EP2942201B1 - Verfahren zur herstellung von dekorpapier und digitaldruckvorrichtung zur durchführung des verfahrens - Google Patents
Verfahren zur herstellung von dekorpapier und digitaldruckvorrichtung zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP2942201B1 EP2942201B1 EP15169902.2A EP15169902A EP2942201B1 EP 2942201 B1 EP2942201 B1 EP 2942201B1 EP 15169902 A EP15169902 A EP 15169902A EP 2942201 B1 EP2942201 B1 EP 2942201B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing
- paper
- ink
- printing paper
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007639 printing Methods 0.000 title claims description 135
- 238000000034 method Methods 0.000 title claims description 19
- 238000004519 manufacturing process Methods 0.000 title claims description 3
- 238000010438 heat treatment Methods 0.000 claims description 55
- 238000001035 drying Methods 0.000 claims description 21
- 229920005989 resin Polymers 0.000 claims description 7
- 239000011347 resin Substances 0.000 claims description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000010521 absorption reaction Methods 0.000 claims 1
- 238000007646 gravure printing Methods 0.000 claims 1
- 239000000976 ink Substances 0.000 description 38
- 230000000694 effects Effects 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 238000007664 blowing Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00216—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation using infrared [IR] radiation or microwaves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0022—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using convection means, e.g. by using a fan for blowing or sucking air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/18—Particular kinds of wallpapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0011—Pre-treatment or treatment during printing of the recording material, e.g. heating, irradiating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/009—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using thermal means, e.g. infrared radiation, heat
Definitions
- the invention relates to a method for producing decorative paper for use in flat components, in particular for floor, wall, ceiling or furniture applications, wherein printing paper is printed with a decoration using a digital printing process using a digital printing device using printing ink and in this way the decorative paper results.
- a method of the type mentioned and a related printing device are already from EP 1 749 676 A1 known. The known method is used to digitally print printing paper that is used to produce flat components such as covering boards, panels and the like.
- the aim is to provide an inkjet printing process, in which the print result on the surface of the objects to be printed should meet the highest quality requirements in terms of appearance.
- a paper web that is absorbent for liquid synthetic resin along its entire thickness is soaked with liquid synthetic resin from one side in such a way that the synthetic resin does not completely penetrate the paper web, so that the other side of the paper web is at least largely free of synthetic resin.
- the known method is intended to create surfaces that are optimally adapted to the known printing result by the selection of the paper and the colored liquid and, if necessary, a pretreatment of the surface to be printed.
- the object of the present invention is to provide a decorative paper for flat components that has a high print quality and can be produced easily and inexpensively using a corresponding method using a corresponding device.
- a method according to claim 1 is provided to solve the aforementioned problem.
- the method relates to the use of a printing paper printed with a decor as decor paper for flat components, in particular for floor, wall, ceiling or furniture applications.
- the invention represents a departure from the prior art since, despite the additional expense, it was previously considered necessary to use the printed paper layer at least partially with resin and/or with an ink-absorbing layer for applications as decorative paper.
- the invention provides that a non-resinous printing paper that is free of an ink-receiving layer on the printing side is used for printing and that the printing paper is during and/or after printing and/or the printing ink is heated immediately after application to the printing paper.
- a conventional gravure paper without a coating is used for digital printing.
- the aforementioned problem can be solved by heating the printing ink immediately after application to the printing paper, and optionally the printing paper before, during and/or after printing .
- This heating causes the ink on the printing paper to dry very quickly, so that, depending on the type of paper and the heating temperature, the above-mentioned problems do not occur or occur only slightly.
- the printing result is almost as good as when using a printing paper with an ink absorbing layer.
- the aforesaid heating results in an immediate drying of the ink on the print paper once the ink has been discharged from the printhead and applied to the top surface of the print paper.
- the present invention results in the essential advantage that neither an expensive partial resination before printing nor the application of an ink-receiving layer is required, so that the printing paper to be used in the invention is very inexpensive.
- the printing paper is heated from the upper and/or lower side of the printing paper.
- the drying/heating should preferably be carried out at a temperature above 35°C, in particular between 40°C and 60°C. Very good results, which on the one hand lead to quick drying and on the other hand do not affect the print, have been achieved at temperatures between 49 °C and 54 °C.
- the achievement of an optimal print result also depends on the droplet size or droplet weight of the printing ink on the one hand and the printing speed on the other.
- the droplet size of the printing ink during printing is between 4.0 ng and 50 ng, while the printing speed is greater than 3 m 2 /h.
- the printing speed is preferably between 4 and 50 m 2 /h and in particular between 6 and 30 m 2 /h.
- the printing paper is heated in a drying room which is located inside a housing which houses the printing device, i. H. surrounds the actual digital printer of the printing device.
- a housing which houses the printing device, i. H. surrounds the actual digital printer of the printing device.
- this is a narrow, elongated housing that roughly corresponds to the dimensions of the printer, which ultimately limits the thermal energy applied during heating to the area of the printer and the printing paper located there.
- the air inside the drying chamber is permanently circulated during the heating. Circulation is also understood to mean that fresh air is supplied and air laden with moisture is discharged.
- a digital printing device is provided with at least one heating device for heating the printing paper before, during and/or after printing and/or for heating the ink after it has been applied to the printing paper.
- the heating device extends at least essentially over the width of the paper guide, so that the printing paper experiences uniform heating over its entire width.
- the first heating device should be an IR heater, in particular an NIR heater, or a microwave heater that acts directly on the water content of the printing ink.
- a blower for supplying fresh air. It makes sense to arrange the fan above the heating device, with the fan blowing out downwards, i. H. aimed directly at the ink just applied.
- at least one correspondingly aligned guide plate is preferably provided.
- a thermal protection cover that can be moved with the printer carriage is provided on the printer carriage.
- the thermal protection cover is ultimately adapted to the shape and dimensions of the printer carriage and any components connected thereto, such as ink tank cartridges.
- a further heating device for preheating the printing paper on the underside in the substructure in the area of the paper currency, at least in the conveying direction of the printing paper in front of the print head.
- this is a kind of floor heating that heats and preheats the printing paper from below. The pre-heating leads to faster fixation of the ink applied to the printing paper.
- the use of the above-mentioned housing, which serves to enclose at least some areas of the printing device together with the heating device, has proven to be particularly expedient.
