EP2573017A2 - Yarn winding unit, yarn winding apparatus and spinning machine - Google Patents
Yarn winding unit, yarn winding apparatus and spinning machine Download PDFInfo
- Publication number
- EP2573017A2 EP2573017A2 EP12174300A EP12174300A EP2573017A2 EP 2573017 A2 EP2573017 A2 EP 2573017A2 EP 12174300 A EP12174300 A EP 12174300A EP 12174300 A EP12174300 A EP 12174300A EP 2573017 A2 EP2573017 A2 EP 2573017A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- spun
- winding
- pooling
- spun yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/06—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to presence of irregularities in running material, e.g. for severing the material at irregularities ; Control of the correct working of the yarn cleaner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/20—Devices for temporarily storing filamentary material during forwarding, e.g. for buffer storage
- B65H51/22—Reels or cages, e.g. cylindrical, with storing and forwarding surfaces provided by rollers or bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/71—Arrangements for severing filamentary materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
- B65H69/06—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/11—Spinning by false-twisting
- D01H1/115—Spinning by false-twisting using pneumatic means
Definitions
- the present invention relates to a yarn winding unit that winds a spun yarn to form a package, a yarn winding apparatus and a spinning machine.
- Patent Document 1 This type of yarn winding apparatus is disclosed in, for example, Japanese Patent Application Laid-open No. 2010-77576 (Patent Document 1).
- the spinning machine disclosed in Patent Document 1 includes a plurality of spinning units.
- Each of the spinning units includes a spinning device that supplies a spun yarn and a winding device that winds the spun yarn and forms a package.
- a yarn slack eliminating device is arranged between the spinning device and the winding device.
- the yarn slack eliminating device temporarily pools the spun yarn around a rotating roller called a slack eliminating roller.
- a yarn clearer and a cutter are arranged between the spinning device and the yarn slack eliminating device.
- the yarn clearer monitors a thickness of the running spun yarn to detect any yarn defect. Upon detection of a yarn defect, the yarn clearer causes the cutter to cut the yarn to remove the yarn defect.
- the spinning machine disclosed in Patent Document 1 includes a yarn joining carrier.
- the yarn joining carrier includes a yarn joining device that joins the yarn on the spinning device side and the yarn on the package side.
- the yarn joining carrier moves to and stops at the position corresponding to the concerned spinning unit so that the yarn joining device can perform a yarn joining operation. Once the yarn joining operation is completed, the spinning operation of the spinning unit is resumed.
- the yarn slack eliminating device is arranged upstream of the yarn joining device in a yarn running direction, and the cutter is arranged further upstream of the yarn slack eliminating device. Therefore, even if a faulty yarn-joining is detected, the following operation needs to be undertaken to remove the faulty yarn joint. That is, the faulty yarn joint is cut by the cutter, and further, the entire spun yarn pooled in the yarn slack eliminating device is temporarily wound into the package. Thereafter, the package is rotated in the reverse direction to draw out the faulty yarn joint, and yarns are again joined by the yarn joining device after removing the faulty yarn joint.
- the spun yarn that is pooled in the yarn slack eliminating device can be of considerable length. Therefore, winding the entire spun yarn and again drawing the yarn up to the faulty yarn joint can take a long time.
- the present invention overcomes the prior art problems.
- a yarn winding apparatus includes a yarn supplying device, a winding device, a yarn joining device, a yarn pooling device, and a first cutting device.
- the yarn supplying device is adapted to supply a spun yarn.
- the winding device is adapted to wind the spun yarn onto a package.
- the yarn joining device is adapted to join an end of the spun yarn on the yarn supplying device side and an end of the spun yarn on the winding device side at a position between the yarn supplying device and the winding device in a yarn running direction.
- the yarn pooling device is adapted to temporarily pool the spun yarn at a position between the yarn supplying device and the yarn joining device in the yarn running direction.
- the first cutting device is adapted to cut the spun yarn at a position between the yarn pooling device and the yarn joining device in the yarn running direction.
- the length of the spun yarn that is wound by the winding device is shortened. Consequently, the length of the spun yarn that needs to be drawn from the package for a yarn joining operation by the yarn joining device is also shortened, and the yarn joining operation can be performed efficiently.
- the yarn winding apparatus includes a monitoring device adapted to monitor the spun yarn joined by the yarn joining device at a position immediately downstream of the yarn joining device in the yarn running direction.
- the first cutting device is adapted to cut the spun yarn based on a monitoring result obtained in the monitoring device.
- the spun yarn can be immediately cut by the first cutting device, and the yarn joining operation can be redone by the yarn joining device. Consequently, the package can be wound more efficiently.
- the yarn winding apparatus further includes a second cutting device and a removal device.
- the second cutting device is adapted to cut the spun yarn supplied from the yarn supplying device to the yarn pooling device.
- the removal device is adapted to remove the spun yarn pooled in the yarn pooling device.
- the spun yarn at the downstream of the yarn pooling device is cut by the first cutting device and the spun yarn at the upstream of the yarn pooling device is cut by the second cutting device. Consequently, the spun yarn pooled in the yarn pooling device can be removed easily by the removal device.
- the yarn pooling device in the yarn winding apparatus, includes a pooling roller adapted to pool the spun yarn by winding the spun yarn on an outer peripheral surface thereof.
- the yarn removal device includes a suction section and a driving section.
- the suction section is arranged near the yarn pooling device and adapted to suck in the spun yarn pooled in the yarn pooling device.
- the driving section is adapted to drive the yarn pooling device in the direction that assists the suction of the spun yarn by the suction section.
- the spun yarn can be removed definitively and in a short time.
- the yarn winding apparatus includes a detecting section adapted to detect whether the spun yarn is removed from the yarn pooling device.
- the yarn joining device is adapted to perform joining of the spun yarn when the detecting section detects that the spun yarn has been removed.
- the unnecessary spun yarn pooled in the yarn pooling device is prevented from getting in the way when the yarn joining device is performing the yarn joining operation. Consequently, failure of the yarn joining operation and a drop in the quality of the package can be prevented.
- the yarn supplying device be a spinning device that is adapted to use airflow to form the spun yarn from a fiber bundle.
- the spun yarn pooled in the yarn pooling device tends to be fairly long. Therefore, in the yarn winding apparatus of this kind, it is preferable that the spun yarn be cut between the yarn pooling device and the yarn joining device.
- the yarn winding apparatus includes a plurality of yarn winding units arranged side-by-side and a carrier.
- Each of the yarn winding units includes at least the yarn supplying device, the winding device, and the yarn pooling device.
- the carrier is adapted to move to the yarn winding units, and includes at least one of the first cutting device and the yarn joining device.
- the yarn joining operation by the yarn joining device can be performed efficiently so that the package can be wound more efficiently.
- a yarn winding unit includes a yarn supplying device, a winding device, a yarn joining device, a yarn pooling device, and a first cutting device.
- the yarn supplying device is adapted to supply the spun yarn.
- the winding device is adapted to wind the spun yarn onto the package.
- the yarn joining device is arranged at a position between the yarn supplying device and the winding device in the yarn running direction and adapted to join the end of the spun yarn on the yarn supplying device side and the end of the spun yarn on the winding device side.
- the yarn pooling device is arranged at a position between the yarn supplying device and the yarn joining device in the yarn running direction and adapted to temporarily pool the spun yarn.
- the first cutting device is arranged at a position between the yarn pooling device and the yarn joining device in the yarn running direction and adapted to cut the spun yarn.
- the length of the spun yarn that is wound by the winding device is shortened. Consequently, the length of the spun yarn that needs to be drawn from the package for the yarn joining operation by the yarn joining device is also shortened, and the yarn joining operation can be performed efficiently.
- the yarn winding unit includes a monitoring device adapted to monitor the spun yarn joined by the yarn joining device at a position immediately downstream of the yarn joining device in the yarn running direction.
- the first cutting device is adapted to cut the spun yarn based on the monitoring result obtained in the monitoring device.
- the spun yarn can be immediately cut by the first cutting device, and the yarn joining operation can be redone by the yarn joining device. Consequently, the package can be wound more efficiently.
- the yarn winding unit further includes a second cutting device and a removal device.
- the second cutting device is adapted to cut the spun yarn supplied from the yarn supplying device to the yarn pooling device.
- the removal device is adapted to remove the spun yarn pooled in the yarn pooling device.
- the spun yarn at the downstream of the yarn pooling device is cut by the first cutting device and the spun yarn at the upstream of the yarn pooling device is cut by the second cutting device. Consequently, the spun yarn pooled in the yarn pooling device can be removed easily by the removal device.
- the yarn pooling device in the yarn winding unit, includes a pooling roller adapted to pool the spun yarn by winding the spun yarn on an outer peripheral surface thereof.
- the yarn removal device includes a suction section and a driving section.
- the suction section is arranged near the yarn pooling device and adapted to suck in the spun yarn pooled in the yarn pooling device.
- the driving section is adapted to drive the yarn pooling device in the direction that assists the suction of the spun yarn by the suction section.
- the spun yarn can be removed definitively and in a short time.
- the yarn winding unit includes a detecting section adapted to detect whether the spun yarn is removed from the yarn pooling device.
- the yarn joining device is adapted to perform joining of the spun yarn when the detecting section detects that the spun yarn has been removed.
- the unnecessary spun yarn pooled in the yarn pooling device is prevented from getting in the way when the yarn joining device is performing the yarn joining operation. Consequently, failure of the yarn joining operation and a drop in the quality of the package can be prevented.
- the yarn supplying device be a spinning device that is adapted to use airflow to form the spun yarn from the fiber bundle.
- the spun yarn pooled in the yarn pooling device tends to be fairly long. Therefore, in the yarn winding unit of this kind, it is preferable that the spun yarn be cut between the yarn pooling device and the yarn joining device.
- the yarn winding apparatus includes a plurality of the yarn winding units.
- the yarn joining operation by the yarn joining device in each of the yarn winding units can be performed efficiently so that the package can be wound more efficiently.
- a spinning machine 1 as an example of a yarn winding apparatus shown in FIG. 1 includes a plurality of spinning units (yarn winding units) 2 arranged in a line, a yarn joining carrier (carrier) 3, a blower box 80, and a motor box 5.
