EP2474368A1 - Kantenführung für eine vorhangsbeschichtung - Google Patents
Kantenführung für eine vorhangsbeschichtung Download PDFInfo
- Publication number
- EP2474368A1 EP2474368A1 EP10811686A EP10811686A EP2474368A1 EP 2474368 A1 EP2474368 A1 EP 2474368A1 EP 10811686 A EP10811686 A EP 10811686A EP 10811686 A EP10811686 A EP 10811686A EP 2474368 A1 EP2474368 A1 EP 2474368A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- edge guide
- coating material
- groove
- web
- lubricating liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/007—Slide-hopper coaters, i.e. apparatus in which the liquid or other fluent material flows freely on an inclined surface before contacting the work
- B05C5/008—Slide-hopper curtain coaters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/46—Pouring or allowing the fluid to flow in a continuous stream on to the surface, the entire stream being carried away by the paper
- D21H23/48—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/30—Processes for applying liquids or other fluent materials performed by gravity only, i.e. flow coating
- B05D1/305—Curtain coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/34—Applying different liquids or other fluent materials simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2252/00—Sheets
- B05D2252/02—Sheets of indefinite length
Definitions
- the present invention relates to a curtain coater, and more particularly, to an edge guide for a curtain coater.
- Coated paper such as printing paper used for printing brochure or catalog, carbonless duplicating paper and thermal recording paper is manufactured by coating a coating material on a web (base material), that is, base paper, by a coater, and then by drying the coated web.
- the machine for coating a coating material is called a coater.
- coaters such as a blade coater, a rod coater and an air knife coater that adopt the post-metering method predominated as mainstream of coaters.
- an excessive amount of coating material is firstly coated on a web, then an excessively coated coating material is scratched off by a blade or a rod of small diameter, or is blown off by an air knife, and metering is performed.
- curtain coaters in which a curtain film of a coating material is spouted onto a running web from a die (a chamber with nozzle that forms a curtain film of coating material) to coat the web with the coating material, have been widely used.
- curtain coaters have long been used in the field of photographic printing paper or the like, they were not used in the paper manufacturing industry. This is because coating by using the curtain coaters was not stable due to engulfing of air at a high speed of 1000m/min or greater, bubbles got mixed into coating material, unstableness of the curtain film caused by an insufficient mechanical accuracy, etc.
- the curtain coating machine is advantageous in that it is easy in maintenance because it does not have consumable components such as blades and rods, it can adjust the amount of coating easily with a high accuracy, it is user friendly with good operability, it is highly effective in improving surface properties because it employs contour coating, and so on.
- a curtain film of coating material falls by its own weight when it is separated from a die. At that moment, edges are pulled inward by a surface tension of the coating material, resulting in neck-in in which width of the curtain film becomes narrower. When the neck-in occurs, the both end portions of the curtain film becomes thicker. If the curtain film with the end portions thereof being thickened is coated on a web as it is, corresponding web portions will be thickly coated, resulting in insufficient desiccation for that portions, which will cause a so-called blocking phenomenon in which paper sticks to each other when it is rolled up.
- the width of a curtain film is made greater than that of a web, and portions of the curtain film that protrude beyond the web are received by edge pans provided below the web so that the coating material is reused as a cyclic usage.
- coating materials are likely to be mixed with each other. Therefore, such a conventional coating method cannot be employed. Instead, coated-up coating must be performed in which, the width of a curtain film being made smaller than that of a web, all of the coating material of the curtain film is coated on the web, and non-coated portions (dry edges) are left to be present in both end portions of the web. Therefore, in order to prevent such a neck-in, an edge guide is provided.
- FIG 8 is a conceptual diagram of such an edge guide.
- A represents a die
- B represents an edge guide
- c represents a curtain film of coating material
- w represents a web.
- the edge guide B is made of metal such as stainless steel to prevent the neck-in.
- flow speed v of the curtain film c of the coating material is slow in the neighborhood of the edge guide 2 as shown in Figure 8 , and is uniform in areas other than in the neighborhood of the edge guide B. If the flow rate of the curtain film c of the coating material is small in the above situation, the curtain film c flows away from the edge guide B, resulting in the occurrence of the neck-in.
- FIGS 3 and 4 are a perspective view and a partial cross sectional view of an edge guide disclosed in patent document 1, respectively.
