EP2409082B1 - Vorrichtung zur montage eines hitzeschildelementes - Google Patents
Vorrichtung zur montage eines hitzeschildelementes Download PDFInfo
- Publication number
- EP2409082B1 EP2409082B1 EP20100702474 EP10702474A EP2409082B1 EP 2409082 B1 EP2409082 B1 EP 2409082B1 EP 20100702474 EP20100702474 EP 20100702474 EP 10702474 A EP10702474 A EP 10702474A EP 2409082 B1 EP2409082 B1 EP 2409082B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat shield
- screw
- shield element
- mounting device
- mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23R—GENERATING COMBUSTION PRODUCTS OF HIGH PRESSURE OR HIGH VELOCITY, e.g. GAS-TURBINE COMBUSTION CHAMBERS
- F23R3/00—Continuous combustion chambers using liquid or gaseous fuel
- F23R3/007—Continuous combustion chambers using liquid or gaseous fuel constructed mainly of ceramic components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23M—CASINGS, LININGS, WALLS OR DOORS SPECIALLY ADAPTED FOR COMBUSTION CHAMBERS, e.g. FIREBRIDGES; DEVICES FOR DEFLECTING AIR, FLAMES OR COMBUSTION PRODUCTS IN COMBUSTION CHAMBERS; SAFETY ARRANGEMENTS SPECIALLY ADAPTED FOR COMBUSTION APPARATUS; DETAILS OF COMBUSTION CHAMBERS, NOT OTHERWISE PROVIDED FOR
- F23M5/00—Casings; Linings; Walls
- F23M5/04—Supports for linings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23R—GENERATING COMBUSTION PRODUCTS OF HIGH PRESSURE OR HIGH VELOCITY, e.g. GAS-TURBINE COMBUSTION CHAMBERS
- F23R2900/00—Special features of, or arrangements for continuous combustion chambers; Combustion processes therefor
- F23R2900/00017—Assembling combustion chamber liners or subparts
Definitions
- the invention relates to a mounting device for mounting a heat shield element, a method for mounting a heat shield element and a use of the mounting device with the mentioned in the preamble of each independent claims features.
- High performance ceramic heat shields are used in many engineering applications to withstand temperatures up to 1600 degrees Celsius.
- the heat shields of turbine engines such as gas turbines and turbine engines, such as those used in power-generating power plants and in larger aircraft, have correspondingly large shielded by heat shields surfaces inside their combustion chambers.
- the shield must be composed of a plurality of individual ceramic heat shield elements spaced apart from one another with sufficient clearance. This gap provides the heat shield elements with sufficient space for thermal expansion.
- a cooling fluid in the form of cooling air is blown through cooling passages as an effective countermeasure through the gaps in the direction of the combustion chamber.
- This cooling air is also used to selectively blow the metal brackets, with which the ceramic heat shield elements (CHS, Ceramic Heat Shields) are clamped to the support structure, and thus to cool.
- CHS Ceramic Heat Shields
- brackets In order to carry out the brackets as simply and integrally as possible, a construction is known in which these brackets on the one hand in the support structure encircling circular and parallel groove inserted and on the other hand clamped with trained gripping portions in holder grooves be formed in lateral edges of the ceramic heat shield elements.
- the heat shield elements are successively inserted with the holders in the grooves of the support structure, wherein the trailing elements obstruct the previously positioned in their positions.
- a circular series of heat shield elements can be formed in a combustion chamber of a gas turbine.
- the last remaining heat shield element can no longer be mounted in this way because the mutually present adjacent heat shield elements block a tangentially directed assembly movement.
- a last heat shield element is referred to as a dummy plate or dummy. Consequently, solutions are used with screws for attaching the last heat shield element, which allow mounting of the heat shield element in the direction of the surface normal of the support structure.
- a known screw used for this purpose four screws which engage in the recess formed in lateral edges of the heat shield element for this purpose.
- This solution is often disadvantaged because the assembly brings a handling problem with it.
- the handling of the four screws enforces, for example, the use of fixatives such as bonding or adhesive tape, which are not reliable, so that the screws can be lost and must necessarily be found because of high risk of damage.
- an overhead mounting unfavorable because the screws can tilt by fixing with tape and thus can not be inserted into the holes provided. Since this is the last heat shield element, the screw can not be positioned by hand, but must be threaded into the holes using an Allen key - without sight.
- EP 1 701 095 A1 and EP 0 558 540 B1 describe by way of example a heat shield as described above with the described advantages and disadvantages.