- each of the spinning units 2 includes, arranged from upstream to downstream, a drafting device 7, a spinning device (yarn supplying device) 9, a yarn pooling device 12, and a winding device 13.
- the terms "upstream” and “downstream” used in this specification are upstream and downstream, respectively, with respect to a running direction of a fiber bundle 8 and a spun yarn 10 during spinning.
- the spinning device 9 spins the fiber bundle 8 fed from the drafting device 7 to form the spun yarn 10, and the winding device 13 winds the spun yarn 10 to form a package 45.
- the drafting device 7 is arranged near an upper end of a frame 6 of the spinning machine 1.
- the drafting device 7 includes, sequentially from the upstream side, four drafting rollers, namely, a back roller 16, a third roller 17, a middle roller 19 with an apron belt 18 made of rubber stretched over it, and a front roller 20.
- Each of the drafting rollers is driven to rotate at a predetermined speed.
- the drafting device 7 includes one roller each arranged opposing each of the drafting rollers.
- a sliver 15, which serves as a raw material for the fiber bundle 8, is fed into the drafting device 7 from a not shown sliver case via a not shown sliver guide.
- the drafting device 7 extends (drafts) the sliver 15 until a predetermined width is reached by feeding the sliver 15 sandwiched between the rotating drafting rollers and the opposing rollers to form the fiber bundle 8.
- the spinning device 9 is arranged immediately downstream of the front roller 20.
- the fiber bundle 8 drafted by the drafting device 7 is fed into the spinning device 9.
- the spinning device 9 twists the fiber bundle 8 fed from the drafting device 7 to form the spun yarn 10.
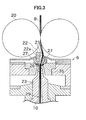
- the spinning device 9 used in the spinning machine 1 according to the present embodiment is an air-jet spinning device that twists the fiber bundle 8 by using a swirling airflow. As shown in FIG. 3 , the spinning device 9 includes a nozzle block 35, a hollow guide shaft 23, and a fiber guiding section 22.
- a spinning chamber 26 is formed between the nozzle block 35 and the hollow guide shaft 23.
- An air blowing nozzle 27 that blows air into the spinning chamber 26 is formed in the nozzle block 35.
- An introducing port 21 is formed in the fiber guiding section 22 for introducing the fiber bundle 8 into the spinning chamber 26.
- the air blowing nozzle 27 blows air into the spinning chamber 26 and produces the swirling airflow.
- the fiber bundle 8 that is fed from the drafting device 7 is guided into the spinning chamber 26 by the fiber guiding section 22 that includes the introducing port 21. Inside the spinning chamber 26, the fiber bundle 8 is swung around the hollow guide shaft 23 by the swirling airflow, and is twisted into a spun yarn 10. The twisted spun yarn 10 passes through a yarn path formed in the center of the hollow guide shaft 23, and is delivered outside of the spinning device 9 through a not shown yarn outlet at the downstream side.
- a guiding needle 22a with a tip thereof pointing inside the spinning chamber 26 is arranged in the introducing port 21.
- the fiber bundle 8 that is guided through the introducing port 21 is guided into the spinning chamber 26 via the guiding needle 22a.
- the guiding needle 22a need not be provided if the downstream end of the fiber guiding section 22 is able to perform the function of the guiding needle 22a.
- the winding device 13 is arranged downstream of the spinning device 9.
- the winding device 13 includes a cradle arm 71 that is pivotable about a support shaft 73.
- the cradle arm 71 rotatably supports a bobbin 48 onto which the spun yarn 10 is wound.
- the winding device 13 includes a winding drum 72 and a traverse device 75.
- the winding drum 72 is driven while being in contact with an outer peripheral surface of the bobbin 48 or an outer peripheral surface of the package 45 that is formed by winding the spun yarn 10 on the bobbin 48.
- the traverse device 75 includes a traverse guide 76 on which the spun yarn 10 can be engaged.
- a not shown electric motor drives the winding drum 72, thereby rotating the package 45 that is in contact with the winding drum 72.
- the traverse guide 76 is caused to reciprocate by a not shown driving mechanism.
- the winding device 13 winds the spun yarn 10 onto the package 45 while causing the spun yarn 10 to traverse.
- the yarn joining carrier 3 includes a yarn joining device 43, suction devices (a suction pipe 44 and a suction mouth 46), a yarn-joint quality monitor 47, a cutter 55, and a reverse driving mechanism 49.
- the reverse driving mechanism 49 includes a supporting arm 91 extendable from the yarn joining carrier 3 towards the winding device 13 or retractable, and a reverse roller 92 that is supported at the end of the supporting arm 91.
- the yarn joining carrier 3 travels on a rail 41 to and stops at the concerned spinning unit 2.
- the suction pipe 44 while turning upward and downward about an axis, holds by suction an end of the yarn coming out of the spinning device 9, and guides the end to the yarn joining device 43.
- the suction mouth 46 while turning upward and downward about an axis, holds by suction an end of the yarn from the package 45 that is supported by the winding device 13, and guides the end of the yarn to the yarn joining device 43.
- the cradle arm 71 is turned by a not shown driving mechanism so that the winding drum 72 and the package 45 are separated.
- the reverse driving mechanism 49 causes the reverse roller 92 to come into contact with the outer peripheral surface of the package 45 by causing the supporting arm 91 to extend toward the winding device 13.
- the reverse roller 92 is driven by a not shown motor, thereby causing the package 45 to rotate in a direction of unspooling the spun yarn 10.
- a time period for which the reverse roller 92 is driven is set such that, if the spun yarn 10 includes a portion that needs to be removed, a length of the spun yarn 10 sufficient enough to include that portion can be drawn into the suction mouth 46.
- the yarn joining device 43 joins the two ends of the yarn that are guided therein in this manner.
- the yarn-joint quality monitor (monitoring device) 47 that monitors the quality of the spun yarn 10 that is joined by the yarn joining device 43 is arranged immediately downstream of the yarn joining device 43.
- the quality of the yarn joining performed by the yarn joining device 43 is not always satisfactory.
- the yarn joining device 43 used in the present embodiment is of the type in which the yarn ends are untwisted before they are twisted and joined by the swirling airflow. Therefore, for example, the extent of untwisting of the end of the yarn, etc., can affect the quality of the yarn joint.
- the quality of the yarn joint is detected by the yarn-joint quality monitor 47, and if the quality does not satisfy a certain standard, the yarn joining device 43 performs the yarn joining operation again.
- the yarn-joint quality monitor 47 monitors a thickness of the spun yarn 10 that includes a portion where yarn-joining has been performed by the yarn joining device 43 by using a not shown optical sensor or electrostatic capacitance sensor. If any abnormality is detected in the thickness of the spun yarn 10, the yarn-joint quality monitor 47 sends a fault signal to a not shown unit controller.
- the cutter 55 is arranged immediately upstream of the yarn joining device 43.
- the unit controller controls the cutter 55 to immediately cut the spun yarn 10 so that the yarn joining operation can be redone. How the yarn joining operation is redone is explained in detail later.
- the yarn pooling device 12 is arranged between the spinning device 9 and the winding device 13. As shown in FIG. 2 , the yarn pooling device 12 includes a yarn pooling roller (pooling roller) 14 and an electric motor (driving section) 25 that drives the yarn pooling roller 14 to rotate.
- the yarn pooling roller 14 temporarily pools the spun yarn 10 by winding a specific quantity of the spun yarn 10 on an outer peripheral surface thereof. By causing the yarn pooling roller 14 to rotate at a predetermined rotation speed with the spun yarn 10 wound on the outer peripheral surface thereof, the spun yarn 10 can be drawn from the spinning device 9 and conveyed downstream at a predetermined speed. By temporarily pooling the spun yarn 10 on the outer peripheral surface of the yarn pooling roller 14, the yarn pooling device 12 functions as a kind of buffer between the spinning device 9 and the winding device 13. Accordingly, any problem (such as, a slack in the spun yarn 10) that arises due to a mismatch in a spinning speed of the spinning device 9 and a winding speed of the winding device 13 due to whatever reason can be resolved.
- the electric motor 25 normally rotates the yarn pooling roller 14 in a direction of spooling the spun yarn 10 on the yarn pooling roller 14, but can also rotate the yarn pooling roller 14 in the opposite direction, that is, in the direction of unspooling the spun yarn 10 from the yarn pooling roller 14.
- the yarn pooling device 12 includes a yarn detecting sensor (detecting section) 86 and a yarn sucking device (suction section) 87 that are arranged opposing the yarn pooling roller 14.
- the yarn detecting sensor 86 is a non-contact type optical sensor and is electrically connected to the unit controller.
- the yarn detecting sensor 86 detects whether the spun yarn 10 has been currently wound on the outer peripheral surface of the yarn pooling roller 14, and transmits a detection signal representing the detection result to the unit controller.
- the yarn sucking device 87 includes a suction pipe that is connected to a not shown blower arranged in the blower box 80.
- the opening of the suction pipe is located near the outer peripheral surface of the yarn pooling roller 14.
- the opening of the suction pipe is located facing near an upstream end of the yarn pooling roller 14.
- the yarn sucking device 87 creates a suction flow at the opening of the suction pipe and thereby is able to suck in and remove the spun yarn 10.
- a yarn removal device (removal device) 88 that removes the spun yarn 10 pooled in the yarn pooling device 12 includes the electric motor 25 that drives the yarn pooling roller 14 in the direction of unspooling the spun yarn 10 from the yarn pooling roller 14, and the yarn sucking device 87.
- a yarn-quality measuring equipment 59 is arranged between the spinning device 9 and the yarn pooling device 12.
- the spun yarn 10 spun by the spinning device 9 passes through the yarn-quality measuring equipment 59 before being wound in the yarn pooling device 12.
- the yarn-quality measuring equipment 59 has a structure that is similar to that of the yarn-joint quality monitor 47, and monitors the thickness of the running spun yarn 10 by using a not shown optical sensor or electrostatic capacitance sensor. Upon detection of a yarn defect (portion of the spun yarn 10 having abnormal thickness or the like) in the spun yarn 10, the yarn-quality measuring equipment 59 transmits a yarn defect detection signal to the not shown unit controller. The yarn-quality measuring equipment 59 can also detect the presence or absence of a foreign matter in the spun yarn 10 as the yarn defect.
- the unit controller controls the air blowing nozzle 27 to stop the blow of air.
