EP2481492A2 - Bending tool for free-form bending of sheet metal and method for same - Google Patents
Bending tool for free-form bending of sheet metal and method for same Download PDFInfo
- Publication number
- EP2481492A2 EP2481492A2 EP12152728A EP12152728A EP2481492A2 EP 2481492 A2 EP2481492 A2 EP 2481492A2 EP 12152728 A EP12152728 A EP 12152728A EP 12152728 A EP12152728 A EP 12152728A EP 2481492 A2 EP2481492 A2 EP 2481492A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending
- tool
- workpiece support
- plane
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0209—Tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0209—Tools therefor
- B21D5/0263—Die with two oscillating halves
Definitions
- the invention relates to a bending tool, in particular a bending die, as described in claim 1.
- the NL 1 014 810 A shows a bending device or a bending tool with a bending punch and a bending die.
- the bending die has a main body, in which one end section defines a bending region, wherein, viewed in the cross section of the main body, a tool plane passes through the bending region.
- a first workpiece support part displaceable relative to the main body is arranged on one side of the tool plane, and a further workpiece support part fixed with respect to the main body is arranged or formed on the other side of the tool plane.
- the pivotally formed workpiece support member is pressed, starting from the punch during the bending operation of the sheet to a stop, so as to generate the necessary counterforce to carry out the bending operation.
- the disadvantage here is that with this bending die no free-form bending process can be performed.
- the present invention has for its object to provide a bending tool and a method for free-form bending of sheet metal to be produced workpieces, in which a perfect bending result can be achieved.
- the advantage resulting from the features of claim 1 lies in the fact that defined force relationships can be created throughout the bending process by the additional steady support and the associated supporting force counteracting the acting bending force.
- the portion of the metal sheet to be deformed which is adjacent to the bending area is pressed in the direction of the bending punch, whereby an exact and more accurate bending result can be achieved.
- a clear positional positioning of the displaceably formed workpiece support part is achieved even during the initial position.
- this is also still after completion of the Bending process achieved a guided return of the workpiece support member in the starting position.
- An additional advantage consists in the fact that thereby also the work safety for the operator himself can be increased, because that part of the sheet to be bent, which is facing the operator, is pivoted at a lower angular velocity. This leads to a reduction of the risk of injury.
- a further advantage is an embodiment according to claim 3, since as a result of the arrangement of the pressure element a first possibility is provided to apply the workpiece support part during the entire bending process, starting from its initial position during the entire bending process with a defined compressive force or supporting force. Depending on the selected pressure element so that the support and thus constructed and the bending force counteracting support force can be better adapted to a variety of bending operations.
- an additional possibility is created due to the lever arrangement to be able to bring either its own or an additional supporting effect for generating the supporting force on the workpiece support part.
- the development according to claim 8 ensures that a relatively large displacement region of the leg to be reshaped is thus created on the side facing away from the feed side.
- This large deformation is unproblematic with relatively short legs, since just with thin sheets due to the inertia no additional unwanted deformation is introduced into the workpiece to be produced. Due to the relatively steep orientation of the workpiece abutment surface with respect to the workpiece support plane, however, the pivot angle of the adjustably configured workpiece support member is minimized.
- This is for relatively elongated to be deformed sheets of advantage, even if they also have a small wall thickness, as an additional unwanted deformation of the sheet can be avoided in the supply side.
- the usually longer leg in the region of the feed side however, adjusted relative to the workpiece support plane with a lower angular velocity due to the smaller adjustment path, whereby unwanted, additional deformation of the sheet can be avoided during the bending process.
- the object of the invention is, however, independently solved by a method for free-form bending of sheet metal to be produced workpieces according to the features specified in claim 9.
- the advantages resulting from the combination of features of this claim are that, due to the different angular speeds of the legs of the sheet to be deformed or bent, those legs are deformed at the higher angular velocity, which has a shorter longitudinal extent starting from the bending area in its undeformed, vertical position , The usually longer leg in the region of the feed side, however, adjusted relative to the workpiece support plane with a lower angular velocity due to the smaller adjustment path, whereby unwanted, additional deformation of the sheet can be avoided during the bending process.
- a procedure according to the features specified in claim 10 is advantageous because as an asymmetric orientation of the leg to be deformed in the final deformed position with respect to the workpiece support plane can be achieved.
- the leg turned away from the feed side in the bending region is deformed relatively quickly with respect to the leg located in the region of the feed side.
- manipulation ways, as they are necessary during the mounting and the execution of the bending process can be minimized.
- Fig. 1 is a manufacturing plant 1 for the free-form bending of sheet metal to be produced workpieces 2 shown in a highly schematically simplified representation.
- the production plant 1 comprises a bending press 3, in particular a press brake, for producing the workpieces 2 or workpieces between relatively adjustable bending tools 4, such as bending punch 5 and bending die 6.
- relatively adjustable bending tools 4 such as bending punch 5 and bending die 6.
- a machine frame 7 of the bending press 3 consists for example of a bottom plate 8 on the vertically upstanding, spaced from each other and mutually parallel side cheeks 9, 10 are arranged. These are preferably connected to each other by a solid, formed for example from a sheet metal part cross member 11 at their distance from the bottom plate 8 end portions.
- the side cheeks 9, 10 are approximately C - shaped seen in side view to form a free space for forming the workpiece 2, wherein on front end faces 12 of bottom flanges of the side cheeks 9, 10 a fixed, on the bottom plate 8 upstanding press bar 13, in particular a table bar , is attached. At front end faces 14 of the bottom plate 8 remote legs is in linear guides 15 a to the table beam forming press bar 13 relatively adjustable further press bar 16, in particular a pressure bar, guided guided. On opposite, parallel to each other End surfaces 17, 18 of the two press beams 13, 16 can be arranged own tool holders 19, 20 for assembly with the bending tools or 4.
- the bending press 3 shown has, as a drive arrangement 21 for the adjustable press beam 16, namely the pressure bar, here two powered by electrical energy drive means 22, which are line connected to a fed from a power grid 23 control device 24.
- the operation of the bending press 3 can be controlled via a line-connected input terminal connected to the control device 24.
- the drive means 22 may be electromotive spindle drives, as are well known, of which adjusting means 25 for a reversible actuating movement of the upper beam bar 16 formed by the pressure bar with this, for example, be drive-connected.
- the manufacturing plant 1 may also include a manipulator not shown here, which at least takes a piece of it from a supply stack of sheets to be deformed orproofkantenden and spends in the workspace of the bending press 3.
- the manipulator in turn includes a gripping pliers, which in turn has gripping fingers.
- the gripping fingers each have clamping surfaces on the side facing the workpiece 2 to be produced.
- the sheet or the workpiece to be manufactured 2 is held by the manipulator and moved accordingly positioned and positioned on the interaction of the clamping surfaces.
- the gripper fingers of the gripping pliers With the gripper fingers of the gripping pliers, a corresponding gripping and, in a subsequent consequence, due to the clamping movement, a sufficient hold for the workpiece 2 to be produced from the sheet metal is ensured.
- the here performed rough description of the bending press 3 with the cooperating or in operation bending tools 4 serves to general To improve understanding.
- the main focus, however, is directed to the formation of the bending tool 4, in particular of the bending die 6, as well as the actual bending process.
- FIGS. 2 and 3 a first possible embodiment of the bending tool 4, in particular of the bending die 6 is shown, wherein it should be mentioned that this is a highly schematically simplified representation of the same.
- the bending die 6 or the lower tool formed by this comprises a main body 26, which can be used with its head part 27 in the previously described tool holder 19 of the lower press bar 13 and held there.
- a bending portion 29 is formed or defined for the sheet to be bent. Seen in the cross section of the main body 26 - ie seen in the longitudinal extent of the press beams 13 and 16 - extends through the bending region 29, a tool plane 30th
- the tool plane 30 preferably runs in vertical alignment between the parts of the bending tool 4 and is preferably spanned between a means of the head part 27 and the bending region 29.
