EP2562272B1 - Méthode pour la production d'un produit d'acier avec des propriétés mécaniques excellentes, le produit fabriqué par ladite méthode et l'utilisation des produits - Google Patents
Méthode pour la production d'un produit d'acier avec des propriétés mécaniques excellentes, le produit fabriqué par ladite méthode et l'utilisation des produits Download PDFInfo
- Publication number
- EP2562272B1 EP2562272B1 EP12181887.6A EP12181887A EP2562272B1 EP 2562272 B1 EP2562272 B1 EP 2562272B1 EP 12181887 A EP12181887 A EP 12181887A EP 2562272 B1 EP2562272 B1 EP 2562272B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- steel product
- heating
- cooling
- rate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 157
- 239000010959 steel Substances 0.000 title claims description 157
- 238000000034 method Methods 0.000 title claims description 88
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 229910000760 Hardened steel Inorganic materials 0.000 title claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 105
- 238000001816 cooling Methods 0.000 claims description 47
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 16
- 230000008569 process Effects 0.000 claims description 14
- 229910001566 austenite Inorganic materials 0.000 claims description 12
- 229910000734 martensite Inorganic materials 0.000 claims description 12
- 230000009467 reduction Effects 0.000 claims description 12
- 229910001563 bainite Inorganic materials 0.000 claims description 9
- 229910000859 α-Fe Inorganic materials 0.000 claims description 6
- 229910052742 iron Inorganic materials 0.000 claims description 5
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- 229910052804 chromium Inorganic materials 0.000 claims description 4
- 229910052748 manganese Inorganic materials 0.000 claims description 4
- 229910052750 molybdenum Inorganic materials 0.000 claims description 4
- 229910052758 niobium Inorganic materials 0.000 claims description 4
- 238000000137 annealing Methods 0.000 claims description 3
- 238000005097 cold rolling Methods 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 229910052720 vanadium Inorganic materials 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 239000000203 mixture Substances 0.000 description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 239000011572 manganese Substances 0.000 description 7
- 239000010955 niobium Substances 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- 239000011651 chromium Substances 0.000 description 5
- 238000009533 lab test Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 238000010791 quenching Methods 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 229910001335 Galvanized steel Inorganic materials 0.000 description 3
- 239000010960 cold rolled steel Substances 0.000 description 3
- 239000008397 galvanized steel Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000013256 coordination polymer Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000000750 progressive effect Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910001339 C alloy Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 229910000794 TRIP steel Inorganic materials 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the invention relates to a method for producing a steel product having excellent mechanical properties and to a steel product produced by the method and used, in particular, for manufacturing components, more precisely steel components, for automotive industry, inter alia.
- the invention relates to the use of a strain hardened steel pipe and to the manufacture of said component.
- US 2006/169368 discloses a low carbon alloy steel tube and a method of manufacturing the same, especially for a stored gas inflator pressure vessel, in which the steel tube consists essentially of, by weight: about 0.06% to about 0.18% carbon, about 0.3% to about 1.5% manganese, about 0.05% to about 0.5% silicon, up to about 0.015% sulfur, up to about 0.025% phosphorous, and at least one of the following elements: up to about 0.30% vanadium, up to about 0.10% aluminum, up to about 0.06% niobium, up to about 1% chromium, up to about 0.70% nickel, up to about 0.70% molybdenum, up to about 0.35% copper, up to about 0.15% residual elements, and the balance iron and incidental impurities.
- the steel After a high heating rate of about 100°C per second; rapidly and fully quenching the steel tubing in a waterbased quenching solution at a cooling rate of about 100°C per second.
- the steel has a tensile strength of at least about 145 ksi and as high as 220 ksi and exhibits ductile behavior at temperatures as low as -100°C.
- US 2010/132849 concerns a high tensile-strength galvanized steel sheet that includes C: at least 0.05% but less than 0.12%, Si: at least 0.01% but less than 0.35%, Mn: 2.0% to 3.5%, P: 0.001% to 0.020%, S: 0.0001% to 0.0030%, Al: 0.005% to 0.1%, N: 0.0001% to 0.0060%, Cr: more than 0.5% but not more than 2.0%, Mo: 0.01% to 0.50%, Ti: 0.010% to 0.080%, Nb: 0.010% to 0.080%, and B: 0.0001% to 0.0030%, the remainder being Fe and unavoidable impurities, wherein the high tensile-strength galvanized steel sheet has a microstructure that contains 20% to 70% by volume ferrite having an average grain size of 5 ⁇ m or less.
