EP3127826B1 - Nozzle for inflating a spout film bag and method for inflating a spout film bag - Google Patents
Nozzle for inflating a spout film bag and method for inflating a spout film bag Download PDFInfo
- Publication number
- EP3127826B1 EP3127826B1 EP15180153.7A EP15180153A EP3127826B1 EP 3127826 B1 EP3127826 B1 EP 3127826B1 EP 15180153 A EP15180153 A EP 15180153A EP 3127826 B1 EP3127826 B1 EP 3127826B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- spout
- film bag
- interior
- lateral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
- B65B43/56—Means for supporting containers or receptacles during the filling operation movable stepwise to position container or receptacle for the reception of successive increments of contents
- B65B43/58—Means for supporting containers or receptacles during the filling operation movable stepwise to position container or receptacle for the reception of successive increments of contents vertically movable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/005—Nozzles or other outlets specially adapted for discharging one or more gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/06—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00 specially designed for treating the inside of hollow bodies
- B05B13/069—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00 specially designed for treating the inside of hollow bodies the hollow bodies having a closed end
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/0804—Cleaning containers having tubular shape, e.g. casks, barrels, drums
- B08B9/0813—Cleaning containers having tubular shape, e.g. casks, barrels, drums by the force of jets or sprays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/093—Cleaning containers, e.g. tanks by the force of jets or sprays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/041—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles acting from above on containers or wrappers open at their top
- B65B31/042—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles acting from above on containers or wrappers open at their top the nozzles being arranged for insertion into, and withdrawal from, the container or wrapper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/34—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by internal pressure
- B65B43/36—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by internal pressure applied pneumatically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/022—Sterilising, e.g. of complete packages of flexible containers having a filling and dispensing spout, e.g. containers of the "bag-in-box"-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/10—Sterilising wrappers or receptacles prior to, or during, packaging by liquids or gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/24—Cleaning of, or removing dust from, containers, wrappers, or packaging ; Preventing of fouling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5861—Spouts
- B65D75/5866—Integral spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B2209/00—Details of machines or methods for cleaning hollow articles
- B08B2209/08—Details of machines or methods for cleaning containers, e.g. tanks
- B08B2209/085—Cleaning flexible bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
Definitions
- the invention relates to a nozzle for inflating a spout film bag according to the preamble of claim 1 and a method for inflating a spout film bag according to claim 4.
- a nozzle with a substantially circular cylindrical outer shape, which is inserted into the Spout for the inflation of Spout foil bag.
- the diameter of the cylinder is selected such that the spout is substantially sealed by the introduced nozzle and the spout foil bag can be inflated by introducing rinsing or inflation air.
- the long cylindrical surface may cause the nozzle to jam when it is inserted into or out of the spout, resulting in damage to the spout can. Such damage may result in this spout no longer being properly capped and e.g. can lead to leaks of the closure.
- US 2012/0008884 A1 discloses a method for molding flexible bags with an opening.
- the opening may include a spout.
- An opening station for separating the upper edges of the bag comprises grippers which grip the bag from the outside.
- the opening station may also include a bag opening device to fully open the bag.
- the bag opening device comprises a nozzle which is connected to a gas supply and which can be lowered mechanically into the opened bag. For example, a stream of compressed gas may be directed into the bag to further separate the walls of the bag.
- a hood may be placed over the bag to maintain the gas pressure in the bag.
- EP 1 241 096 A1 discloses a device for opening continuously conveyed bags, in which a nozzle is immersed in openings of these bags and gas is introduced from an ejection opening of the nozzle for flowing into the bags.
- Each nozzle consists of a conically shaped head part and an ejection opening.
- the head portions of the nozzles are immersed in the openings of the respective bags, and a gas flow is released from the ejection openings.
- the nozzles reach their lower points on the vertical circular path, and the nozzle headlets close more or less the bag openings so that a pressure is exerted inside the bags, thereby sufficiently widening the bags.
- the object of the invention is to improve a nozzle for inflating a spout film bag to the effect that alignment errors when introducing the nozzle into a spout or when discharging the nozzle from the Spout are compensated and damage to the spout can be avoided.
- the invention relates to a nozzle for inflating a spout film bag whose lateral surface is formed such that the nozzle at least partially in the spout of the spout film bag and also at least partially into the interior of the spout film bag can be introduced, wherein the lateral surface of the insertable part of Nozzle is formed bulging.
- a first parallelepiped of the lateral surface corresponds to the maximum circumference of the nozzle, all other lateral circles of the lateral surface having radii which are smaller than the radius of the first parallelepiped, wherein the lateral surface when the nozzle is introduced into a position in the first Spout, so with the interior shape of the spout cooperates to substantially seal the interior of the spout foil bag, and in the first position, rinsing or inflation air can be introduced through the nozzle into the interior of the spout foil bag without escaping.
- the decrease of the radii of the first parallel circle, starting from the two ends of the nozzle takes place continuously.
- the bulge can be formed by a convex arc shape with a rounded course. But it can also be provided that the bulge is formed by a double truncated cone, in which the two truncated cones have the same maximum radius and with the circular surface of the maximum radius' abut; Thus, the bulge then has a square course.
- a nozzle inserted in the spout of a spout film bag in the first position interacts with the inside shape of the spout such that the interior the Spout foil bag is substantially sealed.
- the seal is achieved by passing through the maximum outer circumference of the nozzle, i. the lateral surface in the area of the bulge, substantially no space between the lateral surface of the nozzle and the Spout remains. That the seal is essentially along a circle.
