EP2865998A1 - Massverkörperung für Inkrementalgeber sowie Verfahren zu deren Herstellung - Google Patents
Massverkörperung für Inkrementalgeber sowie Verfahren zu deren Herstellung Download PDFInfo
- Publication number
- EP2865998A1 EP2865998A1 EP20130405121 EP13405121A EP2865998A1 EP 2865998 A1 EP2865998 A1 EP 2865998A1 EP 20130405121 EP20130405121 EP 20130405121 EP 13405121 A EP13405121 A EP 13405121A EP 2865998 A1 EP2865998 A1 EP 2865998A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- line
- scattering
- regions
- width
- recesses
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000463 material Substances 0.000 title claims abstract description 30
- 238000000034 method Methods 0.000 title claims description 27
- 238000004519 manufacturing process Methods 0.000 title description 2
- 239000002184 metal Substances 0.000 claims description 35
- 238000009826 distribution Methods 0.000 claims description 18
- 238000003384 imaging method Methods 0.000 claims description 6
- 230000000873 masking effect Effects 0.000 claims description 5
- 238000001514 detection method Methods 0.000 claims description 2
- 238000012634 optical imaging Methods 0.000 claims description 2
- 210000001872 metatarsal bone Anatomy 0.000 claims 1
- 230000005855 radiation Effects 0.000 abstract description 16
- 238000005286 illumination Methods 0.000 description 14
- 238000005259 measurement Methods 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- 230000008859 change Effects 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 230000000737 periodic effect Effects 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000000339 bright-field microscopy Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000001446 dark-field microscopy Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical compound [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/12—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means
- G01D5/244—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing characteristics of pulses or pulse trains; generating pulses or pulse trains
- G01D5/245—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing characteristics of pulses or pulse trains; generating pulses or pulse trains using a variable number of pulses in a train
- G01D5/2451—Incremental encoders
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/12—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means
- G01D5/244—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing characteristics of pulses or pulse trains; generating pulses or pulse trains
- G01D5/245—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable using electric or magnetic means influencing characteristics of pulses or pulse trains; generating pulses or pulse trains using a variable number of pulses in a train
- G01D5/2454—Encoders incorporating incremental and absolute signals
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D5/00—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable
- G01D5/26—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light
- G01D5/32—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light
- G01D5/34—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells
- G01D5/347—Mechanical means for transferring the output of a sensing member; Means for converting the output of a sensing member to another variable where the form or nature of the sensing member does not constrain the means for converting; Transducers not specially adapted for a specific variable characterised by optical transfer means, i.e. using infrared, visible, or ultraviolet light with attenuation or whole or partial obturation of beams of light the beams of light being detected by photocells using displacement encoding scales
- G01D5/34707—Scales; Discs, e.g. fixation, fabrication, compensation
Definitions
- the present invention relates to a scale for incremental encoder according to the preamble of independent claim 1.
- the invention relates to a method for applying such a scale on a metal surface.
- the invention particularly relates to a dimensional scale having at least one incremental track with scattering areas and mirror areas arranged alternately in the longitudinal direction.
- the scattering regions of the at least one incremental track each have a multiplicity of essentially round recesses which are designed to diffuse light in an incident light.
- the mirror areas of the at least one incremental track have a substantially smooth surface, which is designed to reflect incident light reflecting.
- the material measure also has a pitch (P), which results from adding the width of one of the scattering regions (23) and the width of one of the mirror regions (24).
- P pitch
- the scale is periodic, with the period length of the scale being defined as a pitch.
- the pitch is generally defined by the geometry of the sensor device which is to be used to run the dimensional scale.
- the pitch for a given sensor is a constant of the dimensional scale. Only the width of the scattering and mirror areas can therefore be varied to a certain extent.
- Such dimensional standards are known in principle from the prior art. These are especially found with incremental encoders Application. These are sensors for detecting changes in position (linear) or angle changes (rotating), which can detect a distance and path direction or angle change and direction of rotation.
- the known dimensional embodiments of incremental encoders have periodically repeating scattering areas, which are counted by a sensor device in order to detect the change in position.
- a dimensional scale of metal known which has scattering areas of a plurality of bar elements.
- the bar elements are parallel, narrow and not very deep, with their width and depth being dimensioned such that they can experience displacement in visible light only by their diffraction pattern, or can only be recognized by the diffraction pattern.
- they consist of the DE 2515574 known scattering areas of a plurality of line-like depressions (bar elements) with a width of the order of a micrometer and a depth, which is in the order of magnitude of a wavelength of the sensor light, with which the known material measure is illuminated in incident light.
- the dimensional embodiment comprises structured regions, which are structured with diffractive phase grating structures in the form of line gratings, and unstructured regions, which are each formed by a smooth (reflecting) surface.
- the angle of incidence of light incident on the surface is in this case, it is preferably selected such that light is diffracted at the diffractive phase grating structures in structured regions in such a way that a diffraction order of the diffracted light leaves the material measure vertically.
- the light incident on the unstructured areas is reflected at each surface, so that it leaves the unstructured areas (hereinafter also called “mirror areas”) at an angle of departure from the surface normal which is equal to the angle of incidence.
- the light diffracted substantially perpendicular to the surface at the structured regions is then imaged onto the photosensors of a sensor device, wherein the sensor device is preferably arranged such that the light reflected at the unstructured regions (mirror regions) is not detected by the photosensors of the sensor device. Accordingly, the structured regions as bright fields and the unstructured regions (mirror regions) can be detected as dark fields by means of the sensor device. If the sensor device is displaced along the incremental track, the sensor device detects above all the light diffracted at the structured areas (dark field measurement of the structured areas).
- the structured areas and the unstructured areas (mirror areas) are each arranged alternately one behind the other in a row and together form an incremental track.
- the structured areas are arranged at constant intervals and are separated by the mirror areas. Accordingly, a so-called mark is formed by each of the structured regions, wherein the respective marks of the incremental track can be counted by the sensor device and converted into a periodically changing sensor signal if the sensor device is moved relative to the marks in the longitudinal direction of the incremental track.
- the periodic sensor signal can be used by a computer unit to calculate the displacement along the scale.
- the sensor signal periodically changes during a movement of the sensor device in the longitudinal direction of the incremental track, it is possible to measure the respective sensor signal at different positions of the sensor device during a movement of the sensor device in the longitudinal direction of the incremental track and thus assign different measurement values for the sensor signal to different positions of the sensor device , Finally, interpolation between different measured values for the sensor signals makes it possible to determine an arbitrary position of the sensor device with high accuracy.
- the dimensional examples described above can be used for the highly accurate linear movement of, for example, workpieces and / or tools, for example in machine tools or in any handling systems.
- Scattering regions are often introduced into a highly reflective surface of a markable layer, for example a highly reflective metal surface, to produce the material measure.
- the highly reflective metal surface is partially roughened by high-energy radiation, such as laser radiation, in order to provide scattering areas within the metal surface.
- high-energy radiation such as laser radiation
- a marking carrier consisting of a substrate and a markable layer, wherein a highly reflective surface of the markable layer is partially roughened by means of high-energy radiation in order to produce the material measure.
- the marking-capable surface is melted by short laser pulses of a duration of about 20 nanoseconds, after which it comes in the pulse pauses for immediate re-solidification of the surface.
- the dimensional standards known from the prior art have the disadvantage that the sensor signal detected by the sensor device frequently has only a low contrast. This in turn can lead to individual scattering areas not being sufficiently recognized and insufficient detection of the displacement of the sensor relative to the dimensional scale. Furthermore, it is regarded as problematic in the case of the material embodiments known from the prior art that the sensor signals, which are obtainable by reflection on the material measure, have too low interpolability.
- the present invention has for its object to provide a material measure, with which the contrast of the sensor signal can be optimized in a simple manner. Furthermore, as far as possible interpolatable sensor signals should be able to be generated by the material measure.
- the scattering regions in the longitudinal direction of the at least one incremental track, be a Have width that is smaller than half the pitch.
- the width of the scattering regions is limited by the at least two line-like depressions.
- the dimensional standard according to the invention has the advantage that, by reducing the width of the scattering regions, compared with the width of the mirror regions, the contrast can be significantly increased. In particular, it is achieved by the reduction in the width of the scattering regions that the diffusely reflected light is mainly imaged onto the photosensors of the sensor device provided for this purpose. By contrast, neighboring sensor fields are only slightly affected in the case of small scatter zones, whereby the contrast of the sensor signal is significantly increased
- the at least two line-like recesses of the scattering areas are each formed of a plurality of substantially round recesses which are arranged overlapping each other.
- the scattering regions consist of a multiplicity of essentially round depressions, which overlap each other and form together line-like depressions.
- substantially round depressions is intended to express that the round depressions of the dimensional scale naturally do not have a perfectly round shape. This is due in particular to the fact that the depressions, as explained in detail later with reference to the method, are generated by laser pulses. Of course, therefore, the shape of the recesses is highly dependent on the properties of the metal surface, of the laser as well as the ambient conditions during the introduction of the depressions. Thus, elliptical and slightly angular depressions are also covered by this formulation. It follows, however, that the line-like recesses, which are generated by the overlapping arranged, round recesses can not always be aligned perfectly perpendicular to the longitudinal direction of the incremental track. Thus, the expression “essentially vertical line-like depressions” is to be understood as meaning that, due to different initial conditions, slight deviations in the production of the vertical depressions lie in the tolerance range of the dimensional scale according to the invention.
- the diffuse reflection of the incident light is essentially limited to the longitudinal direction of the incremental trace. Accordingly, the dimensional standard makes it possible to generate particularly reliable sensor signals and to effectively prevent crosstalk of the optical signals into adjacent sensor areas.
- the substantially circular recesses overlap at least 75%. Specifically, this means that each of the round wells has at least 75% of your surface area in common with the next well. It is thus formed between two adjacent wells a cut surface which corresponds to at least 75% of the surface area of the individual wells.
- the line-like depressions of the dimensional scale according to the invention need not, of course, consist of the essentially circular recesses just mentioned; rather, they may also be formed as continuous grooves. The only thing that matters is that the line-like Depressions form scattering areas which have a width which is not greater than half the pitch.
- the width of the scattering regions should not fall below a minimum in order to obtain a sufficient light output even with the reduced scattering regions. Accordingly, it is provided according to a further aspect of the inventive dimensional embodiment that the width of the scattering ranges is greater than 10% of the width of the pitch. In other words, it has been found that the spreading area preferably has a width which is between 10% and 50% of the width of the pitch. Particularly good results are achieved in particular if the scattering regions have a width which corresponds to 30% to 45% of the pitch, preferably 35% to 40% of the pitch, and in particular about 38% of the pitch.
- the period length is usually defined as a pitch. Accordingly, this results, as already mentioned above, in the dimensional embodiment according to the invention from an addition of the width of the scattering region and the width of the mirror region. According to a further embodiment, it is provided that the distance between two adjacent parallel, line-like depressions is greater than zero, that is, the line-like depressions do not adjoin one another. Moreover, the pitch of the line-like pits is accordingly smaller than half the pitch minus twice a width of the line-like pits, in the longitudinal direction of the incremental track. By adhering to these distances between the adjacent parallel line-like depressions, the contrast achievable by the dimensional embodiment is increased even further.
- the scattering areas each have at least three parallel, linear depressions which are aligned perpendicular to the longitudinal direction of the incremental track.
- the three parallel, linear depressions are arranged in particular at a distance of 6 microns to 9 microns, preferably 7.5 microns.
- a homogeneous intensity distribution of the diffusely reflected light along the scattering regions can also be produced by the scattering regions each having at least one shortened line-like depression having a first length which is shorter than a second length of at least one further line-like depression.
- the line-like depressions from which the scattering regions are respectively formed have different lengths perpendicular to the longitudinal direction of the incremental track.
- the shortened, line-shaped depression is located in the middle of the scattering area, while the lying on the outside line-like depressions have the second, unreduced length.
- the above-mentioned, at least one shortened, line-like depression can have, for example, a beginning and end region which is shorter than the at least one further line-like depression. Accordingly, the at least one shortened, linear depression is still always centered along the longitudinal axis of the first incremental track, but has a shortened length compared to the remaining line-like depressions. Alternatively or additionally, it is also conceivable that the at least one shortened, line-like depression opposite the at least one further line-like depression has a preferably central clearance, which forms an interruption between an initial and end region of the shortened line-like depression. In other words, the shortened, line-like depression according to this aspect is divided into two and has a central clearance. The shortened, line-like depression is therefore located only at the upper and lower end of the first incremental track.
- the material measure according to the invention further comprises a reference track, which is arranged parallel to the first incremental track.
- the reference track is in particular designed to indicate an absolute position of a measuring head along the dimensional scale.
- the reference track may have in the longitudinal direction alternately arranged reference scattering areas and mirror areas. Similar to what has already been mentioned in connection with the first incremental track, the reference scattering areas of the reference track can each have a multiplicity of line-like depressions which are designed to diffuse light in an incident manner.
- the mirror areas of the reference track can also have a substantially smooth surface.
- the incremental encoder In order to determine the respective absolute position of the measuring head at an arbitrary location, it is possible, for example, to measure a change in the relative position (measured via the first incremental track) of the measuring head relative to a specific reference mark (reference scattering area) of the reference track. Thus, it is possible by the reference track that the incremental encoder not only its position change, but also recorded the absolute position.
- the dimensional standard according to the invention is in particular designed to be used in conjunction with an optical incremental encoder.
- an optical incremental encoder has at least one dimensional standard according to the invention and a sensor device, which is designed to optically scan at least one incremental track of the material measure.
- the at least one sensor device of the incremental encoder can have a measuring head which can be moved relative to the material measure and has an optical imaging device for generating an image of the incremental track as well as a plurality of photosensors for capturing the image.
- the sensor device may, above all, be designed such that the photosensors generate a sinusoidal output signal when the image is acquired.
- the imaging device of the sensor device can have, for example, an elliptical scanning diaphragm.
- the photosensors of the sensor device for generating a sinusoidal output signal describe a substantially elliptical sensor surface. Due to the interaction of the inventive material measure with the above-mentioned sensor device, a particularly advantageous ratio between contrast and interpolability of the sensor signals is achieved, which will be explained in more detail later with reference to the figures.
- the following invention also relates to a method for applying the inventive dimensional scale to a metal surface.
- the inventive method has a step of providing a pulsed laser for generating a laser beam on.
- the metal surface is so exposed to laser radiation, so that a scattering area of at least two line-like recesses is formed, which has a width which is smaller than half the pitch of the scale.
- the exposure of the metal surface to the laser radiation takes place in particular for the duration of a first laser pulse.
- the laser beam is designed such that a first substantially round depression is formed on the metal surface.
- the laser beam is moved perpendicular to the longitudinal direction of the at least one incremental track.
- the method of the laser beam is carried out in particular continuously during the application of the metal surface.
- a further laser pulse By means of a further laser pulse, a further substantially round depression is produced at a further displacement position offset perpendicular to the incremental track.
- This process which is also known as laser scanning, can be carried out, for example, by means of a movable mirror, the mirror being operated vertically until a substantially line-like depression has been produced.
- a second, line-like depression is then produced, so that a scattering region is created which has a width that is less than or equal to half the pitch.
- a line-like depression with a length of about 1 mm can be provided for example about 600 pulses.
- the laser beam is moved by a method of the mirror and / or the metal surface between the individual pulses each perpendicular to the longitudinal direction of the at least one incremental track, so that the substantially round recesses overlap such that the at least two line-like depressions arise, which in Substantially perpendicular to the longitudinal direction of the incremental track are aligned.
- the laser beam may have a substantially circular beam having a diameter that is chosen such that the substantially circular pits have a diameter of 3.5 ⁇ m to 12 ⁇ m, preferably 6 ⁇ m to 9 ⁇ m and in particular about 7 ⁇ m.
- the laser can be operated with a power that is sufficient to form the substantially round recesses with a depth of about 0.5 microns.
- the centers of the substantially round recesses may be arranged at a distance of 0.1 ⁇ m to 10 ⁇ m in order to ensure that two of the essentially round recesses overlap each other, if these are arranged directly behind one another perpendicular to the longitudinal direction of the incremental track are arranged adjacent.
- the line-like recesses have particularly advantageous reflection properties when the laser beam is moved in such a way that an overlap of the substantially round recesses of at least 75% is formed.
- the laser beam is guided over a masking element which has at least two line-like openings before the metal surface is acted upon. Accordingly, an image of the line-like openings is imaged by the laser beam onto the metal surface in such a way that at least one scattering area results from at least two line-like depressions. In other words, the line-like depressions of a scattering region can be generated in accordance with this reaction in particular simultaneously.
