EP3180467B1 - Hybrid woven textile for composite reinforcement - Google Patents
Hybrid woven textile for composite reinforcement Download PDFInfo
- Publication number
- EP3180467B1 EP3180467B1 EP15750905.0A EP15750905A EP3180467B1 EP 3180467 B1 EP3180467 B1 EP 3180467B1 EP 15750905 A EP15750905 A EP 15750905A EP 3180467 B1 EP3180467 B1 EP 3180467B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibers
- woven fabric
- fabric according
- nonwoven
- strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 17
- 230000002787 reinforcement Effects 0.000 title claims description 10
- 239000004753 textile Substances 0.000 title description 21
- 239000000835 fiber Substances 0.000 claims description 99
- 239000002759 woven fabric Substances 0.000 claims description 32
- 239000011230 binding agent Substances 0.000 claims description 27
- 229920005989 resin Polymers 0.000 claims description 27
- 239000011347 resin Substances 0.000 claims description 27
- 238000000034 method Methods 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 20
- 239000007788 liquid Substances 0.000 claims description 15
- 230000008569 process Effects 0.000 claims description 15
- 238000009941 weaving Methods 0.000 claims description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 11
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 9
- 229910052799 carbon Inorganic materials 0.000 claims description 9
- 239000004917 carbon fiber Substances 0.000 claims description 9
- 239000011521 glass Substances 0.000 claims description 8
- 229920000728 polyester Polymers 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 7
- 229920000642 polymer Polymers 0.000 claims description 6
- 239000004952 Polyamide Substances 0.000 claims description 5
- 229920003235 aromatic polyamide Polymers 0.000 claims description 5
- 239000010410 layer Substances 0.000 claims description 5
- 229920002647 polyamide Polymers 0.000 claims description 5
- 229920000106 Liquid crystal polymer Polymers 0.000 claims description 4
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 claims description 4
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 4
- 239000004760 aramid Substances 0.000 claims description 4
- 229920001577 copolymer Polymers 0.000 claims description 4
- 239000011159 matrix material Substances 0.000 claims description 4
- 239000010453 quartz Substances 0.000 claims description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 claims description 3
- 239000004814 polyurethane Substances 0.000 claims description 3
- 229920002635 polyurethane Polymers 0.000 claims description 3
- ICXAPFWGVRTEKV-UHFFFAOYSA-N 2-[4-(1,3-benzoxazol-2-yl)phenyl]-1,3-benzoxazole Chemical compound C1=CC=C2OC(C3=CC=C(C=C3)C=3OC4=CC=CC=C4N=3)=NC2=C1 ICXAPFWGVRTEKV-UHFFFAOYSA-N 0.000 claims description 2
- 239000004962 Polyamide-imide Substances 0.000 claims description 2
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 claims description 2
- 239000004954 Polyphthalamide Substances 0.000 claims description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 229910002804 graphite Inorganic materials 0.000 claims description 2
- 239000010439 graphite Substances 0.000 claims description 2
- 150000002739 metals Chemical class 0.000 claims description 2
- 229920002492 poly(sulfone) Polymers 0.000 claims description 2
- 229920000058 polyacrylate Polymers 0.000 claims description 2
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 2
- 229920002312 polyamide-imide Polymers 0.000 claims description 2
- 229920006260 polyaryletherketone Polymers 0.000 claims description 2
- -1 polyarylsulfone Polymers 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920001955 polyphenylene ether Polymers 0.000 claims description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 claims description 2
- 229920012287 polyphenylene sulfone Polymers 0.000 claims description 2
- 229920006375 polyphtalamide Polymers 0.000 claims description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 2
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 2
- 239000002356 single layer Substances 0.000 claims description 2
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 claims description 2
- 230000035699 permeability Effects 0.000 description 23
- 239000004744 fabric Substances 0.000 description 20
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000000843 powder Substances 0.000 description 5
- 238000002788 crimping Methods 0.000 description 4
- 238000001802 infusion Methods 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 238000004873 anchoring Methods 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000004513 sizing Methods 0.000 description 3
- 230000006641 stabilisation Effects 0.000 description 3
- 238000011105 stabilization Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005056 compaction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 229940068984 polyvinyl alcohol Drugs 0.000 description 2
