EP2965899A1 - Device for the separation of flexible packaging products - Google Patents
Device for the separation of flexible packaging products Download PDFInfo
- Publication number
- EP2965899A1 EP2965899A1 EP14176377.1A EP14176377A EP2965899A1 EP 2965899 A1 EP2965899 A1 EP 2965899A1 EP 14176377 A EP14176377 A EP 14176377A EP 2965899 A1 EP2965899 A1 EP 2965899A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging products
- transport device
- waste parts
- transport
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
- B26D7/1863—Means for removing cut-out material or waste by non mechanical means by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/065—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
- B26D1/08—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type
- B26D1/085—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates of the guillotine type for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/20—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/015—Means for holding or positioning work for sheet material or piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D2007/0012—Details, accessories or auxiliary or special operations not otherwise provided for
- B26D2007/0018—Trays, reservoirs for waste, chips or cut products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/002—Flexible containers made from webs by joining superimposed webs, e.g. with separate bottom webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B70/148—Cutting-out portions from the sides of webs or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B70/16—Cutting webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B70/20—Cutting sheets or blanks
Definitions
- the invention relates to a device according to the preamble of patent claim 1.
- the invention is based on the object to propose a method for separating packaging products from a tape, in which disturbances and damage to the manufacturing plant and the packaging products are reliably prevented by uncontrolled moving waste parts or packaging products.
- This solution according to the invention has the particular advantage that the selective holding and releasing means and the selective picking means can be controlled such that no packaging product and no waste part is dropped uncontrollably, but these parts can be controlled to a tray.
- the packaging products can be stored in a defined orientation by the means for selective picking or passed on for further processing, for example for filling.
- the invention provides a simple and inexpensive to produce device with the packaging products fully automatic, fast and inexpensive to produce.
- the invention also relates to a method for operating the device.
- a central element of the invention consists in a transport device 1, which in the embodiment according to FIG. 1 is designed as a revolving conveyor belt 1.
- the transport device 1 is equipped with means described below, with which produced from a band 3 of sheet material packaging products 4 and waste parts 5 are held on the transport device 1 and transported along a transport path 2.
- the band 3 consists for example of two superimposed, partially welded together plastic film layers. The partial welds limit packaging products, such as packaging bags for liquids.
- the tape 3 has three so-called benefits, that is, each three packaging products 4 are arranged side by side.
- the band 3 can be provided on a supply roll or taken directly from a production plant for the packaging products 4, wherein optionally a buffer line can be interposed, which is known per se and not the subject of this invention.
- a pair of feed rollers 6 pushes the web in sections to the transport device 1, where in each case a section is held, before it is cut by a separating knife 7 of the web 3.
- a vacuum chamber 14 is arranged on a route of the transport path 2 on the packaging products 4 and waste parts 5 opposite surface of the conveyor belt. Through suction openings in the conveyor belt, the packaging products 4 and 5 waste parts are sucked and held on the conveyor belt.
- the conveyor belt can in principle consist of any material which is airtight and has sufficient flexibility to be guided over deflection rollers 13.
- the conveyor belt is made of thin sheet steel.
- one of the deflection rollers 13 may be equipped with a motor, not shown.
- the deflection rollers 13 and the drive for the conveyor belt are arranged outside the vacuum chamber 14. This is indicated by the right in FIG. 1 with a dashed line drawn boundary 24 illustrates.
- the cutting station 8 and the other cutting station per packaging product 4 each performs a partial section, the sum of the cover the entire circumference of the packaging products, so that they are no longer connected to the band 3 after the further cutting station, but still sucked on the conveyor belt.
- the work station 9 is designed as a suction station for waste parts 5, wherein the device is automatically controlled so that the waste parts are only released by the transport device 1 when they are in the effective range of the suction and this is driven into position and turned on. In this way, the waste parts 5, which are often relatively small, are never in an uncontrolled state in which they can fly away by a draft or electrostatic charge and get caught somewhere.
- the suction can, as indicated in the figure, equipped with a pipe for discharging the extracted waste parts 5 or be designed such that it sucks the waste parts 5 and deposits in a container next to or above the conveyor belt.