- the laser beam is thereby as long as through the masking element on the metal surface directed until the at least two line-like recesses of the scattering range have a depth of about 0.5 microns and a width of 6 microns to 9 microns, in particular about 7 microns.
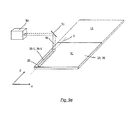
- the material measure 130 has a plurality of preferably elongated, transparent regions 131, which are arranged parallel to one another and separated from each other by non-transparent regions 132.
- the transmitted-light graduation 130 is irradiated from below in such a way that first light beams 110 pass through the transparent areas 131 of the graduated mass 130, while second light beams 120 are shielded from the non-transparent areas 132 of the graduated mass 130.
- the results in Fig. 1c illustrated, rectangular intensity distribution 200 of the light at the sensor 102 of the sensor device 101.
- the light beams 110 are imaged by the imaging device 104 of the sensor device 101 on the sensor surface 102, whereby on the sensor surface 102, the in Fig. 1b illustrated illumination pattern arises.
- Fig. 1b shows by way of example the illumination pattern which is formed by rectangular, transparent regions 131 on the sensor surface 102. In particular, this results in rectangular illumination regions 111, at which the first radiation 110 strikes the sensor surface 102.
- the sensor surface 102 has a plurality of substantially elliptical photosensors 103, which are guided past the illumination regions 111 by moving the sensor along the graduation 130.
- the elliptical photosensors 103 (for example, in the direction of the in Fig. 1b shown arrows) relative to the illumination areas 111 shifted.
- FIG. 1c shows a convolution of the rectangular light signal 200 with the elliptical photosensors 103, whereby the sinusoidal sensor signal 201 is formed.
- Fig. 1c the sensor signal 201 as a function of the position of the sensor device 101 during a movement of the sensor device 101 in the longitudinal direction of the graduated mass 130, ie in the direction Fig. 1b shown arrows, wherein in the horizontal direction, the position of the sensor device 101 and in the vertical direction, the sensor signal 201 is applied.
- the representation according to Fig. 1d can be taken from a known from the prior art reflected-light graduation 1 in a schematic plan view.
- the conventional dimensional examples 1 have at least one first incremental track 2 with scattering regions 3 and mirror regions 4 arranged alternately in the longitudinal direction X.
- the scattering regions 3 consist of a multiplicity of line-like depressions 5 arranged directly next to each other, which are designed to diffusely reflect incident light.
- the surface of the scattering regions 3 is roughened by the line-like depressions 5, as a result of which it has no specular, but diffuse, reflection properties.
- the mirror areas 4 are smooth (metal) surfaces which are designed to reflect incident light in a mirror-like manner.
- Fig. 1e shows the intensity distribution, which in the dark field measurement of the reflections on a scattering region 3 on the sensor surface 102 of a sensor device 101 according to Fig. 1a along the longitudinal direction X would be measurable.
- the number of linear depressions 5 per scattering region 3 is eight in each case.
- the horizontal lines indicated by the reference numeral 5 ' represent regions on the sensor surface 102, which corresponds in each case to an optical image of the depressions 5 which could be produced on the sensor surface 102 by means of the imaging device 104 of the sensor device 101.
- Each line 5 marks the extension of an optical image of one of the recesses 5 on the sensor surface 102 in the longitudinal direction X.
- the traversed line provided with the reference I indicates the spatial distribution of the intensity of the light impinging on the sensor surface 102 in a dark field measurement.
- the incremental track 2 is illuminated with two different (not shown in the figures) light sources, the light sources are arranged such that the incremental track 2 on one side of the scale by means of the two light sources from two different directions symmetrical to a plane is illuminated, which extends perpendicular to the longitudinal direction X of the scale and parallel to the longitudinal direction Y of the line-like depressions.
- Fig. 1d the intensity distribution I as a function of the location along the longitudinal direction X two distinct peaks. It leaves directly recognize that the intensity distribution, in contrast to transmitted-light microscopy (corresponding to Fig. La-1c), by no means corresponds to a rectangular signal. If a conventional sensor device 101 is used to scan the scale 2, it could be due to a superposition of the signal Fig.
- a dimensional standard is specified by the present invention, with which a particularly high-contrast, in particular rectangular illumination of the sensor surface can be achieved.
- the interpolability of the sensor signal is to be improved by the dimensional standard according to the invention.
- inventive dimensional embodiment 10 has at least one first incremental track 20, which in the longitudinal direction X alternately arranged scattering regions 23 and mirror regions 24 includes.
- the mirror regions 24 are in turn formed with a substantially smooth surface which reflects reflecting light in a mirror-like manner.
- the scattering regions 23 are provided with at least two, in particular four, line-like recesses 26-1, 26-2, 26-3, 26-4.
- the width of one of the scattering regions 23 together with the width of one of the mirror regions 24 is determined by the pitch P.
- the pitch P is a constant which is determined by the sensor device to be used.
- Fig. 2a shown linear recesses 26-1, 26-2, 26-3, 26-4 constructed by substantially round recesses 25 which are arranged overlapping so that the at least two parallel, line-like recesses 26-1, 26-2, 26- 3, 26-4 arise.
- the line-like depressions 26-1, 26-2, 26-3, 26-4 are aligned in particular perpendicularly with respect to the longitudinal direction X of the incremental track 20 by the round depression grooves 25 overlapping in the transverse direction Y.
- the dimensional scale according to the invention is not limited to the special design of the line-like recesses 26-1, 26-2, 26-3, 26-4 of a plurality of round recesses. Rather, these can also be generated in a single step as continuous trenches ( Fig. 9b ).
- the dimensional standard 10 according to the invention also differs from the prior art in that the width of the scattering region 23 is less than half the pitch P. Due to the thus shortened scattering regions 23, an intensity distribution of the scattered light (13, Fig. 2b ) which outputs the rectangular signal 200 Fig. 1c comes very close. An example of this will be made later with reference to the preferred embodiment Fig. 4 described.
- the invention is generally not limited to a specific number of depressions per scattering area 23 as long as at least two depressions are present.
- To the top of the number of line-like depressions is also generally set no limit, as long as the width of the scattering range 23 does not make up more than 50% of the pitch.
- FIG. 2b A cross section through the in Fig. 2a illustrated embodiment, in the longitudinal direction X, is in the Fig. 2b to recognize. From this, the reflection effect of the individual regions 23 and 24 can be seen schematically.
- Fig. 2b indicates, in the present example to illuminate the individual areas 23 and 24 of the incremental track 20, two light sources 105-1 and 105-2 are provided which each generate light that falls at an angle ⁇ to the areas 23 and 24 of the incremental track 20 in that the areas 23 and 24 of the incremental track 20 are illuminated symmetrically from two different directions to a plane which is perpendicular to the longitudinal direction X of the scale 20 and parallel to the longitudinal direction Y of the line-like depressions 26-1, 26-2, 26-3 , 26-4 extends (in Fig.
- the straight dashed lines represent light beams corresponding to the light incident on the incremental track 20 from the light source 105-1, and the straight dash-dotted lines are light beams corresponding to the light incident on the incremental track 20 from the light source 105-2 correspond).
- the angle ⁇ is chosen such that the light reflected at the mirror regions 24 does not strike the sensor surface 102 and thus can not be detected by the sensor device 101.
- incident light is diffusely reflected by the line-like recesses 26-1, 26-2, 26-3, and 26-4 of the scattering regions 23, so that a substantially non-directional radiation 13 is thrown back onto the sensor device 101.
- substantially non-directional radiation 13 is intended to express that, although the radiation 13 is diffuse, it nevertheless has a preferred direction. This is due to the fact that a preferred direction for the diffuse reflection is achieved by the line-like formation of the depressions 26-1, 26-2, 26-3, 26-4, which is perpendicular to the line-like depressions 26-1, 26-2, 26-3, 26-4, ie in the longitudinal direction X of the incremental track 20 runs. A scattering of the incident light beam in the transverse direction Y of the incremental track, however, is negligible.
- a directional radiation 14 which preferably has no influence on the sensor signal.
- the sensor lens is in particular perpendicular to the illuminated position of the incremental track 20, whereby the obliquely reflected, directed radiation 14 can not reach the sensor.
- Only the diffusely reflected, substantially non-directional radiation 13 also has vertical radiation components which can reach the sensor optics.
- This measurement principle is also used in dark field microscopy. Thus, only the line-like recesses 26-1, 26-2, 26-3, 26-4 of the scattering regions 23 are detected as bright spots with the sensor signal.
- the mirror areas 24, however, are preferably completely dark, ie the dark field sensor can detect no light radiation here.
- Such a sensor is for example the application EP 2 381 222 A1 refer to.
- the present invention is therefore based on the finding that the contrast and the interpolability of the sensor signal can be significantly increased if the width of the scattering regions 23 is reduced. It is particularly advantageous if the scattering regions 23, in the longitudinal direction X of the incremental track 20, have a width which is less than or equal to a width of the mirror regions 24, ie less than or equal to half of the pitch P. Fig. 2a further shows that the width of the scattering regions 23 is limited by the two outward line depressions (26-1 and 26-4).
- the width of the scattering region 23 in each case should be greater than 1/10 of the pitch P.
- the scattering regions 23 according to the invention should preferably have a width which corresponds to 30% to 45%, preferably 35% to 40%, and in particular about 38%, of the width of the scattering regions 23. As a result, an optimal contrast of the sensor signal is ensured.
- the Fig. 3 shows the contrast of the sensor signal as a function of the width of the scattering regions 23.
- the representation of Fig. 3 shows the width of the scattering areas in relation to the pitch.
- the variables B 23 and B 24 are used to express the width of the respective scattering regions 23 or mirror regions 24.
- the sensor device 101 When determining the contrast, it is assumed that the sensor device 101 generates a sensor signal S during a movement of the sensor device 101 in the longitudinal direction X, which, depending on the position of the sensor device 101, essentially periodically between a maximum signal value Smax and a minimum Signal value Smin varies.
- the contrast K usually assumes a value between 0 and 1. If appropriate, the sensor device 101 can be set up in such a way that the sensor device 101 outputs the value 0 for the sensor signal S if the illumination of the material measure is switched off.
- the Width of the scattering regions 23 should preferably be in a range between 35% and 40% of the pitch.
- FIG Fig. 4 A schematic view of this preferred embodiment is shown in FIG Fig. 4 shown as a top view.
- the width of the scattering was 39 ⁇ m in experiment V5, which is about 38% of the width of the pitch.
- Three line-like depressions per scattering area 23 were provided, which were arranged at a distance of 7.5 ⁇ m from each other.
- the length of the three line-like depressions was approximately 1 mm, the depressions each having a depth of approximately 0.5 ⁇ m and a width of approximately 8 ⁇ m.
- the laser parameters required for this purpose are explained in more detail below with reference to the method according to the invention.
- Fig. 4 2 which schematically illustrates the experimental arrangement V5 likewise has a first incremental track 20, which is subdivided into scattering regions 23 and mirror regions 24.
- the scattering regions 23 according to the second embodiment have in particular three line-like recesses 26-1, 26-2 and 26-3.
- the present invention is not limited to the number of wells shown in the embodiments.
- the distances A of the line-like depressions 26-1, 26-2, 26-3 should be between 6 ⁇ m and 9 ⁇ m, in particular 7.5 ⁇ m.
- Words have the scattering regions 23 according to the second embodiment, at least three parallel line-like depressions 26-1, 26-2, 26-3, which is aligned perpendicular to the longitudinal direction X of the incremental 20 and at a distance A of 6 microns to 9 microns, in particular 7.5 microns apart.
- the representation according to Fig. 5 can the intensity distribution I in the dark field of the scattering regions 23 according to the preferred embodiment of Fig. 4 be removed.
- the intensity distribution I is determined on the condition that the incremental track 20 is in accordance with Fig. 4 by means of an arrangement of two light sources 105-1 and 105-2, respectively Fig. 2b with light, which is analogous to Fig. 2b is incident on the incremental track 20 at an angle ⁇ , is illuminated and the sensor device 101 according to Fig. 2b for scanning the incremental track 20 is available. It is analogous to the situation according to Fig. 2b Provided that only light can be detected by the sensor device 101, which light is diffused at the recesses 26-1, 26-2 and 26-3 of the scattering regions.
- the solid line provided with the reference I indicates the spatial distribution of the intensity produced in a dark field measurement the incident on the sensor surface 102 light as a function of the location along the longitudinal direction X on.
- the intensity distribution I out Fig. 5 in contrast to the conventional intensity distribution Fig. 1e , the rectangular illumination of the sensor surface according to Fig. 1c (Reference numeral 200) is already very close.
- the position of the lines 26-1 ', 26-2' and 26-3 'on the sensor surface 102 is indicated, in order to compare the arrangement of the lines 26-1', 26-2 'and 26-3' and the intensity distribution I to allow.
- the depressions 26-1, 26-2 and 26-3 form a scattering region 23 which scatters incident light in such a way that the intensity distribution shown arises, which covers in particular half, ie 50%, of the pitch.
- the sensor surface 102 of the sensor device 101 detects along the first half of the pitch in Fig. 5 shown intensity distribution, while along the second half of the pitch no stray light can be measured.
- the substantially rectangular intensity pattern obtained by the three line-like depressions 26 - 1, 26 - 2, 26 - 3 can be determined by the in - Fig. 1b converted, conventional sensor surface into a sinusoidal sensor signal.
- a solution according to the third and fourth embodiments of the inventive dimensional embodiment 10 is in the FIGS. 6 and 7 and results from the knowledge that there is a partly very inhomogeneous light intensity distribution along the scattering regions 23.
- a particularly high light intensity is measured in the center (seen in the longitudinal direction X) of the scattering region 23, whereas the intensity at the edge regions of the scattering regions 23 is reduced (cf. Fig. 5 ).
- the line-like recesses 26-1, 26-2, 26-3, 26-4, 26-5 of the scattering regions 23 so form these have at least one, in particular three, shortened, linear depressions 26-2, 26-3, 26-4.
- the shortened line-like recesses 26-2, 26-3, 26-4 according to the FIGS. 6 and 7 each with a length, perpendicular to the longitudinal direction of the incremental track 20, which is shorter than a second length of further line-like recesses 26-1 and 26-5.
- the linear depressions 26-2, 26-3 and 26-4 located centrally within the scattering regions 23 are shortened in order to reduce the increased intensity in the center of the scattering regions.
- the shortened line-like depressions 26-2, 26-3, 26-4 have a starting and end regions which are shorter than the other, outer linear depressions 26-1, 26-5.
- the shortened line-like recesses 26-2, 26-3, 26-4 are, as shown in the figures, still centered along the longitudinal axis of the incremental track 20, but have a shortened length. Accordingly, the width of the incremental track 20 (in the transverse direction Y) according to this embodiment is defined in particular by the further line-like recesses 26-1, 26-5.
- the line-like recesses 26-1, 26-2, 26-3, 26-4, 26-5 also according to the fourth embodiment to Fig. 7 be educated.
- the shortened, line-like depressions 26-2, 26-3, 26-4 have a preferably central clearance 27 in relation to the further line-like depressions 26-1, 26-5.
- the central clearance 27 forms an interruption between an initial and end region of the shortened line-like recesses 26-2, 26-3, 26-4.
- the shortened line-like recesses 26-2, 26-3, 26-4 are divided into two and arranged at the edge regions of the incremental track 20. This also achieves a reduction in the intensity in the center of the scattering regions 23, as a result of which a particularly homogeneous, rectangular intensity distribution of the diffusely reflected light along the scattering regions 23 is achieved.
- the shortened line-like recesses 26-2, 26-3 and 26-4 may of course also include a combination of the types of shortened line-like recesses 26-2, 26-3 and 26-4 shown in the third and fourth embodiments.
- the number of line-like recesses according to the third and fourth embodiments can be varied as long as at least two line-like recesses are present and the width of the scattering regions 23 does not exceed half of the pitch P.
- the material measure 10 has, in addition to the at least one first incremental track 20, a reference track 30, which is arranged in particular parallel to the first incremental track 20.
- the reference track 30 is designed to specify an absolute position of a measuring head along the dimensional scale 10.
- the reference track 30 has in the longitudinal direction X alternately arranged reference scattering regions 33 and mirror regions 34.
- the reference scattering regions 33 like the scattering regions 23 of the first incremental trace 20, have a plurality of line-like depressions 36-1, 36-2, 36-3, 36-4, 36-5, 36-6, 36-7 and 36-8 on.
