EP3095533B1 - Verfahren für das richten von metallischen teilen - Google Patents
Verfahren für das richten von metallischen teilen Download PDFInfo
- Publication number
- EP3095533B1 EP3095533B1 EP16001047.6A EP16001047A EP3095533B1 EP 3095533 B1 EP3095533 B1 EP 3095533B1 EP 16001047 A EP16001047 A EP 16001047A EP 3095533 B1 EP3095533 B1 EP 3095533B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- straightening
- data set
- database
- movement
- vector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/10—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts between rams and anvils or abutments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
Definitions
- the invention relates to a method for straightening metallic parts.
- the application of the invention is particularly advantageous when the geometry of the metallic parts mainly consists of flat sections that are complexly curved and / or are composed of differently oriented sections, so that the precise prediction of plastic deformation due to bending due to the action of force by means of hydraulic stamps or the like, is not possible or only with many difficulties and restrictions.
- Such parts are, for example, rather larger, flat aluminum die-cast parts of complex shape, which have a statically load-bearing function as part of the chassis of an automobile.
- the DE 196 11 897 C2 deals with the straightening of elongated metallic parts.
- a part is first measured and then straightened by bending.
- the plastic bending deformation due to the deformation path temporarily forced by the bending tool is calculated taking into account the material properties.
- the movement of the bending tool during the bending process is composed of a large, rectified movement and a rapid sequence of forward and backward movements with a relatively small stroke superimposed on this movement.
- numerical values are stored in the calculation program, which represent material parameters. In adaptation to These stored numerical values can be changed as a result of straightening processes that have actually taken place, so that with increasing empirical values, the calculation is increasingly better brought into line with reality.
- the method is very well suited for simple, elongated parts in which only a few different shape deviations need to be corrected in practice. The method cannot be used for straightening parts with more complex geometry due to the drastically increasing computational complexity.
- the embossing tool has a plurality of pairs, each of which consists of a lower part and an upper part, all of the pairs jointly enclosing a mold cavity, and wherein pairs can be individually offset from the other pairs in the closing direction of the embossing tool.
- the workpiece is plastically formed by subsequent stamping of the cast workpiece in this tool.
- the DE 102008003882 B4 deals with an advantageous method for straightening flat metal castings, such as aircraft window frames in particular.
- the geometry of the cast part is automatically measured and the extent of the deformation required at the individual surface areas is calculated automatically, the degree of displacement of the surface areas normal to their plane being important.
- the straightening deformation is then carried out by placing a blasting material, such as typically steel balls, normal to its surface on selected surface areas is radiated.
- Straightening can be carried out iteratively in several cycles from measuring and blasting to the desired end result.
- the advantage of the process is its flexibility. It can be automated to such an extent that in series production, the shape deviations, which differ from part to part, are fully automated. For production in larger series, it is disadvantageous that the cycle time is relatively long. Due to the shaping by an abrasive, the maintenance and operating resources for the system are also relatively high.
- the DE 10 2007 002320 A1 describes a method and a device for straightening a sheet metal part, wherein shape deviations are measured at several measuring points on the sheet metal part and a number of points of retraction are deformed.
- the information about the straightening processes that are carried out is recorded in a database and is intended to be further processed according to the intended purpose by an artificial neural network to find optimal parameters for future straightening processes, so that a straightening system that is continuously learned is formed.
- the process ends when either in the last-mentioned step no longer discrepancies from the nominal dimensions or when another termination condition is reached.
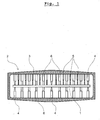
- Fig. 1 the object 1 is arranged in a device 2.
- the straightening device 2 has a rigid frame 3.
- Brackets 4 protrude from the frame 3 onto defined points of the straightening object 1 and fix these points of the straightening object 1 with respect to the frame 3. Typically, three brackets 4 are used.
- a holder 4 can be formed, for example, by two hydraulic or pneumatic cylinders, which are directed from the frame 3 from opposite sides to the object 1 and whose position can optionally be mechanically locked.
- a number of sensors 5 are arranged on the frame 3, which protrude from the object 1 and measure the distance of the surface of the object 1 from the frame 3 at a plurality of points.
- the sketched measuring sensors 5 can be, for example, rods that can be telescopically extended, on the free tip of which there is a touch or pressure sensor that generates a signal when it comes into contact with the target.
- the necessary distance measurement between points of the frame 3 and points of the target 1 but could also be done, for example, without contact by means of optical methods.
- a plurality of straightening stamps 6 also protrude from the frame 3 onto the straightening object 1.
- the straightening stamps are typically hydraulic cylinders, the stroke of which can be controlled and measured and from which the force can ideally also be controlled or at least measured.