- the bending punch 5 of the bending tool 4 is arranged distanced from the bending die 6, so that the sheet to be deformed can be placed in a corresponding position on the bending die 6 and positioned.
- stop elements may be provided, with which the exact relative positioning of the sheet relative to the bending tool 4, in particular its tool level 30, takes place and so the production of the workpiece 2 can be performed from the usually undeformed metal sheet.
- the supernatant of the sheet can be set or fixed on both sides, particularly on the side turned away from a feed side 31.
- the supply side 31 is that region of the bending press 3 understood, from which the handling and manipulation of the sheet to the workpiece 2 by a manipulator and / or an operator takes place.
- the feed side 31 is in the region of a front side of the bending press. 3
- the bending portion 29 is supported by at least two workpiece support members 32, 33, said workpiece support members 32, 33 either through the base body 26 and But also connected to the main body 26 or coupled, own components may be formed.
- a first workpiece support part 32 is designed to be displaceable relative to the base body 26, and arranged on one side of the tool plane 30.
- a workpiece support part 33 fixed with respect to the main body 26 is arranged or formed.
- the first workpiece support member 32 is formed by its own pivot plate 34 and pivot lever. In order to allow the relative displacement of the pivot plate 34 relative to the base body 26, this is pivotally mounted about a parallel to a workpiece support plane 35 and parallel to the tool plane 30 aligned pivot axis 36. It is possible, the pivot axis 36 directly on or in the base body 26 or on a side of the body 26 arranged support plate 37 to store. A two-sided storage is to be preferred.
- pivotable work support member 32 it would also be possible to make the pivotable work support member 32 longer in the direction of the press beams 13, 16, which increases the width with which workpieces 2 can be bent. Thus, an arrangement and design of a pivot axis 36 can no longer be effective. Thus, it would be conceivable to support the work support support part 32 in the direction of the press beams 13, 16 over a majority of its length or over its entire length continuously on the main body 26. Thus, e.g. the pivoting or tilting movement of the work support member 32 by a rocking about a continuous support line, a rolling or even mutual sliding on or on the base 26 done.
- an end region 38 of the first and displaceably formed workpiece support part facing the bending region 29 is formed 32 with this supporting force (F) acted upon.
- the supporting force (F) is oriented such that it counteracts the bending force (F B ) acting on the workpiece 2 to be deformed. This ensures that the sheet to be deformed to the workpiece 2 is pressed with sufficient counterforce towards the bending punch 5 applying the bending force.
- this support force (F) there are several possibilities for generating this support force (F).
- the first workpiece support part 32 is supported on at least one pressure element 40 in a section between the end region 38 facing the bending region 29 and the pivot axis 36. This builds or build the pressure elements 40 on the workpiece support member 32 acting supporting force (F) or generate them.
- the pressure element 40 from the group of components of gas spring, fluid-actuated cylinder, elastic pressure body such as compression springs, elastomer springs or the like may be selected.
- the first workpiece support part 32 may be connected to at least one tension element 42 in a section between the pivot axis 36 and a further end region 41 facing away from the bending region 29, the tension element 42 projecting onto the workpiece support part 32 acting supporting force (F) generated due to the leverage around the pivot axis 36.
- the tension member 42 is in the Fig. 3 shown in simplified form.
- the tension element 42 may be formed, for example, by a tension spring, pressure-actuated cylinder or elastic tension body.
- one end of the tension element 42 is connected to the workpiece support part 32 and the other end to the main body 26 or another part of the Biegegesenks 6, such as the support plate 37.
- pivotally mounted workpiece support member 32 with both the pressure element 42 and the tension member 42 together or to apply, so as to provide an even higher support force (F) for the bending operation can.
- This support member may be formed, for example, by a projection, a bar, a projection or the like.
- the pressure element 40 and / or the tension element 42 brings or bring the workpiece support part 32 into its starting position.
- the workpiece support part 32 which is designed to be adjustable relative to the base body 26, is arranged on that side of the tool plane 30 which forms the feed side 31 for the sheet to be bent.
- the tool plane 30 forms the plane in which the parts of the bending tool 4, namely the bending punch 5 and the bending die 6 cooperate with each other to perform the desired bending operation of the sheet toward the workpiece 2. Due to the arrangement and design of the press beams 13, 16 and the optionally held over the tool holder 19, 20 bending tool 4, the tool plane 30 has a mostly vertical or vertical orientation.
- the bending die 6 of the bending tool 4 also has the workpiece support part 33 described above on the side of the tool plane 30 facing away from the adjustably configured workpiece support part 32.
- This workpiece support part 33 can either be an integral component of the main body 26 or else be designed as a separate component. If the workpiece support member 33 is formed as a separate component, this has the advantage that in a corresponding Wear or damage as well as changed bending conditions this can be easily replaced.
- the fixed further workpiece support part 33 likewise has a further workpiece contact surface 44, which is preferably planar, and which is aligned in such a way that it encloses an angle 45 with the tool plane 30.
- This included between the workpiece abutment surface 44 and the tool plane 30 angle 45 can be in an angular range with a lower limit of 5 °, in particular 10 ° and an upper limit of 50 °, in particular 40 °.
- the angle range extends starting from the bending region 29 to the side or direction of the tool plane 30 which is averted from the feed side 31.
- a first leg 46 is formed with respect to the tool plane 30 on the side of the tool plane 30 facing away from the feed side 31 and another leg 47 in the region of the feed side 31 with respect to the tool plane 30.
- the further or second leg 47 comes to the pivotally formed workpiece support member 32 and the first leg 46 on the other workpiece support member 33 and the trained there workpiece abutment surfaces 43, 44 to the plant.
- the geometry can be set so that between the bending punch 5, such as the upper tool, and the pivotable tool support member 32 together with the between them and be bent between them Share no sliding and thus no relative displacement must take place.
- the contact point or the contact line of the upper tool describes during the bending process approximately a short, flat circular arc in a vertical orientation with the pivot axis 36 as the center.
- the upper tool can still follow elastically the small deflection of a few tenths of a millimeter transverse to the feed direction, provided that its elasticity and the counterforce are sufficiently large. This creates a Kantung, which has only on the rear short side of the sheet a mark, the larger and preferably longer front sheet side is intact.
- the bending process can be carried out without additional protective film. This can be advantageous in the manufacture of cabinets, compartments or doors.
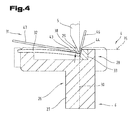
- Fig. 4 is a further and possibly independent execution of the bending tool 4, in particular of the bending die 6 shown, again for like parts, the same reference numerals or component designations as in the preceding Fig. 1 to 3 be used. In order to avoid unnecessary repetition, the detailed description in the previous ones will be used Fig. 1 to 3 referred or referred.
- the workpiece support member 32 is formed such that the bending portion 29 facing end portion 38 of the first and displaceably formed workpiece support member 32 automatically opposite to the sheet to be deformed or the workpiece to be formed. 2 acting bending force (F B ) is formed recoverable. This means that the workpiece support member 32 resets itself automatically starting from its mostly horizontal starting position after the successful bending process and the deformation of the end portion 38 again automatically. This can be done by the material inherent properties.
- the first workpiece support member 32 may also be formed by a leaf spring.
- the end facing away from the bending portion 29 of the leaf spring may be fixedly connected to the main body 26. This ensures that in the starting position, in turn, a horizontal or parallel alignment of the workpiece abutment surface 43 with respect to the workpiece support plane 35 takes place. During the execution of the bending process takes place a constant support of the sheet to be deformed to the deformed workpiece 2 on the self-elastically deformable workpiece support member 32.
- the procedure during the forming process is such that the sheet to be formed is reshaped in a free-form bending operation towards the finished workpiece 2.
- the bending tool 4 with its bending punch 5 and bending die 6 clamp together the tool plane 30, wherein the sheet to be deformed is introduced between the distancing in the starting position bending tool 4 and positioned there.