- the line-like recesses 36-1, 36-2, 36-3, 36-4, 36-5, 36-6, 36-7 and 36-8 are adapted to diffuse incident light diffusely.
- these, like the line-like recesses 26-1, 26-2, 26-3, 26-4 of the scattering regions 22, may be formed by an overlap of round recesses.
- the mirror regions 34 have a substantially smooth surface which, for example, corresponds to a polished metal surface.
- the reference scattering regions 33 are in this case in particular at known locations of the material measure 10, which a computing unit can use to determine the absolute position of the measuring head. For this purpose, the change in position of the measuring head relative to the reference scattering regions 33 of the reference track 30 is measured with the aid of the first incremental track 20.
- reference track 30 can be found in any of the aforementioned embodiments of the inventive dimensional embodiment 10 use.
- light with a wavelength in the range between 300 nm and 1.5 ⁇ m is suitable for illuminating the dimensional standards according to the invention, ie the extent of one of the line-like depressions 26-1, 26-2, 26-3, 26-4 or 26-5 of one of the scattering regions 23 in the longitudinal direction X of the respective dimensional scale may be many times greater than the wavelength of the light used to illuminate the respective dimensional scale.
- the size of the angle ⁇ , below which the light used for illumination can fall on the respective scale is relatively uncritical with regard to the size of the sensor signals, so that the angle ⁇ can be varied in a relatively large range, for example in a range between 30 ° and 70 °.
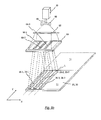
- the representation according to FIG. 9a is a schematic representation of the method for applying a dimensional scale 10 on a metal surface 11 refer.
- a pulsed laser 50 is provided for introducing the substantially round recesses 25.
- each of the depressions 25 is produced by arranging the essentially round beam 40 at different points along the metal surface 11 for the duration of a laser pulse.
- the metal surface 11 is melted and partially evaporated, whereby the substantially circular recesses 25 arise.
- a mirror 51 is adjusted perpendicular to the longitudinal direction between the pulses of the pulse laser 50 so that the beam 40 is moved along the axis S. In the new travel position, heat energy is in turn introduced into the metal surface 11 for the duration of a laser pulse in order to produce a further, round depression 25.
- the beam 40 is moved as far along the axis S between the individual pulses, so that the substantially circular recesses 25 overlap.
- the essentially round recesses 25 overlap in such a way that one of the at least two line-like recesses 26-1 or 36-1 arises, which is aligned substantially perpendicular to the longitudinal direction X of the incremental track 20 or the reference track 30. This process is of course repeated for all desired line-like recesses 26-1, 26-2, 26-3, 26-4 and 26-5.
- the diameter of the beam 40 is selected to produce the round recesses 25 such that the recesses 25 have a diameter of 3.5 microns to 12 microns, preferably 6 microns to 9 microns, and more preferably about 7 microns.
- line-like depressions are produced with a width of about 8 microns, which correspond to the width of the preferred embodiment V5.
- the beam 40 of the laser 50 is moved further by means of the mirror 51, so that an overlap of the substantially round recesses 25 of at least 75% is formed. In other words, by the movement of the beam 40, the line-like recess 26-1 or 36-1 each extended by a maximum of 25% of the diameter of the round recesses 25.
- the preferred laser parameters for the above process can be found in Table 2 below and relate to making line-like pits of about 1 mm: ⁇ b> Table 2 ⁇ / b> laser power about 0.25W pulse rate about 60 kHz Energy per pulse about 4.3 ⁇ J traversing about 100mm / s Pulses per linear. deepening about 600 Energy per linear depression about 2.5 mJ
- diode-pumped solid-state lasers such as vanadate laser, with a wavelength of about 355 nm are suitable.
- the line-like recesses 26-1, 26-2, 26-3, 26-4, 26-5 and 36-1, 36-2, 36-3, 36-4, 36- 5, 36-6 of the inventive dimensional embodiment 10 need not necessarily consist of a plurality of round recesses 25. Rather, the individual linear depressions can each be manufactured with one working step. An example of this is shown schematically in the illustration Fig. 9b shown.
- the laser beam 40 may be directed onto a masking element 64 via imaging devices 60 and 62, for example, prior to applying the metal surface.
- the masking element 64 has at least two line-like openings 66-1, 66-2, 66-3, wherein an image of the line-like openings 66-1, 66-2, 66-3 is imaged onto the metal surface 11 by the laser beam.
- the image of the line-like openings 66-1, 66-2, 66-3 is configured so that at least one scattering area 23 consists of at least two line-like recesses 26-1, 26-2, 26-3, 36-1, 36-2, 36-3 is created.
- the line-like depressions of the material measure 10 are applied by etching or embossing on the metal surface.
- the line-like depressions thus produced could have the advantageous arrangements, which play the nossbei according to the FIGS. 2a to 7 to achieve maximum contrast with sufficient interpolability.
- the present invention is not limited to the feature combinations shown in the embodiments. Rather, the present invention results from a combination of all the features disclosed herein.
Abstract
Die vorliegende Erfindung betrifft eine Massverkörperung (10) für Inkrementalgeber, wobei die Massverkörperung (10) mindestens eine erste Inkrementalspur (20) mit in Längsrichtung (x) alternierend angeordneten Streubereichen (23) und Spiegelbereichen (24) aufweist. Die Streubereiche (23) weisen je mindestens eine Inkrementalspur (20) mit mindestens zwei linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) auf, welche im Wesentlichen senkrecht zur Längsrichtung (x) der Inkrementalspur ausgerichtet und dazu ausgebildet sind, einfallendes Licht diffus zu reflektieren. Die Spiegelbereiche (24) der mindestens einen Inkrementalspur (20) weisen dagegen eine im Wesentlichen glatte Oberfläche auf, welche dazu ausgebildet ist, einfallendes Licht spiegelnd zu reflektieren. Darüber hinaus weist die Massverkörperung (10) ferner einen Pitch (P) auf, welcher sich aus einer Addition der Breite eines der Streubereiche (23) und der Breite eines der Spiegelbereiche (24) ergibt. Um den Kontrast der von der Massverkörperung gestreuten Strahlung zu optimieren, ist es erfindungsgemäss vorgesehen dass die Streubereiche (23), in Längsrichtung (x) der Inkrementalspur (20), eine Breite aufweisen, die kleiner als die Hälfte des Pitch (P) ist, wobei die Breite der Streubereiche (23) durch die mindestens zwei linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) begrenzt wird.
Description
- Die vorliegende Erfindung betrifft eine Massverkörperung für Inkrementalgeber gemäss dem Oberbegriff des unabhängigen Patentanspruches 1. Darüber hinaus betrifft die Erfindung ein Verfahren zum Aufbringen einer derartigen Massverkörperung auf eine Metalloberfläche.
- Demgemäss betrifft die Erfindung insbesondere eine Massverkörperung mit mindestens einer Inkrementalspur mit in Längsrichtung alternierend angeordneten Streubereichen und Spiegelbereichen. Die Streubereiche der mindestens einen Inkrementalspur weisen je eine Vielzahl im Wesentlichen runder Vertiefungen auf, welche dazu ausgebildet sind, einfallendes Licht diffus zu reflektieren. Dagegen weisen die Spiegelbereiche der mindestens einen Inkrementalspur eine im Wesentlichen glatte Oberfläche auf, welche dazu ausgebildet ist, einfallendes Licht spiegeln zu reflektieren. Die Massverkörperung weist ferner einen Pitch (P) auf, welcher sich aus einer Addition der Breite eines der Streubereiche (23) und der Breite eines der Spiegelbereiche (24) ergibt. Mit anderen Worten ist die Massverkörperung periodisch, wobei die Periodenlänge der Massverkörperung als Pitch definiert ist.
- Mit Bezug auf den Pitch sei in diesem Zusammenhang ferner erwähnt, dass der Pitch generell durch die Geometrie der Sensorvorrichtung definiert wird, welche benutzt werden soll, um die Massverkörperung abzufahren. Damit ist der Pitch bei gegebenem Sensor eine Konstante der Massverkörperung. Lediglich die Breite der Streu- und Spiegelbereiche lässt sich demnach bis zu einem gewissen Grad variieren.
- Derartige Massverkörperungen sind dem Prinzip nach aus dem Stand der Technik bekannt. Diese finden insbesondere bei Inkrementalgebern Anwendung. Hierbei handelt es sich um Sensoren zur Erfassung von Lageänderungen (linear) oder Winkeländerungen (rotierend), die eine Wegstrecke und Wegrichtung beziehungsweise winkelveränderung und Drehrichtung erfassen können. Die bekannten Massverkörperungen von Inkrementalgebern weisen sich periodisch wiederholende Streubereiche auf, welche von einer Sensorvorrichtung gezählt werden um die Lageänderung zu erfassen.
- So ist beispielsweise aus dem Dokument
DE 2 515 574 eine Massverkörperung aus Metall bekannt, welche Streubereiche aus einer Vielzahl von Strichelementen aufweist. Die Strichelemente sind parallel, schmal und wenig tief, wobei deren Breite und Tiefe so bemessen sind, dass sie in sichtbarem Licht eine Verschiebung nur um ihr Beugungsbild erfahren können, bzw. nur durch das Beugungsbild erkennbar sind. Mit anderen Worten bestehen die aus derDE 2515574 bekannten Streubereiche aus einer Vielzahl von linienartigen Vertiefungen (Strichelementen) mit einer Breite in der Grössenordnung von einem Mikrometer und einer Tiefe, die sich in der Grössenordung einer Wellenlänge des Sensorlichts, mit welchem die bekannte Massverkörperung im Auflichtverfahren beleuchtet wird, befindet. - Wie es aus der
DE 10 2007 007 311 ersichtlich ist, wird im Auflichtverfahren ein Lichtstrahl durch einen Kollimator auf eine mit einer reflektiven Massverkörperung versehene Oberfläche gelenkt, sodass die Oberfläche bzw. die Massverkörperung mit im Wesentlichen parallel gebündeltem Licht beleuchtet wird, wobei das Licht unter einem (Einfalls-) Winkel zur Oberflächennormalen einfällt. Die Massverkörperung umfasst dabei strukturierte Bereiche, welche mit diffraktiven Phasengitter-Strukturen in Form von Liniengittern strukturiert sind, und unstrukturierte Bereiche, welche jeweils durch eine glatte (spiegelnde) Oberfläche gebildet sind. Der Einfallswinkel des auf die Oberfläche einfallenden Lichts ist dabei vorzugsweise so gewählt, dass an den diffraktiven Phasengitter-Strukturen in strukturierten Bereichen Licht derart gebeugt wird, dass eine Beugungsordnung des gebeugten Lichts die Massverkörperung senkrecht verlässt. Unter diesen Umständen wird das auf die unstrukturierten Bereiche einfallende Licht jeweils an der Oberfläche reflektiert, sodass es die unstrukturierten Bereiche (im Folgenden auch "Spiegelbereiche" genannt) unter einem Ausfallswinkel zur Oberflächennormalen verlässt, welcher gleich dem Einfallswinkel ist. Das im Wesentlichen senkrecht zur Oberfläche an den strukturierten Bereichen gebeugte Licht wird sodann auf die Photosensoren einer Sensorvorrichtung abgebildet, wobei die Sensorvorrichtung vorzugsweise so angeordnet ist, dass das an den unstrukturierten Bereichen (Spiegelbereichen) reflektierte Licht nicht von den Photosensoren der Sensorvorrichtung erfasst wird. Demnach sind mittels der Sensorvorrichtung die strukturierten Bereiche als Hellfelder und die unstrukturierten Bereiche (Spiegelbereiche) als Dunkelfelder detektierbar. Wird die Sensorvorrichtung an der Inkrementalspur entlang verschoben, so erfasst die Sensorvorrichtung vor allem das an den strukturierten Bereichen gebeugte Licht (Dunkelfeldmessung der strukturierten Bereiche). Die strukturierten Bereiche und die unstrukturierten Bereiche (Spiegelbereiche) sind jeweils miteinander alternierend in einer Reihe hintereinander angeordnet und bilden gemeinsam eine Inkrementalspur. Die strukturierten Bereiche sind dabei in konstanten Abständen angeordnet und werden durch die Spiegelbereiche voneinander getrennt. Demzufolge wird durch jeden der strukturierten Bereiche jeweils eine sogenannte Marke gebildet, wobei die jeweiligen Marken der Inkrementalspur von der Sensorvorrichtung gezählt und in ein sich periodisch veränderndes Sensorsignal umgewandelt werden können, falls die Sensorvorrichtung relativ zu den Marken in Längsrichtung der Inkrementalspur bewegt wird. Das periodische Sensorsignal kann von einer Rechnereinheit dazu verwendet werden, die Verschiebung entlang der Massverkörperung zu berechnen. Da sich das Sensorsignal bei einer Bewegung der Sensorvorrichtung in Längsrichtung der Inkrementalspur periodisch verändert, ist es möglich, bei einer Bewegung der Sensorvorrichtung in Längsrichtung der Inkrementalspur an verschiedenen Positionen der Sensorvorrichtung das jeweilige Sensorsignal zu messen und somit verschiedenen Positionen der Sensorvorrichtung verschiedene Messwerte für das Sensorsignal zuzuordnen. Eine Interpolation zwischen verschiedenen Messwerten für die Sensorsignale ermöglich schliesslich eine Bestimmung einer beliebigen Position der Sensorvorrichtung mit einer hohen Genauigkeit. Zur Erhöhung des Sensorsignals ist es möglich die Massverkörperung gleichzeitig mit Licht aus zwei verschiedene Lichtquellen zu beleuchten, welche nebeneinander angeordnet sind, sodass Licht aus zwei verschiedenen Richtungen (jeweils unter einem Winkel zur Oberflächennormalen) auf die Oberfläche bzw. die Massverkörperung fällt.
Die vorstehend beschriebenen Massverkörperungen können zum hoch genauen linearen Verfahren von beispielsweise Werkstücken und/oder Werkzeugen, beispielsweise in Werkzeugmaschinen oder auch in beliebigen Handlingsystemen, eingesetzt werden. Zur Erzeugung der Massverkörperung werden dabei häufig Streubereiche in eine hoch reflektierende Oberfläche einer markierungsfähigen Schicht, beispielsweise einer hoch reflektierenden Metalloberfläche, eingebracht. Mit anderen Worten wird die hochreflektierende Metalloberfläche dabei durch hochenergetische Strahlung, wie beispielsweise Laserstrahlung, partiell aufgeraut, um Streubereiche innerhalb der Metalloberfläche vorzusehen. Dazu wird im Stand der Technik vorgeschlagen, die Streubereiche bspw. mit linienartigen Vertiefungen an der Metalloberfläche zu versehen. Im Einzelnen wird die Metalloberfläche dabei durch kurze Laserimpulse mit hochenergetischer Laserstrahlung angeschmolzen und teilweise durch Verdampfung abgetragen, wodurch Vertiefungen entstehen, die dazu ausgebildet sind einfallendes Licht diffus zu reflektieren. - Hierzu ist es beispielsweise aus der
DE 19608937 A1 bekannt, einen Markierungsträger, bestehend aus einem Substrat und einer markierungsfähigen Schicht vorzusehen, wobei mit Hilfe von hochenergetischer Strahlung eine hochreflektierende Oberfläche der markierungsfähigen Schicht partiell aufgeraut wird, um die Massverkörperung zu erzeugen. Insbesondere wird die markierungsfähige Oberfläche dabei durch kurze Laserimpulse von der Dauer von etwa 20 Nanosekunden angeschmolzen, wonach es in den Impulspausen zur sofortigen Widererstarrung der Oberfläche kommt. - Die aus dem Stand der Technik bekannten Massverkörperungen haben jedoch den Nachteil, dass das von der Sensorvorrichtung erfasste Sensorsignal häufig nur einen geringen Kontrast aufweist. Dies kann wiederum dazu führen, dass einzelne Streubereiche nicht ausreichend erkannt werden und die Verschiebung des Sensors gegenüber der Massverkörperung unzureichend erfasst wird. Ferner wird es bei den aus dem Stand der Technik bekannten Massverkörperungen als problematisch angesehen, dass die Sensorsignale, welche durch eine Reflexion an der Massverkörperung erhältlich sind, eine zu geringe Interpolierbarkeit aufweisen.