- the high tensile-strength galvanized steel sheet has a tensile strength of at least 980 MPa, and excellent form
- EP 1,659,191 describes a high tensile cold-rolled steel sheet that consists essentially of 0.04 to 0.13% C, 0.3 to 1.2% Si, 1.0 to 3.5% Mn, 0.04% or less P, 0.01% or less S, 0.07% or less Al, by mass, and balance of Fe and inevitable impurities, has a microstructure containing 50% or larger area percentage of ferrite and 10% or larger area percentage of martensite, has 0.85 to 1.5 of ratio of intervals of the martensite in the rolling direction to those in the sheet thickness direction, and has 8 GPa or larger nano-strength of the martensite.
- the high tensile cold-rolled steel sheet has a good strength-elongation balance, and shows excellent crashworthiness at about 10 s -1 of strain rate. Therefore, the high tensile cold-rolled steel sheet is suitable for reinforcing members for pillar and dashboard of automobile.
- the object of the present invention is to provide such an improvement in the known heat treatment and/or forming processes that gives a steel product better mechanical properties than before, or enables simplification of the process over the known techniques.
- the invention is based on the idea that in the micro structure of the steel to be heated very rapidly there is provided a strain hardened structure that is not soft annealed prior to the rapid heating.
- the strain hardened structure may refer to a structure that is not recrystallized after moulding, i.e. it may refer to a non-recrystallized structure.
- the strain hardened structure such as full hard structure, is provided by cold forming, such as cold rolling a steel strip, for instance.
- the invention is characterized in that the rapid heating is followed by immediate cooling.
- the micro structure provided in the steel comprises at least 30 percent martensite and/or bainite by volume.
- the steel is heated in an accelerated manner after obtaining a strain hardened structure and hardened immediately after the rapid heating.
- Hardening may also be performed by air cooling, in case the composition of the steel is suitable therefor.
- cooling or hardening is provided in a mould, in which moulding into a component is also carried out.
- the method of the invention provides an extremely fine micro structure in steel, and as a consequence the steel will have progressive mechanical properties.
- the invention has significant advantages regarding as well a production chain as mechanical properties of the product.
- the heat treatment may be implemented very quickly, and consequently, when needed, it may be applied on some continuously-operating production lines, arranged in immediate connection with the forming of a steel product.
- the duration of the heat treatment step of the method may be less than one minute, even less than 30 seconds.
- Particularly shaped products such as steel pipes are produced by the method.
- Steel components may also be provided by the method.
- the method allows higher R m *A values to be provided as compared to steel products manufactured by a conventional slow method. Further, the production of a steel product does not require annealing after cold forming, and therefore this step need not restrict the throughput of production.
- the method it is possible to provide strong and formable steel products, such as steel pipes, whereby the use of a ready-tempered, yet well cold-mouldable, steel pipe is cost effective in the manufacture of cold-mouldable components, because the final component made of steel pipe need not be hardened separately as pipe material is already hardened, at least partly.
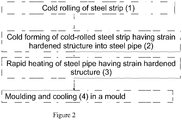
- Figure 1 shows the main steps of the method according to the invention, wherein in the first step a steel strip is cold formed 1, such as cold rolled, in such a manner that a strain hardened structure will be formed in the steel of the steel strip.
- Cold forming 1 is performed on a suitable steel preform, such as a hot-rolled or moulded steel strip/plate/shaped product. In cold forming 1 the steel typically becomes thinner, at least partly.
- the effectiveness of cold forming may be assessed roughly, for instance, through reduction, which refers to a change in the thickness of steel after cold forming in relation to the original thickness.
- a strain hardened structure refers to a steel structure whose reduction used in cold forming exceeds 15%. Preferably the reduction used in cold forming is more than 30%, most preferably more than 40%. According to an embodiment, the strain hardened structure refers to a full hard structure, in which the reduction used is at least 50%, such as 60%.
- the cold forming means that the steel is cold rolled to a thin sheet having a thickness of 0.4 to 5 mm, for instance.
- cold rolling is performed to a thickness of 0.8 to 3 mm.
- the steel having strain hardened structure is cold formed into a shaped product 2.
- the cold forming step 2 of the shaped product may comprise cold forming of a pipe and longitudinal seam welding to obtain a closed pipe profile. In the cold formng of the pipe the degree of strain hardening of the steel further increases.
- step 2 is obtained a highly strain hardened steel pipe, which is still unusable as such.
- the shaped steel product, such as steel pipe, having a strain hardened structure is heated 2 very quickly, preferably at least at a rate of HR ⁇ 100 °C/s to a temperature of A c3 ⁇ 100 °C.
- the grain structure of austenite is very fine due to heating 3.
