EP2801418B1 - Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen - Google Patents
Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen Download PDFInfo
- Publication number
- EP2801418B1 EP2801418B1 EP13005005.7A EP13005005A EP2801418B1 EP 2801418 B1 EP2801418 B1 EP 2801418B1 EP 13005005 A EP13005005 A EP 13005005A EP 2801418 B1 EP2801418 B1 EP 2801418B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- sheet metal
- workpiece
- edges
- workpiece holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/02—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
Definitions
- the invention relates to a device for connecting sheet metal shells to a housing of a workpiece by means of folding on edges of the sheet metal shells.
- an inner body such as a pipe of a fluid line is surrounded by a housing formed from sheet metal shells.
- the cavity formed between the housing and the inner body is usually filled with an insulating or insulating material.
- For connecting the sheet metal shells are formed at these edges, which are fastened together by a plurality of welds along the edges or positive connection means.
- these joining techniques require expensive production equipment or complex manual operations with several work steps to be performed by means of different tools, which are time-consuming and also involve high costs.
- a device for connecting sheet metal shells to a housing of a workpiece by means of folding at the edges of the sheet metal shells is described.
- the device comprises a tool with a stationary tool lower part and a movable upper part in the direction of this.
- On the lower tool part a workpiece holder is arranged.
- a displaceably mounted workpiece holder is arranged opposite the workpiece holder.
- a device is provided for trimming the sections to be folded at the edges of the sheet metal shells, this device having inclined surfaces.
- the invention has for its object to provide a device for connecting sheet metal shells to a housing of a workpiece by means of folding on edges of the sheet metal shells, by means of which in a common tool, the steps for a rabbet joint are automatically carried out.
- An advantage of the device according to the invention is that the workpiece has to be picked up only once and inserted into the tool and then the complete rabbet joint with all necessary steps in this tool is produced. This achieves precise production with consistent manufacturing quality.
- the means for folding comprises at least one folding jaw.
- This folding jaw is provided in order to carry out the first deformation step of a folded connection, namely the bending over of the protruding edge section by approximately 90 °.
- at least one guide jaw is provided in the device, which is opposite to the folding jaw.
- a folding jaw and a guide jaw are sufficient if the sheet metal shells are connected on one side via sheet metal webs and are collapsible, so that only on the other side is to produce a rabbet joint. With two separate sheet metal shells that are joined together, two or more folding jaws and the corresponding number of guide jaws are provided.
- the inclined surfaces are arranged on slides which can be supplied laterally. These inclined surfaces preferably have an angle of approximately 45 ° to the longitudinal axis of the workpiece holder, wherein the step of trimming is possible both by a movement towards the workpiece holder as well as parallel to its longitudinal axis.
- the workpiece holder and the tool holder are adjustable by means of adjusting means relative to the upper tool or tool lower part.
- adjusting means may for example be mechanical elements, such as rods and springs or pneumatic adjusting elements or stepper motors.
- locking elements are provided for engagement between the upper tool part and the tool holder.
- blocking elements can be provided between the workpiece holder and the tool lower part.
- locking elements are preferably transversely to the longitudinal axis of the workpiece holder and the workpiece holder movable slide.
- edges supporting elements may be provided which are arranged limitedly displaceable between the guide jaws and the tool holder.
- support stamps may be provided with support surfaces formed on their end faces, which are arranged on the guide jaws. If the adjacent to the recess in the workpiece holder extending edge surfaces are wide enough, they can also serve as a means for supporting the edges of the sheet metal shells.
- a holding-down device is arranged, which is displaceable relative to the workpiece holder and the folding jaw.
- this hold-down can be done as a final step, a folding of the board of the hinge connection by about 90 °.
- the at least two guide jaws are arranged on the lower tool part and between these the workpiece holder is provided.
- the workpiece holder and the workpiece holder are each arranged between a folding jaw and a guide jaw, in which case relative to a connecting plane, the respective arrangements are mirror images.
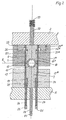
- the Fig. 1 shows a tool 1, which consists essentially of a tool upper part 2 with attached folding jaws 3, 3 * and a slidably held between these workpiece holder 4 and a stationary tool base 5 with guide jaws 6, 6 * mounted thereon and in a slidably held between them Workpiece holder 7 is.
- the upper tool part 2 with the respective components carried by these is perpendicular to a plane E movable, ie lowered in the direction of the lower tool part 5.
- a workpiece to be manufactured 10 inserted into the opened tool becomes according to Fig. 1 a workpiece to be manufactured 10 inserted.
- This workpiece 10 comprises an inner tube 8 and a housing 9, wherein between the tube 8 and the housing 9, a cavity 11 is formed, which may for example be filled with an insulating or Dämmmaterial.
- the housing 9 consists of two sheet metal shells 12 and 13, which have flared edges to which the sheet metal shells 12, 13 abut each other.
- the workpiece 10 is located in a formed on the upper end face of the workpiece holder 7 recess 14. About the workpiece 10 are located at a sufficient distance two hold-down 15, 15 *, which are guided between the folding jaws 3, 3 * and the workpiece holder 4. The distance 16 is the distance of the folding jaws 3, 3 * to each other.
- the workpiece holder 4 and the workpiece holder 7 have a common longitudinal axis L.
- the workpiece holder 7 communicates with its lower end 7 'in interaction with a guided through the tool lower part 5 rod 22 which is supported with its other end on a compression spring 23.
- the lower end of the support elements 17, 17 * interacts with guided through the tool lower part 5 bolts 24, which are each acted upon by compression springs 25.
- the hold-downs 15, 15 * guided between the workpiece holder 4 and the folding jaws 3, 3 * are provided with an inwardly directed projection 26, 26 * which projects in each case into a groove 27, 27 * on the surface of the workpiece holder 4.
- the length of the groove 27, 27 * in vertical direction is substantially greater than the thickness of the protrusion 26, 26 *, so that a limited displaceability of the workpiece holder 4 is given to the downholders 15, 15 *.
- the side of the workpiece holder 4 facing the tool upper part 2 interacts with a rod 32 projecting through the tool upper part 2, wherein the other end of the rod 32 is acted on by a compression spring 33.
- the workpiece holder 4 At the end of the workpiece holder 4, which faces the workpiece 10, the workpiece holder 4 has a recess 28 whose contour corresponds to the sheet metal shell 12.
- 3 * are at the end, which is located on the upper tool part 2, slide 29, 29 * arranged in the in Fig. 1 shown outer layer completely outside the distance 16.
- the sliders 29, 29 * At the inner end, the sliders 29, 29 * have a projection 31, 31 * formed by a shoulder 30, 30 *.
- Fig. 1 results in the necessary steps for connecting the sheet metal shells 12, 13 on the basis of FIGS. 2 to 5 described in more detail.
- the tool upper part 2 is first lowered with the components carried by these in the direction of the tool lower part 5, so that the end face of the hold-downs 15, 15 * comes to rest on the edges of the sheet metal shell 12, and then the workpiece holder 4 encloses the sheet metal shell and is also supported on the sheet metal edges.
- the upper tool part is moved downward, whereby a displacement of the workpiece holder 4 and the hold-down 15, 15 * takes place until they come to rest on the upper tool part 2.
- the workpiece holder 4 is moved against the sheet metal shell 12, so that it is received in the recess 28.
- the workpiece holder 4 and the workpiece holder 7 at the connection plane E face .. Since the force of the spring 33 is stronger than that of the springs 23, 25, the workpiece holder 7 is moved in the direction of the lower tool part 5 on further lowering of the upper tool part , so that the edges of the sheet metal shell 13 come to rest on the end faces of the support elements 17, 17 *.
- the slides 29, 29 * protrude so far into the distance 16 that they are brought into contact with the upper end faces of the workpiece holder 4 and hold-down 15, 15 * and thus block a longitudinal displacement in the folding jaws 3,3 *.
- These spacers 37, 37 * are in the distance between folding jaws 3, 3 * and guide jaws 6, 6 * in the direction of the workpiece holder movable.
- it is necessary that the folding jaws 3, 3 * have a distance to the spacers 37, 37 *, which is sufficient to allow a downward movement of the upper tool part 2.
- slides 34, 34 * each have an inclined surface 35, 35 * at an angle of approximately 45 ° to the longitudinal axis of the slide 34, 34 * up.
- the edges of the sheet metal shell 12 were angled downward, the inclined surfaces 35, 35 * extend away from the workpiece holder 7 upwards.
- the Fig. 3 shows the so-called trimming, wherein the tool upper part 2 is lowered and thus the inclined surfaces 35, 35 * exert a force on the angled portions of the edges and bend them in the direction of the workpiece holder 7 around the edges of the sheet metal shell 13 until it is at an angle of take about 45 ° to the longitudinal axis of the tool holder 7.
- the edges of the sheet metal shell 12 are supported on their upper side by means of the hold-downs 15, 15 *.
- the upper die 2 is moved down so that the folding jaws. 3 3 * again surround the edges of the sheet metal shells like this Fig. 4 is apparent.
- the tool upper part 2 is moved downwards so far that the end faces of the support elements 17, 17 * strike the inwardly bent portion of the edges of the sheet metal shell 12 and close the fold by a residual movement in this direction.
- the tool 1 can be opened, wherein the workpiece 10 is located on the workpiece holder 7 and the edges formed by the folding of the sheet metal shells project laterally.
- the rims of the seam joints can be provided with welding points, which are produced for example with a welding tongs.