- the first position is thus achieved when the nozzle is introduced into the spout, if the maximum bulging of the lateral surface, that is, e.g. the maximum outer circumference of the nozzle into which Spout is inserted and the first position, i. the sealing position is maintained even if the nozzle in the spout is lowered further, as long as the maximum bulge, e.g. the maximum outer circumference in which Spout is located.
- a so-called escape position in which the nozzle is introduced deeper into the spout, the lateral surface of the introduced nozzle interacts with the inner shape of the spout in such a way that a spacing is formed by the irrigation fluid introduced into the Spout film bag. or at least partially escape inflation air from the interior of the Spout foil bag.
- the second position is thus achieved when the maximum bulge of the lateral surface, so e.g. the maximum outer circumference of the nozzle, no longer located in the spout.
- the lateral surface can be defined by a surface of revolution of a convex arc curve when rotating about the longitudinal axis of the nozzle.
- the first salient circle may be located substantially at the center of the nozzle.
- the nozzle is used to inflate a spout foil bag as described above or below, the method comprising the steps of: providing the nozzle; Inserting the nozzle into the spout of a spout film bag and lowering the nozzle in the spout to a first position, a so-called sealing position; after reaching the first position, wherein the lateral surface of the introduced nozzle cooperates with the inner shape of the spout in such a way that the interior of the Spout foil bag is substantially sealed, introducing rinsing or inflation air by means of the nozzle into the interior of the Spout foil bag.
- the nozzle may be disposed on an inflator, wherein the inflator may include a linkage configured such that the nozzle may be moved up and down parallel to its longitudinal axis in a vertical direction.
- the nozzle can be introduced by lowering into the spout and lowered in the spout to a first position.
- the introduction of the rinsing or inflation air into the interior of the spout film bag by means of the nozzle can be effected via a feed, which adjoins the nozzle.
- the first position is thus achieved when the nozzle is introduced into the spout, if the maximum bulging of the lateral surface, that is, e.g. the maximum outer circumference of the nozzle into which Spout is inserted and the first position, i. the sealing position is maintained even if the nozzle in the spout is lowered further, as long as the maximum bulge, e.g. the maximum outer circumference in which Spout is located.
- the method may include the steps of: further lowering the nozzle in the spout to a second position, a so-called escape position; After reaching the second position, wherein the lateral surface of the introduced nozzle cooperates with the inner shape of the spout so that a spacing is formed, at least partial escape of introduced into the interior of the Spout foil bag rinsing or inflation air from the interior of the Spout foil bag.
- the second position is thus achieved when the maximum bulge of the lateral surface, that is, for example, the maximum outer circumference of the nozzle, is no longer in the spout.
- the spacing is formed by the fact that the nozzle is no longer with her the maximum circumference is located in the spout, but that the maximum circumference is below the spout, that is arranged in the interior of the Spout foil bag.
- the nozzle can be ejected from the spout, preferably by an upward process of the nozzle.
- the nozzle may be dispensed from the first position or from the second position.
- FIG. 1 shows a side view of a nozzle 1 of the prior art for inflating a Spout foil bag.
- the nozzle 1 has a substantially circular cylindrical outer shape 2 of height H, which merge at the two ends of the nozzle in each case in a slope 3, 4.
- the nozzle 1 is movable up and down parallel to its longitudinal axis 7 in a vertical direction 5.
- the nozzle 1 is introduced by lowering into the spout of the bag, so that the interior of the spout foil bag is substantially sealed by an interaction of the inner shape of the spout and the circular cylindrical outer mold 2 of the nozzle 1.
- rinsing or inflation air can then be introduced into the interior of the spout film bag via a feed 6.
- FIG. 2 shows a side view of an embodiment according to the invention of a nozzle 8 for inflating a Spout foil bag.
- the lateral surface 9 of the nozzle 8 is formed such that the nozzle 8 at least partially in the spout of the Spout foil bag and also at least partially in the spout foil bag can be introduced, wherein the lateral surface 9 of the insertable part of the nozzle 8 is formed bulged.
- the nozzle 8 of length L is movable up and down parallel to its longitudinal axis 10 in a vertical direction 11. By means of the nozzle 8, flushing or inflation air can then be introduced into the interior of the spout film bag via a feed 12.
- the lateral surface 9 of the nozzle 8 is bulged such that the nozzle approximately in its center has a maximum outer circumference, which is indicated by the reference number 13.
- This maximum outer circumference 13 and thus the maximum outer diameter of the nozzle 8 are dimensioned such that the nozzle 8 can be introduced into the spout of a Spout foil bag.
- the outer circumference and thus the outer diameter of the nozzle 8 decreases continuously starting from the maximum outer circumference 13 in the middle of the nozzle or the corresponding maximum outer diameter.
- the nozzle 8 has a length L between 2cm and 5cm and the maximum outside diameter of the nozzle is typically 0.2mm to 0.5mm smaller than the inside diameter of the spout into which the nozzle 8 is to be insertable. It is assumed that the inside diameter of the spout is essentially constant over the length of the spout.
- FIG. 3 shows a plan view of the nozzle 8 from FIG. 2 , Evident is the smaller outer periphery of the upper end 15 of the nozzle 8, which coincides substantially with the outer periphery of the feed 12. At the maximum outer periphery 13 of the nozzle 8, the outer periphery continuously increases.
- FIG. 4 shows a convex arc curve for defining the lateral surface of the nozzle 8.
- the plane convex function f (x, 0, z) is defined as an example in the xz plane, the z-axis of the longitudinal axis 10 of the nozzle 8 should correspond.
- the value x1 corresponds to the maximum outer radius of the nozzle 8
- the smaller outer radii of the two ends 14, 15 of the nozzle 8 are assumed to be the same size and they are assigned the value x2.
- By a 360 ° rotation about the z-axis results in a rotation surface, which corresponds to the lateral surface 9 of the nozzle 8.