- the housing is preferably closed at the top and bottom and at the front and rear.
- the area between the paper guide and the housing forms a drying space in which the heated air is circulated due to the fan effect. This leads not only to a heating of the area of the printing paper which has just been printed, but also to a preheating of the printing paper which has not yet been printed from above.
- the housing and thus the drying space are open at the front, at least in certain areas.
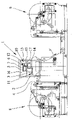
- the digital printing device 1 has a substructure 2 with a paper guide 3 for printing paper 4 . Furthermore, the digital printing device 1 has a carriage guide 5 which is fastened to the substructure 2 . The carriage guide 5 extends over the entire width of the substructure 2 and is located above the paper guide 3. A printer carriage 6 can be moved along the carriage guide 5. Connected to the printer carriage 6 is an ink tank 7, which can have a corresponding number of printing colors. Not shown is that the printer carriage 6 has at least one print head for spraying ink/ink onto the printer paper transported through the digital printing device 1.
- a paper feed 8 is connected upstream of the digital printing device 1, while a paper discharge 9 is connected downstream.
- the printing paper 4 is fed to the paper feed 8 in roll form, printed in the digital printing device 1 and rolled up again as decorative paper at the paper discharge 9 .
- the rolled-up, printed printing paper 4 or decorative paper is removed from the paper outlet 9 and generally coated with resin.
- the printing paper is then cut to the desired blanks and finally pressed with appropriate panels to form flat components for floor, wall, ceiling and/or furniture applications.
- two heating devices 10, 11 are provided for heating the printing paper 4 before, during and after printing and for heating the printing ink after it has been applied to the printing paper 4. It goes without saying that it is fundamentally also possible to provide further heating devices, for example in the area of the paper feed or between the paper feed and the digital printing device 1 .
- the heating devices 10, 11 both extend at least essentially over the entire width of the paper guide 3.
- the heating devices 10, 11 thus ultimately run transversely to the conveying direction F. Since the paper guide 3 can have a maximum width of more than 3 m, the two Heating devices 10, 11 a corresponding length.
- the heating device 10 is arranged behind the print head or print heads in the conveying direction F and is primarily used to dry the printing ink after it has been applied to the upper side of the printing paper 4.
- the heating device 10 is designed as an IR heater, which has a fan 12 assigned to the fresh air supply.
- the fan 12 itself, the length of which corresponds at least essentially to the length of the heating device 10, is arranged above the heating device 10, with both structural units in turn being arranged above the printing carriage 6.
- the blowing direction of the fan 12 is directed vertically downwards.
- at least one guide plate 13 is provided, which is directed vertically downwards.
- the heating device 10 and the blower 12 are only a few centimeters behind the print head of the printer carriage 6 in the conveying direction F in order to be able to dry the applied printing ink immediately after it has been applied to the printing paper 4 .
- the heating device 10 is located in the vertical direction at least in certain areas above the printer carriage 6, and the printer carriage 6 is thus directly exposed to the thermal influence of the heating device 10, there is a heat protection cover 14 above the printer carriage 6 and also above the ink tank 7, which is angled or is stepped and thermally insulates the surfaces of the printer carriage 6 and the ink tank 7 that are directly adjacent to the heating device 10 .
- the width of the thermal protection cover 14 corresponds at least essentially to the width of the printer carriage 6 .
- the thermal protection cover 14 is firmly connected to the printer carriage 6 and can be moved with it.
- the further heating device 11 In the substructure 2 of the digital printing device 1, in the area of the paper guide 3 in the conveying direction F of the printing paper 4, in front of the printer head, there is the further heating device 11, which is provided for preheating the printing paper 4 on the underside.
- the further heating device 11 extends in the conveying direction F only up to just before the printer carriage 6.
- the further heating device 11 it is in principle also possible for the further heating device 11 to extend over a larger area of the paper guide 3, i. H. to under the printer carriage 6 through, can extend.
- the digital printing device 1 is arranged together with the heating device 10 in a housing 15 at least in certain areas.
- the housing 15 extends at least substantially over the entire width of the digital printing device 1 and thus ultimately runs transversely to the conveying direction F. Except for a slot, not shown in detail, for passing through the printing paper 4, the present housing 15, which is rectangular in cross section, is closed at the top and bottom as well as at the front and rear. This results in a drying space 16 between the paper guide 3 and the inside housing 15.
- the housing 15 and thus the drying space 16 are open at the front at least in certain areas.
- a facing 17 is shown.
- the blind 17 ends above the printer carriage 6 so that it is accessible if necessary.
- a corresponding facing is provided on the opposite side.
- the housing 15 itself has a width of between 40 cm and 50 cm and a height of between 50 cm and 60 cm with a length that corresponds approximately to the length of the digital printing device 1.
- the length of the digital printing device 1 is about 2.5 m, while the width of the paper feed is about 2.1 m.
- a temperature of approximately 52° C. is applied during pressing via the heating device 10 and a temperature of approximately 50° C. via the further heating device 11 .
- the further heating device 11 supports the drying of the printing ink after it has been applied to the upper side of the printing paper 4 by preheating the printing paper 4 on the underside.
- the printing paper 4 itself is an unresined paper without an ink receiving layer on the printing side, on which the printing ink would run without drying and which, due to the high water content of the printing ink 4, would expand without drying and then curl, which would make further processing impossible .
