EP2741043A1 - Agencement de profilé, procédé de fabrication de celui-ci, échangeur thermique, profilé de support et agencement d'échangeur thermique - Google Patents
Agencement de profilé, procédé de fabrication de celui-ci, échangeur thermique, profilé de support et agencement d'échangeur thermique Download PDFInfo
- Publication number
- EP2741043A1 EP2741043A1 EP12196327.6A EP12196327A EP2741043A1 EP 2741043 A1 EP2741043 A1 EP 2741043A1 EP 12196327 A EP12196327 A EP 12196327A EP 2741043 A1 EP2741043 A1 EP 2741043A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- profile
- carrier
- heat exchanger
- carrier profile
- individual profiles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images












Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/06—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being attachable to the element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D21/0001—Recuperative heat exchangers
- F28D21/0014—Recuperative heat exchangers the heat being recuperated from waste air or from vapors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/0008—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one medium being in heat conductive contact with the conduits for the other medium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2215/00—Fins
- F28F2215/10—Secondary fins, e.g. projections or recesses on main fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/12—Fastening; Joining by methods involving deformation of the elements
- F28F2275/122—Fastening; Joining by methods involving deformation of the elements by crimping, caulking or clinching
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/14—Fastening; Joining by using form fitting connection, e.g. with tongue and groove
Definitions
- the invention relates to a profile arrangement, a heat exchanger, a method for producing a profile arrangement, a carrier profile and a heat exchanger arrangement.
- carrier profiles and individual profiles for example sheets, in particular heat-conducting sheets, that is to say absorber sheets and / or radiation sheets, to one another.
- the carrier profiles and the individual profiles can be extruded as one-piece extruded parts.
- a profile is understood to mean a profiled elongate component.
- the object is achieved by a profile arrangement with a carrier profile.
- At least one holding element which is formed integrally with the carrier profile, is arranged on the carrier profile at least on a carrier surface.
- the profile arrangement comprises at least one individual profile, preferably a plurality of individual profiles arranged in parallel, with at least one profile edge facing the carrier surface.
- the holding element overlaps the profile edge at least partially.
- the profile edge is connected by means of the holding element in a force-locking manner, in particular by a press connection, to the carrier profile.
- the non-positive connection can act directly between the carrier profile and the single profile, without further connecting means are necessary. As a result, it is possible, in particular, to produce a contact which is capable of producing good heat conduction between the individual profile and the carrier profile, since no heat losses result from connecting elements.
- the single profile is in particular a profiled sheet, more particularly a heat conducting sheet.
- a plurality of preferably parallel arranged individual profiles is attached to the carrier profile.
- a plurality of mutually parallel holding elements are preferably arranged on the carrier profile, which is in particular plate-shaped. Since no additional connection means must be attached, the individual profiles can be arranged close to each other and so a compact designed profile arrangement can be created with a variety of individual profiles.
- the holding element surrounds an edge of the single profile, so that the edge of the single profile is clamped between one end of the holding element and the carrier profile.
- the at least one retaining element in cross section is approximately L-shaped or approximately T-shaped or approximately V-shaped.
- a holding element with a T-shaped or V-shaped cross-section is particularly suitable for holding two or more individual profiles on both sides.
- An approximately V-shaped cross section is also understood to mean an approximately Y-shaped or approximately U-shaped cross section, wherein the opening may be pointed or rounded, and the legs may have a convex or concave contour.
- a press connection can be easily made by depressed the outer ends of the holding member.
- a multiplicity of individual profiles can be fastened by a simultaneous depression of the holding element ends.
- the holding element on the side facing away from the carrier profile side in a profile approximately V-shaped or U-shaped recess.
- On both sides of the recess are each a material web with a bending area and a clamping area.
- a tool can be guided in the groove-like recess, wherein the bending region bends against the carrier profile and presses the clamping region against the edge of the single profile.
