EP2471967A1 - Method for obtaining improved mechanical properties in recycled aluminium castings free of platelet-shaped beta-phases - Google Patents
Method for obtaining improved mechanical properties in recycled aluminium castings free of platelet-shaped beta-phases Download PDFInfo
- Publication number
- EP2471967A1 EP2471967A1 EP10382360A EP10382360A EP2471967A1 EP 2471967 A1 EP2471967 A1 EP 2471967A1 EP 10382360 A EP10382360 A EP 10382360A EP 10382360 A EP10382360 A EP 10382360A EP 2471967 A1 EP2471967 A1 EP 2471967A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aluminium alloy
- casting
- iron
- aluminium
- presenting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000005266 casting Methods 0.000 title claims abstract description 29
- 239000004411 aluminium Substances 0.000 title claims description 28
- 229910052782 aluminium Inorganic materials 0.000 title claims description 28
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims description 28
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 69
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 40
- 229910052742 iron Inorganic materials 0.000 claims abstract description 28
- 230000008569 process Effects 0.000 claims abstract description 17
- 239000000203 mixture Substances 0.000 claims abstract description 16
- 239000012535 impurity Substances 0.000 claims abstract description 7
- 238000002360 preparation method Methods 0.000 claims abstract description 7
- 229910045601 alloy Inorganic materials 0.000 claims description 43
- 239000000956 alloy Substances 0.000 claims description 43
- 229910052804 chromium Inorganic materials 0.000 claims description 28
- 229910052748 manganese Inorganic materials 0.000 claims description 26
- 229910052720 vanadium Inorganic materials 0.000 claims description 23
- 238000005275 alloying Methods 0.000 claims description 11
- 230000004048 modification Effects 0.000 claims description 11
- 238000012986 modification Methods 0.000 claims description 11
- 238000007872 degassing Methods 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 8
- 239000003795 chemical substances by application Substances 0.000 claims description 7
- 230000005496 eutectics Effects 0.000 claims description 7
- 238000007711 solidification Methods 0.000 claims description 5
- 230000008023 solidification Effects 0.000 claims description 5
- 238000002844 melting Methods 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 2
- 238000000605 extraction Methods 0.000 claims description 2
- 229910052710 silicon Inorganic materials 0.000 claims description 2
- 239000010703 silicon Substances 0.000 claims description 2
- 239000000725 suspension Substances 0.000 claims description 2
- 239000000126 substance Substances 0.000 abstract description 10
- 238000007792 addition Methods 0.000 description 27
- 239000000155 melt Substances 0.000 description 8
- 238000009864 tensile test Methods 0.000 description 8
- 229910005347 FeSi Inorganic materials 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 6
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 5
- 239000001257 hydrogen Substances 0.000 description 5
- 229910052739 hydrogen Inorganic materials 0.000 description 5
- 229910052712 strontium Inorganic materials 0.000 description 5
- 230000001627 detrimental effect Effects 0.000 description 4
- 238000001556 precipitation Methods 0.000 description 4
- 230000001737 promoting effect Effects 0.000 description 4
- 239000004576 sand Substances 0.000 description 4
- 230000035882 stress Effects 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 229910018125 Al-Si Inorganic materials 0.000 description 3
- 229910018520 Al—Si Inorganic materials 0.000 description 3
- 238000000399 optical microscopy Methods 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 229910001570 bauxite Inorganic materials 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000006386 neutralization reaction Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 238000004626 scanning electron microscopy Methods 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 229910017361 Fe2Si Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 238000000724 energy-dispersive X-ray spectrum Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 238000009862 microstructural analysis Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/026—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
- C22C1/03—Making non-ferrous alloys by melting using master alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
Definitions
- the present invention relates to aluminium alloys, more particularly, it relates to aluminium alloy castings suitable as components for instance for vehicles, machines and electric applications which are required to have high strength and high elongation values among other properties.
- the present invention also relates to a process for its preparation from recycled aluminium alloys in order to obtain recycled aluminium casting free of platelet-shaped beta-phases.
- Aluminium alloys are widely used in diverse applications for instance as components in the automotive, aerospace, industrial machines, electric applications etc., because of their excellent mechanical properties as well as other technological properties such as corrosion resistance and reduced hot cracking tendency.
- the primary production which is of minerals rich in aluminium (bauxite)
- aluminium recycling secondary alloy whose raw material is dross and other residues rich in aluminium.
- the primary alloy production consists basically in reducing the oxide present in bauxite enhancing the purity of aluminium by electrolysis.
- the most important drawback of this method is the high quantity of energy (from 14 to 15 Kwh/kg) which is necessary to produce aluminium whereas in the aluminium recycling method the costs are about 0,5-0,75 Kwh/kg, that is lower than 5% of the primary production.
- AlSiMg alloys are nowadays one of the most common aluminium castings alloys for high safety parts, such as automotive or aerospace components, which require high mechanical properties. This alloy presents also high ductility due to the low content in impurities and to the addition of elements such as Ti or Sr which refine and modify the microstructure, respectively. AlSiMg alloys are broadly used for castings produced in sand, permanent and investment moulds.
- the high content in impurities, especially the high iron content, in secondary alloys (recycled aluminium) is considered as the main disadvantage.
- the iron content increases in recycled aluminium after each subsequent melting; its elimination or reduction is technically very complex and rather expensive, not being economically feasible.
- the microstructure of AlSiMg alloys presents alpha aluminium dendrites and Al-Si eutectic and other intermetallic phases among which the iron-rich ones can be highlighted.
- Iron is well known for being the most common and detrimental impurity in aluminium alloys for mechanical properties, promoting the appearance of hard and brittle intermetallic iron-rich phases during solidification.
- the platelet-shaped beta phase (Al 5 FeSi) is the most prejudicial since it is well known that ductility and toughness are significantly decreased. Therefore, there has been recently an increasing interest in developing methods for producing improved recycled aluminium alloys in which the formation of the beta phase is reduced and the mechanical properties are thus improved.
- the strategy was based on the inhibition of the platelet morphology by promoting the precipitation of the Al 15 Fe 3 Si 2 -type phase with the addition of a neutralizing element (Mn, Cr, Co and Be) and in some case controlling the condition of crystallization.