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Ink Jet (AREA)
- Printing Methods (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von Dekorpapier zur Verwendung bei flächigen Bauteilen, insbesondere für Boden-, Wand-, Decken- oder Möbelanwendungen, wobei Druckpapier mit einem Dekor mittels eines digitalen Druckverfahrens durch eine Digitaldruckvorrichtung mittels Druckfarbe bedruckt wird und sich auf diese Weise das Dekorpapier ergibt. Ein Verfahren der eingangs genannten Art sowie eine diesbezügliche Druckvorrichtung sind bereits aus der
EP 1 749 676 Al bekannt. Das bekannte Verfahren wird eingesetzt, um Druckpapier digital zu bedrucken, das zur Herstellung von flächigen Bauteilen, wie Belagsplatten, Paneelen u. dgl. verwendet wird. - Bei der
EP 1 749 676 Al geht es darum, ein Tintenstrahldruckverfahren zur Verfügung zu stellen, wobei das Druckergebnis auf der Oberfläche der zu bedruckenden Gegenstände hinsichtlich des Aussehens höchsten Qualitätsanforderungen entsprechen soll. Hierzu ist vorgesehen, daß eine längs ihrer gesamten Dicke für flüssiges Kunstharz saugfähige Papierbahn von einer Seite her derart mit flüssigem Kunstharz getränkt wird, daß das Kunstharz die Papierbahn nicht vollständig durchdringt, so daß die andere Seite der Papierbahn zumindest weitgehend frei von Kunstharz ist. Durch das bekannte Verfahren sollen Oberflächen geschaffen werden, die durch die Auswahl des Papiers und der Farbflüssigkeit sowie ggf. einer Vorbehandlung der zu bedruckenden Oberfläche jeweils optimal an das bekannte Druckergebnis angepaßt sind. - Allerdings ist im Zusammenhang mit der aus der
EP 1 749 676 Al bekannten, halb durchbeharzten Papierbahn festgestellt worden, daß es in Abhängigkeit des eingesetzten Papiermaterials und der verwendeten Tinte gerade bei hoher Farbdichte und/oder hohem Wasseranteil dazu kommen kann, daß die mit der Papierbahn in Berührung kommende Tinte im oberen, nicht oder nur geringfügig beharzten Bereich verläuft und sich hierdurch der sogenannte Löschblatteffekt ergibt. Die Folge ist ein relativ unbefriedigendes Druckergebnis. - Zur Vermeidung des Löschblatteffekts ist es im Übrigen auch bekannt, ein Druckpapier zu verwenden, das auf seiner Druckseite eine Tintenaufhahme-schicht aufweist. Hierbei handelt es sich üblicherweise um einen sogenannten Pigmentstrich. Diesbezüglich wird beispielsweise auf die
DE 199 16 546 C2 verwiesen. - Von Nachteil sowohl bei dem aus der
EP 1 749 676 Al als auch aus dem aus derDE 199 16 546 C2 bekannten Druckpapier ist jedoch, daß diese Papiere vergleichsweise teuer sind. Sowohl die vor dem Druck notwendige unterseitige Teilbeharzung als auch der oberseitige Pigmentstrich führen zu zusätzlichen Kosten, was sich gerade bei einem Massenartikel wie Druckpapier für die genannten Anwendungen, bei denen große Mengen an Druckpapier benötigt werden, ungünstig auswirkt. - Aufgabe der vorliegenden Erfindung ist es, ein Dekorpapier für flächige Bauteile zur Verfügung zu stellen, das eine hohe Druckqualität aufweist und einfach und kostengünstig über ein entsprechendes Verfahren mittels einer entsprechenden Vorrichtung herstellbar ist.
- Zur Lösung der vorgenannten Aufgabe ist ein Verfahren gemäß Anspruch 1 vorgesehen. Das Verfahren betrifft die Verwendung eines mittels eines digitalen Druckverfahrens durch eine Digitaldruckvorrichtung bedruckten, vor, während und/oder nach dem Drucken erwärmten, unbeharzten und tintenaufnahmeschichtfreien, mit einem Dekor bedruckten Druckpapiers als Dekorpapier für flächige Bauteile, insbesondere für Boden-, Wand-, Decken oder Möbelanwendungen.
- Die Erfindung stellt eine Abkehr des Standes der Technik dar, da es bisher trotz des zusätzlichen Aufwands als notwendig erachtet wurde, die bedruckte Papierschicht für die Anwendungsfälle als Dekorpapier zumindest teilbeharzt und/oder mit einer Tintenaufhahmeschicht einzusetzen.
- Zur Lösung der vorgenannten Aufgabe ist bei einem Verfahren der eingangs genannten Art erfindungsgemäß vorgesehen, daß zum Drucken ein unbeharztes und druckseitig tintenaufhahmeschichtfreies Druckpapier verwendet wird und daß das Druckpapier vor, während und/oder nach dem Drucken und/oder die Druckfarbe unmittelbar nach dem Aufbringen auf das Druckpapier erwärmt wird. Bei der vorliegenden Erfindung wird im Gegensatz zum Stand der Technik ein übliches Tiefdruckpapier ohne Strich zum Digitaldruck verwendet. Bisher ist man von der an sich richtigen Annahme ausgegangen, daß normales Druckpapier für den Digitaldruck nicht geeignet ist, da dieses Papier beim Bedrucken wie ein Löschpapier wirkt. Hierbei verlaufen nicht nur die Farben beim Aufbringen der Druckfarbe, es ist auch so, daß das Papier Feuchtigkeit aus der Druckfarbe aufnimmt, was zu einer Längung oder Ausdehnung des Papiers führt. Hierdurch ergibt sich dann eine Wellung des bedruckten Druckpapiers. Dies führt letztlich zu einem nicht mehr verwendbaren Druckpapier. Daher wurde es trotz des zusätzlichen Aufwands bisher als notwendig erachtet, die bedruckte Papierschicht für den Anwendungsfall der Verwendung als Dekorpapier für flächige Bauteile zumindest teilbeharzt und/oder mit einer Tintenaufnahmeschicht einzusetzen.
- Im Zusammenhang mit der vorliegenden Erfindung ist nun festgestellt worden, daß das vorgenannte Problem dadurch gelöst werden kann, daß die Druckfarbe unmittelbar nach dem Aufbringen auf das Druckpapier, und gegebenenfalls das Druckpapier vor, während und/oder nach dem Bedrucken, erwärmt bzw. beheizt wird. Durch diese Beheizung findet eine sehr schnelle Trocknung der Tinte auf dem Druckpapier statt, so daß es, je nach Papierart und Erwärmungstemperatur, nicht oder nur geringfügig zu den vorgenannten Problemen kommt. Bei Versuchen ist festgestellt worden, daß das Druckergebnis fast so gut wie bei der Verwendung eines Druckpapiers mit Farbaufhahmeschicht ist. Die vorgenannte Beheizung führt im besten Falle zu einer unmittelbaren Trocknung der Tinte auf dem Druckpapier, sobald die Tinte vom Druckkopf abgegeben und auf die Oberseite des Druckpapiers aufgebracht worden ist. In jedem Falle ergibt sich durch die vorliegende Erfindung der ganz wesentliche Vorteil, daß weder eine aufwendige Teilbeharzung vor dem Druck noch das Aufbringen einer Farbaufhahmeschicht erforderlich ist, so daß das bei der Erfindung einzusetzende Druckpapier sehr kostengünstig ist.