- the work station 10 is formed in the illustrated example as a receiving station for correctly produced packaging products 4, to which it is also equipped with appropriate suction means and is designed so that they can store the recorded packaging products 4 in a designated container. For each benefit, an independent suction means is provided. Again, the tax principle that the packaging products 4 each only from the Transport device 1 are released when they are in the effective range of the receiving station and this is driven into position and activated.
- the workstations 11 and 12 can in principle be of the same construction as the workstation 10 described above and differ only in their task and thereby in the way in which they are actuated.
- the workstation 11 for sorting out defective packaging products 4 and the workstation 12 for taking out the packaging products 4 may be used as test samples.
- the control of the workstation 11 for rejecting defective packaging products may be due to signals from an upstream or in a preceding workstation integrated test device.
- the control of the workstation 12 for exiting test patterns may be programmed into the control of the device or done based on a manually entered command of an operator.
- control body 23 is arranged, which are movable on the conveyor belt to or from this, to close or release selected suction openings in the conveyor belt.
- These control bodies may correspond to the shape and area of a packaging product 4 or waste part 5 in order to release these parts in a targeted manner.
- FIG. 2 shows another embodiment of the device, wherein components that are the same or in accordance with the above with reference to the FIG. 1 described embodiment are provided with the same reference numerals.
- the transport device 1 is configured in this embodiment as a drum, so that the transport path 2 describes a circular path.
- the band 3 with the packaging products 4 is visible on the left in the figure and is also moved here by a feed roller pair 6 sections on the transport device.
- An upstream cutting knife as in the embodiment according to FIG. 1 is not necessary here, because depressions can be provided on the drum, as described below with reference to FIG FIG. 3 will be explained.
- designed as a cutting station workstation 8 can do both the separation of sections of the band 3 and the cutting out of the packaging products 4.
- the work stations are arranged along the circular transport path 2, wherein in FIG. 2 only the workstations 8 to 10 are shown in the drawing. Further Workstations may be below the drum but are not shown. For the selective retention of packaging products 4 and waste parts 5 on the drum by means of vacuum functional parts are arranged within the drum. These can work the same way as before FIG. 1 described. Alternatively, however, also not shown vacuum lines lead to corresponding locations on the inner circumference of the drum and are controlled by inside or outside the drum, not shown, vacuum valves. In FIG. 2 is a vacuum port 15 shown schematically, which may be formed in a known manner as a rotary connection.
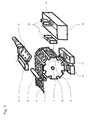
- FIG. 3 shows a segment of the trained as a drum workstation 1 of the embodiment according to FIG. 2 in one opposite FIG. 2 enlarged scale.
- a packaging product 4 and three waste parts 5 in two different shapes and sizes are arranged on the segment and represented by hatched areas.
- Recesses 19 are intended for immersion of cutting tools, by which the packaging products are cut out of the band 3.
- suction openings 20 for the packaging products 4 and other suction openings 21 for the waste parts 5, wherein all suction ports 20, 21 may be connected within the drum with corresponding vacuum lines.
- the transport device as a conveyor belt or drum and the means for selective retention and the means for selective picking are designed as suction devices.
- the invention is not limited thereto, but the conveyor belt can be divided into several narrow conveyor belts or formed as a transport chain or transport chains, for example.
- the selective holding means and the selective picking means can be designed as gripping means or as needles which hold the packaging products and the waste parts by clamping or skewing.