- Bend is performed by a relative displacement of at least a portion of the bending tool 4, the bending operation of the sheet in the bending region 29. Due to the two-sided arrangement of the sheet with respect to the tool plane 30, first and second legs 46, 47 are formed in the sheet metal. Due to the previously described alignment of the workpiece abutment surface 44 in the area of the further and stationary workpiece support part 33, an asymmetrical deformation of the two legs 46, 47 with respect to their angular orientation to the tool plane 30 occurs.
- the workpiece abutment surface 44 of the further workpiece support member 33 is relatively steeply aligned with respect to the workpiece support plane 35, wherein the complementary angle is between 40 ° and 85 ° with respect to the previously indicated angular range of the angle 45.
- This further angle is in Fig. 3 entered with the reference numeral 48.
- leg 46 which is arranged on the side of the tool plane 30 facing away from the feed side 31, has a longitudinal extension with respect to the tool plane 30 in the direction perpendicular thereto, which is shorter than the longitudinal extension of the leg 47 in the region of the feed side 31, an unwanted deformation of the leg 47 is avoided even in a region outside the bending region 29 even with thin sheets.
- the leg 47 which is usually longer, in the region of the feed side 31 with increasing distance from the tool plane 30 in the event of unsupported support and angular velocity in the direction of the tool plane 30, in addition to the desired bending region 29, causes further undesired deformation experiences. This is prevented by the small displacement and the additional support of the leg 47 in the region of the pivotally formed workpiece support member 32.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
Die Erfindung betrifft ein Biegewerkzeug, insbesondere ein Biegegesenk, wie dieses im Anspruch 1 beschrieben ist.The invention relates to a bending tool, in particular a bending die, as described in claim 1.
Die
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, ein Biegewerkzeug sowie ein Verfahren zum Freiformbiegen von aus Blech zu fertigenden Werkstücken zu schaffen, bei dem ein einwandfreies Biegeergebnis erzielt werden kann.The present invention has for its object to provide a bending tool and a method for free-form bending of sheet metal to be produced workpieces, in which a perfect bending result can be achieved.
Diese Aufgabe der Erfindung wird durch die Merkmale des Anspruches 1 gelöst. Der sich durch die Merkmale des Anspruches 1 ergebende Vorteil liegt darin, dass durch die zusätzliche stetige Unterstützung und der damit verbundenen, der einwirkenden Biegekraft entgegenwirkenden Stützkraft während des gesamten Biegevorganges definierte Kraftverhältnisse geschaffen werden können. Durch die auf den verlagerbar ausgebildeten Werkstückstützteil aufgebrachte Stützkraft wird gerade der dem Biegebereich benachbarte Abschnitt des zu verformenden Bleches hin in Richtung auf den Biegestempel gedrückt, wodurch ein exaktes und noch genaueres Biegeergebnis erzielt werden kann. Weiters wird damit aber auch schon während der Ausgangslage eine eindeutige Lagepositionierung des verlagerbar ausgebildeten Werkstückstützteils erzielt. Zusätzlich wird dadurch aber auch noch nach Beendigung des Biegevorganges eine geführte Rückstellung des Werkstückstützteils in die Ausgangslage erzielt. Ein zusätzlicher Vorteil besteht auch noch darin, dass dadurch auch noch die Arbeitssicherheit für den Bediener selbst erhöht werden kann, weil jener Teil des zu biegenden Bleches, welcher dem Bediener zugewendet ist, mit einer geringeren Winkelgeschwindigkeit verschwenkt wird. Dies führt zu einer Verringerung der Verletzungsgefahr.This object of the invention is solved by the features of claim 1. The advantage resulting from the features of claim 1 lies in the fact that defined force relationships can be created throughout the bending process by the additional steady support and the associated supporting force counteracting the acting bending force. As a result of the supporting force applied to the displaceable workpiece support part, the portion of the metal sheet to be deformed which is adjacent to the bending area is pressed in the direction of the bending punch, whereby an exact and more accurate bending result can be achieved. Furthermore, however, a clear positional positioning of the displaceably formed workpiece support part is achieved even during the initial position. In addition, however, this is also still after completion of the Bending process achieved a guided return of the workpiece support member in the starting position. An additional advantage consists in the fact that thereby also the work safety for the operator himself can be increased, because that part of the sheet to be bent, which is facing the operator, is pivoted at a lower angular velocity. This leads to a reduction of the risk of injury.
Vorteilhaft ist auch eine Ausführungsform nach Anspruch 2, da so ein geführter Schwenk- bzw. Kippvorgang des verlagerbar ausgebildeten Werkstückstützteils relativ bezüglich des Grundkörpers des Biegewerkzeugs ermöglicht wird.Also advantageous is an embodiment according to
Vorteilhaft ist weiters eine Ausbildung nach Anspruch 3, da so durch die Anordnung des Druckelements eine erste Möglichkeit geschaffen wird, den Werkstückstützteil während des gesamten Biegevorgangs ausgehend von seiner Ausgangsstellung während des gesamten Biegevorganges mit einer definierten Druckkraft bzw. Stützkraft zu beaufschlagen. Je nach dem gewählten Druckelement kann damit die Abstützung und die damit aufgebaute und der Biegekraft entgegenwirkende Stützkraft besser an die unterschiedlichsten Biegevorgänge angepasst werden.A further advantage is an embodiment according to
Durch die Ausbildung nach Anspruch 4 ist es möglich, das Biegewerkzeug an unterschiedlichste Biegebedingungen anpassen zu können.Due to the construction according to
Nach einer anderen Ausführungsvariante gemäß Anspruch 5 wird eine zusätzliche Möglichkeit geschaffen, aufgrund der Hebelanordnung entweder eine eigene oder aber eine zusätzliche unterstützende Wirkung zur Erzeugung der Stützkraft auf den Werkstückstützteil einbringen zu können.According to another embodiment variant according to
Vorteilhaft ist auch eine Weiterbildung nach Anspruch 6, da so bereits der verlagerbare Werkstückstützteil selbst elastisch verformbare Eigenschaften aufweist, und so mit einer hohen eigenen Rückstellwirkung versehen ist. Damit kann auf zusätzliche Bauteile, wie das Druckelement oder dergleichen, verzichtet werden. Darüber hinaus wäre es dabei auch noch möglich, dass während des Biegevorganges das zu biegende Blech entlang der Blattfeder nur elastisch verformt wird und so der restliche Blechabschnitt der Blechtafel ebenflächig an einem Maschinentisch abgestützt verbleibt.Also advantageous is a development according to
Bei der Ausgestaltung nach Anspruch 7 ist von Vorteil, dass so die Verstellbewegung des zu biegenden Bleches aus der Werkstückauflageebene bezogen auf die Verschwenkung um den Biegebereich gering gehalten werden kann. Dadurch können große Verstellwinkel des Blechs im Bereich der Zuführseite relativ bezüglich der Werkstückauflageebene vermieden werden. Weiters können dadurch aber auch Manipulationswege während des Biegevorgangs reduziert werden.In the embodiment according to
Durch die Weiterbildung nach Anspruch 8 wird erreicht, dass so auf der von der Zuführseite abgewendeten Seite ein relativ großer Verlagerungsbereich des umzuformenden Schenkels geschaffen wird. Dieser große Verformungsweg ist bei relativ kurzen Schenkeln unproblematisch, da gerade bei dünnen Blechen aufgrund der Massenträgheit keine zusätzliche ungewollte Verformung in das zu fertigende Werkstück eingebracht wird. Durch die relativ steile Ausrichtung der Werkstückanlagefläche bezüglich der Werkstückauflageebene wird aber der Verschwenkwinkel des verstellbar ausgebildeten Werkstückstützteils minimiert. Dies ist bei relativ langgestreckten zu verformenden Blechen von Vorteil, gerade wenn diese auch noch eine geringe Wandstärke aufweisen, da so eine zusätzliche ungewollte Verformung des Blechs im Bereich der Zuführseite vermieden werden kann. Der meist längere Schenkel im Bereich der Zuführseite wird hingegen mit einer dazu geringeren Winkelgeschwindigkeit aufgrund des geringeren Verstellweges relativ gegenüber der Werkstückauflageebene verstellt, wodurch ungewollte, zusätzliche Verformungen des Bleches während des Biegevorgangs vermieden werden können.The development according to
Die Aufgabe der Erfindung wird aber unabhängig davon auch durch ein Verfahren zum Freiformbiegen von aus Blech zu fertigenden Werkstücken gemäß den im Anspruch 9 angegebenen Merkmalen gelöst. Die sich aus der Merkmalskombination dieses Anspruches ergebenden Vorteile liegen darin, dass so aufgrund der unterschiedlichen Winkelgeschwindigkeiten der Schenkel des zu verformenden bzw. biegenden Bleches jener Schenkel mit der höheren Winkelgeschwindigkeit verformt wird, der eine kürzere Längserstreckung ausgehend vom Biegebereich in seiner unverformten, senkrechten Lage aufweist. Der meist längere Schenkel im Bereich der Zuführseite wird hingegen mit einer dazu geringeren Winkelgeschwindigkeit aufgrund des geringeren Verstellweges relativ gegenüber der Werkstückauflageebene verstellt, wodurch ungewollte, zusätzliche Verformungen des Bleches während des Biegevorgangs vermieden werden können.The object of the invention is, however, independently solved by a method for free-form bending of sheet metal to be produced workpieces according to the features specified in
Schließlich ist ein Vorgehen gemäß den im Anspruch 10 angegebenen Merkmalen vorteilhaft, weil so eine asymmetrische Ausrichtung der zu verformenden Schenkel in der endgültig verformten Lage bezüglich der Werkstückauflageebene erzielbar ist. So wird der von der Zuführseite abgewendete Schenkel im Biegebereich relativ rasch bezüglich des sich im Bereich der Zuführseite befindlichen Schenkels verformt. Damit können aber auch Manipulationswege, wie diese während der Halterung und der Durchführung des Biegevorgangs notwendig sind, minimiert werden.Finally, a procedure according to the features specified in
Zum besseren Verständnis der Erfindung wird diese anhand der nachfolgenden Figuren näher erläutert.For a better understanding of the invention, this will be explained in more detail with reference to the following figures.