- the spinning of the spun yarn 10 in the spinning device 9 is stopped. Consequently, the strength of the spun yarn 10 at the position of the spinning device 9 decreases, and the spun yarn 10 is cut at this position by tearing off.
- the air blowing nozzle 27 arranged in the spinning device 9 on the one hand spins the fiber bundle 8 to form the spun yarn 10 while on the other hand plays the role of cutting the spun yarn 10.
- the unit controller also stops the drafting by the drafting device 7.
- FIG. 4 shows the cut spun yarn 10 in the state of being wound onto the package 45.
- the spun yarn 10 wound onto the package 45 includes the abnormal portion detected by the yarn-quality measuring equipment 59.
- the unit controller stops the winding operation of the winding device 13.
- the cradle arm 71 is made to slant as shown in FIG. 4 by a not shown cylinder, and the package 45 separates from the winding drum 72 that is always rotating.
- a not shown brake mechanism arranged in the winding device 13 acts on the package 45 so that the package 45 is brought to a complete stop after a certain degree of inertial rotation.
- the unit controller sends a control signal to the yarn joining carrier 3, causing the yarn joining carrier 3 to move to and stop at the location of the spinning unit 2 where the abnormality in the spun yarn 10 has been detected.
- the yarn joining device 43 takes a position between the spinning device 9 and the winding device 13 in the yarn running direction in the spinning unit 2.
- the yarn pooling device 12 takes a position between the spinning device 9 and the yarn joining device 43 in the yarn running direction
- the cutter 55 takes a position between the yarn pooling device 12 and the yarn joining device 43 in the yarn running direction.
- the unit controller When the yarn joining carrier 3 stops at the intended spinning unit 2, the unit controller causes the drafting device 7 to restart and the spinning by the spinning device 9 to be resumed.
- the unit controller sends the control signal to the yarn joining carrier 3, and the yarn joining carrier 3 causes the suction pipe 44 and the suction mouth 46 to turn, as shown in FIG. 5 , to hold by suction the yarn end on the spinning device 9 side and the yarn end on the package 45 side, respectively.
- the yarn joining carrier 3 causes the supporting arm 91 of the reverse driving mechanism 49 to extend to the winding device 13 side, causing the reverse roller 92 to come into contact with the package 45, and drives the reverse roller 92 to rotate in this state to rotate the package 45 in the reverse direction.
- a length of the spun yarn 10 on the package 45 side sufficient enough to include the abnormal portion wound onto the package 45 is drawn into the suction mouth 46 by suction.
- the yarn joining carrier 3 causes the suction pipe 44 and the suction mouth 46 to turn in the opposite direction to guide the held yarn ends to the yarn joining device 43, where yarn-joining is carried out.
- any excess spun yarn 10 is cut and removed by the yarn joining device 43.
- the abnormal portion detected by the yarn-quality measuring equipment 59 is also removed.
- the spinning device 9 continues to operate without stopping even during the yarn joining operation, because the spun yarn 10 formed by the spinning device 9 sequentially is pooled in the yarn pooling device 12, no slack occurs in the spun yarn 10.
- the cradle arm 71 that is slanting is returned to its original position, and as shown in FIG. 7 , the package 45 comes into contact with the winding drum 72, and the winding of the spun yarn 10 onto the package 45 resumes.
- the yarn path is guided by a not shown lever-like movable guide member, or suchlike, so that the spun yarn 10 passes through the yarn-joint quality monitor 47 and the cutter 55 immediately after the winding is resumed. Accordingly, the yarn joint formed by the yarn joining operation performed recently passes through the yarn-joint quality monitor 47 and the quality of the joint is monitored.
- the yarn-joint quality monitor 47 monitors the thickness of the running spun yarn 10. If a preset condition is satisfied, for example, that the thickness, etc., of the spun yarn 10 is greater than a standard value, the yarn-joint quality monitor 47 transmits the fault signal to the unit controller. In case the winding of the spun yarn 10 onto the package 45 proceeds to some extent and still the unit controller does not receive the fault signal, it signifies that the yarn joining performed by the yarn joining device 43 has been good. In this case, the unit controller controls the guiding member to cancel guiding of the yarn path so that the spun yarn 10 is not guided to pass through the yarn-joint quality monitor 47 and the cutter 55. In this manner, the spinning unit 2 returns to the normal state shown in FIG. 2 , and continues to wind the spun yarn 10 onto the package 45.
- the yarn-joint quality monitor 47 detects a faulty yarn joint in the state shown in FIG. 7 , and sends the fault signal to the unit controller is explained below.
- the unit controller Upon receiving the fault signal, the unit controller causes the cutter 55 to immediately cut the spun yarn 10, and similar to the case in which an abnormality is detected by the yarn-quality measuring equipment 59, cuts the spun yarn 10 by stopping the air blowing nozzle 27 from blowing air, and stops the drafting device 7.
- FIG. 8 shows the spun yarn 10 that is cut at two places by the control exerted by the unit controller.
- the unit controller stops the winding in the winding device 13 and rotates the yarn pooling roller 14 in the yarn pooling device 12 in a direction opposite to the normal direction. Consequently, as shown in FIG. 9 , the spun yarn 10 wound on the yarn pooling roller 14 is sequentially unspooled, sucked in and removed by the yarn sucking device 87. The reverse rotation of the yarn pooling roller 14 continues until all the spun yarn 10 that was pooled is removed and the yarn detection sensor 86 arranged near the yarn pooling roller 14 can no longer detect the spun yarn 10.
- the unit controller causes the operations of the drafting device 7 and the spinning device 9 to be resumed, and the yarn joining carrier 3 causes the suction pipe 44 and the suction mouth 46 to turn to hold by suction the yarn end on the spinning device 9 side and the yarn end on the package 45 side, respectively.
- the yarn joining carrier 3 rotates the package 45 in the reverse direction by driving the reverse roller 92 of the reverse driving mechanism 49.
- the unit controller causes the yarn joining device 43 to perform the yarn joining operation, and causes the winding of the spun yarn 10 to be resumed while the yarn joint is being monitored by the yarn-joint quality monitor 47.
- the removal of the faulty yarn joint and redoing of the yarn joining operation are completed.
- the faulty yarn joint detected by the yarn-joint quality monitor 47 is once wound onto the package 45; however, once the faulty yarn joint is detected, the spun yarn 10 is not only cut by the spinning device 9 but also by the cutter 55 that is located immediately upstream of the yarn-joint quality monitor 47. Therefore, the length of the spun yarn 10 that needs to be drawn to remove the faulty yarn joint by rotating the package 45 in the reverse direction can be reduced. Furthermore, the reverse rotation of the yarn pooling roller 14 happens fast because the yarn pooling roller 14 is usually much lighter than the package 45, though the weight of the package 45 depends on the wound amount of the spun yarn 10.
- the spun yarn 10 that is pooled in the yarn pooling device 12 between the two places where the spun yarn 10 is cut can be quickly removed by the fast reverse rotation of the yarn pooling roller 14.
- the process can swiftly proceed to the yarn joining operation by the yarn joining device 43, and the time required for redoing the yarn joining operation can be effectively reduced.
- the spinning machine 1 includes the spinning device 9, the winding device 13, the yarn joining device 43, the yarn pooling device 12, and the cutter 55.
- the spinning device 9 supplies the spun yarn 10.
- the winding device 13 winds the spun yarn 10 onto the package 45.
- the yarn joining device 43 joins the yarn end of the spun yarn 10 on the spinning device 9 side and the yarn end of the spun yarn 10 on the winding device 13 side at a position between the spinning device 9 and the winding device 13 in the yarn running direction.
- the yarn pooling device 12 temporarily pools the spun yarn 10 at a position between the spinning device 9 and the yarn joining device 43 in the yarn running direction.
- the cutter 55 cuts the spun yarn 10 at a position between the yarn pooling device 12 and the yarn joining device 43 in the yarn running direction.
- the length of the spun yarn 10 that is wound by the winding device 13 can be made short. Consequently, the length of the spun yarn 10 that needs to be drawn from the package 45 for the yarn joining operation by the yarn joining device 43 is also made short, and the yarn joining operation can be performed efficiently.
- the yarn-joint quality monitor 47 that detects any abnormality in the spun yarn 10 by monitoring the spun yarn 10 that is joined by the yarn joining device 43 is arranged immediately downstream of the yarn joining device 43 in the yarn running direction.
- the cutter 55 cuts the spun yarn 10 when an abnormality is detected in the spun yarn 10 by the yarn-joint quality monitor 47.
- the spun yarn 10 can be immediately cut by the cutter 55, and the yarn joining operation can be redone by the yarn joining device 43. Consequently, the package 45 can be wound more efficiently.
- the spinning machine 1 further includes the air blowing nozzle 27 and the yarn removal device 88.
- the air blowing nozzle 27 cuts the spun yarn 10 that is supplied from the spinning device 9 to the yarn pooling device 12 by stopping air blowing therefrom.
- the yarn removal device 88 removes the spun yarn 10 pooled in the yarn pooling device 12.
- the spun yarn 10 at the downstream of the yarn pooling device 12 is cut by the cutter 55 and the spun yarn 10 at the upstream of the yarn pooling device 12 is cut by the air blowing nozzle 27. Consequently, the spun yarn 10 pooled in the yarn pooling device 12 can be removed easily by the yarn removal device 88.
- the yarn pooling device 12 includes the yarn pooling roller 14 for pooling the spun yarn 10 by winding the spun yarn 10 on the outer peripheral surface thereof.
- the yarn removal device 88 includes the yarn sucking device 87 and the electric motor 25.
- the yarn sucking device 87 is arranged near the yarn pooling device 12 and sucks in the spun yarn 10 pooled in the yarn pooling device 12.
- the electric motor 25 drives the yarn pooling device 12 in the direction that assists the suction of the spun yarn 10 by the yarn sucking device 87.
- the spun yarn 10 can be removed definitively and in a short time.
- the spinning machine 1 includes the yarn detecting sensor 86 that detects whether the spun yarn 10 has been removed from the yarn pooling device 12.
- the yarn joining device 43 performs joining of the spun yarn 10 when the yarn detecting sensor 86 detects that the spun yarn 10 has been removed.
