EP2565357A2 - Procédé et dispositif de traitement d'une bande plastique lors de la fabrication d'un écarteur en forme de cadre pour des vitres isolantes - Google Patents
Procédé et dispositif de traitement d'une bande plastique lors de la fabrication d'un écarteur en forme de cadre pour des vitres isolantes Download PDFInfo
- Publication number
- EP2565357A2 EP2565357A2 EP12181378A EP12181378A EP2565357A2 EP 2565357 A2 EP2565357 A2 EP 2565357A2 EP 12181378 A EP12181378 A EP 12181378A EP 12181378 A EP12181378 A EP 12181378A EP 2565357 A2 EP2565357 A2 EP 2565357A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- outside
- band
- tool
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011521 glass Substances 0.000 title claims abstract description 62
- 125000006850 spacer group Chemical group 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title claims abstract description 17
- 238000004519 manufacturing process Methods 0.000 title description 2
- 239000002985 plastic film Substances 0.000 title description 2
- 238000009413 insulation Methods 0.000 title 1
- 238000005520 cutting process Methods 0.000 claims abstract description 131
- 230000004888 barrier function Effects 0.000 claims abstract description 8
- 239000004033 plastic Substances 0.000 claims abstract description 6
- 229920003023 plastic Polymers 0.000 claims abstract description 6
- 239000002274 desiccant Substances 0.000 claims abstract description 4
- 238000006073 displacement reaction Methods 0.000 claims description 38
- 239000011888 foil Substances 0.000 claims description 9
- 239000002184 metal Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 235000011837 pasties Nutrition 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910021536 Zeolite Inorganic materials 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 239000010457 zeolite Substances 0.000 description 2
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000414 obstructive effect Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000002984 plastic foam Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67304—Preparing rigid spacer members before assembly
- E06B3/67308—Making spacer frames, e.g. by bending or assembling straight sections
- E06B3/67313—Making spacer frames, e.g. by bending or assembling straight sections by bending
Definitions
- the invention relates to a method for processing a strip of plastic in the course of producing a frame-shaped spacer for an insulating glass pane according to the preamble of patent claim 1 and a cutting device for carrying out the method according to the preamble of patent claim 6.
- the tape contains a desiccant, which consists of a moisture-binding material, for example on the basis of zeolite, and absorbs the humidity from the space sealed by the spacer and the subsequent ⁇ -sealing compound interior of the insulating glass and prevents fogging of the insulating glass from the inside.
- a desiccant which consists of a moisture-binding material, for example on the basis of zeolite, and absorbs the humidity from the space sealed by the spacer and the subsequent ⁇ -sealing compound interior of the insulating glass and prevents fogging of the insulating glass from the inside.
- a film which acts as a vapor barrier.
- the film consists of very water vapor impermeable plastics and may contain one or more layers.
- the foil which acts as a vapor barrier, prevents air moisture from the ambient air from penetrating into the insulating glass pane. For this purpose, it is necessary that the film does not transmit water vapor over a very long period of more than 10 years, so that the insulating glass pane used in a building does not steam up from the inside as far as possible over its entire service life.
- the tape should be bent at right angles if possible.
- a miter whereby material which is a hindrance of a rectangular corner of the frame-shaped spacer obstructive in the way is removed. The resulting by punching cut surfaces of the wedge-shaped notch in the band are after the formation of the corner to each other.
- the strip is provided with a wedge-shaped notch whose wedge angle deviates from 90 ° and corresponds to the corner angle of the model pane.
- the cut surfaces of the notch are again adjacent to each other after forming the corner.
- the cutting device of EP 1 839 789 B1 has a guide means which slidably receives the tape in its longitudinal direction and has a longitudinal direction in which it guides the tape when displaced in the longitudinal direction.
- the guide device includes a guide surface for the outside of the Bandes and at a right angle arranged guide surface for one of the flanks of the band. It is a notching tool provided with two cutting edges, which are linearly displaceable and V-shaped when viewed in the direction of displacement in order to unlatch the band in a wedge shape.