- the holding element, in particular the bending area preferably has a convex outer contour on the side facing away from the carrier profile, so that a pressing tool, which is guided in the recess of the holding element, exerts a sufficiently large force on the clamping area.
- the holding elements in cross-section extending parallel to the support surface and pressed against a profile edge contact surface whose width is equal to or greater than the distance between the contact surface and the support surface.
- the carrier profile can be created as a rolled and / or milled component.
- the carrier profile is preferably an extruded part. Extruded parts can be produced in almost any lengths. The extrusion is particularly inexpensive when a base plate is to create with molded-on elements, so the cross-section of the extruded part thus has a simple geometry.
- the carrier profile is made of a thermally conductive material.
- the carrier profile is preferably made of a light metal or a non-ferrous metal.
- the material of the carrier profile has a tensile strength between 150 and 300 MPa, so that the material is cold-formed, in particular by means of rolling or bending.
- the carrier profile made of aluminum or an aluminum alloy.
- the carrier profile is formed as a plate with mutually parallel support surfaces and holding elements are arranged on both support surfaces. It can therefore also be arranged individual profiles on both sides of the base plate.
- the profile arrangement is then embodied in particular in such a way that heat conducting sheets are respectively located on both sides of the plate-shaped carrier profile, wherein the carrier profile is suitable for separating two regions in a fluid-tight manner.
- At least one spacer element can be arranged for spacing adjacent profile edges.
- the spacer element is also formed integrally with the carrier profile and arranged in particular parallel to the holding elements.
- the spacer element guarantees a defined distance between adjacent individual profiles or between two opposite edges of a single profile, both of which enter into a press connection with the carrier profile.
- the spacer element facilitates in particular the application or insertion of the individual profiles and prevents slippage of the edges during the creation of the press connection.
- the spacer element can also provide an additional contact surface between the individual profiles and the carrier profile, and thus improve the thermal conductivity between the individual profiles and the carrier profile.
- the profile arrangement is designed so that between two individual profiles at least one integrally formed with the carrier profile rib is arranged, which preferably extends beyond the height of the individual profiles.
- the rib is adapted to form a fluid-tight barrier between two regions on one side of the carrier profile.
- the rib is arranged parallel to the holding elements.
- the individual profiles are bent parts made of sheet metal, in particular of aluminum sheet.
- Sheet metal profiles are particularly well suited for use as politiciansleitbleche, since sheet metal profiles can be relatively stable form in thin material thickness and with a large surface.
- Sheet metal profiles thus offer at the same time a sufficiently good thermal conductivity, a large surface and a small hydraulic diameter.
- the hydraulic diameter is defined as four times the cross-sectional area divided by the inner circumference.
- each individual profile has two parallel, angled profile edges, which are in operative connection with adjacent holding elements.
- the edge of the angled profile edges is in particular pressed in each case by a holding element to the carrier profile.
- the single profile is particularly preferably formed as a hat profile, wherein the legs are spaced apart from each other with the angled edge regions and on the side facing away from the carrier profile side a flattened area is provided.
- the hat profile includes a channel volume with a channel cross-sectional area.
- the hat profile may have a certain tension when the legs of the hat profile are compressed by the holding elements.
- the profile arrangement is designed so that at least two superposed profile edges are connected together by means of a holding element with the carrier profile.
- the holding elements allow efficient and parallel attachment of several individual profiles.
- the number of individual profiles and thus the contact surface of a townleitelements can still be further increased if a plurality of individual profiles are attached to a holding element.
- At least two nested hat profiles with different cross-sectional configurations are preferably arranged between adjacent holding elements.
- the nested hat profiles are preferably spaced apart from each other to the region of the superposed profile edges and therefore form a number of fluid channels, each with a large wall surface. This facilitates the heat exchange.
- the hat profiles can be designed and arranged so that the pointing away from the carrier profile ends of adjacent individual profiles come very close. Only in the vicinity of the holding elements must be left enough space to guide a pressing tool between adjacent individual profiles.