- Zur Erzielung einer schnellen Trocknung unter Berücksichtigung der Besonderheiten des digitalen Druckverfahrens bei Einsatz von wasserbasierten Tinten/Druckfarben ist es günstig, daß die Erwärmung des Druckpapiers von der Ober- und/oder Unterseite des Druckpapiers her erfolgt. Dabei sollte die Trocknungs-/Erwärmung vorzugsweise bei einer Temperatur von oberhalb 35°C, insbesondere zwischen 40°C und 60°C durchgeführt werden. Sehr gute Ergebnisse, die einerseits zu einer schnellen Trocknung führen und andererseits aber den Druck nicht beeinträchtigen, sind bei Temperaturen zwischen 49 °C und 54°C erreicht worden.
- Die Erzielung eines optimalen Druckergebnisses ist neben der Trocknungstemperatur auch von der Tropfengröße bzw. dem Tropfgewicht der Druckfarbe einerseits und der Druckgeschwindigkeit andererseits abhängig. Erfindungsgemäß liegt die Tropfengröße der Druckfarbe beim Drucken zwischen 4,0 ng und 50 ng, während die Druckgeschwindigkeit größer 3 m2/h liegt. Bevorzugt liegt die Druckgeschwindigkeit zwischen 4 und 50 m2/h und insbesondere zwischen 6 und 30 m2/h.
- Um eine möglichst effektive Erwärmung zu gewährleisten und ein Aufheizen von umgebenden Einrichtungen zu verhindern, erfolgt die Erwärmung des Druckpapiers in einem Trocknungsraum, der sich innerhalb eines Gehäuses befindet, das die Druckvorrichtung, d. h. den eigentlichen Digitaldrucker der Druckvorrichtung umgibt. Letztlich handelt es sich hierbei um eine etwa den Abmaßen des Druckers entsprechende, schmale, langgestreckte Einhausung, die letztlich die bei der Erwärmung aufgebrachte Wärmeenergie auf den Bereich des Druckers und das dort befindliche Druckpapier beschränkt.
- Da bei der Trocknung der Druckfarbe ein vergleichsweise großer Flüssigkeitsteil verdampft, ist erfindungsgemäß vorgesehen, daß die Luft innerhalb des Trocknungsraums während der Erwärmung permanent umgewälzt wird. Dabei wird unter Umwälzung auch verstanden, daß Frischluft zugeführt und mit Feuchtigkeit beladende Luft abgeführt wird.
- Es kann vorgesehen sein, dass eine Digitaldruckvorrichtung wenigstens eine Heizvorrichtung zur Erwärmung des Druckpapiers vor, während und/oder nach dem Bedrucken und/oder zur Erwärmung der Farbe nach dem Aufbringen auf das Druckpapier vorgesehen ist.
- Um eine gleichmäßige Erwärmung bzw. Beheizung des Druckpapiers sowie Trocknung der Druckfarbe zu erzielen, erstreckt sich die Heizeinrichtung zumindest im Wesentlichen über die Breite der Papierführung, so daß das Druckpapier über seine gesamte Breite eine gleichmäßige Erwärmung erfährt.
- Zur unmittelbaren Trocknung der Tinte nach dem Aufbringen auf das Druckpapier bietet es sich an, eine in Förderrichtung des Druckpapiers hinter dem Druckkopf angeordnete erste Heizeinrichtung vorzusehen. Bei der ersten Heizeinrichtung sollte es sich um eine IR-Heizung, insbesondere eine NIR-Heizung, oder aber um eine Mikrowellenheizung handeln, die unmittelbar auf den Wasseranteil der Druckfarbe wirkt. Zur Unterstützung der Heizeinrichtung ist dieser ein Gebläse zur Frischluftzufuhr zugeordnet. Dabei bietet es sich an, das Gebläse oberhalb der Heizeinrichtung anzuordnen, wobei die Ausblasrichtung des Gebläses nach unten, d. h. unmittelbar auf die soeben aufgebrachte Druckfarbe gerichtet. Hierzu ist bevorzugt wenigstens ein entsprechend ausgerichtetes Leitblech vorgesehen.
- Um den Druckerschlitten und die darin befindliche Druckfarbe vor negativen thermischen Auswirkungen durch die erste Heizeinrichtung zu schützen, ist am Druckschlitten eine mit dem Druckschlitten verfahrbare Wärmeschutzabdeckung vorgesehen. Die Wärmeschutzabdeckung ist letztlich an die Form und Abmäße des Druckerschlittens und damit etwaig verbundener Bauteile, wie beispielsweise Tintentankpatronen, angepaßt.
- Zusätzlich zur ersten Heizeinrichtung bietet es sich an, im Unterbau im Bereich der Papierwährung zumindest in Förderrichtung des Druckpapiers vor dem Druckkopf eine weitere Heizeinrichtung zur unterseitigen Vorwärmung des Druckpapiers vorzusehen. Hierbei handelt es sich dann letztlich um eine Art Bodenheizung, die das Druckpapier von unten her erwärmt und vorheizt. Die Vorheizung führt zu einer schnelleren Fixierung der auf das Druckpapier aufgebrachten Tinte.
- Als besonders zweckmäßig hat sich die Verwendung des zuvor bereits erwähnten Gehäuses, das zur zumindest bereichsweisen Einhausung der Druckvorrichtung zusammen mit der Heizeinrichtung dient, erwiesen. Das Gehäuse ist bevorzugt ober-und unterseitig sowie vorder- und rückseitig geschlossen. Hierdurch bildet der Bereich zwischen der Papierführung und dem Gehäuse einen Trocknungsraum, in dem die erwärmte Luft aufgrund der Gebläsewirkung umgewälzt wird. Dies führt nicht nur zu einer Beheizung des Bereichs des Druckpapiers, der gerade bedruckt worden ist, sondern auch zu einer Vorwärmung des noch nicht bedruckten Druckpapiers von oben her.