- the length L of the nozzle 8 results from the sum of the amounts of z1 and z2.
- FIG. 5 shows a side view of an arrangement of the nozzle 8 on an embodiment of an inflator 16.
- the inflator 16 comprises a linkage 17 which is designed so that the nozzle 8 can be moved parallel to its longitudinal axis 10 in a vertical direction 11 up and down.
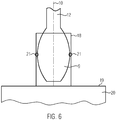
- FIG. 6 shows a side view of the introduced into the spout 18 of a Spout foil bag 19 nozzle 8 in a first position.
- the lateral surface 9 of the introduced nozzle 8 cooperates in the first position with the inner shape of the spout 18 such that the interior 20 of the Spout foil bag 19 is substantially sealed.
- the sealing is achieved by leaving substantially no space between the lateral surface 9 of the nozzle 8 and the spout 18 due to the maximum outer circumference 13 of the nozzle 8. That is, the sealing takes place substantially along a circle, which is indicated schematically by the reference number 21.
- purging or inflation air can be introduced into the interior 20 of the spout film bag 19 without it escaping.
- FIG. 7 shows a side view of the introduced nozzle 8 in a second position.
- the lateral surface 9 of the introduced nozzle 8 cooperates with the inner shape of the spout 18 such that a spacing 22 is formed, through which the introduced rinsing or inflation air can at least partially escape from the interior 20 of the Spout foil bag 19.
- FIG. 8 shows a flow chart of a method of inflating a spout foil bag using a nozzle for inflating a spout foil bag as described above or below.
- a nozzle is stabled, whose lateral surface is formed such that the nozzle is at least partially introduced into the spout of the spout film bag and also at least partially in the spout film bag, wherein the lateral surface of the insertable part of the nozzle is formed bulged ,
- step 101 the nozzle is introduced into the spout of the spout film bag and a lowering of the nozzle in the spout to a first position.
- step 102 After reaching the first position in step 102, wherein the lateral surface of the introduced nozzle cooperates with the inner shape of the spout so that the interior of the Spout foil bag is substantially sealed, introduction of flushing or inflation air by means of the nozzle into the interior of the Spout -Folien milks.
- the introduction of the purge or inflation air can be done when the lowering of the nozzle after reaching the first position is stopped or even while the lowering is continued, as long as the nozzle is in the first position, i. as long as the interior of the spout foil bag is substantially sealed.
- step 103 a further lowering of the nozzle in the spout to a second position occurs.
- This further lowering may be a resumed lowering after one Stopping at step 102, or also continuing a continuous lowering of the nozzle in the spout.
- step 104 After reaching the second position in step 104, wherein the lateral surface of the introduced nozzle cooperates with the inner shape of the spout so that a spacing is formed, an at least partial escape of rinsing or inflation air introduced into the interior of the Spout film bag takes place from the interior of the Spout Spout foil bag.
- the nozzle can be ejected from the spout in step 105.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Making Paper Articles (AREA)
- Bag Frames (AREA)
Description
Die Erfindung betrifft eine Düse zum Aufblasen eines Spout-Folienbeutels gemäß dem Oberbegriff des Anspruchs 1 und ein Verfahren zum Aufblasen eines Spout-Folienbeutels nach Anspruch 4.The invention relates to a nozzle for inflating a spout film bag according to the preamble of claim 1 and a method for inflating a spout film bag according to claim 4.
Es ist bekannt, für das Aufblasen von Spout-Folienbeutel eine Düse mit einer im Wesentlichen kreiszylindrischen Außenform zu verwenden, die in den Spout eingefahren wird. Der Durchmesser des Zylinders ist dabei derart gewählt, dass der Spout durch die eingebrachte Düse im Wesentlichen abgedichtet wird und der Spout-Folienbeutel durch ein Einbringen von Spül- bzw. Aufblasluft aufgeblasen werden kann.It is known to use a nozzle with a substantially circular cylindrical outer shape, which is inserted into the Spout for the inflation of Spout foil bag. The diameter of the cylinder is selected such that the spout is substantially sealed by the introduced nozzle and the spout foil bag can be inflated by introducing rinsing or inflation air.
Sind beim Einbringen der Düse in den Spout die Längsachse der Düse und die Längsachse des Spouts nicht gleich ausgerichtet, so kann durch die lange Zylinderfläche die Düse beim Einbringen in bzw. Ausbringen aus dem Spout sich darin verklemmen, wodurch es zu einer Beschädigung des Spouts kommen kann. Solch eine Beschädigung kann dazu führen, dass dieser Spout nicht mehr ordnungsgemäß mit seiner Kappe verschlossen werden und es z.B. zu Undichtigkeiten des Verschlusses kommen kann.If, when inserting the nozzle into the spout, the longitudinal axis of the nozzle and the longitudinal axis of the spout are not aligned the same way, the long cylindrical surface may cause the nozzle to jam when it is inserted into or out of the spout, resulting in damage to the spout can. Such damage may result in this spout no longer being properly capped and e.g. can lead to leaks of the closure.
In einem Verfahren zum Öffnen der Beutel werden die Kopfteile der Düsen in die Öffnungen der jeweiligen Beutel eingetaucht und von den Ausstoßöffnungen wird ein Gasstrom ausgelöst. Die Düsen erreichen ihre unteren Punkte auf der vertikalen Rundbahn, und die Kopfstücke der Düsen verschließen mehr oder weniger die Beutelöffnungen, so dass ein Druck im Innern der Beutel ausgeübt wird, wodurch die Beutel ausreichend aufgeweitet werden.In a method for opening the bags, the head portions of the nozzles are immersed in the openings of the respective bags, and a gas flow is released from the ejection openings. The nozzles reach their lower points on the vertical circular path, and the nozzle headlets close more or less the bag openings so that a pressure is exerted inside the bags, thereby sufficiently widening the bags.