Es zeigen jeweils in stark schematisch vereinfachter Darstellung:
- Fig. 1
- eine Biegepresse mit einem Biegewerkzeug, in Ansicht und schematisch vereinfachter Darstellung;
- Fig. 2
- eine mögliche Ausbildung eines Teils des Biegewerkzeuges in seiner Ausgangsstellung vor dem Biegevorgang, in Seitenansicht geschnitten und vereinfachter schematischer Darstellung;
- Fig. 3
- das Biegewerkzeug nach
Fig. 2 , während des Biegevorganges; - Fig. 4
- eine andere Ausbildung des Biegewerkzeuges, in Seitenansicht geschnitten und vereinfachter schematischer Darstellung.
- Fig. 1
- a bending press with a bending tool, in view and schematically simplified representation;
- Fig. 2
- a possible embodiment of a part of the bending tool in its initial position before the bending process, cut in side view and simplified schematic representation;
- Fig. 3
- the bending tool after
Fig. 2 during the bending process; - Fig. 4
- another embodiment of the bending tool, cut in side view and simplified schematic representation.
Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen. Weiters können auch Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen für sich eigenständige, erfinderische oder erfindungsgemäße Lösungen darstellen.By way of introduction, it should be noted that in the differently described embodiments, the same parts are provided with the same reference numerals or the same component names, wherein the disclosures contained in the entire description can be mutatis mutandis to the same parts with the same reference numerals or component names. Also, the position information selected in the description, such as top, bottom, side, etc. related to the immediately described and illustrated figure and are to be transferred to a new position analogous to the new situation. Furthermore, individual features or combinations of features from the shown and described different Represent examples of their own, inventive or inventive solutions.
Sämtliche Angaben zu Wertebereichen in gegenständlicher Beschreibung sind so zu verstehen, dass diese beliebige und alle Teilbereiche daraus mit umfassen, z.B. ist die Angabe 1 bis 10 so zu verstehen, dass sämtliche Teilbereiche, ausgehend von der unteren Grenze 1 und der oberen Grenze 10 mitumfasst sind, d.h. sämtliche Teilbereich beginnen mit einer unteren Grenze von 1 oder größer und enden bei einer oberen Grenze von 10 oder weniger, z.B. 1 bis 1,7, oder 3,2 bis 8,1 oder 5,5 bis 10.All statements on ranges of values in the description of the present invention should be understood to include any and all sub-ranges thereof, e.g. the indication 1 to 10 should be understood to include all sub-ranges, starting from the lower limit 1 and the
In der
Die Fertigungsanlage 1 umfasst eine Biegepresse 3, insbesondere eine Abkantpresse, zur Herstellung der Werkstücke 2 bzw. Werkteile zwischen relativ zueinander verstellbaren Biegewerkzeugen 4, wie Biegestempel 5 und Biegegesenk 6. Diese beiden Teile des Biegewerkzeuges 4 können aber auch Oberwerkzeug und Unterwerkzeug bezeichnet werden und sind hier nur schematisch vereinfacht dargerstellt.The production plant 1 comprises a
Ein Maschinengestell 7 der Biegepresse 3 besteht beispielsweise aus einer Bodenplatte 8 auf der vertikal aufragend, zueinander beabstandet und parallel zueinander ausgerichtete Seitenwangen 9, 10 angeordnet sind. Diese sind bevorzugt durch einen massiven, beispielsweise aus einem Blechformteil gebildeten Querverband 11 an ihren von der Bodenplatte 8 distanzierten Endbereichen miteinander verbunden.A
Die Seitenwangen 9, 10 sind zur Bildung eines Freiraumes für das Umformen des Werkstücks 2 in Seitenansicht gesehen etwa C - förmig, wobei an Frontstirnflächen 12 von bodennahen Schenkeln der Seitenwangen 9, 10 ein feststehender, auf der Bodenplatte 8 aufstehender Pressenbalken 13, insbesondere ein Tischbalken, befestigt ist. An Frontstirnflächen 14 von von der Bodenplatte 8 entfernten Schenkeln ist in Linearführungen 15 ein zu dem den Tischbalken bildenden Pressenbalken 13 relativ verstellbarer weiterer Pressenbalken 16, insbesondere ein Druckbalken, geführt gelagert. Auf einander gegenüberliegenden, parallel zueinander verlaufenden Stirnflächen 17, 18 der beiden Pressenbalken 13, 16 können eigene Werkzeugaufnahmen 19, 20 zur Bestückung mit dem oder den Biegewerkzeugen 4 angeordnet sein.The
Die gezeigte Biegepresse 3 weist als Antriebsanordnung 21 für den verstellbaren Pressenbalken 16, nämlich den Druckbalken, hier zwei mit elektrischer Energie betriebene Antriebsmittel 22 auf, die mit einer aus einem Energienetz 23 angespeisten Steuervorrichtung 24 leitungsverbunden sind. Über ein mit der Steuervorrichtung 24 leitungsverbundenes Eingabeterminal kann beispielsweise der Betrieb der Biegepresse 3 gesteuert.The bending
Bei den Antriebsmitteln 22 kann es sich um elektromotorische Spindeltriebe, wie sie allgemein bekannt sind, von denen Stellmittel 25 für eine reversible Stellbewegung des durch den Druckbalken gebildeten oberen Pressenbalkens 16 mit diesem, zum Beispiel antriebsverbunden sein.The drive means 22 may be electromotive spindle drives, as are well known, of which adjusting means 25 for a reversible actuating movement of the
Auf weitere für den Betrieb einer derartigen Biegepresse 3 erforderliche Details, wie beispielsweise Sicherheitseinrichtungen, Anschlagsanordnungen, Kontroll- und Messeinrichtungen wird in der gegenständlichen Beschreibung zur Vermeidung einer unnötigen Länge der Beschreibung verzichtet.Further details required for the operation of such a
Weiters kann die Fertigungsanlage 1 auch noch einen hier nicht näher dargestellten Manipulator umfassen, welcher von einem Vorratsstapel von zu verformenden bzw. abzukantenden Blechen zumindest ein Stück davon entnimmt und in den Arbeitsbereich der Biegepresse 3 verbringt. Der Manipulator umfasst seinerseits eine Greifzange, die ihrerseits Greiffinger aufweist. Die Greiffinger weisen jeweils an der dem zu fertigenden Werkstück 2 zugewendeten Seite Klemmflächen auf. Durch eine entsprechende Verschwenkung der beiden Greiffinger gegeneinander und Aufbringen einer ausreichenden Klemmkraft, wird über das Zusammenwirken der Klemmflächen das Blech bzw. das zu fertigende Werkstück 2 vom Manipulator gehalten und entsprechend bewegt sowie positioniert. Mit den Greiffingern der Greifzange ist ein entsprechendes Greifen und in späterer Folge bedingt durch die Klemmbewegung ein ausreichender Halt für das aus dem Blech zu fertigenden Werkstück 2 gewährleistet.Furthermore, the manufacturing plant 1 may also include a manipulator not shown here, which at least takes a piece of it from a supply stack of sheets to be deformed or abzukantenden and spends in the workspace of the