- Um die den verdunsteten Wasseranteil der Druckfarbe aufweisende Luft gut abführen zu können, ist das Gehäuse und damit der Trocknungsraum stirnseitig zumindest bereichsweise offen.
- Weitere Merkmale und Vorteile der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispiels anhand der Zeichnung, die eine schematische Seitenansicht einer erfindungsgemäßen Digitaldruckvorrichtung 1 zeigt. Die Digitaldruckvorrichtung 1 weist einen Unterbau 2 mit einer Papierführung 3 für Druckpapier 4 auf. Des Weiteren weist die Digitaldruckvorrichtung 1 eine Schlittenführung 5 auf, die am Unterbau 2 befestigt ist. Die Schlittenführung 5 erstreckt sich über die gesamte Breite des Unterbaus 2 und befindet sich oberhalb der Papierführung 3. Entlang der Schlittenführung 5 ist ein Druckerschlitten 6 verfahrbar. Mit dem Druckerschlitten 6 verbunden ist ein Tintentank 7, der eine entsprechende Anzahl von Druckfarben aufweisen kann. Nicht dargestellt ist, daß der Druckerschlitten 6 wenigstens einen Druckkopf zum Aufsprühen von Tinte/Druckfarbe auf das durch die Digitaldruckvorrichtung 1 transportierte Druckerpapier aufweist.
- Der Digitaldruckvorrichtung 1 vorgeschaltet ist eine Papierzuführung 8, während eine Papierabführung 9 nachgeschaltet ist. Das Druckpapier 4 wird in Rollenform der Papierzuführung 8 zugeführt, in der Digitaldruckvorrichtung 1 bedruckt und als Dekorpapier an der Papierabführung 9 wieder aufgerollt. Nach Beendigung des Druckes wird das aufgerollte bedruckte Druckpapier 4 bzw. Dekorpapier der Papierabführung 9 entnommen und in der Regel beharzt. Anschließend wird das Druckpapier auf die gewünschten Zuschnitte geschnitten und schließlich mit entsprechenden Platten zu flächigen Bauteilen für Boden-, Wand-, Decken- und/oder Möbelanwendungen verpreßt.
- Bei der dargestellten Ausführungsform ist es nun so, daß zwei Heizvorrichtungen 10, 1 1 zur Erwärmung des Druckpapiers 4, vor, während und nach dem Drucken sowie zur Erwärmung der Druckfarbe nach dem Aufbringen auf das Druckpapier 4 vorgesehen sind. Es versteht sich, daß es grundsätzlich auch möglich ist, weitere Heizvorrichtungen, beispielsweise im Bereich der Papierzuführung oder zwischen der Papierzuführung und der Digitaldruckvorrichtung 1 vorzusehen.
- Die Heizeinrichtungen 10, 11 erstrecken sich beide zumindest im Wesentlichen über die gesamte Breite der Papierführung 3. Damit verlaufen die Heizeinrichtungen 10, 1 1 letztlich quer zur Förderrichtung F. Da die Papierführung 3 eine maximale Breite von größer 3 m haben kann, haben die beiden Heizeinrichtungen 10, 11 eine entsprechende Länge. Die Heizeinrichtung 10 ist in Förderrichtung F hinter dem Druckkopf oder den Druckköpfen angeordnet und dient zunächst einmal und im Wesentlichen zur Trocknung der Druckfarbe nach dem Aufbringen auf die Oberseite des Druckpapiers 4. Vorliegend ist die Heizeinrichtung 10 als IR-Heizung ausgebildet, der ein Gebläse 12 zur Frischluftzufuhr zugeordnet ist. Das Gebläse 12 selbst, dessen Länge zumindest im Wesentlichen der Länge der Heizeinrichtung 10 entspricht, ist oberhalb der Heizeinrichtung 10 angeordnet, wobei beide Baueinheiten wiederum oberhalb des Druckcrschlittcns 6 angeordnet sind. Damit das Gebläse 12 und die Wärmeenergie der Heizeinrichtung 10 unmittelbar auf die Oberseite des gerade bedruckten Druckpapiers 4 gerichtet werden, ist die Ausblasrichtung des Gebläses 12 senkrecht nach unten gerichtet. Zur Unterstützung dieser Ausrichtung ist wenigstens ein Leitblech 13 vorgesehen, das senkrecht nach unten gerichtet ist. Letztlich befindet sich die Heizeinrichtung 10 sowie das Gebläse 12 in Förderrichtung F nur wenige Zentimeter hinter dem Druckkopf des Druckerschlittens 6, um die aufgebrachte Druckfarbe unmittelbar nach dem Aufbringen auf das Druckpapier 4 trocknen zu können.
- Da sich die Heizeinrichtung 10 in senkrechter Richtung zumindest bereichsweise oberhalb des Druckerschlittens 6 befindet, der Druckerschlitten 6 damit dem thermischen Einfluß der Heizeinrichtung 10 direkt ausgesetzt ist, befindet sich oberhalb des Druckerschlittens 6 und auch oberhalb des Tintentanks 7 eine Wärmeschutzabdeckung 14, die vorliegend winklig oder treppenförmig ausgebildet ist und die die der Heizeinrichtung 10 unmittelbar benachbarten Flächen des Druckerschlittens 6 und des Tintentanks 7 wärmeisoliert. Dabei versteht es sich, daß die Breite der Wärmeschutzabdeckung 14 zumindest im Wesentlichen der Breite des Druckerschlittens 6 entspricht. Die Wärmeschutzabdeckung 14 ist fest mit dem Druckerschlitten 6 verbunden und mit diesem verfahrbar.
- Im Unterbau 2 der Digitaldruckvorrichtung 1 befindet sich im Bereich der Papierführung 3 in Förderrichtung F des Druckpapiers 4 vor dem Druckerkopf die weitere Heizeinrichtung 11, die zur unterseitigen Vorwärmung des Druckpapiers 4 vorgesehen ist. Im dargestellten Ausführungsbeispiel erstreckt sich die weitere Heizeinrichtung 11 in Förderrichtung F lediglich bis kurz vor den Druckerschlitten 6. Allerdings ist es grundsätzlich auch möglich, daß sich die weitere Heizeinrichtung 11 auch über einen größeren Bereich der Papierführung 3, d. h. bis unter dem Druckerschlitten 6 hindurch, erstrecken kann.