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 238000001721 transfer moulding Methods 0.000 description 2
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 206010003402 Arthropod sting Diseases 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000013043 chemical agent Substances 0.000 description 1
- 229920006018 co-polyamide Polymers 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000003733 fiber-reinforced composite Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920000090 poly(aryl ether) Polymers 0.000 description 1
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920005649 polyetherethersulfone Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000009745 resin transfer moulding Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
- D03D15/46—Flat yarns, e.g. tapes or films
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/242—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads inorganic, e.g. basalt
- D03D15/267—Glass
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/242—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads inorganic, e.g. basalt
- D03D15/275—Carbon fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/573—Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/10—Inorganic fibres based on non-oxides other than metals
- D10B2101/12—Carbon; Pitch
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
- D10B2331/021—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides aromatic polyamides, e.g. aramides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Definitions
- Three-dimensional polymer composite parts can be manufactured using different methods, one of which is autoclave molding.
- autoclave molding method a fabric, usually composed of carbon fibers, is pre-impregnated with a resin matrix. Prepregs are typically laid in a mold and then heated under vacuum to cure the impregnated resin and create the final composite part.
- the prepregs to be molded into a composite have the advantage of ease of use and high reliability. However, they also have the disadvantage of having limited drapability (i.e. ability to drape).
- RTM Resin Transfer Molding
- VARTM Vacuum-assisted Resin Transfer Molding
- layers of dry reinforcement fibers (without matrix resin) is shaped and compacted into a cohesive, shaped structure called a "preform".
- This preform is then infused with an uncured liquid resin, often in a closed mold or enclosed vacuum bag. After the resin infusion stage is completed, the resin is cured resulting in a solid composite part.
- Liquid molding technology is especially useful in the manufacturing complex-shaped structures which are otherwise difficult to manufacture using conventional prepreg technologies.
- dry, flexible fibrous materials used for forming preforms can have significant advantages over standard, resin-impregnated prepreg materials due their longer shelf life and applicability to more complex geometries.
- a woven fabric according to the preamble of claim 1 is known from US2012/0237707A1 .
- An object of the present disclosure is to provide a hybrid, woven textile material according to claim 1 that can be used in the manufacturing of fiber-reinforced composite materials.
- the hybrid textile material is a woven fabric composed of unidirectional fibers interlaced with strips of non-woven fibers in a weaving pattern.
- the hybrid, woven textile material is porous and permeable with respect to liquid resins used in RTM processes and a preform formed from this woven textile material can be infused with liquid resins during RTM processes.
- Some available techniques of manufacturing textiles based on unidirectional fibers include: weaving, stitching or bonding.
- Woven unidirectional configuration also referred to as a Uni-Weave
- ancillary yarns can be woven in the secondary axis in order to anchor the structural fibers in the principal axis. These ancillary yarns are typically fine fibers in order to minimize the fiber crimp.
- FIGS. 1 and 2 An example of a uni-weave configuration and a crimping model are shown in FIGS. 1 and 2 , respectively.
- Common ancillary fiber types used in this configuration are glass, polyester and co-polyamides. This type of configuration is more suitable for 0° oriented reinforcement fabric but can also be utilized to construct 90° and polar orientated fabrics.
- Uni-weave fabrics are typically found to have 95% of the fiber mass in the principal orientation and 5% in the secondary orientation.
- the characteristics found of this type of fabrics are good permeability and drapability (i.e., ability to drape) at the cost of poor textile integrity and low in-plane mechanical properties.
- Typically 0° tensile and compressive properties are observed to suffer from the crimping effects induced by the weft ancillary fibers. Adjusting the weave pattern of the fabric can help reduce the frequency of the crimping effects yet this typically comes with further reduction to the textile stability.