- a drive principle other than hydraulics is also conceivable for driving the straightening stamps, for example electrically (e.g. with a motor-driven screw spindle) or pneumatically.
- step d determines that the geometry of the target object corresponds to the target geometry or until another termination criterion is met.
- the mentioned data records displacement data record, movement data record and change data record are best stored in the form of a combination of a vector and an amount.
- the vector is an ordered group of several numerical values and the amount is a simple scalar number.
- the deviations from the ideal position of the respective surface areas of the directional object 1 determined at the individual sensors 5 are recorded in the vector, but not in a numerical value of theirs corresponds to an absolute size, but in a normalized size, so that the vector is a kind of unit vector. Only by multiplying the numerical values of the individual components of the vector by the amount does one arrive at those numerical values which state the distance by which the surface area of the target object 1 there is shifted from the ideal position on the respective individual measuring sensor 5.
- the amount can be calculated as a root from the sum of the squares of the individual values of the displacements measured at the individual sensors 5.
- the individual components of said (unit) vector are then the individual displacement values divided by the amount.
- the individual components of the (unit) vector are each assigned to a specific straightening stamp 6 on the movement data record.
- the amount by which a straightening stamp 6 has to be moved during a straightening process is obtained by multiplying the component of the vector assigned to the straightening stamp by the amount.
- the change data record is the same as the. Displacement data record assigned the individual components of the vector to the individual sensors 5 and thus to the surface areas of the straightening object 1, the position of which is determined by sensors 5.
- the components of the vector belonging to the change data record multiplied by the amount belonging to the change data record result in the respective distance by which a surface area has been shifted according to the movement of the stamp according to the movement data record assigned to the change data record.
- the database 7 can be operated by a data processing system and movement data records can be defined.
- a simple and effective algorithm for the selection of a movement data set (work step e according to Fig. 2 ) work as follows:
- the most suitable change data record must be selected from the change data records stored in the database 7.
- the vector contained in the displacement data record has approximately the meaning of a direction, as do the vectors contained in the change data records. It is simply a search for the change data record whose vector is directed as precisely as possible against the vector of the displacement data record. According to the known rules of vector calculation, this is the vector in which the inner product with the vector of the displacement data set has the largest negative numerical value. Consequently, the data processing system forms the inner product of the vector of the displacement data set and the vectors of all change data sets and selects the change data set in which the result - that is, the inner product - has the greatest negative numerical value.
- the amount of the current displacement data record is multiplied by the absolute value of the previously found inner product (which has the largest negative numerical value), and divided by the amount of the change data record found.
- the amount of the movement data record assigned to the change data record in the database 7 is multiplied by the result.
- a change data record results which is oriented in the same direction as the previously selected change data record and is so large in amount that it corrects the existing shift in the change direction given by the change data record as best as possible. You can use the calculated movement data set immediately and thus in the cycle Fig. 2 progress further.
- step e If you already see in the pre-calculation in step e that using the calculated movement data record will theoretically result in an improved displacement data record, it will still not be in the target range (- because the forecast change does not go in exactly the right direction -) , it is recommended to refine the definition of the movement data record to be used in advance. Only for the calculation can it be assumed that the first motion data record found was used, that the further displacement data record theoretically predicted therewith has been obtained and, for this further displacement data record, as described, in turn, a further change data record, together with an associated, appropriately scaled, further motion data record, is calculated , The movement data set to be actually used is then the vectorial addition of the movement data set calculated first with the movement data set subsequently calculated.
- the straightening punches 6 are also equipped with a sensor system, by means of which they can detect contact with the straightening object 1, so that they can therefore also perform the function of sensors 5.
- the straightening punches 6 can also assume the function of holders 4, that is to say hold points of the straightening object 1 against which they rest in a position that is rigid with respect to the frame 3.
- the straightening stamps 6 are mounted on a different frame than the measuring sensors 5 and the frame which carries the measuring sensors 5 is held independently of the frame which carries the straightening stamps 6. In this way, those measurement errors that otherwise arise from the fact that the frame which carries the straightening stamps are also necessarily somewhat deformed when the force is applied to the straightening object by the straightening stamps.
- this user interface can be used to view data on current work processes, edit stored data and influence the selection of movements of straightening stamps 6 (work step e).
- this user interface can be used to view data on current work processes, edit stored data and influence the selection of movements of straightening stamps 6 (work step e).