- the displacement direction of the Ausklinktechnikmaschines is perpendicular to the longitudinal direction.
- the displacement direction of the Ausklinktechnikmaschines and the longitudinal direction of the belt are parallel to the guide plane of the guide device.
- the angle between the two V-shaped arranged cutting edges is adjustable, so that the point angle of the wedge-shaped notch can be adapted to the corner angle of the insulating glass pane.
- the tape with a sliding separating tool which in the EP 1 839 789 B1 Although not described, but still known, cut to a length adapted to the scope of the insulating glass.
- the cutting tool has a cutting edge and is moved with a linear guide at right angles to the longitudinal direction.
- the displacement direction of the separating tool is parallel to the displacement direction of the Ausklinktechnikmaschines and the cutting edge is arranged at right angles to the direction of displacement of the separating tool.
- the cutting tool must also cut the adhesive on the outside of the tape when cutting the tape to length additionally foil. It has been found that the known separating tool for separating the known tapes with the known single or multilayer plastic films is well suited.
- a still further improved vapor-tightness of insulating glass panes can be achieved with a spacer strip, which is provided on its outside with a metal foil, in particular of a stainless steel. Due to the metal foil as a vapor barrier, a very high vapor-tightness can be achieved over a very long period of time.
- the invention has for its object to provide a method and an apparatus with which spacer strips, which are provided on its outside with a foil, even better edit in the course of the production of an insulating glass.
- the object is achieved by a method according to claim 1 and a cutting device according to claim 6.
- the separating tool has one or more cutting edges, which are moved through the films in a specific direction when the strip is cut off.
- each of the at least one cutting edge is moved in one direction through the film, in which the cutting force exerted by the cutting edge is directed from the outside of the strip obliquely towards the outside of the strip in the direction of its inside, so that the cutting edge is parallel to the outside progressive cutting produced.
- the cutting tool with the displacement device is displaceable during cutting so that each of the at least one blade is oriented obliquely to the support plane and the cutting force exerted by the blade is directed from the outside of the belt obliquely to its inside.
- a burr occurs in particular when a band is cut, which has on its outer side serving as a vapor barrier metal foil.
- the defined movement of the cutting edge prevents the formation of a burr on the strip which is directed towards the outside of the strip, that is to say projecting beyond the outer contour of the strip, and which can interfere with the application of the spacer strip to the glass sheet.
- An outward-pointing burr can cause the belt to get caught in the machine during further transport.
- the tape is simultaneously cut with two cutters which are arranged at an angle to each other and form a common tip.
- the tip is moved through the film from a location in the middle region of the outside of the belt in such a direction that the forces exerted by the two cutting edges on the film are directed from the outside of the strip obliquely towards the outside of the strip in the direction of its inside and produce cuts which proceed on the outside of the strip at right angles to its longitudinal direction in mutually opposite directions.
- This embodiment has the advantage that the strip or the film arranged on the strip is simultaneously cut with the two cutting edges in such a way that the components of the cutting forces directed parallel to the outside cancel each other out. This makes it possible to achieve a particularly good cut, in particular with tapes with metal foil.
- each of the at least one cutting edge is moved perpendicular to the outside through the film during cutting.
- the outside of the band comes to lie on the guide surface of the guide device and each of the at least one cutting edge is movable by means of the displacement device from the side facing away from the guide surface through the support plane.
- the displacement device may include a pivoting arm or a linear guide to which the separating tool is attached. It is preferably provided that the displacement direction of the separating tool runs at right angles to the direction of displacement of the Ausklinktechnikmaschines and that each of the at least one cutting edge of the cutting tool is oblique to the displacement direction of the separating tool.
- the cutting tool has at least two cutting edges, which run at different obliquely to the displacement direction of the separating tool, wherein two of the cutting edges form a wedge-shaped, pointing in the direction of displacement of the cutting tool tip.
- the band is first provided with a notch for a corner region of the insulating glass pane and then cut in the middle of the notch.