- Stitched unidirectional configuration also referred to as a Uni-Stitch
- a Uni-Stitch is based on the use of warp-knitting machines to anchor the structural fibers to the principal axis through the use of a through thickness stich that interlocks with a floating weft ancillary yarn and thus constrains the principal fibers between the stitching thread and ancillary yarn.
- An example of a uni-stitch configuration and stitch anchoring mechanism are illustrated in FIGS. 3 and 4 , respectively.
- the stitching threads used in this method are typically either polyester or copolyamide while the ancillary threads are either the same or made of glass, the mass of stitching thread and ancillary yarn in these configurations is typically found to be 2%-6% of the total mass.
- This type of unidirectional textile is suitable as 0° oriented reinforcement fabric, however, 90° oriented reinforcement may be possible.
- the uni-stitch configurations typically show an improvement in mechanical performance over woven structures due to a relatively reduced level of out-of-plane crimp but still show reductions when compared to prepreg tape product due to the inter-tow gaps and residual crimp from the stitching. Consequently, the permeability of these fabrics is usually found to be higher than those of their woven equivalents while the handling stability is also improved due to the localized anchoring efficiency of the stitching threads.
- Another fabric configuration is that produced by bonding or laminating the unidirectional fibers in place with a polymeric material.
- Some binding approaches include the use of epoxy binding agents, thermoplastic veils and polymeric yarns.
- This approach for producing a dry unidirectional architecture undoubtedly provides the closest mechanical performance to that of pre-impregnated tape due to the high levels of fiber alignment and near zero inter-tow gaps that can be achieved.
- This very high level of fiber nesting though has a significant reduction on the permeability of these fabric configurations where the through-thickness permeability is several orders of magnitude lower than that of the alternative styles. This makes the use of this textile configuration more suitable to narrow unidirectional tapes where permeability tailoring can be achieved within the preform construction.
- FIG. 5 depicts an exemplary hybrid woven fabric having unidirectional fibers in the form of continuous fiber tows 10 interlaced with nonwoven strips 11.
- FIG. 6 is a cross-sectional view of the woven fabric shown in FIG. 5 .
- the unidirectional fiber tows 10 are arranged parallel to each other in a sheet-like formation and extending in a first direction, e.g. the warp direction, and the nonwoven strips 11 are extending in a second direction, e.g. the weft direction, transverse to the first direction.
- Each nonwoven strip floats over multiple tows and then under multiple tows in a weaving pattern.
- Each fiber tow 10 is a bundle of multiple fiber filaments.
- the nonwoven strips 11 are formed from a lightweight, nonwoven veil composed of randomly arranged and/or randomly oriented fibers. It is preferred that the nonwoven fibrous veil is a lightweight material with an areal weight of 1 gsm (g/m 2 ) to 40 gsm, more preferably 3 gsm to 10 gsm. Each nonwoven strip is flexible and has a narrow width relative to its length. In one embodiment, the width of the non-woven strip is from 5 mm to 40 mm, preferably 10 mm to 30 mm, and the thickness is from 10 ⁇ m to 60 ⁇ m (0.01-0.05 mm).
- the weaving pattern may be of any conventional weaving structure such as plain weave (shown in FIG. 5 ), satin weave, or twill weave.
- the unidirectional fibers are in the form of continuous fiber tows.
- Each fiber tow is composed of hundreds of smaller continuous fiber filaments.
- the fiber tows may have 1000 to 100,000 fiber filaments per tow, and in some embodiments, 3000 to 24000 filaments per tow.
- the fiber filaments may have cross-sectional diameters within the range of 3-15 ⁇ m, preferably 4-7 ⁇ m.
- Suitable fibers are those used as structural reinforcement of high-performance composites, such as composite parts for aerospace and automotive applications.