- the selective release of said parts can be effected by arranged along the transport path elements which open the gripping means or strip said parts of the needles.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Making Paper Articles (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Vending Machines For Individual Products (AREA)
Abstract
Mit der Vorrichtung werden aus einem Band (3) herausgetrennte flexible Verpackungserzeugnisse (4), insbesondere Verpackungsbeutel und Abfallteile (5) getrennt. Dazu sind eine Transportvorrichtung (1) für den Transport des Bandes (3) entlang eines Transportweges (2) und eine Arbeitsstation (8) zum Heraustrennen der Verpackungserzeugnisse aus dem Band (3) vorhanden. Die Transportvorrichtung (1) ist mit Mitteln (14, 23) zum selektiven Festhalten und Freigeben von Verpackungserzeugnissen (4) und Abfallteilen (5) ausgestattet. Entlang des Transportweges (2) sind weitere Arbeitsstationen (9 bis 12) angeordnet, von denen jeweils mindestens eine mit Mitteln zum selektiven Aufnehmen von sich auf der Transportvorrichtung (1) befindenden Verpackungserzeugnissen (4) bzw. Abfallteilen (5) ausgestattet ist. Dadurch wird erreicht, dass sowohl die Verpackungserzeugnisse (4) als auch die Abfallteile (5) bis zur Ablage in einem dafür vorgesehenen Behälter stets festgehalten werden und niemals in einem unkontrollierten Zustand sind.The device is used to separate flexible packaging products (4), in particular packaging bags and waste parts (5), separated from a belt (3). For this purpose, a transport device (1) for the transport of the tape (3) along a transport path (2) and a workstation (8) for separating the packaging products from the tape (3) are present. The transport device (1) is equipped with means (14, 23) for selectively holding and releasing packaging products (4) and waste parts (5). Along the transport path (2) further work stations (9 to 12) are arranged, of which at least one with means for selectively receiving on the transport device (1) located packaging products (4) or waste parts (5) is equipped. This ensures that both the packaging products (4) and the waste parts (5) are always held until storage in a designated container and are never in an uncontrolled state.
Description
Die Erfindung betrifft eine Vorrichtung nach dem Oberbegriff des Patentanspruchs 1.The invention relates to a device according to the preamble of
Für das Ausschneiden von Verpackungserzeugnisse aus bandförmigem Folienmaterial sind verschiedene Stanz- und Schneidverfahren bekannt. In einem prozesstechnisch einfachen Fall werden die Verpackungserzeugnisse aus der Bahn geschnitten und der verbleibende, gitterförmige Abfall wird aufgerollt. Sobald jedoch durch das zur Anwendung gelangende Stanz- oder Schneidverfahren und/oder die Beschaffenheit, insbesondere die Konturen der Verpackungserzeugnisse Abfallteile entstehen, die nicht als ein Gitter aufgerollt werden können, wird eine automatische Trennung aus folgenden Gründen wesentlich erschwert.For the cutting out of packaging products from strip-shaped sheet material, various punching and cutting methods are known. In a process-technically simple case, the packaging products are cut from the web and the remaining, latticed waste is rolled up. However, as soon as the stamping or cutting process used and / or the nature, in particular the contours of the packaging products result in waste parts which can not be rolled up as a grid, automatic separation becomes substantially more difficult for the following reasons.
Es ist bekannt, Abfallteile mechanisch abzustreifen und anschliessend in ein Behältnis fallen zu lassen oder abzusaugen. Aber gerade mit leichten Folienmaterialien funktioniert diese Methode nicht zuverlässig, weil eine statische Aufladung die Abfallteile zu unkontrollierten Flügen über weite Strecken bringen kann und sie sich irgendwo anhaften und damit den Verarbeitungsprozess stören, die Qualität der Verpackungserzeugnisse gefährden oder sogar die Herstellungsanlage beschädigen können. Im schlimmsten Fall landen Folienabschnitte im Inneren eines Verpackungserzeugnisses und können bei Lebensmittelpackungen Konsumenten in Gefahr bringen. Ähnlich verhält es sich bei zu starker oder sehr geringer Gleitfähigkeit des Folienmaterials. Deshalb ist bei heutigen Verpackungsherstellungsanlagen ein hoher Prozessüberwachungsaufwand durch Personal notwendig, um rechtzeitig Ansammlungen von Abfallteilen, die sich verfangen haben, zu entfernen.It is known to mechanically strip waste parts and then to drop into a container or to suck. But especially with lightweight film materials, this method does not work reliably because static charge can cause the waste parts to uncontrolled flights for long distances and they may adhere to disrupt the processing process, jeopardize the quality of the packaging products or even damage the manufacturing equipment. In the worst case, foil sections end up inside a packaging product and can put consumers in danger with food packaging. The situation is similar with excessive or very low sliding properties of the film material. Therefore, in today's packaging manufacturing plants, a high process monitoring effort by personnel is necessary to timely remove accumulations of waste parts that have caught.