- the heat shield elements are often referred to as stones and retaining elements holding them stone holder.
- EP 1555 443 describes a device for mounting a heat shield element.
- the object of the present invention is to make the mounting of a heat shield element in the direction of the surface normal of the support structure of a heat shield constructed from a plurality of heat shield elements safe and uncomplicated.
- the invention according to a first aspect of a mounting device for mounting a planar-shaped heat shield element of a plurality of adjacently arranged heat shield elements having heat shield by means of at least one screw on a support structure.
- the mounting direction in the direction of the surface normal of the support structure.
- the heat shield element has four openings for passing through four screwdrivers.
- a frame is provided with means for holding four screwing tools and at least one holding device for holding the heat shield element to the frame, such that the position of the four screwing tools and at least one holding device with respect to each other is maintained.
- the holding device for holding the heat shield element to the frame is designed as a suction cup with which a good suction connection can be achieved on the usually smooth surface of the heat shield element.
- the holding device for holding the heat shield element to the frame can be firmly connected to the frame.
- the holding device for holding the heat shield element to the frame with the frame can be connected in height adjustable. This allows an adaptation of the mounting device to the task.
- At least one means for holding at least one screwing tool is designed to be rotatable and / or tiltable and / or translationally displaceable relative to the frame.
- the means for holding at least one screwing tool is preferably designed as a ball joint, and the ball joint is acted upon by a defined predetermined stiffness or friction, whereby the screwing tool is flexibly adjustable and at the same time fixable in an reached position.
- the mounting device according to the invention is adapted to mount existing dummy heat shield elements with four screw connections when four screwing tools are provided for four respectively corresponding fastening screws.
- the four screwdrivers are equipped with a handle for manual operation of the screwdriving tools.
- This handle is designed for example in the simplest case as a cylindrical thickening of the head portion of the screwing.
- each screwing tool with its tool tip can be inserted into a recess formed in the head of a fastening screw mold cavity.
- the shape of the recess corresponding to the screw fastening screw of the screw of the heat shield element is preferably designed as a Allen, cross or transverse slot coupling or a differently formed engagement recess.
- the objects according to the invention are achieved by a method for mounting a heat shield element with the aid of a mounting device according to a preferred embodiment described above.
- the objects according to the invention are achieved by using the mounting device for mounting a last heat shield element of a heat shield, which terminates a series of preassembled neighboring heat shield elements.
- the heat shield is preferably used for lining a wall of a turbine engine which has been flown by hot combustion gases and which can be designed, in particular, as a gas turbine.
- turbine engines are used as drive units of power generators in power plants or as engines in large aircraft.
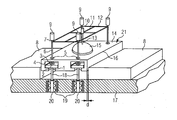
- the preferred embodiment of the mounting device according to the invention shown in Figure 1 is mounted on a heat shield element 14 of known construction.
- the heat shield element 14 is designed for vertical screwing to the support structure 17 and has for this purpose on two opposite side edges in each case two recesses 4, which are preferably rectangular in this case, so that they are respectively inserted into them discs or angle plates 2 are fixed against rotation ,
- Each recess 4 further has a lateral recess 1, in which the rod body of a fastening screw 18 is inserted laterally.
- the fastening screw 18 with the disk or the Wikelblech 2 can thus be inserted laterally into the lateral recess 1 and recess 4.
- a mold cavity for receiving a correspondingly shaped tool tip of a screwing tool is provided in the head of the fastening screw 18.
- This mold recess and the tool tip is preferably designed as one of the known Inbusstecktagenen, but may also have other shapes, such as cross or transverse slot.
- the diameter of this access opening 5 is substantially smaller than the diameter of the head 2 of the fastening screw 18 and is dimensioned such that it is sufficient to allow a screwing tool 6 to pass.
- hot combustion gases therefore pass only to a limited extent through the minimized in size access openings 5 in the wells 4 to the metallic discs 2 and heads 3 of the mounting screws 18.
- the wells 4 are flushed by the cooling fluid through the intermediate column d is blown from the support structure 17 into the combustion chamber to lock the wells 4 against the entry of hot gas.
- a part of the cooling fluid which is usually present as cooling air, can also pass through the access opening 5 into the combustion chamber.
- the intermediate gap d is provided, the thermal Extension of individual Hitzschild elements 8, 14 to provide sufficient space.
- Each fastening screw 18 is screwed into a screw connection in the support structure 17, which in the present example is designed in each case as a cup spring assembly 19.