- the structural fibers may be made from high-strength materials such as carbon (including graphite), glass (including E-glass or S-glass fibers), quartz, alumina, zirconia, silicon carbide, and other ceramics, and tough polymers such as aramids (including Kevlar), high-modulus polyethylene (PE), polyester, poly-p-phenylene-benzobisoxazole (PBO), and hybrid combinations thereof.
- high-strength composite structures such as primary parts of an airplane, the unidirectional fibers preferably have a tensile strength of greater than 500 ksi.
- the unidirectional fibers are carbon fibers.
- the unidirectional fibers may be coated with sizing compositions and/or finishes that serve multiple purposes, including facilitating handling, protection of the fibers from compaction and process induced damage, aiding in compatibility and wetting of the fibers by the resin, and overall enhancement of the composites performance.
- the nonwoven strips described above may be formed by slitting a larger nonwoven veil and the slit nonwoven material is then used for weaving.
- the nonwoven veil is composed of intermingled, randomly arranged fibers and a small amount of polymeric binder for holding the fibers together. It is desirable to provide a nonwoven veil having a sufficient amount of binder to hold the fibers together and but the binder amount is small enough to leave the resulting veil porous and permeable to liquid and air, particularly liquid resin.
- Suitable polymeric binders include poly vinyl alcohol (PVA), polyester, co-polyester, crosslinked polyester, styrene acrylic, phenoxy and polyurethane, combinations and copolymers thereof.
- the amount of binder is 5% to 25% by weight, based on the total weight of the veil.
- the nonwoven veil is flexible and is self-supporting, meaning that it does not require a supporting carrier.
- the nonwoven veil is a single-layer material, which is not attached to another layer of fibers.
- the fibers of the nonwoven veil may be chopped or continuous fiber filaments or combination thereof.
- the nonwoven fiber materials for the nonwoven veil may be selected from carbon, glass, metals, quartz, polymers and copolymers thereof, hybrids thereof (e.g. carbon/glass hybrid), and combinations thereof.
- Polymeric materials for the fibers may be selected from: aramid; polyester; polyamides, including aliphatic polyamides, cycloaliphatic polyamides, and aromatic polyamides; polyphthalamide; polyamide-imide; polyarylsufones, including polyethersulfone and polyetherethersulfones; polysulfones; polyphenylene sulfone; polyaryletherketones, including polyetheretherketone and polyetherketoneketone; polyphenylene sulfide; elastomeric polyamides; polyphenylene ether; polyurethane; liquid crystal polymers (LCP); phenoxy; polyacrylonitrile, acrylate polymers, and copolymers thereof.
- the fibers of the veil may also be metal coated.
- the nonwoven strips are composed of carbon fibers.
- the majority of the nonwoven fibers have cross-section diameters in the range of about 1 ⁇ m to 40 ⁇ m, with the major portion of the fibers being more preferably in the range of about 4 ⁇ m to 20 ⁇ m in diameter.
- the woven fabric (based on the combination of unidirectional fiber tows and nonwoven strips) has an areal weight of 50 gsm to 400 gsm, preferably, 100 gsm to 200 gsm.
- the benefit of the hybrid textile material described herein includes: extremely low crimp of the structural fibers due to the low thickness of the nonwoven veil; improved permeability due to the porous structure of the nonwoven strips; improved fracture behavior from the nonwoven strips reinforcing the interlaminar zone of the preform or final composite laminate; improved lay-up efficiency during the preparation of the preform from having off-axis fibers in a continuous textile format; potentially improved handling behavior if the non-woven were to contain a stabilizing binder and the textile laminated.
- the woven fabric disclosed herein could be produced in varying configurations so as to provide 0°, 90°, + ⁇ ° or - ⁇ ° fiber orientation.
- the nonwoven veil discussed above may be produced by a conventional wet-laid process, as an example.
- wet chopped fibers are dispersed in a water slurry that contains binder(s), surfactant(s), viscosity modifier(s), defoaming agent(s), and/or other chemical agents.