- a heat exchanger comprising a housing and at least one profile arrangement arranged in the housing as described above.
- the profile arrangement is preferably formed as a heat conducting element, that is, the carrier profile is made of thermally conductive material and the non-positive connection between the carrier profile and the individual profiles is designed so that a good thermal contact between the individual profiles and the carrier profile.
- the housing is formed in two parts, so that the profile arrangement can be easily introduced into the housing.
- the housing may consist of two symmetrically shaped to each other housing parts or a housing body and a housing cover exhibit.
- the housing may be channel-shaped, so that a profile arrangement designed as a heat-conducting element has to be inserted from the head side.
- a heat exchanger allows removal of the heat conducting elements, even when mounted within a building where there is typically no space to extract the heat conducting elements from the head side. The heat exchanger can be opened, cleaned and maintained.
- gas supply lines and gas discharge lines are provided on the housing, in particular openings are provided through which gas can flow in and / or out.
- the interior of the housing is subdivided by the carrier profile into at least two fluid-tight, in particular gas-tight, closed-off regions, wherein individual profiles preferably protrude into both regions.
- warm exhaust air can deliver their heat to cooler fresh air, wherein the exhaust air flows through a first area on one side of a carrier profile and the fresh air through a second area on the other side of the carrier profile, which is in particular plate-shaped.
- the fluid seal within the heat exchanger is ensured by the carrier profile, which is formed of gas-tight material in sufficient material thickness.
- the heat exchanger is designed so that individual profiles are arranged on both sides of a plate-shaped carrier profile. These form heat absorbers, in particular on one side of the carrier profile and heat radiators on the other side of the carrier profile.
- the profile arrangement can be constructed symmetrically, so that both sides of the carrier profile can be used as a heat absorber or heat radiator.
- the profile arrangement can be made asymmetrical, wherein the individual profiles on one side of the carrier profile have a larger surface than on the other side or are made of other material.
- the heat exchanger may for example be designed so that profile sheets are arranged on one side of the carrier profile and on the other side of the carrier profile individual profiles of an alternative material, for example of a water-absorbent plastic, are inserted.
- An asymmetric heat exchanger is particularly advantageous for use in the field of evaporative cooling on the exhaust air.
- the heat exchanger may also, at least on one side of the carrier profile, be filled with storage masses, such as sand fillings.
- the intermediate space between the housing and the carrier profile is sealed with at least one separate sealing element.
- the sealing element may comprise the edge of a plate-shaped carrier profile and be clamped between two housing parts.
- the sealing element is preferably made of a plastic, for example in the form of a wire-reinforced foam rubber plug.
- the sealing element also leads to a thermal decoupling of profile element and housing.
- the area on one side of the carrier profile is further divided fluid-tight by at least one rib arranged on the carrier profile.
- the rib is also enclosed by a sealing element.
- the heat exchanger can be designed so that it can be thermally coupled to a temperature sink or a heat source.
- the support profile may have tubular recesses, which are traversed by fluid, which is colder or warmer than the environment, for example, heated water or a refrigerant of a heat pump.
- the heat exchanger can preferably be coupled to an on-site existing fluid-carrying pipe.
- the carrier profile and / or the housing can be brought into thermal operative connection with at least one tube for the passage of a fluid as a temperature sink or as a heat source.
- the pipe is available in particular on site.
- the carrier profile is pressed by means of a spring, for example a tension spring or leaf spring, preferably a leaf spring made of copper, against the fluid-carrying tube.
- the heat exchanger several profile arrangements are arranged in a housing.
- the profile arrangements can be arranged in parallel, wherein in each case two adjacent carrier profiles lie opposite each other, so that the individual profiles lie on one side of a first carrier profile with the other side of an adjacent carrier profile together in a gas-tight region.
- the carrier profiles can be arranged side by side so that in particular plate-shaped carrier profiles lie in a plane.
- a plurality of individual profiles equipped with carrier profiles are arranged in a housing, between which a respective coupling element is arranged, which preferably forms a fluid-tight subdivision.