- the notching tool preferably has two cutters arranged in a V-shape in order to unlatch the band in a wedge-shaped manner.
- the tip formed by the two V-shaped arranged cutting edges lies in the parting plane of the cutting tool. In this way it can be achieved that the joint of the tape comes to rest exactly in a corner of the frame-shaped spacer.
- FIG. 1 shows an insulating glass model 1, which comprises two glass sheets 2, 3 and a frame-shaped spacer 4 from a prefabricated, to be processed by the roll band 4a.
- the tape 4a is known under the trade name SUPERSPACER and contains as a desiccant a moisture-binding agent, for example based on zeolite.
- the spacer material is made of a dense plastic foam and has a rectangular profile with a broad side, for example, 10 mm wide and with a narrow side, for example, 5 mm wide, which is referred to as flank and which is prepared for adhering to the glass sheets 2, 3.
- the frame-shaped spacer 4 has an inner side 5, an outer side 6, and two flanks 7, which are to adhere to the two glass sheets 2, 3 in the insulating glass pane 1.
- each of the flanks 7 may have a longitudinal groove or recess 8 located near the outside 6, see FIG. 6 ,
- the groove 8 can be filled with a pasty sealant, such as polyisobutylene, so that the band 4a with its flanks 7 adheres well to the glass sheets 2, 3 and is connected to them in a water vapor impermeable manner.
- the insulating glass model pane 1 has two corners 9, 10 whose angle deviates from a right angle.
- One of the corners 9 has an obtuse inner angle 11 which is greater than 90 °, and another corner 10 has an acute inner angle 12 which is smaller than 90 °.
- the cutting device 20 includes a guide means 21 for receiving the tape 4a.
- the tape 4 a is withdrawn from a serving as a supply roll and inserted into the guide device 21.
- the guide device 21 removably receives the band 4a in its longitudinal direction 13 and guides it through two guide surfaces 22, 23.
- the guide surface 22 is a flat bearing surface.
- the guide surface 22 defines by its flat surface a guide plane 24 which is parallel to the longitudinal direction 13.
- the band 4a is guided by the guide surface 22 with its outer side 6 on which adheres the film serving as a vapor barrier.
- the guide surface 22 may consist of a plurality of planar or curved guide surfaces, for example rods or guide rollers which guide the belt 4a with its peripheral surfaces, so that there is only a line contact between the belt 4a and the guide surfaces 22.
- a guide plane is formed, which corresponds to the guide plane 24 in the in FIG. 2 illustrated embodiment lies.
- the guide surface 23 is at right angles to the guide surface 22 and guides the belt 4a at one of its flanks 7.
- the guide surfaces 22, 23 form the reference surfaces for precise positioning of the belt 4a during cutting.
- the band After inserting the band 4a in the guide device 21, the band is provided on its side facing away from the outside 6 inside 5 at a designated for forming a corner of the frame-shaped spacer 4 position with a notch 14, see also FIGS. 1 and 6 ,
- the cutting device 20 has for this purpose a notching tool 25, which is displaceable in a lying at right angles to the longitudinal direction 13 displacement direction 26.
- the notches 14 are incorporated into the belt 4a in such a way that the distances between two notches 14 correspond to the edge lengths of the glass panels 2, 3 of the insulating glass model pane 1 except for a small knockdown.
- a length of the band 4 adapted to the circumference of the insulating glass pane 1 is cut off from the stock of the band 4a with the aid of a displaceable separating tool 27.
- the length cut off from the supply of the band 4 a corresponds to the circumference of the frame-shaped spacer 4.
- the notched and cut to the necessary length tape along the edge of the glass sheet 2 is applied to this, in such a way that the notches 14 are each arranged in the region of a corner 9, 10 of the glass sheet 2 and that the band 4a in the Notches 14 is angled in accordance with the corner angle of the glass sheet 2.
- the band 4 is glued with a flank 7 on the first glass sheet 2, so that the notches 14 are perpendicular to the glass sheet 2.
- the beginning 17 and the end 18 of the belt 4a abut each other.