- the unnecessary spun yarn 10 pooled in the yarn pooling device 12 is prevented from getting in the way when the yarn joining device 43 is performing the yarn joining operation. Consequently, failure of the yarn joining operation and a drop in the quality of the package 45 can be prevented.
- the spinning device 9 used as the yarn supplying device forms the spun yarn 10 by spinning the fiber bundle 8 by using airflow.
- the spun yarn 10 pooled in the yarn pooling device 12 tends to be fairly long in the spinning machine 1 in which the air-jet spinning device 9 is used as the yarn supplying device and the spun yarn 10 is formed continuously at high speed and pooled in the yarn pooling device 12 located downstream of the spinning device 9. Therefore, in the spinning machine 1 of this kind, it is preferable that the spun yarn 10 be cut between the yarn pooling device 12 and the yarn joining device 43.
- the spinning machine 1 includes a plurality of the spinning units 2 arranged side-by-side and the yarn joining carrier 3.
- Each of the spinning units 2 includes the spinning device 9, the winding device 13, and the yarn pooling device 12.
- the yarn joining carrier 3 is movable to each of the spinning units 2, and includes the cutter 55 and the yarn joining device 43.
- the yarn joining operation by the yarn joining device 43 can be performed efficiently, and thereby, the overall winding efficiency of the package 45 can be improved.
- At least one of the cutter 55 and the yarn joining device 43 can be arranged in each of the spinning units 2 instead of in the yarn joining carrier 3. If both the cutter 55 and the yarn joining device 43 are arranged in the spinning unit 2, the yarn joining carrier 3 can be omitted. If the frequency of cutting, etc., in the spinning units 2 is less, as explained in the above embodiment, the yarn joining carrier 3 can be provided to perform yarn joining operation in a plurality of the spinning units 2. Accordingly, it is possible to reduce the number of cutters, yarn joining devices as well as the cost.
- a second cutter can be arranged, for example, between the spinning device 9 and the yarn pooling device 12 for cutting the spun yarn 10.
- the spinning device performs spinning by the air blowing nozzle 27 that produces airflow that swirls in one direction; however, the structure of the spinning device is not limited to this.
- the spinning device can include a pair of nozzles that produce airflows in mutually opposite directions, and can thus twist the fiber bundle in opposite directions at the same time.
- a pair of rollers constituting a yarn supplying device can be arranged at a position between the spinning device 9 and the yarn pooling device 12 in the yarn running direction.
- the yarn pooling device in the present embodiment pools the spun yarn 10 by winding the spun yarn 10 on the outer peripheral surface of the yarn pooling roller 14; however, the structure of the yarn pooling device is not limited to this.
- Various pooling methods can be used.
- an elongated tube (slack tube) that sucks and pools the spun yarn inside can serve as a yarn pooling device.
- the pooled spun yarn is further sucked and removed by the slack tube immediately after being cut by the cutter 55 and the air blowing nozzle 27.
- the slack tube serves both as a yarn pooling device and a removal device.
- the present invention is not limited to the spinning machine explained in the present embodiment but can be widely applied to yarn winding apparatuses that include a yarn joining device.
- the present invention can be applied, for example, to an automatic winder that unspools a yarn from a yarn supplying bobbin, which is formed by winding the spun yarn, and winds the yarn to form a package.
- the part where the yarn supplying bobbin is set corresponds to the yarn supplying device.
Abstract
Description
- The present invention relates to a yarn winding unit that winds a spun yarn to form a package, a yarn winding apparatus and a spinning machine.
- This type of yarn winding apparatus is disclosed in, for example, Japanese Patent Application Laid-open No.
2010-77576 Patent Document 1 includes a plurality of spinning units. Each of the spinning units includes a spinning device that supplies a spun yarn and a winding device that winds the spun yarn and forms a package. A yarn slack eliminating device is arranged between the spinning device and the winding device. The yarn slack eliminating device temporarily pools the spun yarn around a rotating roller called a slack eliminating roller. - A yarn clearer and a cutter are arranged between the spinning device and the yarn slack eliminating device. The yarn clearer monitors a thickness of the running spun yarn to detect any yarn defect. Upon detection of a yarn defect, the yarn clearer causes the cutter to cut the yarn to remove the yarn defect.
- The spinning machine disclosed in
Patent Document 1 includes a yarn joining carrier. The yarn joining carrier includes a yarn joining device that joins the yarn on the spinning device side and the yarn on the package side. When a yarn breakage or a cutting of the yarn by the cutter upon detection of a yarn defect by the yarn clearer takes place in a particular spinning unit, the yarn joining carrier moves to and stops at the position corresponding to the concerned spinning unit so that the yarn joining device can perform a yarn joining operation. Once the yarn joining operation is completed, the spinning operation of the spinning unit is resumed. - It is an object of the present invention to provide a yarn winding unit that includes a yarn joining device, and that removes a faulty yarn joint and efficiently performs yarn joining with the yarn joining device.
- This object is achieved by a yarn winding unit of
claim 1, by a yarn winding apparatus ofclaim 7, and by a spinning machine according toclaim 8. - It has been found by the inventors of the present invention that in a yarn winding apparatus that includes the yarn joining device, there is the need for assessing the quality of a portion where yarn-joining has been performed by the yarn joining device. If faulty yarn-joining can be detected, the yarn joining operation can be automatically redone after removal of the faulty portion and a package that is of good quality can be produced efficiently.
- In the spinning machine disclosed in
Patent Document 1, the yarn slack eliminating device is arranged upstream of the yarn joining device in a yarn running direction, and the cutter is arranged further upstream of the yarn slack eliminating device. Therefore, even if a faulty yarn-joining is detected, the following operation needs to be undertaken to remove the faulty yarn joint. That is, the faulty yarn joint is cut by the cutter, and further, the entire spun yarn pooled in the yarn slack eliminating device is temporarily wound into the package. Thereafter, the package is rotated in the reverse direction to draw out the faulty yarn joint, and yarns are again joined by the yarn joining device after removing the faulty yarn joint. - The spun yarn that is pooled in the yarn slack eliminating device can be of considerable length. Therefore, winding the entire spun yarn and again drawing the yarn up to the faulty yarn joint can take a long time.
- The present invention overcomes the prior art problems.
- According to an aspect of the present invention, a yarn winding apparatus includes a yarn supplying device, a winding device, a yarn joining device, a yarn pooling device, and a first cutting device. The yarn supplying device is adapted to supply a spun yarn. The winding device is adapted to wind the spun yarn onto a package. The yarn joining device is adapted to join an end of the spun yarn on the yarn supplying device side and an end of the spun yarn on the winding device side at a position between the yarn supplying device and the winding device in a yarn running direction. The yarn pooling device is adapted to temporarily pool the spun yarn at a position between the yarn supplying device and the yarn joining device in the yarn running direction. The first cutting device is adapted to cut the spun yarn at a position between the yarn pooling device and the yarn joining device in the yarn running direction.
- According to the above aspect, when the spun yarn is cut with the first cutting device, the length of the spun yarn that is wound by the winding device is shortened. Consequently, the length of the spun yarn that needs to be drawn from the package for a yarn joining operation by the yarn joining device is also shortened, and the yarn joining operation can be performed efficiently.
- According to another aspect of the present invention, the yarn winding apparatus includes a monitoring device adapted to monitor the spun yarn joined by the yarn joining device at a position immediately downstream of the yarn joining device in the yarn running direction. The first cutting device is adapted to cut the spun yarn based on a monitoring result obtained in the monitoring device.
- According to the above aspect, since any yarn-joining defect generated by the yarn joining device can be detected early by the monitoring device, the spun yarn can be immediately cut by the first cutting device, and the yarn joining operation can be redone by the yarn joining device. Consequently, the package can be wound more efficiently.
- According to still another aspect of the present invention, the yarn winding apparatus further includes a second cutting device and a removal device. The second cutting device is adapted to cut the spun yarn supplied from the yarn supplying device to the yarn pooling device. The removal device is adapted to remove the spun yarn pooled in the yarn pooling device.
- According to the above aspect, the spun yarn at the downstream of the yarn pooling device is cut by the first cutting device and the spun yarn at the upstream of the yarn pooling device is cut by the second cutting device. Consequently, the spun yarn pooled in the yarn pooling device can be removed easily by the removal device.
- According to still another aspect of the present invention, in the yarn winding apparatus, the yarn pooling device includes a pooling roller adapted to pool the spun yarn by winding the spun yarn on an outer peripheral surface thereof. The yarn removal device includes a suction section and a driving section. The suction section is arranged near the yarn pooling device and adapted to suck in the spun yarn pooled in the yarn pooling device. The driving section is adapted to drive the yarn pooling device in the direction that assists the suction of the spun yarn by the suction section.
- According to the above aspect, by proactively causing the spun yarn pooled in the yarn pooling device to be sucked in by the suction section, the spun yarn can be removed definitively and in a short time.
- According to still another aspect of the present invention, the yarn winding apparatus includes a detecting section adapted to detect whether the spun yarn is removed from the yarn pooling device. The yarn joining device is adapted to perform joining of the spun yarn when the detecting section detects that the spun yarn has been removed.
- According to the above aspect, the unnecessary spun yarn pooled in the yarn pooling device is prevented from getting in the way when the yarn joining device is performing the yarn joining operation. Consequently, failure of the yarn joining operation and a drop in the quality of the package can be prevented.
- According to still another aspect of the present invention, in the yarn winding apparatus, it is preferable that the yarn supplying device be a spinning device that is adapted to use airflow to form the spun yarn from a fiber bundle.
- According to the above aspect, in the yarn winding apparatus in which an air-jet spinning device is used as the yarn supplying device, and in which the spun yarn is formed continuously at a high speed and pooled in the yarn pooling device located downstream of the yarn supplying device, the spun yarn pooled in the yarn pooling device tends to be fairly long. Therefore, in the yarn winding apparatus of this kind, it is preferable that the spun yarn be cut between the yarn pooling device and the yarn joining device.
- According to still another aspect of the present invention, the yarn winding apparatus includes a plurality of yarn winding units arranged side-by-side and a carrier. Each of the yarn winding units includes at least the yarn supplying device, the winding device, and the yarn pooling device. The carrier is adapted to move to the yarn winding units, and includes at least one of the first cutting device and the yarn joining device.