- a tool 1 which consists essentially of a tool upper part 2 and held there bending jaws 43, 43 * and a slidably held between these workpiece holder 44 and a fixed tool lower part 5 with attached guide jaws 46, 46 * and a slidably held between these workpiece holder 47th consists.
- the folding jaws 43, 43 * are adjacent to the upper tool part 2 slide 39, 39 * arranged in the in Fig. 6 shown outer position outside a distance 48, which is formed between the folding jaws 43, 43 *.
- the workpiece holder 44 has at its end directed to the workpiece holder 47 a recess 40, in addition to the lateral hold-down surfaces 41 are formed.
- the tool upper part 2 facing the end of the workpiece holder 44 is in communication with the rod 32, wherein the other end of the rod 32 is acted upon by the compression spring 33.
- the lateral edges next to the recess 42 are very narrow, so that an exact positioning of the sheet metal shells 12, 13, which form the housing, is hardly possible.
- the workpiece holder 47 can be lowered for this purpose, so that the support surfaces 50, 50 * are at the same height as the edges of the recess 42, so that bearing surfaces for the edges of the sheet metal shell 13 are present.
- the first deformation step of the sheet metal shell edges can be performed, which is based on the Fig. 7 is explained.
- the workpiece holder 47 is moved from the workpiece holder 44 to the workpiece base 5 until it rests against this.
- the edges of the sheet metal shells 12, 13 are pressed against each other, and the folding jaws 43, 43 * are pushed so far down that the protruding portions of the edges of the sheet metal shell 12 by means of the bending jaws 43, 43 * at the outer edge of the support stamps 49, 49 * be folded down at least approximately at right angles.
- the rods 22, 32 are each on the outside of the tool base and tool upper part out.
- the tool 1 in the in Fig. 8 shown position first the tool upper part 2 is raised so far that the folding jaws 43, 43 * are located above the sheet metal shell edges. Due to the force of the compression spring 33, the rod 32 holds the workpiece holder 44 in contact with the workpiece 10. The slides 39, 39 * are in Moved towards the rod 32 and block so a relative movement of the workpiece holder. The workpiece holder 47 follows this upward movement due to the force of the compression spring 23. Since the workpiece 10 is in a higher position than the support surfaces 50, 50 * a distance is formed into which the spacers 37, 37 * held slide 34, 34th * be indented from the side.
- the spacers 37, 37 * are slidably guided on the guide jaws 46, 46 * and fit in the distance between folding jaws 43, 43 * and guide jaws 46, 46 *. Since the slide 34 are provided at an angle of approximately 45 ° to the longitudinal axis of the slider 34 inclined inclined surfaces 35, 35 *, as in Fig. 3 If this is the case, the second deformation step of the sheet-metal shell edges, referred to as dressing, takes place, namely the bending of the sections folded down by 90 ° by approximately 45 ° to the workpiece holder 47. The deformation takes place by the lateral movement of the spacers with the slides 34, 34 * in the direction of the workpiece holder 47.
- the upper tool part 2 is moved downward, so that the workpiece holder 44 the Workpiece 10 and the workpiece holder 47 presses down until the workpiece holder rests against the lower tool part 5.
- the support surfaces 50, 50 * of the support punch 49, 49 * reach the inwardly bent portion of the edges of the sheet metal shell 12 and by a residual movement of the upper tool part 2 down the fold is completely closed.
- the folding jaws 43, 43 * again surround the edges of the sheet metal shells, as is the case Fig. 9 is apparent.
- the tool is opened, as in Fig. 10 is shown, wherein the upper tool part 2 is in the highest position. Since the edges of the seaming connections protrude laterally beyond the width of the workpiece holder 47, further operations for securing the seamed connections can be carried out in this position, for example the attachment of spot welds or the angling or Laying the board at the seam connection by means of a bending tool. The accessibility of the board formed at the edges of the sheet is certainly given.
- the Fig. 11 shows an embodiment of the tool 1, which is intended to on the different sides of the housing 9 of the workpiece 10 at the edges of the sheet metal shells 12, 13 on one side of an upwardly shaped seam connection and on the other side to a downwardly shaped seam connection produce.
- a folding jaw 53 * with a slider 51 is arranged on the upper tool part 2 on the right side of the workpiece holder 54, whereas on the left side of the workpiece holder 54, a guide jaw 56 is provided with a support ram 58.
- the workpiece holder 54 is asymmetrical with respect to the central longitudinal axis M, wherein on the right side next to a recess 52, a hold-down surface 59 are provided and formed on the left side, a sharp edge.
- a workpiece holder 57 is arranged, which is formed in mirror image to the workpiece holder 54, with respect to the length but shorter.
- the workpiece holder 57 is provided with a recess 55 in which the workpiece 10 is received.
- the workpiece holder 54 and workpiece holder 57 are each supported by spring-loaded rods 60.
- the Fig. 12 shows an embodiment of the tool 1, in which on the tool upper part 2 on the left side of a folding jaw 43 and on the right side a guide jaw 46 * are arranged. Accordingly, these are attached to the lower tool part 5 folding jaw 43 * and guide jaw 46 opposite. Between the bending jaw 43 and the guide jaw 46 * a workpiece holder 64 is displaceably arranged, which is formed asymmetrically with respect to the longitudinal axis L. In recesses 61, 62 of the folding jaw 43 and guide jaw 46 * slide 63 are arranged, whose function is that the slide 39, 39 * in Fig. 8 equivalent.
- a workpiece holder 67 is slidably disposed, which is also asymmetric with respect to the longitudinal axis L.
- a spacer 37, 37 * with a firmly recorded therein slide 34, 34 * shown which are moved for the purpose of bending the sheet metal section by 45 ° to the workpiece 10 out. Since the sheet metal edge has been deformed by 90 ° downwards by the bending jaw 43, the slide 34 has an upwardly extending inclined surface 35, while the slide 34 * has a downwardly sloping surface 35 *, since the bending jaw 43 * the sheet edge by 90 ° deformed upward.
- the folding jaw 43 * and guide jaw 46 have recesses 61, 62 with sliders 63 arranged therein.
- the operation of this tool 1 corresponds to that, as they to the FIGS. 6 to 10 is described, with the only difference being that according to the tool Fig. 12 mirror-inverted working steps are carried out on the edges located on both sides, ie on the left side a fold is produced downwards and on the right side a fold upwards.
- pressure springs are shown as adjusting means for the rods and bolts.
- other adjusting means may be provided, in particular pneumatic cylinders, servomotors or the like.
- the tool can for example be installed in a press, which serves as a drive of the tool for the lifting movement.
- a device such as a pneumatic or hydraulic cylinder.
- a tool 1 is shown, which consists essentially of the upper tool part 2 and held there bending jaws 3 *, 43 and a slidably held between these workpiece holder 64 and the lower tool part 5 with attached guide jaws 46, 46 * and the slidably held between them Workpiece holder 47 is.
- the workpiece holder 64 has a recess 63.
- the lower tool part 5 with the parts carried by this corresponds to the embodiment in Fig. 6 , For this reason, the reference numerals for the same parts agree with those of Fig. 6 match.
- the folding jaw 3 * shown on the right side corresponds to that in FIG Fig.
- a hold-down 15 * is arranged between the bending jaw 3 * and the workpiece holder 64 .
- This hold-down 15 * is limited relative to the workpiece holder 64 slidably, as to the Fig. 1 is described.
- the slider 29 * is arranged, which is designed as well as in Fig. 1 and also fulfills the same function.
- the one on the left in Fig. 13 shown Abkantbacke 43 with the slider 39 disposed therein corresponds exactly to the embodiment in Fig. 6 , In the in Fig. 13 shown relative position of the upper tool part 2 to the lower tool part 5, the distance between the workpiece holder 64 and the workpiece holder 47 is large enough that a workpiece 10 can be inserted into the recess 42 at the top of the workpiece holder 47.
- the Fig. 14 shows an enlarged view of the detail XIV in Fig. 13 ,
- the workpiece 10 which includes an inner tube 8 and a housing 9. Between the tube 8 and the housing 9, a cavity 11 is formed, which may for example be filled with an insulating or insulating material.
- the housing 9 consists of two sheet metal shells 12, 13 which have outwardly flanged edges 61, 62, on which the sheet metal shells 12, 13 abut each other. In the embodiment of Fig. 14 However, it is also possible to perform both edges 61, 62 in the same width.
- the first deformation step can be performed, which is based on the Fig. 15 is explained.
- the edges 61, 62 see. Fig.
- the Fig. 16 shows the upper tool part 2 in a raised position and also the workpiece holder 47 has been returned by the compression spring 23 to the starting position. At the edges 61 of the sheet metal shell 12, the folded portions can be seen.
- the sliders 29 *, 39 are slid toward the rod 32, thus blocking relative movement of the workpiece holder 64. Spacers 37, 37 * with slides 34, 34 * mounted therein are engaged from the side.
- the tool upper part 2 is lowered again until the folding jaws 3 *, 43 are supported on the spacers 37, 37 * and the workpiece holder 64 with the hold-down device 15 * lie on the edges of the sheet metal shell 12.
- the slide 34, 34 * which are inclined at an angle of approximately 45 ° to the longitudinal axis of the slide inclined surfaces 35, 35 *, the trimming of the edges of the sheet metal shell 12 takes place as a second deformation step, namely by a further 45 ° to the workpiece holder 47th out.