- the coupling element is preferably itself equipped with ribs, so that the heat exchange between the fluid-tight regions is facilitated.
- the coupling element is preferably manufactured as an extruded part. It is made in particular of aluminum and / or an aluminum alloy.
- the object is also achieved by a method for producing a profile arrangement, in particular as described above, in particular a heat conducting element, with the following method steps.
- At least one holding element which is formed integrally with the carrier profile, is arranged on the carrier profile at least on a carrier surface.
- the carrier profile can be produced in particular by an extrusion process.
- the single profile can be produced in particular by rolling and bending as a shaped sheet metal.
- At least one individual profile in particular a heat-conducting sheet, is applied to the carrier profile, in particular pushed in from the end face.
- the profile edges of the individual profiles are brought to the holding elements until reaching the desired relative position between the carrier profile and the individual profiles.
- the single profile has an angled edge whose width corresponds to the distance between a space provided on the carrier profile spacer element and a holding element.
- a pressing of the retaining element to the non-positive connection between the single profile and the carrier profile succeed.
- the pressing is done in particular with a rolling press tool.
- the retaining element has a groove-like recess on the side facing away from the base plate, with a respective material web having a bending region and a clamping region being located on each side of the recess.
- a pressing tool is guided in the recess and along the retaining element, so that the bending area is pressed in the direction of the base plate and the clamping area presses against the single profile.
- a plurality of holding elements are pressed simultaneously.
- holding elements which are arranged opposite one another on both sides of a plate-shaped carrier profile, are pressed against one another, wherein at the same time a single profile is fastened on both sides of the carrier profile.
- a plurality of parallel individual profiles is clamped simultaneously on both sides of the base plate.
- the pressing tool is guided in such a way that a multiplicity of respectively opposite pairs of rolling press elements simultaneously act against an upper and lower retaining element, which are located on both sides of the base plate opposite, be pressed.
- the single profile is inserted into the holding element from the end face of the carrier profile before the holding element is pressed.
- At least one profile arrangement can be mounted in a housing, wherein the carrier profile is provided in particular with a sealing element, and thus a heat exchanger can be produced.
- the object is further achieved by a heat exchanger arrangement with a heat exchanger, as described above.
- the heat exchanger is integrated into a building envelope such that a fluid which flows through the heat exchanger simultaneously passes through the building envelope.
- the heat exchange thus takes place where the transition from outside to inside, or from cold to warm or from warm to cold. Thermal losses on the way of fluids through the building are therefore minimized.
- the heat exchanger can be connected via uninsulated fluid lines with the respective room units to be operated.
- the fluid flows on the way through the heat exchanger perpendicular to the building envelope, in particular perpendicular to a building outer surface.
- the fluid flows in the vertical direction through a roof surface.
- the heat exchanger can be arranged in a shaft provided by the customer, eg a chimney.
- the heat exchanger can be arranged disassembled in the building envelope.
- the heat exchanger may be removed from the on-site shaft, e.g. the fireplace, be pulled out.
- FIG. 1 shows a first example of a profile arrangement 100 according to the invention.
- the profile arrangement 100 consists of a carrier profile 101 and a plurality of individual profiles 102 arranged parallel to one another.
- the carrier profile 101 comprises a base plate 103.
- a multiplicity of holding elements 104 are formed integrally with the carrier profile 101.
- the holding elements 104 are located on both support surfaces 105, 106 of the base plate 103.
- the holding elements 104 have an approximately T-shaped profile.
- the holding elements 104 overlap the carrier surface 105 facing profile edges 107 of the individual profiles 102 and clamp them against the base plate 103rd
- a holding element 104 clamps on both sides of the profile edges 107, 108, which are formed here as angled edges of two nested, hat profile-like curved individual profiles 102.
- the individual profiles 102 are designed as bent parts made of sheet metal.
- Each single profile 102 is held by two retaining elements 104.