Beim nach oben Bewegen der Düsen kann es bei Herausnahme aus den Beutelöffnungen zu geringen Geschwindigkeitsunterschieden zwischen den linear geförderten Beuteln und den sich rund bewegenden Düsen kommen. Der Geschwindigkeitsunterschied wird durch die Biegsamkeit der Beutel und die konische Form der Kopfteile der Düsen absorbiert.When moving the nozzles upwards, there may be slight speed differences between the linearly conveyed bags and the circularly moving nozzles when they are removed from the bag openings. The speed difference is absorbed by the flexibility of the bags and the conical shape of the tips of the nozzles.
Die Aufgabe der Erfindung besteht darin, eine Düse zum Aufblasen eines Spout-Folienbeutels dahingehend zu verbessern, dass Fluchtungsfehler beim Einbringen der Düse in einen Spout bzw. beim Ausbringen der Düse aus dem Spout ausgleichbar sind und Beschädigungen des Spouts vermieden werden.The object of the invention is to improve a nozzle for inflating a spout film bag to the effect that alignment errors when introducing the nozzle into a spout or when discharging the nozzle from the Spout are compensated and damage to the spout can be avoided.
Diese Aufgabe wird gelöst durch die Düse nach Anspruch 1 und das Verfahren nach Anspruch 4. Bevorzugte Ausführungsformen und Weiterbildungen sind in den Unteransprüchen offenbart.This object is achieved by the nozzle according to claim 1 and the method according to claim 4. Preferred embodiments and further developments are disclosed in the subclaims.
Die Erfindung betrifft eine Düse zum Aufblasen eines Spout-Folienbeutels, deren Mantelfläche derart ausgebildet ist, dass die Düse zumindest teilweise in den Spout des Spout-Folienbeutels und auch zumindest teilweise ins Innere des Spout-Folienbeutels einbringbar ist, wobei die Mantelfläche des einbringbaren Teils der Düse ausgebaucht ausgebildet ist. Ein erster Breitenkreis der Mantelfläche entspricht dem maximalen Umfang der Düse, wobei alle anderen Breitenkreise der Mantelfläche Radien aufweisen, die kleiner als der Radius des ersten Breitenkreises sind, wobei die Mantelfläche, wenn die Düse in einer ersten Position in den Spout eingebracht ist, derart mit der Innenform des Spouts zusammenwirkt, dass das Innere des Spout-Folienbeutels im Wesentlichen abgedichtet wird, und in der ersten Position Spül- oder Aufblasluft mittels der Düse ins Innere des Spout-Folienbeutels eingebracht werden kann, ohne dass diese entweicht.The invention relates to a nozzle for inflating a spout film bag whose lateral surface is formed such that the nozzle at least partially in the spout of the spout film bag and also at least partially into the interior of the spout film bag can be introduced, wherein the lateral surface of the insertable part of Nozzle is formed bulging. A first parallelepiped of the lateral surface corresponds to the maximum circumference of the nozzle, all other lateral circles of the lateral surface having radii which are smaller than the radius of the first parallelepiped, wherein the lateral surface when the nozzle is introduced into a position in the first Spout, so with the interior shape of the spout cooperates to substantially seal the interior of the spout foil bag, and in the first position, rinsing or inflation air can be introduced through the nozzle into the interior of the spout foil bag without escaping.
Vorzugsweise erfolgt die Abnahme der Radien von dem ersten Breitenkreis ausgehend zu den beiden Enden der Düse kontinuierlich.Preferably, the decrease of the radii of the first parallel circle, starting from the two ends of the nozzle takes place continuously.
Die Ausbauchung kann hierbei durch eine konvexe Bogenform mit einem gerundeten Verlauf gebildet werden. Es kann aber auch vorgesehen sein, dass die Ausbauchung durch einen Doppelstumpfkegel gebildet wird, bei der die beiden Stumpfkegel einen gleichen maximalen Radius aufweisen und mit der Kreisfläche des maximalen Radius' aneinanderstoßen; somit weist die Ausbauchung dann einen eckigen Verlauf auf.The bulge can be formed by a convex arc shape with a rounded course. But it can also be provided that the bulge is formed by a double truncated cone, in which the two truncated cones have the same maximum radius and with the circular surface of the maximum radius' abut; Thus, the bulge then has a square course.
Dadurch, dass die Mantelfläche des einbringbaren Teils der Düse ausgebaucht ausgebildet ist, wirkt, wie oben erwähnt, eine in den Spout eines Spout-Folienbeutels eingebrachte Düse in der ersten Position, einer sogenannten Abdichtposition, derart mit der Innenform des Spouts zusammen, dass das Innere des Spout-Folienbeutels im Wesentlichen abgedichtet wird. Die Abdichtung wird dadurch erreicht, dass durch den maximalen Außenumfang der Düse, d.h. der Mantelfläche im Bereich der Ausbauchung, im Wesentlichen kein Platz zwischen Mantelfläche der Düse und dem Spout verbleibt. D.h. die Abdichtung erfolgt im Wesentlichen entlang eines Kreises.As a result of the fact that the lateral surface of the insertable part of the nozzle is bulged, as mentioned above, a nozzle inserted in the spout of a spout film bag in the first position, a so-called sealing position, interacts with the inside shape of the spout such that the interior the Spout foil bag is substantially sealed. The seal is achieved by passing through the maximum outer circumference of the nozzle, i. the lateral surface in the area of the bulge, substantially no space between the lateral surface of the nozzle and the Spout remains. That the seal is essentially along a circle.