- the upper tool part 2 is slightly raised, so that the spacers 37, 37 * can be moved laterally outwards with the slides again.
- the slides 29 * and 39 are again moved away from the rod 32.
- the tool upper part 2 is moved down, as in Fig. 18 is shown.
- the workpiece holder 64 presses the workpiece 10 and the workpiece holder 47 down until the workpiece holder rests on the lower tool part 5.
- the support surfaces 50, 50 * of the support punch 49, 49 * reach the inwardly bent portion of the edges of the sheet metal shell 12 and by a residual movement of the upper tool part 2 down the fold is completely closed.
- a folding of the board of the seaming done.
- a slider 65 is pushed between the underside of the workpiece holder 47 and the lower tool part 5, so that no relative movement between the guide jaws 46, 46 * and the workpiece holder 47 takes place.
- the slide 29 * arranged in the folding jaw 3 * is displaced inwards, so that the shoulder 30 * engages behind the hold-down device 15 *.
- the upper tool part 2 is moved down, whereby the hold-down 15 * flips the board of the right fold, in the present example by 90 °.
- Fig. 13 to 19 only a hold-down 15 * is shown. However, it is also possible to arrange downholders on the right and left, so that a folding of the board of the folds on both sides is possible. In this case, all parts carried by the tool upper part 2 are formed in mirror image to the longitudinal axis L of the workpiece holder 64.
- a significant advantage of the embodiment according to Fig. 13 to 19 is to be seen in that a combination of the simple execution, as in Fig. 6 is shown with the possibility of turning over the board of a fold or both folds is created.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen.
- Auf verschiedenen Gebieten der Technik werden Werkstücke eingesetzt, bei denen ein innerer Körper, wie beispielsweise ein Rohr einer Fluidleitung von einem aus Blechschalen gebildeten Gehäuse umgeben ist. Der zwischen dem Gehäuse und dem inneren Körper gebildete Hohlraum ist meistens mit einem Dämm- oder Isoliermaterial gefüllt. Zur Verbindung der Blechschalen sind an diesen Ränder ausgebildet, die durch eine Vielzahl von Schweißpunkten entlang der Ränder oder formschlüssige Verbindungsmittel miteinander befestigt sind. Diese Verbindungstechniken erfordern je nach Art teuere Fertigungseinrichtungen oder aufwändige manuelle Tätigkeiten mit mehreren mittels verschiedener Werkzeuge durchzuführenden Arbeitsschritten, die zeitintensiv und ebenfalls mit hohen Kosten behaftet sind.
- In
US 2002/0157441 A1 ist eine Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an den Rändern der Blechschalen beschrieben. Die Vorrichtung umfasst ein Werkzeug mit einem ortsfesten Werkzeugunterteil und einem in Richtung auf dieses beweglichen Oberteil. Auf dem Werkzeugunterteil ist eine Werkstückaufnahme angeordnet. Ein verschiebbar gelagerter Werkstückhalter ist der Werkstückaufnahme gegenüberliegend angeordnet. Es ist eine Einrichtung zum Zurichten der zu falzenden Abschnitte an den Rändern der Blechschalen vorgesehen, wobei diese Einrichtung Schrägflächen aufweist. - Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen zu schaffen, mittels der in einem gemeinsamen Werkzeug die Arbeitsschritte für eine Falzverbindung automatisch durchführbar sind.
- Diese Aufgabe wird durch eine Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen mit den Merkmalen des Anspruchs 1 gelöst.
- Ein Vorteil der erfindungsgemäßen Vorrichtung besteht darin, dass das Werkstück lediglich einmal aufgenommen und in das Werkzeug eingelegt werden muss und dann die vollständige Falzverbindung mit allen dafür erforderlichen Schritten in diesem Werkzeug hergestellt wird. Dadurch wird eine präzise Fertigung mit gleichbleibender Fertigungsqualität erreicht.
- In weiterer Ausgestaltung der Vorrichtung ist vorgesehen, dass die Einrichtung zum Abkanten mindestens eine Abkantbacke umfasst. Diese Abkantbacke ist vorgesehen, um den ersten Verformungsschritt einer Falzverbindung, nämlich das Umbiegen des überstehenden Randabschnitts um ca. 90 °, auszuführen. Außerdem ist in der Vorrichtung mindestens eine Führungsbacke vorgesehen, die der Abkantbacke gegenüberliegt. Eine Abkantbacke und eine Führungsbacke reichen aus, wenn die Blechschalen auf einer Seite über Blechstege verbunden sind und zusammenklappbar sind, so dass nur auf der anderen Seite eine Falzverbindung herzustellen ist. Bei zwei separaten Blechschalen, die zusammengefügt werden, sind zwei oder mehr Abkantbacken und die entsprechende Anzahl Führungsbacken vorgesehen. Für den zweiten Verformungsschritt zur Herstellung einer Falzverbindung, nämlich das sogenannte Zurichten, ist vorgesehen, dass die Schrägflächen an seitlich zuführbaren Schiebern angeordnet sind. Diese Schrägflächen weisen vorzugsweise einen Winkel von ca. 45 ° zur Längsachse der Werkstückaufnahme auf, wobei der Arbeitsschritt des Zurichtens sowohl durch eine Bewegung zum Werkstückhalter hin als auch parallel zu dessen Längsachse möglich ist.
- In weiterer Ausgestaltung der Vorrichtung ist vorgesehen, dass der Werkstückhalter und die Werkzeugaufnahme mittels Stellmitteln relativ zum Werkzeugoberteil bzw. Werkzeugunterteil verstellbar sind. Solche Stellmittel können beispielsweise mechanische Elemente, wie Stangen und Federn oder pneumatische Stellelemente oder Schrittmotoren sein. Außerdem ist es zweckmäßig, dass Sperrelemente zum Eingriff zwischen dem Werkzeugoberteil und dem Werkzeughalter vorgesehen sind. Ebenso können Sperrelemente zwischen der Werkstückaufnahme und dem Werkzeugunterteil vorgesehen werden. Solche Sperrelemente sind vorzugsweise quer zur Längsachse des Werkstückhalters bzw. der Werkstückaufnahme bewegliche Schieber.
- Als Einrichtung zum Stützen der Ränder können Stützelemente vorgesehen sein, die begrenzt verschiebbar zwischen den Führungsbacken und dem Werkzeughalter angeordnet sind. Alternativ hierzu können Stützstempel mit an deren Stirnseiten ausgebildeten Stützflächen vorgesehen sein, die auf den Führungsbacken angeordnet sind. Sofern die neben der Vertiefung in der Werkstückaufnahme verlaufenden Randflächen breit genug sind, können diese auch als Einrichtung zum Stützen der Ränder der Blechschalen dienen.
- Außerdem ist es vorteilhaft, dass zumindest zwischen einer Abkantbacke und dem Werkstückhalter ein Niederhalter angeordnet ist, der relativ zum Werkstückhalter und zur Abkantbacke verschiebbar ist. Mittels diesem Niederhalter kann als letzter Arbeitsschritt ein Umlegen des Bords der Falzverbindung um etwa 90° erfolgen. Selbstverständlich ist es auch möglich, zwischen jeder Abkantbacke und dem Werkstückhalter einen Niederhalter vorzusehen.
- Außerdem ist es zweckmäßig, dass die mindestens zwei Führungsbacken auf dem Werkzeugunterteil angeordnet sind und zwischen diesen die Werkstückaufnahme vorgesehen ist. Alternativ hierzu ist es aber auch möglich, dass der Werkstückhalter und die Werkstückaufnahme jeweils zwischen einer Abkantbacke und einer Führungsbacke angeordnet sind, wobei dann bezogen auf eine Verbindungsebene die jeweiligen Anordnungen spiegelbildlich sind. Bei der Fertigung solcher Gehäuse aus Blechschalen an einem Werkstück kann es in manchen Fällen vorteilhaft sein, dass auf einer Seite der Werkstückaufnahme eine Führungsbacke am Werkzeugunterteil und die Abkantbacke am Werkzeugoberteil angeordnet sind und auf der anderen Seite der Werkstückaufnahme die Führungsbacke am Werkzeugoberteil und die Abkantbacke am Werkzeugunterteil angeordnet sind.