- FIG. 2 shows a second example of a profile arrangement 200 according to the invention.
- the profile arrangement in turn consists of a carrier profile 201 and of a plurality of individual profiles 202.
- the carrier profile 201 has a base plate 203, on which a plurality of holding elements 204 are arranged, which run parallel to each other.
- Distance holding elements 209 are located between two holding elements 204.
- the spacing holding elements 209 have a defined distance 210 to the holding elements 204. This corresponds exactly to the width of an angled edge 207 of the single profile 202. If the single profile 202 is pushed onto the carrier profile 201, Thus, for the angled edge 207 results in a defined position between the support member 204 and spacer member 209. Even before the support member 204 is pressed against the base plate 203 and the profile edge 207 of the single section 202 clamped, the single profile 202 has a defined position and can not move , This allows precise positioning of the individual profiles 202 on the carrier profile 201.
- FIG. 3a shows a sectional view of a carrier profile 1.
- FIG. 3b shows a detailed view of the sectional view FIG. 3a .
- the holding elements 4 have on the side facing away from the base plate 3 side 11 a groove-like recess 12 with an approximately V-shaped cross-section.
- On both sides of the recess 12 are each a web of material with a bending region 13 and with a clamping portion 14th
- the holding elements 4 have in cross section a parallel to the support surface 5 extending and to a profile edge not explicitly shown to be pressed contact surface 18 whose width 16 is equal to or greater than the distance 17 between the contact surface 18 and the support surface. 5
- the holding elements 4 are arranged symmetrically on both support surfaces 5, 6 of the base plate 3.
- the technological of the base plate 3 contour of the holding elements 4 is convex.
- a roll pressing tool can engage in each case simultaneously from both sides into the recesses 12 of opposing holding elements 4 and press the bending areas 13 against the base plate 3, wherein the clamping region 14 presses against the individual profiles, which are not explicitly shown in this figure.
- a spacer element 9 is arranged in each case. This consists of two ribs 15, each defining a fixed distance to the bending region 13 of the retaining element 4.
- FIGS. 4a and 4b schematically show a method for producing a profile assembly 300.
- Two oppositely arranged Rollpresstechnikmaschinee 21 simultaneously press the not explicitly shown holding elements on both sides of the base plate 303 against each other, wherein the edge regions of the individual profiles 303 between the holding element and the base plate 303 are pressed.
- the rolling press tool 21 consists of a plurality of roller-type rolling press elements 21 arranged on a shaft 22.
- the rolling press elements 23 each engage a holding element, so that a plurality of individual profiles 302 can be fastened to the carrier profile 301 at the same time.
- FIG. 5 shows a further example of a profile arrangement 400 according to the invention.
- ribs 415 are attached on both sides, which act as a gas barrier between two regions 416, 417 on a carrier surface 405 of the carrier profile 401.
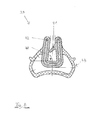
- FIG. 6 shows the sectional view of a first example of a heat exchanger 30 according to the invention.
- the heat exchanger 30 comprises a profile arrangement designed as a heat-conducting element 31 and a housing 32.
- the plate-shaped carrier profile 33 of the heat-conducting element 31 divides the housing interior 34 into two areas 35, 36, each of which is sealed against each other in a fluid-tight manner. In one of the areas, for example, exhaust air can flow out of a building. In the other area 36 incoming air can flow into a building.
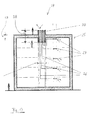
- FIG. 7 shows a perspective view of the heat exchanger 30 from FIG. 6 ,
- the housing 32 of the heat exchanger 30 is in two parts. Each part has an opening 37 for a gas supply line and an opening 38 for a gas discharge.
- the base plate 33 is thermally insulated from the housing by means of a sealing element 39.
- a heat exchanger according to the invention has a typical length between about 1.50 m and 3 m, a typical width between about 200 mm and 300 mm.
- the individual profiles are on both sides about 60mm from the base plate, so that the profile arrangement has approximately a depth of 120-130 mm.
