EP2901079B1 - Schneiddüse und schneidbrenner mit dieser schneiddüse - Google Patents
Schneiddüse und schneidbrenner mit dieser schneiddüse Download PDFInfo
- Publication number
- EP2901079B1 EP2901079B1 EP13780051.2A EP13780051A EP2901079B1 EP 2901079 B1 EP2901079 B1 EP 2901079B1 EP 13780051 A EP13780051 A EP 13780051A EP 2901079 B1 EP2901079 B1 EP 2901079B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- cutting
- heating
- oxygen
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/46—Details
- F23D14/48—Nozzles
- F23D14/52—Nozzles for torches; for blow-pipes
- F23D14/54—Nozzles for torches; for blow-pipes for cutting or welding metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/38—Torches, e.g. for brazing or heating
- F23D14/42—Torches, e.g. for brazing or heating for cutting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23D—BURNERS
- F23D14/00—Burners for combustion of a gas, e.g. of a gas stored under pressure as a liquid
- F23D14/46—Details
- F23D14/48—Nozzles
- F23D14/58—Nozzles characterised by the shape or arrangement of the outlet or outlets from the nozzle, e.g. of annular configuration
Definitions
- the invention relates to a cutting torch and a cutting nozzle with at least one Edelsauerstoffkanal, with at least one Schugaskanal, with a Schneidsauerstoffkanal having a Laval nozzle with a convergent and a divergent section, and with a nozzle head, which has an exemption, in the Schusauerstoffkanal, Schugaskanal and Open the Laval nozzle of the cutting oxygen channel.
- US2195384 discloses a cutting nozzle with a cutting oxygen channel formed as a parallel jet nozzle. Compared to a conventional Laval nozzle, this nozzle shape is less sensitive to pressure changes and produces a compact and nearly cylindrical oxygen jet over a wide pressure range.
- WO2011 / 103923A1 discloses a cutting nozzle according to the preamble of claim 1.
- the invention achieves the stated object in that the opening into the exemption of the nozzle head Laval nozzle is designed as a parallel jet.
- the Laval nozzle opening out into the free position of the nozzle head is designed as a parallel jet nozzle, a considerable increase in the cutting quality and the cutting speed of the cutting nozzle can be made possible without the cutting nozzle having to be overheated, as is known, for example, in gas mixing cutting nozzles ( DE680158A ).
- the cutting oxygen jet which enters the nozzle head in parallel, can contribute to the improved nozzle-head-side mixing of heating gas and heating oxygen, because this can reduce the risk of a compression shock in the region of the release.
- the known advantages of the end-side exemption on the nozzle head for the concentration of heating gas and heating oxygen can be used and still their mixing can be improved, which can have a positive effect on cutting quality and cutting speed.
- the mixing of the cutting oxygen jet with heating gas, heating oxygen or with their reaction gases can be further reduced if the release is cylindrical.
- such an exemption with relatively little design effort in a nozzle head, for example by turning, can be provided, whereby the cutting nozzle can also be produced comparatively cheap.
- the cutting nozzle has a nozzle body in which the heating oxygen channel, the heating gas channel and the cutting oxygen channel are provided, wherein the nozzle head is adjoined by the nozzle head.
- the nozzle body is in one piece, which can significantly increase the stability in the leadership of the channels.
- the manufacture of a cutting torch can be facilitated by the nozzle head plugged on the nozzle head has an external thread, with which the cutting nozzle can be connected to other parts of the cutting torch. This is especially true when the overlap between the nozzle head and nozzle body is limited by a stop on the nozzle body. This can cause a mechanical coupling or clamping, which can hold the nozzle head and nozzle body on the cutting torch stable. In addition, this can greatly facilitate the replacement of the cutting nozzle on the cutting torch.
- a particularly resistant to the stresses during operation stable cutting nozzle can be created by the nozzle body is integrally formed with the nozzle head.
- the design conditions for forming a parallel beam can be simplified if the convergent and / or divergent section of the Laval nozzle follows a curved longitudinal section contour.
- the openings of the heating gas ducts are arranged at a gap to the openings of the heating oxygen channels, a further improvement of the mixture of heating gas and heating oxygen can be made possible, which has a positive effect on the efficiency and usability of the cutting nozzle.
- the invention may be particularly distinguished when the post-mixing cutting nozzle according to the invention is used for a cutting torch.
- the cutting torch has a connecting piece adjoining the cutting nozzle, which connects its heating oxygen feed line with the heating oxygen channel of the cutting nozzle, its heating gas feed line with the heating gas channel of the cutting nozzle and its cutting oxygen feed line with the cutting oxygen channel of the cutting nozzle, a dense and stable transition from the connecting lines of the cutting torch to the cutting nozzle can be achieved Channels of the cutting nozzle are created.