- a neutralizing element Mn, Cr, Co and Be
- the patent WO 97/13882 discloses a method for producing iron-containing AlSi-alloys in particular Al-Si-Mn-Fe- alloys.
- the mechanical properties of aforementioned Al-alloys with iron contents between 0,4 and 2.0 wt.% can be improved by controlling the morphology of the iron containing intermetallic precipitates.
- the precipitation of platelet-shaped beta phase ( ⁇ -Al 5 FeSi) has been found to be suppressed by a primary precipitation of the hexagonal Al 8 Fe 2 Si-type phase which is in turn less harmful one.
- the method comprises further controlling the condition of the crystallization by the addition of one or more elements such as Ti, Zr, Sr, Na and Ba.
- One aspect of the present invention refers to an iron containing aluminium alloy, hereinafter referred to as the alloy of the invention, which is free from primary platelet-shaped beta-phase of the Al 5 FeSi-type in the solidified structure presenting the following compositions (amounts expressed in weight percentage, wt.% in respect to the total weight of the alloy): Si 6.00 - 9.50 Fe 0.15 - 0.60 Mn 0.04 - 0.60 Mg 0.20 - 0.70 Cr 0.01 - 0.60 Ti 0.05 - 0.30 Sr and/or Na 0.001 - 0.25 V 0.00 - 0.60 Cu 0.01 - 0.25 Ni 0.01 - 0.1 Zn 0.01 - 0.1
- the iron-containing aluminium alloy of the invention presents a composition characterized in that the amount of Mn plus Cr in weight percentage is equal or larger than 50 % of Fe amount.
- the iron-containing aluminium alloy of the invention presents a composition characterized in that the amount of Mn plus Cr plus V in weight percentage is equal or larger than 50 % of Fe amount.
- the iron-containing aluminium alloy of the invention presents a Fe content between 0.15 - 0.40% in weight percentage and an amount of Mn plus Cr plus V comprised between 0.15 - 0.40 wt.%.
- the present invention refers to a process for the preparation of the aluminium alloy of the invention comprising the following steps:
- the process of the invention comprises the degassing process according to already known methods such as treating the molten alloy with dry nitrogen or dry argon until the hydrogen content dissolved in the melt is low enough.
- the process comprises the addition of alloying elements added as pure elements or as master alloys.
- the present invention resides in the addition of alloying elements: Mn+Cr o Mn+Cr+V, to the base composition of a secondary AlSi7Mg ingot of second fusion (or recycled aluminium).
- the process comprises the addition of grain refiner and eutectic modification agents by means of master alloys additions.
- the modifier agent Na or Sr are the most common ones and are added to achieve the modification of the eutectic Al-Si structure, which precipitates during solidification, showing a rounded morphology instead of needle structure, typical when such a modifying agent is not added. It is well known that the presence of such needle structures reduces the mechanical properties (ductility, strength) of the alloys, promoting the appearance of cracks.
- TiB master alloys are used to obtain a microstructures which shows a fine grain size and thus improving the final mechanical properties and also, reducing the porosity tendency.
- the platelet-shaped beta phases (Al 5 FeSi), so detrimental for the final mechanical properties, disappear and are substituted by globular-shaped alpha-phases (Al 8 Fe 2 Si) obtaining a substantial improvement in mechanical properties (Tensile strength, yield stress and elongation).
- the properties of the recycled alloys obtained according to the process of the present invention show mechanical properties comparable to those obtained in primary alloys.
- step e the degassed molten alloy is poured into a sand and permanent mould. After filling the mould the cast alloy solidifies and an aluminium casting is obtained.
- a T6 treatment comprises a first step of solution heat treatment, heating the castings at a temperature between 500 to 600oC for 2 to 6 hours, followed by quenching.
- the second step will consist in an artificial aging at a temperature between 150 to 180oC for 2 to 8 hours.
- an aluminium alloy casting obtainable by the above defined process presenting a tensile strength between 250-300 MPa, a yield strength between 190-230 MPa and elongation values between 4,5-9%.
- the aluminium alloy casting of the invention can be used as a component for transport components such as wheels, suspension parts, brake parts, and energetic industry components.
- a further aspect of the invention relates to a component made from recycled aluminium alloy castings such as steering knuckle, master cylinder and brake calliper.
- tensile test specimen are poured in sand mould and permanent moulds from the aluminium alloy of the invention with additions of Mn, Cr and V.
- the mechanical properties were determined with tensile test specimen according to norm (UNE UNE-EN_1706), (see fig 2 ).
- the aluminium alloys present a tensile strength of at least 250 MPa, a yield strength of at least 190 MPa and an elongation of at least 4.5 %.
- the test pieces according to the invention were submitted to microstructural analysis. The inventors found that the addition of controlled amounts of Mn, Cr and V according to the present invention eliminates the platelet-shape beta-phases (Al 5 FeSi).
- the aluminium alloys have been produced by using secondary AlSi7Mg ingots, obtained from scrap, recycled aluminium dross and other metal residues rich in aluminium.
- the following table shows the chemical compositions of recycled ingots used in the examples, with iron contents between 0.28 and 0.34 wt.%.
- Three recycled ingots (ref. I, II and III) have been used in the experimental tests (Base Composition) are shown, the rest being Al: Ingot Secondary AlSi7Mg alloy Chemical Composition (wt.%) Si Fe Cu Mn Mg Cr Ni Zn Ti Sr V Ref. I 7.11 0.34 0.06 0.09 0.27 0.017 0.01 0.07 0.07 0.005 ⁇ 0.01 Ref. II 6.94 0.28 0.04 0.04 0.28 0.004 0.00 0.04 0.14 ⁇ 0.003 ⁇ 0.01 Ref. III 6.92 0.28 0.04 0.04 0.25 ⁇ 0.01 0.01 0.04 0.16 ⁇ 0.003 ⁇ 0.01 Aluminium in balance
- the recycled ingots were melted in an electric furnace (capacity of 50 kg of molten aluminium) at 710-750oC. The melt was then alloyed and liquid treated according to the predetermined following schedule:
- the melt was held for 10 minutes between consecutive additions for chemical homogenization.