- a threaded nut (not shown) serves to compress the disc spring assembly 19.
- the biased plate spring assemblies 19 provide a resiliently yielding attachment of the heat shield element 14, which is required to z. B. due to thermal and thermoacoustic conditions induced movements compensate.
- the four mounting screws 18 must be inserted laterally with the discs 2 in the respective lateral recesses 4 and recesses 1 and secured against falling out during assembly.
- the mounting device has a frame 12, which has, for example, a holding cross 11 as a centrally arranged carrier. In the center of the holding cross 11 is perpendicular to the frame 12, a rod 13 as a holding device for a suction cup 15 fixed or arranged height-adjustable in a preferred embodiment.
- the height adjustment can be realized for example by means of a thread applied to the rod 13.
- a handle 10 in the form of a cylindrical thickening serves to rotate the rod 13 and thus the height adjustment of the holding device 15th
- each have a screwing tool 6 is attached, wherein the positions of these screwing tools 6 are selected so that they correspond to the positions of the four screw connections in the support structure 17.
- Each screwing tool 6 is preferably tiltable, rotatable and height-adjustable or arranged vertically displaceable in the respective corner region of the frame 12. This is carried out in a preferred embodiment, for example by a ball joint, in which the screwing 6 is also arranged vertically translationally displaceable. Preferably, all movements are acted upon by a preset friction with a desired stiffness, which equally a free movement of the screwing tool for adjusting the position for rotating the screwing tool 6 and for moving the screwing tool 6 in height, as well as a fixation in an reached position is possible , By such a fixation, the operator can insert one after the other all four screwdrivers 6 in the respective heads 2 of the mounting screws, without having to hold all four at the same time.
- Each screwing tool 6 has at its outer end a handle 9, which facilitates the manual handling of the screwing tool 6.
- An assembly process is designed, for example, such that the operator first inserts a heat shield element 14 with the four fastening screws with respective disks 2 in each of the four lateral recesses 4 and recesses 1 and preferably positioned with the hot side 21 upwards.
- the mounting device preferably from above with the four screwdrivers, one after the other in each case an access opening 5 and puts the respective tool tip into the mold cavity of the head 3 of the mounting screw 18.
- the operator fits the Height of the rod 13 such that the suction cup 15 comes into contact with the hot side 21 of the heat shield element 14 and a suction connection is formed by pressing the suction cup.
- the frame 12 can be depressed, whereby the screwing tools 6 are moved in their brackets against the frictional force.
- the suction cup 15 are brought by pressing into a suction connection with the hot side 21 of the heat shield element 14 and then the individual screwing 6 are inserted into their brackets by tilting, turning and moving in the heads 2 of the mounting screws.
- the heat shield element 14 mounted in this way on the mounting device can now be lifted by a single operator and inserted in an arbitrarily aligned mounting position between preassembled adjacent heat shields 8.
- the operator can comfortably thread one after the other, the fastening screws 18 by tilting, turning and moving the screwdrivers 6 in the respective plate spring assemblies 19 and the threaded connection by screwing the screwdrivers 6 as far forward, as this allow the manually generated torques.
- the mounting device can be removed by releasing the suction cup made of an elastic material.
- the suction cup for example, have a venting and venting valve with lever operation or simply raised manually.
- the operator can tighten the mounting bolts 18 to a predefined torque using a torque wrench.
Description
- Die Erfindung betrifft eine Montagevorrichtung zur Montage eines Hitzeschildelementes, ein Verfahren zur Montage eines Hitzeschildelementes und eine Verwendung der Montagevorrichtung mit den in den Oberbegriffen jeweiliger unabhängiger Ansprüche genannten Merkmalen.
- In vielen technischen Anwendungen werden leistungsfähige keramische Hitzeschilde verwendet, um Temperaturen bis 1600 Grad Celsius zu widerstehen. Insbesondere die Hitzeschilde von Turbinenmaschinen wie Gasturbinen und Turbinentriebwerken, wie sie in stromerzeugenden Kraftwerken und in größeren Flugzeugen Verwendung finden, weisen entsprechend große durch Hitzeschilde abzuschirmende Flächen im Inneren ihrer Brennkammern auf. Wegen der thermischen Ausdehnung und wegen großer Abmessungen muss der Schild aus einer Vielzahl einzelner aus Keramik hergestellter Hitzeschildelemente zusammengesetzt werden, die voneinander mit einem ausreichenden Spalt beabstandet sind. Dieser Spalt bietet den Hitzeschildelementen ausreichenden Raum für die thermische Ausdehnung. Da jedoch der Spalt auch einen direkten Kontakt der heißen Verbrennungsgase mit der den Hitzeschild tragenden Tragstruktur ermöglicht, wird als eine effektive Gegenmaßnahme durch die Spalte in Richtung der Brennkammer ein Kühlfluid in Form von Kühlluft über Kühlkanäle eingeblasen. Diese Kühlluft wird ferner dazu verwendet, gezielt die metallischen Halterungen, mit welchen die keramischen Hitzeschildelemente (CHS, Ceramic Heat Shields) an der Tragstruktur verklammert sind, anzublasen und somit zu kühlen.