- movement data records can be easily specified and entered by people.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16001047T PL3095533T3 (pl) | 2015-05-13 | 2016-05-10 | Sposób korygowania części metalowych |
| SI201630782T SI3095533T1 (sl) | 2015-05-13 | 2016-05-10 | Postopek za ravnanje kovinskih delov |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA300/2015A AT516761B1 (de) | 2015-05-13 | 2015-05-13 | Verfahren und Anlage für das Richten von metallischen Teilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3095533A1 EP3095533A1 (de) | 2016-11-23 |
| EP3095533B1 true EP3095533B1 (de) | 2020-02-26 |
Family
ID=55952929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16001047.6A Active EP3095533B1 (de) | 2015-05-13 | 2016-05-10 | Verfahren für das richten von metallischen teilen |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3095533B1 (pl) |
| AT (1) | AT516761B1 (pl) |
| ES (1) | ES2790728T3 (pl) |
| HU (1) | HUE049266T2 (pl) |
| PL (1) | PL3095533T3 (pl) |
| PT (1) | PT3095533T (pl) |
| SI (1) | SI3095533T1 (pl) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019117951B4 (de) * | 2019-07-03 | 2021-11-18 | Automationsrobotic Gmbh | Verfahren und Robotersystem zum Umformen, insbesondere Korrekturumformen und/oder Richten, von Teilen |
| DE102020118244A1 (de) * | 2020-07-10 | 2022-01-13 | Laubinger + Rickmann GmbH & Co. KG | Vorrichtung zum Korrigieren von Formabweichungen eines Strukturbauteils von einer Soll-Geometrie |
| CN112474896B (zh) * | 2020-12-14 | 2024-06-18 | 核工业理化工程研究院 | 智能检测矫直装置控制系统 |
| DE102023101164A1 (de) | 2023-01-18 | 2024-07-18 | Dornier LiteTech GmbH | Warmrichtvorrichtung zum Warmrichten eines Bauteils sowie Warmrichtverfahren |
| KR20250160299A (ko) | 2024-05-03 | 2025-11-12 | 서강대학교산학협력단 | 판형 구조물용 형상 교정 장치 및 이를 이용한 기계학습 기반 판형 구조물 교정 방법 |
| CN118558787B (zh) * | 2024-06-11 | 2025-10-31 | 中车长江铜陵车辆有限公司 | 一种车轴自动校直打钢印设备及工艺 |
| DE102024209294A1 (de) * | 2024-09-26 | 2026-03-26 | Volkswagen Aktiengesellschaft | Verfahren zur Formkorrektur einer Baugruppe |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19611897C2 (de) * | 1996-03-26 | 2000-07-13 | Imt Ind Mestechnik Gmbh & Co K | Verfahren zum Biegen, Richten und Justieren eines metallischen Werkstücks, insbesondere eines gehärteten Werkstücks |
| DE19810140C2 (de) * | 1998-03-09 | 2001-03-08 | Gerhard Koester | Vorrichtung zur Ausrichtung eines verformten Zweiradrahmens |
| ATE217815T1 (de) * | 1999-03-26 | 2002-06-15 | Sms Demag Ag | Verfahren und maschinelle einrichtung zum richten von profilen |
| DE10260909A1 (de) * | 2002-12-20 | 2004-07-01 | Volkswagen Ag | Mess- und Richtstation |
| DE102004043401A1 (de) | 2004-09-08 | 2006-03-09 | Volkswagen Ag | Verfahren zum Richten eines Strukturbauteils |
| DE102007002320A1 (de) * | 2007-01-16 | 2008-09-04 | Volkswagen Ag | Verfahren und Vorrichtung zum Korrigieren der Form eines Blechteils und/oder einer Baugruppe |
| DE102008003882B4 (de) * | 2008-01-10 | 2011-12-15 | Otto Fuchs Kg | Verfahren zum Herstellen eines Gegenstandes aus Metall, insbesondere aus einer hochfesten Aluminiumlegierung sowie Verfahren zum Richten eines solchen Gegenstandes |
| DE102011004167B4 (de) * | 2011-02-15 | 2015-05-13 | Institut Dr. Foerster Gmbh & Co. Kg | Verfahren und Vorrichtung zum automatisierten Richten von langgestrecktem Material |
| DE102014106289B4 (de) * | 2014-05-06 | 2023-11-02 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Anlage zum Bearbeiten eines metallischen Gussteils |
-
2015
- 2015-05-13 AT ATA300/2015A patent/AT516761B1/de not_active IP Right Cessation
-
2016
- 2016-05-10 SI SI201630782T patent/SI3095533T1/sl unknown
- 2016-05-10 PT PT160010476T patent/PT3095533T/pt unknown
- 2016-05-10 EP EP16001047.6A patent/EP3095533B1/de active Active
- 2016-05-10 ES ES16001047T patent/ES2790728T3/es active Active
- 2016-05-10 PL PL16001047T patent/PL3095533T3/pl unknown
- 2016-05-10 HU HUE16001047A patent/HUE049266T2/hu unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2790728T3 (es) | 2020-10-29 |
| EP3095533A1 (de) | 2016-11-23 |
| PT3095533T (pt) | 2020-05-22 |
| HUE049266T2 (hu) | 2020-09-28 |
| PL3095533T3 (pl) | 2020-09-07 |
| AT516761A4 (de) | 2016-08-15 |
| AT516761B1 (de) | 2016-08-15 |
| SI3095533T1 (sl) | 2020-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3095533B1 (de) | Verfahren für das richten von metallischen teilen | |
| DE3781887T2 (de) | Adaptivsteuerungssystem fuer hydraulische abkantpresse. | |
| DE102011009379B4 (de) | Punktschweisssystem und Positionserkennungsverfahren für ein zu schweißendes Werkstück | |