- Im Übrigen ist es bei der dargestellten Ausführungsform so, daß die Digitaldruckvorrichtung 1 zusammen mit der Heizvorrichtung 10 zumindest bereichsweise in einem Gehäuse 15 angeordnet ist. Das Gehäuse 15 erstreckt sich zumindest im Wesentlichen über die gesamte Breite der Digitaldruckvorrichtung 1 und verläuft damit letztlich quer zur Förderrichtung F. Bis auf einen im Einzelnen nicht dargestellten Schlitz zur Durchführung des Druckpapiers 4 ist das vorliegende im Querschnitt rechteckige Gehäuse 15 ober- und unterseitig sowie vorder- und rückseitig geschlossen. Hierdurch ergibt sich zwischen der Papierführung 3 und dem innenseitigen Gehäuse 15 ein Trocknungsraum 16. Stirnseitig ist das Gehäuse 15 und damit der Trocknungsraum 16 zumindest bereichsweise offen. In der Figur ist die eine stirnseitige Verblendung 17 dargestellt. Die Verblendung 17 endet oberhalb des Druckerschlittens 6, so daß dieser bedarfsweise zugänglich ist. Eine entsprechende Verblendung ist auf der gegenüberliegenden Seite vorgesehen. Das Gehäuse 15 selbst hat eine Breite zwischen 40 cm und 50 cm und eine Höhe zwischen 50 cm und 60 cm bei einer Länge, die etwa der Länge der Digitaldruckvorrichtung 1 entspricht. Vorliegend beträgt die Länge der Digitaldruckvorrichtung 1 etwa 2,5 m, während die Breite der Papierzuführung etwa 2,1 m beträgt.
- Verfahrensmäßig wird während des Drückens über die Heizeinrichtung 10 eine Temperatur von etwa 52°C und über die weitere Heizeinrichtung 11 eine Temperatur von etwa 50°C aufgebracht. Dabei unterstützt die weitere Heizeinrichtung 11 durch die unterseitige Vorheizung des Druckpapiers 4 die Trocknung der Druckfarbe nach ihrem Aufbringen auf der Oberseite des Druckpapiers 4.
- Bei dem Druckpapier 4 selbst handelt es sich um ein unbeharztes und druckseitig tintenaufnahmeschichtfreies Papier, auf dem die Druckfarbe ohne die Trocknung verlaufen würde und das sich aufgrund des hohen Wasseranteils der Druckfarbe 4 ohne die Trocknung ausdehnen und anschließend wellen würde, was eine Weiterverarbeitung unmöglich machen würde.
-
- 1 Digitaldruckvorrichtung
- 2 Unterbau
- 3 Papierführung
- 4 Druckpapier
- 5 Schlittenführung
- 6 Druckerschlitten
- 7 Tintentank
- 8 Papierzuführung
- 9 Papierabführung
- 10 Heizeinrichtung
- 11 Heizeinrichtung
- 12 Gebläse
- 13 Leitblech
- 14 Wärmeschutzabdeckung
- 15 Gehäuse
- 16 Trocknungsraum
- 17 Verblendung
- F Förderrichtung
Claims (5)
- Verfahren zur Herstellung von Dekorpapier zur Verwendung bei flächigen Bauteilen, insbesondere für Boden-, Wand-, Decken- oder Möbelanwendungen, wobei beharzbares Druckpapier (4) mit einem Dekor mittels eines digitalen Druckverfahrens durch eine Digitaldruckvorrichtung (1) mittels Druckfarbe bedruckt wird, wobei zum Druck ein unbeharztes und druckseitig tintenaufnahmeschichtfreies Druckpapier (4), in Form eines Tiefdruckpapiers ohne Strich, verwendet wird, daß als Druckfarbe wasserhaltige Tinte verwendet wird, wobei der Digitaldruckvorrichtung (1) eine Papierzuführung (8) vorgeschaltet ist, während ein Papierabführung (9) nachgeschaltet ist und das Druckpapier in Rollenform der Papierzuführung (8) zugeführt wird, in die Digitaldruckvorrichtung (1) bedruckt wird und als Dekorpapier an der Papierabführung (9) wieder aufgerollt wird, und daß die Druckfarbe unmittelbar nach dem Aufbringen auf das Druckpapier (4) erwärmt wird, wobei das Tropfengewicht der Druckfarbe beim Drucken zwischen 4,0 ng und 50,0 ng liegt und daß die Druckgeschwindigkeit größer 3 m2/h ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Erwärmung des Druckpapiers (4) von der Oberseite und/oder der Unterseite des Druckpapiers (4) her erfolgt und/oder daß die Trocknung bei einer Temperatur oberhalb von 35°C, insbesondere zwischen 40°C und 60°C durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Druckfarbe unmittelbar nach dem Aufbringen auf das Druckpapier getrocknet wird mit einem in Förderrichtung des Druckpapiers hinter einem Druckkopf angeordnete erste Heizeinrichtung, wobei es sich bei der ersten Heizeinrichtung um eine IR-Heizung, NIR-Heizung oder Mikrowellenheizung handelt und daß die erste Heizeinrichtung unterstützt ist durch einen Gebläse zur Frischluftzufuhr.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Erwärmung des Druckpapiers von der Ober- und/oder Unterseite des Druckpapiers her erfolgt und bei einer Temperatur von Oberhalb 35°C durchgeführt werd.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Erwärmung des Druckpapiers (4) in einem von einem die Digitaldruckvorrichtung (1) umgebenden Gehäuse (15) bildenden Trocknungsraum (16) erfolgt, und daß, vorzugsweise, die Luft innerhalb des Trocknungsraum (16) während der Erwärmung permanent umgewälzt wird.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008030955A DE102008030955B3 (de) | 2008-07-02 | 2008-07-02 | Verwendung eines mit einem Dekor bedruckten Druckpapiers für flächige Bauteile |
| EP09772060.1A EP2293947B2 (de) | 2008-07-02 | 2009-05-29 | Verwendung eines mit einem dekor bedruckten druckpapiers für flächige bauteile |
| PCT/EP2009/003851 WO2010000360A1 (de) | 2008-07-02 | 2009-05-29 | Verwendung eines mit einem dekor bedruckten druckpapiers für flächige bauteile |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09772060.1A Division-Into EP2293947B2 (de) | 2008-07-02 | 2009-05-29 | Verwendung eines mit einem dekor bedruckten druckpapiers für flächige bauteile |