- As in FIG. 1 can be cut at the beginning 17 and end 18 of the band 4 a respectively corresponding to the half inner angle 16 of the corner 15. This ensures that the film located on the outside 6 extends both at the beginning 17 and at the end 18 to the corner 15. This ensures a good vapor-tightness of the insulating glass pane. 1
- the second glass sheet 3 After applying the spacer 4 on the first glass sheet 2, the second glass sheet 3 is glued and pressed onto the second edge 7 of the spacer 4, so that the two glass sheets 2, 3 parallel to each other in a distance defined by the width of the spacer 4 the adhesive effect of the spacer 4 are connected together to form a semi-finished insulating glass model disk 1.
- an edge joint 18, through the two glass sheets 2, 3 and the outer side 6 of the spacer. 4 is limited.
- the edge joint 18 is filled with a hardening sealing material, which produces a permanently strong composite of the glass sheets 2, 3.
- a sealing compound a polysulfite, a silicone resin or a polyurethane is well suited.
- Cutting device 20 shown is numerically controlled by a computing unit, not shown, which controls all their functions, in particular the Ausklinkwerkmaschines 25 and the cutting tool 27.
- the cutting device 20 has a displaceable separating tool 27 which has two cutters 28, 29 ( FIG. 10 ).
- the blades 28, 29 are arranged on a blade 30, which is exchangeably attached to the cutting tool 27, for example via a screw, not shown.
- the cutting device 20 includes a displacement device 31 for the cutting tool 27, with which the cutting edges 28, 29 is displaceable in a plane parallel to the displacement direction 26 of the Ausklinkwerkmaschines 25 separating plane.
- the direction of displacement 32 of the separating tool 27 runs in a straight line and at right angles to the direction of displacement 26 of the release tool 25, wherein the guide plane 24 is cut by the parting plane.
- Each of the blades 28 and 29 is straight. Both blades 28, 29 are coplanar and arranged at an angle to each other so that they form a common tip 33.
- the cutting edges 28, 29 and the tip 33 lie in said separating plane, which is oriented parallel to the displacement direction 26 of the Ausklinkmaschinemaschines 25 and parallel to the direction of displacement 32 of the separating tool 27.
- the parting plane thus corresponds to the plane of the blade 30 and is at right angles to the guide plane 24 (FIG. Fig. 9 ).
- two blades 30a, 30b may be mounted replaceably on the cutting tool 27.
- the cutting edge 28 is arranged on the knife 30a and the cutting edge 29 on the knife 30b.
- Both blades 30a, 30b are arranged back to back, so that the two blades 28, 29 in turn form a common tip 33.
- a knife can be used which has only one cutting edge 28 and extends over the entire width of the belt 4a.
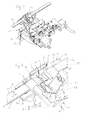
- FIG. 9 the arrangement of the separating tool 27 and the displacement device 31 in relation to the guide device 21 can be seen.
- the cutting tool 27 and the displacement device 31 are located on a side facing away from the guide surface 22 of the guide device 21.
- the belt 4a lies with its outer side 6, on which the film adheres to the guide surface 22.
- the cutting 28, 29 of the cutting tool 27 can thus the displacement device 31 are moved from the outside 6 of the band 4a through the band 4a.
- the guide device 21 is provided with a gap 34 through which the blades 28, 29 can be moved.
- Each of the cutting edges 28, 29 is oriented obliquely to the guide plane 24.
- FIG. 6 The knife 30 moving through the belt 4a with the tip 33 and the blades 28, 29 is in FIG. 6 shown. From the representation of FIG. 6 It will be seen that each of the blades 28, 29 is moved through the film in a direction such that the force exerted by the blade 28, 29 on the film is oblique from the outside 6 of the belt 4a to the outside 6 in the direction of its inside 5 and each of the blades 28, 29 produces a cut which advances on the outside 6 at right angles to the longitudinal direction 13 of the belt 4a.
- the tip 33 is moved through the film starting from a location in the middle region of the outer side 6.