- Figure 3 further illustrates steps "rapid heating 3" and "cooling 4" of the method according to the invention.
- the rapid heating 3 is preferably carried out at least at a mean heating rate of 100 °C/s. In this manner it is possible to make sure that during heating the grain size will not have time to grow excessively.
- high heating rates require a considerable amount of energy and they may deteriorate the uniform quality of mechanical properties of a steel product.
- heating is implemented as induction heating, which may be readily performed on closed steel pipes, for instance. Other heating methods of high heating rate are also possible.
- the abbreviation HR stands for heating rate.
- Rapid heating 3 of the steel having strain hardened structure is carried out to a temperature of A c3 ⁇ 100 °C.
- heating is carried out rapidly 3 above the temperature A c3 .
- heating 3 starts substantially at room temperature.
- cooling 4 is started in at least 10 seconds from the termination of heating 3, most preferably the cooling is started in at least 2 seconds from the termination of heating. In other words, the time spent in the austenite range, or in proximity thereto, is as short as possible.
- a rapidly heated steel pipe is hot-formed, such as hot-stamped, immediately after the rapid heating 3, whereby there will be no longer need to form the cooled steel product.
- After hot-stamping it is possible to perform cooling in a mould, preferably tempering in a mould.
- the embodiment may provide an improvement in the mechanical properties of a hot-stamped steel component, when the steel pipe to be heated and tempered is made of strain hardened steel strip.
- the steel pipe of the invention may also be more robust to some hot-stamping process parameters because of the strongly strain hardened initial structure.
- the density of occurrence of small austenite grains formed in the rapid heating 3 is high, which results in a very fine micro structure in a steel product of the invention having excellent mechanical properties.
- the rapid heating 3 the austenite grain size will have no time to grow large, whereby, as a result of heating 3, the micro structure comprises very densely formed, small-sized austenite grains. The end result, after cooling, will be a stronger steel product the tensile strain of which is still substantially at the same or higher level than that of a steel product in rapid heating of which soft annealed steel is employed.
- the A c3 temperature is higher at high heating rates in comparison to the A c3 temperature at low heating rates.
- the A c3 temperature is understood to be a possibly elevated A c3 temperature as a consequence of a higher heating rate.
- Cooling 5 from the austenitic range, or from the vicinity thereof, may be implemented in a variety of ways so as to obtain a desired end result. It is essential, however, that the cooling 5 is provided in a manner known per se such that the micro structure formed in the steel structure comprises 30% by volume martensite and/or bainite. In other words, in cooling 4, the steel is tempered in a manner fully known per se. The rest of the micro structure may consist of ferrite and possibly residual austenite.
- the desired micro structure may be obtained in a manner known per se, for instance, such that cooling 4 is performed at a mean cooling rate of at least 5 °C/s. Further, in a manner known per se there is used steel the hardenability of which is sufficient to provide 30 % by volume martensite and/or bainite in the cooling.
- the hardenability of steel may be determined in various ways, such as by using a hardenability index DI, which is based on a modification of ASTM standard A255-89.
- the composition is expressed in percentages by weight (%) and DI is millimetres (mm).
- the hardenability index DI of the steel product is at least 3mm.
- the hardenability index DI of the steel product is at least 15mm.
- Cooling may be implemented in a manner known per se, for instance as water vapour or water cooling, depending particularly on the steel composition used and the thickness of the steel.
- An element providing cooling may also be a mould.
- the cooling 4 is provided in such a manner that the formed micro structure comprises at least 70 % by volume martensite and/or bainite, the rest being ferrite and possibly residual austenite.
- the cooling is implemented as water vapour or water cooling or as cooling in a mould in such a manner that a mean cooling rate is at least 20 °C/s, preferably at least 35 °C/s.
- the final temperature of accelerated cooling is preferably below a bainite start temperature (B s temperature), most preferably below a martensite start temperature (M s temperature), i.e. the temperature at which a bainite transformation, and correspondingly, a martensite transformation start. In this manner it is made sure that the micro structure of the steel will be as desired.
- the steel product may be cut to desired dimensions, when the steel product is a steel pipe.
- the invention also relates to a steel product produced by the method and described in the following.
- the steel product obtained by the method possesses high strength and ductility.
- the steel product has excellent mechanical properties.
- the steel product is also well formable, and thanks to low alloyage, its weldability is good.
- the product of breaking strength and breaking elongation is at least 12000, i.e. R m * A ⁇ 12000.
- the breaking strength of the steel product obtained by the method is at least 800 MPa.