Die hier durchgeführte grobe Beschreibung der Biegepresse 3 mit dem oder den damit zusammenwirkenden bzw. in Betrieb befindlichen Biegewerkzeugen 4 dient dazu, das allgemeine Verständnis zu verbessern. Das Hauptaugenmerk sei aber auf die Ausbildung des Biegewerkzeuges 4, insbesondere des Biegegesenkes 6, sowie den eigentlichen Biegevorgang gerichtet.The here performed rough description of the
In den
Aus Übersichtlichkeitsgründen ist vom Biegewerkzeug 4 nur das Biegegesenk 6 sowie nur ein Teilabschnitt des damit zusammenwirkenden Biegestempels 5 schematisch gezeigt.For reasons of clarity, only the bending die 6 and only a portion of the cooperating bending
Das Biegegesenk 6 bzw. das durch dieses gebildete Unterwerkzeug umfasst einen Grundkörper 26, welcher mit seinem Kopfteil 27 in die zuvor beschriebene Werkzeugaufnahme 19 des unteren Pressenbalkens 13 eingesetzt und dort gehaltert werden kann. In einem vom Kopfteil 27 distanziert angeordneten Endabschnitt 28 des Grundkörpers 26 ist ein Biegebereich 29 für das zu biegende Blech ausgebildet bzw. definiert. Im Querschnitt des Grundkörpers 26 gesehen - also in Längserstreckung der Pressenbalken 13 bzw. 16 gesehen - erstreckt sich durch den Biegebereich 29 eine Werkzeugebene 30.The bending die 6 or the lower tool formed by this comprises a
Die Werkzeugebene 30 verläuft dabei bevorzugt in vertikaler Ausrichtung zwischen den Teilen des Biegewerkzeugs 4 und ist bevorzugt zwischen einem Mittel des Kopfteils 27 und dem Biegebereich 29 aufgespannt.The
In der
Um eine Abstützung des zu verformenden, insbesondere verbiegenden Bleches während dem Biegevorgang am Biegegesenk 6 zu ermöglichen, ist hier vorgesehen, dass der Biegebereich 29 durch zumindest zwei Werkstückstützteile 32, 33 unterstützt wird, wobei diese Werkstückstützteile 32, 33 entweder selbst durch den Grundkörper 26 und/oder aber auch mit dem Grundkörper 26 verbundene bzw. gekuppelte, eigene Bauteile gebildet sein können.In order to enable a support of the sheet to be deformed, in particular bending sheet during the bending process on
So ist bei diesem hier gezeigten Ausführungsbeispiel ein erster Werkstückstützteil 32 relativ bezüglich des Grundkörpers 26 dazu verlagerbar ausgebildet, sowie auf einer Seite der Werkzeugebene 30 angeordnet. Auf der anderen Seite der Werkzeugebene 30 ist ein bezüglich des Grundkörpers 26 feststehender Werkstückstützteil 33 angeordnet bzw. ausgebildet. Bei diesem Ausführungsbeispiel ist der erste Werkstückstützteil 32 durch eine eigene Schwenkplatte 34 bzw. Schwenkhebel gebildet. Um die relative Verlagerung der Schwenkplatte 34 relativ gegenüber dem Grundkörper 26 zu ermöglichen, ist diese um eine parallel zu einer Werkstückauflageebene 35 sowie parallel zur Werkzeugebene 30 ausgerichteten Schwenkachse 36 verschwenkbar gelagert. Dabei ist es möglich, die Schwenkachse 36 direkt am bzw. im Grundkörper 26 oder aber auch an einer seitlich des Grundkörpers 26 angeordneten Halteplatte 37 zu lagern. Eine zweischnittige Lagerung ist dabei zu bevorzugen. Unabhängig davon wäre es aber auch möglich, den schwenkbaren Werkstützstützteil 32 in Richtung der Pressenbalken 13, 16 länger auszubilden, wodurch sich jene Breite vergrößert, mit welcher Werkstücke 2 gebogen werden können. Damit kann eine Anordnung und Ausbildung einer Schwenkachse 36 nicht mehr zielführend sein. So wäre es denkbar, den Werkstützstützteil 32 in Richtung der Pressenbalken 13, 16 gesehen über einen Großteil seiner Länge bzw. über dessen gesamte Länge durchgehend am Grundkörper 26 abzustützen. So kann z.B. die Schwenk- bzw. Kippbewegung des Werkstützstützteils 32 durch ein Wippen um eine durchlaufende Stützlinie, ein Abrollen oder aber auch gegenseitiges Gleiten an bzw. auf dem Grundkörper 26 erfolgen.Thus, in this exemplary embodiment shown here, a first
Um während des Biegevorgangs eine definierte Reaktionskraft bzw. Stützkraft (F) auf den ersten verschwenkbaren Werkstückstützteil 32 ausüben zu können, wird ein dem Biegebereich 29 zugewendeter Endbereich 38 des ersten und verlagerbar ausgebildeten Werkstückstützteils 32 mit dieser Stützkraft (F) beaufschlagt. Dabei ist die Stützkraft (F) derart ausgerichtet, dass diese der auf das zu verformende Werkstück 2 einwirkenden Biegekraft (FB ) entgegenwirkt. Damit wird sichergestellt, dass das zum Werkstück 2 zu verformende Blech mit ausreichender Gegenkraft hin auf den die Biegekraft aufbringenden Biegestempel 5 gedrückt wird.In order to be able to exert a defined reaction force or support force (F) on the first pivotable
Zur Erzeugung dieser Stützkraft (F) gibt es mehrere Möglichkeiten. So ist hier gezeigt, dass der erste Werkstückstützteil 32 in einem Abschnitt zwischen dem dem Biegebereich 29 zugewendeten Endbereich 38 und der Schwenkachse 36 an zumindest einem Druckelement 40 abgestützt ist. Dabei baut das oder bauen die Druckelemente 40 die auf den Werkstückstützteil 32 einwirkende Stützkraft (F) auf bzw. erzeugen diese. So kann das Druckelement 40 aus der Gruppe der Bauelemente von Gasdruckfeder, druckmittelbetätigte Zylinder, elastische Druckkörper wie Druckfedern, Elastomerfedern oder dergleichen gewählt sein.There are several possibilities for generating this support force (F). Thus, it is shown here that the first
Unabhängig davon oder zusätzlich dazu wäre es aber auch noch möglich, dass der erste Werkstückstützteil 32 in einem Abschnitt zwischen der Schwenkachse 36 und einem vom Biegebereich 29 abgewendeten weiteren Endbereich 41 mit zumindest einem Zugelement 42 verbunden ist, wobei das Zugelement 42 die auf den Werkstückstützteil 32 einwirkende Stützkraft (F) aufgrund der Hebelwirkung um die Schwenkachse 36 erzeugt. Das Zugelement 42 ist in der
