinning and cooling synthesizing of filaments |
-
2014
- 2014-10-04 DE DE102014014728.2A patent/DE102014014728A1/en not_active Withdrawn
-
2015
- 2015-10-01 KR KR1020177009034A patent/KR20170066392A/en unknown
- 2015-10-01 EP EP15771599.6A patent/EP3201376B1/en not_active Not-in-force
- 2015-10-01 CN CN201580053393.5A patent/CN107075734B/en active Active
- 2015-10-01 JP JP2017518239A patent/JP2017534774A/en active Pending
- 2015-10-01 WO PCT/EP2015/072655 patent/WO2016050897A1/en active Application Filing
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107075734A (en) | 2017-08-18 |
| KR20170066392A (en) | 2017-06-14 |
| EP3201376A1 (en) | 2017-08-09 |
| WO2016050897A1 (en) | 2016-04-07 |
| JP2017534774A (en) | 2017-11-24 |
| DE102014014728A1 (en) | 2016-04-07 |
| CN107075734B (en) | 2019-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3201376B1 (en) | Meltspinning apparatus | |
| EP1902164B1 (en) | Spinning apparatus and process for producing fine threads by splicing for forming a nonwoven, and nonwoven obtainable thereby | |
| WO1992002316A1 (en) | Device for cooling extruded profiles | |
| WO2013064588A1 (en) | Device for melt-spinning and cooling synthetic filaments | |
| DE102013012869A1 (en) | Device for melt spinning and cooling filament strands | |
| WO2016173828A1 (en) | Process and device for the melt spinning and cooling of multifilament threads | |
| DE102005053248A1 (en) | Melting blow head with variable spinning width | |
| DE202008015313U1 (en) | Apparatus for cooling a plurality of synthetic filament bundles | |
| EP0781877B1 (en) | Melt-spinning apparatus | |
| DE102015012846A1 (en) | Melt spinning apparatus | |
| DE202008015315U1 (en) | Device for melt spinning and cooling of several synthetic threads | |
| DE102014007454A1 (en) | Device for removing and hiding a synthetic yarn sheet | |
| EP2122019B1 (en) | Device for melt-spinning synthetic filaments | |
| WO2002090632A1 (en) | Compressive crimping device for a synthetic multi-threaded yarn | |
| EP2665849B1 (en) | Device for cooling down a plurality of synthetic threads | |
| EP2049714B1 (en) | Texturing machine | |
| DE2218239C3 (en) | Device for melt spinning filaments from a synthetic polymer | |
| DE60308469T2 (en) | Injection nozzle with a removable and replaceable heater | |
| EP2627808B1 (en) | Device for the thermal treatment of several yarns | |
| DE102013014572A1 (en) | Device for melt-spinning and cooling of synthetic filaments during manufacturing synthetic threads, has suction device held in distance to outlet of shaft, sucking monomers outside box, and vertically adjustably formed relative to outlet | |
| DE102005048334A1 (en) | Apparatus for melt spinning and cooling synthetic filament tow, for producing textile yarns, having blast candle with blast mantle comprising perforated metal cylinder, giving even cooling air blast | |
| DE10053731A1 (en) | Melt spinning plant for synthetic fibers, includes air cooling section supported on movable height adjuster and sealed against spinneret assembly | |
| DE102007019353B4 (en) | Meltblowing device and method for supplying process air in a meltblowing device | |
| DE10348865A1 (en) | Spinneret with internal heating for spunbonded fabrics and yarns | |
| DE19735571C2 (en) | Spinning device for spinning filaments out of synthetic polymers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20170425 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180522 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1043381 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015006009 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181220 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190119 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015006009 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181001 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| 26N | No opposition filed |
Effective date: 20190620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181001 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191021 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180919 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20151001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015006009 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210501 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1043381 Country of ref document: AT Kind code of ref document: T Effective date: 20201001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201001 |