- An advantage of the method is also that by using the method, with the same steel composition, it is possible to provide 1) high-strength steel of excellent ductility (Rm ⁇ 1500 MPa and A ⁇ 10%) or 2) strong and particularly ductile steel (Rm ⁇ 800 MPa and A ⁇ 18%).
- the products to be produced by the method may be roughly divided into two categories:
- Steels in this category possess very high breaking strength and well retained breaking elongation A as follows: R m ⁇ 1500 MPa and A ⁇ 10%. These steels are thus very strong, yet the ductility is of good level thanks to the method of the invention. This is indicated by exemplary steels 1, 4, 5, 10 and 11 of Table 2.
- the steel product produced by the method advantageously also possesses relatively high uniform elongation Ag ⁇ 3%, despite the substantially hardened micro structure and high breaking strength of the steel produced by the method.
- Steels in this category possess relatively high breaking strength (Rm ⁇ 800 MPa) and very high elongation (A ⁇ 18%, preferably up to A ⁇ 18% and Ag>8%). These steels are thus relatively strong and the elongation has become very high, thanks to the method of the invention.
- the steel product produced by the method comprises in percentages by weight
- the steel product produced by the method comprises in percentages by weight
- Prior austenite grain size formed in the heating 3 of the steel product produced by the method of the invention is very small, preferably less than 10 micrometres and most preferably less than 3 micrometres. Further the grain size of ferrite and/or bainite possibly formed in the steel product in the cooling 4 is also very small, preferably less than 5 micrometres and most preferably less than 3 micrometres. Also martensite formed in hardening will be fine and tough thanks to the invention.
- Material thickness in the steel product may be 0.4 to 5mm, preferably 1 to 3mm.
- the steel product may be a cold-formed shaped product.
- Most preferably the steel product is a steel pipe used, for instance, for manufacture of components in automotive industry.
- the steel product may thus be a hollow section, such as a circular or rectangular steel pipe.
- the steel product may also be a stamped steel component.
- Table 1 shows the mechanical properties and process parameters of steel samples 10a and 8a produced in laboratory conditions by the method of the invention. Additionally, Table 1 shows as reference the mechanical properties and process parameters of steel samples ref8a and ref10a whose heating rate is low, 4 °C/s, i.e. the heating rate is clearly lower than the heating rate used in the method of the invention. Further, Table 1 shows as reference the mechanical properties of a test sample ref that is not heat treated in accordance with the method of the invention. For the sake of clarity, the references are depicted in grey in Table 1. Correspondingly, Figure 4 shows the corresponding stress-strain curves 10a, 8a, ref8a, ref10a and ref. All the results in the table and the graph concern strain hardened steel CP800 the composition of which is shown in Table 3. The results shown in Table 1 and Figure 4 are not comparable with those in Table 2, but they are mutually comparable.
- yield strength and breaking strength (R p0.2 and R m ) of the air-cooled steel sample 8a increased significantly thanks to the high heating rate as compared to the steel sample ref8a produced at a low heating rate.
- the uniform elongation A g surprisingly remained the same and the breaking elongation A weakened only slightly.
- Table 2 presents the mechanical properties and dimensions of steel products obtained in full-scale tests 1 - 15 as well as process parameters used.
- the table gives as reference values the tests 3, 6, 9, 12 and 15, in the heat treatment of which there was not used steel having strain hardened structure, i.e. after cold forming the steel was soft annealed in a known manner.
- X in column FH indicates that in said test there was used steel that is not soft annealed.
- Table 2 presents as reference the tests 16 to 21, in which there was used a heating rate significantly lower than that in the method of the invention. For the sake of clarity, the references are depicted in grey in Table 2.
- the pipe diameter (D) was 48 - 49mm and the thickness of material (T) 1.7 - 2.1 mm.
- the steel to be heated rapidly comprises a strongly strain hardened structure.
- Heating rates 300, 500 and 1000 °C/s were used in the tests of the method according to the invention in Table 2. It is seen in the table that the objects of the invention are also achieved at the heating rate of 300 °C/s. A lower heating rate is advantageous because of a lower power requirement in the apparatus, and consequently it is advisable to use a lower heating rate when sufficient. In many cases the heating rate of at least 100 °C/s will suffice to achieve the objects of the invention.
- heating rates of at least 160 °C/s are used, whereby it is made sure that the austenite grain size formed in the heating does not grow excessively and excellent mechanical properties will be achieved.
- Table 1 presents results which show that the invention works also at heating rates of 192 and 197 °C/s.
- heating rates used in hot stamping may be lower, even as low as 15 to 100 °C/s, because the strain hardened steel pipe in itself improves the component's mechanical properties to be achieved in said hot stamping process, or it is more robust to use in said process than the prior art solutions. Further, a higher heating rate may provide advantages in this process as well.