- medals were cast and analysed thereafter by means of spark emission spectrometry.
- the melt was subjected to degassing by using N 2 during approximately 20 minutes.
- the effectiveness of degassing was checked by means of Reduced Pressure or Straube-Pfeiffer Test where samples for alloy density evaluation were taken after degassing. In all cases, a minimum density of 2.65 gr/cm 3 was obtained in samples solidified in vacuum.
- the metal liquid was poured into chemically bonded sand moulds, at temperatures between 710 y 740 oC, in order to obtain tensile test specimens (norm UNE-EN-ISO 6892-1).
- the tensile test specimens ( Figure 2 ) were subjected to a T6 heat treatment in a laboratory furnace with a temperature control of ⁇ 2 oC.
- the sequences of this thermal process were the following:
- microstructures of the cast alloys were examined using optical and scanning electron microscopy: grain size, modification rate, iron rich phases and porosity have been evaluated in the tensile casting, see example in Figure 3 .
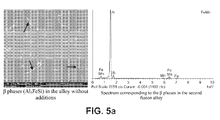
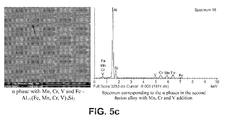
- the Figure 4 shows different morphologies of iron phases observed in recycled aluminium alloys by using optical microscopy. Iron is known to be the most common and at the same time most detrimental impurity in aluminium alloys since it causes hard and brittle iron-rich intermetallic phases to precipitate during solidification. The most detrimental phase in the microstructure is the beta-phase of the Al 5 FeSi- type because of its platelet-shape, see Figure 4a ). This figure shows a typical ⁇ -A 5 FeSi phase with a monoclinic crystal structure and plate like morphology. Such platelets may have an extension of several millimetres and appear as needles in micrographic sections.
- aluminium alloys with Mn, Cr and V additions do not present interactions with TiB master alloys (grain refiner agent) and Sr additions (modification of Si eutectic phases), obtaining good levels of grain refinement, Si modification and hydrogen degassing.
- the Figure 5 shows micrographs which correspond to aluminium alloys: a) without alloying additions (Mn, Cr, V) and b) with the additions of Mn + Cr and c) with the addition of Mn, Cr and V. From results it can be seen that in b) and c) no platelet-shape phases (beta-phases) were found when performing the aforementioned additions in the conditions previously described in opposition to a) where these platelet-shape phases can be clearly observed (see arrows pointing thereto).
- beta phase morphology (platelet-shape) is modified with the additions of Mn plus Cr or Mn plus Cr plus V, obtaining phases with a globular/chinese script morphology less harmful to mechanical properties.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Continuous Casting (AREA)
Abstract
Description
- The present invention relates to aluminium alloys, more particularly, it relates to aluminium alloy castings suitable as components for instance for vehicles, machines and electric applications which are required to have high strength and high elongation values among other properties. The present invention also relates to a process for its preparation from recycled aluminium alloys in order to obtain recycled aluminium casting free of platelet-shaped beta-phases.
- Aluminium alloys are widely used in diverse applications for instance as components in the automotive, aerospace, industrial machines, electric applications etc., because of their excellent mechanical properties as well as other technological properties such as corrosion resistance and reduced hot cracking tendency.
- For the manufacturing of aluminium alloys there are basically two different methods which differ in the raw material: the primary production (primary alloy) which is of minerals rich in aluminium (bauxite) and aluminium recycling (secondary alloy) whose raw material is dross and other residues rich in aluminium.
- The primary alloy production consists basically in reducing the oxide present in bauxite enhancing the purity of aluminium by electrolysis. The most important drawback of this method is the high quantity of energy (from 14 to 15 Kwh/kg) which is necessary to produce aluminium whereas in the aluminium recycling method the costs are about 0,5-0,75 Kwh/kg, that is lower than 5% of the primary production.
- AlSiMg alloys are nowadays one of the most common aluminium castings alloys for high safety parts, such as automotive or aerospace components, which require high mechanical properties. This alloy presents also high ductility due to the low content in impurities and to the addition of elements such as Ti or Sr which refine and modify the microstructure, respectively. AlSiMg alloys are broadly used for castings produced in sand, permanent and investment moulds.
- The high content in impurities, especially the high iron content, in secondary alloys (recycled aluminium) is considered as the main disadvantage. The iron content increases in recycled aluminium after each subsequent melting; its elimination or reduction is technically very complex and rather expensive, not being economically feasible.
- The microstructure of AlSiMg alloys presents alpha aluminium dendrites and Al-Si eutectic and other intermetallic phases among which the iron-rich ones can be highlighted. Iron is well known for being the most common and detrimental impurity in aluminium alloys for mechanical properties, promoting the appearance of hard and brittle intermetallic iron-rich phases during solidification. The platelet-shaped beta phase (Al5FeSi) is the most prejudicial since it is well known that ductility and toughness are significantly decreased. Therefore, there has been recently an increasing interest in developing methods for producing improved recycled aluminium alloys in which the formation of the beta phase is reduced and the mechanical properties are thus improved.
- Among the different methods mentioned before the chemical neutralization is the most used technique so far. The strategy was based on the inhibition of the platelet morphology by promoting the precipitation of the Al15Fe3Si2-type phase with the addition of a neutralizing element (Mn, Cr, Co and Be) and in some case controlling the condition of crystallization.
- Other methods are based on the selection of raw materials with low iron content or on dilution with pure primary aluminium. Other methods relate to sweat melting and sedimentation of iron rich intermetallic phases by the so called sludge. However, all these methods result in considerable aluminium losses (about 10%) and are therefore unacceptable.
- The patent
WO 97/13882 - In spite of the variety of methods in the state of the art, there is still the necessity of providing a method for obtaining recycled aluminium castings with mechanical properties close to those obtained in primary alloys, but at much lower production costs. The method is based on obtaining free platelet-shaped beta-phases aluminium castings by using recycled aluminium with high iron content.