- Auf Grundlage der oben genannten Problemstellung liegt der vorliegenden Erfindung die Aufgabe zugrunde, eine Massverkörperung anzugeben, mit welcher auf einfache Weise der Kontrast des Sensorsignals optimiert werden kann. Ferner sollen durch die Massverkörperung möglichst gut interpolierbare Sensorsignale erzeugt werden können.
- Erfindungsgemäss wird diese Aufgabe durch den kennzeichnenden Teil des unabhängigen Patentanspruches 1 gelöst.
- Demnach wird bei der erfindungsgemässen Massverkörperung insbesondere vorgeschlagen, dass die Streubereiche, in Längsrichtung der mindestens einen Inkrementalspur eine Breite aufweisen, die kleiner als die Hälfte des Pitch ist. Die Breite der Streubereiche wird dabei durch die mindestens zwei linienartigen Vertiefungen begrenzt.
- Die erfindungsgemässe Massverkörperung weist den Vorteil auf, dass durch die Verringerung der Breite der Streubereiche, gegenüber der Breite der Spiegelbereiche, der Kontrast signifikant gesteigert werden kann. Insbesondere wird durch die Verkleinerung in der Breite der Streubereiche erreicht, dass das diffus reflektierte Licht hauptsächlich auf die dafür vorgesehenen Photosensoren der Sensorvorrichtung abgebildet wird. Benachbarte Sensorfelder werden bei kleinen Streubereichen dagegen nur leicht betroffen, wodurch der Kontrast des Sensorsignals deutlich gesteigert wird
- Vorteilhafte Weiterbildungen der erfindungsgemässen Massverkörperung sind den Unteransprüchen zu entnehmen.
- So ist es gemäss einer ersten Weiterbildung der erfindungsgemässen Massverkörperung vorgesehen, dass die mindestens zwei linienartigen Vertiefungen der Streubereiche jeweils aus einer Vielzahl im Wesentlichen runder Vertiefungen ausgebildet sind, welche einander überlappend angeordnet sind. Mit anderen Worten, die Streubereiche bestehen aus einer Vielzahl im Wesentlichen runder Vertiefungen, welche überlappend miteinander in Verbindung stehen und zusammen linienartige Vertiefungen ausbilden.
- Mit der Formulierung "im wesentlichen runde Vertiefungen" soll hierbei ausgedrückt werden, dass die runden Vertiefungen der Massverkörperung selbstverständlich keine perfekt runde Gestalt aufweisen. Dies liegt insbesondere darin begründet, dass die Vertiefungen, wie später mit Bezug auf das Verfahren im Detail erläutert, durch Laserpulse erzeugt werden. Selbstverständlich ist demnach die Form der Vertiefungen stark abhängig von den Eigenschaften der Metalloberfläche, des Lasers sowie den Umgebungsbedingungen beim Einbringen der Vertiefungen. Somit sind durch diese Formulierung auch elliptische sowie leicht eckige Vertiefungen erfasst. Daraus folgt gleichwohl, dass die linienartigen Vertiefungen, welche durch die überlappend angeordneten, runden Vertiefungen erzeugt werden nicht immer perfekt senkrecht gegenüber der Längsrichtung der Inkrementalspur ausgerichtet sein können. Somit ist auch die Formulierung "im Wesentlichen senkrechte linienartige Vertiefungen" so zu verstehen, dass aufgrund unterschiedlicher Ausgangsbedingungen leichte Abweichungen bei der Erzeugung der senkrechten Vertiefungen im Toleranzbereich der erfindungsgemässen Massverkörperung liegen.
- Durch die spezielle Ausbildung der linienartigen Vertiefungen aus einer Vielzahl runder Vertiefungen ist die diffuse Reflektion des einfallenden Lichts im Wesentlichen auf die Längsrichtung der Inkrementalspur beschränkt. Dementsprechend lassen sich durch die Massverkörperung besonders verlässliche Sensorsignale erzeugen und ein Übersprechen der optischen Signale in benachbarte Sensorbereiche wirkungsvoll verhindern.
- Nach einer weiteren Umsetzung ist es vorgesehen, dass sich die im Wesentlichen runden Vertiefungen zu mindestens 75% überlappen. Im Einzelnen bedeutet dies, dass jede der runden Vertiefungen mindestens 75% Ihres Flächeninhalts mit der nächsten Vertiefung gemeinsam hat. Es wird zwischen zwei benachbarten Vertiefungen also eine Schnittfläche ausgebildet, welche zumindest 75% des Flächeninhalts der einzelnen Vertiefungen entspricht. Schliesslich sei an dieser Stelle angemerkt, dass die linienartigen Vertiefungen der erfindungsgemässen Massverkörperung selbstverständlich nicht aus den eben erwähnten, im Wesentlichen runden Vertiefungen bestehen müssen; vielmehr können diese auch als kontinuierliche Rillen gebildet sein. Entscheidend ist lediglich, dass die linienartigen Vertiefungen Streubereiche ausbilden, welche eine Breite aufweisen, die nicht grösser als der halbe Pitch ist.
- Es wurde ferner erkannt, dass die Breite der Streubereiche ein Minimum nicht unterschreiten sollte, um auch mit den verkleinerten Streubereichen eine ausreichende Lichtausbeute zu erhalten. Dementsprechend ist es gemäss einem weiteren Aspekt der erfindungsgemässen Massverkörperung vorgesehen, dass die Breite der Streubereiche grösser als 10% der Breite des Pitch ist. Mit anderen Worten, es wurde festgestellt, dass der Streubereich vorzugsweise eine Breite aufweist, welche zwischen 10% und 50% der Breite des Pitch liegt. Besonders gute Ergebnisse werden insbesondere dann erreicht wenn die Streubereiche eine Breite aufweisen, welche 30% bis 45% des Pitch, vorzugsweise 35% bis 40% des Pitch, und insbesondere etwa 38% des Pitch, entspricht.
- Bei periodischen Massverkörperungen ist üblicherweise die Periodenlänge als Pitch definiert. Diese ergibt sich demnach, wie oben bereits erwähnt, bei der erfindungsgemässen Massverkörperung, aus einer Addition der Breite des Streubereichs und der Breite des Spiegelbereichs. Gemäss einer weiteren Ausführungsform ist es vorgesehen, dass der Abstand zwischen zwei benachbarten parallelen, linienartigen Vertiefungen grösser als null ist, das heisst die linienartigen Vertiefungen grenzen nicht aneinander. Darüber hinaus ist der Abstand der linienartigen Vertiefungen demgemäss kleiner als die Hälfte des Pitch abzüglich dem zweifachen einer Breite der linienartigen Vertiefungen, in Längsrichtung der Inkrementalspur. Durch das Einhalten dieser Abstände zwischen den benachbarten parallelen linienartigen Vertiefungen wird der durch die Massverkörperung erzielbare Kontrast noch weiter erhöht.
- Die oben stets erwähnte Erhöhung des Kontrastes ist essentiell für die Interpolierbarkeit der durch die Sensorvorrichtung erzeugten Sensorsignale. Jedoch wurde überraschenderweise festgestellt, dass durch die zunehmende Reduktion der Breite der Streubereiche die Interpolierbarkeit des Sensorsignals immer problematischer wird. Um diesen Effekt zu kompensieren, wird gemäss einer weiteren Umsetzung der erfindungsgemässen Massverkörperung vorgeschlagen, dass die Streubereiche jeweils mindestens drei parallele, linienartige Vertiefungen aufweisen, welche senkrecht gegenüber der Längsrichtung der Inkrementalspur ausgerichtet sind. Die drei parallelen, linienartigen Vertiefungen sind dabei insbesondere in einem Abstand von 6 µm bis 9 µm, vorzugsweise 7,5 µm angeordnet.
- Alternativ oder zusätzlich hierzu kann eine homogene Intensitätsverteilung des diffus reflektierten Lichts entlang der Streubereiche auch dadurch erzeugt werden, dass die Streubereiche je mindestens eine verkürzte, linienartige Vertiefung mit einer ersten Länge aufweist, welche kürzer ist als eine zweite Länge von mindestens einer weiteren linienartigen Vertiefung. Mit anderen Worten, die linienartigen Vertiefungen aus denen die Streubereiche jeweils gebildet sind weisen unterschiedliche Längen senkrecht zur Längsrichtung der Inkrementalspur auf. Vorzugsweise befindet sich die verkürzte, linienarte Vertiefung in der Mitte des Streubereiches, während die an der Aussenseite liegenden linienartigen Vertiefungen die zweite, unverkürzte Länge aufweisen. Diese Ausgestaltung folgt insbesondere der Erkenntnis, dass die Lichtintensität in der Mitte des Streubereichs für gewöhnlich höher ausfällt als an deren Randbereich.
- Die eben erwähnte, mindestens eine verkürzte, linienartige Vertiefung kann dabei beispielsweise einen gegenüber der mindestens einen weiteren, linienartige Vertiefung verkürzten Anfangs- und Endbereich aufweisen. Dementsprechend ist die mindestens eine verkürzte, linienartige Vertiefung noch immer mittig entlang der Längsachse der ersten Inkrementalspur ausgerichtet, weist jedoch eine verkürzte Länge gegenüber den verbleibenden linienartigen Vertiefungen auf. Alternativ oder zusätzlich ist es auch vorstellbar, dass die mindestens eine verkürzte, linienartige Vertiefung gegenüber der mindestens einen weiteren linienartige Vertiefung einen vorzugsweise zentralen Freiraum aufweist, welcher eine Unterbrechung zwischen einem Anfangs- und Endbereich der verkürzten linienartigen Vertiefung ausbildet. Mit anderen Worten ist die verkürzte, linienartige Vertiefung gemäss diesem Aspekt in zwei geteilt und weist einen zentralen Freiraum auf. Die verkürzte, linienartige Vertiefung befindet sich demnach lediglich am oberen und unteren Endbereich der ersten Inkrementalspur.
- Nach einer weiteren Ausführungsform weist die erfindungsgemässe Massverkörperung ferner eine Referenzspur auf, welche parallel neben der ersten Inkrementalspur angeordnet ist. Die Referenzspur ist dabei insbesondere dazu ausgebildet, eine absolute Position eines Messkopfes entlang der Massverkörperung anzugeben. Zu diesem Zweck kann die Referenzspur in Längsrichtung alternierend angeordnete Referenzstreubereiche und Spiegelbereichen aufweisen. Ähnlich wie bereits im Zusammenhang mit der ersten Inkrementalspur erwähnt, können auch die Referenzstreubereiche der Referenzspur je eine Vielzahl linienartiger Vertiefungen aufweisen, welche dazu ausgebildet sind einfallendes Licht diffus zu reflektieren. Darüber hinaus können auch die Spiegelbereiche der Referenzspur eine im Wesentlichen glatte Oberfläche aufweisen. Um die jeweilige absolute Position des Messkopfes an einem beliebigen Ort zu bestimmen, kann beispielsweise eine Änderung der relativen Position (gemessen über die erste Inkrementalspur) des Messkopfes bezüglich einer bestimmten Referenzmarkierung (Referenzstreubereich) der Referenzspur, gemessen werden. Somit ist es durch die Referenzspur möglich, dass der Inkrementalgeber nicht nur seine Lageänderung, sondern auch die absolute Position erfasst.
- Wie bereits erwähnt, ist die erfindungsgemässe Massverkörperung insbesondere dazu ausgebildet, in Verbindung mit einem optischen Inkrementalgeber verwendet zu werden. Ein derartiger optischer Inkrementalgeber weist zumindest eine erfindungsgemässe Massverkörperung sowie eine Sensorvorrichtung, welche dazu ausgebildet ist mindestens eine Inkrementalspur der Massverkörperung optisch abzutasten, auf.
- Die mindestens eine Sensorvorrichtung des Inkrementalgebers kann dabei einen relativ zu der Massverkörperung bewegbaren Messkopf mit einer optischen Abbildungseinrichtung zur Erzeugung eines Abbilds der Inkrementalspur sowie einer Vielzahl von Photosensoren zum Erfassen des Abbildes aufweisen. Um die Interpolierbarkeit des Sensorsignals weiter zu verbessern, kann die Sensorvorrichtung vor allem derart ausgebildet sein, sodass die Photosensoren beim Erfassen des Abbilds ein sinusförmiges Ausgangssignal erzeugen. Hierzu kann die Abbildungseinrichtung der Sensorvorrichtung beispielsweise eine elliptische Abtastblende aufweisen. Alternativ ist es auch denkbar, dass die Photosensoren der Sensorvorrichtung zum Erzeugen eines sinusförmigen Ausgangssignals eine im Wesentlichen elliptische Sensorfläche beschreiben. Durch das Zusammenspiel der erfindungsgemässen Massverkörperung mit der oben genannten Sensorvorrichtung wird ein besonders vorteilhaftes Verhältnis zwischen Kontrast und Interpolierbarkeit der Sensorsignale erreicht, welches später mit Bezug auf die Figuren näher erläutert werden wird.
- Wie oben bereits erwähnt, betrifft die folgende Erfindung ebenfalls ein Verfahren zum Aufbringen der erfindungsgemässen Massverkörperung auf eine Metalloberfläche.
- Das erfindungsgemässe Verfahren weist einen Schritt zum Bereitstellen eines gepulsten Lasers zur Erzeugung eines Laserstrahls auf. Mit Hilfe des Lasers wird die Metalloberfläche derart mit Laserstrahlung beaufschlagt, sodass ein Streubereich aus mindestens zwei linienartigen Vertiefungen entsteht, welcher eine Breite aufweist, die kleiner als die Hälfte des Pitch der Massverkörperung ist.
- Nach einer ersten Weiterbildung des Verfahrens erfolgt die Beaufschlagung der Metalloberfläche mit der Laserstrahlung insbesondere für die Zeitdauer eines ersten Laserpulses. Dabei ist der Laserstrahl derart ausgebildet, sodass eine erste im Wesentlichen runde Vertiefung auf der Metalloberfläche entsteht. Daraufhin wird der Laserstrahl senkrecht zur Längsrichtung der mindestens einen Inkrementalspur verfahren. Das Verfahren des Laserstrahls erfolgt insbesondere kontinuierlich während dem Beaufschlagen der Metalloberfläche. Durch einen weiteren Laserpuls wird eine weitere im Wesentlichen runde Vertiefung, an einer senkrecht zur Inkrementalspur versetzten, weiteren Verfahrposition erzeugt. Dieser auch als Laserscannen bekannte Vorgang kann beispielsweise mit einem verfahrbaren Spiegel durchgeführt werden, wobei der Spiegel solange senkrecht Verfahren wird, bis eine im Wesentlichen linienartige Vertiefungen erzeugt wurde. Auf analoge Weise wird sodann eine zweite, linienartige Vertiefung erzeugt, sodass ein Streubereich entsteht, welcher eine Breite aufweist, die kleiner oder gleich der Hälfte des Pitch ist. Für eine linienartige Vertiefung mit einer Länge von etwa 1 mm können dabei beispielsweise ca. 600 Pulse vorgesehen sein.
- Der Laserstrahl wird, durch ein Verfahren des Spiegels und/ oder der Metalloberfläche, zwischen den einzelnen Pulsen jeweils soweit senkrecht zur Längsrichtung der mindestens einen Inkrementalspur verfahren, sodass sich die im Wesentlichen runden Vertiefungen derart überlappen, dass die mindestens zwei linienartige Vertiefungen entstehen, welche im Wesentlichen senkrecht gegenüber der Längsrichtung der Inkrementalspur ausgerichtet sind.
- Der Laserstrahl kann beispielsweise ein im Wesentlichen rundes Strahlenbündel mit einem Durchmesser aufweisen, der derart gewählt wird, sodass die im Wesentlichen runden Vertiefungen einen Durchmesser von 3,5 µm bis 12 µm, vorzugsweise 6 µm bis 9 µm und insbesondere etwa 7 µm aufweisen. Der Laser kann dabei mit einer Leistung betrieben werden, die dazu ausreicht, die im Wesentlichen runden Vertiefungen mit einer Tiefe von etwa 0,5 µm auszubilden. Im Einzelnen können die Mittelpunkte der im Wesentlichen runden Vertiefungen dabei in einem Abstand von 0,1 µm bis 10 µm angeordnet sein, um zu gewährleisten, dass sich jeweils zwei der im Wesentlichen runden Vertiefungen überlappen, falls diese senkrecht zur Längsrichtung der Inkrementalspur unmittelbar hintereinander bzw. benachbart angeordnet sind.
- Es wurde festgestellt, dass die linienartigen Vertiefungen besonders vorteilhafte Reflexionseigenschaften aufweisen, wenn der Laserstrahl derart verfahren wird, sodass eine Überlappung der im Wesentlichen runden Vertiefungen von mindestens 75% entsteht.