Die erste Position wird beim Einbringen der Düse in den Spout somit erreicht, wenn die maximale Ausbauchung der Mantelfläche, also z.B. der maximale Außenumfang der Düse, in den Spout eingebracht ist und die erste Position, d.h. die Abdichtposition bleibt erhalten, auch wenn die Düse im Spout weiter abgesenkt wird, solange sich die maximale Ausbauchung, also z.B. der maximale Außenumfang, in dem Spout befindet.The first position is thus achieved when the nozzle is introduced into the spout, if the maximum bulging of the lateral surface, that is, e.g. the maximum outer circumference of the nozzle into which Spout is inserted and the first position, i. the sealing position is maintained even if the nozzle in the spout is lowered further, as long as the maximum bulge, e.g. the maximum outer circumference in which Spout is located.
Zudem können Beschädigungen des Spouts vermieden werden sollte die Düse nicht fluchtend in den Spout eingebracht werden, da ein Kontakt zwischen der Mantelfläche der Düse und dem Spout nur entlang eines Kreises zustande kommt.In addition, damage to the spout can be avoided should the nozzle not be introduced flush into the spout, since a contact between the lateral surface of the nozzle and the spout occurs only along a circle.
In einer zweiten Position, einer sogenannten Entweichposition, in der die Düse tiefer in den Spout eingebracht ist, wirkt die Mantelfläche der eingebrachten Düse derart mit der Innenform des Spouts zusammen, dass eine Beabstandung ausgebildet wird, durch die in den Spout-Folienbeutel eingebrachte Spül- oder Aufblasluft zumindest teilweise aus dem Innern des Spout-Folienbeutels entweichen kann. Die zweite Position wird also dann erreicht, wenn sich die maximale Ausbauchung der Mantelfläche, also z.B. der maximale Außenumfang der Düse, nicht mehr in dem Spout befindet.In a second position, a so-called escape position, in which the nozzle is introduced deeper into the spout, the lateral surface of the introduced nozzle interacts with the inner shape of the spout in such a way that a spacing is formed by the irrigation fluid introduced into the Spout film bag. or at least partially escape inflation air from the interior of the Spout foil bag. The second position is thus achieved when the maximum bulge of the lateral surface, so e.g. the maximum outer circumference of the nozzle, no longer located in the spout.
Die Mantelfläche kann durch eine Rotationsfläche einer konvexen Bogenkurve bei Rotation um die Längsachse der Düse definiert werden.The lateral surface can be defined by a surface of revolution of a convex arc curve when rotating about the longitudinal axis of the nozzle.
Der erste Breitenkreis kann im Wesentlichen in der Mitte der Düse angeordnet sein.The first salient circle may be located substantially at the center of the nozzle.
In einem Verfahren zum Aufblasen eines Spout-Folienbeutels wird die Düse zum Aufblasen eines Spout-Folienbeutels wie oben oder weiter unten beschrieben verwendet, wobei das Verfahren die folgenden Schritte umfasst: Bereitstellen der Düse; Einbringen der Düse in den Spout eines Spout-Folienbeutels und Absenken der Düse in dem Spout bis zu einer ersten Position, einer sogenannten Abdichtposition; nach Erreichen der ersten Position, wobei die Mantelfläche der eingebrachten Düse derart mit der Innenform des Spouts zusammenwirkt, dass das Innere des Spout-Folienbeutels im Wesentlichen abgedichtet wird, Einbringen von Spül- oder Aufblasluft mittels der Düse ins Innere des Spout-Folienbeutels.In a method for inflating a spout foil bag, the nozzle is used to inflate a spout foil bag as described above or below, the method comprising the steps of: providing the nozzle; Inserting the nozzle into the spout of a spout film bag and lowering the nozzle in the spout to a first position, a so-called sealing position; after reaching the first position, wherein the lateral surface of the introduced nozzle cooperates with the inner shape of the spout in such a way that the interior of the Spout foil bag is substantially sealed, introducing rinsing or inflation air by means of the nozzle into the interior of the Spout foil bag.
Die Düse kann an einer Aufblasvorrichtung angeordnet sein, wobei die Aufblasvorrichtung ein Gestänge umfassen kann, das derart ausgelegt ist, so dass die Düse parallel zu ihrer Längsachse in einer vertikalen Richtung auf- und abbewegt werden kann. So kann die Düse durch ein Absenken in den Spout eingebracht und in dem Spout bis zu einer ersten Position abgesenkt werden. Das Einbringen der Spül- oder Aufblasluft ins Innere des Spout-Folienbeutels mittels der Düse kann über eine Zuführung erfolgen, die an die Düse anschließt. Die erste Position wird beim Einbringen der Düse in den Spout somit erreicht, wenn die maximale Ausbauchung der Mantelfläche, also z.B. der maximale Außenumfang der Düse, in den Spout eingebracht ist und die erste Position, d.h. die Abdichtposition bleibt erhalten, auch wenn die Düse im Spout weiter abgesenkt wird, solange sich die maximale Ausbauchung, also z.B. der maximale Außenumfang, in dem Spout befindet.The nozzle may be disposed on an inflator, wherein the inflator may include a linkage configured such that the nozzle may be moved up and down parallel to its longitudinal axis in a vertical direction. Thus, the nozzle can be introduced by lowering into the spout and lowered in the spout to a first position. The introduction of the rinsing or inflation air into the interior of the spout film bag by means of the nozzle can be effected via a feed, which adjoins the nozzle. The first position is thus achieved when the nozzle is introduced into the spout, if the maximum bulging of the lateral surface, that is, e.g. the maximum outer circumference of the nozzle into which Spout is inserted and the first position, i. the sealing position is maintained even if the nozzle in the spout is lowered further, as long as the maximum bulge, e.g. the maximum outer circumference in which Spout is located.