- connection piece has an internal thread which, in engagement with the external thread of the sleeve, removably holds the cutting nozzle on the connection piece.
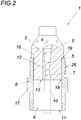
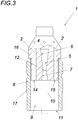
- the cutting nozzle 1 shown, for example, in the figures has a plurality of heating oxygen channels 2, heating gas channels 3 and a cutting oxygen channel 4. As in the sectional views after the Figures 2 and 3 1, the cutting oxygen channel 4 merges into a Laval nozzle 5 with a convergent section 6 and a divergent section 7.
- the cutting oxygen channel 4 as well as the other channels 2 and 3 open into a cylindrical release 9 of the nozzle head 8 of the cutting nozzle 1.
- this exemption 9 occurs at least slightly mixing of the guided by the heating oxygen channels 2 and 3 gas channels.
- the Laval nozzle of the cutting oxygen channel 4 is designed according to the invention as a parallel jet nozzle.
- disturbing compression shocks are avoided at least in the area of the exemption 9.
- a substantially parallel cutting oxygen jet 10 a tapering of the mixing area for heating oxygen and heating gas to the open end 11 of the relief 9 can be avoided.
- Fig. 2 It can also be seen that the convergent and divergent sections 6 and 7 of the Laval nozzle 5 each follow a curved longitudinal sectional contour. Both sections 6 and 7 connect via a turning point 12 to each other.
- the Laval nozzle 5 is arranged centrally relative to Schwarzsauerstoff- and Bankgaskanal 2 and 3.
- the openings 13, 14 and 15 are arranged opposite the Laval nozzle 5 in the exemption 9 concentric opening.
- the openings 13 of the heating gas channels 3 are arranged on a gap to the openings 14 and 15 of the heating oxygen channels 2, advantageous flow and mixing conditions result.
- the nozzle head 8 is formed as a plugged onto the nozzle body 16 sleeve 17 which has a game 18 to the nozzle body 16 and is limited in Aufsteckraum by a stop 19, which facilitates replacement of the sleeve 17 from the nozzle head 8.
- an interference fit is formed between the nozzle body 16 and sleeve 17.
- the nozzle body 16 may be integral with the nozzle head 8, which has not been shown in detail.
- heating oxygen channel 2 the heating gas channel 3 and cutting oxygen channel 4 are provided or introduced, for example via holes. The nozzle body 16 thus leads these channels 2, 3 and 4 stable to the nozzle head 8.
- a structurally simple, post-mixing cutting nozzle 1 is created.
- this cutting nozzle 1 leads to a stable cutting torch 20, partially in Fig. 4 you can see.
- a connecting piece 21 is shown, which adjoins the cutting nozzle 1 and heating medium supply line 22, Studgaszu effet 23, cutting oxygen feed line 24 leads.
- the connecting piece 21 now establishes a connection between its heating oxygen feed line 22 and the heating oxygen channel 2 of the cutting nozzle 1, its heating gas feed line 23 and the heating gas channel 3 of the cutting nozzle 1 and its cutting oxygen feed line 24 and the cutting oxygen channel 4 of the cutting nozzle 1.
- the fitting 21 for holding the cutting nozzle 1 to the cutting torch 20 is used.
- the connecting piece 21 has an internal thread 25, which cooperates with the external thread 26 of the sleeve 17.
- the sleeve 17 can be tightened to the connector 21 and consequently the nozzle body 16 is pressed into the connector 21 and clamped between the sleeve 17 and connector 21.
- the connecting piece 21 has for this purpose a plurality of counter-stops 27, 28, 29, which also preferably form conical sealing surfaces between the connecting piece 21 and the nozzle body 16.
- a counter-stop 27 in the connecting piece 21 is conceivable, which preferably forms a sealing surface between the connecting piece 21 and the nozzle body 16.
- a tight gas connection between the channels 2, 3, 4 of the nozzle body 16 and the lines 22, 23, 24 of the connecting piece 21 is ensured in a structurally simple manner.
- a worn cutting nozzle 1 on the cutting torch 20 is thus easily replaceable.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Gas Burners (AREA)
- Arc Welding In General (AREA)
- Nozzles (AREA)
Description
- Die Erfindung betrifft einen Schneidbrenner und eine Schneiddüse mit mindestens einem Heizsauerstoffkanal, mit wenigstens einem Heizgaskanal, mit einem Schneidsauerstoffkanal, der eine Lavaldüse mit einem konvergenten und einem divergenten Abschnitt aufweist, und mit einem Düsenkopf, der eine Freistellung aufweist, in die Heizsauerstoffkanal, Heizgaskanal und Lavaldüse des Schneidsauerstoffkanals münden.