- Alternativ zum Verfahren des Laserstrahls, senkrecht zur Längsrichtung der Inkrementalspur, kann es gemäss einer weiteren Ausführungsform vorgesehen sein, dass der Laserstrahl vor dem Beaufschlagen der Metalloberfläche über ein Maskierungselement geführt wird, welches mindestens zwei linienartige Öffnungen aufweist. Dementsprechend wird ein Abbild der linienartigen Öffnungen derart durch den Laserstrahl auf die Metalloberfläche abgebildet, sodass mindestens ein Streubereich aus mindestens zwei linienartigen Vertiefungen entsteht. Mit anderen Worten können die linienartigen Vertiefungen eines Streubereichs gemäss dieser Umsetzung insbesondere gleichzeitig erzeugt werden. Der Laserstrahl wird dabei solange durch das Maskierungselement auf die Metalloberfläche gerichtet, bis die mindestens zwei linienartigen Vertiefungen des Streubereichs eine Tiefe von etwa 0,5 µm und eine Breite von 6 µm bis 9 µm, insbesondere etwa 7 µm aufweisen.
- Im Folgenden wird die erfindungsgemässe Massverkörperung sowie das entsprechende Verfahren anhand der in den Figuren dargestellten Ausführungsbeispiele näher erläutert.
- Dabei zeigen:
- Fig. 1a
- Schematische Darstellung einer aus dem Stand der Technik bekannten Massverkörperung mit Sensorvorrichtung zur Durchlichtmessung.
- Fig. 1b
- Schematische Draufsicht auf die Sensorfläche der in
Fig. 1a dargestellten Sensorvorrichtung; - Fig. 1c
- Schematische Darstellung der Beleuchtungsintensität auf der Sensorfläche gemäss
Fig. 1b sowie des daraus resultierenden Sensorsignals als Funktion der Position der Sensorvorrichtung bei einer Bewegung der Sensorvorrichtung in Längsrichtung der Massverkörperung; - Fig. 1d
- Schematische Draufsicht auf eine aus dem Stand der Technik bekannte Massverkörperung;
- Fig. 1e
- Schematische Darstellung der Beleuchtungsintensität auf der Sensorfläche einer Sensorvorrichtung gemäss
Fig. 1a bei Verwendung einer Massverkörperung nachFig. 1d ; - Fig. 2a
- Schematische Draufsicht auf eine erste Ausführungsform der erfindungsgemässen Massverkörperung;
- Fig. 2b
- Schematische Schnittansicht durch die in
Fig. 2a dargestellte erste Ausführungsform der Massverkörperung; - Fig. 3
- Diagramm betreffend die Abhängigkeit des Kontrasts von der Streubereichbreite;
- Fig. 4
- Schematische Draufsicht auf eine zweite Ausführungsform der erfindungsgemässen Massverkörperung;
- Fig. 5
- Schematische Darstellung der Beleuohtungsintensität auf der Sensorfläche einer Sensorvorrichtung gemäss
Fig. 1a bei Verwendung einer Massverkörperung nachFig. 4 ; - Fig. 6
- Schematische Draufsicht auf eine dritte Ausführungsform der erfindungsgemässen Massverkörperung;
- Fig. 7
- Schematische Draufsicht auf eine vierte Ausführungsform der erfindungsgemässen Massverkörperung;
- Fig. 8
- Schematische Draufsicht auf eine fünfte Ausführungsform der erfindungsgemässen Massverkörperung; und
- Fig. 9a
- Perspektivische Schemadarstellung einer ersten Ausführungsform des erfindungsgemässen Verfahrens zum Aufbringen der Massverkörperung auf eine Metalloberfläche.
- Fig. 9b
- Perspektivische Schemadarstellung einer zweiten Ausführungsform des erfindungsgemässen Verfahrens zum Aufbringen der Massverkörperung auf eine Metalloberfläche.
- In der nachfolgenden detaillierten Figurenbeschreibung werden gleiche oder gleich wirkende Bauteile aus Gründen der Übersichtlichkeit mit gleichen Bezugszeichen versehen.
- Die aus dem Stand der Technik bekannte Problemstellung sei zunächst mit Bezug auf die
Figuren 1a bis 1e dargestellt. Im Einzelnen ist derFig. 1a eine Massverkörperung 130 für die Durchlichtmessung zu entnehmen. Dabei weist die Massverkörperung 130 eine Vielzahl vorzugsweise länglicher, Transparenter Bereiche 131 auf, welche parallel nebeneinander angeordnet und durch nicht transparente Bereiche 132 voneinander getrennt sind. Die Durchlicht-Massverkörperung 130 wird, wie dargestellt, derart von unten bestrahlt, sodass erste Lichtstrahlen 110 durch die transparenten Bereiche 131 der Massverkörperung 130 treten, während zweite Lichtstrahlen 120 von den nicht transparenten Bereichen 132 der Massverkörperung 130 abgeschirmt werden. Somit ergibt sich die inFig. 1c dargestellte, rechteckige Intensitätsverteilung 200 des Lichts am Sensor 102 der Sensorvorrichtung 101. - Im Einzelnen werden die Lichtstrahlen 110 durch die Abbildungsvorrichtung 104 der Sensorvorrichtung 101 auf die Sensorfläche 102 abgebildet, wodurch auf der Sensorfläche 102 das in
Fig. 1b dargestellte Beleuchtungsmuster entsteht.Fig. 1b zeigt beispielhaft das Beleuchtungsmuster, welches durch rechteckige, transparente Bereiche 131 auf der Sensorfläche 102 entsteht. Insbesondere ergeben sich hierbei rechteckige Beleuchtungsbereiche 111, an welchen die erste Strahlung 110 auf die Sensorfläche 102 trifft. Die Sensorfläche 102 weist eine Vielzahl im Wesentlichen elliptische Fotosensoren 103 auf, welche durch Verfahren des Sensors entlang der Massverkörperung 130, an den Beleuchtungsbereichen 111 vorbei geführt werden. Beim Verfahren der Sensorvorrichtung 101 gegenüber der Massverkörperung 130 in Richtung des inFig. 1a dargestellten Pfeils, werden die elliptischen Fotosensoren 103 (beispielsweise in Richtung der inFig. 1b dargestellten Pfeile) relativ zu den Beleuchtungsbereichen 111 verschoben. - Durch die oben genannte Beleuchtung der elliptischen Fotosensoren 103 mit den im Wesentlichen rechteckigen Beleuchtungsbereichen 111 entsteht am Ausgang der Sensorvorrichtung 101 das in
Fig. 1c dargestellte, sinusförmige Sensorsignal 201. Dieser Vorgang entspricht einer Faltung des rechteckförmigen Lichtsignals 200 mit den elliptischen Fotosensoren 103, wodurch das sinusförmige Sensorsignal 201 entsteht. Dabei zeigtFig. 1c das Sensorsignal 201 als Funktion der Position der Sensorvorrichtung 101 bei einer Bewegung der Sensorvorrichtung 101 in Längsrichtung der Massverkörperung 130, d.h. in Richtung.der inFig. 1b dargestellten Pfeile, wobei in horizontaler Richtung die Position der Sensorvorrichtung 101 und in vertikaler Richtung das Sensorsignal 201 aufgetragen ist. - Der Darstellung gemäss
Fig. 1d kann eine aus dem Stand der Technik bekannte Auflicht-Massverkörperung 1 in einer schematischen Draufsicht entnommen werden. Wie oben bereits angedeutet, weisen die herkömmlichen Massverkörperungen 1 mindestens eine erste Inkrementalspur 2 mit in Längsrichtung X alternierend angeordneten Streubereichen 3 und Spiegelbereichen 4 auf. Dabei bestehen die Streubereiche 3 aus einer Vielzahl, direkt nebeneinander angeordneter linienartige Vertiefungen 5, welche dazu ausgebildet sind einfallendes Licht diffus zu reflektieren. Mit anderen Worten, die Oberfläche der Streubereiche 3 wird durch die linienartigen Vertiefungen 5 aufgeraut, wodurch diese keine spiegelnden, sodern diffuse Reflektionseigenschaften aufweist. Bei den Spiegelbereichen 4 handelt es sich hingegen um glatte (Metall-) Oberflächen, welche dazu ausgebildet sind, einfallendes Licht spiegelnd zu reflektieren. Dementsprechend werden unter einem Winkel α einfallende Lichtstrahlen durch die Spiegelbereiche 4 unter demselben Winkel α reflektiert (Einfalls-Winkel = Ausfalls-Winkel). Die auf die Streubereiche 3 treffenden Lichtstrahlen, hingegen, werden durch die linienartigen Vertiefungen 5 diffus gestreut. -
Fig. 1e zeigt die Intensitätsverteilung, welche bei der Dunkelfeldmessung der Reflektionen an einem Streubereich 3 auf der Sensorfläche 102 einer Sensorvorrichtung 101 gemässFig. 1a entlang der Längsrichtung X messbar wäre. Im Falle derFig. 1e ist (beispielhaft) angenommen, dass die Anzahl der linienartigen Vertiefungen 5 pro Streubereiche 3 jeweils acht beträgt. InFig. 1e stellen die mit dem Bezugszeichen 5' gekennzeichneten horizontalen Linien Bereiche auf der Sensorfläche 102 dar, welche jeweils einer optischen Abbildung der Vertiefungen 5 entspricht, die mittels der Abbildungsvorrichtung 104 der Sensorvorrichtung 101 auf der Sensorfläche 102 erzeugbar wäre. Dabei markiert jede Linie 5' die Erstreckung einer optischen Abbildung einer der Vertiefungen 5 auf der Sensorfläche 102 in der Längsrichtung X. InFig. 1e gibt die durchzogene, mit dem Bezugszeichen I versehene Linie die bei einer Dunkelfeldmessung erzeugte räumliche Verteilung der Intensität des auf die Sensorfläche 102 auftreffenden Lichts an. Dabei ist angenommen, dass die Inkrementalspur 2 mit zwei verschiedenen (in den Figuren nicht dargestellten) Lichtquellen beleuchtet wird, wobei die Lichtquellen derart angeordnet sind, dass die Inkrementalspur 2 auf einer Seite des Massverkörperung mittels der zwei Lichtquellen aus zwei verschiedenen Richtungen symmetrisch zu einer Ebene beleuchtet wird, welche sich senkrecht zur Längsrichtung X der Massverkörperung und parallel zur Längsrichtung Y der linienartigen Vertiefungen erstreckt. Dabei ist ferner angenommen, dass das Licht beider Lichtquellen jeweils unter einem Winkel α auf die Massverkörperung trifft, welcher so gewählt ist, dass das an den Spiegelbereichen 4 reflektierte Licht nicht auf die Sensorfläche 102 trifft und somit nicht von der Sensorvorrichtung 101 detektiert werden kann. Wie ausFig. 1d ersichtlich, hat im vorliegenden Beispiel die Intensitätsverteilung I als Funktion des Ortes entlang der Längsrichtung X zwei deutlich ausgeprägte Maxima. Es lässt sich direkt erkennen, dass die Intensitätsverteilung, im Gegensatz zur Durchlicht-Mikroskopie (entsprechend Fig. la-1c), keineswegs einem Rechteck-Signal entspricht. Sollte nun eine herkömmliche Sensorvorrichtung 101 dazu benutzt werden die Massverkörperung 2 abzutasten, so könnte durch eine Überlagerung des Signals ausFig. 1e mit den elliptischen Fotosensoren 103 kein brauchbares, sinusförmiges Sensorsignal erzeugt werden (im Gegensatz zur Situation gemässFig. 1a-1c ). Vielmehr ist die Interpolierbarkeit des durch herkömmliche Massverkörperungen erzielbaren Sensorsignals nur sehr schwach. - Dementsprechend wird durch die vorliegende Erfindung eine Massverkörperung angegeben, mit welcher eine besonders kontrastreiche, insbesondere rechteckigförmige Ausleuchtung der Sensorfläche erzielt werden kann. Damit einhergehend soll die Interpolierbarkeit des Sensorsignals durch die erfindungsgemässe Massverkörperung verbessert werden.
- Eine erste Ausführungsform der erfindungsgemässen Massverkörperung, welche dieses Problem löst, ist beispielsweise den
Figuren 2a und 2b zu entnehmen. Auch die in denFiguren 2a und 2b dargestellte, erfindungsgemässe Massverkörperung 10 weist mindestens eine erste Inkrementalspur 20 auf, welche in Längsrichtung X alternierend angeordnete Streubereiche 23 und Spiegelbereiche 24 umfasst. Dabei sind die Spiegelbereiche 24 wiederum mit einer im Wesentlichen glatten Oberfläche ausgebildet, welche einfallendes Licht spiegelnd reflektiert. Die Streubereiche 23 sind dagegen mit mindestens zwei, im speziellen vier, linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 versehen. Die Breite eines der Streubereiche 23 zusammen mit der Breite eines der Spiegelbereiche 24 wird durch den Pitch P bestimmt. Wie oben bereits ausgeführt, ist der Pitch P dabei eine Konstante, welche durch die zu verwendende Sensorvorrichtung bestimmt wird. - Im Einzelnen sind die in
Fig. 2a dargestellten linienartige Vertiefungen 26-1, 26-2, 26-3, 26-4 durch im Wesentlichen runde Vertiefungen 25 aufgebaut, welche derart überlappend angeordnet sind, sodass die mindestens zwei parallelen, linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 entstehen. Die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 sind durch die in Querrichtung Y überlappenden, runden Vertiefunggen 25 insbesondere senkrecht gegenüber der Längsrichtung X der Inkrementalspur 20 ausgerichtet. Wie es weiter unten näher dargestellt werden wird, ist die erfindungsgemässe Massverkörperung jedoch nicht auf die spezielle Ausbildung der linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 aus einer Vielzahl runder Vertiefungen beschränkt. Vielmehr können diese auch in einem einzigen Arbeitsschritt als kontinuierliche Gräben erzeugt werden (Fig. 9b ). - Wie
Fig. 2a ferner zeigt, unterscheidet sich die erfindungsgemässe Massverkörperung 10 insbesondere auch dadurch vom Stand der Technik, dass die Breite der Streubereich 23 weniger als die Hälfte des Pitch P beträgt. Durch die derartig verkürzten Streubereiche 23, wird eine Intensitätsverteilung des Streulichts (13,Fig. 2b ) erreicht, welche dem Rechteck-signal 200 ausFig. 1c sehr nahe kommt. Ein Beispiel hierfür wird später mit Bezug auf die bevorzugte Ausführungsform ausFig. 4 beschrieben. - Es sei im Übrigen auch erwähnt, dass die Erfindung generell nicht auf eine bestimmte Anzahl von Vertiefungen pro Streubereich 23 beschränkt ist, solange mindestens zwei Vertiefungen vorhanden sind. Nach oben ist der Zahl der linienartigen Vertiefungen ebenfalls generell keine Grenze gesetzt, solange die Breite der Streubereiche 23 nicht mehr als 50% des Pitch ausmacht.