| EP09772060.1A Division EP2293947B2 (de) | 2008-07-02 | 2009-05-29 | Verwendung eines mit einem dekor bedruckten druckpapiers für flächige bauteile |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2942201A2 EP2942201A2 (de) | 2015-11-11 |
| EP2942201A3 EP2942201A3 (de) | 2015-12-30 |
| EP2942201B1 true EP2942201B1 (de) | 2022-10-05 |
Family
ID=40996680
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09772060.1A Active EP2293947B2 (de) | 2008-07-02 | 2009-05-29 | Verwendung eines mit einem dekor bedruckten druckpapiers für flächige bauteile |
| EP15169902.2A Active EP2942201B1 (de) | 2008-07-02 | 2009-05-29 | Verfahren zur herstellung von dekorpapier und digitaldruckvorrichtung zur durchführung des verfahrens |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09772060.1A Active EP2293947B2 (de) | 2008-07-02 | 2009-05-29 | Verwendung eines mit einem dekor bedruckten druckpapiers für flächige bauteile |
Country Status (9)
| Country | Link |
|---|---|
| EP (2) | EP2293947B2 (de) |
| DE (1) | DE102008030955B3 (de) |
| DK (1) | DK2293947T3 (de) |
| ES (1) | ES2557596T5 (de) |
| HR (1) | HRP20160010T1 (de) |
| HU (1) | HUE025840T2 (de) |
| PL (1) | PL2293947T5 (de) |
| PT (1) | PT2293947E (de) |
| WO (1) | WO2010000360A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008030955B3 (de) | 2008-07-02 | 2009-11-19 | Hülsta-Werke Hüls Gmbh & Co. Kg | Verwendung eines mit einem Dekor bedruckten Druckpapiers für flächige Bauteile |
| ES2762626T3 (es) | 2013-10-22 | 2020-05-25 | Agfa Nv | Fabricación de superficies decorativas por inyección de tinta |
| JP6962001B2 (ja) * | 2017-02-21 | 2021-11-05 | セイコーエプソン株式会社 | 記録方法及び記録装置 |
| EP3363644B1 (de) * | 2017-02-21 | 2023-05-03 | Seiko Epson Corporation | Aufzeichnungsverfahren und aufzeichnungsvorrichtung |
| DE102017216720A1 (de) * | 2017-09-21 | 2019-03-21 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Wellpappeanlage |
| EP4086081A1 (de) * | 2021-05-07 | 2022-11-09 | Swiss Krono TEC AG | Digitaldruckverfahren |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69303537T2 (de) * | 1992-05-01 | 1996-12-12 | Hewlett Packard Co | Vorheizwalze für einen thermischen Tintenstrahldrucker |
| EP1749676A1 (de) * | 2005-08-03 | 2007-02-07 | Jörg R. Bauer | Verfahren und Vorrichtung zum Herstellen einer insbesondere mittels eines Tintenstrahldruckverfahrens bedruckbaren Oberfläche, Papierbahn sowie Gegenstand |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4575477A (en) * | 1983-11-29 | 1986-03-11 | The Dow Chemical Company | Coatings and coated papers for gravure printing |
| DE3642204A1 (de) † | 1985-12-10 | 1987-06-11 | Seiko Epson Corp | Tintenstrahlschreiber |
| CA2049571C (en) † | 1990-10-19 | 2004-01-13 | Kent D. Vincent | High definition thermal ink-jet printer |
| US5406316A (en) † | 1992-05-01 | 1995-04-11 | Hewlett-Packard Company | Airflow system for ink-jet printer |
| DE69307590T2 (de) † | 1992-05-11 | 1997-05-15 | Hewlett Packard Co | Verfahren und Vorrichtung zur Druckdichtesteuerung in einem Tintenstrahldrucker |
| US5907338A (en) † | 1995-01-13 | 1999-05-25 | Burr; Ronald F. | High-performance ink jet print head |
| US5831655A (en) * | 1995-03-23 | 1998-11-03 | Seiko Epson Corporation | Ink jet recording apparatus |
| US6655775B1 (en) † | 1996-10-15 | 2003-12-02 | Hewlett-Packard Development Company, L.P. | Method and apparatus for drop weight encoding |
| DE19916546C2 (de) * | 1999-04-13 | 2001-05-03 | Technocell Dekor Gmbh & Co Kg | Tintenstrahl-Aufnahmeschicht |
| DE19946617A1 (de) | 1999-09-29 | 2001-05-03 | Schock & Co Gmbh | Dekorprofil |
| US6598965B1 (en) † | 1999-11-30 | 2003-07-29 | Hewlett-Packard Company, L.P. | Fixer usage generation technique for inkjet printers |
| US20020069078A1 (en) * | 2000-05-25 | 2002-06-06 | Goldstein Jaclyn R. | System and method for creating custom wallpaper |
| DE10057294C5 (de) * | 2000-11-17 | 2005-06-30 | Technocell Dekor Gmbh & Co. Kg | Dekorrohpapier mit hoher Opazität, sowie Dekorpapier oder Dekorfolie |
| US6554414B2 (en) † | 2001-01-02 | 2003-04-29 | 3M Innovative Properties Company | Rotatable drum inkjet printing apparatus for radiation curable ink |
| DE20114071U1 (de) † | 2001-08-29 | 2002-02-07 | Middel, Ulrich, Dipl.-Ing. (FH), 33335 Gütersloh | Unikatlaminat |
| US20030168148A1 (en) * | 2002-01-30 | 2003-09-11 | Gerber Scientific Products, Inc. | Apparatus and method for printing and cutting customized wall decorations |
| US7086727B2 (en) * | 2002-02-14 | 2006-08-08 | Noritsu Koki Co., Ltd. | Heat fixing apparatus for sublimating and fixing sublimating ink to recording medium |
| JP2003305826A (ja) * | 2002-04-11 | 2003-10-28 | Noritsu Koki Co Ltd | 画像形成装置 |
| JP4429923B2 (ja) * | 2003-04-18 | 2010-03-10 | 株式会社ミマキエンジニアリング | インクジェットプリンタ |
| US6944970B2 (en) | 2004-01-21 | 2005-09-20 | Silverbrook Research Pty Ltd | In-line dryer for a printer |
| JP2005271290A (ja) | 2004-03-23 | 2005-10-06 | Fuji Photo Film Co Ltd | インクジェット画像形成装置および方法 |
| DE102006022774B3 (de) † | 2006-05-16 | 2007-11-22 | Flooring Technologies Ltd. | Verfahren zur Erzeugung desselben Dekors unter Verwendung eines Musterdrucks sowie Vorrichtung dazu |
| DE102007019851A1 (de) * | 2007-04-25 | 2008-10-30 | Hülsta-Werke Hüls Gmbh & Co. Kg | Verfahren zum Herstellen eines flächigen bedruckbaren Halbzeugs für ein flächiges Bauteil, insbesondere für Boden-, Wand-, Decken- und/oder Möbelanwendungen |
| DE102008030955B3 (de) | 2008-07-02 | 2009-11-19 | Hülsta-Werke Hüls Gmbh & Co. Kg | Verwendung eines mit einem Dekor bedruckten Druckpapiers für flächige Bauteile |
-
2008