- Bei einer gasmischenden ("premixing") Schneiddüse ist es bekannt (
DE680158A ), die Lavaldüse des Schneidsauerstoffkanals als Parallelstrahldüse auszuführen, um damit Schnittleistung und Schnittgüte der Schneiddüse zu erhöhen. Gasmischende Schneiddüsen führen jedoch nachteilig zu erhöhten Temperaturen am Düsenkopf, weshalb es eines erheblichen konstruktiven Aufwands bedarf, um die erforderliche Standfestigkeit derartiger Düsen zu gewährleisten. -
US2195384 offenbart eine Schneiddüse mit einem als Parallelstrahldüse ausgebildeten Schneidsauerstoffkanal. Gegenüber einer herkömmlichen Lavaldüse ist diese Düsenform weniger empfindlich gegenüber Druckänderungen und erzeugt einen kompakten und nahezu zylindrischen Sauerstoffstrahl über einen weiten Druckbereich. - Bei nachmischenden ("postmixing") Schneiddüsen ist bekannt (
US5700421B ,WO2011/042044A1 ,WO2011/103923A1 ), dem Düsenkopf der Schneiddüse eine Hülse ("shroud") zuzuordnen, die eine endseitige zylindrische Freistellung ausbildet. In diese Freistellung münden Heizsauerstoffkanal, Heizgaskanal und Schneidsauerstoffkanal, wobei auf Grundlage dieser Freistellung die Vermischung von Heizgas und Heizsauerstoff erhöht und auch konzentriert werden kann. Damit kann gleichwie bei der gasmischenden ("premixing") Schneiddüse die Schneidqualität sowie auch die Schneidgeschwindigkeit der Schneiddüse verbessert werden. Nachteilig kann solch eine Freistellung am Düsenkopf, in den auch der Schneidsauerstoffkanal über eine Lavaldüse mündet, zu einer Beeinträchtigung des Schneidsauerstoffstrahls bzw. der Mischung von Heizgas und Heizsauerstoff führen, was die Schneidgeschwindigkeiten reduzieren kann.WO2011/103923A1 offenbart eine Schneiddüse gemäß dem Oberbegriff von Anspruch 1. - Es ist daher die Aufgabe der Erfindung, eine nachmischende Schneiddüse der eingangs geschilderten Art derart zu verbessern, dass mit dieser trotz konstruktiver Einfachheit erhöhte Schneidqualitäten und Schneidgeschwindigkeiten erreicht werden können.
- Die Erfindung löst die gestellte Aufgabe dadurch, dass die in die Freistellung des Düsenkopfs mündende Lavaldüse als Parallelstrahldüse ausgebildet ist.
- Ist die in die Freistellung des Düsenkopfs mündende Lavaldüse als Parallelstrahldüse ausgebildet, kann damit eine erhebliche Steigerung der Schneidqualität und der Schneidgeschwindigkeit der Schneiddüse ermöglicht werden, ohne dass mit einer Überhitzung der Schneiddüse gerechnet werden muss, wie dies beispielsweise bei gasmischenden Schneiddüsen bekannt ist (
DE680158A ). Es konnte nämlich festgestellt werden, dass der im Wesentlichen in die Freistellung des Düsenkopfs parallel eintretende Schneidsauerstoffstrahl zur verbesserten düsenkopfseitigen Vermischung von Heizgas und Heizsauerstoff beitragen kann, weil dadurch die Gefahr eines Verdichtungsstoßes im Bereich der Freistellung vermindert werden kann. Damit können die bekannten Vorteile der endseitigen Freistellung am Düsenkopf zur Konzentrierung von Heizgas und Heizsauerstoff genutzt und dennoch auch deren Vermischung verbessert werden, was sich positiv auf Schneidqualität und Schneidgeschwindigkeit auswirken kann. Zudem kann sich zeigen, dass im Bereich der Freistellung eine Vermischung des Schneidsauerstoffstrahls mit Heizgas, Heizsauerstoff bzw. mit deren Reaktionsgasen vergleichsweise gering gehalten werden kann. Dies kann nicht nur einen Druckverlust des Schneidsauerstoffstrahls durch die Auffächerung seiner Strahlgrenze vermeiden, sondern auch gleichzeitig seine Reinheit für eine hohe Reaktionsgeschwindigkeit bewahren. Dies kann zur weiteren Verbesserung der Schneidqualität und Schneidgeschwindigkeit der Schneiddüse beitragen, wodurch sich im Vergleich zu bekannten nachmischenden Schneiddüsen ein erhöhter Wirkungsgrad einstellen kann. Es kann sich daher zeigen, dass diese erfindungsgemäße Modifizierung an der Lavaldüse ermöglicht, die von nachmischenden Schneiddüsen bekannten, vergleichsweise einfachen Konstruktionsverhältnisse beizubehalten. Somit ist die Schaffung einer konstruktiv einfachen, standfesten und in ihrem Wirkungsgrad verbesserten nachmischenden Schneiddüse erreichbar. - Die Vermischung des Schneidsauerstoffstrahls mit Heizgas, Heizsauerstoff bzw. mit deren Reaktionsgasen kann weiter vermindert werden, wenn die Freistellung zylindrisch ausgebildet ist. Zudem kann solch eine Freistellung mit vergleichsweise geringem konstruktiven Aufwand in einem Düsenkopf, beispielsweise durch Ausdrehen, vorgesehen werden, wodurch die Schneiddüse auch vergleichsweise günstig hergestellt werden kann.