- the forces exerted by the two cutting edges 28, 29 on the film are obliquely directed towards the outside 6 and produce cuts which proceed on the outside 6 at right angles to the longitudinal direction 13 of the band 4a in directions opposite to each other.
- This has the advantage that the forces occurring when cutting off the film transversely to the longitudinal direction 13 substantially compensate.
- any burr arising on the film is directed towards the inside 5 of the belt 4 a so that it does not interfere with the removal of the belt 4 a from the cutting device 20.
- the two cutting edges 28, 29 are arranged wedge-shaped relative to each other, so that the common tip 33 is directed in a starting position before the cutting of the belt 4a against the guide plane 24.
- the parting plane is arranged obliquely to the guide plane 24.
- the displacement direction 32 of the separating tool 27 remains perpendicular to the direction 26 of the Ausklinktechnikmaschines 25 oriented, but then may have a deviating from 90 ° angle to the longitudinal direction 13 of the belt 4a.
- the parting plane may, for example, have such an angle to the longitudinal direction 13 that the parting plane is coplanar with one of the cut surfaces of the wedge-shaped notch 14.
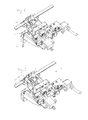
- FIGS. 2 to 8 Process steps that are performed during the processing of the belt 4a by means of the cutting device 20.
- FIG. 2 the cutting device 20 is shown in the idle state. Notching tool 25 and cutting tool 27 are in their respective home position.
- the band 4 a is inserted into the guide device 21.
- the band 4a is displaced in the longitudinal direction 13 in such a way that a location provided for forming a corner of the frame-shaped spacer 4 is located in the cutting region of the release tool 25.
- the cutting device 20 has hold-downs 35, which are associated with the guide surface 22.
- the hold-down devices 35 are movable by drive devices, not shown, in the direction of the guide surface 22 and can clamp the belt 4a on the guide surface 22.
- each hold-down device 35 has a clamping surface facing the guide surface 22, which can be fed to the inside 5 of the belt 4a.
- the cutting device 20 is connected to a numerical computing unit, not shown.
- Drive means are provided, for example pneumatic cylinders and servomotors, for moving the components of the cutting device 20 in the manner described.
- the Ausklinkwerkmaschine 25 has two cutting edges 36, 37 which are arranged when viewed in its direction 26 V-shaped to each other.
- the cutting edges 36, 37 are moved in the direction of displacement 26 through the belt 4a.
- the state in which the blades 36, 37 are in the belt 4a is in FIG FIG. 3 shown.
- the cutting edges 36, 37 have a wedge-shaped piece 38 punched out of the band 4a, which is still between the two cutting edges 36, 37.
- the release tool 25 is pushed back along the direction 26 in its normal position, see illustration of FIG. 4 ,
- the punched piece 38 remains between the cutting edges 36, 37 are and then disposed of.
- the band 4a is now provided with a wedge-shaped notch 14.
- the angle between the V-shaped arranged cutting edges 36, 37 is selected so that it at least substantially complements the value of the inner angle 11, 12, 16 of the corner 9, 10, 15 of the manufactured insulating glass model pane 1 to 180 °.
- the cutting edges 36, 37 can be adjusted accordingly in a setting step before notching by the arithmetic unit, not shown.
- the notching tool 25 in the figures only schematically indicated means 39 for changing the notch angle.
- the means 39 comprises, for example, an actuator and a gear for converting a movement of the actuator in each case a pivoting movement of the two blades with the cutting edges 36 and 37.
- An advantageous embodiment of the means 39 for changing the notch is shown in FIG EP 1 839 789 B1 known.
- the V-shaped arranged cutting 36, 37 are arranged so that the tip is located at a small distance above the guide plane 24 when the notching tool 25 is displaced in the direction 26.
- the band 4a is thus not severed by the cutting edges 36, 37. Rather, the arranged on the outside 6 of the belt 4a film remains undamaged. It is advantageous to disengage the band 4a as close as possible to the film, so that as little as possible of the plastic material of the band 4a has to be folded over during the formation of the corner of the spacer 4.