- the slurry is intensely agitated so that the fibers become dispersed.
- the slurry containing the fibers is deposited onto a moving screen where a substantial portion of the water is removed to form a web.
- the resulting mat is dried to remove any remaining water and to cure the binder(s).
- the formed non-woven mat/veil is an assembly of dispersed, individual fiber filaments arranged in random orientation. Wet-laid processes are typically used when a uniform distribution of fibers and/or weight is desired.
- the final nonwoven veil contains at least about 90 wt. % fibers (excluding sizing/binder chemicals), on a dry basis, e.g. about 93 wt. % to about 99 wt. % fibers, on a dry basis, excluding the sizing/binder.
- An additional binder may be applied to the nonwoven veil after it is made but before weaving to improve the veil's stability and to aid preform compaction during the manufacturing of composite parts.
- Suitable binders for the stabilization of the nonwoven veil include epoxy resins, thermoplastic polymers or a combination thereof.
- a particularly suitable binder for the stabilization of the nonwoven veil is the polyarylether thermoplast-epoxy binder disclosed in U.S. Patent Nc 8,927,662 .
- This binder may be applied in powder form to the veil using a conventional coating technique such as dry-bar coating, whereby dry powder is coated onto a release paper using a roll-over-roll or knife-over-roll coater, and the powder is then transferred on the veil.
- liquid binder composition described in U.S. Pub. Nc 2014/0179187 .
- Liquid binders disclosed in U.S. Patent Application No. 14/750,327, filed on 25 June 2015 are also suitable.
- the liquid binder may be applied to the veil by dip-coating, as an example.
- the total amount of binders in the final veil should not exceed 25% by weight.
- the hybrid woven fabric disclosed herein may be manufactured on a standard rapier loom.
- the unidirectional (e.g. carbon) fibres are spread offline to the correct width based on the FAW requirement.
- the non-woven is manufactured in a wide form in the process detailed above and slit down to the required width.
- the spread fibers and non-woven strips are spooled on individual cassettes and mounted onto the loom shaft. Multiple fiber cassettes are required in the warp direction to achieve the targeted textile width while a single cassette of non-woven strip is required as the weft insertion is done individually during the weaving process.
- the adjacent fibers are pulled in opposite directions (i.e. up or down) and the weft nonwoven strip is pulled through the shed to create the weave pattern. Once the weft nonwoven strip is positioned, the warp fibers are release and pulled under tension to consolidate the weave.
- the hybrid woven textile material disclosed herein is particularly suitable for forming preforms to be used in RTM processes because it is porous and permeable with respect to liquid resins used in such RTM process.
- To form the preform multiple plies of textile material are laid up to a desired thickness.
- the amount of binder in the preform is preferably less than 15% by weight based on the total weight of the preform.
- the preform is placed in a closed mold.
- the mold is heated to a predetermined temperature and a low-viscosity resin is injected into the mold to infuse the preform with the resin.
- the resin is then cured to form a composite part.
- the hybrid woven textile material may be used to form prepregs using conventional resin impregnation techniques.
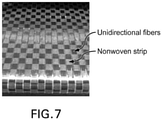
- FIG. 7 shows a hybrid veil-woven fabric made according to one embodiment of the present disclosure.
- Unidirectional carbon fiber tows IMS65 from Toho Tenax
- the carbon tow has a width of 8 mm and the nonwoven carbon strip has a width of 16 mm.
- the nonwoven carbon strip has an areal weight of 8 gsm and was coated with 5 gsm of Cycom ® 7720 binder in powder form (from Cytec Engineered Materials).
- the woven fabric has an areal weigh of 110 gsm.
- Ten (10) plies of the hybrid veil-woven fabric described above were laid up to form a preform.
- the preform was heated to 130°C under a vacuum bag in a convection oven for 15 minutes and cooled to 25°C under vacuum in order to consolidate the plies.
- the laminate codes DT, UW, and VW refer to cured composite laminates which were formed with dry tapes, uniweave fabric, and veil-woven fabric, respectively.