- the heating and cooling rates are mean cooling rates.
- the method uses heating rates, such as 160 to 500 °C/s, because generation of a lower heating rate requires less energy and may contribute to controlling the uniformity of results.
- the heating temperature used is indicated in column HT.
- An appropriate heating temperature depends on the composition of steel, yet it is selected such that the heating temperature is A c3 ⁇ 100 °C.
- the heating is performed to a temperature slightly above A c3 .
- Said temperature refers to a temperature at which the steel austenitizes completely. It is important, however, that due to heating the steel is not maintained excessively long above the temperature A c3 or in the vicinity thereof. It is preferable to start cooling 4 in at least 10 seconds from the termination of heating 3, most preferably in at least 2 seconds from the termination of heating.
- Table 3 shows some steel compositions to which the method of the invention is applicable.
- Table 3 Contents of test steels in percentages by weight c Si Mn Al Nb V Cu Cr Ni Mo Ti B steel % % % % % % % % % % % DP800 0,13 0,20 1,46 0,05 0,02 0,01 0,01 0,05 0,05 0,02 0,002 0,000 355 0,07 0,15 1,43 0,04 0,02 0,01 0,02 0,03 0,04 0,00 0,013 0,000 CP 800 full hard 0,17 0,18 1,74 0,03 0,01 0,01 0,04 0,33 0,06 0,15 0,002 0,000 HSF420 0,06 0,20 0,80 0,03 0,01 0,01 0,28 0,04 0,04 0,00 0,068 0,000 CP800 0,16 0,21 1,74 0,04 0,00 0,01 0,02 0,31 0,07 0,15 0,002 0,000 B24 0,24 0,26 1,21 0,04 0,00 0,01 0,03 0,32 0,05 0,01 0,040 0,002
- heating rates of at least 160 °C/s are used, whereby it is made sure that the austenite grain size formed in the heating does not grow excessively and excellent mechanical properties will be achieved.
- Table 1 presents results which show that the invention works also at heating rates of 192 and 197 °C/s.
- heating rates used in hot stamping may be lower, even as low as 15 to 100 °C/s, because the strain hardened steel pipe in itself improves the component's mechanical properties to be achieved in said hot stamping process, or it is more robust to use in said process than the prior art solutions. Further, a higher heating rate may provide advantages in this process as well.
- the heating and cooling rates are mean cooling rates.
- the method uses heating rates, such as 160 to 500 °C/s, because generation of a lower heating rate requires less energy and may contribute to controlling the uniformity of results.
- the heating temperature used is indicated in column HT.
- An appropriate heating temperature depends on the composition of steel, yet it is selected such that the heating temperature is A c3 ⁇ 100 °C.
- the heating is performed to a temperature slightly above A c3 .
- Said temperature refers to a temperature at which the steel austenitizes completely. It is important, however, that due to heating the steel is not maintained excessively long above the temperature A c3 or in the vicinity thereof. It is preferable to start cooling 4 in at least 10 seconds from the termination of heating 3, most preferably in at least 2 seconds from the termination of heating.
- Table 3 shows some steel compositions to which the method of the invention is applicable.