- Ein Querschnitt durch die in
Fig. 2a dargestellte Ausführungsform, in Längsrichtung X, ist in derFig. 2b zu erkennen. Hieraus lässt sich die Reflexionswirkung der einzelnen Bereiche 23 bzw. 24 schematisch erkennen. WieFig. 2b andeutet, sind im vorliegenden Beispiel zur Beleuchtung der einzelnen Bereiche 23 bzw. 24 der Inkrementalspur 20 zwei Lichtquellen 105-1 und 105-2 vorgesehen, welche jeweils Licht erzeugen, das unter einem Winkel α auf die Bereiche 23 bzw. 24 der Inkrementalspur 20 fällt, sodass die Bereiche 23 bzw. 24 der Inkrementalspur 20 aus zwei verschiedenen Richtungen symmetrisch zu einer Ebene beleuchtet wird, welche sich senkrecht zur Längsrichtung X der Massverkörperung 20 und parallel zur Längsrichtung Y der linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 erstreckt (inFig. 2b stellen die geraden, gestrichelten Linien jeweils Lichtstrahlen dar, welche dem von der Lichtquelle 105-1 auf die Inkrementalspur 20 einfallenden Licht entsprechen, und die geraden, strichpunktierten Linien jeweils Lichtstrahlen dar, welche dem von der Lichtquelle 105-2 auf die Inkrementalspur 20 einfallenden Licht entsprechen). Dabei ist ferner angenommen, dass der Winkel α so gewählt ist, dass das an den Spiegelbereichen 24 reflektierte Licht nicht auf die Sensorfläche 102 trifft und somit nicht von der Sensorvorrichtung 101 detektiert werden kann. Im Einzelnen wird einfallendes Licht von den linienartigen Vertiefungen 26-1, 26-2, 26-3 bzw, 26-4 der Streubereiche 23 diffus reflektiert, sodass eine im Wesentlichen ungerichtete Strahlung 13 auf die Sensorvorrichtung 101 zurück geworfen wird. Mit dem Begriff "im Wesentlichen ungerichtete Strahlung" 13 soll ausgedrückt werden, dass die Strahlung 13 zwar diffus ist, jedoch dennoch eine Vorzugsrichtung aufweist. Dies liegt darin begründet, dass durch die linienartige Ausbildung der Vertiefungen 26-1, 26-2, 26-3, 26-4 eine Vorzugsrichtung für die diffuse Reflektion erreicht wird, welche senkrecht zu den linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4, d. h. in Längsrichtung X der Inkrementalspur 20, verläuft. Eine Streuung des Einfallendes Lichtstrahls in Querrichtung Y der Inkrementalspur ist hingegen vernachlässigbar gering. - Im Gegensatz dazu werden Lichtstrahlen, welche auf die Spiegelbereiche 24 treffen, unter ihrem Einfallswinkel (d.h. dem Winkel α) von der glatten Oberfläche der Spiegelbereiche 24 reflektiert. Somit ergibt sich eine gerichtete Strahlung 14, welche vorzugsweise keinen Einfluss auf das Sensorsignal hat. Zu diesem Zweck befindet sich das Sensorobjektiv insbesondere senkrecht über der beleuchteten Stelle der Inkrementalspur 20, wodurch die schräg reflektierte, gerichtete Strahlung 14 den Sensor nicht erreichen kann. Lediglich die diffus reflektierte, im Wesentlichen ungerichtete Strahlung 13 weist auch senkrechte Strahlungsanteile auf, welche die Sensoroptik erreichen können. Dieses Messprinzip wird auch in der Dunkelfeldmikroskopie angewendet. Somit werden mit dem Sensorsignal lediglich die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 der Streubereiche 23 als helle Stellen erfasst. Die Spiegelbereiche 24, hingegen, sind vorzugweise komplett dunkel, d. h. der Dunkelfeldsensor kann hier keine Lichtstrahlung erfassen. Ein derartiger Sensor ist beispielsweise der Anmeldung
EP 2 381 222 A1 zu entnehmen. - Der vorliegenden Erfindung liegt also die Erkenntnis zu Grunde, wonach der Kontrast und die Interpolierbarkeit des Sensorsignals signifikant erhöht werden kann, wenn die Breite der Streubereiche 23 verkleinert wird. Dabei ist es besonders von Vorteil, wenn die Streubereiche 23, in Längsrichtung X der Inkrementalspur 20, eine Breite aufweisen, die kleiner als oder gleich einer Breite der Spiegelbereiche 24, d.h. kleiner oder gleich der Hälfte des Pitch P ist.
Fig. 2a zeigt ferner, dass die Breite der Streubereiche 23 durch die zwei an den Aussenseiten liegenden linienartigen Vertiefungen (26-1 sowie 26-4) begrenzt wird. - Es sei jedoch angemerkt, dass die Breite der Streubereiche 23 in jedem Fall grösser als 1/10 des Pitch P sein sollte. Darüber hinaus kann durch die zu kleine Ausbildung der Streubereiche 23 eine unzureichende Ausleuchtung der Fotosensoren der Sensorvorrichtung entstehen. Dies liegt insbesondere darin begründet, dass ein zu kleiner Streubereich 23 wiederum einen negativen Einfluss auf die Interpolierbarkeit der Sensorsignale hat. Im speziellen wurde festgestellt, dass die erfindungsgemässen Streubereiche 23 vorzugsweise eine Breite aufweisen sollten, welche 30% bis 45%, vorzugsweise 35% bis 40%, und insbesondere etwa 38% der Breite der Streubereiche 23 entspricht. Hierdurch wird ein optimaler Kontrast des Sensorsignals gewährleistet.
- In dem oben genannten Zusammenhang sei auch auf die Darstellung gemäss
Fig. 3 hingewiesen. DieFig. 3 zeigt den Kontrast des Sensorsignals in Abhängigkeit der Breite der Streubereiche 23. Die Darstellung derFig. 3 zeigt die Breite der Streubereiche im Verhältnis zum Pitch. Der Pitch P ist die Periodizität (Periodenlänge) der Massverkörperung und entspricht einer Addition der Breite der Streubereiche 23 und der Breite der Spiegelbereiche 24, d. h. es gilt:
- Dabei wird mit den Variablen B23 und B24 die Breite der jeweiligen Streubereiche 23 bzw. Spiegelbereiche 24 ausgedrückt. Bei der Bestimmung des Kontrasts wird davon ausgegangen, dass die Sensorvorrichtung 101 bei einer Bewegung der Sensorvorrichtung 101 in der Längsrichtung X ein Sensorsignal S erzeugt, welches in Abhängigkeit von der Position der Sensorvorrichtung 101 im Wesentlichen periodisch zwischen einem maximalen Signal-Wert Smax und einem minimalen Signal-Wert Smin variiert. Als "Kontrast" K des Sensorsignals S wird in diesem Zusammenhang das Verhältnis aus der "Amplitude" (Smax-Smin)/2 des Sensorsignals S und einem "Mittelwert" (d.h, (Smax+Smin)/2) des Sensorsignals S betrachtet, d.h. der "Kontrast" K des Sensorsignals S wird berechnet als

- Der Kontrast K nimmt in der Regel einen Wert zwischen 0 und 1 an. Dabei kann die Sensorvorrichtung 101 gegebenenfalls so eingerichtet sein, dass die Sensorvorrichtung 101 für das Sensorsignal S den Wert 0 ausgibt, falls die Beleuchtung der Massverkörperung ausgeschaltet ist.
- Aus
Fig. 3 ist zu erkennen, dass sich ein maximaler Kontrast ergibt, wenn die Breite der Streubereiche 23 in etwa 30% der Breite des Pitch P entspricht. Es wurde jedoch überraschender Weise festgestellt, dass bei einer zu grossen Verringerung der Breite der Streubereiche 23 die Interpolierbarkeit des Sensorsignale negativ beeinflusst wird. Es zeigt sich nämlich, dass bei einer zu grossen Verringerung der Breite der Streubereiche 23 das von der Sensorvorrichtung 101 erzeugte Sensorsignal S bei einer Bewegung der Sensorvorrichtung 101 in der Längsrichtung X eine Variation als Funktion der Position der Sensorvorrichtung 101 aufweist, welche von einer (beispielsweise inFig. 1c dargestellten) sinusförmigen Variation stark abweichen kann. Wenn die Variation des Sensorsignals S als Funktion der Position der Sensorvorrichtung 101 stark von einer sinusförmigen Variation abweicht, ist eine Interpolation zwischen verschiedenen Werten des sensorsignals, welche verschiedenen Positionen der Sensorvorrichtung 101 zugeordnet sind, erheblich erschwert. Dies erschwert eine präzise Bestimmung der Position der Sensorvorrichtung 101 durch Interpolieren zwischen verschiedenen Werten des Sensorsignals. - Deshalb wurde versucht ein bestmögliches Verhältnis zwischen Interpolierbarkeit und Kontrast zu erreichen. Hierbei hat sich heraus gestellt, dass insbesondere die oben bereits erwähnten Bereiche für die Breite der Streubereiche 23 von Vorteil sind. Im Einzelnen wurde festgestellt, dass die Breite der Streubereiche 23 vorzugsweise in einem Bereich zwischen 35% und 40% des Pitch liegen sollten.
- Zurückkommend auf die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4, sei erwähnt, dass diese in einem Abstand angeordnet sein sollten, welcher grösser als Null ist. Das heisst, benachbarte parallele, linienartige Vertiefungen 26-1, 26-2, 26-3, 26-4 besitzen keine Berührungspunkte. Gleichzeitig ist es vorzugsweise vorgesehen, dass der Abstand der benachbarten parallelen linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 kleiner als die Hälfte des Pitch P abzüglich dem zweifachen einer Breite der linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4, in Längsrichtung X der Inkrementalspur 20, ist. Diese letzte Bedingung ergibt sich insbesondere daraus, dass die Streubereiche 23 mindestens zwei parallele linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 aufweisen und die Breite der Streubereiche 23 die Hälfte des Pitches P nicht überschreiten sollte.
- Um die bestmögliche Kombination aus Abstand der linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 voneinander sowie der Anzahl der linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 pro Streubereich 23 zu finden, wurden die in der nachfolgenden Tabelle 1 gezeigten Versuche durchgeführt, welche sich jeweils auf einen Pitch P von 102,5 µm beziehen:
Tabelle 1 Nr. Zahl d. Vertiefungen Abstand Vertiefungen Breite Streubereich Kontrast Interpolierbarkeit [bit] V1 4 4µm 39µm 0,39 9,84 V2 4 8µm 39µm 0,37 9,85 V3 4 12µm 39µm 0,33 8,92 V4 4 17µm 39µm 0,28 - V5 3 7,5µm 39µm 0,34 11,25 V6 2 23pm 39µm 0,24 - - Wie aus der oben stehenden Tabelle 1 zu entnehmen ist, ist vor allem die Versuchsanordnung gemäss V5 besonders vorteilhaft, da diese einen vergleichsweise hohen Kontrast des Sensorsignals aufweist, wobei die Interpolierbarkeit gleichzeitig ebenfalls gute Werte liefert. Eine schematische Ansicht dieser bevorzugten Ausführungsform ist in
Fig. 4 als Draufsicht gezeigt. - Kurz zusammengefasst betrug die Breite der Streubereiche 39µm im Versuch V5 was in etwa 38% der Breite des Pitch entspricht. Es wurden drei linienartige Vertiefungen pro Streubereich 23 vorgesehen, welche in einen Abstand von je 7,5 µm zueinander angeordnet wurden. Die Länge der drei linienartigen Vertiefungen betrug dabei in etwa 1 mm, wobei die Vertiefungen je eine Tiefe von etwa 0,5 µm und eine Breite von etwa 8 µm aufwiesen. Die hierzu erforderlichen Laserparameter werden weiter unten mit Bezug auf das erfindungsgemässe Verfahren näher erläutert.
- Die in
Fig. 4 dargestellte, bevorzugte zweite Ausführungsform der Massverkörperung 10, welche die Versuchsanordnung V5 schematisch darstellt, weist ebenfalls eine erste Inkrementalspur 20 auf, welche in Streubereiche 23 und Spiegelbereiche 24 unterteilt ist. Die Streubereiche 23 gemäss der zweiten Ausführungsform weisen insbesondere drei linienartige Vertiefungen 26-1, 26-2 sowie 26-3 auf. Wie oben bereits mehrfach erwähnt, ist die vorliegende Erfindung jedoch nicht auf die in den Ausführungsformen dargestellte Anzahl von Vertiefungen beschränkt. - Um die Interpolierbarkeit der Sensorsignale optimal zu erhöhen, wurde festgestellt, dass die Abstände A der linienartigen Vertiefungen 26-1, 26-2, 26-3 voneinander zwischen 6 µm und 9 µm, insbesondere 7,5 µm betragen sollten. Mit anderen Worten weisen die Streubereiche 23 gemäss der zweiten Ausführungsform mindestens drei parallele, linienartige Vertiefungen 26-1, 26-2, 26-3 auf, welche senkrecht gegenüber der Längsrichtung X der Inkrementalspur 20 ausgerichtet und in einem Abstand A von 6 µm bis 9 µm, insbesondere 7,5 µm voneinander beabstandet sind.