- C represents a main body of the edge guide
- a represents a guide surface
- b represents inclined planes provided at both sides of the guide surface a
- d represents a lubricating liquid supplying tube
- e represents a lubricating liquid discharging tube
- f represents a metal separation sheet.
- the guide surface a is an arc-shaped surface of a porous pipe through which a lubricating liquid weeps. An entirety of the porous pipe is embedded in a groove formed in the edge guide main body C, with the arc-shaped guide surface a of the porous pipe being exposed from the groove.
- the edge guide main body C when shown in a plane cross-sectional view, is shaped as a mountain with the guide surface a being a peak thereof.
- a bottom face of the edge guide main body A is an inclined face, a front end thereof (inner side in a web width direction) being positioned in the lowest and getting higher toward an rear end thereof (outer side in the web width direction).
- the metal separation sheet f is attached to the bottom face.
- the metal separation sheet f is bent in the neighborhood of the front end of the edge guide main body C with the bent portion being positioned the lowest, and has an inclined surface f1 that becomes higher toward the forward direction (inner side in a web width direction) and an inclined surfaced that becomes higher toward the backward direction (outer side in the web width direction).
- Figure 4 is a cross-sectional view of a lower end portion of the edge guide, which is cut away by a vertical face that is perpendicular to the moving direction of the web w.
- g represents the porous pipe, a part of which is formed to be the arc-shaped guide surface a that is exposed from the groove of the edge guide main body C
- h represents a lubricating liquid
- i represents a groove formed in the bottom face of the edge guide main body C.
- the groove i is covered with the metal separation sheet f to form a channel for a mixed liquid of the lubricating liquid h and a coating material. This channel is communicated with the lubricating liquid discharging tube e, which is sucked up by a suction pump not shown in the drawings.
- Figures 5 and 6 illustrate another example of the edge guide disclosed in patent document 2, in which Figure 5 is an overall perspective view including an edge guide, and Figure 6 is a perspective view of the edge guide.
- D represents the edge guide
- j represents a guide plate
- k represents a slide edge guide.
- a coating material which is discharged upward from a die, flows on the guide plate j, free-falls from a downward-facing lower end portion of the guide plate j in the form of a curtain film c, and collides with the web w to be coated on the web w.
- To both sides of the guide plate j are attached the respective slide edge guides k to define both ends of the flow of the coating material on the guide plate j.
- an edge guide main body o having a groove portion n through which a lubricating liquid flows extends downward from the upper end portion m.
- Figure 7 is an enlarged horizontal sectional view of the groove portion n.
- the groove portion n is configured such as to sandwich the curtain film c from the both sides thereof, and is provided with a number of grooves and peaks that are arranged consecutively in a zigzag manner.
- the width of the groove (or peak) is 0.5mm and the angle between two intersecting bottoms of the groove is 90 degree, and therefore, the depth of the groove portion n is 0.25mm.
- the width of the whole of the groove portion n is 10-12mm.
- a suction port through which a mixed liquid of a lubricating liquid and a coating material is sucked.
- Height of the aperture of the suction port is 0.1-1mm.
- the lower end of the edge guide main body o is touched softly with the web w, and is formed to be an inclined surface that rises toward the outer side in the web width direction from the touching point.
- the present invention has been made in view of the aforementioned problems in the related art, and an object of the present invention is to provide an edge guide for a curtain coater capable of holding the edges of a curtain film stably along the groove of the edge guide, saving a maintenance labor, suppressing the fluttering of both end portions of a web w when the web w runs at a high speed, and dealing with the tea pot phenomenon.
- an edge guide for a curtain coater including a guide plate that comprises an inclined portion having an upper surface along which a coating material spouting out from one, or two or more, dies flows, and a guide portion extending from a lower end of the inclined portion toward a downward direction, wherein the edge guide is arranged as a pair in such a manner as to sandwich both end portions of a curtain film of a coating material flowing downward from the guide plate to coat the coating material on an upper surface of a web running at a high speed, and a lubricating liquid flows on an inner surface of the edge guide to lessen a hindrance against a flow of the curtain film of the coating material due to viscosity between the curtain film and the inner surface of the edge guide thereby to prevent a neck-in, wherein the edge guide comprises a supply port disposed in a neighborhood of an upper end of the inner surface thereof, through which the lubricating liquid is supplied, a suction port disposed in
- the invention recited in claim 2 provides an edge guide for a curtain coater, wherein the edge guide is arranged as a pair in such a manner as to sandwich both end portions of a curtain film of a coating material that spouts out from a die and flows downward to coat a coating material on an upper surface of a web running at a high speed, and a lubricating liquid flows on an inner surface of the edge guide to lessen a hindrance against a flow of the curtain film of the coating material due to viscosity between the curtain film and the inner surface of the edge guide thereby to prevent a neck-in, wherein the edge guide comprises a supply port disposed in a neighborhood of an upper end of the inner surface thereof, through which the lubricating liquid is supplied, a suction port disposed in a neighborhood of a lower end of the inner surface thereof, through which a mixture of the lubricating liquid and a coating material is sucked, a groove disposed in a belt-shaped region between the supply port of the lubric
- the width of the groove is preferably from 2mm to 4mm.