- Table 3 Contents of test steels in percentages by weight C Si Mn Al Nb V Cu Cr Ni Mo Ti B steel % % % % % % % % % % % DP800 0,13 0,20 1,46 0,05 0,02 0,01 0,01 0,05 0,05 0,02 0,002 0,000 355 0,07 0,15 1,43 0,04 0,02 0,01 0,02 0,03 0,04 0,00 0,013 0,000 CP 800 full hard 0,17 0,18 1,74 0,03 0,01 0,01 0,04 0,33 0,06 0,15 0,002 0,000 HSF420 0,06 0,20 0,80 0,03 0,01 0,01 0,28 0,04 0,04 0,00 0,068 0,000 CP800 0,16 0,21 1,74 0,04 0,00 0,01 0,02 0,31 0,07 0,15 0,002 0,000 B24 0,24 0,26 1,21 0,04 0,00 0,01 0,03 0,32 0,05 0,01 0,040 0,002
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Articles (AREA)
Claims (15)
- Procédé de production d'un produit d'acier présentant d'excellentes propriétés mécaniques, tel qu'un tuyau en acier, le procédé incluant le formage à froid (1, 2), selon lequel une structure écrouie est formée dans l'acier, caractérisé en ce que le procédé comprend également les étapes suivantes :de l'acier ayant une structure écrouie est chauffé très rapidement (3), à savoir à une vitesse HR ≥ 100 °C/s jusqu'à une température Ac3 ± 100 °C, sans recuit d'adoucissement avant le chauffage rapide,- l'acier chauffé est refroidi (4) de telle sorte que la microstructure résultante formée dans le produit d'acier comprendra au moins 30 % de martensite et/ou de bainite en pourcentages en volume, selon lequel le produit d'acier produit par le procédé comprend en pourcentages en poids :C: 0,05 - 0,25 %Si: 0 - 2,5 %Mn : 0,8 - 3,0 %Al : 0 - 2,5 %Mo : < 1,5 %, de préférence 0,1 - 0,8 %Cr : < 1,5 %, de préférence 0,2 - 1,5 %Cu: < 1,00 %Ti : < 0,15 %Nb : < 0,09 %V : < 0,17 %Ni : 0 - 0,07 %de préférence 0,015 % < Ti + Nb + V < 0,22 %le reste étant du fer Fe et des matières résiduelles inévitables,de telle sorte que l'indice de trempabilité DI du produit d'acier est au moins de 3 mm, de préférence au moins de 15 mm,ou selon lequel le produit d'acier produit par le procédé comprend en pourcentages en poids :C: 0,10 - 0,40 %Si : 0 - 2,5 %Mn : 0,2 - 3,0 %Al: 0 - 2,5 %Cu : 0 - 1,0 %B : 0,0005 - 0,009 %Cr : 0 - 1,5 %Mo : 0 - 1,5 %Ti : < 0,15 %Nb : < 0,09 %V : < 0,17 %Ni : 0 - 0,07 %le reste étant du fer Fe et des matières résiduelles inévitables,de telle sorte que l'indice de trempabilité DI du produit d'acier est au moins de 3 mm, de préférence au moins de 15 mm.
- Procédé selon la revendication 1, caractérisé en ce que le formage à froid (1) est mis en œuvre par laminage à froid d'une bande d'acier.
- Procédé selon la revendication 1 ou 2, caractérisé par un chauffage (3) à une vitesse HR ≥ 160 °C/s, plus préférablement à une vitesse de 160 à 500 °C/s.
- Procédé selon l'une quelconque des revendications 1 à 3 précédentes, caractérisé par un refroidissement à une vitesse d'au moins 5 °C/s.
- Procédé selon l'une quelconque des revendications 1 à 3 précédentes, caractérisé par un refroidissement (4) à une vitesse d'au moins 20 °C/s.
- Procédé selon l'une quelconque des revendications 1 à 3 précédentes, caractérisé en ce que le refroidissement (4) est assuré d'une manière telle que la microstructure formée dans le produit d'acier comprend au moins 70 % en volume de martensite et/ou de bainite, le reste étant de la ferrite et d'éventuels résidus d'austénite.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que le refroidissement (4) est démarré en au moins 10 secondes, de préférence en au moins 2 secondes à partir de la fin du chauffage (3).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce qu'une réduction utilisée dans le formage à froid (1, 2) est supérieure à 15 %, de préférence supérieure à 30 % et le plus préférentiellement supérieure à 40 %.
- Procédé selon la revendication 8, caractérisé en ce que la structure écrouie est une structure à l'état dur dont une réduction utilisée dans le formage à froid est d'au moins 50%, telle que de 80 %.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que le refroidissement ou le durcissement est assuré dans un moule, dans lequel une formation dans un moule en un composant est également réalisée.
- Produit d'acier, tel qu'un tuyau en acier, produit par le procédé selon l'une quelconque des revendications 1 à 10, caractérisé en ce que le produit de la résistance à la rupture et de l'allongement à la rupture Rm * A est au moins de 12 000, de préférence au moins de 15 000 et le plus préférentiellement au moins de 18 000.
- Produit d'acier produit par le procédé selon l'une quelconque des revendications 1 à 10, caractérisé en ce qu'un allongement uniforme du produit d'acier est Ag ≥ 3 %.
- Produit d'acier produit par le procédé selon l'une quelconque des revendications 1 à 10, caractérisé en ce qu'une résistance à la rupture du produit d'acier est Rm ≥ 800 MPa.
- Utilisation d'un tuyau d'acier en acier écroui dans un processus de traitement thermique rapide selon la revendication 1.