- Der Darstellung gemäss
Fig. 5 kann die Intensitätsverteilung I im Dunkelfeld eines der Streubereiche 23 gemäss der bevorzugten Ausführungsform nachFig. 4 entnommen werden. Dabei ist die Intensitätsverteilung I unter der Voraussetzung bestimmt, dass die Inkrementalspur 20 gemässFig. 4 mittels einer Anordnung von zwei Lichtquellen 105-1 und 105-2 entsprechendFig. 2b mit Licht, welches analog zuFig. 2b unter einem Winkel α auf die Inkrementalspur 20 fällt, beleuchtet wird und die Sensorvorrichtung 101 gemässFig. 2b zum Abtasten der Inkrementalspur 20 zur Verfügung steht. Dabei ist analog zur Situation gemässFig. 2b vorausgesetzt, dass von der Sensorvorrichtung 101 ausschliesslich Licht detektiert werden kann, welches an den Vertiefungen 26-1, 26-2 und 26-3 der Streubereiche diffus gestreut wird. - In
Fig. 5 stellen die mit den Bezugszeichen 26-1', 26-2' bzw. 26-3' gekennzeichneten horizontalen Linien Bereiche auf der Sensorfläche 102 der Sensorvorrichtung 101 dar, welche jeweils einer optischen Abbildung der Vertiefungen 26-1, 26-2 bzw. 26-3 entsprechen, die mittels der Abbildungsvorrichtung 104 der Sensorvorrichtung 101 auf der Sensorfläche 102 erzeugbar wäre. Dabei markiert jede der Linien 26-1', 26-2' bzw. 26-3' die Erstreckung einer optischen Abbildung einer der Vertiefungen 26-1, 26-2 bzw. 26-3 auf der Sensorfläche 102 in der Längsrichtung X. InFig. 5 gibt die durchzogene, mit dem Bezugszeichen I versehene Linie die bei einer Dunkelfeldmessung erzeugte räumliche Verteilung der Intensität des auf die Sensorfläche 102 auftreffenden Lichts als Funktion des Ortes entlang der Längsrichtung X an. - Es lässt sich unschwer erkennen, dass die Intensitätsverteilung I aus
Fig. 5 , im Gegensatz zu der herkömmlichen Intensitätsverteilung ausFig. 1e , der rechteckigen Ausleuchtung der Sensorfläche gemässFig. 1c (Bezugszeichen 200) bereits sehr nahe kommt. Entlang der horizontalen Koordinatenachse ausFig. 5 ist die Position der Linien 26-1', 26-2' bzw. 26-3' auf der Sensorfläche 102 angedeutet, um einen Vergleich zwischen der Anordnung der Linien 26-1', 26-2' bzw. 26-3' und der Intensitätsverteilung I zu ermöglichen. Demnach bilden die Vertiefungen 26-1, 26-2 und 26-3 einen Streubereich 23 aus, welcher einfallendes Licht derartig streut, dass die gezeigte Intensitätsverteilung entsteht, welche insbesondere die Hälfte, d. h. 50%, des Pitch abdeckt. Mit anderen Worten, die Sensorfläche 102 der Sensorvorrichtung 101 erfasst entlang der ersten Hälfte des Pitch die inFig. 5 gezeigte Intensitätsverteilung, während entlang der zweiten Hälfte des Pitch kein Streulicht gemessen werden kann. Dass durch die drei linienartigen Vertiefungen 26-1, 26-2, 26-3 erhaltene, im Wesentlichen rechteckige Intensitätsmuster lässt sich durch die inFig. 1b dargestellte, herkömmliche Sensorfläche in ein sinusförmiges Sensorsignal umwandeln. - Eine Lösung gemäss der dritten und vierten Ausführungsform der erfindungsgemässen Massverkörperung 10 ist in den
Figuren 6 und 7 gezeigt und ergibt sich aus der Erkenntnis, dass eine teils sehr inhomogene Lichtintensitätsverteilung entlang der Streubereiche 23 vorliegt. Insbesondere wurde festgestellt, dass in der Mitte (in Längsrichtung X gesehen) der Streubereiche 23 eine besonders hohe Lichtintensität gemessen wird, wogegen die Intensität an den Randbereichen der Streubereiche 23 verringert ist (vgl. auchFig. 5 ). - Um die Interpolierbarkeit der Sensorsignale zu verbessern, wird aus oben genannten Gründen gemäss den dritten und vierten Ausführungsformen vorgeschlagen, die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4, 26-5 der Streubereiche 23 derart auszubilden, sodass diese mindestens eine, hier insbesondere drei, verkürzte, linienartige Vertiefungen 26-2, 26-3, 26-4 aufweisen. Wie zu erkennen ist, sind die verkürzten linienartigen Vertiefungen 26-2, 26-3, 26-4 gemäss den
Figuren 6 und7 jeweils mit einer Länge, senkrecht zur Längsrichtung der Inkrementalspur 20, ausgebildet, welche kürzer ist als eine zweite Länge weiterer linienartiger Vertiefungen 26-1 bzw. 26-5. Dabei werden insbesondere die sich zentral innerhalb der Streubereiche 23 befindlichen linienartigen Vertiefungen 26-2, 26-3 sowie 26-4 verkürzt, um die erhöhte Intensität im Zentrum der Streubereiche zu reduzieren. - Speziell in der dritten Ausführungsform gemäss
Fig. 6 wird vorgeschlagen, dass die verkürzten, linienartigen Vertiefungen 26-2, 26-3, 26-4 einen gegenüber den weiteren, äusseren linienartigen Vertiefungen 26-1, 26-5 verkürzte Anfangs- und Endbereiche aufweisen. Mit anderen Worten, die verkürzten, linienartigen Vertiefungen 26-2, 26-3, 26-4 sind wie in den Figuren dargestellt zwar immer noch mittig entlang der Längsachse der Inkrementalspur 20 ausgerichtet, weisen jedoch eine verkürzte Länge auf. Demnach wird die Breite der Inkrementalspur 20 (in Querrichtung Y) gemäss dieser Ausführungsform insbesondere durch die weiteren linienartigen Vertiefungen 26-1, 26-5 definiert. - Alternativ zu der in
Fig. 6 dargestellten, dritten Ausführungsform können die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4, 26-5 auch gemäss der vierten Ausführungsform nachFig. 7 ausgebildet sein. Im Einzelnen ist es dabei vorgesehen, dass die verkürzten, linienartigen Vertiefungen 26-2, 26-3, 26-4 gegenüber den weiteren linienartigen Vertiefungen 26-1, 26-5 einen vorzugsweise zentralen Freiraum 27 aufweisen. Der zentrale Freiraum 27 bildet dabei eine Unterbrechung zwischen einem Anfangs- und Endbereich der verkürzten linienartigen Vertiefungen 26-2, 26-3, 26-4 aus. Mit anderen Worten sind die verkürzten linienartigen Vertiefungen 26-2, 26-3, 26-4 zweigeteilt und an den Randbereichen der Inkrementalspur 20 angeordnet. Auch hierdurch wird eine Verringerung der Intensität im Zentrum der Streubereiche 23 erreicht, wodurch eine besonders homogene, rechteckige Intensitätsverteilung des diffus reflektierten Lichts entlang der Streubereiche 23 erzielt wird. - An dieser Stelle sei angemerkt, dass eine Kombination der in den
Figuren 6 bis 7 dargestellten dritten und vierten Ausführungsformen durchaus denkbar ist. So können die verkürzten linienartigen Vertiefungen 26-2, 26-3 bzw. 26-4 selbstverständlich auch eine Kombination der in den dritten und vierten Ausführungsformen dargestellten Arten von verkürzten linienartigen Vertiefungen 26-2, 26-3 und 26-4 enthalten. Auch kann natürlich die Anzahl an linienartigen Vertiefungen gemäss den dritten und vierten Ausführungsformen variiert werden, solange mindestens zwei linienartige Vertiefungen vorhanden sind und die Breite der Streubereiche 23 die Hälfte des Pitch P nicht überschreitet. - Schliesslich ist eine fünfte Ausführungsform der erfindungsgemässen Massverkörperung 10 in
Fig. 8 gezeigt. Dementsprechend weist die Massverkörperung 10 zusätzlich zu der mindestens einen ersten Inkrementalspur 20 eine Referenzspur 30 auf, welche insbesondere parallel neben der ersten Inkrementalspur 20 angeordnet ist. Die Referenzspur 30 ist dazu ausgebildet, eine absolute Position eines Messkopfes entlang der Massverkörperung 10 anzugeben. Hierzu weist die Referenzspur 30 in Längsrichtung X alternierend angeordnete Referenzstreubereiche 33 und Spiegelbereiche 34 auf. Die Referenzstreubereiche 33 weisen, wie auch die Streubereiche 23 der ersten Inkrementalspur 20, eine Vielzahl linienartiger Vertiefungen 36-1, 36-2, 36-3, 36-4, 36-5, 36-6, 36-7 und 36-8 auf. Die linienartigen Vertiefungen 36-1, 36-2, 36-3, 36-4, 36-5, 36-6, 36-7 und 36-8 sind dazu ausgebildet, einfallendes Licht diffus zu reflektieren. Insbesondere können diese, ähnlich wie die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 der Streubereiche 22, durch eine Überlappung von runden Vertiefungen ausgebildet sein. - Die Spiegelbereiche 34, hingegen, weisen eine im Wesentlichen glatte Oberfläche auf, welche beispielsweise einer polierten Metalloberfläche entspricht. Wie oben bereits angedeutet, befinden sich die Referenzstreubereiche 33 dabei insbesondere an bekannten Stellen der Massverkörperung 10, welche eine Recheneinheit dazu verwenden kann, um die absolute Position des Messkopfes zu bestimmen. Hierzu wird mit Hilfe der ersten Inkrementalspur 20 die Lageänderung des Messkopfes gegenüber den Referenzstreubereichen 33 der Referenzspur 30 gemessen.
- Selbstverständlich kann die Referenzspur 30 bei jeder der zuvor genannten Ausführungsformen der erfindungsgemässen Massverkörperung 10 Einsatz finden.
- Zur Beleuchtung der erfindungsgemässen Massverkörperungen ist beispielsweise Licht mit einer Wellenlänge im Bereich zwischen 300 nm und 1.5 µm geeignet, d.h. die Erstreckung einer der linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 bzw. 26-5 eines der Streubereiche 23 in der Längsrichtung X der jeweiligen Massverkörperung kann um ein Vielfaches grösser als die Wellenlänge des Lichts sein, welches zur Beleuchtung der jeweiligen Massverkörperung verwendet wird. Weiterhin ist die Grösse des Winkels α, unter dem das zur Beleuchtung verwendete Licht auf die jeweilige Massverkörperung fallen kann, relativ unkritisch im Hinblick auf die Grösse der Sensorsignale, sodass der Winkel α in einem relativ grossen Bereich variiert werden kann, z.B. in einem Bereich zwischen 30° und 70°.
- Der Darstellung gemäss
Figur 9a ist eine schematische Darstellung des Verfahrens zum Aufbringen einer Massverkörperung 10 auf einer Metalloberfläche 11 zu entnehmen. Hierbei wird zum Einbringen der im Wesentlichen runden Vertiefungen 25 ein gepulster Laser 50 bereitgestellt. Dieser erzeugt ein im Wesentlichen rundes Strahlenbündel 40, mit welchem die Metalloberfläche 11 im Wesentlichen senkrecht beaufschlagt wird. Dabei wird jede der Vertiefungen 25 dadurch erzeugt, dass das im Wesentlichen runde Strahlenbündel 40 für die Zeitdauer eines Laserimpulses an verschiedenen Stellen entlang der Metalloberfläche 11 angeordnet wird. Durch die Energie des Strahlenbündels 40 wird die Metalloberfläche 11 angeschmolzen und teilweise verdampft, wodurch die im Wesentlichen runden Vertiefungen 25 entstehen. Zwischen den Pulsen des Pulslasers 50 wird bspw. ein Spiegel 51 derart senkrecht zur Längsrichtung verstellt, sodass das Strahlenbündel 40 entlang der Achse S verfahren wird. In der neuen Verfahrposition wird wiederum Wärmeenergie in die Metalloberfläche 11 für die Zeitdauer eines Laserpulses eingebracht, um eine weitere, runde Vertiefung 25 zu erzeugen. - Das Strahlenbündel 40 wird zwischen den einzelnen Pulsen jeweils soweit entlang der Achse S verfahren, sodass sich die im Wesentlichen runden Vertiefungen 25 überlappen. Insbesondere überlappen sich die im Wesentlichen runden Vertiefungen 25 dabei derart, dass eine der mindestens zwei linienartigen Vertiefungen 26-1 bzw. 36-1 entsteht, welche im Wesentlichen senkrecht gegenüber der Längsrichtung X der Inkrementalspur 20 bzw. der Referenzspur 30 ausgerichtet ist. Dieser Vorgang wird selbstverständlich für alle gewünschten linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4 bzw. 26-5 wiederholt.
- Der Durchmesser des Strahlenbündels 40 wird zur Erzeugung der runden Vertiefungen 25 derart gewählt, dass die Vertiefungen 25 einen Durchmesser von 3,5 µm bis 12 µm, vorzugsweise 6 µm bis 9 µm, und insbesondere etwa 7 µm, aufweisen. Hierdurch werden linienartige Vertiefungen mit einer Breite von ca. 8 µm erzeugt, welche der Breite des bevorzugten Ausführungsbeispiels V5 entsprechen. Das Strahlenbündel 40 des Lasers 50 wird mittels des Spiegels 51 derart weiter verfahren, sodass eine Überlappung der im Wesentlichen runden Vertiefungen 25 von mindestens 75% entsteht. Mit andern Worten wird durch die Verfahrbewegung des Strahlenbündels 40 die linienartige Vertiefung 26-1 bzw. 36-1 jeweils maximal um 25% des Durchmessers der runden Vertiefungen 25 erweitert.
- Die bevorzugten Laserparameter für das oben genannte Verfahren können der unten stehenden Tabelle 2 entnommen werden und beziehen sich auf die Herstellung linienartiger Vertiefungen von etwa 1mm :
Tabelle 2 Laserleistung ca. 0,25W Pulsfrequenz ca. 60 kHz Energie pro Puls ca. 4,3 µJ Verfahrgeschwindigkeit ca. 100mm/s Pulse pro linienartiger. Vertiefung ca. 600 Energie pro linienartiger Vertiefung ca. 2,5 mJ - Als Laser 50 eignen sich beispielsweise Dioden gepumpte Festkörperlaser, wie Vanadat-Laser, mit einer Wellenlänge von etwa 355 nm.
- Es sei an dieser Stelle angemerkt, dass die linienartigen Vertiefungen 26-1, 26-2, 26-3, 26-4, 26-5 bzw. 36-1, 36-2, 36-3, 36-4, 36-5, 36-6 der erfindungsgemässen Massverkörperung 10 nicht zwangsweise aus einer Vielzahl runder Vertiefungen 25 bestehen müssen. Vielmehr können die einzelnen linienartigen Vertiefungen jeweils mit einem Arbeitsschritt gefertigt werden. Ein Beispiel hierfür ist schematisch in der Darstellung gemäss
Fig. 9b dargestellt. Gemäss dieser Ausführungsform kann der Laserstrahl 40 beispielsweise, vor dem Beaufschlagen der Metalloberfläche, über Abbildungsvorrichtungen 60 bzw. 62 auf ein Maskierungselement 64 gerichtet werden. Das Maskierungselement 64 weist dabei mindestens zwei linienartige Öffnungen 66-1, 66-2, 66-3 auf, wobei ein Abbild der linienartigen Öffnungen 66-1, 66-2, 66-3 durch den Laserstrahl auf die Metalloberfläche 11 abgebildet wird. - Das Abbild der linienartigen Öffnungen 66-1, 66-2, 66-3 ist so konfiguriert, sodass mindestens ein Streubereich 23 aus mindestens zwei linienartigen Vertiefungen 26-1, 26-2, 26-3, 36-1, 36-2, 36-3 entsteht. In der hier dargestellten Ausführungsform handelt es sich beispielsweise um drei linienartige Öffnungen 66-1, 66-2, 66-3, welche dazu dienen drei entsprechende linienartige Vertiefungen 26-1, 26-2, 26-3 bzw. 36-1, 36-2, 36-3 auf der Metalloberfläche 11 herzustellen.
- Auch ist es generell vorstellbar, dass die linienartigen Vertiefungen der Massverkörperung 10 durch Ätzen oder Prägen auf die Metalloberfläche aufgebracht werden. Auch die derart hergestellten linienartigen Vertiefungen könnten die vorteilhaften Anordnungen aufweisen, welche den Ausführungsbei-spielen gemäss den
Figuren 2a bis 7 entsprechen, um maximalen Kontrast bei ausreichender Interpolierbarkeit zu erreichen. - Die vorliegende Erfindung ist nicht auf die in den Ausführungsformen dargestellten Merkmalskombinationen beschränkt. Viel mehr ergibt sich die vorliegende Erfindung aus einer Kombination sämtlicher hierin offenbarter Merkmale.
Claims (21)
- Massverkörperung (10) für Inkrementalgeber, wobei die Massverkörperung (10) mindestens eine erste Inkrementalspur (20) mit in Längsrichtung (x) alternierend angeordneten Streubereichen (23) und Spiegelbereichen (24) aufweist, wobei die Streubereiche (23) je mindestens eine Inkrementalspur (20) mit mindestens zwei linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) aufweisen, welche im Wesentlichen senkrecht zur Längsrichtung (x) der Inkrementalspur ausgerichtet und dazu ausgebildet sind, einfallendes Licht diffus zu reflektieren, und die Spiegelbereiche (24) der mindestens einen Inkrementalspur (20) eine im Wesentlichen glatte Oberfläche aufweisen, welche dazu ausgebildet ist, einfallendes Licht spiegelnd zu reflektieren, und wobei die Massverkörperung (10) ferner einen Pitch (P) aufweist, welcher sich aus einer Addition der Breite eines der Streubereiche (23) und der Breite eines der Spiegelbereiche (24) ergibt
dadurch gekennzeichnet, dass die Streubereiche (23), in Längsrichtung (x) der Inkrementalspur (20), eine Breite aufweisen, die kleiner als die Hälfte des Pitch (P) ist, wobei die Breite der Streubereiche (23) durch die mindestens zwei linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) begrenzt wird. - Massverkörperung nach Anspruch 1,
wobei die mindestens zwei linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) der Streubereiche (23) jeweils aus einer Vielzahl im Wesentlichen runder Vertiefungen (25) ausgebildet sind, welche einander überlappend angeordnet sind. - Massverkörperung (10) nach Anspruch 1 oder 2,
wobei die Breite der Streubereiche (23) grösser als 10% der Breite des Pitch (P) ist. - Massverkörperung (10) nach einem der Ansprüche 1 bis 3, wobei die Streubereiche (23) eine Breite aufweisen, welche 30% bis 45% des Pitch (P), vorzugsweise 35% bis 40% des Pitch (P), und insbesondere etwa 38% des Pitch (P), entspricht.
- Massverkörperung (10) nach einem der Ansprüche 1 bis 4, wobei der Abstand (A) zwischen zwei benachbarten parallelen, linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) grösser als Null und kleiner als die Hälfte des Pitch (P) abzüglich dem zweifachen einer Breite der linienartigen Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5), in Längsrichtung (x) der Inkrementalspur (20), ist.
- Massverkörperung (10) nach einem der vorhergehenden Ansprüche
wobei die Streubereiche (23) jeweils mindestens drei parallele, linienartige Vertiefungen (26-1, 26-2, 26-3, 26-4, 26-5) aufweisen, welche senkrecht gegenüber der Längsrichtung (x) der Inkrementalspur (20) ausgerichtet und in einem Abstand (A) von 6 bis 9 µm, vorzugsweise etwa 7,5 µm voneinander beabstandet sind. - Massverkörperung (10) nach einem der vorhergehenden Ansprüche,
wobei die Streubereiche (23) je mindestens eine verkürzte, linienartigen Vertiefung (26-2, 26-3, 26-4) mit einer ersten Länge, senkrecht zur Längsrichtung (x) der Inkrementalspur (20), aufweist, welche kürzer ist als eine zweite Länge mindestens einer weiteren linienartigen Vertiefung (26-1, 26-5), wobei die mindestens eine verkürzte linienartige Vertiefung (26-2, 26-3, 26-4) derart ausgebildet ist, sodass eine homogene Intensitätsverteilung des diffus reflektierten Lichts entlang der Streubereiche (23) entsteht. - Massverkörperung (10) nach Anspruch 7,
wobei die mindestens eine verkürzte, linienartige Vertiefung (26-2, 26-3, 26-4) einen gegenüber der mindestens einen weiteren linienartigen Vertiefung (26-1, 26-5) verkürzten Anfangs- und Endbereich aufweist. - Massverkörperung (10) nach Anspruch 7,
wobei die mindestens eine verkürzte, linienartige Vertiefung (26-2, 26-3, 26-4) gegenüber der mindestens einen weiteren linienartigen Vertiefung (26-1, 26-5) einen vorzugsweise zentralen Freiraum (27) aufweist, welcher eine Unterbrechung zwischen einem Anfangs- und Endbereich der verkürzten linienartigen Vertiefung (26-2, 26-3, 26-4) ausbildet. - Massverkörperung (10) nach einem der vorhergehenden Ansprüche,
wobei die Massverkörperung (10) ferner eine Referenzspur (30) aufweist, welche parallel neben der ersten Inkrementalspur (20) angeordnet ist und dazu ausgebildet ist, eine absolute Position eines Messkopfes entlang der Massverkörperung (10) anzugeben. - Massverkörperung (10) nach Anspruch 10,
wobei die Referenzspur (30) in Längsrichtung (x) alternierend angeordnete Referenzstreubereiche (33) und Spiegelbereiche (34) aufweist, wobei die Referenzstreubereiche (33) der Referenzspur (30) je eine Vielzahl linienartiger Vertiefungen (36-1, 36-2, 36-3, 36-4, 36-5, 36-6) aufweist, welche dazu ausgebildet sind, einfallendes Licht diffus zu reflektieren, und wobei die Spiegelbereiche (34) der Referenzspur (30) eine im Wesentlichen glatte Oberfläche aufweisen. - Inkrementalgeber welcher folgendes aufweist:• eine Massverkörperung (10) nach einem der vorhergehenden Ansprüche; sowie• mindestens eine Sensorvorrichtung (101), welche dazu ausgebildet ist die mindestens eine Inkrementalspur (20) der Massverkörperung (10) optisch abzutasten.