- the lower surface of the edge guides is in parallel with a surface of paper, and the height thereof is adjustable either to be slightly higher, the same, or slightly lower compared with the height of the running web.
- Figure 1 illustrates an edge guide for a curtain coater according to an exemplary embodiment of the present invention, in which Figure 1A is a front view viewed from inside, and Figure 1B is a side view.
- Figure 2A is a cross-sectional view taken along lines A-A and Figure 2B is a plan view of the edge guide for a curtain coater.
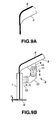
- Figure 9 illustrates the guide plate to which the edge guide is attached, in which Figure 9A illustrates a guide plate being cut off at an inner side of an edge guide attaching portion to explain the tea pot phenomenon, and Figure 9B is a side view illustrating the edge guide which is attached to the guide plate.
- Figures 10A through 10C illustrate the edge guide being attached to a die, in which Figure 10A illustrates a single-layer coating, Figure 10B illustrates a two-layer coating with a single die, and Figure 10C illustrates a two-layer coating with two dies.
- Figure 11 illustrates a multilayer coating with a use of a guide plate, in which Figure 11A illustrates coating on a web in which three dies are juxtaposed with each other on the guide plate to form a flow of three-layer coating materials, which in turn is coated on a web as a curtain film of the coating materials and Figure 11B illustrates coating on a web in which three dies that spout out a coating material upward are combined with each other to form a flow of three-layer coating materials on the guide plate, which in turn is coated on a web as a curtain film of the coating materials.
- Figure 12 is a horizontal cross-sectional view of the edge guide illustrating the relationship between the curtain film and the edge guide.
- 2 represents a die
- w represents a web
- c represents a curtain film, wherein the web w runs in an arrow direction.
- the edge guide 1 is arranged to sandwich the curtain film c at both end thereof
- 3 is a die.
- the die 3 is configured with two dies being combined into a single body
- the curtain film c is a two-layer coating material film. Components other than the die are the same as in Figure 10A , and description thereof is omitted.
- two-layer coating is realized with use of two dies.
- the guide plate 5 represents a guide plate.
- the guide plate 5 includes an inclined face and a curtain guide portion provided in a downward direction at a lower end of the inclined face.
- the guide plate 5 allows coating materials spouted out one after another from these three dies toward the inclined face to move along the inclined face to laminate the coating materials in order, thereby to form a three-layer of coating materials, which is then transferred from the curtain guide portion provided in a downward direction at the lower end of the inclined face onto a surface of the web w as a three-layer curtain film c.
- Components other than the foregoing is the same as in Figure 10A , and therefore description thereof is omitted.
- 4 represents a die that is configured with three dies that spout out a coating material obliquely upward being combined into a single body. Coating materials spouted out one after another from the three dies toward the inclined face of the guide plate 5 are allowed to move along the inclined face to laminate the coating materials in order, thereby to form a three-layer of coating materials, which is then transferred from the curtain guide portion provided in a downward direction at the lower end of the inclined face onto a surface of the web w as a three-layer curtain film c.
- 1 represents an edge guide.
- the edge guide 1 is in a rectangular shape in a front view, and an inner surface 19 thereof is provided with a vertically extending protrusion 20 with a groove 21 being a center thereof
- an upper surface 1a of the edge guide 1 forms an inclined surface, and a lower surface 1b is in parallel with a face of paper.
- the protrusion 20 is provided with the vertically extending groove 21 at the center thereof, and inclined surfaces 22 are formed at both sides of the groove 21, thereby to be shaped as a mountain with the groove 21 being a peak thereof.