Zudem kann das Verfahren die nachfolgenden Schritte umfassen: weiteres Absenken der Düse in dem Spout bis zu einer zweiten Position, eine sogenannte Entweichposition; nach Erreichen der zweiten Position, wobei die Mantelfläche der eingebrachten Düse derart mit der Innenform des Spouts zusammenwirkt, dass eine Beabstandung ausgebildet wird, zumindest teilweises Entweichen von ins Innere des Spout-Folienbeutels eingebrachter Spül- oder Aufblasluft aus dem Innern des Spout-Folienbeutels.In addition, the method may include the steps of: further lowering the nozzle in the spout to a second position, a so-called escape position; After reaching the second position, wherein the lateral surface of the introduced nozzle cooperates with the inner shape of the spout so that a spacing is formed, at least partial escape of introduced into the interior of the Spout foil bag rinsing or inflation air from the interior of the Spout foil bag.
Die zweite Position wird also dann erreicht, wenn sich die maximale Ausbauchung der Mantelfläche, also z.B. der maximale Außenumfang der Düse, nicht mehr in dem Spout befindet. Somit wird die Beabstandung dadurch ausgebildet, dass sich die Düse nicht mehr mit ihrem maximalen Umfang in dem Spout befindet, sondern dass der maximale Umfang unterhalb des Spouts, d.h. im Innern des Spout-Folienbeutels angeordnet ist.The second position is thus achieved when the maximum bulge of the lateral surface, that is, for example, the maximum outer circumference of the nozzle, is no longer in the spout. Thus, the spacing is formed by the fact that the nozzle is no longer with her the maximum circumference is located in the spout, but that the maximum circumference is below the spout, that is arranged in the interior of the Spout foil bag.
In einem nachfolgenden Schritt kann die Düse aus dem Spout ausgebracht werden, vorzugsweise durch ein nach oben Verfahren der Düse. Das Ausbringen der Düse kann ausgehend von der ersten oder ausgehend von der zweiten Position erfolgen.In a subsequent step, the nozzle can be ejected from the spout, preferably by an upward process of the nozzle. The nozzle may be dispensed from the first position or from the second position.
Die beigefügten Figuren stellen beispielhaft zum besseren Verständnis und zur Veranschaulichung Aspekte der Erfindung dar. Es zeigt:
-
Figur 1 eine Seitenansicht einer Düse des Stands der Technik zum Aufblasen eines Spout-Folienbeutels, -
Figur 2 -
Figur 3 eine Draufsicht auf die Düse ausFigur 2 -
Figur 4 eine konvexe Bogenkurve zur Definition der Mantelfläche der Düse, -
Figur 5 -
Figur 6 eine Seitenansicht der eingebrachten Düse in einer ersten Position, -
Figur 7 eine Seitenansicht der eingebrachten Düse in einer zweiten Position und -
Figur 8
-
FIG. 1 a side view of a nozzle of the prior art for inflating a Spout foil bag, -
FIG. 2 a side view of an embodiment of a nozzle for inflating a Spout foil bag, -
FIG. 3 a plan view of the nozzleFIG. 2 . -
FIG. 4 a convex arc curve for defining the lateral surface of the nozzle, -
FIG. 5 a side view of an arrangement of the nozzle on an embodiment of an inflator, -
FIG. 6 a side view of the introduced nozzle in a first position, -
FIG. 7 a side view of the introduced nozzle in a second position and -
FIG. 8 a flow diagram of a method for inflating a spout foil bag.
Die
In der Darstellung ist die Mantelfläche 9 der Düse 8 derart ausgebaucht, dass die Düse etwa in ihrer Mitte einen maximalen Außenumfang aufweist, der durch die Referenznummer 13 angedeutet ist. Dieser maximale Außenumfang 13 und damit der maximale Außendurchmesser der Düse 8 sind derart bemessen, dass die Düse 8 in den Spout eines Spout-Folienbeutels einbringbar ist. Zu den beiden Enden 14, 15 der Düse 8 hin nimmt der Außenumfang und somit der Außendurchmesser der Düse 8 ausgehend von dem maximalen Außenumfang 13 in der Mitte der Düse bzw. dem entsprechenden maximalen Außendurchmesser kontinuierlich ab.In the illustration, the
Typischerweise hat die Düse 8 eine Länge L zwischen 2cm und 5cm und der maximale Außendurchmesser der Düse ist typischerweise 0,2mm bis 0,5mm kleiner als der Innendurchmesser des Spouts, in den die Düse 8 einbringbar sein soll. Hierbei wird davon ausgegangen, dass der Innendurchmesser des Spouts über die Länge des Spouts im Wesentlichen konstant ist.Typically, the
Im Schritt 100 erfolgt ein Bereitstallen einer Düse, deren Mantelfläche derart ausgebildet ist, dass die Düse zumindest teilweise in den Spout des Spout-Folienbeutels und auch zumindest teilweise in den Spout-Folienbeutel einbringbar ist, wobei die Mantelfläche des einbringbaren Teils der Düse ausgebaucht ausgebildet ist.In
Im Schritt 101 erfolgt ein Einbringen der Düse in den Spout des Spout-Folienbeutels und ein Absenken der Düse in dem Spout bis zu einer ersten Position.In
Nach Erreichen der ersten Position im Schritt 102, wobei die Mantelfläche der eingebrachten Düse derart mit der Innenform des Spouts zusammenwirkt, dass das Innere des Spout-Folienbeutels im Wesentlichen abgedichtet wird, erfolgt ein Einbringen von Spül- oder Aufblasluft mittels der Düse ins Innere des Spout-Folienbeutels. Das Einbringen der Spül- oder Aufblasluft kann erfolgen, wenn das Absenken der Düse nach Erreichen der ersten Position gestoppt wird oder auch während das Absenken weiter durchgeführt wird, solange sich die Düse in der ersten Position befindet, d.h. solange das Innere des Spout-Folienbeutels im Wesentlichen abgedichtet wird.After reaching the first position in
Im Schritt 103 erfolgt ein weiteres Absenken der Düse in dem Spout bis zu einer zweiten Position. Dieses weitere Absenken kann ein wiederaufgenommenes Absenken nach einem Stoppen im Schritt 102 sein oder auch das Fortsetzen eines kontinuierlichen Absenkens der Düse in dem Spout sein.In