- Ausführungsbeispiele der Erfindung sind nachstehend anhand der Zeichnung näher erläutert. In der Zeichnung zeigt:
- Fig. 1
- ein Werkzeug zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mit einem Werkstückhalter und einer Werkstückaufnahme in geöffnetem Zustand,
- Fig. 2
- das Werkzeug in einer Stellung mit einem vollständig abgesenkten Werkzeugoberteil und erster Umformung der Blechschalenränder,
- Fig. 3
- das Werkzeug in einer Position mit zur Werkstückaufnahme bewegten Schiebern und zweiter Umformung der Blechschalenränder mittels der Schieber,
- Fig. 4
- das vollständige Schließen des Falzes mittels Pressung der Blechschalenränder zwischen Niederhaltern und Stützelementen,
- Fig. 5
- das Umlegen des Bords am Falz,
- Fig. 6
- eine Ausführungsvariante des Werkzeugs zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks in der Position gemäß
Fig. 1 , - Fig. 7
- das Werkzeug gemäß
Fig.6 in einer Stellung mit einem vollständig abgesenkten Werkzeugoberteil und erster Umformung der Blechschalenränder, - Fig. 8
- das Werkzeug in einer Position mit zur Werkstückaufnahme bewegten Schiebern und zweiter Umformung der Blechschalenränder mittels der Schieber,
- Fig. 9
- das vollständige Schließen des Falzes mittels Pressung der Blechschalenränder zwischen Werkstückhalter und Stützstempel,
- Fig. 10
- das Werkzeug in der geöffneten Position nach dem Herstellen der Falzverbindung,
- Fig. 11
- eine Ausführungsvariante des Werkzeugs gemäß
Fig. 7 , - Fig. 12
- einen Schnitt durch ein Werkzeug zum Falzen von Blechrandabschnitten auf einer Seite nach oben und auf der anderen Seite nach unten,
- Fig. 13
- eine Ausführungsvariante des Werkzeugs zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks in der Position gemäß
Fig. 1 oder6 , - Fig. 14
- eine vergrößerte Darstellung der Einzelheit XIV in
Fig. 13 , - Fig. 15
- das Werkzeug gemäß
Fig. 13 in einer Stellung mit vollständig abgesenktem Werkzeugoberteil, - Fig. 16
- das Werkzeug gemäß
Fig. 13 mit seitlich zugeführten Schiebern für die zweite Umformung, - Fig. 17
- das Werkzeug gemäß
Fig. 16 nach der zweiten Umformung, - Fig. 18
- das vollständige Schließen des Falzes,
- Fig. 19
- das Umlegen eines Bords am Falz.
- Die
Fig. 1 zeigt ein Werkzeug 1, das im Wesentlichen aus einem Werkzeugoberteil 2 mit daran befestigten Abkantbacken 3, 3* und einem zwischen diesen verschiebbar gehaltenen Werkstückhalter 4 sowie einem ortsfesten Werkzeugunterteil 5 mit darauf befestigten Führungsbacken 6, 6* und in einer zwischen diesen verschiebbar gehaltenen Werkstückaufnahme 7 besteht. Das Werkzeugoberteil 2 mit dem jeweils von diesen getragenen Bauteilen ist senkrecht zu einer Ebene E bewegbar, d.h. in Richtung auf das Werkzeugunterteil 5 absenkbar. In das geöffnete Werkzeug wird gemäßFig. 1 ein zu fertigendes Werkstück 10 eingelegt. Dieses Werkstück 10 umfasst ein inneres Rohr 8 und ein Gehäuse 9, wobei zwischen dem Rohr 8 und dem Gehäuse 9 ein Hohlraum 11 gebildet ist, der beispielsweise mit einem Isolations- bzw. Dämmmaterial gefüllt sein kann. Das Gehäuse 9 besteht aus zwei Blechschalen 12 und 13, die nach außen gebördelte Ränder aufweisen, an denen die Blechschalen 12, 13 aneinanderliegen. Das Werkstück 10 liegt in einer an der oberen Stirnseite der Werkstückaufnahme 7 ausgebildeten Vertiefung 14. Über dem Werkstück 10 befinden sich in einem ausreichenden Abstand zwei Niederhalter 15, 15*, die zwischen den Abkantbacken 3, 3* und dem Werkstückhalter 4 geführt sind. Der Abstand 16 ist die Distanz der Abkantbacken 3, 3* zueinander. Der Werkstückhalter 4 und die Werkstückaufnahme 7 haben eine gemeinsame Längsachse L. - In der in
Fig. 1 gezeigten relativen Lage des Werkzeugoberteils 2 zu der Werkstückaufnahme 7 ermöglicht der gegebene Abstand das Einlegen des Werkstücks 10 in die Vertiefung 14 der Werkstückaufnahme 7 zum Zwecke des Verbindens der beiden Blechschalen 12, 13 mittels Falzen, um auf diese Weise ein mechanisch stabiles Gehäuse zu bilden. Seitlich neben der Werkstückaufnahme 7 sind Stützelemente 17, 17* vorgesehen, die in einem Abstand 18 zwischen den Führungsbacken 6, 6* verschiebbar gehalten sind. Die Werkstückaufnahme 7 weist zu beiden Seiten Stufen 19 auf, so dass ein Abschnitt 20 mit geringerer Dicke gebildet ist, der zwischen entsprechenden Abschnitten 21 der Stützelemente 17, 17* gleitverschieblich geführt ist. Die Werkstückaufnahme 7 steht mit ihrem unteren Ende 7' in Wechselwirkung mit einer durch das Werkzeugunterteil 5 geführten Stange 22, die mit ihrem anderen Ende auf einer Druckfeder 23 abgestützt ist. Das untere Ende der Stützelemente 17, 17* steht in Wechselwirkung mit durch das Werkzeugunterteil 5 geführten Bolzen 24, die jeweils von Druckfedern 25 kraftbeaufschlagt sind. - Die zwischen Werkstückhalter 4 und Abkantbacken 3, 3* geführten Niederhalter 15, 15* sind mit einem nach innen gerichteten Vorsprung 26, 26* versehen, der jeweils in eine Nut 27, 27* an der Oberfläche des Werkstückhalters 4 ragt. Die Länge der Nut 27, 27* in vertikaler Richtung ist wesentlich größer, als die Dicke des Vorsprungs 26, 26*, so dass eine begrenzte Verschiebbarkeit des Werkstückhalters 4 zu den Niederhaltern 15, 15* gegeben ist. Die dem Werkzeugoberteil 2 zugewandte Seite des Werkstückhalters 4 steht mit einer durch das Werkzeugoberteil 2 ragenden Stange 32 in Wechselwirkung, wobei das andere Ende der Stange 32 von einer Druckfeder 33 beaufschlagt ist. An dem Ende des Werkstückhalters 4, das dem Werkstück 10 zugewandt ist, weist der Werkstückhalter 4 eine Vertiefung 28 auf, deren Kontur der Blechschale 12 entspricht. In den Abkantbacken 3, 3* sind an dem Ende, das an dem Werkzeugoberteil 2 liegt, Schieber 29, 29* angeordnet, die sich in der in
Fig. 1 gezeigten äußeren Lage vollständig außerhalb des Abstandes 16 befinden. Am innen liegenden Ende weisen die Schieber 29, 29* einen durch eine Schulter 30, 30* gebildeten Vorsprung 31, 31* auf. - Nachdem das Werkstück 10 in das Werkzeug 1 eingelegt ist, wie sich dies aus
Fig. 1 ergibt, werden die notwendigen Arbeitsschritte zum Verbinden der Blechschalen 12, 13 anhand derFiguren 2 bis 5 näher beschrieben. Dabei erfolgt zunächst ein Absenken des Werkzeugoberteils 2 mit den von diesen getragenen Bauteilen in Richtung auf das Werkzeugunterteil 5, so dass die Stirnseite der Niederhalter 15, 15* auf den Rändern der Blechschale 12 zur Anlage kommt, und dann der Werkstückhalter 4 die Blechschale umschließt und sich ebenfalls auf den Blechschalenrändern abstützt. Es ergibt sich dabei eine relative Verschiebung der Niederhalter 15, 15* zum Werkstückhalter 4, so dass die Vorsprünge 26, 26* am oberen Ende der Nuten 27, 27* anliegen. - Das Werkzeugoberteil wird nach unten bewegt, wodurch eine Verschiebung des Werkstückhalters 4 und der Niederhalter 15, 15* erfolgt, bis diese an dem Werkzeugoberteil 2 zur Anlage kommen. Durch weiteres Absenken des Werkzeugoberteils 2 wird der Werkstückhalter 4 gegen die Blechschale 12 bewegt, so dass diese in der Vertiefung 28 aufgenommen wird. Dabei stehen sich der Werkstückhalter 4 und die Werkstückaufnahme 7 an der Verbindungsebene E gegenüber.. Da die Kraft der Feder 33 stärker ist, als die der Federn 23, 25 wird bei weiterem Absenken des Werkzeugoberteils 2 die Werkstückaufnahme 7 in Richtung auf das Werkzeugunterteil 5 bewegt, so dass die Ränder der Blechschale 13 an den Stirnflächen der Stützelemente 17, 17* zur Anlage kommen. Durch weiteren Abwärtshub stützen sich die Stufen 19 der Werkstückaufnahme 7 an den Abschnitten 21, 21* der Stützelemente 17, 17* ab, und sowohl die Stützelemente 17, 17* als auch die Werkstückaufnahme 7 schlagen an dem Werkzeugunterteil 5 an. Letzteres hat zur Folge, dass die Stange 22 und die Bolzen 24 im Werkzeugunterteil 5 verschoben sind, so dass sie auf der Unterseite um ein entsprechendes Maß hervorstehen. Mit weiterer Bewegung des Werkzeugoberteils 2 nach unten werden auch die Abkantbacken 3, 3* so weit nach unten gefahren, dass sie die äußeren Abschnitte der Blechschalenränder der Blechschale 12 am Außenrand der Stützelemente 17, 17* mindestens annährend rechtwinklig nach unten abkanten. Diese Verschiebung bedingt auch eine Verschiebung der Stange 32 im Werkzeugoberteil 2, so dass die Stange 32 an dessen Oberseite hervorsteht, wie dies in