- the inner surface 21 of the edge guide 1 is not limited to be shaped as such a protrusion, but an entirety of the inner surface 2 may be shaped as a mountain with the groove 21 being a peak thereof
- t represents a coating material coated on the web w.
- the groove 21 has a width of 2 - 4mm.
- Figure 2A shows that the groove 21 is in a circular arc shape, the groove 21 may be in a triangular shape with a vertex thereof being at the center of the groove.
- the angle ⁇ of the inclined surface 22 is preferably 15 - 90 degrees.
- h represents a lubricating liquid such as water
- 24 represents a connection port of the lubricating liquid h, the connection port being connected to a lubricating liquid supply tube which is not shown in the figures.
- 24a represents a lubricating liquid channel communicated with the lubricating liquid connection port 24.
- the lubricating liquid channel 24a curves in a U-shape at an upper portion thereof which is connected to an upper end of the groove 21 to form a lubricating liquid supply port 25, through which the lubricating liquid h flows into the groove 21.
- flow rate of the lubricating liquid such as water is about 10 - 100cc/min for each edge guide, and viscosity of the coating material is 100 - 2000mPa-s (Brookfield viscosity).
- the lower end of the groove 21 is connected to a suction port 26 through which a mixed liquid of the lubricating liquid h and the coating material is sucked.
- the suction port 26 has a height of 0.5 - 1.5 mm and a width of 3 - 5mm.
- a suction room 26a inside the suction port is formed a suction room 26a.
- a bottom board 1b of the suction chamber 26a extends forward.
- a lower face of the bottom board 1b is in parallel with the face of paper.
- Reference numeral 27 represents a suction connecting port connected to a vacuum suction pump not shown in the drawings via a communication pipe not shown in the drawings.
- Degree of vacuum inside the suction chamber 26a is about - 90 through - 98kPa.
- Reference symbol q represents an exhaust gas.
- FIG. 9B 8 represents an edge guide mounting device
- 9 represents a bracket attached to a rear face of the guide plate 5
- 10 represents a bolt formed with an external thread and a key groove at a base end portion thereof
- the base end portion of the bolt 10 is slidably inserted into a round hole provided at a lower portion of the bracket 9.
- a key is attached fixedly to the round hole such that the key is slidable in the key groove of the bolt 10, whereby the bolt 10 can slide in the round hole of the bracket 9 without being rotated.
- the position of the bolt 10 can be fixed by tightening up two nuts, not shown in the figure, screw threaded at the base end portion of the bolt 10 such as to pinch the lower end of the bracket 9. By loosening the two nuts screw threaded at the base end portion of the bolt 10, the position of the bolt 10 becomes adjustable in the web width direction so that the position of the edge guide 1 becomes adjustable in the web width direction.
- An attachment metal 11 is fixed to an fore end of the bolt 10.
- the attachment metal 11 is formed with two vertically-elongated oval holes at a lower portion thereof
- Reference numeral 12 represents an L-shaped metal fitting, one end face thereof being a horizontal plane and the other end face being a vertical plane, both end portions being formed with respective two threaded holes, on which bolts are screw threaded.
- Reference numeral 13 represents a bracket mounted horizontally on the edge guide 1.
- the bracket 13 is formed with two horizontally-elongated oval holes at a fore end portion thereof.
- the four bolts screw threaded at the L-shaped metal fitting 12 pass through the aforementioned vertically or horizontally elongated oval holes.
- the attachment metal 11 and the L-shaped metal fitting 12, or the L-shaped metal fitting 12 and the bracket 13 are fixed to each other.
- the position of the edge guide 1 becomes adjustable in the web running direction and in the up and down direction with respect to the lower end of the guide portion of the guide plate 5.
- the edge guide 1 is directly attached to the die 2 or die 3 as shown in Figure 10 . Since the tea pot phenomenon will never occur in the curtain film c spouted out from the die 2 or die 3, it is not necessary for the position of the edge guide 1 to be adjusted in the web running direction. This will be explained in reference to Figure 9 .
- the invention recited in claim 2 differs from the construction illustrated in Figure 9B in that a. the bracket 9 is attached not to the guide plate 5, but to the die 2 or die 3, and b.
- the position of the upper end of the edge guide 1 is only be adjustable with respect to the coating material spouting port of the die 2 in the web with direction and the up and down direction, but is not adjustable in the web running direction.
- the position of an upper end of the edge guide 1 is finely adjustable relative to the lower end of the guide portion of the guide plate 5 in the up and down direction, which enables to prevent the both end portions of a web w from flapping if the lower surface 1b of the edge guides 1 is made in parallel with a surface of paper.