- According to the above aspect, in the yarn winding apparatus that includes the carrier, the yarn joining operation by the yarn joining device can be performed efficiently so that the package can be wound more efficiently.
- According to still another aspect of the present invention, a yarn winding unit includes a yarn supplying device, a winding device, a yarn joining device, a yarn pooling device, and a first cutting device. The yarn supplying device is adapted to supply the spun yarn. The winding device is adapted to wind the spun yarn onto the package. The yarn joining device is arranged at a position between the yarn supplying device and the winding device in the yarn running direction and adapted to join the end of the spun yarn on the yarn supplying device side and the end of the spun yarn on the winding device side. The yarn pooling device is arranged at a position between the yarn supplying device and the yarn joining device in the yarn running direction and adapted to temporarily pool the spun yarn. The first cutting device is arranged at a position between the yarn pooling device and the yarn joining device in the yarn running direction and adapted to cut the spun yarn.
- According to the above aspect, when the spun yarn is cut with the first cutting device, the length of the spun yarn that is wound by the winding device is shortened. Consequently, the length of the spun yarn that needs to be drawn from the package for the yarn joining operation by the yarn joining device is also shortened, and the yarn joining operation can be performed efficiently.
- According to still another aspect of the present invention, the yarn winding unit includes a monitoring device adapted to monitor the spun yarn joined by the yarn joining device at a position immediately downstream of the yarn joining device in the yarn running direction. The first cutting device is adapted to cut the spun yarn based on the monitoring result obtained in the monitoring device.
- According to the above aspect, since any yarn-joining defect generated by the yarn joining device can be detected early by the monitoring device, the spun yarn can be immediately cut by the first cutting device, and the yarn joining operation can be redone by the yarn joining device. Consequently, the package can be wound more efficiently.
- According to still another aspect of the present invention, the yarn winding unit further includes a second cutting device and a removal device. The second cutting device is adapted to cut the spun yarn supplied from the yarn supplying device to the yarn pooling device. The removal device is adapted to remove the spun yarn pooled in the yarn pooling device.
- According to the above aspect, the spun yarn at the downstream of the yarn pooling device is cut by the first cutting device and the spun yarn at the upstream of the yarn pooling device is cut by the second cutting device. Consequently, the spun yarn pooled in the yarn pooling device can be removed easily by the removal device.
- According to still another aspect of the present invention, in the yarn winding unit, the yarn pooling device includes a pooling roller adapted to pool the spun yarn by winding the spun yarn on an outer peripheral surface thereof. The yarn removal device includes a suction section and a driving section. The suction section is arranged near the yarn pooling device and adapted to suck in the spun yarn pooled in the yarn pooling device. The driving section is adapted to drive the yarn pooling device in the direction that assists the suction of the spun yarn by the suction section.
- According to the above aspect, by proactively causing the spun yarn pooled in the yarn pooling device to be sucked in by the suction section, the spun yarn can be removed definitively and in a short time.
- According to still another aspect of the present invention, the yarn winding unit includes a detecting section adapted to detect whether the spun yarn is removed from the yarn pooling device. The yarn joining device is adapted to perform joining of the spun yarn when the detecting section detects that the spun yarn has been removed.
- According to the above aspect, the unnecessary spun yarn pooled in the yarn pooling device is prevented from getting in the way when the yarn joining device is performing the yarn joining operation. Consequently, failure of the yarn joining operation and a drop in the quality of the package can be prevented.
- According to still another aspect of the present invention, in the yarn winding unit, it is preferable that the yarn supplying device be a spinning device that is adapted to use airflow to form the spun yarn from the fiber bundle.
- According to the above aspect, in the yarn winding unit in which an air-jet spinning device is used as the yarn supplying device, and in which the spun yarn is formed continuously at high speed and pooled in the yarn pooling device located downstream of the yarn supplying device, the spun yarn pooled in the yarn pooling device tends to be fairly long. Therefore, in the yarn winding unit of this kind, it is preferable that the spun yarn be cut between the yarn pooling device and the yarn joining device.
- According to still another aspect of the present invention, the yarn winding apparatus includes a plurality of the yarn winding units.
- According to the above aspect, the yarn joining operation by the yarn joining device in each of the yarn winding units can be performed efficiently so that the package can be wound more efficiently.
-
-
FIG. 1 is a front view of an overall structure of a spinning machine according to an embodiment of the present invention; -
FIG. 2 is a side view of a spinning unit shown inFIG. 1 ; -
FIG. 3 is a cross-sectional view of a spinning device shown inFIG. 1 ; -
FIG. 4 is a side view of the spinning unit in a state in which a spun yarn is cut upon detection of a defect in the spun yarn by a yarn-quality measuring equipment during winding of the spun yarn by the spinning unit; -
FIG. 5 is a side view showing a state in which, from the state shown inFIG. 4 , a yarn joining carrier has stopped at the relevant spinning unit, and ends of the spun yarn on a spinning device side and a package side have been held by suction by a suction pipe and a suction mouth, respectively; -
FIG. 6 is a side view showing a state in which, from the state shown inFIG. 5 , the yarn joining carrier guides the ends of the spun yarn into a yarn joining device; -
FIG. 7 is a side view showing a state in which, immediately after yarn-joining by the yarn joining device, the spun yarn is monitored by a yarn-joint quality monitor; -
FIG. 8 is a side view showing a state in which the spun yarn is cut by a cutter and the spinning device upon detection of a yarn-joining defect by the yarn-joint quality monitor in the state shown inFIG. 7 ; and -
FIG. 9 is a side view showing a state in which the spun yarn is unspooled by rotating a yarn spooling roller in a reverse direction from a state shown inFIG. 8 and removed by a yarn sucking device. - Exemplary embodiments of a spinning machine according to the present invention are explained in detail below with reference to the accompanying drawings. A spinning
machine 1 as an example of a yarn winding apparatus shown inFIG. 1 includes a plurality of spinning units (yarn winding units) 2 arranged in a line, a yarn joining carrier (carrier) 3, ablower box 80, and amotor box 5. - As shown in
FIG. 2 , each of thespinning units 2 includes, arranged from upstream to downstream, adrafting device 7, a spinning device (yarn supplying device) 9, ayarn pooling device 12, and a windingdevice 13. The terms "upstream" and "downstream" used in this specification are upstream and downstream, respectively, with respect to a running direction of afiber bundle 8 and a spunyarn 10 during spinning. In each of thespinning units 2, thespinning device 9 spins thefiber bundle 8 fed from thedrafting device 7 to form the spunyarn 10, and the windingdevice 13 winds the spunyarn 10 to form apackage 45. - The
drafting device 7 is arranged near an upper end of aframe 6 of the spinningmachine 1. Thedrafting device 7 includes, sequentially from the upstream side, four drafting rollers, namely, aback roller 16, a third roller 17, a middle roller 19 with an apron belt 18 made of rubber stretched over it, and afront roller 20. Each of the drafting rollers is driven to rotate at a predetermined speed. Thedrafting device 7 includes one roller each arranged opposing each of the drafting rollers. - A
sliver 15, which serves as a raw material for thefiber bundle 8, is fed into thedrafting device 7 from a not shown sliver case via a not shown sliver guide. Thedrafting device 7 extends (drafts) thesliver 15 until a predetermined width is reached by feeding thesliver 15 sandwiched between the rotating drafting rollers and the opposing rollers to form thefiber bundle 8. - The
spinning device 9 is arranged immediately downstream of thefront roller 20. Thefiber bundle 8 drafted by thedrafting device 7 is fed into thespinning device 9. Thespinning device 9 twists thefiber bundle 8 fed from thedrafting device 7 to form the spunyarn 10. - The
spinning device 9 used in the spinningmachine 1 according to the present embodiment is an air-jet spinning device that twists thefiber bundle 8 by using a swirling airflow. As shown inFIG. 3 , thespinning device 9 includes anozzle block 35, ahollow guide shaft 23, and afiber guiding section 22. - A spinning
chamber 26 is formed between thenozzle block 35 and thehollow guide shaft 23. Anair blowing nozzle 27 that blows air into the spinningchamber 26 is formed in thenozzle block 35. An introducingport 21 is formed in thefiber guiding section 22 for introducing thefiber bundle 8 into the spinningchamber 26. Theair blowing nozzle 27 blows air into the spinningchamber 26 and produces the swirling airflow. - The
fiber bundle 8 that is fed from thedrafting device 7 is guided into the spinningchamber 26 by thefiber guiding section 22 that includes the introducingport 21. Inside the spinningchamber 26, thefiber bundle 8 is swung around thehollow guide shaft 23 by the swirling airflow, and is twisted into a spunyarn 10. The twisted spunyarn 10 passes through a yarn path formed in the center of thehollow guide shaft 23, and is delivered outside of thespinning device 9 through a not shown yarn outlet at the downstream side. - A guiding
needle 22a with a tip thereof pointing inside the spinningchamber 26 is arranged in the introducingport 21. Thefiber bundle 8 that is guided through the introducingport 21 is guided into the spinningchamber 26 via the guidingneedle 22a. The guidingneedle 22a need not be provided if the downstream end of thefiber guiding section 22 is able to perform the function of the guidingneedle 22a. - As shown in
FIG. 2 , the windingdevice 13 is arranged downstream of thespinning device 9. The windingdevice 13 includes acradle arm 71 that is pivotable about asupport shaft 73. Thecradle arm 71 rotatably supports abobbin 48 onto which the spunyarn 10 is wound. - The winding
device 13 includes a windingdrum 72 and atraverse device 75. The windingdrum 72 is driven while being in contact with an outer peripheral surface of thebobbin 48 or an outer peripheral surface of thepackage 45 that is formed by winding the spunyarn 10 on thebobbin 48. Thetraverse device 75 includes atraverse guide 76 on which the spunyarn 10 can be engaged. A not shown electric motor drives the windingdrum 72, thereby rotating thepackage 45 that is in contact with the windingdrum 72. Simultaneously, thetraverse guide 76 is caused to reciprocate by a not shown driving mechanism. Thus, the windingdevice 13 winds the spunyarn 10 onto thepackage 45 while causing the spunyarn 10 to traverse. - As shown in