- Konstruktive Einfachheit kann erreicht werden, wenn die Schneiddüse einen Düsenkörper aufweist, in dem Heizsauerstoffkanal, Heizgaskanal und Schneidsauerstoffkanal vorgesehen sind, wobei an den Düsenkörper der Düsenkopf anschließt. Vorzugsweise ist der Düsenkörper einstückig, was die Standfestigkeit in der Führung der Kanäle erheblich erhöhen kann.
- Die Fertigung eines Schneidbrenners kann erleichtert werden, indem der auf den Düsenkörper aufgesteckte Düsenkopf ein Außengewinde aufweist, mit dem die Schneiddüse mit anderen Teilen des Schneidbrenners verbunden werden kann. Dies gilt insbesondere, wenn die Überlappung zwischen Düsenkopf und Düsenkörper durch einen Anschlag am Düsenkörper begrenzt wird. Dadurch kann eine mechanische Kopplung bzw. Einspannung entstehen, die den Düsenkopf und Düsenkörper am Schneidbrenner standfest halten kann. Zudem kann sich dadurch das Austauschen der Schneiddüse am Schneidbrenner erheblich erleichtern.
- Eine besonders gegenüber den Belastungen im Betrieb standfeste Schneiddüse kann geschaffen werden, indem der Düsenkörper mit dem Düsenkopf einstückig ausgebildet ist.
- Bildet eine Hülse den Düsenkopf aus, können sich die konstruktiven Voraussetzungen zur Herstellung der Schneiddüse weiter vereinfachen.
- Die Konstruktionsverhältnisse zur Ausbildung eines Parallelstrahls können sich vereinfachen, wenn der konvergente und/oder divergente Abschnitt der Lavaldüse einer gekrümmten Längsschnittkontur folgt.
- Schließt der gekrümmte konvergente Abschnitt über eine Wendestelle an den gekrümmten divergenten Abschnitt der Lavaldüse an, kann sich eine konstruktiv einfach ausgebildete Parallelstrahldüse ergeben.
- Um die Mischung von Heizsauerstoff- und Heizgaskanal im Freiraum des Düsenkopfs zu verbessern, können mehrere Heizsauerstoff- und Heizgaskanäle vorgesehen sein, wobei die Lavaldüse zentrisch und die Heizsauerstoff- und Heizgaskanäle mit ihren zur Lavaldüse konzentrisch angeordneten Öffnungen in die Freistellung münden.
- Eine zusätzliche Verbesserung der Schneidqualität und eine erhöhte Schneidgeschwindigkeit können sich dadurch ergeben, wenn die insbesondere außenliegenden Öffnungen der Heizsauerstoffkanäle abwechselnd unterschiedliche Durchmesser aufweisen.
- Sind die Öffnungen der Heizgaskanäle auf Lücke zu den Öffnungen der Heizsauerstoffkanälen angeordnet, kann eine weitere Verbesserung der Mischung von Heizgas und Heizsauerstoff ermöglicht werden, was sich positiv auf Wirkungsgrad und Verwendbarkeit der Schneiddüse auswirkt.
- Die Erfindung kann sich insbesondere auszeichnen, wenn die erfindungsgemäße nachmischende Schneiddüse für einen Schneidbrenner verwendet wird.
- Weist der Schneidbrenner ein an die Schneiddüse anschließendes Anschlussstück auf, das seine Heizsauerstoffzuleitung mit dem Heizsauerstoffkanal der Schneiddüse, seine Heizgaszuleitung mit dem Heizgaskanal der Schneiddüse und seine Schneidsauerstoffzuleitung mit dem Schneidsauerstoffkanal der Schneiddüse verbindet, kann ein dichter und standfester Übergang von den Anschlussleitungen des Schneidbrenners auf die Kanäle der Schneiddüse geschaffen werden.
- Der Austausch der Schneiddüse kann erleichtert werden, wenn das Anschlussstück ein Innengewinde aufweist, welches im Eingriff mit dem Außengewinde der Hülse die Schneiddüse am Anschlussstück auswechselbar festhält.