- 2008-07-02 DE DE102008030955A patent/DE102008030955B3/de not_active Revoked
-
2009
- 2009-05-29 ES ES09772060T patent/ES2557596T5/es active Active
- 2009-05-29 DK DK09772060.1T patent/DK2293947T3/en active
- 2009-05-29 PT PT97720601T patent/PT2293947E/pt unknown
- 2009-05-29 HU HUE09772060A patent/HUE025840T2/en unknown
- 2009-05-29 EP EP09772060.1A patent/EP2293947B2/de active Active
- 2009-05-29 PL PL09772060.1T patent/PL2293947T5/pl unknown
- 2009-05-29 WO PCT/EP2009/003851 patent/WO2010000360A1/de active Application Filing
- 2009-05-29 EP EP15169902.2A patent/EP2942201B1/de active Active
-
2016
- 2016-01-05 HR HRP20160010TT patent/HRP20160010T1/hr unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69303537T2 (de) * | 1992-05-01 | 1996-12-12 | Hewlett Packard Co | Vorheizwalze für einen thermischen Tintenstrahldrucker |
| EP1749676A1 (de) * | 2005-08-03 | 2007-02-07 | Jörg R. Bauer | Verfahren und Vorrichtung zum Herstellen einer insbesondere mittels eines Tintenstrahldruckverfahrens bedruckbaren Oberfläche, Papierbahn sowie Gegenstand |
Also Published As
| Publication number | Publication date |
|---|---|
| DK2293947T3 (en) | 2016-01-25 |
| WO2010000360A1 (de) | 2010-01-07 |
| EP2293947B2 (de) | 2023-09-20 |
| ES2557596T8 (es) | 2019-01-16 |
| ES2557596T3 (es) | 2016-01-27 |
| ES2557596T5 (es) | 2024-05-03 |
| DE102008030955B3 (de) | 2009-11-19 |
| EP2942201A2 (de) | 2015-11-11 |
| HRP20160010T1 (hr) | 2016-02-12 |
| EP2293947A1 (de) | 2011-03-16 |
| EP2942201A3 (de) | 2015-12-30 |
| PL2293947T3 (pl) | 2016-04-29 |
| HUE025840T2 (en) | 2016-05-30 |
| EP2293947B1 (de) | 2015-10-21 |
| PL2293947T5 (pl) | 2024-01-15 |
| PT2293947E (pt) | 2016-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2274485B2 (de) | Papierschicht zum herstellen eines flächigen, bedruckten oder bedruckbaren bauteils | |
| EP2942201B1 (de) | Verfahren zur herstellung von dekorpapier und digitaldruckvorrichtung zur durchführung des verfahrens | |
| EP2132041B1 (de) | Verfahren zum herstellen eines flächigen, bedruckten bauteils | |
| EP2132042B1 (de) | Verfahren zum herstellen eines flächigen, bedruckten bauteils | |
| DE102010037632A1 (de) | Verfahren zur Herstellung eines digitalbedruckten Werkstückes | |
| EP2139679B2 (de) | Verfahren zum herstellen eines flächigen bedruckbaren halbzeugs für ein flächiges bauteil, insbesondere für boden-, wand-, decken- und/oder möbelanwendungen | |
| DE102019105912B4 (de) | Verfahren und Trocknungseinheit zum Trocknen eines Flüssigkeitsgemisches | |
| EP2480416B1 (de) | Verfahren zur herstellung eines digitalbedruckten werkstückes | |
| EP2132043B1 (de) | Verfahren zum herstellen eines flächigen, bedruckten bauteils | |
| EP2206605B2 (de) | Druckvorrichtung und Verfahren zum Bedrucken von Druckpapier | |
| WO2020078606A1 (de) | Verfahren zum bedrucken einer oberfläche eines nichtsaugenden substrates mit einer von einer tintenstrahldruckeinrichtung aufzubringenden tinte und digitaldruckmaschine zur ausführung dieses verfahrens | |
| WO2013185741A1 (de) | Digitale druckvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2293947 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 3/18 20060101AFI20151126BHEP Ipc: B41J 11/00 20060101ALI20151126BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160624 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190619 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PARADOR GMBH Owner name: FLOORING INDUSTRIES LIMITED, SARL |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FLOORING INDUSTRIES LIMITED, SARL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220503 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2293947 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1522524 Country of ref document: AT Kind code of ref document: T Effective date: 20221015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009016439 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230206 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230105 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230205 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230106 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230428 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009016439 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230519 Year of fee payment: 15 Ref country code: DE Payment date: 20230530 Year of fee payment: 15 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| 26N | No opposition filed |
Effective date: 20230706 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230529 Year of fee payment: 15 |
|
| P02 | Opt-out of the competence of the unified patent court (upc) changed |
Effective date: 20230907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221005 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230529 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502009016439 Country of ref document: DE Owner name: UNILIN BV, BE Free format text: FORMER OWNER: FLOORING INDUSTRIES LIMITED, SARL, BERTRANGE, LU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230529 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230531 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: UNILIN BV; BE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: FLOORING INDUSTRIES LIMITED, SARL Effective date: 20240320 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1522524 Country of ref document: AT Kind code of ref document: T Effective date: 20230529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230529 |