FIGS. 1 and2 , theyarn joining carrier 3 includes ayarn joining device 43, suction devices (asuction pipe 44 and a suction mouth 46), a yarn-joint quality monitor 47, acutter 55, and areverse driving mechanism 49. Thereverse driving mechanism 49 includes a supportingarm 91 extendable from theyarn joining carrier 3 towards the windingdevice 13 or retractable, and areverse roller 92 that is supported at the end of the supportingarm 91. - When a yarn breakage or cutting takes place in a
certain spinning unit 2, theyarn joining carrier 3 travels on arail 41 to and stops at theconcerned spinning unit 2. Thesuction pipe 44, while turning upward and downward about an axis, holds by suction an end of the yarn coming out of thespinning device 9, and guides the end to theyarn joining device 43. Thesuction mouth 46, while turning upward and downward about an axis, holds by suction an end of the yarn from thepackage 45 that is supported by the windingdevice 13, and guides the end of the yarn to theyarn joining device 43. In thespinning unit 2 in which a yarn breakage or cutting has taken place, thecradle arm 71 is turned by a not shown driving mechanism so that the windingdrum 72 and thepackage 45 are separated. Meanwhile, thereverse driving mechanism 49 causes thereverse roller 92 to come into contact with the outer peripheral surface of thepackage 45 by causing the supportingarm 91 to extend toward the windingdevice 13. In this state, thereverse roller 92 is driven by a not shown motor, thereby causing thepackage 45 to rotate in a direction of unspooling the spunyarn 10. A time period for which thereverse roller 92 is driven is set such that, if the spunyarn 10 includes a portion that needs to be removed, a length of the spunyarn 10 sufficient enough to include that portion can be drawn into thesuction mouth 46. Theyarn joining device 43 joins the two ends of the yarn that are guided therein in this manner. - The yarn-joint quality monitor (monitoring device) 47 that monitors the quality of the spun
yarn 10 that is joined by theyarn joining device 43 is arranged immediately downstream of theyarn joining device 43. The quality of the yarn joining performed by theyarn joining device 43 is not always satisfactory. Theyarn joining device 43 used in the present embodiment is of the type in which the yarn ends are untwisted before they are twisted and joined by the swirling airflow. Therefore, for example, the extent of untwisting of the end of the yarn, etc., can affect the quality of the yarn joint. In the present embodiment, the quality of the yarn joint is detected by the yarn-joint quality monitor 47, and if the quality does not satisfy a certain standard, theyarn joining device 43 performs the yarn joining operation again. - The yarn-joint quality monitor 47 monitors a thickness of the spun
yarn 10 that includes a portion where yarn-joining has been performed by theyarn joining device 43 by using a not shown optical sensor or electrostatic capacitance sensor. If any abnormality is detected in the thickness of the spunyarn 10, the yarn-joint quality monitor 47 sends a fault signal to a not shown unit controller. - The
cutter 55 is arranged immediately upstream of theyarn joining device 43. When the unit controller receives the fault signal, the unit controller controls thecutter 55 to immediately cut the spunyarn 10 so that the yarn joining operation can be redone. How the yarn joining operation is redone is explained in detail later. - The
yarn pooling device 12 is arranged between the spinningdevice 9 and the windingdevice 13. As shown inFIG. 2 , theyarn pooling device 12 includes a yarn pooling roller (pooling roller) 14 and an electric motor (driving section) 25 that drives theyarn pooling roller 14 to rotate. - The
yarn pooling roller 14 temporarily pools the spunyarn 10 by winding a specific quantity of the spunyarn 10 on an outer peripheral surface thereof. By causing theyarn pooling roller 14 to rotate at a predetermined rotation speed with the spunyarn 10 wound on the outer peripheral surface thereof, the spunyarn 10 can be drawn from thespinning device 9 and conveyed downstream at a predetermined speed. By temporarily pooling the spunyarn 10 on the outer peripheral surface of theyarn pooling roller 14, theyarn pooling device 12 functions as a kind of buffer between the spinningdevice 9 and the windingdevice 13. Accordingly, any problem (such as, a slack in the spun yarn 10) that arises due to a mismatch in a spinning speed of thespinning device 9 and a winding speed of the windingdevice 13 due to whatever reason can be resolved. - The
electric motor 25 normally rotates theyarn pooling roller 14 in a direction of spooling the spunyarn 10 on theyarn pooling roller 14, but can also rotate theyarn pooling roller 14 in the opposite direction, that is, in the direction of unspooling the spunyarn 10 from theyarn pooling roller 14. - The
yarn pooling device 12 includes a yarn detecting sensor (detecting section) 86 and a yarn sucking device (suction section) 87 that are arranged opposing theyarn pooling roller 14. - The
yarn detecting sensor 86 is a non-contact type optical sensor and is electrically connected to the unit controller. Theyarn detecting sensor 86 detects whether the spunyarn 10 has been currently wound on the outer peripheral surface of theyarn pooling roller 14, and transmits a detection signal representing the detection result to the unit controller. - The
yarn sucking device 87 includes a suction pipe that is connected to a not shown blower arranged in theblower box 80. The opening of the suction pipe is located near the outer peripheral surface of theyarn pooling roller 14. The opening of the suction pipe is located facing near an upstream end of theyarn pooling roller 14. Theyarn sucking device 87 creates a suction flow at the opening of the suction pipe and thereby is able to suck in and remove the spunyarn 10. A yarn removal device (removal device) 88 that removes the spunyarn 10 pooled in theyarn pooling device 12 includes theelectric motor 25 that drives theyarn pooling roller 14 in the direction of unspooling the spunyarn 10 from theyarn pooling roller 14, and theyarn sucking device 87. - A yarn-
quality measuring equipment 59 is arranged between the spinningdevice 9 and theyarn pooling device 12. The spunyarn 10 spun by thespinning device 9 passes through the yarn-quality measuring equipment 59 before being wound in theyarn pooling device 12. - The yarn-
quality measuring equipment 59 has a structure that is similar to that of the yarn-joint quality monitor 47, and monitors the thickness of the running spunyarn 10 by using a not shown optical sensor or electrostatic capacitance sensor. Upon detection of a yarn defect (portion of the spunyarn 10 having abnormal thickness or the like) in the spunyarn 10, the yarn-quality measuring equipment 59 transmits a yarn defect detection signal to the not shown unit controller. The yarn-quality measuring equipment 59 can also detect the presence or absence of a foreign matter in the spunyarn 10 as the yarn defect. - Upon detection of an abnormality in the spun
yarn 10 based on a detection result obtained in the yarn-quality measuring equipment 59, the unit controller controls theair blowing nozzle 27 to stop the blow of air. Thus, the spinning of the spunyarn 10 in thespinning device 9 is stopped. Consequently, the strength of the spunyarn 10 at the position of thespinning device 9 decreases, and the spunyarn 10 is cut at this position by tearing off. Thus, theair blowing nozzle 27 arranged in thespinning device 9 on the one hand spins thefiber bundle 8 to form the spunyarn 10 while on the other hand plays the role of cutting the spunyarn 10. The unit controller also stops the drafting by thedrafting device 7. - Further downstream of the portion where the spun
yarn 10 is cut, the spunyarn 10 is once wound onto thepackage 45 via theyarn pooling device 12.FIG. 4 shows the cut spunyarn 10 in the state of being wound onto thepackage 45. The spunyarn 10 wound onto thepackage 45 includes the abnormal portion detected by the yarn-quality measuring equipment 59. - Subsequently, the unit controller stops the winding operation of the winding
device 13. Specifically, thecradle arm 71 is made to slant as shown inFIG. 4 by a not shown cylinder, and thepackage 45 separates from the windingdrum 72 that is always rotating. A not shown brake mechanism arranged in the windingdevice 13 acts on thepackage 45 so that thepackage 45 is brought to a complete stop after a certain degree of inertial rotation. - Subsequently, the unit controller sends a control signal to the
yarn joining carrier 3, causing theyarn joining carrier 3 to move to and stop at the location of thespinning unit 2 where the abnormality in the spunyarn 10 has been detected. Accordingly, theyarn joining device 43 takes a position between the spinningdevice 9 and the windingdevice 13 in the yarn running direction in thespinning unit 2. In this state, theyarn pooling device 12 takes a position between the spinningdevice 9 and theyarn joining device 43 in the yarn running direction, and thecutter 55 takes a position between theyarn pooling device 12 and theyarn joining device 43 in the yarn running direction. - When the
yarn joining carrier 3 stops at the intendedspinning unit 2, the unit controller causes thedrafting device 7 to restart and the spinning by thespinning device 9 to be resumed. The unit controller sends the control signal to theyarn joining carrier 3, and theyarn joining carrier 3 causes thesuction pipe 44 and thesuction mouth 46 to turn, as shown inFIG. 5 , to hold by suction the yarn end on thespinning device 9 side and the yarn end on thepackage 45 side, respectively. - The
yarn joining carrier 3 causes the supportingarm 91 of thereverse driving mechanism 49 to extend to the windingdevice 13 side, causing thereverse roller 92 to come into contact with thepackage 45, and drives thereverse roller 92 to rotate in this state to rotate thepackage 45 in the reverse direction. Thus, a length of the spunyarn 10 on thepackage 45 side sufficient enough to include the abnormal portion wound onto thepackage 45 is drawn into thesuction mouth 46 by suction. - Next, as shown in
FIG. 6 , theyarn joining carrier 3 causes thesuction pipe 44 and thesuction mouth 46 to turn in the opposite direction to guide the held yarn ends to theyarn joining device 43, where yarn-joining is carried out. - Any excess spun
yarn 10 is cut and removed by theyarn joining device 43. The abnormal portion detected by the yarn-quality measuring equipment 59 is also removed. Although thespinning device 9 continues to operate without stopping even during the yarn joining operation, because the spunyarn 10 formed by thespinning device 9 sequentially is pooled in theyarn pooling device 12, no slack occurs in the spunyarn 10. - Thereafter, the
cradle arm 71 that is slanting is returned to its original position, and as shown inFIG. 7 , thepackage 45 comes into contact with the windingdrum 72, and the winding of the spunyarn 10 onto thepackage 45 resumes. - The yarn path is guided by a not shown lever-like movable guide member, or suchlike, so that the spun
yarn 10 passes through the yarn-joint quality monitor 47 and thecutter 55 immediately after the winding is resumed. Accordingly, the yarn joint formed by the yarn joining operation performed recently passes through the yarn-joint quality monitor 47 and the quality of the joint is monitored. - In the state shown in