- In den Figuren ist beispielsweise der Erfindungsgegenstand anhand eines Ausführungsbeispiels dargestellt. Es zeigen
- Fig. 1
- eine Stirnansicht auf eine Schneiddüse,
- Fig. 2
- eine Schnittansicht nach II-II der
Fig. 1 , - Fig. 3
- eine Schnittansicht nach III-III der
Fig. 1 und - Fig. 4
- eine teilweise Darstellung zu einem Schneidbrenner mit der Schneiddüse nach den
Figuren 1 bis 3 . - Die beispielsweise in den Figuren dargestellte Schneiddüse 1 weist mehrere Heizsauerstoffkanäle 2, Heizgaskanäle 3 und einen Schneidsauerstoffkanal 4 auf. Wie in den Schnittansichten nach den
Figuren 2 und3 zu erkennen, geht der Schneidsauerstoffkanal 4 in eine Lavaldüse 5 mit einem konvergenten Abschnitt 6 und einem divergenten Abschnitt 7 über. - Im Allgemeinen ist vorstellbar, zusätzlich zum konvergenten Abschnitt 6 und divergenten Abschnitt 7 der Lavaldüse 5, weitere nicht näher dargestellte Abschnitte vorzusehen, beispielsweise eine zylindrische Gurgel zwischen den Abschnitten 6 oder 7 und/oder auch einen zylindrischen Auslauf anschließend an den divergenten Abschnitt 7, etc..
- Der Schneidsauerstoffkanal 4 sowie auch die anderen Kanäle 2 und 3 münden in eine zylindrische Freistellung 9 des Düsenkopfs 8 der Schneiddüse 1. In dieser Freistellung 9 tritt zumindest geringfügig eine Vermischung der von den Heizsauerstoffkanälen 2 und Heizgaskanälen 3 geführten Gase ein. Um Nachteile einer dort stattfindenden Vermischung durch den in diesem Bereich ebenso eintretenden Schneidsauerstoffstrahl 10 zu reduzieren, ist die Lavaldüse des Schneidsauerstoffkanals 4 erfindungsgemäß als Parallelstrahldüse ausgebildet. So werden störende Verdichtungsstöße wenigstens im Bereich der Freistellung 9 vermieden. Außerdem kann mit einem im Wesentlichen parallelen Schneidsauerstoffstrahl 10 eine Verjüngung des Mischbereichs für Heizsauerstoff und Heizgas zum offenen Ende 11 der Freistellung 9 hin vermieden werden. Des Weiteren wird auch die Konzentrierung der Gase der Heizsauerstoffkanäle 2 und Heizgaskanäle 3 nicht gestört, wie diese im Stand der Technik (
US5700421B ,WO2011/042044A1 undWO2011/103923A1 ) durch die kegelförmige Erweiterung des Schneidsauerstoffstrahls 10 unvermeidbar ist. - Der
Fig. 2 ist weiter zu entnehmen, dass der konvergente und der divergente Abschnitt 6 und 7 der Lavaldüse 5 jeweils einer gekrümmten Längsschnittkontur folgen. Beide Abschnitte 6 und 7 schließen über eine Wendestelle 12 aneinander an. - Die Lavaldüse 5 ist gegenüber Heizsauerstoff- und Heizgaskanal 2 und 3 zentrisch angeordnet. Die Öffnungen 13, 14 und 15 sind gegenüber der Lavaldüse 5 in die Freistellung 9 konzentrisch mündend angeordnet.
- Die gegenüber der Lavaldüse 5 und den Öffnungen 13 der Heizgaskanäle 3 außenliegenden Öffnungen 14 und 15 der Heizsauerstoffkanäle 2 wechseln sich in ihren Durchmessern ab. Damit wird ein vorteilhafter Eintrag von Heizsauerstoff in die Freistellung 9 sichergestellt.
- Da die Öffnungen 13 der Heizgaskanäle 3 auf Lücke zu den Öffnungen 14 und 15 der Heizsauerstoffkanäle 2 angeordnet sind, ergeben sich vorteilhafte Strömungs- und Mischverhältnisse.