Unabhängig davon wäre es aber auch möglich, den schwenkbar gelagerten Werkstückstützteil 32 sowohl mit dem Druckelement 42 als auch dem Zugelement 42 gemeinsam auszustatten bzw. zu beaufschlagen, um so eine noch höhere Stützkraft (F) für den Biegebetrieb bereitstellen zu können.Regardless, it would also be possible to equip the pivotally mounted
Um eine parallele Ausrichtung der Auflageseite des schwenkbar gelagerten Werkstückstützteils 32 in seiner Ruhelage bezüglich der Werkstückauflageebene 35 zu erreichen, ist auf der von der Schwenkachse 36 abgewendeten Seite des Biegebereiches 29 ein nicht näher bezeichneter Stützteil vorgesehen. Dieser Stützteil kann z.B. durch einen Ansatz, eine Leiste, einen Vorsprung oder dgl. gebildet sein. Das Druckelement 40 und/oder das Zugelement 42 bringt bzw. bringen den Werkstückstützteil 32 in seine Ausgangslage.In order to achieve a parallel alignment of the support side of the pivotally mounted
Der relativ bezüglich des Grundkörpers 26 verstellbar ausgebildete Werkstückstützteil 32 ist dabei auf jener Seite der Werkzeugebene 30 angeordnet, welche die Zuführseite 31 für das zu biegende Blech bildet. Damit ist es möglich, die dem Blech bzw. zu fertigenden Werkstück 2 zugewendete Oberfläche des Werkstückstützteils 32 als Werkstückanlagefläche 43 auszubilden. Wie bereits zuvor beschrieben, bildet die Werkzeugebene 30 jene Ebene aus, in welcher die Teile des Biegewerkzeugs 4, nämlich der Biegestempel 5 und das Biegegesenk 6 miteinander zusammenwirken, um den gewünschten Biegevorgang des Blechs hin zum Werkstück 2 durchführen zu können. Aufgrund der Anordnung und Ausbildung der Pressenbalken 13, 16 und dem gegebenenfalls über die Werkzeugaufnahme 19, 20 gehaltenen Biegewerkzeug 4, weist die Werkzeugebene 30 eine zumeist vertikale bzw. lotrechte Ausrichtung auf.The
Im Bereich der Zuführseite 31 ist ebenfalls für eine ordnungsgemäße Auflage des Blechs Sorge zu tragen. Wie bereits zuvor beschrieben, handelt es sich dabei um die Werkstückauflageebene 35, welche eine bevorzugt horizontale sowie senkrecht bezüglich der Werkzeugebene 30 verlaufende Ausrichtung aufweist. In der Ausgangslage des Biegewerkzeugs 4 mit den voneinander getrennten Biegestempeln 5 und Biegegesenken 6 ist auch die Werkstückanlagefläche 43 des schwenkbar ausgebildeten Werkstückstützteils 32 parallel zur Werkstückauflagefläche 35 bzw. in dieser angeordnet. Damit wird es möglich, das zu biegende Blech ausgehend von der Zuführseite 31 auf dem Werkstückstützteil 32 abzustützen und gegebenenfalls soweit über die Werkzeugebene 30 hinaus in die Biegepresse 3 einzuschieben, bis dass der gewünschte Überstand des Blechs erreicht ist. Dies kann, wie bereits zuvor beschrieben, durch entsprechende Anschlagelemente erfolgen mit denen bzw. der Einschubweg begrenzt sein kann.In the area of the
Das Biegegesenk 6 des Biegewerkzeugs 4 weist auf der vom verstellbar ausgebildeten Werkstückstützteil 32 abgewendeten Seite der Werkzeugebene 30 auch noch den zuvor beschriebenen Werkstückstützteil 33 auf. Dieser Werkstückstützteil 33 kann entweder integraler Bauteil des Grundkörpers 26 oder aber auch als eigener Bauteil ausgebildet sein. Wird der Werkstückstützteil 33 als eigener Bauteil gebildet, hat dies den Vorteil, dass bei einer entsprechenden Abnutzung bzw. Beschädigung sowie bei geänderten Biegeverhältnissen dieser einfach ausgetauscht werden kann.The bending die 6 of the
Der feststehende weitere Werkstückstützteil 33 weist ebenfalls eine bevorzugt ebenflächig ausgebildete weitere Werkstückanlagefläche 44 auf, welche derart ausgerichtet ist, dass diese mit der Werkzeugebene 30 einen Winkel 45 einschließt. Dieser zwischen der Werkstückanlagefläche 44 und der Werkzeugebene 30 eingeschlossene Winkel 45 kann dabei in einem Winkelbereich mit einer unteren Grenze von 5°, insbesondere 10° und einer oberen Grenze von 50°, insbesondere 40° liegen. Der Winkelbereich erstreckt sich dabei ausgehend vom Biegebereich 29 auf die von der Zuführseite 31 abgewendete Seite bzw. Richtung der Werkzeugebene 30.The fixed further
Damit wird es möglich, im Zusammenwirken mit dem Biegestempel 5 einen asymmetrischen Biegevorgang des Blechs hin zum Werkstück 2 bezüglich der Werkzeugebene 30 durchführen zu können.This makes it possible to perform an asymmetric bending operation of the sheet toward the
Wie am besten aus der
Da der verlagerbar ausgebildete Werkstückstützteil 32 in seinem dem Biegebereich 29 zugewendeten Endbereich 38 aufgrund der zusätzlichen Anordnung des Druckelements 40 und/oder Zugelements 42 mit einer ausreichenden Stützkraft (F) beaufschlagt ist, erfolgt hier eine stete Unterstützung des Blechs während dessen Umformvorgang durch das Zusammenwirken von Biegestempel 5 und Biegegesenk 6.Since the displaceably formed
Bei diesem hier beschriebenen Biegewerkzeug 4 kann die Geometrie so festgelegt werden, dass zwischen dem Biegestempel 5, wie das Oberwerkzeug, und dem schwenkbaren Werkzeugstützteil 32 samt dem dazwischen angeordneten und abzubiegenden Blech zwischen diesen Teilen kein gleiten und somit keine Relativverlagerung stattfinden muss. Der Berührpunkt bzw. die Berührungslinie des Oberwerkzeugs beschreibt während des Biegevorganges annähernd einen kurzen, flachen Kreisbogen in senkrechter Orientierung mit der Schwenkachse 36 als Mittelpunkt. Das Oberwerkzeug kann der dabei notwendigen geringen Auslenkung von wenigen zehntel Millimetern quer zur Zustellrichtung noch elastisch folgen, sofern dessen Elastizität und die Gegenkraft ausreichend groß sind. Hierdurch entsteht eine Kantung, die nur auf der hinteren kurzen Seite des Bleches eine Markierung hat, die größere und bevorzugt längere vordere Blechseite ist unversehrt. Dabei kann der Biegevorgang auch ohne zusätzliche Schutzfolie durchgeführt werden. Dies kann bei der Herstellung von Schränken, Fächern oder Türen vorteilhaft sein.In this
In der