Fig. 2 gezeigt ist. - Dann wird das Werkzeug nach einem Zwischenhub in die in
Fig. 3 gezeigte Position gefahren, wobei durch die Druckfedern 23, 25 die Stange 22 und die Bolzen 24 wieder relativ zu den Führungsbacken 6, 6* verschoben sind. Das Werkzeugoberteil 2 ist nun in einer Stellung, in der das obere Ende der Stange 32 wieder bündig mit der Oberkante des Werkzeugoberteils 2 ist. In dieser Stellung des Werkzeugoberteils 2 sind die Abkantbacken 3, 3* über die Ebene der Blechschalenränder angehoben, aber der Werkstückhalter 4 und der Niederhalter 15, 15* liegen noch an der Blechschale bzw. deren Rändern. Weiter sind inFig. 3 die radialen Schieber 29, 29* zur Stange 32 hin verschoben, so dass deren jeweiliger Vorsprung 31, 31* sich in geringem Abstand zur Stange 32 befindet. Damit ragen die Schieber 29, 29* so weit in den Abstand 16 hinein, dass sie in Anlage mit den oberen Stirnflächen von Werkstückhalter 4 und Niederhalter 15, 15* gebracht sind und somit eine Längsverschiebung in den Abkantbacken 3,3* blockieren. Außerdem sind zwei linear von der Seite zur Werkstückaufnahme 7 bewegte Schieber 34, 34* in Stellung gebracht, die in Distanzstücken 37, 37* angeordnet sind. Diese Distanzstücke 37, 37* sind in den Abstand zwischen Abkantbacken 3, 3* und Führungsbacken 6, 6* in Richtung auf die Werkstückaufnahme bewegbar. Hierfür ist es erforderlich, dass die Abkantbacken 3, 3* einen Abstand zu den Distanzstücken 37, 37* aufweisen, der ausreicht, um eine Abwärtsbewegung des Werkzeugoberteils 2 zu ermöglichen. Diese Schieber 34, 34* weisen jeweils eine Schrägfläche 35, 35* mit einem Winkel von ca. 45 ° zur Längsachse der Schieber 34, 34* auf. Da im ersten Verformungsschritt gemäßFig. 2 die Ränder der Blechschale 12 nach unten abgewinkelt wurden, verlaufen die Schrägflächen 35, 35* von der Werkstückaufnahme 7 weg nach oben. - Die
Fig. 3 zeigt das so genannte Zurichten, wobei das Werkzeugoberteil 2 abgesenkt wird und somit die Schrägflächen 35, 35* eine Kraft auf die abgewinkelten Abschnitte der Ränder ausüben und diese in Richtung auf die Werkstückaufnahme 7 um die Ränder der Blechschale 13 biegen, bis sie einen Winkel von ca. 45 ° zur Längsachse der Werkzeugaufnahme 7 einnehmen. Während des Umbiegens mittels der Schieber 34, 34* sind die Ränder der Blechschale 12 auf ihrer Oberseite mittels der Niederhalter 15, 15* abgestützt. Alternativ wäre es auch möglich, die in den Distanzstücken 37, 37* gehaltenen Schieber 34, 34* statt mit einer Schrägfläche mit einem Radius zu versehen und einen solchen Schieber zur Werkstückaufnahme zu bewegen und auf diese Weise das Biegen der Ränder um einen Winkel von 45 ° oder größer zu erreichen. - Nachdem die Schieber 34, 34* mit den Distanzstücken 37, 37* wieder seitlich nach außen bewegt worden sind und auch die radialen Schieber 29, 29* wieder außerhalb des Abstands 16 liegen, wird das Werkzeugoberteil 2 nach unten bewegt, so dass die Abkantbacken 3, 3* wieder die Ränder der Blechschalen umgeben, wie dies aus
Fig. 4 ersichtlich ist. Das Werkzeugoberteil 2 wird so weit nach unten bewegt, dass die Stirnflächen der Stützelemente 17, 17* auf den nach innen gebogenen Abschnitt der Ränder der Blechschale 12 treffen und durch eine restliche Bewegung in dieser Richtung den Falz schließen. - Sofern gewünscht, kann das Werkzeug 1 geöffnet werden, wobei das Werkstück 10 auf der Werkstückaufnahme 7 liegt und die durch das Falzen der Blechschalen gebildeten Borde seitlich überstehen. In dieser Position können die Borde der Falzverbindungen mit Schweißpunkten versehen werden, die beispielsweise mit einer Schweißzange erzeugt werden.
- Ausgehend von der Stellung gemäß
Fig. 4 kann - sofern die Borde breit genug sind - nun noch ein Umlegen der Borde der Falzverbindungen erfolgen, falls das Abstehen der Borde im Wesentlichen senkrecht zur Gehäusewand nicht gewünscht wird oder beim späteren Einsatz des Werkstücks 10 störend ist. Das Umlegen der Borde führt zu einem besseren Halt der Falzverbindung. Hierzu ist es erforderlich, dass die Stützelemente 17, 17* in Bezug auf die Werkstückaufnahme 7 in einer etwas abgesenkten Position bleiben, wie dies inFig. 5 gezeigt ist. Dabei weisen die Stufen 19, 19* der Werkstückaufnahme 7 einen Abstand zum Abschnitt 21 der Stützelemente 17, 17* auf. Um diesen Abstand aufrechtzuerhalten, sind zwischen das untere Ende der Werkstückaufnahme 7 und das Werkzeugunterteil 5 Distanzstücke 36 geschoben, wodurch die Werkstückaufnahme 7 abgestützt ist. Es werden dann die Schieber 29, 29* etwas in den Abstand 16 hineingeschoben, und zwar so weit, dass die Schultern 30, 30* hinter die Niederhalter 15, 15* greifen und die Vorsprünge 31, 31* an der Außenfläche des Werkstückhalters 4 anliegen, wie dies ausFig. 5 ersichtlich ist. Dann wird das Werkzeugoberteil 2 nach unten bewegt und mit diesem auch die Abkantbacken 3, 3* und die Niederhalter 15, 15*, die dann den Bord des Falzes umlegen, im vorliegenden Beispiel um 90 ° nach unten gerichtet. - In
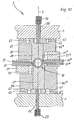
Fig. 6 ist ein Werkzeug 1 dargestellt, das im Wesentlichen aus einem Werkzeugoberteil 2 und daran aufgenommenen Abkantbacken 43, 43* und einem zwischen diesen verschiebbar gehaltenen Werkstückhalter 44 sowie einem ortsfesten Werkzeugunterteil 5 mit daran befestigten Führungsbacken 46, 46* und einer zwischen diesen verschiebbar gehaltenen Werkstückaufnahme 47 besteht. In den Abkantbacken 43, 43* sind benachbart zum Werkzeugoberteil 2 Schieber 39, 39* angeordnet, die sich in der inFig. 6 gezeigten äußeren Position außerhalb eines Abstandes 48 befinden, der zwischen den Abkantbacken 43, 43* gebildet ist. Der Werkstückhalter 44 weist an seinem zur Werkstückaufnahme 47 gerichteten Ende eine Vertiefung 40 auf, neben der seitliche Niederhalteflächen 41 ausgebildet sind. Das dem Werkzeugoberteil 2 zugewandte Ende des Werkstückhalters 44 steht mit der Stange 32 in Wechselwirkung, wobei das andere Ende der Stange 32 von der Druckfeder 33 beaufschlagt ist. - In der in
Fig. 6 gezeigten relativen Lage des Werkzeugoberteils 2 zum Werkzeugunterteil 5 ermöglicht der gegebene Abstand zwischen dem Werkstückhalter 44 und der Werkstückaufnahme 47 das Einlegen des Werkstücks 10 in eine Vertiefung 42 an der Oberseite der Werkstückaufnahme 47. An der Oberseite der Führungsbacken 46, 46* sind seitlich neben der Werkstückaufnahme 47 sich erstreckende Stützstempel 49, 49* angeformt, an deren oberen Enden Stützflächen 50, 50* ausgebildet sind. Das untere Ende der Werkstückaufnahme 47 steht mit der Stange 22 in Wechselwirkung, deren anderes Ende von der Druckfeder 23 beaufschlagt ist. Wie ausFig. 6 ersichtlich ist, sind die seitlichen Ränder neben der Vertiefung 42 sehr schmal, so dass eine exakte Positionierung der Blechschalen 12, 13, die das Gehäuse bilden, kaum möglich ist. Um das Positionieren zu erleichtern, kann zu diesem Zweck die Werkstückaufnahme 47 abgesenkt werden, so dass sich die Stützflächen 50, 50* auf derselben Höhe befinden, wie die Ränder der Vertiefung 42, so dass Auflageflächen für die Ränder der Blechschale 13 vorhanden sind. - Nachdem das Werkstück 10 in die Vertiefung 42 der Werkstückaufnahme 47 eingelegt ist, kann der erste Verformungsschritt der Blechschalenränder ausgeführt werden, was anhand der