- Wie den
Figuren 2 und3 weiter zu entnehmen, besteht die Schneiddüse 1 aus dem einteiligen Düsenkörper 16 und dem Düsenkopf 8. Der Düsenkopf 8 ist als auf den Düsenkörper 16 aufgesteckte Hülse 17 ausgebildet, die zum Düsenkörper 16 ein Spiel 18 aufweist und in Aufsteckrichtung durch einen Anschlag 19 begrenzt wird, was ein Auswechseln der Hülse 17 vom Düsenkopf 8 erleichtert. Es ist jedoch auch vorstellbar, dass sich zwischen Düsenkörper 16 und Hülse 17 ein Presssitz ausbildet. Zudem kann der Düsenkörper 16 mit dem Düsenkopf 8 einstückig ausgeführt sein, was nicht näher dargestellt worden ist. Im Düsenkörper 16 sind Heizsauerstoffkanal 2, Heizgaskanal 3 und Schneidsauerstoffkanal 4 vorgesehen bzw. eingebracht, beispielsweise über Bohrungen. Der Düsenkörper 16 führt sohin diese Kanäle 2, 3 und 4 standfest zum Düsenkopf 8. Eine konstruktiv einfache, nachmischende Schneiddüse 1 ist so geschaffen. - Die Verwendung dieser erfindungsgemäßen Schneiddüse 1 führt zu einem standfesten Schneidbrenner 20, der teilweise in
Fig. 4 zu sehen ist. Zu diesem Schneidbrenner 20 wird ein Anschlussstück 21 gezeigt, das an die Schneiddüse 1 anschließt und Heizsauerstoffzuleitung 22, Heizgaszuleitung 23, Schneidsauerstoffzuleitung 24 führt. Das Anschlussstück 21 stellt nun eine Verbindung zwischen seiner Heizsauerstoffzuleitung 22 und dem Heizsauerstoffkanal 2 der Schneiddüse 1, seiner Heizgaszuleitung 23 und dem Heizgaskanal 3 der Schneiddüse 1 und seiner Schneidsauerstoffzuleitung 24 und dem Schneidsauerstoffkanal 4 der Schneiddüse 1 her. - Zudem wird das Anschlussstück 21 zum Festhalten der Schneiddüse 1 am Schneidbrenner 20 verwendet. Hierzu weist das Anschlussstück 21 ein Innengewinde 25 auf, das mit dem Außengewinde 26 der Hülse 17 zusammenwirkt. Damit kann die Hülse 17 an das Anschlussstück 21 angezogen werden und infolgedessen auch der Düsenkörper 16 in das Anschlussstück 21 gedrückt bzw. zwischen Hülse 17 und Anschlussstück 21 eingespannt werden.
- Das Anschlussstück 21 weist zu diesem Zweck mehrere Gegenanschläge 27, 28 , 29 auf, die zudem vorzugsweise konische Dichtflächen zwischen dem Anschlussstück 21 und dem Düsenkörper 16 bilden. Im Allgemeinen ist jedoch lediglich ein Gegenanschlag 27 im Anschlussstück 21 vorstellbar, der vorzugsweise eine Dichtfläche zwischen dem Anschlussstück 21 und dem Düsenkörper 16 ausbildet.
- Konstruktiv einfach gelöst ist so ein dichter Gasanschluss zwischen den Kanälen 2, 3, 4 des Düsenkörpers 16 und den Leitungen 22, 23, 24 des Anschlussstücks 21 gewährleistet. Zudem ist damit eine verschlissene Schneiddüse 1 am Schneidbrenner 20 einfach auswechselbar.
Claims (14)
- Schneiddüse mit mindestens einem Heizsauerstoffkanal (2), mit wenigstens einem Heizgaskanal (3), mit einem Schneidsauerstoffkanal (4), der eine Lavaldüse (5) mit einem konvergenten und einem divergenten Abschnitt (6, 7) aufweist, und mit einem Düsenkopf (8), der eine Freistellung (9) aufweist, in die Heizsauerstoffkanal (2), Heizgaskanal (3) und Lavaldüse (5) des Schneidsauerstoffkanals (4) münden, dadurch gekennzeichnet, dass die in die Freistellung (9) des Düsenkopfs (8) mündende Lavaldüse (5) als Parallelstrahldüse ausgebildet ist.
- Schneiddüse nach Anspruch 1, dadurch gekennzeichnet, dass die Freistellung (9) zylindrisch ausgebildet ist.
- Schneiddüse nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Schneiddüse (1) einen Düsenkörper (16) aufweist, in dem Heizsauerstoffkanal (2), Heizgaskanal (3) und Schneidsauerstoffkanal (4) vorgesehen sind, und dass an den Düsenkörper (16) der Düsenkopf (8) anschließt.
- Schneiddüse nach Anspruch 3, dadurch gekennzeichnet, dass der auf den Düsenkörper (16) aufgesteckte Düsenkopf (8) ein Außengewinde (26) aufweist.
- Schneiddüse nach Anspruch 3, dadurch gekennzeichnet, dass der Düsenkörper (16) mit dem Düsenkopf (8) einstückig ausgebildet ist.
- Schneiddüse nach Anspruch 3, 4 oder 5, dadurch gekennzeichnet, dass eine Hülse (17) den Düsenkopf (8) ausbildet.
- Schneiddüse nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der konvergente und/oder divergente Abschnitt (6, 7) der Lavaldüse (5) einer gekrümmten Längsschnittkontur folgt.
- Schneiddüse nach Anspruch 7, dadurch gekennzeichnet, dass der gekrümmte konvergente Abschnitt (6) über eine Wendestelle (12) an den gekrümmten divergenten Abschnitt (7) der Lavaldüse (5) anschließt.