FIG. 7 , the yarn-joint quality monitor 47 monitors the thickness of the running spunyarn 10. If a preset condition is satisfied, for example, that the thickness, etc., of the spunyarn 10 is greater than a standard value, the yarn-joint quality monitor 47 transmits the fault signal to the unit controller. In case the winding of the spunyarn 10 onto thepackage 45 proceeds to some extent and still the unit controller does not receive the fault signal, it signifies that the yarn joining performed by theyarn joining device 43 has been good. In this case, the unit controller controls the guiding member to cancel guiding of the yarn path so that the spunyarn 10 is not guided to pass through the yarn-joint quality monitor 47 and thecutter 55. In this manner, thespinning unit 2 returns to the normal state shown inFIG. 2 , and continues to wind the spunyarn 10 onto thepackage 45. - A case in which the yarn-joint quality monitor 47 detects a faulty yarn joint in the state shown in
FIG. 7 , and sends the fault signal to the unit controller is explained below. Upon receiving the fault signal, the unit controller causes thecutter 55 to immediately cut the spunyarn 10, and similar to the case in which an abnormality is detected by the yarn-quality measuring equipment 59, cuts the spunyarn 10 by stopping theair blowing nozzle 27 from blowing air, and stops thedrafting device 7.FIG. 8 shows the spunyarn 10 that is cut at two places by the control exerted by the unit controller. - Immediately, thereafter, the unit controller stops the winding in the winding
device 13 and rotates theyarn pooling roller 14 in theyarn pooling device 12 in a direction opposite to the normal direction. Consequently, as shown inFIG. 9 , the spunyarn 10 wound on theyarn pooling roller 14 is sequentially unspooled, sucked in and removed by theyarn sucking device 87. The reverse rotation of theyarn pooling roller 14 continues until all the spunyarn 10 that was pooled is removed and theyarn detection sensor 86 arranged near theyarn pooling roller 14 can no longer detect the spunyarn 10. - Thereafter, as explained with reference to
FIG. 5 , the unit controller causes the operations of thedrafting device 7 and thespinning device 9 to be resumed, and theyarn joining carrier 3 causes thesuction pipe 44 and thesuction mouth 46 to turn to hold by suction the yarn end on thespinning device 9 side and the yarn end on thepackage 45 side, respectively. Theyarn joining carrier 3 rotates thepackage 45 in the reverse direction by driving thereverse roller 92 of thereverse driving mechanism 49. - Thereafter, as explained with reference to
FIGS. 6 and7 , the unit controller causes theyarn joining device 43 to perform the yarn joining operation, and causes the winding of the spunyarn 10 to be resumed while the yarn joint is being monitored by the yarn-joint quality monitor 47. - As a result, the removal of the faulty yarn joint and redoing of the yarn joining operation are completed. In the present embodiment, the faulty yarn joint detected by the yarn-joint quality monitor 47 is once wound onto the
package 45; however, once the faulty yarn joint is detected, the spunyarn 10 is not only cut by thespinning device 9 but also by thecutter 55 that is located immediately upstream of the yarn-joint quality monitor 47. Therefore, the length of the spunyarn 10 that needs to be drawn to remove the faulty yarn joint by rotating thepackage 45 in the reverse direction can be reduced. Furthermore, the reverse rotation of theyarn pooling roller 14 happens fast because theyarn pooling roller 14 is usually much lighter than thepackage 45, though the weight of thepackage 45 depends on the wound amount of the spunyarn 10. Consequently, the spunyarn 10 that is pooled in theyarn pooling device 12 between the two places where the spunyarn 10 is cut can be quickly removed by the fast reverse rotation of theyarn pooling roller 14. Thus, the process can swiftly proceed to the yarn joining operation by theyarn joining device 43, and the time required for redoing the yarn joining operation can be effectively reduced. - As explained above, the spinning
machine 1 according to the present embodiment includes thespinning device 9, the windingdevice 13, theyarn joining device 43, theyarn pooling device 12, and thecutter 55. Thespinning device 9 supplies the spunyarn 10. The windingdevice 13 winds the spunyarn 10 onto thepackage 45. Theyarn joining device 43 joins the yarn end of the spunyarn 10 on thespinning device 9 side and the yarn end of the spunyarn 10 on the windingdevice 13 side at a position between the spinningdevice 9 and the windingdevice 13 in the yarn running direction. Theyarn pooling device 12 temporarily pools the spunyarn 10 at a position between the spinningdevice 9 and theyarn joining device 43 in the yarn running direction. Thecutter 55 cuts the spunyarn 10 at a position between theyarn pooling device 12 and theyarn joining device 43 in the yarn running direction. - When the spun
yarn 10 is cut with thecutter 55, the length of the spunyarn 10 that is wound by the windingdevice 13 can be made short. Consequently, the length of the spunyarn 10 that needs to be drawn from thepackage 45 for the yarn joining operation by theyarn joining device 43 is also made short, and the yarn joining operation can be performed efficiently. - In the spinning
machine 1 according to the present embodiment, the yarn-joint quality monitor 47 that detects any abnormality in the spunyarn 10 by monitoring the spunyarn 10 that is joined by theyarn joining device 43 is arranged immediately downstream of theyarn joining device 43 in the yarn running direction. Thecutter 55 cuts the spunyarn 10 when an abnormality is detected in the spunyarn 10 by the yarn-joint quality monitor 47. - Thus, since any defective yarn-joining made by the
yarn joining device 43 can be detected early by the yarn-joint quality monitor 47, the spunyarn 10 can be immediately cut by thecutter 55, and the yarn joining operation can be redone by theyarn joining device 43. Consequently, thepackage 45 can be wound more efficiently. - The spinning
machine 1 according to the present embodiment further includes theair blowing nozzle 27 and theyarn removal device 88. Theair blowing nozzle 27 cuts the spunyarn 10 that is supplied from thespinning device 9 to theyarn pooling device 12 by stopping air blowing therefrom. Theyarn removal device 88 removes the spunyarn 10 pooled in theyarn pooling device 12. - Thus, the spun
yarn 10 at the downstream of theyarn pooling device 12 is cut by thecutter 55 and the spunyarn 10 at the upstream of theyarn pooling device 12 is cut by theair blowing nozzle 27. Consequently, the spunyarn 10 pooled in theyarn pooling device 12 can be removed easily by theyarn removal device 88. - In the spinning
machine 1 according to the present embodiment, theyarn pooling device 12 includes theyarn pooling roller 14 for pooling the spunyarn 10 by winding the spunyarn 10 on the outer peripheral surface thereof. Theyarn removal device 88 includes theyarn sucking device 87 and theelectric motor 25. Theyarn sucking device 87 is arranged near theyarn pooling device 12 and sucks in the spunyarn 10 pooled in theyarn pooling device 12. Theelectric motor 25 drives theyarn pooling device 12 in the direction that assists the suction of the spunyarn 10 by theyarn sucking device 87. - Thus, by proactively causing the spun
yarn 10 pooled in theyarn pooling device 12 to be sucked in by theyarn sucking device 87, the spunyarn 10 can be removed definitively and in a short time. - The spinning
machine 1 according to the present embodiment includes theyarn detecting sensor 86 that detects whether the spunyarn 10 has been removed from theyarn pooling device 12. Theyarn joining device 43 performs joining of the spunyarn 10 when theyarn detecting sensor 86 detects that the spunyarn 10 has been removed. - Thus, the unnecessary spun
yarn 10 pooled in theyarn pooling device 12 is prevented from getting in the way when theyarn joining device 43 is performing the yarn joining operation. Consequently, failure of the yarn joining operation and a drop in the quality of thepackage 45 can be prevented. - In the spinning
machine 1 according to the present embodiment, thespinning device 9 used as the yarn supplying device forms the spunyarn 10 by spinning thefiber bundle 8 by using airflow. - The spun
yarn 10 pooled in theyarn pooling device 12 tends to be fairly long in the spinningmachine 1 in which the air-jet spinning device 9 is used as the yarn supplying device and the spunyarn 10 is formed continuously at high speed and pooled in theyarn pooling device 12 located downstream of thespinning device 9. Therefore, in the spinningmachine 1 of this kind, it is preferable that the spunyarn 10 be cut between theyarn pooling device 12 and theyarn joining device 43. - The spinning
machine 1 according to the present embodiment includes a plurality of thespinning units 2 arranged side-by-side and theyarn joining carrier 3. Each of thespinning units 2 includes thespinning device 9, the windingdevice 13, and theyarn pooling device 12. Theyarn joining carrier 3 is movable to each of thespinning units 2, and includes thecutter 55 and theyarn joining device 43. - Thus, in the spinning
machine 1 that includes theyarn joining carrier 3, the yarn joining operation by theyarn joining device 43 can be performed efficiently, and thereby, the overall winding efficiency of thepackage 45 can be improved. - Exemplary embodiments of the present invention have been explained above; however, the following modifications can be made in the structure.
- At least one of the
cutter 55 and theyarn joining device 43 can be arranged in each of thespinning units 2 instead of in theyarn joining carrier 3. If both thecutter 55 and theyarn joining device 43 are arranged in thespinning unit 2, theyarn joining carrier 3 can be omitted. If the frequency of cutting, etc., in thespinning units 2 is less, as explained in the above embodiment, theyarn joining carrier 3 can be provided to perform yarn joining operation in a plurality of thespinning units 2. Accordingly, it is possible to reduce the number of cutters, yarn joining devices as well as the cost. - Instead of cutting the spun
yarn 10 with theair blowing nozzle 27 of thespinning device 9, a second cutter can be arranged, for example, between the spinningdevice 9 and theyarn pooling device 12 for cutting the spunyarn 10. - The spinning device according to the present embodiment performs spinning by the
air blowing nozzle 27 that produces airflow that swirls in one direction; however, the structure of the spinning device is not limited to this. Various spinning methods can be used. For example, the spinning device can include a pair of nozzles that produce airflows in mutually opposite directions, and can thus twist the fiber bundle in opposite directions at the same time. - Alternatively, a pair of rollers constituting a yarn supplying device can be arranged at a position between the spinning
device 9 and theyarn pooling device 12 in the yarn running direction. - The yarn pooling device in the present embodiment pools the spun
yarn 10 by winding the spunyarn 10 on the outer peripheral surface of theyarn pooling roller 14; however, the structure of the yarn pooling device is not limited to this. Various pooling methods can be used. For example, in a spinning machine having the yarn supplying device mentioned above, an elongated tube (slack tube) that sucks and pools the spun yarn inside can serve as a yarn pooling device. In this case, the pooled spun yarn is further sucked and removed by the slack tube immediately after being cut by thecutter 55 and theair blowing nozzle 27. The slack tube serves both as a yarn pooling device and a removal device. - The present invention is not limited to the spinning machine explained in the present embodiment but can be widely applied to yarn winding apparatuses that include a yarn joining device. The present invention can be applied, for example, to an automatic winder that unspools a yarn from a yarn supplying bobbin, which is formed by winding the spun yarn, and winds the yarn to form a package. In this case, the part where the yarn supplying bobbin is set corresponds to the yarn supplying device.