Fig. 7 erläutert wird. Hierzu erfolgt ein Absenken des Werkzeugoberteils 2 mit den von diesem getragenen Bauteilen in Richtung auf das Werkzeugunterteil 5, so dass in der Vertiefung 40 des Werkstückhalters 44 die Blechschale 12 aufgenommen wird und die Niederhalteflächen 41 zur Anlage an den Blechschalenrändern gelangen. Bei weiterer Bewegung des Werkzeugoberteils 2 nach unten wird die Werkstückaufnahme 47 von dem Werkstückhalter 44 zum Werkstückunterteil 5 bewegt, bis sie an diesem anliegt. Dann sind die Ränder der Blechschalen 12, 13 gegeneinander gepresst, und die Abkantbacken 43, 43* werden so weit nach unten geschoben, dass die überstehenden Abschnitte der Ränder der Blechschale 12 mittels der Abkantbacken 43, 43* am Außenrand der Stützstempel 49, 49* mindestens annährend rechtwinklig nach unten abgekantet werden. In dieser Position, in der die Werkstückaufnahme 47 gegen das Werkzeugunterteil 5 und der Werkstückhalter 44 gegen das Werkzeugoberteil 2 gepresst sind stehen die Stangen 22, 32 jeweils auf der Außenseite von Werkzeugunterteil und Werkzeugoberteil heraus. - Dann wird das Werkzeug 1 in die in
Fig. 8 gezeigte Position gefahren, wobei zunächst das Werkzeugoberteil 2 so weit angehoben wird, dass die Abkantbacken 43, 43* sich oberhalb der Blechschalenränder befinden. Aufgrund der Kraft der Druckfeder 33 hält die Stange 32 den Werkstückhalter 44 in Anlage am Werkstück 10. Die Schieber 39, 39* sind in Richtung auf die Stange 32 verschoben und blockieren so eine Relativbewegung des Werkstückhalters. Die Werkstückaufnahme 47 folgt dieser Aufwärtsbewegung aufgrund der Kraft der Druckfeder 23. Da sich das Werkstück 10 in einer höheren Position befindet, als die Stützflächen 50, 50* wird ein Abstand gebildet, in den die von Distanzstücken 37, 37* gehaltenen Schieber 34, 34* von der Seite her eingerückt werden. Die Distanzstücke 37, 37* sind auf den Führungsbacken 46, 46* verschiebbar geführt und passen in den Abstand zwischen Abkantbacken 43, 43* und Führungsbacken 46, 46*. Da die Schieber 34 mit in einem Winkel von ca. 45 ° zur Längsachse des Schiebers 34 geneigten Schrägflächen 35, 35* versehen sind, wie dies auch inFig. 3 der Fall ist, erfolgt der als Zurichten bezeichnete zweite Verformungsschritt der Blechschalenränder, nämlich das Biegen der um 90 ° nach unten abgekanteten Abschnitte um ca. 45 ° zu der Werkstückaufnahme 47 hin. Die Verformung erfolgt durch das seitliche Fahren der der Distanzstücke mit den Schiebern 34, 34* in Richtung auf die Werkstückaufnahme 47. - Nachdem die Distanzstücke 37, 37* mit den Schiebern 34, 34* wieder seitlich nach außen bewegt worden sind und auch die Schieber 39, 39* wieder außerhalb des Abstandes 48 liegen, wird das Werkzeugoberteil 2 nach unten bewegt, so dass der Werkstückhalter 44 das Werkstück 10 und die Werkstückaufnahme 47 nach unten drückt, bis die Werkstückaufnahme am Werkzeugunterteil 5 anliegt. Durch weiteres Absenken des Werkzeugoberteils 2 gelangen die Stützflächen 50, 50* der Stützstempel 49, 49* auf den nach innen umgebogenen Abschnitt der Ränder der Blechschale 12 und durch eine restliche Bewegung des Werkzeugoberteil 2 nach unten wird der Falz vollständig geschlossen. Dabei umgeben die Abkantbacken 43, 43* wieder die Ränder der Blechschalen, wie dies aus
Fig. 9 ersichtlich ist. - Da nun der Falz erzeugt ist, wird das Werkzeug geöffnet, wie dies in
Fig. 10 dargestellt ist, wobei sich das Werkzeugoberteil 2 in der höchsten Position befindet. Da die Borde der Falzverbindungen seitlich über die Breite der Werkstückaufnahme 47 überstehen, können in dieser Position weitere Arbeitsgänge zur Sicherung der Falzverbindungen durchgeführt werden, beispielsweise das Anbringen von Schweißpunkten oder das Abwinkeln oder Umlegen des Bords an der Falzverbindung mittels eines Biegewerkzeugs. Die Zugänglichkeit des an den Blechrändern gebildeten Bords ist durchaus gegeben. - Die
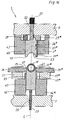
Fig. 11 zeigt eine Ausführungsvariante des Werkzeugs 1, das dafür vorgesehen ist, auf den unterschiedlichen Seiten des Gehäuses 9 des Werkstücks 10 an den Rändern der Blechschalen 12, 13 auf der einen Seite eine nach oben geformte Falzverbindung und auf der anderen Seite eine nach unten geformte Falzverbindung zu erzeugen. Zu diesem Zweck ist am Werkzeugoberteil 2 auf der rechten Seite des Werkstückhalters 54 eine Abkantbacke 53* mit einem Schieber 51 angeordnet, wohingegen auf der linken Seite des Werkstückhalters 54 eine Führungsbacke 56 mit einem Stützstempel 58 vorgesehen ist. Der Werkstückhalter 54 ist bezogen auf die Mittellängsachse M unsymmetrisch, wobei auf der rechten Seite neben einer Vertiefung 52 eine Niederhaltefläche 59 vorgesehen und auf der linken Seite ein spitzer Rand geformt sind. Auf der Seite mit dem spitzen Rand des Werkstückhalters 54 befindet sich der Stützstempel 58. Am Werkzeugunterteil 5 ist eine Werkstückaufnahme 57 angeordnet, die spiegelbildlich zum Werkstückhalter 54 ausgebildet, bezüglich der Länge jedoch kürzer ist. Die Werkstückaufnahme 57 ist mit einer Vertiefung 55 versehen, in der das Werkstück 10 aufgenommen ist. Ebenso sind die am Werkzeugunterteil 5 befestigten Führungsbacke 56* und Abkantbacke 53 von gleicher Kontur, aber spiegelbildlich zu den am Werkzeugoberteil befestigten Bauelementen. Bei dem inFig. 11 gezeigten Arbeitsgang wird der Blechrand auf der linken Seite nach oben und der Blechrand auf der rechten Seite nach unten mittels der Abkantbacken 53, 53* umgeformt. Die Werkstückhalter 54 und Werkstückaufnahme 57 sind jeweils durch federbelastete Stangen 60 abgestützt. - Die
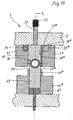
Fig. 12 zeigt eine Ausführung des Werkzeugs 1, bei dem an dem Werkzeugoberteil 2 auf der linken Seite eine Abkantbacke 43 und auf der rechten Seite eine Führungsbacke 46* angeordnet sind. Entsprechend liegen diesen eine am Werkzeugunterteil 5 befestigte Abkantbacke 43* und Führungsbacke 46 gegenüber. Zwischen Abkantbacke 43 und Führungsbacke 46* ist ein Werkstückhalter 64 verschiebbar angeordnet, der bezogen auf die Längsachse L unsymmetrisch ausgebildet ist. In Ausnehmungen 61, 62 der Abkantbacke 43 und Führungsbacke 46* sind Schieber 63 angeordnet, deren Funktion derjenigen der Schieber 39, 39* inFig. 8 entspricht. Zwischen Abkantbacke 43* und Führungsbacke 46 ist eine Werkstückaufnahme 67 verschiebbar angeordnet, die ebenfalls bezogen auf die Längsachse L unsymmetrisch ist. Im Abstand zwischen Abkantbacke und Führungsbacke ist auf jeder Seite ein Distanzstück 37, 37* mit einem darin fest aufgenommenen Schieber 34, 34* dargestellt, wobei diese zum Zwecke des Umbiegens des Blechabschnitts um 45 ° zum Werkstück 10 hin bewegt werden. Da durch die Abkantbacke 43 der Blechrand um 90° nach unten verformt worden ist, besitzt der Schieber 34 eine nach oben verlaufende Schrägfläche 35, während der Schieber 34* eine nach unten verlaufende Schrägfläche 35* besitzt, da die Abkantbacke 43* den Blechrand um 90 ° nach oben verformt hat. Auch die Abkantbacke 43* und Führungsbacke 46 weisen Ausnehmungen 61, 62 mit darin angeordneten Schiebern 63 auf. Die Arbeitsweise dieses Werkzeugs 1 entspricht derjenigen, wie sie zu denFiguren 6 bis 10 beschrieben ist, mit dem einzigen Unterschied, dass beim Werkzeug gemäßFig. 12 an den auf beiden Seiten befindlichen Rändern jeweils spiegelbildliche Arbeitsschritte ausgeführt werden, d.h. auf der linken Seite wird ein Falz nach unten und auf der rechten Seite ein Falz nach oben erzeugt. - In den beschriebenen Ausführungsbeispielen sind als Stellmittel für die Stangen und Bolzen Druckfedern dargestellt. Selbstverständlich können auch andere Stellmittel vorgesehen werden, insbesondere Pneumatikzylinder, Stellmotoren oder dergleichen. Das Werkzeug kann beispielsweise in eine Presse eingebaut werden, die als Antrieb des Werkzeugs für die Hubbewegung dient. Es ist jedoch auch möglich, das Werkzeug in einer Vorrichtung mit einem Antriebsaggregat, beispielsweise einem Pneumatik- oder Hydraulikzylinder einzusetzen. Weiterhin ist es möglich, das Werkzeug mit einem eigens dafür geschaffenen Rahmen und einem Antrieb zu versehen, so dass diese Kombination eine stets fertig einsetzbare Einheit bildet und das Werkzeug nicht erst in einer Presse oder Arbeitsvorrichtung installiert werden muss.