- Schneiddüse nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass mehrere Heizsauerstoff- und Heizgaskanäle (2, 3) vorgesehen sind, und dass die Lavaldüse (5) zentrisch und die Heizsauerstoff- und Heizgaskanäle (2, 3) mit ihren zur Lavaldüse (5) konzentrisch angeordneten Öffnungen (13, 14, 15) in die Freistellung (9) münden.
- Schneiddüse nach Anspruch 9, dadurch gekennzeichnet, dass die insbesondere außenliegenden Öffnungen (14, 15) der Heizsauerstoffkanäle (2) abwechselnd unterschiedliche Durchmesser aufweisen.
- Schneiddüse nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass die Öffnungen (13) der Heizgaskanäle (3) auf Lücke zu den Öffnungen (14, 15) der Heizsauerstoffkanäle (2) angeordnet sind.
- Schneidbrenner mit einer nachmischenden Schneiddüse (1) nach einem der Ansprüche 1 bis 11.
- Schneidbrenner nach Anspruch 12, dadurch gekennzeichnet, dass der Schneidbrenner (20) ein an die Schneiddüse (1) anschließendes Anschlussstück (21) aufweist, das seine Heizsauerstoffzuleitung (22) mit dem Heizsauerstoffkanal (2) der Schneiddüse (1), seine Heizgaszuleitung (23) mit dem Heizgaskanal (3) der Schneiddüse (1) und seine Schneidsauerstoffzuleitung (24) mit dem Schneidsauerstoffkanal (4) der Schneiddüse (1) verbindet.
- Schneidbrenner nach Anspruch 13, dadurch gekennzeichnet, dass das Anschlussstück (21) ein Innengewinde (25) aufweist, welches im Eingriff mit dem Außengewinde (26) der Hülse (17) die Schneiddüse (1) am Anschlussstück (21) auswechselbar festhält.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50365/2012A AT513372B1 (de) | 2012-09-06 | 2012-09-06 | Schneiddüse und Schneidbrenner aufweisend diese Düse |
| PCT/AT2013/050175 WO2014036586A2 (de) | 2012-09-06 | 2013-09-06 | Schneiddüse und schneidbrenner mit dieser schneiddüse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2901079A2 EP2901079A2 (de) | 2015-08-05 |
| EP2901079B1 true EP2901079B1 (de) | 2019-08-28 |
Family
ID=49474165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13780051.2A Active EP2901079B1 (de) | 2012-09-06 | 2013-09-06 | Schneiddüse und schneidbrenner mit dieser schneiddüse |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2901079B1 (de) |
| KR (1) | KR20150091464A (de) |
| AT (1) | AT513372B1 (de) |
| ES (1) | ES2750371T3 (de) |
| RU (1) | RU2643924C2 (de) |
| WO (1) | WO2014036586A2 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN218983545U (zh) * | 2022-12-14 | 2023-05-09 | 江苏乐希激光装备有限公司 | 一种用于火焰辅助激光切割的复合喷嘴 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE680158C (de) | 1935-07-03 | 1939-12-21 | Ulrich Noetzlin Dipl Ing | UEberdruckduese fuer den Schneidsauerstoffstrahl bei Schneidbrennern |
| US2195384A (en) * | 1937-04-08 | 1940-03-26 | Linde Air Prod Co | Metal cutting process |
| DE1952638A1 (de) * | 1969-10-18 | 1971-05-13 | Lotz Kg Gastechnik | Brenner zum Sauerstoff-Brennschneiden |
| DE2059573A1 (de) * | 1970-12-03 | 1972-06-08 | Linde Ag | Autogen-Schneidbrenner |
| DE2705551C3 (de) * | 1977-02-10 | 1979-11-29 | Linde Ag, 6200 Wiesbaden | Brennschneiddüse |
| DE2948777A1 (de) * | 1979-12-04 | 1981-06-11 | Linde Ag, 6200 Wiesbaden | Verfahren und brennschneidduese zum autogen-brennschneiden |
| DE3142840A1 (de) * | 1981-10-29 | 1983-06-01 | Messer Griesheim Gmbh, 6000 Frankfurt | Schneidduese fuer das brennschneiden mit sauerstoff und erhoehtem sauerstoffdruck |
| US5700421A (en) * | 1992-11-25 | 1997-12-23 | Bissonnette; Claude | Cutting nozzle assembly for a postmixed oxy-fuel gas torch |
| UA20934U (en) * | 2006-09-11 | 2007-02-15 | Illich Mariupol Metallurg Works Ojsc | Machine cutting torch |
| WO2011042044A1 (de) | 2009-10-06 | 2011-04-14 | Lotz Horst K | Düse zum schneiden von stahlwerkstücken und werkstücken aus eisenlegierungen |
| WO2011103923A1 (de) * | 2010-02-25 | 2011-09-01 | Lotz Horst K | Düse zum schneiden von stahlwerkstücken und werkstücken aus eisenlegierungen |
| RU108729U1 (ru) * | 2011-03-30 | 2011-09-27 | Евгений Николаевич Лычагин | Резак для кислородной резки металлов |
-
2012
- 2012-09-06 AT ATA50365/2012A patent/AT513372B1/de active
-
2013
- 2013-09-06 KR KR1020157008152A patent/KR20150091464A/ko not_active Ceased
- 2013-09-06 EP EP13780051.2A patent/EP2901079B1/de active Active