- a gap u between the lower surface of the edge guide 1 and the upper surface of the web w is adjustable within a range between -1mm and +2mm.
- "-1mm" represents a state in which the both end portions of the web w is pushed downward by 1 mm.
- Both ends 21 a of the both sides of the groove 21 rises to form sharp edges and the inclined surfaces are formed outside the groove 21, which prevents the edges of a curtain film of coating material from being departed from the groove even if the curtain film c of the coating material swings, or the curtain film c is deviated in the web running direction by the tea pot phenomenon.
- This is explained in reference to Figure 12 .
- the lubricating liquid h flows in the groove 21 of the edge guide 1
- the lubricating liquid h flows in a state in which the lubricating liquid h rises toward left and right due to the both side ends 21a of the groove 21 that rise to form sharp edges and due to the action of surface tension.
Landscapes
- Coating Apparatus (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009200340A JP2011050816A (ja) | 2009-08-31 | 2009-08-31 | カーテンコータのエッジガイド |
| PCT/JP2010/063494 WO2011024636A1 (ja) | 2009-08-31 | 2010-08-09 | カーテンコータのエッジガイド |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2474368A1 true EP2474368A1 (de) | 2012-07-11 |
Family
ID=43627742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10811686A Withdrawn EP2474368A1 (de) | 2009-08-31 | 2010-08-09 | Kantenführung für eine vorhangsbeschichtung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2474368A1 (de) |
| JP (1) | JP2011050816A (de) |
| CN (1) | CN102497936A (de) |
| WO (1) | WO2011024636A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014079645A2 (de) * | 2012-11-20 | 2014-05-30 | Bayerische Motoren Werke Aktiengesellschaft | Befüllvorrichtung mit einstellbarem auftragswinkel |
| EP2292336B1 (de) * | 2009-09-08 | 2014-08-13 | Ricoh Company, Ltd. | Vorhangbeschichter und Verfahren zur Vorhangbeschichtung |
| EP2952264A1 (de) * | 2014-06-05 | 2015-12-09 | Valmet Technologies, Inc. | Vorhangbeschichtungsvorrichtung |
| EP2438999B1 (de) * | 2010-10-05 | 2017-03-15 | Ricoh Company, Ltd. | Vorhangbeschichtungsverfahren und Vorhangbeschichtungsvorrichtung |
| EP3342928A1 (de) * | 2016-12-29 | 2018-07-04 | Valmet Technologies Oy | Vorhangapplikationsvorrichtung |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5720139B2 (ja) * | 2010-08-09 | 2015-05-20 | 株式会社リコー | カーテン塗布装置及びカーテン塗布方法 |
| JP5938980B2 (ja) * | 2011-03-31 | 2016-06-22 | 株式会社リコー | カーテン塗布方法及びカーテン塗布装置 |
| JP6160333B2 (ja) * | 2013-07-29 | 2017-07-12 | 株式会社リコー | カーテン塗布装置及びカーテン塗布方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4135477A (en) * | 1975-09-22 | 1979-01-23 | Ciba-Geigy Ag | Curtain coating apparatus |
| BR9203828A (pt) * | 1991-10-11 | 1993-06-15 | Eastman Kodak Co | Aparelhagem e processo para recobrir por cortina um suporte movente,com uma ou mais camadas de liquido de recobrimento |
| JP3549075B2 (ja) * | 1995-06-02 | 2004-08-04 | 三菱製紙株式会社 | カーテン塗布装置及び塗布方法 |
| EP0907103B1 (de) * | 1997-10-03 | 2000-08-09 | Troller Schweizer Engineering AG | Verfahren und Apparatur zur Vorhangbeschichtung eines bewegten Trägers |
| CA2469470C (en) * | 2001-12-13 | 2009-05-12 | Dow Global Technologies Inc. | Method and apparatus for curtain coating |
| DE102004016923B4 (de) * | 2004-04-06 | 2006-08-03 | Polytype Converting S.A. | Vorhangbeschichter und Vorhangbeschichtungsverfahren |