- Utilisation selon la revendication 14, caractérisée en ce que le processus comprend un chauffage extrêmement rapide, au moins à une vitesse HR ≥ 160 °C/s jusqu'à une température Ac3 ± 100 °C.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12181887T PL2562272T3 (pl) | 2011-08-26 | 2012-08-27 | Sposób wytwarzania produktu stalowego lub elementu stalowego o doskonałych właściwościach mechanicznych, produktu stalowego wytworzonego tym sposobem i zastosowania rury stalowej wykonanej ze stali umacnianej przez zgniot |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20115832A FI20115832L (fi) | 2011-08-26 | 2011-08-26 | Menetelmä erinomaisilla mekaanisilla ominaisuuksilla varustetun terästuotteen valmistamiseksi, menetelmällä valmistettu terästuote ja muokkauslujitetun teräksen käyttö |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP2562272A2 EP2562272A2 (fr) | 2013-02-27 |
| EP2562272A9 EP2562272A9 (fr) | 2013-09-11 |
| EP2562272A3 EP2562272A3 (fr) | 2017-07-26 |
| EP2562272B1 true EP2562272B1 (fr) | 2021-06-16 |
Family
ID=44515464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12181887.6A Active EP2562272B1 (fr) | 2011-08-26 | 2012-08-27 | Méthode pour la production d'un produit d'acier avec des propriétés mécaniques excellentes, le produit fabriqué par ladite méthode et l'utilisation des produits |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2562272B1 (fr) |
| ES (1) | ES2881667T3 (fr) |
| FI (1) | FI20115832L (fr) |
| PL (1) | PL2562272T3 (fr) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103266272A (zh) * | 2013-04-16 | 2013-08-28 | 安徽省宁国市宁沪钢球有限公司 | 一种球磨机筒体衬板的制备方法 |
| US9850553B2 (en) * | 2014-07-22 | 2017-12-26 | Roll Forming Corporation | System and method for producing a hardened and tempered structural member |
| CN104451407B (zh) * | 2014-11-25 | 2016-08-24 | 东北大学 | 一种低碳热轧超高强高韧钢及其制备方法 |
| CN105483531A (zh) * | 2015-12-04 | 2016-04-13 | 重庆哈工易成形钢铁科技有限公司 | 用于冲压成形的钢材及其成形构件与热处理方法 |
| CN105714189B (zh) * | 2016-04-28 | 2017-09-15 | 北京科技大学 | 一种铌、钒复合添加的具有高强塑积汽车用钢及制造方法 |
| JP2020059880A (ja) * | 2018-10-09 | 2020-04-16 | 日本製鉄株式会社 | 鋼材およびその製造方法 |
| JP7218533B2 (ja) * | 2018-10-09 | 2023-02-07 | 日本製鉄株式会社 | 鋼材およびその製造方法 |
| MX2021003680A (es) * | 2018-10-12 | 2021-05-31 | Nippon Steel Corp | Tubo de acero soldado por resistencia electrica para barra de torsion. |
| CN110273054A (zh) * | 2019-06-28 | 2019-09-24 | 机械科学研究总院集团有限公司 | 一种热处理成形工艺 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005019487A1 (fr) * | 2003-08-26 | 2005-03-03 | Jfe Steel Corporation | Tole d'acier lamine a froid a haute resistance a la traction et son procede de production |
| US20060169368A1 (en) * | 2004-10-05 | 2006-08-03 | Tenaris Conncections A.G. (A Liechtenstein Corporation) | Low carbon alloy steel tube having ultra high strength and excellent toughness at low temperature and method of manufacturing the same |
| JP5194878B2 (ja) * | 2007-04-13 | 2013-05-08 | Jfeスチール株式会社 | 加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法 |
-
2011
- 2011-08-26 FI FI20115832A patent/FI20115832L/fi not_active Application Discontinuation
-
2012
- 2012-08-27 EP EP12181887.6A patent/EP2562272B1/fr active Active
- 2012-08-27 PL PL12181887T patent/PL2562272T3/pl unknown
- 2012-08-27 ES ES12181887T patent/ES2881667T3/es active Active
Non-Patent Citations (1)
| Title |
|---|
| SPIEKERMANN P: "Alloys - a special problem of patent law", NONPUBLISHED ENGLISH TRANSLATION OF DOCUMENT, 31 December 1993 (1993-12-31), pages 1 - 20, XP002184689 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2562272A3 (fr) | 2017-07-26 |
| PL2562272T3 (pl) | 2021-12-27 |
| FI20115832L (fi) | 2013-02-27 |
| ES2881667T3 (es) | 2021-11-30 |
| FI20115832A0 (fi) | 2011-08-26 |
| EP2562272A9 (fr) | 2013-09-11 |
| EP2562272A2 (fr) | 2013-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2562272B1 (fr) | Méthode pour la production d'un produit d'acier avec des propriétés mécaniques excellentes, le produit fabriqué par ladite méthode et l'utilisation des produits | |
| CN110678569B (zh) | 高强度钢板及其制造方法 | |
| JP5359168B2 (ja) | 延性に優れる超高強度冷延鋼板およびその製造方法 | |
| EP2287346B1 (fr) | Aciers bainitiques avec bore | |
| JP6661537B2 (ja) | 高硬度熱間圧延鋼材製品及びその製造方法 | |
| KR101833655B1 (ko) | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 | |
| RU2680042C2 (ru) | Способ производства высокопрочного стального листа, обладающего улучшенной прочностью, пластичностью и формуемостью | |