Aber auch die automatische Handhabung der Verpackungserzeugnisse bereitet bei bekannten Herstellungsverfahren etliche Mühe, ganz besonders dann, wenn es sich bei den Verpackungserzeugnissen um Verpackungsbeutel mit Eischweissteilen wie Ausgusstüllen handelt. Werden solche Verpackungsbeutel nach dem Ausschneiden freigegeben, beispielsweise fallen gelassen, ist es sehr schwierig, sie wieder in eine definierte Orientierung und Anordnung zu bringen, um sie weiter zu verarbeiten, beispielsweise zu verpacken.But also the automatic handling of the packaging products prepares in known manufacturing processes quite a lot of trouble, especially if it is in the packaging products to bags with Eischweissteilen as spouts. If such packaging bags are released after being cut out, for example dropped, it is very difficult to bring them back into a defined orientation and arrangement in order to process them further, for example to package them.
Schliesslich bereitet es bei den bekannten Herstellungsverfahren grosse Mühe, mehr als zwei Arten von Schnitterzeugnissen, nämlich Verpackungserzeugnisse und Abfallteile, mit hoher Zuverlässigkeit automatisch zu handhaben. Es ist wünschbar, neben diesen zwei Schnitterzeugnissen beispielsweise gute Verpackungserzeugnisse, fehlerhafte Verpackungserzeugnisse, ausgewählte Verpackungserzeugnisse zu Kontrollzwecken und gegebenenfalls unterschiedliche Abfallteile automatisch an vorgesehenen Stellen abzulegen. Es ist derzeit kein Verfahren bekannt, bei dem diese Teile nicht zwischenzeitlich losgelassen werden, wobei die oben geschilderten Probleme auftreten können.Finally, in the known manufacturing processes, it is very difficult to automatically handle more than two kinds of cutting products, namely, packaging products and waste parts, with high reliability. It is desirable, besides these two sectional products, for example, good packaging products, defective packaging products, selected packaging products for inspection purposes and, where appropriate, different waste parts to be placed automatically at designated locations. There is currently no known method in which these parts are not released in the meantime, whereby the problems described above can occur.
Ausgehend von diesem Stand der Technik liegt der Erfindung die Aufgabe zu Grunde, ein Verfahren zum Trennen von Verpackungserzeugnissen aus einem Band vorzuschlagen, bei dem Störungen und Schäden an der Herstellungsanlage und den Verpackungserzeugnissen durch unkontrolliert bewegte Abfallteile oder Verpackungserzeugnisse zuverlässig vermieden werden.Based on this prior art, the invention is based on the object to propose a method for separating packaging products from a tape, in which disturbances and damage to the manufacturing plant and the packaging products are reliably prevented by uncontrolled moving waste parts or packaging products.
Diese Aufgabe wird erfindungsgemäss durch die im kennzeichnenden teil des Patentanspruchs 1 angegebenen Merkmale gelöst.This object is achieved by the features stated in the characterizing part of
Diese erfindungsgemässe Lösung hat insbesondere den Vorteil, dass die Mittel zum selektiven Festhalten und Freigeben und die Mittel zum selektiven Aufnehmen so gesteuert werden können, dass kein Verpackungserzeugnis und kein Abfallteil unkontrolliert fallengelassen wird, sondern diese Teile kontrolliert zu einer Ablage gebracht werden können. Ausserdem können insbesondere die Verpackungserzeugnisse durch die Mittel zum selektiven Aufnehmen in einer definierten Orientierung abgelegt oder zur Weiterverarbeitung, beispielsweise zum Füllen, weitergegeben werden. Insgesamt ergibt die Erfindung eine einfach und kostengünstig herstellbare Vorrichtung, mit der Verpackungserzeugnisse vollautomatisch, schnell und kostengünstig herstellbar sind.This solution according to the invention has the particular advantage that the selective holding and releasing means and the selective picking means can be controlled such that no packaging product and no waste part is dropped uncontrollably, but these parts can be controlled to a tray. In addition, in particular the packaging products can be stored in a defined orientation by the means for selective picking or passed on for further processing, for example for filling. Overall, the invention provides a simple and inexpensive to produce device with the packaging products fully automatic, fast and inexpensive to produce.
Besondere Ausführungsarten der Erfindung sind in den abhängigen Patentansprüchen umschrieben.Particular embodiments of the invention are described in the dependent claims.