Nach Erreichen der zweiten Position im Schritt 104, wobei die Mantelfläche der eingebrachten Düse derart mit der Innenform des Spouts zusammenwirkt, dass eine Beabstandung ausgebildet wird, erfolgt ein zumindest teilweises Entweichen von ins Innere des Spout-Folienbeutels eingebrachter Spül- oder Aufblasluft aus dem Innern des Spout-Folienbeutels.After reaching the second position in
Ausgehend von der ersten Position oder ausgehend von der zweiten Position kann im Schritt 105 ein Ausbringen der Düse aus dem Spout erfolgen.Starting from the first position or starting from the second position, the nozzle can be ejected from the spout in
Claims (6)
- A nozzle (8) for inflating a spout film bag (19), the lateral surface (9) of which is configured such that the nozzle (8) is at least partially insertable into the spout (18) of the spout film bag (19) and also at least partially insertable into the interior (20) of the spout film bag (19), wherein the lateral surface (9) of the insertable portion of the nozzle (8) has a bulging configuration,
characterised in that
a first circle of latitude (13) of the lateral surface (9) corresponds to the maximum circumference of the nozzle (8) and any other circles of latitude of the lateral surface (9) have radii that are less than the radius of the first circle of latitude (13), wherein when the nozzle (8) is inserted into the spout (18) in a first position, the lateral surface (9) cooperates with the interior form of the spout (18) such that the interior of the spout film bag (19) is substantially sealed and flushing or inflating air may be introduced into the interior of the spout film bag (19) by means of the nozzle (8) in the first position without leakage. - The nozzle of claim 1, wherein the lateral surface (9) is defined by a rotating surface of a convex arc curve upon rotation around the longitudinal axis (10) of the nozzle (8).
- The nozzle of claim 1, wherein the first circle of latitude (13) is substantially positioned in the middle of the nozzle (8).
- A method for inflating a spout film bag by using a nozzle for inflating a spout film bag according to one of claims 1 to 3, comprising the steps:- providing (100) the nozzle,- inserting (101) the nozzle into the spout of the spout film bag and lowering (101) the nozzle within the spout to a first position,- after reaching (102) the first position, wherein the lateral surface of the inserted nozzle cooperates with the interior form of the spout such that the interior of the spout film bag is substantially sealed, introducing (102) flushing or inflating air into the interior of the spout film bag by means of the nozzle.
- The method of claim 4, further comprising the following steps:- further lowering (103) the nozzle within the spout to a second position and- after reaching (104) the second position, wherein the lateral surface of the inserted nozzle cooperates with the interior form of the spout such that a spacing is formed, causing flushing or inflating air introduced into the interior of the spout a film bag to leak at least partially from the interior of the spout film bag.
- The method of claims 4 or 5, further comprising the following step:- removing (105) the nozzle from the spout.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES15180153.7T ES2694020T3 (en) | 2015-08-07 | 2015-08-07 | Nozzle for inflating a foil pouch with nozzle and procedure for inflating a foil pouch with nozzle |
| EP15180153.7A EP3127826B1 (en) | 2015-08-07 | 2015-08-07 | Nozzle for inflating a spout film bag and method for inflating a spout film bag |
| PCT/EP2016/068754 WO2017025464A1 (en) | 2015-08-07 | 2016-08-05 | Nozzle for inflating a spout film bag and method for inflating a spout film bag |
| US15/750,371 US10899487B2 (en) | 2015-08-07 | 2016-08-05 | Nozzle for inflating a spout film bag and method for inflating a spout film bag |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15180153.7A EP3127826B1 (en) | 2015-08-07 | 2015-08-07 | Nozzle for inflating a spout film bag and method for inflating a spout film bag |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3127826A1 EP3127826A1 (en) | 2017-02-08 |
| EP3127826B1 true EP3127826B1 (en) | 2018-10-10 |
Family
ID=53969129
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15180153.7A Not-in-force EP3127826B1 (en) | 2015-08-07 | 2015-08-07 | Nozzle for inflating a spout film bag and method for inflating a spout film bag |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10899487B2 (en) |
| EP (1) | EP3127826B1 (en) |
| ES (1) | ES2694020T3 (en) |
| WO (1) | WO2017025464A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114834693B (en) * | 2022-04-26 | 2023-04-11 | 广东能量堡垒制药有限公司 | Probiotics dissolved medicine production and processing system |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3324906A (en) * | 1964-03-20 | 1967-06-13 | Carnation Co | Funnel |
| US3993111A (en) * | 1975-05-15 | 1976-11-23 | Horix Manufacturing Company | Container-filling machine with level sensing and blowdown |
| US5819821A (en) * | 1996-08-01 | 1998-10-13 | Tetra Laval Holdings & Finance, S.A. | Fill system including a flexible nozzle for reducing the mixing of product and air during container filling |
| JP2002274512A (en) * | 2001-03-13 | 2002-09-25 | Toyo Jidoki Co Ltd | Device for expanding continuously transferred bag |
| FR2838730B1 (en) * | 2002-04-22 | 2004-06-18 | Serac Group | ELECTROMAGNETICALLY CONTROLLED FILLING NOZZLE |
| US20120008884A1 (en) * | 2007-04-03 | 2012-01-12 | Pouch Pac Innovations, Llc | Stand-up flexible pouch and method of forming |
| US9359181B2 (en) * | 2008-09-30 | 2016-06-07 | Sig Technology Ag | Filling method and device |
| WO2010105775A2 (en) * | 2009-03-17 | 2010-09-23 | Boehringer Ingelheim International Gmbh | Reservoir and atomizer |