- Um die Halterungen möglichst einfach und einteilig auszuführen, ist eine Bauweise bekannt, bei der diese Halterungen einerseits in der Tragstruktur kreisumlaufend und parallel ausgebildete Nut eingreifend einschiebbar sind und andererseits mit ausgebildeten Greifabschnitten in Halternuten verklammert werden, die in seitlichen Kanten der keramischen Hitzeschildelemente ausgebildet sind. Die Hitzeschildelemente werden nacheinander mit den Haltern in die Nuten der Tragstruktur eingeschoben, wobei die nachkommenden Elemente die vorher positionierten in ihren Positionen versperren. Auf diese Weise kann beispielsweise eine kreisumlaufende Reihe von Hitzeschildelementen in einer Brennkammer einer Gasturbine gebildet werden.
- Das letzte verbleibende Hitzeschildelement kann jedoch nicht mehr auf diese Weise montiert werden, weil die beiderseits vorhandenen benachbarten Hitzeschildelemente eine tangential gerichtete Montagebewegung blockieren. Oft wird ein derartiges letzes Hitzeschildelement als Attrappenplatte oder kurz Attrappe bezeichnet. Folglich werden zum Anbringen des letzten Hitzeschildelementes Lösungen mit Verschraubungen angewendet, die eine Montage des Hitzeschildelementes in Richtung der Flächennormalen der Tragstruktur ermöglichen.
- Eine bekannte Verschraubung benutzt hierzu vier Schrauben, die in den in seitlichen Kanten des Hitzeschildelementes hierfür ausgebildete Aussparungen eingreifen. Diese Lösung ist vielfach dadurch benachteiligt, weil die Montage ein Handhabungsproblem mit sich bringt. Die Handhabung der vier Schrauben erzwingt beispielsweise die Verwendung von Fixiermitteln wie Verklebung oder Klebeband, die nicht zuverlässig sind, wodurch die Schrauben verloren gehen können und wegen hoher Beschädigungsgefahr unbedingt gefunden werden müssen. Ferner ist eine Über-Kopf-Montage ungünstig, da die Schrauben durch die Fixierung mit Klebeband verkippen können und somit nicht mehr in die vorgesehenen Bohrungen eingeführt werden können. Da es sich um das letzte Hitzeschildelement handelt, können die Schraube nicht per Hand positioniert werden, sondern müssen per Inbus - ohne Sicht - in die Bohrungen eingefädelt werden. Außerdem kann es notwendig sein, zwei Personen für die Montage des letzten Hitzeschildelementes einzusetzen, da die vier Schrauben in die entsprechenden vier Bohrungen in der Tragstruktur eingeführt werden müssen.
-
EP 1 701 095 A1 undEP 0 558 540 B1 beschreiben beispielhaft einen wie oben beschrieben ausgeführten Hitzeschild mit den geschilderten Vorteilen und Nachteilen. Die Hitzeschildelemente werden oft auch als Steine und die sie haltenden Halteelemente Steinhalter genannt.EP 1555 443 beschreibt eine Vorrichtung zur Montage eines Hitzeschildelements. - Die vorliegende Erfindung macht es sich zur Aufgabe, die Montage eines Hitzeschildelementes in Richtung der Flächennormalen der Tragstruktur eines aus einer Vielzahl von Hitzeschildelementen aufgebauten Hitzeschildes sicher und unkompliziert zu gestalten.
- Zur Lösung dieser Aufgabe geht die Erfindung nach einem ersten Aspekt von einer Montagevorrichtung zur Montage eines flächenhaft ausgebildeten Hitzeschildelementes eines eine Vielzahl benachbart angeordneter Hitzeschildelemente aufweisenden Hitzeschildes mithilfe wenigstens einer Schraubverbindung auf einer Tragstruktur aus. Dabei weist die Montagerichtung in Richtung der Flächennormalen der Tragstruktur. Außerdem weist das Hitzeschildelement vier Öffnungen zum Durchstecken vier Schraubwerkzeugen auf.