- Inkrementalgeber nach Anspruch 12,
wobei die mindestens eine Sensorvorrichtung (101) einen relativ zu der Massverkörperung (10) bewegbaren Messkopf mit einer optischen Abbildungseinrichtung (104) zur Erzeugung eines Abbilds der mindestens einen Inkrementalspur (20) sowie einer Vielzahl von Photosensoren (103) zum Erfassen des Abbildes aufweist, und wobei die Sensorvorrichtung (101) derart ausgebildet ist, sodass die Photosensoren (103) beim Erfassen des Abbilds ein sinusförmiges Ausgangssignal erzeugen. - Inkrementalgeber nach Anspruch 13,
wobei die Abbildungseinrichtung der Sensorvorrichtung zum Erzeugen eines sinusförmigen Ausgangssignals eine im Wesentlichen elliptische Abtastblende aufweist. - Inkrementalgeber nach Anspruch 13,
wobei die Photosensoren (103) der Sensorvorrichtung zum Erzeugen eines sinusförmigen Ausgangssignals eine im Wesentlichen elliptische Sensorfläche aufweisen. - Verfahren zum Aufbringen einer Massverkörperung gemäss einem der Ansprüche 1 bis 11 auf eine Metalloberfläche, wobei das Verfahren die folgenden Schritte aufweist:• Bereitstellen eines gepulsten Lasers zur Erzeugung eines Laserstrahls ;• Beaufschlagen der Metalloberfläche mit dem Laserstrahl des Lasers derart, sodass ein Streubereich aus mindestens zwei linienartigen Vertiefungen entsteht, welcher eine Breite aufweist, die kleiner als die Hälfte des Pitch (P) der Massverkörperung ist.
- Verfahren nach Anspruch 16, wobei das Verfahren ferner folgendes aufweist:• Die Metalloberfläche wird für die Zeitdauer eines ersten Laserpulses derart mit dem Laserstrahl beaufschlagt, sodass eine erste im Wesentlichen runde Vertiefung entsteht;• Verfahren des Laserstrahls senkrecht zur Längsrichtung der mindestens einen ersten Inkrementalspur und Beaufschlagen der Mettaloberfläche mit einem zweiten Laserpuls, sodass eine weitere im Wesentlichen runde Vertiefung in einer neuen Verfahrposition erzeugt wird,
wobei der Laserstrahl zwischen den einzelnen Pulsen jeweils soweit senkrecht zur Längsrichtung der mindestens einen Inkrementalspur verfahren wird, sodass sich die im Wesentlichen runden Vertiefungen derart überlappen, dass eine der mindestens zwei linienartigen Vertiefungen entsteht, welche im Wesentlichen senkrecht gegenüber der Längsrichtung der Inkrementalspur ausgerichtet ist. - Verfahren nach Anspruch 17,
wobei der Laserstrahl ein im Wesentlichen rundes Strahlenbündel aufweist und derart gewählt wird, sodass die im Wesentlichen runden Vertiefungen einen Durchmesser von 3,5 µm bis 12 µm, vorzugsweise 6 µm bis 9 µm, und insbesondere etwa 7 µm, aufweisen. - Verfahren nach Anspruch 16,
wobei der Laserstrahl vor dem Beaufschlagen der Metalloberfläche über ein Maskierungselement geführt wird, welches mindestens zwei linienartige Öffnungen aufweist, und wobei ein Abbild der linienartigen Öffnungen derart durch den Laserstrahl auf die Metalloberfläche abgebildet wird, sodass mindestens ein Streubereich aus mindestens zwei linienartigen Vertiefungen entsteht. - Verfahren nach einem der Ansprüche 16 bis 19, wobei der Laser mit einer derartigen Leistung betrieben wird, sodass die linienartigen Vertiefungen eine Tiefe von etwa 0,5 µm aufweisen.
- Verfahren nach einem der Ansprüche 16 bis 20, wobei der Laser mit einer Pulsfrequenz von etwa 60 kHz betrieben wird.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20130405121 EP2865998A1 (de) | 2013-10-23 | 2013-10-23 | Massverkörperung für Inkrementalgeber sowie Verfahren zu deren Herstellung |
| EP14803035.6A EP3060887B1 (de) | 2013-10-23 | 2014-10-20 | Massverkörperung für inkrementalgeber sowie verfahren zu deren herstellung |
| PCT/CH2014/000155 WO2015058313A1 (de) | 2013-10-23 | 2014-10-20 | Massverkörperung für inkrementalgeber sowie verfahren zu deren herstellung |
| KR1020167008835A KR20160077053A (ko) | 2013-10-23 | 2014-10-20 | 증분 인코더용 측정 소자 및 그 제조 방법 |
| CN201480058037.8A CN105659057B (zh) | 2013-10-23 | 2014-10-20 | 增量编码器的刻度及其制造方法 |
| JP2016549601A JP6501785B2 (ja) | 2013-10-23 | 2014-10-20 | インクリメンタルエンコーダ用のスケール本体及びこのスケール本体を製造するための方法 |
| TW103136401A TWI655410B (zh) | 2013-10-23 | 2014-10-22 | 增量編碼器之刻度及其製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20130405121 EP2865998A1 (de) | 2013-10-23 | 2013-10-23 | Massverkörperung für Inkrementalgeber sowie Verfahren zu deren Herstellung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2865998A1 true EP2865998A1 (de) | 2015-04-29 |
Family
ID=49518905
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20130405121 Withdrawn EP2865998A1 (de) | 2013-10-23 | 2013-10-23 | Massverkörperung für Inkrementalgeber sowie Verfahren zu deren Herstellung |
| EP14803035.6A Active EP3060887B1 (de) | 2013-10-23 | 2014-10-20 | Massverkörperung für inkrementalgeber sowie verfahren zu deren herstellung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14803035.6A Active EP3060887B1 (de) | 2013-10-23 | 2014-10-20 | Massverkörperung für inkrementalgeber sowie verfahren zu deren herstellung |
Country Status (6)
| Country | Link |
|---|---|
| EP (2) | EP2865998A1 (de) |
| JP (1) | JP6501785B2 (de) |
| KR (1) | KR20160077053A (de) |
| CN (1) | CN105659057B (de) |
| TW (1) | TWI655410B (de) |
| WO (1) | WO2015058313A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117848216A (zh) | 2022-10-05 | 2024-04-09 | 施内贝格尔控股公司 | 将测量标尺施加到线性型材轨道导向件的导向架表面的方法、用于线性编码器的测量标尺以及线性编码器 |
| JP2024054840A (ja) | 2022-10-05 | 2024-04-17 | シュネーベルガー・ホールディング・アクチエンゲゼルシャフト | スケール本体をリニアプロファイルレールガイドのガイドレールの表面に形成するための方法、リニアエンコーダのためのスケール本体及びリニアエンコーダ |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2515574A1 (de) | 1974-04-10 | 1975-10-30 | Genevoise Instr Physique | Praezisionsmasstab aus metall |
| DE19608937A1 (de) | 1995-03-10 | 1996-09-12 | Heidenhain Gmbh Dr Johannes | Verfahren zum Herstellen eines Markierungsträgers |
| DE10226444A1 (de) * | 2002-06-13 | 2004-01-15 | Samland, Thomas, Dipl.-Math. | Vorrichtung und Verfahren zur mikrooptischen Positionsmessung |
| DE102007007311A1 (de) | 2006-02-12 | 2007-08-30 | Thomas Samland | Abtasteinheit für eine Positionsmesseinrichtung zur Detektion von optischen Maßverkörperungen sowie entsprechende Positionsmesseinrichtung |
| DE102007024593A1 (de) * | 2007-05-25 | 2008-11-27 | Dr. Johannes Heidenhain Gmbh | Maßstab für eine Positionsmesseinrichtung und Positionsmesseinrichtung |
| EP2381222A1 (de) | 2010-04-22 | 2011-10-26 | Schneeberger Holding AG | Führungssystem mit relativ zueinander bewegbaren Körpern und Vorrichtung zur Bestimmung einer Position mittels optischem Abtasten einer Massskala. |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005014059A (ja) * | 2003-06-26 | 2005-01-20 | Ricoh Co Ltd | 超短パルスレーザ加工法及び加工装置並びに構造体 |
| CN101356304B (zh) * | 2005-10-11 | 2012-10-31 | Gsi集团公司 | 光学计量度盘及其基于激光的制造方法 |
| JP2009019876A (ja) * | 2005-10-28 | 2009-01-29 | Mitsubishi Electric Corp | 光学式絶対値エンコーダ |
| JP2009198318A (ja) * | 2008-02-21 | 2009-09-03 | Mitsutoyo Corp | 光電式エンコーダ |
| JP5119192B2 (ja) * | 2009-03-31 | 2013-01-16 | 富士フイルム株式会社 | 光学式位置検出器及び光学装置 |
| JP5378316B2 (ja) * | 2009-07-29 | 2013-12-25 | 山洋電気株式会社 | 光学式エンコーダ装置 |
| TW201241399A (en) * | 2011-04-07 | 2012-10-16 | xi-ming Xu | Laser measurement device |
| JP5993564B2 (ja) * | 2011-07-13 | 2016-09-14 | 新日本無線株式会社 | 反射型フォトセンサを用いた位置検出装置 |
-
2013
- 2013-10-23 EP EP20130405121 patent/EP2865998A1/de not_active Withdrawn
-
2014
- 2014-10-20 CN CN201480058037.8A patent/CN105659057B/zh active Active
- 2014-10-20 WO PCT/CH2014/000155 patent/WO2015058313A1/de active Application Filing
- 2014-10-20 EP EP14803035.6A patent/EP3060887B1/de active Active
- 2014-10-20 JP JP2016549601A patent/JP6501785B2/ja active Active
- 2014-10-20 KR KR1020167008835A patent/KR20160077053A/ko not_active Application Discontinuation
- 2014-10-22 TW TW103136401A patent/TWI655410B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2515574A1 (de) | 1974-04-10 | 1975-10-30 | Genevoise Instr Physique | Praezisionsmasstab aus metall |
| FR2267538A1 (de) * | 1974-04-10 | 1975-11-07 | Genevoise Instr Physique | |
| DE19608937A1 (de) | 1995-03-10 | 1996-09-12 | Heidenhain Gmbh Dr Johannes | Verfahren zum Herstellen eines Markierungsträgers |
| DE10226444A1 (de) * | 2002-06-13 | 2004-01-15 | Samland, Thomas, Dipl.-Math. | Vorrichtung und Verfahren zur mikrooptischen Positionsmessung |
| DE102007007311A1 (de) | 2006-02-12 | 2007-08-30 | Thomas Samland | Abtasteinheit für eine Positionsmesseinrichtung zur Detektion von optischen Maßverkörperungen sowie entsprechende Positionsmesseinrichtung |
| DE102007024593A1 (de) * | 2007-05-25 | 2008-11-27 | Dr. Johannes Heidenhain Gmbh | Maßstab für eine Positionsmesseinrichtung und Positionsmesseinrichtung |
| EP2381222A1 (de) | 2010-04-22 | 2011-10-26 | Schneeberger Holding AG | Führungssystem mit relativ zueinander bewegbaren Körpern und Vorrichtung zur Bestimmung einer Position mittels optischem Abtasten einer Massskala. |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3060887A1 (de) | 2016-08-31 |
| CN105659057B (zh) | 2018-07-06 |
| WO2015058313A1 (de) | 2015-04-30 |
| TWI655410B (zh) | 2019-04-01 |
| JP2016538571A (ja) | 2016-12-08 |
| EP3060887B1 (de) | 2017-07-26 |
| CN105659057A (zh) | 2016-06-08 |
| JP6501785B2 (ja) | 2019-04-17 |
| TW201530099A (zh) | 2015-08-01 |
| KR20160077053A (ko) | 2016-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3321628B1 (de) | Koordinaten-messvorrichtung mit optischem sensor und entsprechendes verfahren | |
| EP2796938B1 (de) | Vorrichtung zum Erfassen einer 3D-Struktur eines Objekts | |
| EP2149780A2 (de) | Optisches Projektionsgitter, Messkamera mit optischem Projektionsgitter und Verfahren zur Erzeugung eines optischen Projektionsgitters | |
| DE3901869A1 (de) | Optischer codierer | |
| DE102006062447A1 (de) | Verfahren und Vorrichtung zur Erfassung der dreidimensionalen Oberfläche eines Objekts, insbesondere eines Fahrzeugreifens | |
| EP2381222A1 (de) | Führungssystem mit relativ zueinander bewegbaren Körpern und Vorrichtung zur Bestimmung einer Position mittels optischem Abtasten einer Massskala. | |
| EP2495525A1 (de) | Optisches Prüfverfahren mittels Intensitätsverlauf | |
| EP3387373A1 (de) | Formermittlungsverfahren | |
| DE102004010566A1 (de) | Tastkopf für ein Koordinatenmessgerät | |
| EP3060887B1 (de) | Massverkörperung für inkrementalgeber sowie verfahren zu deren herstellung | |
| WO2004083911A1 (de) | Mikrostruktur und verfahren zur herstellung von mikrostrukturen | |
| WO2006045128A1 (de) | Vorrichtung zum gravieren von druckplatten | |
| DE4408226C2 (de) | Meßeinrichtung zur prozeßgekoppelten Bestimmung der Rauheit technischer Oberflächen durch Auswertung di- oder polychromatischer Specklemuster | |
| EP3023737A1 (de) | Verfahren zur berührungslosen oberflächenmessung mit messkorrektur | |
| DE202014010774U1 (de) | Massverkörperung für Inkrementalgeber | |
| DE10033263A1 (de) | Optische Positionsmesseinrichtung | |
| EP4350303A1 (de) | Verfahren zum aufbringen einer massverkörperung auf eine oberfläche einer führungsschiene einer linearen profilschienenführung, massverkörperung für einen linear-encoder und linear-encoder | |
| EP4350304A1 (de) | Verfahren zum aufbringen einer massverkörperung auf eine oberfläche eines führungswagens einer linearen profilschienenführung, massverkörperung für einen linear-encoder und linear-encoder | |
| EP1417519A1 (de) | Optische positions- oder längenbestimmung | |
| DE102016204071A1 (de) | Verfahren zum Bestimmen der Lage des Fokus einer Laserstrahlanordnung und Verfahren zum Bearbeiten eines Werkstücks mit Laserstrahlung | |
| DE102004002683A1 (de) | Optische Positions- oder Längenbestimmung | |
| DE102019133009B4 (de) | Vorrichtung zum Beleuchten eines Werkstücks, Verfahren zu dessen Modifizierung und Verfahren zum Vermessen seiner Oberfläche | |
| DE19913013C2 (de) | Vorrichtung zum Erfassen eines Lichteinfalls und Meßeinrichtung für ein Lichtschnittverfahren mit dieser Vorrichtung | |
| DE4303161C2 (de) | Photoelektrisches Längen- bzw. Winkelmeßsystem mit einer Einrichtung zur Erfassung von Führungsfehlern | |
| DE19936181A1 (de) | Optische Positionsmeßeinrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131023 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20151030 |