- In
Fig. 13 ist ein Werkzeug 1 dargestellt, das im Wesentlichen aus dem Werkzeugoberteil 2 und daran aufgenommenen Abkantbacken 3*, 43 und einem zwischen diesen verschiebbar gehaltenem Werkstückhalter 64 sowie dem Werkzeugunterteil 5 mit daran befestigten Führungsbacken 46, 46* und der zwischen diesen verschiebbar gehaltenen Werkstückaufnahme 47 besteht. Am unteren Ende weist der Werkstückhalter 64 eine Vertiefung 63 auf. Das Werkzeugunterteil 5 mit den von diesem getragenen Teilen entspricht der Ausführung inFig. 6 . Aus diesem Grund stimmen auch die Bezugszeichen für gleiche Teile mit denjenigen derFig. 6 überein. Am Werkzeugoberteil 2 entspricht die auf der rechten Seite gezeigte Abkantbacke 3* derjenigen inFig. 1 , wobei zwischen der Abkantbacke 3* und dem Werkstückhalter 64 ein Niederhalter 15* angeordnet ist. Dieser Niederhalter 15* ist relativ zum Werkstückhalter 64 begrenzt verschiebbar, so wie dies zurFig. 1 beschrieben ist. In der Abkantbacke 3* ist der Schieber 29* angeordnet, der genauso ausgebildet ist wie inFig. 1 und auch dieselbe Funktion erfüllt. Die auf der linken Seite inFig. 13 gezeigte Abkantbacke 43 mit dem darin angeordneten Schieber 39 entspricht exakt der Ausführung inFig. 6 . In der inFig. 13 gezeigten relativen Lage des Werkzeugoberteils 2 zum Werkzeugunterteil 5 ist der Abstand zwischen dem Werkstückhalter 64 und der Werkstückaufnahme 47 groß genug, dass ein Werkstück 10 in die Vertiefung 42 an der Oberseite der Werkstückaufnahme 47 eingelegt werden kann. - Die
Fig. 14 zeigt in vergrößerter Darstellung die Einzelheit XIV inFig. 13 . In der Vertiefung 42 der Werkstückaufnahme 47 liegt das Werkstück 10, das ein inneres Rohr 8 und ein Gehäuse 9 umfasst. Zwischen dem Rohr 8 und dem Gehäuse 9 ist ein Hohlraum 11 gebildet, der beispielsweise mit einem Isolations- bzw. Dämmmaterial gefüllt sein kann. Das Gehäuse 9 besteht aus zwei Blechschalen 12, 13, die nach außen gebördelte Ränder 61, 62 aufweisen, an denen die Blechschalen 12, 13 aneinander liegen. Im Ausführungsbeispiel derFig. 14 ist der Rand 61 der Blechschale 12 breiter als der Rand 62 der Blechschale 13, es ist jedoch auch möglich, beide Ränder 61, 62 in gleicher Breite auszuführen. - Nachdem das Werkstück 10 in die Vertiefung 42 der Werkstückaufnahme 47 eingelegt ist, kann der erste Verformungsschritt ausgeführt werden, was anhand der
Fig. 15 erläutert wird. Hierzu erfolgt ein Absenken des Werkzeugoberteils 2 mit den von diesem getragenen Bauteilen in Richtung auf das Werkzeugunterteil 5, so dass in der Vertiefung 63 des Werkstückhalters 64 die Blechschale 12 aufgenommen wird und der Niederhalter 15* einerseits und die Niederhaltefläche 41 andererseits zur Anlage an den Blechschalenrändern gelangen. Bei weiterer Bewegung des Werkzeugoberteils 2 nach unten wird die Werkstückaufnahme 47 von dem Werkstückhalter 64 und dem Niederhalter 15* zum Werkstückunterteil 5 bewegt, bis sie an diesem anliegt. Auf diese Weise werden die Ränder 61, 62 (vgl.Fig. 14 ) der Blechschalen 12, 13 gegeneinander gepresst. Dann werden die Abkantbacken 3*, 43 so weit nach unten geschoben, dass die überstehenden Ränder 61 der Blechschale 12 mittels der Abkantbacken am Außenrand der Stützstempel 49, 49* mindestens annähernd rechtwinklig nach unten abgekantet werden. - Die
Fig. 16 zeigt das Werkzeugoberteil 2 in einer hochgefahrenen Position und auch die Werkstückaufnahme 47 ist von der Druckfeder 23 in die Ausgangsposition zurückgeführt worden. An den Rändern 61 der Blechschale 12 sind die abgekanteten Abschnitte zu erkennen. Die Schieber 29*, 39 sind zu der Stange 32 hin verschoben und blockieren so eine Relativbewegung des Werkstückhalters 64. Distanzstücke 37, 37* mit darin gelagerten Schiebern 34, 34* werden von der Seite her eingerückt. - Danach wird gemäß
Fig. 17 das Werkzeugoberteil 2 wieder abgesenkt, bis sich die Abkantbacken 3*, 43 auf den Distanzstücken 37, 37* abstützen und der Werkstückhalter 64 mit dem Niederhalter 15* auf den Rändern der Blechschale 12 liegen. Durch die Schieber 34, 34*, die mit einem Winkel von ca. 45° zur Längsachse des Schiebers geneigten Schrägflächen 35, 35* versehen sind, erfolgt das Zurichten der Ränder der Blechschale 12 als zweiter Verformungsschritt, nämlich um weitere 45° zur Werkstückaufnahme 47 hin. - Danach wird das Werkzeugoberteil 2 leicht angehoben, so dass die Distanzstücke 37, 37* mit den Schiebern wieder seitlich nach außen bewegt werden können. Auch die Schieber 29* und 39 sind wieder von der Stange 32 weg bewegt. Danach wird das Werkzeugoberteil 2 nach unten bewegt, wie dies in
Fig. 18 dargestellt ist. Dabei drückt der Werkstückhalter 64 das Werkstück 10 und die Werkstückaufnahme 47 nach unten, bis die Werkstückaufnahme am Werkzeugunterteil 5 aufliegt. Durch weiteres Absenken des Werkzeugoberteils 2 gelangen die Stützflächen 50, 50* der Stützstempel 49, 49* auf den nach innen gebogenen Abschnitt der Ränder der Blechschale 12 und durch eine restliche Bewegung des Werkzeugoberteils 2 nach unten wird der Falz vollständig geschlossen. - Auf der rechten Seite in
Fig. 19 kann nun ein Umlegen des Bords der Falzverbindung erfolgen. Hierzu wird ein Schieber 65 zwischen die Unterseite der Werkstückaufnahme 47 und das Werkzeugunterteil 5 geschoben, damit keine Relativbewegung zwischen den Führungsbacken 46, 46* und der Werkstückaufnahme 47 erfolgt. Der in der Abkantbacke 3* angeordnete Schieber 29* wird nach innen verschoben, so dass die Schulter 30* hinter den Niederhalter 15* greift. Dann wird das Werkzeugoberteil 2 nach unten bewegt, wodurch der Niederhalter 15* den Bord des rechten Falzes umlegt, im vorliegenden Beispiel um 90°. - In
Fig. 13 bis 19 ist lediglich ein Niederhalter 15* dargestellt. Es ist jedoch auch möglich, rechts und links Niederhalter anzuordnen, so dass ein Umlegen des Bords der Falze auf beiden Seiten möglich ist. In diesem Fall werden alle vom Werkzeugoberteil 2 getragenen Teile spiegelbildlich zur Längsachse L des Werkstückhalters 64 ausgebildet. Ein wesentlicher Vorteil der Ausführungsvariante gemäßFig. 13 bis 19 ist darin zu sehen, dass eine Kombination der einfachen Ausführung, wie sie inFig. 6 gezeigt ist, mit der Möglichkeit des Umlegens des Bords eines Falzes oder beider Falze geschaffen ist.