Im Gegensatz zu der schwenkbar ausgeführten Lagerung des Werkstückstützteils 32 ist bei diesem Ausführungsbeispiel der Werkstückstützteil 32 derart ausgebildet, dass der dem Biegebereich 29 zugewendete Endbereich 38 des ersten und verlagerbar ausgebildeten Werkstückstützteils 32 selbsttätig entgegen der auf das zu verformende Blech bzw. das zu formende Werkstück 2 einwirkenden Biegekraft (FB) rückstellbar ausgebildet ist. Dies bedeutet, dass der Werkstückstützteil 32 sich selbsttätig ausgehend von seiner zumeist horizontalen Ausgangslage nach dem erfolgten Biegevorgang und der Verformung des Endbereichs 38 wieder selbsttätig rückstellt. Dies kann durch die dem Werkstoff innewohnenden Eigenschaften erfolgen. So kann beispielsweise der erste Werkstückstützteil 32 auch durch eine Blattfeder gebildet sein.In contrast to the pivotally designed mounting of the
Um eine gegenseitige Halterung und Lagerung des Werkstückstützteils 32 am Grundkörper 26 zu erzielen, kann das vom Biegebereich 29 abgewendete Ende der Blattfeder feststehend mit dem Grundkörper 26 verbunden sein. Damit wird erreicht, dass in der Ausgangslage wiederum eine horizontale bzw. parallele Ausrichtung der Werkstückanlagefläche 43 bezüglich der Werkstückauflageebene 35 erfolgt. Während der Durchführung des Biegevorgangs erfolgt eine stete Abstützung des zu verformenden Bleches hin zum verformten Werkstück 2 an dem selbst elastisch verformbar ausgebildeten Werkstückstützteil 32. Durch die aufgebrachte Stützkraft (F) wird auch im Endbereich 38 der Blattfeder ein der durch den Biegestempel 5 erzeugten Biegekraft entgegenwirkende Stützkraft (F) aufgebaut, um so eine eindeutige und vor allem formgerechte Umformung des Blechs hin zum Werkstück 2 zu erzielen.In order to achieve a mutual support and storage of the
Bei all den zuvor beschriebenen Ausführungsformen des Biegewerkzeugs 4, insbesondere des Biegegesenks 6, wird beim Umformvorgang so vorgegangen, dass das umzuformende Blech in einem Freiformbiegevorgang hin zum fertigen Werkstück 2 umgeformt wird. Das Biegewerkzeug 4 mit seinem Biegestempel 5 und Biegegesenk 6 spannen gemeinsam die Werkzeugebene 30 auf, wobei das zu verformende Blech zwischen das in der Ausgangsstellung voneinander distanzierte Biegewerkzeug 4 eingebracht und dort positioniert wird. Anschlie-Bend daran wird durch eine relative Verlagerung zumindest eines Teils des Biegewerkzeugs 4 der Biegevorgang des Blechs im Biegebereich 29 durchgeführt. Durch die beidseitige Anordnung des Blechs bezüglich der Werkzeugebene 30 bilden sich erste und zweite Schenkel 46, 47 im Blech aus. Aufgrund der zuvor beschriebenen Ausrichtung der Werkstückanlagefläche 44 im Bereich des weiteren und feststehenden Werkstückstützteils 33 kommt es zu einer asymmetrischen Verformung der beiden Schenkel 46, 47 bezüglich ihrer winkeligen Ausrichtung zur Werkzeugebene 30.In all the previously described embodiments of the
Wie zuvor beschrieben ist die Werkstückanlagefläche 44 des weiteren Werkstückstützteils 33 bezogen auf die Werkstückauflageebene 35 relativ steil zu dieser ausgerichtet, wobei der Komplementärwinkel bezüglich des zuvor angegebenen Winkelbereichs des Winkels 45 zwischen 40° und 85° beträgt. Dieser weitere Winkel ist in
Während der Durchführung des Biegevorgangs wird jener Schenkel 46, welcher auf der von der Zuführseite 31 des Blechs abgewendeten Seite der Werkzeugebene 30 ausgebildet wird, mit einer größeren Winkelgeschwindigkeit hin in Richtung auf die Werkzeugebene 30 verformt, als der zweite Schenkel 47 des Blechs, welcher der Zuführseite 31 zugewendet ist. Je nach dem zu verformenden Winkel der zwischen den beiden Schenkeln 46, 47 eingeschlossen ist, wird auch der Schenkel 47 im Bereich der Zuführseite 31 hin in Richtung auf die Werkzeugebene 30 verformt. Dies erfolgt jedoch aufgrund der geringeren notwendigen Verlagerung mit einer zur Winkelgeschwindigkeit des Schenkels 47 dazu geringeren Winkelgeschwindigkeit.During the execution of the bending operation, that
Dadurch, dass jener Schenkel 46, welcher auf der von der Zuführseite 31 abgewendeten Seite der Werkzeugebene 30 angeordnet ist, eine Längserstreckung bezogen auf die Werkzeugebene 30 in senkrechter Richtung dazu aufweist, die kürzer ist als die Längserstreckung des Schenkels 47 im Bereich der Zuführseite 31, wird gerade bei dünn ausgebildeten Blechen eine ungewollte Verformung des Schenkels 47 selbst in einem Bereich außerhalb des Biegebereichs 29 vermieden. Dadurch ist es möglich, dass der zumeist länger ausgebildeten Schenkel 47 im Bereich der Zuführseite 31 mit zunehmendem Abstand von der Werkzeugebene 30 bei einer nicht unterstützten Auflage und zu rascher Winkelgeschwindigkeit hin in Richtung auf die Werkzeugebene 30 zusätzlich zu dem gewünschten Biegebereich 29 eine weitere ungewollte Verformung erfährt. Dies wird durch den geringen Verstellweg und der zusätzlichen Unterstützung des Schenkels 47 im Bereich des schwenkbar ausgebildeten Werkstückstützteils 32 verhindert.Characterized in that that
Die Ausführungsbeispiele zeigen mögliche Ausführungsvarianten des Biegewerkzeuges 4, insbesondere des Biegegesenkes 6, wobei an dieser Stelle bemerkt sei, dass die Erfindung nicht auf die speziell dargestellten Ausführungsvarianten derselben eingeschränkt ist, sondern vielmehr auch diverse Kombinationen der einzelnen Ausführungsvarianten untereinander möglich sind und diese Variationsmöglichkeit aufgrund der Lehre zum technischen Handeln durch gegenständliche Erfindung im Können des auf diesem technischen Gebiet tätigen Fachmannes liegt. Es sind also auch sämtliche denkbaren Ausführungsvarianten, die durch Kombinationen einzelner Details der dargestellten und beschriebenen Ausführungsvariante möglich sind, vom Schutzumfang mit umfasst.The embodiments show possible embodiments of the
Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus des Biegewerkzeuges 4, insbesondere des Biegegesenkes 6 dieses bzw. dessen Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.For the sake of order, it should finally be pointed out that for a better understanding of the construction of the
Die den eigenständigen erfinderischen Lösungen zugrundeliegende Aufgabe kann der Beschreibung entnommen werden.The task underlying the independent inventive solutions can be taken from the description.