Die Erfindung betrifft auch ein Verfahren zum Betreiben der Vorrichtung.The invention also relates to a method for operating the device.
Ausführungsbeispiele der Erfindung werden nachstehend unter Bezugnahme auf die angefügten Zeichnungen beschrieben. Es zeigt
Figur 1- eine schematische perspektivische Darstellung eines ersten Ausführungsbeispiels der erfindungsgemässen Vorrichtung;
Figur 2- eine schematische perspektivische Darstellung eines zweiten Ausführungsbeispiels der erfindungsgemässen Vorrichtung; und
Figur 3- einen Ausschnitt aus
Figur 2Figur 2
- FIG. 1
- a schematic perspective view of a first embodiment of the inventive device;
- FIG. 2
- a schematic perspective view of a second embodiment of the inventive device; and
- FIG. 3
- a section from
FIG. 2 in one oppositeFIG. 2 enlarged scale.
Ein zentrales Element der Erfindung besteht in einer Transportvorrichtung 1, die im Ausführungsbeispiel gemäss
Zum selektiven Festhalten von Verpackungserzeugnissen 4 und Abfallteilen 5 auf dem Transportband ist auf einer Strecke des Transportweges 2 an der den Verpackungserzeugnissen 4 und Abfallteilen 5 gegenüberliegenden Oberfläche des Transportbandes eine Vakuumkammer 14 angeordnet. Durch Saugöffnungen im Transportband werden die Verpackungserzeugnissen 4 und Abfallteile 5 angesaugt und am Transportband festgehalten. Das Transportband kann prinzipiell aus einem beliebigen Material bestehen, das luftdicht ist eine ausreichende Flexibilität hat, um über Umlenkrollen 13 geführt zu werden. Bevorzugt besteht das Transportband aus dünnem Stahlblech. Zum Antrieb des Transportbandes kann beispielsweise eine der Umlenkrollen 13 mit einem nicht dargestellten Motor ausgestattet sein. Die Umlenkrollen 13 und der Antrieb für das Transportband sind ausserhalb der Vakuumkammer 14 angeordnet. Dies wird durch die rechts in
Entlang des Transportweges 2 in
Die Arbeitsstation 9 ist als Absaugstation für Abfallteile 5 ausgebildet, wobei die Vorrichtung automatisch so gesteuert wird, dass die Abfallteile jeweils erst von der Transportvorrichtung 1 freigegeben werden, wenn sie sich im Wirkungsbereich der Absaugstation befinden und diese in Position gefahren und eingeschaltet ist. Auf diese Weise sind die Abfallteile 5, die oft relativ klein sind, niemals in einem unkontrollierten Zustand, in dem sie durch einen Luftzug oder elektrostatische Aufladung wegfliegen und sich irgendwo verfangen können. Die Absaugstation kann wie in der Figur angedeutet mit einem Rohr zum Abführen der abgesaugten Abfallteile 5 ausgestattet oder derart ausgebildet sein, dass sie die Abfallteile 5 ansaugt und in einen Behälter neben oder oberhalb dem Transportband ablegt.The
Die Arbeitsstation 10 ist im dargestellten Beispiel als Aufnahmestation für korrekt hergestellte Verpackungserzeugnisse 4 ausgebildet, wozu sie ebenfalls mit entsprechenden Saugmitteln ausgestattet und so ausgebildet ist, dass sie die aufgenommenen Verpackungserzeugnisse 4 in einem dafür vorgesehenen Behälter ablegen kann. Pro Nutzen ist jeweils ein unabhängiges Saugmittel vorgesehen. Auch hier gilt das Steuerprinzip, dass die Verpackungserzeugnisse 4 jeweils erst von der Transportvorrichtung 1 freigegeben werden, wenn sie sich im Wirkungsbereich der Aufnahmestation befinden und diese in Position gefahren und aktiviert ist.The
Die Arbeitsstationen 11 und 12 können prinzipiell gleich aufgebaut sein wie die vorangehend beschriebene Arbeitsstation 10 und sich nur in ihrer Aufgabe und dadurch in der Art und Weise unterscheiden, wie sie angesteuert werden. Beispielsweise kann die Arbeitsstation 11 zum Aussortieren fehlerhafter Verpackungserzeugnisse 4 und die Arbeitsstation 12 zum Entnehmen von Verpackungserzeugnissen 4 als Prüfmuster verwendet werden. Die Ansteuerung der Arbeitsstation 11 zum Ausscheiden fehlerhafter Verpackungserzeugnisse kann aufgrund von Signalen einer vorgeschalteten oder in einer vorangehenden Arbeitsstation integrierten Prüfeinrichtung erfolgen. Die Ansteuerung der Arbeitsstation 12 zum Ausscheiden von Prüfmustern kann in der Steuerung der Vorrichtung einprogrammiert oder aufgrund eines manuell eingegebenen Befehls einer Bedienungsperson erfolgen.The