| DE102005059966B4 (de) * | 2005-12-15 | 2007-10-31 | Polytype Converting S.A. | Vorhangbeschichter mit seitlich verstellbarer Abkantung |
| JP2009172471A (ja) * | 2008-01-22 | 2009-08-06 | Voith Patent Gmbh | カーテンコータのエッジガイド |
-
2009
- 2009-08-31 JP JP2009200340A patent/JP2011050816A/ja active Pending
-
2010
- 2010-08-09 CN CN201080038299XA patent/CN102497936A/zh active Pending
- 2010-08-09 EP EP10811686A patent/EP2474368A1/de not_active Withdrawn
- 2010-08-09 WO PCT/JP2010/063494 patent/WO2011024636A1/ja active Application Filing
Non-Patent Citations (1)
| Title |
|---|
| See references of WO2011024636A1 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2292336B1 (de) * | 2009-09-08 | 2014-08-13 | Ricoh Company, Ltd. | Vorhangbeschichter und Verfahren zur Vorhangbeschichtung |
| US8881674B2 (en) | 2009-09-08 | 2014-11-11 | Ricoh Company, Ltd. | Curtain coating apparatus and curtain coating method |
| EP2438999B1 (de) * | 2010-10-05 | 2017-03-15 | Ricoh Company, Ltd. | Vorhangbeschichtungsverfahren und Vorhangbeschichtungsvorrichtung |
| WO2014079645A2 (de) * | 2012-11-20 | 2014-05-30 | Bayerische Motoren Werke Aktiengesellschaft | Befüllvorrichtung mit einstellbarem auftragswinkel |
| WO2014079645A3 (de) * | 2012-11-20 | 2014-07-31 | Bayerische Motoren Werke Aktiengesellschaft | Befüllvorrichtung mit einstellbarem auftragswinkel |
| US9695032B2 (en) | 2012-11-20 | 2017-07-04 | Bayerische Motoren Werke Aktiengesellschaft | Filling device with adjustable angle of application |
| EP2952264A1 (de) * | 2014-06-05 | 2015-12-09 | Valmet Technologies, Inc. | Vorhangbeschichtungsvorrichtung |
| US9675991B2 (en) | 2014-06-05 | 2017-06-13 | Valmet Technologies, Inc. | Curtain coating device |
| EP3342928A1 (de) * | 2016-12-29 | 2018-07-04 | Valmet Technologies Oy | Vorhangapplikationsvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011050816A (ja) | 2011-03-17 |
| WO2011024636A1 (ja) | 2011-03-03 |
| CN102497936A (zh) | 2012-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2474368A1 (de) | Kantenführung für eine vorhangsbeschichtung | |
| US6982003B2 (en) | Method and apparatus for curtain coating | |
| JPH08323263A (ja) | カーテンコーティング中の乱れを少なくするための方法および装置 | |
| JP2008529753A (ja) | カーテンコータおよびカーテンコーティング方法 | |
| WO2003053597A1 (en) | Method and apparatus for curtain coating | |
| JP2005512768A (ja) | フローコーティング方法及び装置 | |
| ITBZ970031A1 (it) | Testa di verniciatura | |
| JP2008264757A (ja) | バー塗布方法及び装置 | |
| SE467528B (sv) | Anordning foer bestrykning av en loepande bana | |
| JPH11188299A (ja) | 移動支持体をカーテンコーティングする方法および装置 | |
| US20110070377A1 (en) | Slide curtain coating apparatus and slide curtain coating method | |
| JP5228227B2 (ja) | カーテンコータのエッジガイド | |
| JP5444730B2 (ja) | 溶融金属めっき鋼帯製造装置 | |
| JP5228226B2 (ja) | 感熱紙の製造装置 | |
| US5976251A (en) | Inlet for introducing water to wire edge guides for curtain coating | |
| JP5239008B2 (ja) | 塗工機の塗工幅調整装置 | |
| JP5720139B2 (ja) | カーテン塗布装置及びカーテン塗布方法 | |
| JP2004105960A (ja) | 移動するシート状物のカーテンコーティング方法及び装置 | |
| BR112014004234B1 (pt) | dispositivo de enxugar uma folha de aço e aparelho de revestimento por imersão a quente | |
| JP2009172471A (ja) | カーテンコータのエッジガイド | |
| JP4399980B2 (ja) | カーテンコータのエアーカット装置 | |
| JP5682175B2 (ja) | カーテン塗工装置 | |
| JP2011078966A (ja) | カーテン塗布装置及びカーテン塗布方法 | |
| JP2002263591A (ja) | ロールクリーニング装置 | |
| JPH0318110B2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120331 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20140301 |