| EP3274110B1 (de) | Umformwerkzeug und verfahren zur optimierung einer platinenumformung in einem umformwerkzeug | |
| WO2015019285A1 (de) | Biegepresse | |
| DE102011050001A1 (de) | Verfahren und Vorrichtung zur Herstellung von flanschlosen Ziehteilen | |
| DE102017114596B4 (de) | Verfahren und Vorrichtung zur Regelung des Tiefziehprozesses einer Platine während eines Pressenhubes | |
| DE102015002280B4 (de) | Verfahren und Anlage zum automatisierten Richten eines Gussteils | |
| DE102014106289A1 (de) | Verfahren und Anlage zum Bearbeiten eines metallischen Gussteils | |
| WO2015144103A1 (de) | Verfahren und vorrichtung zur inkrementellen herstellung von gebogenen drähten, rohren, profilen oder dgl. aus stangenförmigen metallischen materialien | |
| WO2018046356A1 (de) | Verfahren und vorrichtung zur herstellung von geformten, insbesondere flanschbehafteten blechbauteilen | |
| DE102004035797B9 (de) | Verfahren und Vorrichtung zum Überführen eines Werkstücks | |
| EP4597242A1 (de) | Verfahren und system zum walzrunden eines blechs | |
| WO2019057432A1 (de) | Verfahren zum festlegen von aushebepositionen und/oder von haltepositionen, vorrichtung zum entnehmen eines werkstückteils und bearbeitungsmaschine | |
| DE102022122210B4 (de) | Verfahren zum Betreiben eines Blechumformwerkzeugs, Vorrichtung und Blechumformwerkzeug | |
| WO2003072278A1 (de) | Verfahren zur reduktion der biegewinkelfehler beim gesenkbiegen | |
| DE102018126336B4 (de) | Verfahren zur Steuerung einer Biegemaschine, Steuerung zum Ansteuern einer Biegemaschine und Biegemaschine | |
| EP0255635A2 (de) | Verfahren und Vorrichtung zum Recken eines metallischen Werkstückes | |
| DE102011116215A1 (de) | Verfahren und Vorrichtung zum Umformen flächiger Werkstücke | |
| WO2005005072A1 (de) | Verfahren zur beeinflussung eines biegeprozesses | |
| DE102004038209B4 (de) | Werkzeugeinrichtung und Verfahren zum Umformen | |
| DE3723825A1 (de) | Verfahren und vorrichtung zum recken eines metallischen werkstueckes | |
| EP3627258A1 (de) | Bewegungsplanung für eine servopresse | |
| AT520649A4 (de) | Verfahren mit einer Fertigungseinrichtung zum Umformen von Blech | |
| DE102024200662A1 (de) | KI-Modell zur Steuerung und/oder Regelung eines Schmiedeprozesses |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170519 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190807 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016008869 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1237004 Country of ref document: AT Kind code of ref document: T Effective date: 20200315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3095533 Country of ref document: PT Date of ref document: 20200522 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20200514 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200526 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200226 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 34222 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200626 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200526 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E049266 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2790728 Country of ref document: ES Kind code of ref document: T3 Effective date: 20201029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016008869 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| 26N | No opposition filed |
Effective date: 20201127 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200226 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220519 Year of fee payment: 7 Ref country code: RO Payment date: 20220428 Year of fee payment: 7 Ref country code: PT Payment date: 20220428 Year of fee payment: 7 Ref country code: HU Payment date: 20220519 Year of fee payment: 7 Ref country code: GB Payment date: 20220520 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230511 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230510 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231110 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230510 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250506 Year of fee payment: 10 Ref country code: DE Payment date: 20250521 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250627 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250527 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250528 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250522 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20250505 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250505 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20250504 Year of fee payment: 10 |