-
-
Figure 1 . Table showing the chemical composition of AlSi7Mg alloys with additions of Mn, Cr and V to recycled ingots (Base Composition). -
Figure 2 : Tensile test casting used to evaluate the mechanical properties. -
Figure 3 : General view of secondary AlSi7Mg alloy with Mn, Cr and V additions, correctly degasified, not presenting porosity. -
Figure 4 : Optical micrographs showing iron-rich intermetallic phases: a) platelet-shape β-Al5FeSi phase in a secondary AlSi7Mg alloy without Mn, Cr or V additions, b) α-phases with globular shape in a secondary AlSi7Mg alloy with Mn, Cr and V additions. -
Figure 5 : Backscattered electron images and EDX spectrum of three different secondary AlSi7Mg alloy showing the different intermetallic iron rich precipitates (β-Al5FeSi, α-Al15(Fe,Mn,Cr,V)3Si2) depending on the alloying element added (Mn, Cr, V); a) without alloying elements; b) with Mn and Cr additions and c) with Mn, Cr and V additions. - One aspect of the present invention refers to an iron containing aluminium alloy, hereinafter referred to as the alloy of the invention, which is free from primary platelet-shaped beta-phase of the Al5FeSi-type in the solidified structure presenting the following compositions (amounts expressed in weight percentage, wt.% in respect to the total weight of the alloy):
Si 6.00 - 9.50 Fe 0.15 - 0.60 Mn 0.04 - 0.60 Mg 0.20 - 0.70 Cr 0.01 - 0.60 Ti 0.05 - 0.30 Sr and/or Na 0.001 - 0.25 V 0.00 - 0.60 Cu 0.01 - 0.25 Ni 0.01 - 0.1 Zn 0.01 - 0.1 - the balance being Al and incidental impurities.
- In a particular embodiment the iron-containing aluminium alloy of the invention presents a composition characterized in that the amount of Mn plus Cr in weight percentage is equal or larger than 50 % of Fe amount.
- In another particular embodiment the iron-containing aluminium alloy of the invention presents a composition characterized in that the amount of Mn plus Cr plus V in weight percentage is equal or larger than 50 % of Fe amount.
- In a further particular embodiment the iron-containing aluminium alloy of the invention presents a Fe content between 0.15 - 0.40% in weight percentage and an amount of Mn plus Cr plus V comprised between 0.15 - 0.40 wt.%.
- In another aspect the present invention refers to a process for the preparation of the aluminium alloy of the invention comprising the following steps:
- a) Melting a secondary AlSi7Mg ingot from recycled aluminium.
- b) Adding the alloying elements:
- (i) Mn + Cr or
- (ii) Mn+Cr+V
in suitable amounts
- c) Adding a grain refiner and a eutectic silicon modification agent.
- d) Submitting the molten alloy obtained in step c) to a degassing process.
- e) Introducing the degassed molten alloy in a mould.
- f) Casting solidification inside the mould.
- g) Casting extraction from the mould.
- During the melting process of secondary ingots, due to the humidity of both the ingots and ambient itself, and also due to the affinity of the aluminium for oxygen, Al2O3 and H2 are formed. The alumina originated by this way becomes part of the dross and the free hydrogen is dissolved into the melt. The presence of hydrogen generates pores in the solidified castings reducing the ductility and strength. Therefore, the process of the invention comprises the degassing process according to already known methods such as treating the molten alloy with dry nitrogen or dry argon until the hydrogen content dissolved in the melt is low enough.
- The process comprises the addition of alloying elements added as pure elements or as master alloys. The present invention resides in the addition of alloying elements: Mn+Cr o Mn+Cr+V, to the base composition of a secondary AlSi7Mg ingot of second fusion (or recycled aluminium).
- The process comprises the addition of grain refiner and eutectic modification agents by means of master alloys additions. The modifier agent Na or Sr are the most common ones and are added to achieve the modification of the eutectic Al-Si structure, which precipitates during solidification, showing a rounded morphology instead of needle structure, typical when such a modifying agent is not added. It is well known that the presence of such needle structures reduces the mechanical properties (ductility, strength) of the alloys, promoting the appearance of cracks. In the case of refining agents, TiB master alloys are used to obtain a microstructures which shows a fine grain size and thus improving the final mechanical properties and also, reducing the porosity tendency.
- According to the process for the preparation of the aluminium alloy of the invention, the platelet-shaped beta phases (Al5FeSi), so detrimental for the final mechanical properties, disappear and are substituted by globular-shaped alpha-phases (Al8Fe2Si) obtaining a substantial improvement in mechanical properties (Tensile strength, yield stress and elongation). The properties of the recycled alloys obtained according to the process of the present invention show mechanical properties comparable to those obtained in primary alloys.
- In step e), the degassed molten alloy is poured into a sand and permanent mould. After filling the mould the cast alloy solidifies and an aluminium casting is obtained.
- The aluminium alloys used in high responsibility castings need to fulfil certain mechanical and technological properties. For this reason, these parts are generally submitted to a T6 heat treatment. Another aspect of the present invention relates to a process for making an aluminium alloy casting which comprises submitting the solidified casting as described above to a T6 heat treatment. A T6 treatment comprises a first step of solution heat treatment, heating the castings at a temperature between 500 to 600ºC for 2 to 6 hours, followed by quenching. The second step will consist in an artificial aging at a temperature between 150 to 180ºC for 2 to 8 hours.
- In a further aspect of the invention refers to an aluminium alloy casting obtainable by the above defined process presenting a tensile strength between 250-300 MPa, a yield strength between 190-230 MPa and elongation values between 4,5-9%.
- The aluminium alloy casting of the invention can be used as a component for transport components such as wheels, suspension parts, brake parts, and energetic industry components.
- A further aspect of the invention relates to a component made from recycled aluminium alloy castings such as steering knuckle, master cylinder and brake calliper.