| EP1281782B1 (fr) | Barre a fil ou barre d'acier laminee a chaud pour utilisation dans des structures de machine pouvant se dispenser de recuit, et procede de fabrication associe | |
| WO2012002520A1 (fr) | Tôle d'acier laminée à froid à ultrahaute résistance présentant une excellente ductilité et résistance à la rupture différée, et son procédé de production | |
| JP5585623B2 (ja) | 熱間成形鋼板部材およびその製造方法 | |
| EP3239339A1 (fr) | Acier traité thermiquement, produit moulé ultra-résistant ayant une excellente durabilité et procédé de fabrication correspondant | |
| WO2015102051A1 (fr) | Élément formé à chaud et son procédé de fabrication | |
| KR20140129365A (ko) | 양호한 스탬핑성을 갖는 저밀도 강 | |
| KR20110083735A (ko) | 증가된 인 함유량을 가지는 망간강 박판 및 이의 생산 공정 | |
| JP5126844B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| EP1207213A1 (fr) | Tole d'acier laminee a froid a haute resistance presentant d'excellentes proprietes en matiere de ductilite et de vieillissement naturel sous contrainte | |
| EP1375694B2 (fr) | Procédé de la fabrication d'une bande d'acier laminée à chaud | |
| EP2551366B1 (fr) | Tube d'acier à haute résistance soudé par résistance électrique et son procédé de fabrication | |
| JP4983082B2 (ja) | 高強度鋼材及びその製造方法 | |
| EP3222743A1 (fr) | Barre d'acier laminé ou matériau laminé filaire pour élément forgé à froid | |
| JP2004232022A (ja) | 伸びおよび伸びフランジ性に優れた二相型高張力鋼板およびその製造方法 | |
| CN109804098A (zh) | 高伸长度加压硬化钢和其制造 | |
| JP5835621B2 (ja) | 熱間プレス鋼板部材およびその製造方法ならびに熱間プレス用鋼板 | |
| JP2009173959A (ja) | 高強度鋼板およびその製造方法 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RAUTARUUKKI OYJ |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 38/42 20060101ALI20170616BHEP Ipc: C22C 38/12 20060101ALI20170616BHEP Ipc: C22C 38/48 20060101ALI20170616BHEP Ipc: C22C 38/14 20060101ALI20170616BHEP Ipc: C22C 38/04 20060101ALI20170616BHEP Ipc: C22C 38/50 20060101ALI20170616BHEP Ipc: C22C 38/16 20060101ALI20170616BHEP Ipc: C22C 38/44 20060101ALI20170616BHEP Ipc: C22C 38/02 20060101ALI20170616BHEP Ipc: C21D 8/10 20060101AFI20170616BHEP Ipc: C22C 38/18 20060101ALI20170616BHEP Ipc: C22C 38/06 20060101ALI20170616BHEP Ipc: C22C 38/46 20060101ALI20170616BHEP Ipc: C21D 9/08 20060101ALI20170616BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180108 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180223 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210121 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012075841 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1402392 Country of ref document: AT Kind code of ref document: T Effective date: 20210715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: FGE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210916 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210916 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210917 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2881667 Country of ref document: ES Kind code of ref document: T3 Effective date: 20211130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211018 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012075841 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210831 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 |
|
| 26N | No opposition filed |
Effective date: 20220317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210827 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210827 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120827 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230804 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230725 Year of fee payment: 12 Ref country code: IT Payment date: 20230724 Year of fee payment: 12 Ref country code: GB Payment date: 20230809 Year of fee payment: 12 Ref country code: FI Payment date: 20230814 Year of fee payment: 12 Ref country code: AT Payment date: 20230810 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1402392 Country of ref document: AT Kind code of ref document: T Effective date: 20210616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20230825 Year of fee payment: 12 Ref country code: PL Payment date: 20230825 Year of fee payment: 12 Ref country code: FR Payment date: 20230830 Year of fee payment: 12 Ref country code: DE Payment date: 20230811 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231128 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210616 |