- the base plate has a typical material thickness between about 2.5mm and 5mm.
- the single profile has a sheet thickness of preferably about 0.5mm to 1mm.
- each individual profile is formed from two nested hat profiles with different cross-sectional configurations.
- the carrier profile is made of an aluminum alloy, the hat profiles of an aluminum sheet.
- the housing is preferably at least partially made of aluminum sheet, but can also be made of galvanized sheet steel or chrome steel.
- FIG. 8 shows a sectional view of a sealing element 39.
- the sealing element 39 is a channel sealing profile with a groove 40 which serves to receive the edge of the base plate.
- a sealing lip 41 ensures a firm contact between the edge of a plate-shaped carrier profile and the sealing element 39.
- the sealing element consists of EPDM foam rubber and has a clamping reinforcement 42 made of stainless steel wire.
- the outer region 43 nestles against the edges of the housing parts.
- FIG. 9 shows a second example of a heat exchanger 50 according to the invention.
- This also includes a housing 52 and a heat-conducting element 51.
- the heat-conducting element is additionally provided with ribs 55, which are arranged on both sides on the plate-shaped carrier profile 53.
- the carrier profile 53 and the ribs 55 divide the housing interior 54 into four fluid-tight sealed areas. In these areas, supply air, exhaust air and supply air and exhaust air of an incinerator can each flow gas-tightly separated from each other. There is no mixing of combustion-related air and room air.
- FIG. 10 shows an example of a heat exchanger 60, which is coupled to a room-side fluid-carrying pipe 70.
- the plate-shaped carrier profile 63 of the heat-conducting element 61 is pressed by means of a tension spring 71 against the fluid-carrying tube 70.
- Profile arrangements according to the present invention can be modularly arranged in housings and thus form heat exchangers with different arrangements and different numbers of gas-carrying channels.
- FIG. 11 shows an example of a heat exchanger 80, in which two heat-conducting elements 81 are arranged side by side, so that the plate-shaped carrier profiles 83 are located in mutually parallel planes.
- FIG. 12 shows an example of a heat exchanger 90, in which two heat-conducting elements 91 are arranged side by side so that the plate-shaped carrier profiles 93 are in one plane.
- the adjacent heat-conducting elements 91 are separated from one another by a coupling element 95.
- the coupling element 95 is provided on both sides with heat-conducting ribs 96, so that there is a good thermal contact between the regions.
- the coupling element 95 simultaneously provides a gastight barrier between the regions.
- FIG. 13 shows a schematic view of a typical inventive heat exchanger assembly 24th
- the heat exchanger 20 is integrated in a building shell 25 in such a way that a fluid which flows through the heat exchanger 20 simultaneously passes through the building shell 25.
- the fluid passes in a vertical direction through the heat exchanger 20.
- the heat exchange takes place on a route 28 which is longer than the thickness 29 of the housing shell 25th
- the heat exchanger 20 is thus placed where the transition from outside to inside, or from warm to cold or cold to warm takes place.
- the fluid drives 27 are arranged decentralized. It can be provided per floor or per room unit, a fluid drive 27. A removal of the fluid drives 27 allows a more compact construction of the heat exchanger assembly 24. In addition, the heat exchange can be controlled individually for each floor or room unit.
- the heat exchanger 20 preferably has separate fluid channels for the respective floors or room units.
- the fluid drives can also be arranged centrally, for example at the upper end of the heat exchange.
- Separately driven systems may be provided or different heat exchangers may have a common drive.
- the heat exchangers and the corresponding drives can be operated, maintained and cleaned from a central location.
- FIG. 14 shows a detailed view of an alternative embodiment to the example of a heat exchanger 60 according to FIG. 10 , which is coupled to room side existing fluid-carrying pipes 70.
- the plate-shaped carrier profile 63 of the heat-conducting element 61 is extended by a coupling rib 73, which is plugged onto the lateral end of the carrier profile 74, thus creating a heat-conductive connection.