- According to the invention tensile test specimen are poured in sand mould and permanent moulds from the aluminium alloy of the invention with additions of Mn, Cr and V. The mechanical properties were determined with tensile test specimen according to norm (UNE UNE-EN_1706), (see
fig 2 ). The aluminium alloys present a tensile strength of at least 250 MPa, a yield strength of at least 190 MPa and an elongation of at least 4.5 %. The test pieces according to the invention were submitted to microstructural analysis. The inventors found that the addition of controlled amounts of Mn, Cr and V according to the present invention eliminates the platelet-shape beta-phases (Al5FeSi). - On the other hand no interactions have been observed between the additions of Mn, Cr and V and structure modifying elements, such as Ti, B, Na and Sr. No differences have been observed in the grain refinement and Al-Si eutectic modification, with or without additions of Mn, Cr, V. There has not been observed either any interferences of the Mn, Cr, V elements with the conventional degassing method.
- According to the scope of the invention, besides the additions of Mn, Cr and V other elements may be added for other purposes, without affecting the modification characteristics of the iron phases due to the presence of these elements.
- The foregoing is illustrative of the present invention. However, this invention is not limited to the following precise embodiments described herein, but encompasses all equivalent modifications within the scope of the claims which follow.
- The aluminium alloys have been produced by using secondary AlSi7Mg ingots, obtained from scrap, recycled aluminium dross and other metal residues rich in aluminium. The following table shows the chemical compositions of recycled ingots used in the examples, with iron contents between 0.28 and 0.34 wt.%. Three recycled ingots (ref. I, II and III) have been used in the experimental tests (Base Composition) are shown, the rest being Al:
Ingot Secondary AlSi7Mg alloy Chemical Composition (wt.%) Si Fe Cu Mn Mg Cr Ni Zn Ti Sr V Ref. I 7.11 0.34 0.06 0.09 0.27 0.017 0.01 0.07 0.07 0.005 <0.01 Ref. II 6.94 0.28 0.04 0.04 0.28 0.004 0.00 0.04 0.14 <0.003 <0.01 Ref. III 6.92 0.28 0.04 0.04 0.25 <0.01 0.01 0.04 0.16 <0.003 <0.01 Aluminium in balance - The recycled ingots were melted in an electric furnace (capacity of 50 kg of molten aluminium) at 710-750ºC. The melt was then alloyed and liquid treated according to the predetermined following schedule:
- 1. Ti was added to the melt (only to the melt of Ref I) in the form of TiB master alloys (5%Ti-1% B) in order to adjust the Ti content between 0.15 - 0.20 wt.%.
- 2. Thereafter Mn, Cr, V were added by using master alloys. The specific quantities of the alloying elements were added using master alloys:
- o By using Mn-90 wt.% (Al-10 wt.%).
- o By using Cr-80 wt.% (Al-20 wt.%).
- o By using V-10 wt.% (Al-90 wt.%).
- 3. Finally, Sr-10% master alloy was added to the melt to adjust the Sr content between 0.005-0.025% Sr; and Mg was added in order to adjust its content between 0.25 - 0.70% Mg in agreement with the norm UNE-EN 1706 (AlSi7Mg).
- The melt was held for 10 minutes between consecutive additions for chemical homogenization.
- In order to determine the composition of the alloys that had been produced, medals were cast and analysed thereafter by means of spark emission spectrometry.
- Once the aluminium alloys were tested to have the correct chemical compositions, (see Table in
Figure 1 ), the melt was subjected to degassing by using N2 during approximately 20 minutes. The effectiveness of degassing (the presence of hydrogen in aluminium) was checked by means of Reduced Pressure or Straube-Pfeiffer Test where samples for alloy density evaluation were taken after degassing. In all cases, a minimum density of 2.65 gr/cm3 was obtained in samples solidified in vacuum. - Then, the next step was as follows: The metal liquid was poured into chemically bonded sand moulds, at temperatures between 710 y 740 ºC, in order to obtain tensile test specimens (norm UNE-EN-ISO 6892-1).
- The tensile test specimens (
Figure 2 ) were subjected to a T6 heat treatment in a laboratory furnace with a temperature control of ± 2 ºC. The sequences of this thermal process were the following: - 1. Solution heat treatment for 7.5 h at 540 ºC,
- 2. After solution heat treatment, the samples were quenched in water at room temperature,
- 3. Alter quenching; the final step is the artificial aging of the samples for 5.5h at 155ºC.
- The microstructures of the cast alloys were examined using optical and scanning electron microscopy: grain size, modification rate, iron rich phases and porosity have been evaluated in the tensile casting, see example in
Figure 3 . - The
Figure 4 shows different morphologies of iron phases observed in recycled aluminium alloys by using optical microscopy. Iron is known to be the most common and at the same time most detrimental impurity in aluminium alloys since it causes hard and brittle iron-rich intermetallic phases to precipitate during solidification. The most detrimental phase in the microstructure is the beta-phase of the Al5FeSi- type because of its platelet-shape, seeFigure 4a ). This figure shows a typical β-A5FeSi phase with a monoclinic crystal structure and plate like morphology. Such platelets may have an extension of several millimetres and appear as needles in micrographic sections. In order to avoid the platelet morphology, chemical neutralization (additions of MnCrV or MnCr) are used according to the present invention which have been shown to inhibit this beta morphology promoting the precipitation of α-Al15(Fe,Mn,Cr,V)3Si2 with globular/chinese script morphology, as shown inFigure 4.b ), containing substantial amounts of alloying elements (Mn, Cr, V). - The aluminium alloys with Mn, Cr and V additions do not present interactions with TiB master alloys (grain refiner agent) and Sr additions (modification of Si eutectic phases), obtaining good levels of grain refinement, Si modification and hydrogen degassing.
- When the content of the rest of chemicals elements keep constant, it is possible to study el effect of Mn, Cr and V by varying the content of these latter ones. Several chemical compositions were prepared in accordance with the present invention, see Table in
Figure 1 . - In order to determine the effectiveness of beta-phases modification, metallographic analyses were performed in all the tensile specimens. Optical microscopy and scanning electron microscopy, SEM, were used. The preparation procedure consisted of sectioning, grinding and polishing of the specimens.