Claims (8)
- A yarn winding unit, comprising:a yarn supplying device (9) adapted to supply a spun yarn (10);a winding device (13) adapted to wind the spun yarn (10) onto a package (45);a yarn joining device (43) adapted to join an end of the spun yarn (10) on the yarn supplying device (9) side and an end of the spun yarn (10) on the winding device (13) side at a position between the yarn supplying device (9) and the winding device (13) in a yarn running direction;a yarn pooling device (12) adapted to pool the spun yarn (10) at a position between the yarn supplying device (9) and the yarn joining device (43) in the yarn running direction;a monitoring device (47) adapted to monitor the spun yarn (10) joined by the yarn joining device (43) at a position immediately downstream of the yarn joining device (43) in the yarn running direction; anda first cutting device (55) adapted to cut the spun yarn (10) at a position between the yarn pooling device (12) and the yarn joining device (43) in the yarn running direction based on a monitoring result obtained in the monitoring device (47).
- The yarn winding unit according to Claim 1, further comprising:a second cutting device (27) adapted to cut the spun yarn (10) supplied from the yarn supplying device (9) to the yarn pooling device (12); anda removal device (88) adapted to remove the spun yarn (10) pooled in the yarn pooling device (12).
- The yarn winding unit according to Claim 2, wherein the yarn pooling device (12) includes a pooling roller (14) adapted to pool the spun yarn (10) by winding the spun yarn (10) on an outer peripheral surface thereof, and
the removal device (88) includes:a suction section (87) arranged near the yarn pooling device (12) and adapted to suck in the spun yarn (10) pooled in the yarn pooling device (12), anda driving section (25) adapted to drive the yarn pooling device (12) in a direction that assists suction of the spun yarn (10) by the suction section (87). - The yarn winding unit according to Claim 3, further comprising:a detecting section (86) adapted to detect whether the spun yarn (10) has been removed from the yarn pooling device (12),wherein the yarn joining device (43) is adapted to join the spun yarn (10) when the detecting section (86) detects that the spun yarn (10) has been removed.
- The yarn winding unit according to any one of Claims 1 to 4, wherein the yarn supplying device (9) is a spinning device adapted to form the spun yarn (10) by spinning a fiber bundle (8) using airflow.
- The yarn winding unit according to any one of Claims 1 to 5, further comprising:a plurality of yarn winding units (2) arranged side-by-side, each of the yarn winding units (2) including at least the yarn supplying device (9), the winding device (13), and the yarn pooling device (12); anda carrier (3) that is adapted to move to the yarn winding units (2) and includes at least one of the first cutting device (55) and the yarn joining device (43).
- A yarn winding apparatus comprising at least one yarn winding unit (2) according to any one of Claims 1 to 6.
- A spinning machine comprising a yarn winding apparatus according to claim 7.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011204556A JP2013063839A (en) | 2011-09-20 | 2011-09-20 | Yarn winding machine and yarn winding unit |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2573017A2 true EP2573017A2 (en) | 2013-03-27 |
| EP2573017A3 EP2573017A3 (en) | 2016-07-20 |
| EP2573017B1 EP2573017B1 (en) | 2017-08-09 |
Family
ID=46397069
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12174300.9A Not-in-force EP2573017B1 (en) | 2011-09-20 | 2012-06-29 | Yarn winding unit, yarn winding apparatus and spinning machine |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2573017B1 (en) |
| JP (1) | JP2013063839A (en) |
| CN (1) | CN103010848B (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015193451A (en) | 2014-03-31 | 2015-11-05 | 村田機械株式会社 | Yarn storage roller and yarn winder |
| JP2016013892A (en) * | 2014-07-02 | 2016-01-28 | 村田機械株式会社 | Yarn winder |
| JP2016016969A (en) * | 2014-07-10 | 2016-02-01 | 村田機械株式会社 | Yarn storage device, yarn take-up unit, and yarn take-up machine |
| WO2016149841A1 (en) * | 2015-03-20 | 2016-09-29 | Uster Technologies Ag | Yarn-checking device having a yarn insertion device |
| JP2017001781A (en) * | 2015-06-05 | 2017-01-05 | 村田機械株式会社 | Yarn winding system, automatic winder, spinning frame and yarn winding method |
| JP2018002328A (en) * | 2016-06-27 | 2018-01-11 | 村田機械株式会社 | Textile machine |
| CN109292137B (en) * | 2017-05-03 | 2020-10-20 | 浙江正博智能机械有限公司 | Power distribution cabinet intelligent wire roller automatic distribution bundling rope wire coil |
| CN107587255B (en) * | 2017-10-31 | 2019-03-12 | 泉州威廉针织科技研究院股份有限公司 | A kind of yarn intelligent measurement of knitting circular knitting machine removes defect devices and methods therefor |
| CN107829204B (en) * | 2017-11-24 | 2019-03-12 | 泉州威廉针织科技研究院股份有限公司 | A kind of yarn detection of knitting circular knitting machine removes defect intelligence control system and control method |
| CN108190641A (en) * | 2018-01-26 | 2018-06-22 | 联亚智能科技(苏州)有限公司 | A kind of rubber components automatic winding unit |
| JP2021075812A (en) * | 2019-11-07 | 2021-05-20 | 村田機械株式会社 | Spinning machine |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010077576A (en) | 2008-09-29 | 2010-04-08 | Murata Machinery Ltd | Spinning machine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2553892C3 (en) * | 1975-11-29 | 1979-10-04 | Skf Kugellagerfabriken Gmbh, 8720 Schweinfurt | Take-off device for an open-end spinning machine |
| DE602004001410T2 (en) * | 2003-03-17 | 2007-07-05 | Murata Kikai K.K. | Winder for thread |
| JP3952023B2 (en) * | 2004-02-06 | 2007-08-01 | 村田機械株式会社 | Textile machinery |
| JP2008105755A (en) * | 2006-10-23 | 2008-05-08 | Murata Mach Ltd | Loosened yarn-tightening device incorporating electromagnetic tenser |
| EP2719803A3 (en) * | 2008-09-17 | 2017-12-13 | Murata Machinery, Ltd. | Textile machine |
-
2011
- 2011-09-20 JP JP2011204556A patent/JP2013063839A/en not_active Withdrawn
-
2012
- 2012-06-11 CN CN201210195370.6A patent/CN103010848B/en active Active
- 2012-06-29 EP EP12174300.9A patent/EP2573017B1/en not_active Not-in-force
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010077576A (en) | 2008-09-29 | 2010-04-08 | Murata Machinery Ltd | Spinning machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2573017B1 (en) | 2017-08-09 |
| EP2573017A3 (en) | 2016-07-20 |
| JP2013063839A (en) | 2013-04-11 |
| CN103010848B (en) | 2016-12-21 |
| CN103010848A (en) | 2013-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2573017B1 (en) | Yarn winding unit, yarn winding apparatus and spinning machine | |
| EP1889956B1 (en) | Method and device for detecting the presence of a core fiber in a core yarn during core yarn spinning | |
| EP2361867B1 (en) | Yarn winding machine | |
| EP2573023B1 (en) | Yarn winding machine and yarn winding unit | |
| JP2013067475A (en) | Yarn winding machine and yarn winding unit | |
| EP3072840B1 (en) | Yarn winding machine and yarn winding method | |
| EP3025995B1 (en) | Yarn winding machine | |
| JP4529977B2 (en) | Core yarn spinning machine | |
| EP2573019B1 (en) | Spinning unit with a yarn pooling device, and spinning machine | |
| EP2966023B1 (en) | Yarn winding machine and yarn winding method | |
| EP1726695B1 (en) | Core yarn production method and apparatus | |
| EP2749517B1 (en) | Spinning machine | |
| JP2014125349A (en) | Yarn storage apparatus and spinning unit | |
| EP2985371B1 (en) | Spinning machine | |
| JP2002363834A (en) | Apparatus for manufacturing core yarn | |
| CN111747233B (en) | Method for producing a piecing connection at a textile machine station and textile machine station | |
| EP3095742A1 (en) | Yarn winding machine | |
| EP2966199B1 (en) | Spinning machine and spinning method | |
| CN109385702B (en) | Rotor spinning machine and display control method | |
| JP2014009405A (en) | Spinning machine | |
| JP2017036524A (en) | Air spinning device and cap member | |
| EP3360830A1 (en) | Yarn winding machine | |
| JP2024007744A (en) | Spinning machine, package forming method and package | |
| JP2000303275A (en) | Spinning | |
| CN113445165A (en) | Rotor spinning machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 63/06 20060101ALI20160613BHEP Ipc: B65H 54/71 20060101ALI20160613BHEP Ipc: B65H 51/22 20060101AFI20160613BHEP Ipc: D01H 1/115 20060101ALI20160613BHEP Ipc: B65H 69/06 20060101ALI20160613BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160817 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170125 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 916567 Country of ref document: AT Kind code of ref document: T Effective date: 20170815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENT- UND MARKENANWAELTE, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012035567 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170809 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 916567 Country of ref document: AT Kind code of ref document: T Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171109 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171110 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171209 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171109 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012035567 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180629 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180629 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180629 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180629 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120629 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170809 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20200618 Year of fee payment: 9 Ref country code: DE Payment date: 20200618 Year of fee payment: 9 Ref country code: CZ Payment date: 20200629 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602012035567 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210629 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |