EP2712737A1 - Printing apparatus and method for top coat - Google Patents
Printing apparatus and method for top coat Download PDFInfo
- Publication number
- EP2712737A1 EP2712737A1 EP12006758.2A EP12006758A EP2712737A1 EP 2712737 A1 EP2712737 A1 EP 2712737A1 EP 12006758 A EP12006758 A EP 12006758A EP 2712737 A1 EP2712737 A1 EP 2712737A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing
- cylinder
- printing medium
- medium
- topcoat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000001035 drying Methods 0.000 claims description 6
- 230000005855 radiation Effects 0.000 claims description 6
- 230000001133 acceleration Effects 0.000 claims description 5
- 230000032258 transport Effects 0.000 abstract description 2
- 239000003973 paint Substances 0.000 description 8
- 239000004922 lacquer Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0208—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles
- B05C5/0212—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles only at particular parts of the articles
- B05C5/0216—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles only at particular parts of the articles by relative movement of article and outlet according to a predetermined path
- B05C5/022—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles only at particular parts of the articles by relative movement of article and outlet according to a predetermined path the outlet being fixed during operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/10—Sheet holders, retainers, movable guides, or stationary guides
- B41J13/22—Clamps or grippers
- B41J13/223—Clamps or grippers on rotatable drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/10—Sheet holders, retainers, movable guides, or stationary guides
- B41J13/22—Clamps or grippers
- B41J13/223—Clamps or grippers on rotatable drums
- B41J13/226—Clamps or grippers on rotatable drums using suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
Definitions
- printheads There may be two or more printheads are provided, each arranged a nozzle row parallel, non-collinear and offset in the row direction to each other.
- Commercially available printheads often have rows of nozzles that do not have the entire width required to print alone on a transversely conveyed sheet of print media. Most of the nozzle lines are surrounded by a holding structure all around, so that multiple print heads can not be positioned directly adjacent to each other without further ado. A gap in the printed image is also out of the question.
- the offset between parallel and in the feed direction arranged printheads allow seamless printing, of course, the shift in the pressure control is taken into account.
Landscapes
- Ink Jet (AREA)
Abstract
Description
Die vorliegende Erfindung bezieht sich auf eine Vorrichtung und ein Verfahren zum Bedrucken eines zuvor bedruckten Flachmaterials mit einem Klarlack, insbesondere einem UVhärtbaren Lack.The present invention relates to an apparatus and a method for printing a previously printed sheet with a clearcoat, especially a UV curable lacquer.
Herkömmliche Druckverfahren wie zum Beispiel das in der Offenlegungsschrift
Die Erfindung setzt sich daher zum Ziel, die Unzulänglichkeiten des Standes der Technik zu überwinden. Dazu stellt die Erfindung die Druckvorrichtung nach Anspruch 1, und das Druckverfahren nach Anspruch 10 sowie die Verwendung nach Anspruch 15 bereit.The invention therefore sets itself the goal of overcoming the shortcomings of the prior art. To this end, the invention provides the printing apparatus of
Eine erfindungsgemäße Druckvorrichtung für einen Decklack umfasst dem zu Folge wenigstens einen ortsfest angebrachten Druckkopf vom Tintenstrahl-Typ mit wenigstens einer Zeile von Düsen, einen in Bezug auf den Druckkopf drehbaren Zylinder für den Transport eines Bedruckmediums am Druckkopf vorbei während des Druckvorgangs, wobei der Zylinder eine Greifvorrichtung für eine in Drehrichtung vordere Kante des Bedruckmediums aufweist, einen Motor für die Drehung des Zylinders, eine Anlagestruktur für die positionsgenaue Anlage des Bedruckmediums in Bezug auf den Druckkopf vor Druckbeginn, eine Vorrichtung (Abstreifer oder Greifer) zum Ablösen der vorderen Kante des Bedruckmediums nach dem Druckbeginn, und eine Drucksteuerung für das Ansteuern des Druckkopfes in Abhängigkeit vom Transport des Bedruckmediums. Es können zwei oder mehr Druckköpfe vorgesehen sein, deren je eine Düsenzeile parallel, nicht-kollinear und in Zeilenrichtung versetzt zueinander angeordnet sind. Kommerziell erhältliche Druckköpfe weisen oftmals Düsenzeilen auf, die nicht die gesamte erforderliche Breite aufweisen, um allein einen quer transportierten Bogen des Bedruckmediums zu bedrucken. Meist sind die Düsenzeilen ringsum von einer Haltestruktur umgeben, sodass mehrere Druckköpfe nicht ohne Weiteres direkt aneinander angrenzend positioniert werden können. Eine Lücke im Druckbild kommt ebenfalls nicht in Frage. Der Versatz zwischen parallel und in Vorschubrichtung hintereinander angeordneten Druckköpfen ermöglichst einen nahtlosen Druck, wobei natürlich die Verschiebung in der Drucksteuerung berücksichtigt wird.A topcoat printing device according to the present invention thus comprises at least one inkjet-type printhead having at least one row of nozzles, a cylinder rotatable relative to the printhead for transporting a print medium past the printhead during the printing operation, the cylinder having a print head Having gripping device for a front in the direction of rotation edge of the printing medium, a motor for the rotation of the cylinder, an investment structure for the positionally accurate installation of the print medium with respect to the printhead before printing, a device (scraper or gripper) for detaching the front edge of the print medium after the start of printing, and a print control for the control of the print head in response to the transport of the print medium. There may be two or more printheads are provided, each arranged a nozzle row parallel, non-collinear and offset in the row direction to each other. Commercially available printheads often have rows of nozzles that do not have the entire width required to print alone on a transversely conveyed sheet of print media. Most of the nozzle lines are surrounded by a holding structure all around, so that multiple print heads can not be positioned directly adjacent to each other without further ado. A gap in the printed image is also out of the question. The offset between parallel and in the feed direction arranged printheads allow seamless printing, of course, the shift in the pressure control is taken into account.
Der Zylinder kann stirnseitig mit einer Saugvorrichtung verbindbar sein und eine perforierte Mantelfläche zum Ansaugen des Bedruckmediums aufweisen. Damit wird das Bedruckmedium im Drucksektor zuverlässig am Zylinder festgehalten, auch nachdem der Greifer die vordere Kante des Mediums wieder losgelassen hat, damit diese vordere Kante nach Verlassen des Drucksektors vom Zylinder (tangential gerade oder in einem Gegenbogen) abgelöst werden kann. Der Druck im Inneren des Zylinders liegt zweckmäßigerweise unterhalb des Atmosphärendrucks. Die Perforationen können zeilenweise angeordnet und je unter 1 mm groß sein.The cylinder may be connectable to the front side with a suction device and have a perforated lateral surface for sucking the printing medium. Thus, the printing medium in the printing sector is reliably held on the cylinder, even after the gripper has released the front edge of the medium, so that this front edge after leaving the printing sector of the cylinder (tangential straight or in a counter-arc) can be replaced. The pressure in the interior of the cylinder is expediently below the atmospheric pressure. The perforations can be arranged line by line and each under 1 mm in size.
Der Motor kann zum Beschleunigen, Drehen und dann Abbremsen des Zylinders für jeden einzelnen Druckvorgang ausgebildet sein. Die Steuerung kann in einer Ausführungsform zum Drucken nur während der Drehphase des Motors ausgebildet sein. Damit ist der Medienvorschub während der Druckphase konstant, was die Drucksteuerung vereinfacht und auch sicherstellt, dass das Druck"bild" gleichmäßig ist: Eine ungleichmäßige Decklackschicht würde den optischen Eindruck beeinträchtigen.The motor may be configured to accelerate, rotate and then decelerate the cylinder for each individual printing operation. The controller may in one embodiment for Printing be formed only during the rotational phase of the engine. Thus, the media feed is constant during the printing phase, which simplifies the printing control and also ensures that the print "image" is uniform: A non-uniform topcoat layer would affect the visual impression.
Alternativ kann der Motor zum kontinuierlichen Drehen des Zylinders ausgebildet sein. In dieser Variante ist eine Vorrichtung zur positionsgenauen Übergabe des Bedruckmediums an den sich drehenden Zylinder, also ohne Anlegestruktur vorgesehen.Alternatively, the motor may be configured to continuously rotate the cylinder. In this variant, a device for positionally accurate transfer of the printing medium to the rotating cylinder, that is provided without landing structure.
Ein erfindungsgemäßes Drucksystem umfasst die Vorrichtung wie oben beschrieben, und einen separaten Trockner, welcher je nach verwendetem Lack eine UV-Strahlungsquelle aufweisen kann. Die räumliche Trennung erlaubt den aufgespritzten Lacktröpfchen, ineinanderzulaufen und die Lackoberfläche zu nivellieren, bevor die Verfestigung (z. B. durch strahlungsinduzierte Vernetzung, oder Wärme-Trocknung) eintritt.An inventive printing system comprises the device as described above, and a separate dryer, which may have a UV radiation source depending on the used paint. The spatial separation allows sprayed paint droplets to run into each other and level the paint surface before solidification (eg, by radiation-induced crosslinking or heat-drying) occurs.
Ein erfindungsgemäßes Decklack-Druckverfahren umfasst das Anlegen zweier Kanten eines Bedruckmediums an Anlegestrukturen in zwei aufeinander senkrecht stehenden Richtungen, das Erfassen einer vorderen der beiden Kanten und Beschleunigen des Bedruckmediums mit einer Drehvorrichtung, das Bedrucken des Bedruckmediums mit einem Decklack bei konstanter Drehgeschwindigkeit der Drehvorrichtung, das Ablösen der vorderen Kante des Bedruckmediums von der Drehvorrichtung nach Beginn des Bedruckens, das Abbremsen der Drehvorrichtung zum Stillstand nach Ende des Bedruckens, und das Trocknen oder Aushärten des Decklacks entfernt von der Drehvorrichtung, wobei das Aushärten das Bestrahlen mit UV-Strahlung umfassen kann.An inventive topcoat printing method comprises applying two edges of a printing medium to landing structures in two mutually perpendicular directions, detecting a front of the two edges and accelerating the printing medium with a rotating device, the printing of the printing medium with a topcoat at a constant rotational speed of the rotating device, the Detaching the leading edge of the printing medium from the rotary device after printing has commenced, braking the rotary device to a stop after printing has ended, and drying or curing the topcoat remotely from the rotary device, wherein the curing may comprise exposure to UV radiation.
Das Bedrucken kann das Ansteuern von mindestens zwei ortsfesten Druckköpfen vom Tintenstrahl-Typ umfassen, die in Bezug auf die Anlageposition in Beschleunigungsrichtung unterschiedlich angeordnet sind, wobei ihr Positionsunterschied beim Ansteuern berücksichtigt wird, indem ein an den Lageunterschied in Abhängigkeit von der Vorschubgeschwindigkeit angepasster Zeitunterschied eingerechnet wird. Die Druckköpfe können in Vorschubrichtung hinter der Anlagestruktur angeordnet sein, so dass dazwischen ein Beschleunigungssektor bereitgestellt ist, in welchem das Bedruckmedium beschleunigt, aber noch nicht bedruckt wird.The printing may include driving at least two stationary inkjet-type printheads differently arranged with respect to the abutment position in the direction of acceleration, taking into account their positional difference in driving, by taking into account a time difference adapted to the positional difference as a function of the advancing speed , The printheads can be arranged in the feed direction behind the plant structure, so that there is provided between them an acceleration sector in which the printing medium is accelerated but not yet printed.
Das Anlegen einer, insbesondere längeren, vorderen Kante an zwei nebeneinander angeordnete Hervorstehungen und das Anlegen einer, insbesondere kürzeren, seitlichen Kante an eine abseits der beiden nebeneinander angeordneten Hervorstehungen angeordneten Schiene ermöglicht, die üblichen Bezugspunkte ohne weitere Umrechnungen zu verwenden und damit z. B. medienbedingte Ungenauigkeiten zu vermeiden.The application of a, in particular longer, front edge to two juxtaposed protrusions and the application of a, in particular shorter, lateral edge arranged on a side of the two juxtaposed protrusions rail allows to use the usual reference points without further conversions and thus z. B. to avoid media-related inaccuracies.
Weitere Merkmale der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen in Verbindung mit den Ansprüchen sowie den Figuren. In den Figuren werden gleiche bzw. ähnliche Elemente mit gleichen bzw. ähnlichen Bezugszeichen bezeichnet. Die Erfindung ist nicht auf die beschriebenen Ausführungsbeispiele beschränkt, sondern durch den Umfang der beiliegenden Patentansprüche bestimmt. Insbesondere können die einzelnen Merkmale bei erfindungsgemäßen Ausführungsformen in anderer Anzahl und Kombination als bei den untenstehend angeführten Beispielen verwirklicht sein. Bei der nachfolgenden Erläuterung eines Ausführungsbeispiels der Erfindung wird auf die beiliegenden Figuren Bezug genommen, von denen
Figur 1- eine Schemadarstellung einer herkömmlichen Druckvorrichtung zeigt,
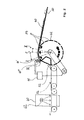
Figur 2- eine Schemadarstellung des zentralen Teils einer erfindungsgemäßen Druckvorrichtung zeigt, und
Figur 3- ein Flussdiagramm eines erfindungsgemäßen Druckverfahrens.
- FIG. 1
- shows a schematic representation of a conventional printing device,
- FIG. 2
- shows a schematic representation of the central part of a printing device according to the invention, and
- FIG. 3
- a flow chart of a printing method according to the invention.
Bei dem in
Bei dem in
Der Antrieb für den Hohlzylinder 42 ist durch den Motor M und den stilisierten Treibriemen angedeutet; natürlich kann der Motor M direkt auf der Zylinderachse angeordnet sein. Eine Steuerung 48 koordiniert die Drucksignale mit der Drehbewegung des Zylinders 42. Die Anlieferung der Bögen 40 (Bedruckmedien) leistet eine Förderstruktur 50, die sich bis kurz vor den Zylinder erstreckt und (ohne Darstellung) eine seitliche Führung und Anlagestruktur umfasst, die den angelieferten Bogen 40 gegen die seitliche Führung drückt. Auf der anderen Seite ist eine Ablösestruktur 52 vorgesehen, die die vordere Kante des Bogens 40 hintergreift und damit den bereits bedruckten vorderen Teil des Bogens 40 von dem Zylinder 42 ablöst und auf Abförderungsstrukturen 56 überträgt. Im Druckbereich wird der Bogen 40 durch Perforationen 54 in der Zylinderwand und eine nicht dargestellte Saugvorrichtung an die Zylinderwand gesaugt. Ohne Darstellung ist weiterhin ein Greifmechanismus, der die vordere Kante des Bogens 40 nach dessen Anlage an die Anlagestruktur 38 umgreift, so dass der Hohlzylinder 42 von dem Motor M beschleunigt werden kann, ohne unter dem aufliegenden Bogen 40 durchzurutschen. Dazu presst der Greifer den Bogen in einem Bereich nahe der vorderen Kante gegen die Zylinderwandung, gibt ihn aber wieder frei, bevor die Ablösestruktur hinter die vordere Kante des Bogens greift.The drive for the
Im Allgemeinen ist die Anlageposition I so gewählt, dass der Bogen dort horizontal angeordnet ist. Dass die Druckköpfe 46 dementsprechend schräg zur Vertikalen angeordnet sind, braucht wegen der hohen Ausstoßgeschwindigkeit und kurzen Distanz zum Bogen nicht berücksichtigt zu werden.In general, the abutment position I is chosen so that the arc is arranged horizontally there. That the
In einigem Abstand von der eigentlichen Druckvorrichtung ist in einer Ausführungsform des erfindungsgemäßen Systems ein Trockner oder besser: Aushärter 60 angeordnet, der eine UV-Strahlungsquelle 62 beinhaltet, mittels derer zuvor aufgetragener Lack durch reaktive Absorption zur Aushärtung gebracht wird. Alternativ kann, je nach Lack, ein Ofen zur Wärmetrocknung eingesetzt werden.At some distance from the actual printing device, in one embodiment of the system according to the invention, a dryer or better: curing
Der Fachmann wird erkennen, dass Abweichungen von und Varianten zu von den vorstehend beschriebenen Ausführungsformen möglich sind, ohne vom Umfang der beigefügten, allein maßgeblichen Patentansprüche abzuweichen.Those skilled in the art will recognize that departures from and variations from the above-described embodiments are possible without departing from the scope of the appended, all-important claims.
Claims (15)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12006758.2A EP2712737A1 (en) | 2012-09-27 | 2012-09-27 | Printing apparatus and method for top coat |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12006758.2A EP2712737A1 (en) | 2012-09-27 | 2012-09-27 | Printing apparatus and method for top coat |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2712737A1 true EP2712737A1 (en) | 2014-04-02 |
Family
ID=47018702
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12006758.2A Withdrawn EP2712737A1 (en) | 2012-09-27 | 2012-09-27 | Printing apparatus and method for top coat |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2712737A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015205453A1 (en) * | 2015-03-25 | 2016-09-29 | Heidelberger Druckmaschinen Ag | Sheet-fed press with acceleration station |
| WO2017202846A1 (en) * | 2016-05-24 | 2017-11-30 | Koenig & Bauer Ag | Sheet-fed press |
| FR3062340A1 (en) * | 2017-01-31 | 2018-08-03 | MGI Digital Technology | DEVICE AND METHOD FOR TRANSPORTING SUBSTRATES IN A PRINTING MACHINE |
| EP3960477A1 (en) * | 2020-08-27 | 2022-03-02 | Ricoh Company, Ltd. | Sheet heater, liquid discharge apparatus, and printer |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3313403A1 (en) * | 1982-05-28 | 1983-12-01 | Contraves Gmbh, 8013 Haar | Method and device for clamping, fastening and removing a sheet-type recording medium on a roller |
| US20010028381A1 (en) * | 1997-01-08 | 2001-10-11 | Toshiba Tec Kabushiki Kaisha | Ink-jet printer |
| DE102005003587A1 (en) | 2004-02-20 | 2005-09-01 | Heidelberger Druckmaschinen Ag | Inkjet print machine, has a control unit that controls print medium displacement velocity in order to obtain a required number of gray steps |
| JP2009149037A (en) * | 2007-12-21 | 2009-07-09 | Tohoku Ricoh Co Ltd | Coating device in inkjet printing equipment |
| US20110205321A1 (en) * | 2010-02-22 | 2011-08-25 | Masaru Kobayashi | Inkjet recording apparatus and method |
-
2012
- 2012-09-27 EP EP12006758.2A patent/EP2712737A1/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3313403A1 (en) * | 1982-05-28 | 1983-12-01 | Contraves Gmbh, 8013 Haar | Method and device for clamping, fastening and removing a sheet-type recording medium on a roller |
| US20010028381A1 (en) * | 1997-01-08 | 2001-10-11 | Toshiba Tec Kabushiki Kaisha | Ink-jet printer |
| DE102005003587A1 (en) | 2004-02-20 | 2005-09-01 | Heidelberger Druckmaschinen Ag | Inkjet print machine, has a control unit that controls print medium displacement velocity in order to obtain a required number of gray steps |
| JP2009149037A (en) * | 2007-12-21 | 2009-07-09 | Tohoku Ricoh Co Ltd | Coating device in inkjet printing equipment |
| US20110205321A1 (en) * | 2010-02-22 | 2011-08-25 | Masaru Kobayashi | Inkjet recording apparatus and method |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015205453A1 (en) * | 2015-03-25 | 2016-09-29 | Heidelberger Druckmaschinen Ag | Sheet-fed press with acceleration station |
| WO2017202846A1 (en) * | 2016-05-24 | 2017-11-30 | Koenig & Bauer Ag | Sheet-fed press |
| WO2017202848A1 (en) * | 2016-05-24 | 2017-11-30 | Koenig & Bauer Ag | Sheet-fed printing press |
| US10717268B2 (en) | 2016-05-24 | 2020-07-21 | Koenig & Bauer Ag | Sheet-fed press |
| FR3062340A1 (en) * | 2017-01-31 | 2018-08-03 | MGI Digital Technology | DEVICE AND METHOD FOR TRANSPORTING SUBSTRATES IN A PRINTING MACHINE |
| EP3960477A1 (en) * | 2020-08-27 | 2022-03-02 | Ricoh Company, Ltd. | Sheet heater, liquid discharge apparatus, and printer |
| US11890859B2 (en) | 2020-08-27 | 2024-02-06 | Ricoh Company, Ltd. | Sheet heater, liquid discharge apparatus, and printer |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2536569B1 (en) | Production installation and method for printing surfaces of material panels with a multi-colour image | |
| EP3218195B1 (en) | Printing device and method for printing containers | |
| EP2512812B1 (en) | System for imprinting containers | |
| EP3055137B1 (en) | Intermittently operating printing machine | |
| EP1500504B1 (en) | Apparatus for printing flat articles produced from wood-fibre material | |
| DE102009033810A1 (en) | Plant for printing on containers | |
| DE102009058212B4 (en) | Method for operating a system for printing on containers | |
| DE102009058222B4 (en) | Plant for printing containers with clamping devices with its own rotary drive | |
| EP3463914B1 (en) | Sheet-fed printing press | |
| EP2718108B1 (en) | Method for printing items and printing assembly | |
| DE102014208896B4 (en) | Printing machine with a supply system for coating agents | |
| EP0904945B1 (en) | Device for conveying of printing supports and for printing on them | |
| EP3768442B1 (en) | Sheet processing machine having a lateral suction device in the transport path | |
| EP2712737A1 (en) | Printing apparatus and method for top coat | |
| WO2018108361A1 (en) | Method and direct printing machine for printing round containers by means of direct printing | |
| DE102014206730A1 (en) | Apparatus and method for ink jet printing on containers | |
| WO2008151453A1 (en) | Method for printing endless printing substrates digitally | |
| EP3817925B1 (en) | Method for operating a printing press with a test printed image, and a printed product having a test printed image | |
| DE102015220406B4 (en) | Display and method for placing sheets on a stack of sheets | |
| WO2020229098A2 (en) | Printing apparatus, printer system and method for printing on an object | |
| DE102015017160B4 (en) | Machine arrangement with several processing stations for sequentially processing several sheet-shaped substrates | |
| DE102023119623A1 (en) | Printer with definition roll for an endless belt | |
| EP3693174A2 (en) | Device and method for printing a print substrate | |
| EP1669313A1 (en) | Method and device for further transporting and possibly processing of products which are laid out by a sheet-processing machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20141001 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20180807 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20190412 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190823 |