- the coupling rib 73 is in thermal form via leaf springs 72 made of copper Contact with the housing 75, which in turn is thermally connected to fluid carrying tubes 70.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12196327.6A EP2741043A1 (fr) | 2012-12-10 | 2012-12-10 | Agencement de profilé, procédé de fabrication de celui-ci, échangeur thermique, profilé de support et agencement d'échangeur thermique |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12196327.6A EP2741043A1 (fr) | 2012-12-10 | 2012-12-10 | Agencement de profilé, procédé de fabrication de celui-ci, échangeur thermique, profilé de support et agencement d'échangeur thermique |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2741043A1 true EP2741043A1 (fr) | 2014-06-11 |
Family
ID=47471548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12196327.6A Withdrawn EP2741043A1 (fr) | 2012-12-10 | 2012-12-10 | Agencement de profilé, procédé de fabrication de celui-ci, échangeur thermique, profilé de support et agencement d'échangeur thermique |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2741043A1 (fr) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1100057B (de) * | 1958-01-29 | 1961-02-23 | Siemens Ag | Waermeabgebender metallischer Koerper mit vergroesserter Oberflaeche |
| EP0036041A2 (fr) | 1980-03-19 | 1981-09-23 | Vereinigte Aluminium-Werke Aktiengesellschaft | Echangeur de chaleur pour toits, façades, clôtures et similaires |
| EP0106262A1 (fr) * | 1982-10-07 | 1984-04-25 | Schäfer Werke GmbH | Echangeur thermique en particulier radiateur |
| US5014776A (en) * | 1988-04-27 | 1991-05-14 | Joachim Hess | Heat emitting unit in form of a heater or cooler |
| WO2006051102A1 (fr) * | 2004-11-15 | 2006-05-18 | Peter Haeusler | Canal d'echange thermique, profile strie pour le realiser, et echangeur thermique |
| DE102005035458A1 (de) * | 2005-07-28 | 2007-02-01 | BSH Bosch und Siemens Hausgeräte GmbH | Wärmetauscher für Dunstabzugsvorrichtung und Dunstabzugsvorrichtung |
| US20080289809A1 (en) | 2007-05-22 | 2008-11-27 | Guomo Jiang | Heat exchanger and fabrication method thereof |
| DE202009008497U1 (de) * | 2009-04-17 | 2009-10-29 | Huang, Tsung-Hsien, Yuan Shan | Kühlkörper |
| US20110315365A1 (en) * | 2010-06-23 | 2011-12-29 | Shyh-Ming Chen | Heat sink and method for manufacturing the same |
| US20110315366A1 (en) * | 2010-06-23 | 2011-12-29 | Shyh-Ming Chen | Heat sink and method for manufacturing the same |
| DE202011105836U1 (de) * | 2011-09-20 | 2012-09-04 | Rbb Aluminium Profiltechnik Ag | Montageplatte aus Aluminium für Wärme erzeugende Elemente |
-
2012
- 2012-12-10 EP EP12196327.6A patent/EP2741043A1/fr not_active Withdrawn
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1100057B (de) * | 1958-01-29 | 1961-02-23 | Siemens Ag | Waermeabgebender metallischer Koerper mit vergroesserter Oberflaeche |
| EP0036041A2 (fr) | 1980-03-19 | 1981-09-23 | Vereinigte Aluminium-Werke Aktiengesellschaft | Echangeur de chaleur pour toits, façades, clôtures et similaires |
| EP0106262A1 (fr) * | 1982-10-07 | 1984-04-25 | Schäfer Werke GmbH | Echangeur thermique en particulier radiateur |
| US5014776A (en) * | 1988-04-27 | 1991-05-14 | Joachim Hess | Heat emitting unit in form of a heater or cooler |
| WO2006051102A1 (fr) * | 2004-11-15 | 2006-05-18 | Peter Haeusler | Canal d'echange thermique, profile strie pour le realiser, et echangeur thermique |
| DE102005035458A1 (de) * | 2005-07-28 | 2007-02-01 | BSH Bosch und Siemens Hausgeräte GmbH | Wärmetauscher für Dunstabzugsvorrichtung und Dunstabzugsvorrichtung |
| US20080289809A1 (en) | 2007-05-22 | 2008-11-27 | Guomo Jiang | Heat exchanger and fabrication method thereof |
| DE202009008497U1 (de) * | 2009-04-17 | 2009-10-29 | Huang, Tsung-Hsien, Yuan Shan | Kühlkörper |
| US20110315365A1 (en) * | 2010-06-23 | 2011-12-29 | Shyh-Ming Chen | Heat sink and method for manufacturing the same |
| US20110315366A1 (en) * | 2010-06-23 | 2011-12-29 | Shyh-Ming Chen | Heat sink and method for manufacturing the same |
| DE202011105836U1 (de) * | 2011-09-20 | 2012-09-04 | Rbb Aluminium Profiltechnik Ag | Montageplatte aus Aluminium für Wärme erzeugende Elemente |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0193810A2 (fr) | Système pour tempérer des locaux | |
| EP2226570A2 (fr) | Elément de plaques pour un élément de chauffage et/ou de refroidissement de couvercle | |
| DE102008020422B4 (de) | Heiz- oder Kühlelement mit einer Anschlussverrohrung | |
| DE29803166U1 (de) | Heiz- bzw. Kühlkörper | |
| EP0036041A2 (fr) | Echangeur de chaleur pour toits, façades, clôtures et similaires | |
| DE2920577C2 (de) | Wärmetauscher mit zumindest einem Wärmerohr zum Einbau in eine Schottwand | |
| EP0955503A2 (fr) | Elément rayonnant de plafond | |
| EP2741043A1 (fr) | Agencement de profilé, procédé de fabrication de celui-ci, échangeur thermique, profilé de support et agencement d'échangeur thermique | |
| DE102006037484A1 (de) | Profilpaneel zum Heizen und/oder Kühlen eines Gebäuderaumes | |
| WO2006051102A1 (fr) | Canal d'echange thermique, profile strie pour le realiser, et echangeur thermique | |
| EP2980493A1 (fr) | Dispositif de chauffage de pièces | |
| EP3234471B1 (fr) | Profilé de radiateur de plafond | |
| DE3610667A1 (de) | Doppelrohr bestehend aus zwei einstueckig ueber einen steg miteinander verbundenen schutzrohren | |
| DE4440790C1 (de) | Verfahren zur Herstellung von Kühldecken | |
| EP0004580B1 (fr) | Elément d'échange de chaleur | |
| EP0601443A1 (fr) | Collecteur solaire avec conduites de distribution internes | |
| EP3025111B1 (fr) | Tuyau collecteur pour un dispositif d'échangeur de chaleur, dispositif d'échangeur de chaleur et procédé de vidange d'un dispositif d'échangeur de chaleur | |
| DE3316538A1 (de) | Plattenheizkoerper | |
| DE19504242B4 (de) | Gliederwärmetauscher, insbesondere für Raumheizkörper mit Profilrohrgliedern | |
| EP0323862B1 (fr) | Elément pour tempérer des locaux | |
| DE2455338A1 (de) | Vorrichtung zur waermeuebertragung | |
| WO2024156715A1 (fr) | Profilé, agencement de profilé et système de régulation de température | |
| DE102007023696B4 (de) | Verflüssiger für Haushaltskältegeräte | |
| DE102017119299A1 (de) | Multifunktionsmodul für ein Multifunktionssystem, Multifunktionssystem | |
| AT501943A1 (de) | Heizkörper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20121210 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20141118 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F28F 3/06 20060101AFI20170302BHEP Ipc: F28D 7/00 20060101ALI20170302BHEP Ipc: F28D 21/00 20060101ALI20170302BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170426 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20170907 |