- the hold-downs 35 can be lifted off the guide surface 22, so that the band 4a is no longer clamped.
- the band 4a can be pushed further in the longitudinal direction 13.
- the process of notching can be repeated at the next location of the belt 4a, at which the next corner of the spacer 4 is to be formed. The process is repeated according to the number of corners of the insulating glass pane 1.
- the hold-downs 35 are not initially opened and the band 4a remains clamped.
- the band 4a is now cut off with the cutting tool 27 in the middle of the notch 14.
- the cutting tool 27 is moved with its cutting 28, 29 of the guide surface 22 applied side of the guide plane 24 through the belt 4a therethrough.
- the gap 34 of the guide device 21 can be seen, through which the blade 30 moves therethrough.
- the band 4a is shown in the moment in which it was cut off from its outer side 6, whereby forces directed obliquely in the direction of the inside 5 of the band 4a were exerted by the cutting edges 28, 29 and the cuts were made on the outside 6 of the band 4a have spread at right angles to its longitudinal direction 13 in opposite directions.
- the separating tool 27 becomes, as in FIG. 7 shown moved back to its basic position. Subsequently, the hold-down device 35 are moved from its clamping position to its normal position, see FIG. 8 , And the cut end 18 of the belt 4a is withdrawn in the longitudinal direction 13 of the guide means 21 and fed in a manner not shown the first glass sheet 2 and glued with its edge 7 thereon.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201110053286 DE102011053286A1 (de) | 2011-09-05 | 2011-09-05 | Verfahren und Vorrichtung zur Bearbeitung eines Kunststoffbandes bei der Herstellung eines rahmenförmigen Abstandhalters für Isolierglasscheiben |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2565357A2 true EP2565357A2 (fr) | 2013-03-06 |
| EP2565357A3 EP2565357A3 (fr) | 2015-03-11 |
| EP2565357B1 EP2565357B1 (fr) | 2016-09-14 |
Family
ID=46963411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12181378.6A Active EP2565357B1 (fr) | 2011-09-05 | 2012-08-22 | Procédé et dispositif de traitement d'une bande plastique lors de la fabrication d'un écarteur en forme de cadre pour des vitres isolantes |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2565357B1 (fr) |
| DE (1) | DE102011053286A1 (fr) |
| ES (1) | ES2602125T3 (fr) |
| PL (1) | PL2565357T3 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111438727A (zh) * | 2020-04-02 | 2020-07-24 | 马鞍山市恒利达机械刀片有限公司 | 一种适用于医用防护服塑料眼镜的切割刀具及方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1839789B1 (fr) | 2006-03-28 | 2010-03-31 | Bystronic Lenhardt GmbH | Dispositif de séparation destiné à détacher une bande plastique pour la fabrication d'une entretoise en forme de cadre pour plaques de verre isolantes |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63229215A (ja) * | 1987-03-16 | 1988-09-26 | Shoji Uchida | 多接点裁断機 |
| DE4401667C2 (de) * | 1993-02-26 | 1996-05-02 | Ladislaus Galac | Abstandshalterrahmen für eine Isolierscheibe und Vorrichtung zu seiner Herstellung |
| US6405498B1 (en) * | 2000-03-01 | 2002-06-18 | Harry M. Riegelman | Insulating glass spacer channel seal |
-
2011
- 2011-09-05 DE DE201110053286 patent/DE102011053286A1/de not_active Withdrawn
-
2012
- 2012-08-22 EP EP12181378.6A patent/EP2565357B1/fr active Active
- 2012-08-22 PL PL12181378T patent/PL2565357T3/pl unknown
- 2012-08-22 ES ES12181378.6T patent/ES2602125T3/es active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1839789B1 (fr) | 2006-03-28 | 2010-03-31 | Bystronic Lenhardt GmbH | Dispositif de séparation destiné à détacher une bande plastique pour la fabrication d'une entretoise en forme de cadre pour plaques de verre isolantes |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111438727A (zh) * | 2020-04-02 | 2020-07-24 | 马鞍山市恒利达机械刀片有限公司 | 一种适用于医用防护服塑料眼镜的切割刀具及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2565357A3 (fr) | 2015-03-11 |
| EP2565357B1 (fr) | 2016-09-14 |
| DE102011053286A1 (de) | 2013-03-07 |
| PL2565357T3 (pl) | 2017-03-31 |