- the other part of the preform was used to measure the in-plane permeability performance.
- the preform was bagged up without any flow assistance to ensure pure in-plane flow behavior.
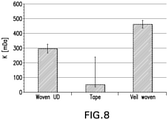
- FIG. 8 The results are illustrated in FIG. 8 . From FIG. 8 , it is evident that the UD tape exhibited a very poor in plane permeability due to the highly aligned fibers restricting resin flow through the preform. In contrast, the woven UD exhibited more crimp resulting in a superior permeability performance. The novel veil-woven configuration exhibited the highest permeability performance due to the inclusion of the nonwoven strips enhancing the flow characteristics within the textile while maintaining the high degree of alignment in the carbon fibers.
- the RTM method injects the resin in an in-plane direction from one end side of a dry fiber preform toward the other end side. It has been found that the incorporation of nonwoven carbon fibers in a base fabric structure of unidirectional fibers improved permeability and in-plane properties (0° mechanical performance). Significant increase of permeability was found for the preform formed from the hybrid veil-woven fabric (VW) as compared to preforms formed from dry tapes (DT) and uniweave fabric (UW):
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Woven Fabrics (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1414363.0A GB201414363D0 (en) | 2014-08-13 | 2014-08-13 | Hybrid woven textile for composite reinforcement |
| PCT/US2015/044564 WO2016025427A1 (en) | 2014-08-13 | 2015-08-11 | Hybrid woven textile for composite reinforcement |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3180467A1 EP3180467A1 (en) | 2017-06-21 |
| EP3180467B1 true EP3180467B1 (en) | 2022-01-19 |
Family
ID=51629726
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15750905.0A Active EP3180467B1 (en) | 2014-08-13 | 2015-08-11 | Hybrid woven textile for composite reinforcement |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10683592B2 (ja) |
| EP (1) | EP3180467B1 (ja) |
| JP (1) | JP6693944B2 (ja) |
| KR (1) | KR102408034B1 (ja) |
| CN (2) | CN106795665A (ja) |
| AU (1) | AU2015301894B2 (ja) |
| BR (1) | BR112017002654B1 (ja) |
| CA (1) | CA2957247C (ja) |
| ES (1) | ES2909962T3 (ja) |
| GB (1) | GB201414363D0 (ja) |
| RU (1) | RU2705997C2 (ja) |
| TW (1) | TW201615911A (ja) |
| WO (1) | WO2016025427A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4170078A1 (en) * | 2016-05-16 | 2023-04-26 | Georgia Tech Research Corporation | Systems and methods for continuous fabrication of woven composite materials |
| FR3053702B1 (fr) | 2016-07-05 | 2019-09-13 | Saint-Gobain Adfors | Textile tisse hybride pour le renforcement de composite |
| EP3638833A1 (en) * | 2017-06-16 | 2020-04-22 | Albany Engineered Composites, Inc. | Woven 3d fiber reinforced structure and method of making thereof |
| EP3508459A1 (en) | 2018-01-09 | 2019-07-10 | OCV Intellectual Capital, LLC | Fiber reinforced materials with improved fatigue performance |
| KR102362204B1 (ko) * | 2018-08-28 | 2022-02-10 | (주)엘엑스하우시스 | 표면이 균일한 섬유보강 복합재료 |
| KR102362201B1 (ko) * | 2018-08-28 | 2022-02-10 | (주)엘엑스하우시스 | 표면이 균일한 섬유보강 복합재료 |
| KR102362202B1 (ko) * | 2018-08-28 | 2022-02-10 | (주)엘엑스하우시스 | 표면이 균일한 섬유보강 복합재료 |
| CN114248463A (zh) * | 2020-09-21 | 2022-03-29 | 江苏金风科技有限公司 | 纤维织物及其治具和制造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2580003B1 (ja) | 1985-04-04 | 1988-02-19 | Chomarat & Cie | |
| JPH01201548A (ja) | 1988-02-02 | 1989-08-14 | Takano:Kk | 不織布を素材とする織布 |
| JP3838741B2 (ja) * | 1997-05-27 | 2006-10-25 | 萩原工業株式会社 | 遮光ネット |
| CN1120775C (zh) * | 1998-10-12 | 2003-09-10 | 日东纺绩株式会社 | 非织造织物及生产方法 |
| KR20010054758A (ko) | 1999-12-08 | 2001-07-02 | 구광시 | 횡방향 강력이 향상된 장섬유 부직포 및 그 제조장치 |
| GB0028341D0 (en) | 2000-11-21 | 2001-01-03 | Cytec Tech Corp | Thermally stable resin binder composition and method for binding fibres |
| JP4324649B2 (ja) | 2001-11-28 | 2009-09-02 | 福井県 | 繊維強化熱可塑性樹脂シート及びそれを用いた構造材並びに繊維強化熱可塑性樹脂シートの製造方法 |
| RU2213820C1 (ru) * | 2002-08-02 | 2003-10-10 | Санкт-Петербургский государственный университет технологии и дизайна | Способ получения углеродного нетканого материала |
| ES2558870T3 (es) | 2005-01-17 | 2016-02-09 | Tape Weaving Sweden Ab | Método y aparato para tejedura de urdimbre y trama de tipo cinta y material del mismo |
| EP1838909B1 (en) | 2005-01-17 | 2011-08-24 | Tape Weaving Sweden AB | A woven material comprising tape-like warp an dweft, and an apparatus and method for weaving thereof |
| CN101146962B (zh) * | 2005-03-24 | 2010-05-26 | 费德罗-莫格尔公司 | 加入无纺成分的衬底 |
| CN2928894Y (zh) | 2006-07-21 | 2007-08-01 | 王常义 | 具有经纬纱非机织物复合的增强无纺布 |
| CN1912215A (zh) | 2006-08-23 | 2007-02-14 | 林净植 | 以非织造物为纱线的织造方法 |
| CN200964483Y (zh) * | 2006-10-17 | 2007-10-24 | 崇竣实业股份有限公司 | 织布之构成 |
| US8302522B2 (en) | 2009-04-27 | 2012-11-06 | Marquez Transtech Ltée | Composite material, composite part and methods for making such |
| EP2338668A1 (en) * | 2009-12-22 | 2011-06-29 | Lm Glasfiber A/S | Method of producing a composite shell structure |
| FR2954356B1 (fr) * | 2009-12-22 | 2012-01-13 | Hexcel Reinforcements | Nouveaux materiaux intermediaires realises par entrecroisement avec entrelacement de fils voiles |
| US10266972B2 (en) * | 2010-10-21 | 2019-04-23 | Albany Engineered Composites, Inc. | Woven preforms, fiber reinforced composites, and methods of making thereof |
| CN102700147B (zh) * | 2012-06-07 | 2015-09-16 | 机械科学研究总院先进制造技术研究中心 | 复合材料制件及其成形方法 |
| US9920197B2 (en) | 2012-12-20 | 2018-03-20 | Cytec Technology Corp. | Liquid binder composition for binding fibrous materials |
-
2014
- 2014-08-13 GB GBGB1414363.0A patent/GB201414363D0/en not_active Ceased
-
2015
- 2015-08-11 CN CN201580055691.8A patent/CN106795665A/zh active Pending
- 2015-08-11 WO PCT/US2015/044564 patent/WO2016025427A1/en active Application Filing
- 2015-08-11 CN CN202011054115.0A patent/CN112538678A/zh active Pending
- 2015-08-11 ES ES15750905T patent/ES2909962T3/es active Active
- 2015-08-11 RU RU2017107468A patent/RU2705997C2/ru active
- 2015-08-11 KR KR1020177006633A patent/KR102408034B1/ko active IP Right Grant
- 2015-08-11 EP EP15750905.0A patent/EP3180467B1/en active Active
- 2015-08-11 CA CA2957247A patent/CA2957247C/en active Active
- 2015-08-11 JP JP2017507727A patent/JP6693944B2/ja active Active
- 2015-08-11 BR BR112017002654-6A patent/BR112017002654B1/pt active IP Right Grant
- 2015-08-11 AU AU2015301894A patent/AU2015301894B2/en not_active Ceased
- 2015-08-12 TW TW104126313A patent/TW201615911A/zh unknown
- 2015-08-12 US US14/824,462 patent/US10683592B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2017107468A (ru) | 2018-09-13 |
| KR102408034B1 (ko) | 2022-06-13 |
| JP6693944B2 (ja) | 2020-05-13 |
| RU2705997C2 (ru) | 2019-11-13 |
| CN106795665A (zh) | 2017-05-31 |
| TW201615911A (zh) | 2016-05-01 |
| ES2909962T3 (es) | 2022-05-11 |
| CN112538678A (zh) | 2021-03-23 |