- The
Figure 5 shows micrographs which correspond to aluminium alloys: a) without alloying additions (Mn, Cr, V) and b) with the additions of Mn + Cr and c) with the addition of Mn, Cr and V. From results it can be seen that in b) and c) no platelet-shape phases (beta-phases) were found when performing the aforementioned additions in the conditions previously described in opposition to a) where these platelet-shape phases can be clearly observed (see arrows pointing thereto). Therefore, with the obtained results, it is possible to conclude that the beta phase morphology (platelet-shape) is modified with the additions of Mn plus Cr or Mn plus Cr plus V, obtaining phases with a globular/chinese script morphology less harmful to mechanical properties. - In order to characterize the mechanical properties of aluminium cast alloys according to the invention, tensile test specimens were tested at room temperature in accordance with the method established in the norm UNE-EN-ISO 6892-1. Tensile tests were carried out using an Instron Universal testing machine to obtain yield strength (R 0,2, MPa), ultimate stress (R m, MPa) and elongation percentage (%). From tensile tests, the following yield strength, ultimate stress and elongation have been achieved:
- Yield strength, R 0.2 = 200 MPa.
- Ultimate stress, R m = 274 MPa.
- Elongation = 8.5 %.
Claims (10)
- An iron containing aluminium alloy free of primary platelet-shaped beta-phase of the Al5FeSi-type in the solidified structure presenting the following composition (amounts expressed in % by weight in respect to the total weight of the alloy):
Si 6.00 - 9.50 Fe 0.15 - 0.60 Mn 0.04 - 0.60 Mg 0.20 - 0.70 Cr 0.01 - 0.60 Ti 0.05 - 0.30 Sr and/or Na 0.001 - 0.25 V 0.00 - 0.60 Cu 0.01 - 0.25 Ni 0.01 - 0.1 Zn 0.01 - 0.1 - An iron-containing aluminium alloy according to claim 1, presenting a composition characterized in that the total amount of Mn and Cr in weight percentage (wt.%) is equal or larger than 50 % of the Fe amount.
- An iron-containing aluminium alloy according to claim 1, presenting a composition characterized in that the total amount of Mn, Cr and V in weight percentage (wt.%) is equal or larger than 50 % of the Fe amount.
- An iron-containing aluminium alloy according to claim 1, presenting a Fe content of 0.15 - 0.40% by weight and an amount of Mn, Cr and V taken together which is comprised between 0.15 - 0.40 % by weight.
- A process for the preparation of the aluminium alloy of claims 1 to 4, comprising the following steps:a) Melting a secondary AlSi7Mg ingot from recycled aluminium.b) Adding the alloying elements:(i) Mn + Cr or(ii) Mn+Cr+V
in suitable amountsc) Adding a grain refiner and a eutectic silicon modification agentd) Submitting the molten alloy obtained in step c) to a degassing processe) Introducing the degassed molten alloy in a mouldf) Casting solidification inside the mouldg) Casting extraction from the mould. - A process according to claim 5, wherein the alloying elements are added as pure elements or as master alloys.
- A process for making an aluminium alloy casting which comprises submitting a solidified casting as obtained according to the process of claims 5 or 6, to a T6 heat treatment.
- An aluminium alloy casting presenting tensile strength between 250-300 MPa, a yield strength between 190-230 MPa and elongation values between 4,5-9% obtainable by the process of claim 7.
- Use of the aluminium alloy casting of claim 8, as a component for transport components selected from wheels, suspension parts and brake parts, or as a component for energetic industry.
- A component made from the aluminium alloy casting of claim 8, selected from steering knuckle, master cylinder and brake calliper.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20100382360 EP2471967B1 (en) | 2010-12-28 | 2010-12-28 | Method for obtaining improved mechanical properties in recycled aluminium castings free of platelet-shaped beta-phases |
| ES10382360.5T ES2507865T3 (en) | 2010-12-28 | 2010-12-28 | Method to obtain improved mechanical properties in plate-shaped beta-free recycled aluminum molds |
| PCT/ES2011/070911 WO2012089886A2 (en) | 2010-12-28 | 2011-12-28 | Method for obtaining improved mechanical properties in recycled aluminum castings free of beta phases in the form of a sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20100382360 EP2471967B1 (en) | 2010-12-28 | 2010-12-28 | Method for obtaining improved mechanical properties in recycled aluminium castings free of platelet-shaped beta-phases |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2471967A1 true EP2471967A1 (en) | 2012-07-04 |
| EP2471967B1 EP2471967B1 (en) | 2014-07-09 |
Family
ID=44279841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20100382360 Active EP2471967B1 (en) | 2010-12-28 | 2010-12-28 | Method for obtaining improved mechanical properties in recycled aluminium castings free of platelet-shaped beta-phases |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2471967B1 (en) |
| ES (1) | ES2507865T3 (en) |
| WO (1) | WO2012089886A2 (en) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103290277A (en) * | 2013-05-23 | 2013-09-11 | 宁国市锦泰高科铝业有限责任公司 | High-purity high-strength aluminum alloy for ship cooling system and preparation method thereof |
| CN105063392A (en) * | 2015-08-13 | 2015-11-18 | 安徽优合铝业科技有限公司 | Hub casting and forming technology |
| EP3124632A1 (en) * | 2015-07-28 | 2017-02-01 | Univerzita J. E. Purkyne v Usti nad Labem | Aluminum alloy, in particular for the production of mould segment castings for forming tyres, and the method of heat treatment of mould segment castings. |
| US20170121793A1 (en) * | 2015-04-15 | 2017-05-04 | Daiki Aluminium Industry Co., Ltd. | Aluminum alloy for die casting, and aluminum alloy die cast produced using same |
| WO2017165962A1 (en) * | 2016-03-31 | 2017-10-05 | Rio Tinto Alcan International Limited | Aluminum alloys having improved tensile properties |
| CN110121566A (en) * | 2016-12-22 | 2019-08-13 | Ksm铸造集团有限公司 | Ceralumin |
| WO2019217319A1 (en) * | 2018-05-07 | 2019-11-14 | Alcoa Usa Corp. | Al-Mg-Si-Mn-Fe CASTING ALLOYS |
| CN110923487A (en) * | 2019-12-11 | 2020-03-27 | 苏州大学 | Method for separating Fe element from aluminum alloy waste |
| DE102019205267B3 (en) * | 2019-04-11 | 2020-09-03 | Audi Ag | Die-cast aluminum alloy |
| CN111719068A (en) * | 2020-05-30 | 2020-09-29 | 苏州慧金新材料科技有限公司 | Alloy material for mobile phone middle plate and preparation method and application thereof |
| CN113215455A (en) * | 2021-05-11 | 2021-08-06 | 苏州菲姆卡金属科技有限公司 | High-quality secondary aluminum and preparation method thereof |
| US11214496B2 (en) | 2016-03-29 | 2022-01-04 | Tosoh Corporation | Electrolytic manganese dioxide and method for its production, and its application |
| CN115125418A (en) * | 2021-03-26 | 2022-09-30 | 本田技研工业株式会社 | Aluminum alloy, method for producing layered structure, and layered structure |
| DE102021129329A1 (en) | 2021-11-11 | 2023-05-11 | Bayerische Motoren Werke Aktiengesellschaft | Process for producing an aluminum alloy and component |
| CN116403755A (en) * | 2023-04-12 | 2023-07-07 | 北京理工大学 | High-strength high-conductivity regenerated aluminum alloy wire and preparation method thereof |
| EP4273286A1 (en) * | 2022-05-05 | 2023-11-08 | Nio Technology (Anhui) Co., Ltd | Aluminum alloy and component part prepared therefrom |
| US20230407446A1 (en) * | 2022-06-21 | 2023-12-21 | GM Global Technology Operations LLC | Trace element modification of iron-rich phase in aluminum-silicon alloys to accommodate high iron content |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115927925A (en) * | 2021-09-24 | 2023-04-07 | 通用汽车环球科技运作有限责任公司 | Low-carbon footprint cast aluminum component |
| CN115323208B (en) * | 2022-08-16 | 2023-06-02 | 沈阳西蒙科技有限公司 | Low-hydrogen and low-slag-inclusion cast structural member and casting production method thereof |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997013882A1 (en) | 1995-10-10 | 1997-04-17 | Opticast Ab | A METHOD OF REDUCING THE FORMATION OF PRIMARY PLATLET-SHAPED BETA-PHASE IN IRON CONTAINING AlSi-ALLOYS, IN PARTICULAR IN Al-Si-Mn-Fe ALLOYS |
| JPH1112705A (en) * | 1997-06-20 | 1999-01-19 | Sumitomo Light Metal Ind Ltd | Production of high strength aluminum alloy forging excellent in machinability |
| EP0997550A1 (en) * | 1998-10-05 | 2000-05-03 | Alusuisse Technology & Management AG | Method for fabricating a component from an aluminium alloy by pressure die-casting |
| WO2005071127A1 (en) * | 2004-01-09 | 2005-08-04 | Alcoa Inc. | Al-si-mn-mg alloy for forming automotive structural parts by casting and t5 heat treatment |
| US20090297393A1 (en) * | 2006-07-14 | 2009-12-03 | Bdw Technologies Gmbh | Aluminum alloy and the utilization thereof for a cast component, in particular a motor vehicle |
-
2010
- 2010-12-28 ES ES10382360.5T patent/ES2507865T3/en active Active
- 2010-12-28 EP EP20100382360 patent/EP2471967B1/en active Active
-
2011
- 2011-12-28 WO PCT/ES2011/070911 patent/WO2012089886A2/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997013882A1 (en) | 1995-10-10 | 1997-04-17 | Opticast Ab | A METHOD OF REDUCING THE FORMATION OF PRIMARY PLATLET-SHAPED BETA-PHASE IN IRON CONTAINING AlSi-ALLOYS, IN PARTICULAR IN Al-Si-Mn-Fe ALLOYS |
| JPH1112705A (en) * | 1997-06-20 | 1999-01-19 | Sumitomo Light Metal Ind Ltd | Production of high strength aluminum alloy forging excellent in machinability |
| EP0997550A1 (en) * | 1998-10-05 | 2000-05-03 | Alusuisse Technology & Management AG | Method for fabricating a component from an aluminium alloy by pressure die-casting |
| WO2005071127A1 (en) * | 2004-01-09 | 2005-08-04 | Alcoa Inc. | Al-si-mn-mg alloy for forming automotive structural parts by casting and t5 heat treatment |
| US20090297393A1 (en) * | 2006-07-14 | 2009-12-03 | Bdw Technologies Gmbh | Aluminum alloy and the utilization thereof for a cast component, in particular a motor vehicle |
Non-Patent Citations (2)
| Title |
|---|
| KOCH H ET AL: "Eisenarme Aluminium-Druckgusslegierungen als Substitutionswerkstoff fuer Stahlblechkonstruktionen im Automobilbau // Low-iron aluminum die cast alloys as substitute material for steel sheet constructions in automobile manufacture", GIESSEREIPRAXIS, FACHVERLAG SCHIELE UND SCHON GMBH, BERLIN, DE, no. 4, 1 January 2000 (2000-01-01), pages 148 - 152, XP009099393, ISSN: 0016-9781 * |
| KOPPER, ADAM ET AL: "Solder resistance mechanisms of novel Al-Sr-Si die casting alloys", LIGHT METALS (WARRENDALE, PA, UNITED STATES) 801-805 CODEN: LMPMDF; ISSN: 0147-0809, 2006, XP009150752 * |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103290277A (en) * | 2013-05-23 | 2013-09-11 | 宁国市锦泰高科铝业有限责任公司 | High-purity high-strength aluminum alloy for ship cooling system and preparation method thereof |
| US20170121793A1 (en) * | 2015-04-15 | 2017-05-04 | Daiki Aluminium Industry Co., Ltd. | Aluminum alloy for die casting, and aluminum alloy die cast produced using same |
| EP3124632A1 (en) * | 2015-07-28 | 2017-02-01 | Univerzita J. E. Purkyne v Usti nad Labem | Aluminum alloy, in particular for the production of mould segment castings for forming tyres, and the method of heat treatment of mould segment castings. |
| CN105063392A (en) * | 2015-08-13 | 2015-11-18 | 安徽优合铝业科技有限公司 | Hub casting and forming technology |
| US11214496B2 (en) | 2016-03-29 | 2022-01-04 | Tosoh Corporation | Electrolytic manganese dioxide and method for its production, and its application |
| WO2017165962A1 (en) * | 2016-03-31 | 2017-10-05 | Rio Tinto Alcan International Limited | Aluminum alloys having improved tensile properties |
| US11198925B2 (en) | 2016-03-31 | 2021-12-14 | Rio Tinto Alcan International Limited | Aluminum alloys having improved tensile properties |
| CN110121566A (en) * | 2016-12-22 | 2019-08-13 | Ksm铸造集团有限公司 | Ceralumin |