| ES2602125T3 (es) | 2017-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CH542051A (de) | Verbundbauplatte und Verfahren zu ihrer Herstellung | |
| EP1396298B1 (fr) | Procédé de fabrication des joints d'étanchéité multicouche | |
| EP3453806B2 (fr) | Élément d'étanchéité | |
| EP1839789B1 (fr) | Dispositif de séparation destiné à détacher une bande plastique pour la fabrication d'une entretoise en forme de cadre pour plaques de verre isolantes | |
| EP3404156A1 (fr) | Procédé de fabrication pour une bande d'étanchéité et bande d'étanchéité | |
| EP0546392B1 (fr) | Lame pour le découpage ainsi que dispositif avec celle-ci | |
| EP2565357B1 (fr) | Procédé et dispositif de traitement d'une bande plastique lors de la fabrication d'un écarteur en forme de cadre pour des vitres isolantes | |
| EP3318378A1 (fr) | Procédé de revêtement de surfaces discontinues, dispositif ainsi que composant | |
| EP1652662A1 (fr) | Procédé et machine pour la fabrication de panneaux sandwich formatés | |
| EP3757306A1 (fr) | Bande d'étanchéité | |
| DE2234902A1 (de) | Verfahren und vorrichtung zur kantenbearbeitung und -beschichtung an plattenfoermigen werkstuecken | |
| DE202018100420U1 (de) | Vorrichtung zum Anbringen von Kantenstreifen | |
| EP3487672A1 (fr) | Produit en lamibois et son procédé de production | |
| DE2408319A1 (de) | Verfahren und einrichtung zum spanlosen schneiden von hartschaumstoffkoerpern | |
| DE2163731C3 (fr) | ||
| EP0890687B1 (fr) | Procédé de fabrication d' un closoir de faitage | |
| EP0978339B1 (fr) | Dispositif de coupe des profilés de fenêtres ou portes | |
| EP1964621B1 (fr) | Dispositif et procédé de fabrication de profilés | |
| DE19930199B4 (de) | Trennverfahren und Vorrichtung | |
| DE3439443A1 (de) | Verfahren zum trennenden saegen von werkstuecken | |
| DE19827098B4 (de) | Verfahren und Vorrichtung zum Abtrennen von Profilstäben aus Kunststoff oder Leichtmetall | |
| WO2019057658A1 (fr) | Procédé d'usinage de pièces, produit programme-informatique, et installation d'usinage de pièces | |
| DE102019131889B4 (de) | Vorrichtung zum Erzeugen einer Öffnung in einem flexiblen, hohlen Materialstrang, insbesondere eines Wasserlochs in einem Dichtmaterialstrang | |
| DE102019100686B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Dichtbandes | |
| DE2750692C2 (de) | Verfahren zur Herstellung von Lamellen und Lamellenmatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E06B 3/673 20060101AFI20150205BHEP |
|
| 17P | Request for examination filed |
Effective date: 20150827 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160317 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 829213 Country of ref document: AT Kind code of ref document: T Effective date: 20161015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012008204 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENT- UND MARKENANWAELTE, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2602125 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161215 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170114 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012008204 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| 26N | No opposition filed |
Effective date: 20170615 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170823 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170830 Year of fee payment: 6 Ref country code: ES Payment date: 20170901 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20170823 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170822 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180901 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20200624 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200826 Year of fee payment: 9 Ref country code: GB Payment date: 20200826 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210822 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230829 Year of fee payment: 12 Ref country code: AT Payment date: 20230824 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210822 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240828 Year of fee payment: 13 |