Zum selektiven Freigeben von Verpackungserzeugnissen 4 und Abfallteilen 5 von der Transportvorrichtung 1 sind im Ausführungsbeispiel gemäss
Die Arbeitsstationen sind entlang des kreisförmigen Transportwegs 2 angeordnet, wobei in
Wie man rechts in der Figur bei der Arbeitsstation 10 sieht, kann diese so aufgeteilt sein, dass jeder teil 10 für jeden Nutzen im Band 3, im Beispiel drei, separat bewegt werden kann. Dies gilt für alle erwähnten Arbeitsstationen, auch jene des Ausführungsbeispiels gemäss
Bei den vorangehend unter Bezugnahme auf die
Die Ausführungsbeispiele zeigen Ausführungsarten der Vorrichtung, wobei an dieser Stelle bemerkt sei, dass die Erfindung nicht auf die speziell dargestellten Ausführungsarten derselben eingeschränkt ist. Vielmehr können beispielsweise einzelne, im Zusammenhang mit einer Ausführungsart beschriebene Komponenten auf eine andere Ausführungsart übertragen werden und gegebenenfalls eine entsprechende, im Zusammenhang mit dieser anderen Ausführungsart beschriebene Komponente ersetzen. Es sind also auch sämtliche denkbaren Ausführungsvarianten, die durch Kombinationen einzelner Details der dargestellten und beschriebenen Ausführungsvariante möglich sind, vom Schutzumfang mit umfasst.The embodiments illustrate embodiments of the device, it being understood that the invention is not limited to the specific embodiments thereof. Rather, for example, individual components described in connection with one embodiment may be transferred to another embodiment and, where appropriate, replace a corresponding component described in connection with this other embodiment. So are all conceivable embodiments, which are possible by combinations of individual details of the illustrated and described embodiment variant, includes the scope of protection.
Der Ordnung halber sei abschliessend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus der Vorrichtung diese bzw. deren Komponenten schematisch und nicht massstäblich dargestellt sind.For the sake of order, it should finally be pointed out that, for a better understanding of the construction of the device, these or their components are shown schematically and not to scale.
- 11
- Transportvorrichtungtransport device
- 22
- Transportwegtransport
- 33
- Bandtape
- 44
- Verpackungserzeugnispackaging product
- 55
- Abfallteilwaste part
- 66
- VorschubwalzenpaarFeed roller pair
- 77
- Trennmesserseparating knife
- 88th
- Arbeitsstationworkstation
- 99
- Arbeitsstationworkstation
- 1010
- Arbeitsstationworkstation
- 1111
- Arbeitsstationworkstation
- 1212
- Arbeitsstationworkstation
- 1313
- Umlenkrollenguide rollers
- 1414
- Vakuumkammervacuum chamber
- 1515
- Vakuumanschlussvacuum connection
- 1616
- Aufnahmebehälterreceptacle
- 1717
- Aufnahmebehälterreceptacle
- 1818
- Aufnahmebehälterreceptacle
- 1919
- Vertiefungdeepening
- 2020
- Saugöffnungsuction opening
- 2121
- Saugöffnungsuction opening
- 2222
- Gegenwerkzeugcounter-tool
- 2323
- Steuerkörpercontrol body
- 2424
- Begrenzunglimit
Claims (10)
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14176377.1A EP2965899A1 (en) | 2014-07-09 | 2014-07-09 | Device for the separation of flexible packaging products |
| PCT/EP2015/065451 WO2016005374A1 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
| TR2018/10916T TR201810916T4 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products. |
| ES15734390.6T ES2681503T3 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
| CN201580037033.6A CN106573693A (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
| JP2017500839A JP2017524567A (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
| EP15734390.6A EP3177458B1 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
| US15/324,236 US20170165859A1 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging elements |
| PT157343906T PT3177458T (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
| BR112016030726A BR112016030726A2 (en) | 2014-07-09 | 2015-07-07 | DEVICE FOR SEPARATION OF FLEXIBLE PACKAGING PRODUCTS |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14176377.1A EP2965899A1 (en) | 2014-07-09 | 2014-07-09 | Device for the separation of flexible packaging products |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2965899A1 true EP2965899A1 (en) | 2016-01-13 |
Family
ID=51167715
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14176377.1A Withdrawn EP2965899A1 (en) | 2014-07-09 | 2014-07-09 | Device for the separation of flexible packaging products |
| EP15734390.6A Not-in-force EP3177458B1 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15734390.6A Not-in-force EP3177458B1 (en) | 2014-07-09 | 2015-07-07 | Device for separating flexible packaging products |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20170165859A1 (en) |
| EP (2) | EP2965899A1 (en) |
| JP (1) | JP2017524567A (en) |
| CN (1) | CN106573693A (en) |
| BR (1) | BR112016030726A2 (en) |
| ES (1) | ES2681503T3 (en) |
| PT (1) | PT3177458T (en) |
| TR (1) | TR201810916T4 (en) |
| WO (1) | WO2016005374A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10105862B1 (en) * | 2017-03-31 | 2018-10-23 | Biocut, Llc | Fenestrated graft press cutting die assembly |
| BR112021016600A2 (en) * | 2019-03-18 | 2021-11-03 | Bobst Mex Sa | Gripper assembly, apparatus for recovering a layout from a sheet material and method for separating a layout from scrap from a sheet material |
| CN114232315A (en) * | 2021-12-14 | 2022-03-25 | 江苏坤泰机械有限公司 | Automatic material collecting device of movable cutting machine |
| CN118528331B (en) * | 2024-07-25 | 2024-10-11 | 安庆盛华纸质包装有限公司 | Equipment and method for cleaning edge cutting position of laminated paper |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2800163A (en) * | 1955-12-28 | 1957-07-23 | Milprint Inc | Method and apparatus for producing flexible containers |
| US3748205A (en) * | 1971-05-27 | 1973-07-24 | Gt Schjeldahl Co | Method and apparatus for making a profile bag structure |
| EP2186611A2 (en) * | 2008-11-12 | 2010-05-19 | Esko-Graphics Kongsberg AS | Automatically removing waste material using a strip die when cutting a sheet of material according to a predetermined pattern |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20060427A1 (en) * | 2006-05-31 | 2007-12-01 | Amrp Handels Ag | PROCEDURE FOR THE PRODUCTION OF BLISTERS, STRIPS, ENVELOPES, BOXES FOR VIALS AND THE LIKE |
| US8727346B2 (en) * | 2009-02-02 | 2014-05-20 | Bobst Mex Sa | Device for positioning a plate element in an infeed station of a processing machine |
| DE102010011689A1 (en) * | 2010-03-17 | 2011-09-22 | Heidelberger Druckmaschinen Ag | Sheet braking device in the Nutzentrennstation |
| IT1401265B1 (en) * | 2010-08-06 | 2013-07-18 | Gallucci | DEVICE FOR DISCHARGING, FROM A WORK PLAN, OF PLAN ITEMS WHERE THEY ARE FINISHED, BY CUTTING AND / OR ENGRAVING, PORTIONS ON WHICH DRAWINGS AND / OR WRITING ARE REPRODUCED |
| CN101948051A (en) * | 2010-08-31 | 2011-01-19 | 佛山市南海瑞洲科技有限公司 | Conveying worktable with adsorption function |
| CN202295462U (en) * | 2011-10-17 | 2012-07-04 | 上海欧朔包装机械有限公司 | Corner cutting device for packaging bag with oblique mouth |
-
2014
- 2014-07-09 EP EP14176377.1A patent/EP2965899A1/en not_active Withdrawn
-
2015
- 2015-07-07 WO PCT/EP2015/065451 patent/WO2016005374A1/en active Application Filing
- 2015-07-07 BR BR112016030726A patent/BR112016030726A2/en not_active Application Discontinuation