Claims (15)
- Vorrichtung zum Verbinden von Blechschalen (12, 13) zu einem Gehäuse (9) eines Werkstücks (10) mittels Falzen an den Rändern der Blechschalen (12, 13), umfassend ein Werkzeug (1) mit einem ortsfesten Werkzeugunterteil (5) und einem in Richtung auf dieses beweglichen Werkzeugoberteil (2), wobei auf dem Werkzeugunterteil (5) eine Werkstückaufnahme (7, 47, 57) angeordnet ist, und wobei ein verschiebbar gelagerter Werkstückhalter (4, 44, 54, 64) der Werkstückaufnahme (7, 47, 57) gegenüberliegend angeordnet ist, und wobei eine Einrichtung zum Zurichten der zu falzenden Abschnitte an den Rändern der Blechschalen (12, 13) vorgesehen ist, die Schrägflächen (35) aufweist,
dadurch gekennzeichnet, dass die Werkstückaufnahme (7, 47, 57) senkrecht zum Werkzeugunterteil (5) verschiebbar ist und an ihrem oberen Ende eine Vertiefung (14, 42, 52) aufweist, in der das Werkstück (10) aufgenommen wird, und außerdem eine Einrichtung zum Stützen der Ränder der Blechschalen (12, 13) auf einer Seite einer Verbindungsebene (E) und eine Einrichtung zum Abkanten (3, 3*, 43, 43*, 53, 53*) auf der anderen Seite vorgesehen sind. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet, dass die Einrichtung zum Abkanten mindestens eine Abkantbacke (3, 3*; 43, 43*; 53, 53*), vorzugsweise zwei oder mehrere Abkantbacken (3, 3*; 43, 43*; 53, 53*) umfasst. - Vorrichtung nach Anspruch 2,
dadurch gekennzeichnet, dass je Abkantbacke (3, 3*; 43, 43*; 53, 53*) eine Führungsbacke (6, 6*; 46, 46*; 56, 56*) vorgesehen ist, die der jeweiligen Abkantbacke (3, 3*; 43, 43*; 53, 53*) gegenüberliegt. - Vorrichtung nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass die Einrichtung zum Zurichten seitlich zuführbare Schieber (34, 34*) umfasst, an denen die Schrägflächen (35, 35*) ausgebildet sind. - Vorrichtung nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass der Werkstückhalter (4, 44, 54) und die Werkzeugaufnahme (7, 47, 57) mittels Stellmitteln relativ zum Werkzeugoberteil (2) bzw. Werkzeugunterteil (5) verstellbar sind. - Vorrichtung nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass Sperrelemente zum Eingriff zwischen dem Werkzeugoberteil (2) und dem Werkstückhalter (4, 44, 54) vorgesehen sind, wobei vorzugsweise die Sperrelemente als quer oder längs zum Werkstückhalter bzw. der Werkzeugaufnahme bewegbare Schieber (29, 29*; 39, 39*; 51, 51*) ausgebildet sind. - Vorrichtung nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass Sperrelemente (36, 36*, 63, 65) zum Eingriff zwischen der Werkstückaufnahme (7, 47) und dem Werkzeugunterteil (5) angeordnet sind. - Vorrichtung nach einem der Ansprüche 3 bis 7,
dadurch gekennzeichnet, dass die Einrichtung zum Stützen der Ränder durch Stützelemente (17, 17*) gebildet ist, die begrenzt verschiebbar zwischen den Führungsbacken (6, 6*) und dem Werkzeughalter (7) angeordnet sind. - Vorrichtung nach einem der Ansprüche 3 bis 7,
dadurch gekennzeichnet, dass die Einrichtung zum Stützen der Ränder durch Stützstempel (49, 49*) mit an deren Stirnseiten ausgebildeten Stützflächen (50, 50*) gebildet ist. - Vorrichtung nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass die Einrichtung zum Stützen der Ränder durch die neben der Vertiefung (14) verlaufenden Randflächen an der Werkstückaufnahme (7) gebildet ist. - Vorrichtung nach einem der Ansprüche 2 bis 10,
dadurch gekennzeichnet, dass zumindest zwischen einer Abkantbacke (3, 3*) und dem Werkstückhalter (64) ein Niederhalter (15*) angeordnet ist, der relativ zum Werkstückhalter und zur Abkantbacke (3*) verschiebbar ist. - Vorrichtung nach Anspruch 11,
dadurch gekennzeichnet, dass zwischen jeder Abkantbacke (3, 3*) und dem Werkstückhalter (4) ein Niederhalter (15, 15*) angeordnet ist. - Vorrichtung nach Anspruch 3,
dadurch gekennzeichnet, dass mindestens zwei Führungsbacken (6, 6*; 46, 46*) auf dem Werkzeugunterteil (5) angeordnet sind und zwischen diesen die Werkstückaufnahme (7, 47) vorgesehen ist. - Vorrichtung nach Anspruch 3,
dadurch gekennzeichnet, dass der Werkstückhalter (54) und die Werkstückaufnahme (57) jeweils zwischen einer Abkantbacke (53, 53*) und einer Führungsbacke (56, 56*) angeordnet sind. - Vorrichtung nach einer der Ansprüche 1 bis 10,
dadurch gekennzeichnet, dass auf einer Seite der Werkstückaufnahme (67) eine Führungsbacke (46) am Werkzeugunterteil (5) und die Abkantbacke (43) am Werkzeugoberteil (2) angeordnet sind, und auf der anderen Seite der Werkstückaufnahme (67) die Führungsbacke (46*) am Werkzeugoberteil (2) und die Abkantbacke (43*) am Werkzeugunterteil (5) angeordnet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13005005.7A EP2801418B1 (de) | 2013-05-07 | 2013-10-19 | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13002421 | 2013-05-07 | ||
| EP13005005.7A EP2801418B1 (de) | 2013-05-07 | 2013-10-19 | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2801418A1 EP2801418A1 (de) | 2014-11-12 |
| EP2801418B1 true EP2801418B1 (de) | 2016-01-20 |
Family
ID=48430408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13005005.7A Active EP2801418B1 (de) | 2013-05-07 | 2013-10-19 | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2801418B1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113976751B (zh) * | 2021-10-25 | 2024-08-13 | 陕西科技大学 | 一种基于环形垫片挤压实现板-管连接的方法及装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5871421U (ja) * | 1981-11-02 | 1983-05-14 | 株式会社土屋製作所 | 筒状体縁部のかしめ装置 |
| JP2000051958A (ja) * | 1998-08-07 | 2000-02-22 | Nissan Motor Co Ltd | ヘミング加工方法 |
| US6446322B1 (en) * | 2000-05-10 | 2002-09-10 | Tenneco Automotive Operating Company Inc. | Method and apparatus for sealing canisters |
| US6467324B2 (en) * | 2001-02-27 | 2002-10-22 | William Patrick | Die hemming assembly and method |
| US20020157441A1 (en) * | 2001-02-27 | 2002-10-31 | William Patrick | Die hemming assembly and method |
| JP2004181498A (ja) * | 2002-12-04 | 2004-07-02 | Honda Motor Co Ltd | ヘミング金型装置 |
-
2013
- 2013-10-19 EP EP13005005.7A patent/EP2801418B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2801418A1 (de) | 2014-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2987566B1 (de) | Vorrichtung und Verfahren zum Kalibrieren von Grat aufweisenden Schnittflächen an Stanz- oder Feinschneidteilen | |
| WO2021094433A1 (de) | Vorrichtung zum umformen eines in einem statorkern angeordneten leiterstücks sowie ein entsprechendes verfahren | |
| DE60006917T2 (de) | Geschlossenes Strukturteil | |
| EP2473313B1 (de) | Verfahren zum verschweissen von im fügebereich eine punkt- oder kurze linienberührung aufweisenden teilen sowie fügeeinrichtung | |
| DE19836374C1 (de) | Verfahren und Vorrichtung zum Fügen eines Laschenkettengliedes | |
| DE68926538T2 (de) | Faltvorrichtung | |
| AT514821A1 (de) | Biegepresse und Biegeverfahren | |
| WO2000069726A2 (de) | Verfahren und vorrichtung zur bildung einer dreiseitig begrenzten ecke aus einem ebenflächigen, plattenförmigen material | |
| EP3515619A1 (de) | Werkzeug, werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP2522464B1 (de) | Pressbacke und Verfahren zum Herstellen einer Pressverbindung | |
| EP1781430B1 (de) | Verfahren und vorrichtung zum herstellen eines längsnahtgeschweissten hohlprofils | |
| EP2873512B1 (de) | Vorrichtung zum Stanzen und Schweißen von Kunststoffteilen | |
| EP2801418B1 (de) | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen | |
| DE202013004278U1 (de) | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen | |
| EP2845663B1 (de) | Biegepresse mit einem Biegewerkzeug aus mehreren Werkzeugelementen | |
| DE202014010253U1 (de) | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse | |
| EP3606688B1 (de) | Austauschbares werkzeug für eine werkzeugmaschine | |
| DE10062836A1 (de) | Verfahren zur Herstellung eines rohrförmigen Hohlkörpers | |
| DE147939C (de) | ||
| DE2721610B1 (de) | Presse zum Vorbiegen von Blechzuschnitten bei der Herstellung von Grossrohren | |
| EP3184189B1 (de) | Verfahren und vorrichtung zur herstellung eines hinterachsträgers für ein kraftfahrzeug | |
| EP3055085B1 (de) | Vorrichtung und verfahren zur herstellung einer anordnung, welche ein bauteil mit einer isolierung enthält | |
| DE102019129967A1 (de) | Verfahren zur Verbindung von Teilen im Bereich einer unregelmäßig verlaufenden Konturlinie und Werkzeug | |
| DE1301297B (de) | Vorrichtung fuer das Stauchen laenglicher Werkstuecke auf Pressen | |
| DE102011051801B4 (de) | Verfahren und Vorrichtung zur Herstellung von Kernspangen und Kernspange |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131019 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20141203 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 5/06 20060101AFI20150526BHEP Ipc: B21D 39/02 20060101ALI20150526BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150721 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 771449 Country of ref document: AT Kind code of ref document: T Effective date: 20160215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013001824 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Ref country code: NL Ref legal event code: MP Effective date: 20160120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160421 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160520 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160520 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013001824 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| 26N | No opposition filed |
Effective date: 20161021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161031 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161102 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161019 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20161031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502013001824 Country of ref document: DE Representative=s name: PATENTANWAELTE DIPL.-ING. W. JACKISCH & PARTNE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502013001824 Country of ref document: DE Representative=s name: PATENTANWAELTE DIPL.-ING. WALTER JACKISCH & PA, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502013001824 Country of ref document: DE Owner name: ING. ROLF KOELLE E.K., INHABER MATTHIAS KOELLE, DE Free format text: FORMER OWNER: KOELLE, ROLF, 71665 VAIHINGEN, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131019 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160120 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 771449 Country of ref document: AT Kind code of ref document: T Effective date: 20181019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181019 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251021 Year of fee payment: 13 |