| KR20170040350A (ko) | 2017-04-12 |
| BR112017002654B1 (pt) | 2022-01-04 |
| GB201414363D0 (en) | 2014-09-24 |
| US10683592B2 (en) | 2020-06-16 |
| JP2017524839A (ja) | 2017-08-31 |
| AU2015301894B2 (en) | 2020-03-05 |
| CA2957247A1 (en) | 2016-02-18 |
| US20160047073A1 (en) | 2016-02-18 |
| WO2016025427A1 (en) | 2016-02-18 |
| BR112017002654A2 (pt) | 2017-12-12 |
| CA2957247C (en) | 2022-08-16 |
| EP3180467A1 (en) | 2017-06-21 |
| RU2017107468A3 (ja) | 2019-03-25 |
| AU2015301894A1 (en) | 2017-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3180467B1 (en) | Hybrid woven textile for composite reinforcement | |
| US20150047780A1 (en) | Stabilizable preform precursors and stabilized preforms for composite materials and processes for stabilizing and debulking preforms | |
| US20040241415A1 (en) | Reinforcing fiber substrate, composite material and method for producing the same | |
| CN113427841B (zh) | 作为复合材料中的夹层的混合面纱 | |
| KR20000070769A (ko) | 수지로 부분 함침된 섬유재 | |
| CA2859007A1 (en) | Carbon fiber base, prepreg and carbon-fiber-reinforced composite material | |
| TW201637829A (zh) | 樹脂供給材料、預形體、及纖維強化樹脂之製造方法 | |
| JP2020525587A (ja) | 形状記憶合金ワイヤを含む材料及びこの材料の製造方法 | |
| US20200362124A1 (en) | Composite material comprising metallic wires and method for fabrication thereof | |
| JP2004256961A (ja) | 強化繊維基材の製造方法および該基材を用いた複合材料の製造方法 | |
| EP3843980B1 (en) | Product | |
| CN111699210B (zh) | 纤维铺放用干式带材料及其制造方法、以及使用其的增强纤维层叠体及纤维增强树脂成型体 | |
| KR20220102639A (ko) | 몰딩 재료 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170313 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602015076538 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: D03D0015000000 Ipc: D03D0015460000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D03D 15/46 20210101AFI20210331BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20210429 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20210917 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015076538 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1463851 Country of ref document: AT Kind code of ref document: T Effective date: 20220215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2909962 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220511 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1463851 Country of ref document: AT Kind code of ref document: T Effective date: 20220119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220519 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220419 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220420 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220519 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015076538 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 |
|
| 26N | No opposition filed |
Effective date: 20221020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220811 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220811 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230624 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230718 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230711 Year of fee payment: 9 Ref country code: GB Payment date: 20230629 Year of fee payment: 9 Ref country code: ES Payment date: 20230901 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230703 Year of fee payment: 9 Ref country code: DE Payment date: 20230703 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150811 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220119 |