- 2015-07-07 EP EP15734390.6A patent/EP3177458B1/en not_active Not-in-force
- 2015-07-07 US US15/324,236 patent/US20170165859A1/en not_active Abandoned
- 2015-07-07 TR TR2018/10916T patent/TR201810916T4/en unknown
- 2015-07-07 PT PT157343906T patent/PT3177458T/en unknown
- 2015-07-07 CN CN201580037033.6A patent/CN106573693A/en active Pending
- 2015-07-07 JP JP2017500839A patent/JP2017524567A/en active Pending
- 2015-07-07 ES ES15734390.6T patent/ES2681503T3/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2800163A (en) * | 1955-12-28 | 1957-07-23 | Milprint Inc | Method and apparatus for producing flexible containers |
| US3748205A (en) * | 1971-05-27 | 1973-07-24 | Gt Schjeldahl Co | Method and apparatus for making a profile bag structure |
| EP2186611A2 (en) * | 2008-11-12 | 2010-05-19 | Esko-Graphics Kongsberg AS | Automatically removing waste material using a strip die when cutting a sheet of material according to a predetermined pattern |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106573693A (en) | 2017-04-19 |
| BR112016030726A2 (en) | 2017-08-22 |
| EP3177458B1 (en) | 2018-05-02 |
| WO2016005374A1 (en) | 2016-01-14 |
| US20170165859A1 (en) | 2017-06-15 |
| PT3177458T (en) | 2018-07-20 |
| EP3177458A1 (en) | 2017-06-14 |
| JP2017524567A (en) | 2017-08-31 |
| ES2681503T3 (en) | 2018-09-13 |
| TR201810916T4 (en) | 2018-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3019405B1 (en) | Device and method for folding open, filling, and closing packing coverings | |
| EP3488675B1 (en) | Apparatus for mounting data carriers onto a carrier web | |
| DE102011115142B4 (en) | Method for separating packages | |
| EP3017940B1 (en) | Method and a device for the production of bags from tubular bag bodies | |
| DE102011108939A1 (en) | Method for cutting packages | |
| DE102007053854A1 (en) | Method and device for filling and closing tobacco bags | |
| DE102007021146A1 (en) | Apparatus and method for handling flat objects, in particular diapers | |
| EP3315420B1 (en) | Deep draw packaging machine | |
| DE202015104994U1 (en) | Device for treating individual sausages | |
| EP2495193B1 (en) | Container discharging apparatus | |
| EP2965899A1 (en) | Device for the separation of flexible packaging products | |
| DE102013102843B4 (en) | Method and device for removing packaging containers | |
| EP2316766B9 (en) | Diverter station for cardboard blanks and method for producing and diverting cardboard blanks | |
| DE102016008664B4 (en) | Device for applying data carriers to a carrier web | |
| DE102021112702A1 (en) | slicing machine | |
| DE4301169A1 (en) | Method and device for handling stacked blanks with banderole | |
| WO2012076152A1 (en) | Packaging machine having an edge strip removal system | |
| EP3539883B1 (en) | Deep draw packaging machine with film deflection | |
| EP4249381A1 (en) | Deep draw packaging machine with transverse cutting station | |
| DE202007009590U1 (en) | Disk-shaped objects e.g. sequential bulk goods, collecting conveyor, has burl band provided in end area of collecting band and raised over upper edge of collecting band by lifting device | |
| DE10127109B4 (en) | Device for removing and separating bags from pile carriers | |
| EP2251163B1 (en) | Device for separating waste parts of workpieces in cutting devices, preferably in optimising chop saws | |
| EP3446988A1 (en) | Device for inserting products | |
| DE102010000625A1 (en) | Method for handling i.e. transportation, of paper sheets into or by cutting machine, involves detecting layers of cutting goods in work station, and utilizing surface suction gripper as gripper, which sucks layers at side surfaces | |
| DE4326599A1 (en) | Method and device for removing the jute wrapper from a bale of tobacco |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20160714 |