| RU2619747C2 (en) * | 2011-04-18 | 2017-05-17 | ДР. ПИ ИНСТИТЬЮТ, ЭлЭлСи | Needle with shutter and method |
| US9455131B2 (en) * | 2011-12-28 | 2016-09-27 | Dh Technologies Development Pte. Ltd. | Gas diffuser ion inlet |
| CA3035581A1 (en) * | 2012-05-01 | 2013-11-07 | Dr. Py Institute Llc | Connector for aseptic filling and transfer of fluids |
| US10351271B2 (en) * | 2012-05-01 | 2019-07-16 | Dr. Py Institute Llc | Device for connecting or filling and method |
| EP2969774B1 (en) * | 2013-03-15 | 2018-10-31 | Dr. Py Institute, LLC | Controlled non-classified filling device and method |
| US20140261871A1 (en) * | 2013-03-15 | 2014-09-18 | Pregis Innovative Packaging Inc. | Nozzle With Side and Tip Outlet |
| US10214406B2 (en) * | 2015-06-23 | 2019-02-26 | Abc Fillers, Inc. | Multi-container filling machine, valves, and related technologies |
-
2015
- 2015-08-07 ES ES15180153.7T patent/ES2694020T3/en active Active
- 2015-08-07 EP EP15180153.7A patent/EP3127826B1/en not_active Not-in-force
-
2016
- 2016-08-05 US US15/750,371 patent/US10899487B2/en active Active
- 2016-08-05 WO PCT/EP2016/068754 patent/WO2017025464A1/en active Application Filing
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| US10899487B2 (en) | 2021-01-26 |
| ES2694020T3 (en) | 2018-12-17 |
| WO2017025464A1 (en) | 2017-02-16 |
| US20180229876A1 (en) | 2018-08-16 |
| EP3127826A1 (en) | 2017-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2410979C2 (en) | Method and device for producing a vessel made of a thermoplastic material | |
| EP3074339B1 (en) | Filling head and filling machine | |
| DE102018127592B4 (en) | Filling element, filling system and method for filling containers | |
| EP2495173B1 (en) | Method and device for filling valve sacks with bulk goods | |
| DE102011111321A1 (en) | filling | |
| DE102007013096A1 (en) | Device for treating containers | |
| DE19520409C1 (en) | Device for coupling of two pipe connections to vessel | |
| EP3554987B1 (en) | Filling element arrangement, and filling machine | |
| EP3127826B1 (en) | Nozzle for inflating a spout film bag and method for inflating a spout film bag | |
| EP2915772A1 (en) | Device for filling a container with a filling product | |
| WO2017076523A1 (en) | Stamp base for a label stamp, and labelling apparatus and method | |
| EP0095556A2 (en) | Device for filling bags with fluid material, especially dusty material | |
| EP2635520B1 (en) | Apparatus for filling a container with a liquid which is intended, in particular, for consumption | |
| DE102019116531B3 (en) | Device for the production of cores from molded material | |
| EP3766680B1 (en) | Work station for a packing machine | |
| DE102016004609B4 (en) | Filling device and method for filling flexible containers | |
| DE19510555A1 (en) | Sterilising process for components of packing machine | |
| DE2154777B2 (en) | Device for reinforcing the filling and filling neck of a hollow body made of plastic | |
| EP3717397B1 (en) | Closure device for adding gas to and closing containers that have a filler opening | |
| CH695611A5 (en) | Emptying devices for a bulk container. | |
| DE10009990A1 (en) | Method and device for filling double-walled containers | |
| DE19721289B4 (en) | Apparatus and method for loading bags in containers | |
| WO2024094259A1 (en) | Sealant system | |
| WO2014127880A1 (en) | Filling system and filling machine | |
| EP3722216A1 (en) | Method and device for filling and/or emptying of flexible containers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170731 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170928 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 43/36 20060101AFI20180221BHEP Ipc: B05B 1/00 20060101ALI20180221BHEP Ipc: B08B 9/28 20060101ALI20180221BHEP Ipc: B65B 55/10 20060101ALI20180221BHEP Ipc: B08B 9/08 20060101ALI20180221BHEP Ipc: B65B 55/02 20060101ALI20180221BHEP Ipc: B08B 9/34 20060101ALI20180221BHEP Ipc: B65B 55/24 20060101ALI20180221BHEP Ipc: B08B 9/093 20060101ALI20180221BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20180316 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: INDAG POUCH PARTNERS GMBH |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1050937 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015006311 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2694020 Country of ref document: ES Kind code of ref document: T3 Effective date: 20181217 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190110 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190110 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190210 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190111 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015006311 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| 26N | No opposition filed |
Effective date: 20190711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190807 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190831 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150807 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1050937 Country of ref document: AT Kind code of ref document: T Effective date: 20200807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200807 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210820 Year of fee payment: 7 Ref country code: IT Payment date: 20210831 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210901 Year of fee payment: 7 Ref country code: DE Payment date: 20210826 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181010 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502015006311 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220807 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220831 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230301 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220808 |