- 2013-09-06 ES ES13780051T patent/ES2750371T3/es active Active
- 2013-09-06 RU RU2015112314A patent/RU2643924C2/ru active
- 2013-09-06 WO PCT/AT2013/050175 patent/WO2014036586A2/de not_active Ceased
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150091464A (ko) | 2015-08-11 |
| AT513372A1 (de) | 2014-03-15 |
| RU2643924C2 (ru) | 2018-02-06 |
| RU2015112314A (ru) | 2016-10-27 |
| WO2014036586A3 (de) | 2014-07-03 |
| WO2014036586A2 (de) | 2014-03-13 |
| EP2901079A2 (de) | 2015-08-05 |
| AT513372B1 (de) | 2023-01-15 |
| ES2750371T3 (es) | 2020-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007024247B3 (de) | Hochdruckdüse und Verfahren zum Herstellen einer Hochdruckdüse | |
| DE102015105047B4 (de) | Reduziermuffe mit Kühlmitteldurchfluss und eine Schneidevorrichtung, die eine solche Reduziermuffe verwendet | |
| EP3318336B1 (de) | Filter-strahlrichtereinheit und hochdruckdüseneinheit | |
| DE212015000227U1 (de) | Plasmaschneidbrenner, Düse und Abschirmkappe | |
| DE1913713A1 (de) | Spritzduese | |
| DE102015212804A1 (de) | Steckerteil, Buchsenteil und Verbindungseinrichtung sowie Adapterelement zur lösbaren Verbindung eines flüssigkeitsgekühlten Schweißbrenners mit einem Schlauchpaket | |
| DE112015003741T5 (de) | Ersatzteil für einen plasmabrenner, elektrode, isolierende führung und düse | |
| EP0776727B1 (de) | Rotierendes Schaftwerkzeug | |
| DE19849814A1 (de) | Wasserstrahldüse in Wasserstrahlschneidköpfen | |
| DE3516103A1 (de) | Mischkopf zum einbringen von abrasiven partikeln in einen hochdruckwasserstrahl | |
| DE102010061496A1 (de) | Rohrförmiger Brenner sowie Verfahren zum Betreiben eines rohrförmigen Brenners | |
| EP2901079B1 (de) | Schneiddüse und schneidbrenner mit dieser schneiddüse | |
| EP0515449B1 (de) | Vorrichtung zum schneiden und reinigen von gegenständen mittels eines wasser-abrasivmittel-gemisches bei hohem umgebungsdruck | |
| EP3233358B1 (de) | Vorrichtung zur schweissdraht- und prozessgaszuführung einer schweissvorrichtung | |
| DE4041623A1 (de) | Duese fuer eine vorrichtung und ein verfahren zum hochgeschwindigkeitsflammenspritzen | |
| DE2911833A1 (de) | Spritzkopfanordnung | |
| WO1986002410A1 (fr) | Buse d'injecton de combustible pour moteur a combustion | |
| EP2929972A1 (de) | Schweißbrenner | |
| DE10242544B4 (de) | Luftpresserzylinderkopf | |
| EP3199794A1 (de) | Kraftstoffverteilerleiste sowie verfahren zur herstellung derselben | |
| DE10215580A1 (de) | Wasserzerstäubungsdüse für die Verwendung in einer Vorrichtung zum Erzeugen von Schnee sowie Vorrichtung mit wenigstens einer solchen Düse | |
| DE102017104032B4 (de) | Membranventilgehäuse | |
| DE102007040843A1 (de) | Laserbearbeitungskopf zur Bearbeitung eines Werkstücks mittels eines Laserstrahls | |
| DE8003730U1 (de) | Brenneranordnung | |
| DE202009000402U1 (de) | Hochdruckdüse mit Strahlleitung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150407 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180309 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190308 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013013480 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1172864 Country of ref document: AT Kind code of ref document: T Effective date: 20190915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190828 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191128 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191128 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191230 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191129 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2750371 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013013480 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190906 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190906 |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191128 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130906 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190828 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250919 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250918 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20251020 Year of fee payment: 13 |