| WO2019217319A1 (en) * | 2018-05-07 | 2019-11-14 | Alcoa Usa Corp. | Al-Mg-Si-Mn-Fe CASTING ALLOYS |
| DE102019205267B3 (en) * | 2019-04-11 | 2020-09-03 | Audi Ag | Die-cast aluminum alloy |
| CN110923487A (en) * | 2019-12-11 | 2020-03-27 | 苏州大学 | Method for separating Fe element from aluminum alloy waste |
| CN111719068A (en) * | 2020-05-30 | 2020-09-29 | 苏州慧金新材料科技有限公司 | Alloy material for mobile phone middle plate and preparation method and application thereof |
| CN115125418A (en) * | 2021-03-26 | 2022-09-30 | 本田技研工业株式会社 | Aluminum alloy, method for producing layered structure, and layered structure |
| CN113215455A (en) * | 2021-05-11 | 2021-08-06 | 苏州菲姆卡金属科技有限公司 | High-quality secondary aluminum and preparation method thereof |
| DE102021129329A1 (en) | 2021-11-11 | 2023-05-11 | Bayerische Motoren Werke Aktiengesellschaft | Process for producing an aluminum alloy and component |
| EP4273286A1 (en) * | 2022-05-05 | 2023-11-08 | Nio Technology (Anhui) Co., Ltd | Aluminum alloy and component part prepared therefrom |
| US20230407446A1 (en) * | 2022-06-21 | 2023-12-21 | GM Global Technology Operations LLC | Trace element modification of iron-rich phase in aluminum-silicon alloys to accommodate high iron content |
| CN116403755A (en) * | 2023-04-12 | 2023-07-07 | 北京理工大学 | High-strength high-conductivity regenerated aluminum alloy wire and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2471967B1 (en) | 2014-07-09 |
| ES2507865T3 (en) | 2014-10-15 |
| WO2012089886A2 (en) | 2012-07-05 |
| WO2012089886A3 (en) | 2012-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2471967B1 (en) | Method for obtaining improved mechanical properties in recycled aluminium castings free of platelet-shaped beta-phases | |
| EP2350330B1 (en) | Magnesium alloys containing rare earths | |
| KR102609410B1 (en) | die casting alloy | |
| US7087125B2 (en) | Aluminum alloy for producing high performance shaped castings | |
| CN111032897A (en) | Method of forming cast aluminum alloy | |
| KR101124235B1 (en) | Aluminium alloy and aluminium alloy casting | |
| EP1882753A1 (en) | Aluminium alloy | |
| CN110714148A (en) | High-performance semi-solid die-casting aluminum alloy and preparation method thereof | |
| EP1882754B1 (en) | Aluminium alloy | |
| CN108396204B (en) | Hypoeutectic aluminum-silicon alloy casting and process method for improving performance thereof | |
| CN102912196A (en) | Aluminum-silicon-magnesium cast aluminum alloy and manufacturing method thereof | |
| GB2500825A (en) | An Al-Mg-Si-Mn alloy and a method of producing such an alloy | |
| CN107447142B (en) | Tough high Alcoa of a kind of automobile height and preparation method thereof | |
| CN108251714A (en) | A kind of high tough aluminium alloy of extrusion casint and its extrusion casting method | |
| CN113106306A (en) | High-strength corrosion-resistant 5xxx series alloy and preparation method thereof | |
| CN110218917B (en) | Alloy aluminum bar containing rare earth elements and preparation process thereof | |
| CN113584361B (en) | High-strength corrosion-resistant 7-series aluminum alloy and casting method thereof | |
| CN114457266A (en) | Ultrahigh-strength and toughness cast aluminum alloy and forming method thereof | |
| CN115418535B (en) | Aluminum alloy material, preparation method and application thereof, and aluminum alloy product | |
| KR101499096B1 (en) | Aluminum alloy and manufacturing method thereof | |
| US8016957B2 (en) | Magnesium grain-refining using titanium | |
| Haro et al. | Influence of solutionising and aging temperatures on microstructure and mechanical properties of cast Al–Si–Cu alloy | |
| KR100840385B1 (en) | Heat resisting aluminum alloy | |
| CN111118358A (en) | Er-containing castable wrought Al-Cu alloy | |
| CN115125422B (en) | Corrosion-resistant high-strength-toughness Al-Li-Cu-Zr-Er alloy plate and preparation method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20121218 |
|
| 17Q | First examination report despatched |
Effective date: 20130219 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CASA MARISTAS AZTERLAN Owner name: BEFESA ALUMINIO, S.L. |
|
| INTG | Intention to grant announced |
Effective date: 20140211 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 676632 Country of ref document: AT Kind code of ref document: T Effective date: 20140715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010017334 Country of ref document: DE Effective date: 20140821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2507865 Country of ref document: ES Kind code of ref document: T3 Effective date: 20141015 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 676632 Country of ref document: AT Kind code of ref document: T Effective date: 20140709 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140709 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141009 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141009 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141110 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141109 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602010017334 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| 26 | Opposition filed |
Opponent name: TRIMET ALUMINIUM SE Effective date: 20150407 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: BORGWARNER, INC. Effective date: 20150408 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602010017334 Country of ref document: DE Effective date: 20150407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141228 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20101228 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140709 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230929 Year of fee payment: 14 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240102 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231229 Year of fee payment: 14 |