Vor allem können die einzelnen in den
- 11
- Fertigungsanlagemanufacturing plant
- 22
- Werkstückworkpiece
- 33
- Biegepressebending press
- 44
- Biegewerkzeugbending tool
- 55
- Biegestempelpunch
- 66
- Biegegesenkbending die
- 77
- Maschinengestellmachine frame
- 88th
- Bodenplattebaseplate
- 99
- Seitenwangeside cheek
- 1010
- Seitenwangeside cheek
- 1111
- Querverbandcross-dressing
- 1212
- FrontstirnflächeFront face
- 1313
- Pressenbalkenpress beams
- 1414
- FrontstirnflächeFront face
- 1515
- Linearführunglinear guide
- 1616
- Pressenbalkenpress beams
- 1717
- Stirnflächeface
- 1818
- Stirnflächeface
- 1919
- Werkzeugaufnahmetool holder
- 2020
- Werkzeugaufnahmetool holder
- 2121
- Antriebsanordnungdrive arrangement
- 2222
- Antriebsmitteldrive means
- 2323
- Energienetzenergy grid
- 2424
- Steuervorrichtungcontrol device
- 2525
- Stellmittelactuating means
- 2626
- Grundkörperbody
- 2727
- Kopfteilheadboard
- 2828
- Endabschnittend
- 2929
- Biegebereichbending area
- 3030
- Werkzeugebenetool plane
- 3131
- Zuführseitefeeding
- 3232
- WerkstückstützteilWorkpiece support member
- 3333
- WerkstückstützteilWorkpiece support member
- 3434
- Schwenkplatteswivel plate
- 3535
- WerkstückaufnahmeebeneWorkpiece holding plane
- 3636
- Schwenkachseswivel axis
- 3737
- HalteplatteRetaining plate
- 3838
- Endbereichend
- 3939
- 4040
- Druckelementpressure element
- 4141
- Endbereichend
- 4242
- Zugelementtension element
- 4343
- WerkstückauflageflächeWorkpiece support surface
- 4444
- WerkstückauflageflächeWorkpiece support surface
- 4545
- Winkelangle
- 4646
- Schenkelleg
- 4747
- Schenkelleg
- 4848
- Winkelangle
Claims (10)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT1122011A AT510719B1 (en) | 2011-01-27 | 2011-01-27 | BENDING TOOL FOR FREE BENDING OF PAN |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2481492A2 true EP2481492A2 (en) | 2012-08-01 |
| EP2481492A3 EP2481492A3 (en) | 2012-10-24 |
| EP2481492B1 EP2481492B1 (en) | 2016-04-27 |
Family
ID=45524440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12152728.7A Not-in-force EP2481492B1 (en) | 2011-01-27 | 2012-01-26 | Bending tool for free-form bending of sheet metal |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2481492B1 (en) |
| AT (1) | AT510719B1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103100606A (en) * | 2013-02-25 | 2013-05-15 | 宁波市令通电信设备有限公司 | Support plate mechanism |
| CN103100600A (en) * | 2013-02-25 | 2013-05-15 | 宁波市令通电信设备有限公司 | Bending machine sheet metal bracket |
| CN103100605A (en) * | 2013-02-25 | 2013-05-15 | 宁波市令通电信设备有限公司 | Bending machine plate material bracket |
| CN103111537A (en) * | 2013-02-25 | 2013-05-22 | 宁波市令通电信设备有限公司 | Tray plate support of bending machine |
| CN109047510A (en) * | 2018-10-10 | 2018-12-21 | 弗兰卡(中国)厨房系统有限公司 | A kind of plate circular arc Bending Mould and its processing method |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7486441B2 (en) * | 2021-01-20 | 2024-05-17 | 株式会社アマダ | Bending method |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1014810C2 (en) | 2000-03-31 | 2001-10-19 | Adriaan Teunissen | Installation for shaping plate component is provided with under die and upper die, under die being provided with fixed part and at least one component with support surface for plate component |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62127125A (en) * | 1985-11-28 | 1987-06-09 | Nippon Kokan Kk <Nkk> | Bending metal die for composite type damping steel plate |
| US5365766A (en) * | 1993-05-18 | 1994-11-22 | Amada Engineering & Service Co., Inc. | Die assembly having means for automatically controlling in the angular orientation of the lower die plate members |
| JP2760371B2 (en) * | 1994-06-13 | 1998-05-28 | 株式会社アマダメトレックス | Die for sheet bending machine |
| JP2808083B2 (en) * | 1994-11-14 | 1998-10-08 | 丸機械工業株式会社 | Bending type |
| GB2368304A (en) * | 2000-06-23 | 2002-05-01 | Taigaa Koosan Yuugenkaisha | Metal sheet bending device with rotation inhibiting function |
| JP4698811B2 (en) * | 2000-10-13 | 2011-06-08 | 有限会社タイガー恒産 | Metal plate bending device |
| FR2873939B1 (en) * | 2004-08-09 | 2008-01-11 | Tech Metalliques Appliquees T | DEVICE FOR FOLDING A SHEET ALONG A GENERATOR |
| TWM275895U (en) * | 2005-01-12 | 2005-09-21 | Shu-Ching Lin | Bending structure for stainless steel plate |
-
2011
- 2011-01-27 AT AT1122011A patent/AT510719B1/en not_active IP Right Cessation
-
2012
- 2012-01-26 EP EP12152728.7A patent/EP2481492B1/en not_active Not-in-force
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1014810C2 (en) | 2000-03-31 | 2001-10-19 | Adriaan Teunissen | Installation for shaping plate component is provided with under die and upper die, under die being provided with fixed part and at least one component with support surface for plate component |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103100606A (en) * | 2013-02-25 | 2013-05-15 | 宁波市令通电信设备有限公司 | Support plate mechanism |
| CN103100600A (en) * | 2013-02-25 | 2013-05-15 | 宁波市令通电信设备有限公司 | Bending machine sheet metal bracket |
| CN103100605A (en) * | 2013-02-25 | 2013-05-15 | 宁波市令通电信设备有限公司 | Bending machine plate material bracket |
| CN103111537A (en) * | 2013-02-25 | 2013-05-22 | 宁波市令通电信设备有限公司 | Tray plate support of bending machine |
| CN103100606B (en) * | 2013-02-25 | 2015-01-21 | 宁波市令通电信设备有限公司 | Support plate mechanism |
| CN103100605B (en) * | 2013-02-25 | 2015-01-21 | 宁波市令通电信设备有限公司 | Bending machine plate material bracket |
| CN103111537B (en) * | 2013-02-25 | 2015-04-01 | 宁波市令通电信设备有限公司 | Tray plate support of bending machine |
| CN103100600B (en) * | 2013-02-25 | 2015-09-23 | 宁波市令通电信设备有限公司 | A kind of bender plate material bracket |
| CN109047510A (en) * | 2018-10-10 | 2018-12-21 | 弗兰卡(中国)厨房系统有限公司 | A kind of plate circular arc Bending Mould and its processing method |
| CN109047510B (en) * | 2018-10-10 | 2024-02-27 | 弗兰卡(中国)厨房系统有限公司 | Plate arc bending die and processing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| AT510719A4 (en) | 2012-06-15 |
| AT510719B1 (en) | 2012-06-15 |
| EP2481492A3 (en) | 2012-10-24 |
| EP2481492B1 (en) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2498928B1 (en) | Production system, in particular for free-form bending, having an integrated workpiece and tool manipulator | |
| AT509980B1 (en) | MANUFACTURING SYSTEM WITH TOOL MEMORY | |
| EP2881188B1 (en) | Backgauge for a bending machine | |
| EP2481492B1 (en) | Bending tool for free-form bending of sheet metal | |
| EP3154722B1 (en) | Bending press having bending unit, and reshaping method | |
| EP3528976A1 (en) | Production installation having a manipulation device | |
| WO2015048836A1 (en) | Bending press and bending method | |
| EP3302840B1 (en) | Production system for producing workpieces from sheet metal and method therefor | |
| EP3551356B1 (en) | Production installation having a clamping tool and method for adapting a total length of a bending edge of the clamping tool | |
| EP2688693B1 (en) | Manufacturing plant having an auxiliary device for intermediately positioning workpieces | |
| EP2944390A2 (en) | Bending tool and changing unit for same | |
| EP2845663B1 (en) | Bending press with a bending tool comprising a plurality of tool parts | |
| EP3427853B1 (en) | Rear stop element and production assembly with same | |
| EP3592482A1 (en) | Production plant having a protective unit | |
| EP1377395B1 (en) | Bending machine, especially a bending or folding press, comprising an adjustable lower tool | |
| AT520038A1 (en) | Production plant with a protection unit | |
| AT520943A4 (en) | Production plant with tool change unit and clamping jaw and method for tool change | |
| AT518273A4 (en) | Bending tool and production line with a bending press and such a bending tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 5/02 20060101AFI20120918BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130424 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 5/02 20060101AFI20151021BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20151111 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 794148 Country of ref document: AT Kind code of ref document: T Effective date: 20160515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012006860 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160727 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160728 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160829 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012006860 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170126 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170126 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170126 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 794148 Country of ref document: AT Kind code of ref document: T Effective date: 20170126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170126 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502012006860 Country of ref document: DE Representative=s name: ABP BURGER RECHTSANWALTSGESELLSCHAFT MBH, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160427 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200107 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20211202 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012006860 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230801 |