- Um mit Hilfe oben beschriebener Montagevorrichtung die erfindungsgemäßen Aufgaben zu lösen, ist ein Rahmen mit Mitteln zum Halten von vier Schraubwerkzeugen und wenigstens einer Halteeinrichtung zum Festhalten des Hitzeschildelementes an dem Rahmen vorgesehen, derart, dass die Position der vier Schraubwerkzeuge und wenigstens einer Halteeinrichtung in Bezug aufeinander beibehalten wird.
- Die Halteeinrichtung zum Festhalten des Hitzeschildelementes an dem Rahmen ist als ein Saugnapf ausgeführt, mit dem auf der gewöhnlich glatten Oberfläche des Hitzeschildelementes eine gute Saugverbindung erzielbar ist.
- Ferner kann die Halteeinrichtung zum Festhalten des Hitzeschildelementes an dem Rahmen mit dem Rahmen festverbunden sein.
- Gemäß einer weiteren bevorzugten Ausgestaltung vorliegender Erfindung kann die Halteeinrichtung zum Festhalten des Hitzeschildelementes an dem Rahmen mit dem Rahmen höhenverstellbar verbunden sein. Dadurch wird eine Anpassung der Montagevorrichtung an die Aufgabe ermöglicht.
- Wenigstens ein Mittel zum Halten wenigstens eines Schraubwerkzeuges ist in Bezug auf den Rahmen dreh- und/oder kippbar und/oder translatorisch verschiebbar ausgeführt.
- Das Mittel zum Halten wenigstens eines Schraubwerkzeuges ist vorzugsweise als ein Kugelgelenk ausgeführt, und das Kugelgelenk ist mit einer definierten vorgegebenen Schwergängigkeit oder Reibung beaufschlagt, wodurch das Schraubwerkzeug flexibel einstellbar und zugleich in einer erreichten Position fixierbar ist.
- Die erfindungsgemäße Montagevorrichtung ist daran angepasst, vorhandene Attrappen-Hitzeschildelemente mit vier Verschraubungen zu montieren, wenn vier Schraubwerkzeuge für vier jeweils korrespondierende Befestigungsschrauben vorgesehen sind.
- Für eine einfache manuelle Betätigung sind die vier Schraubwerkzeuge mit einem Handgriff zum manuellen Betätigen der Schraubwerkzeuge ausgestattet. Dieser Handgriff ist beispielsweise im einfachsten Fall als eine zylindrische Verdickung des Kopfbereiches des Schraubwerkzeuges ausgeführt.
- Ferner ist jedes Schraubwerkzeug mit seiner Werkzeugspitze in eine im Kopf einer Befestigungsschraube ausgebildete Formvertiefung einsteckbar. Die Formvertiefung der zum Schraubwerkzeug korrespondierenden Befestigungsschraube der Schraubverbindungen des Hitzeschildelementes ist vorzugsweise als eine Inbus-, Kreuz- oder Querschlitzkopplung oder eine anders ausgebildete Eingriffvertiefung ausgebildet.
- Nach einem verfahrenstechnischen Aspekt werden die erfindungsgemäßen Aufgaben durch ein Verfahren zur Montage eines Hitzeschildelementes mit Hilfe einer Montagevorrichtung nach einer vorhergehend beschriebenen bevorzugten Ausgestaltung gelöst.
- Hierzu wird
- die wenigstens eine Befestigungsschraube des Hitzeschildelementes in eine für die Befestigungsschraube vorgesehene Aussparung oder Öffnung eingesteckt,
- der wenigstens eine Saugnapf der Halteeinrichtung zum Festhalten des Hitzeschildelementes an dem Rahmen der Montagevorrichtung durch Andrücken gegen die Oberfläche der Heißseite des Hitzeschildelementes in eine Saugverbindung versetzt,
- das wenigstens eine Schraubwerkzeug in die im Kopf der Befestigungsschraube ausgebildete Formvertiefung eingesteckt,
- das Hitzeschildelement mit der an ihm angebauten Montagevorrichtung in einer entlang der Flächennormalen der Tragstruktur des Hitzeschildes gerichteten Montagebewegung in die für ihn vorgesehene Position geführt,
- die wenigstens eine Befestigungsschraube mit Hilfe des mit ihr verbundenen Schraubwerkzeuges in eine in der Tragstruktur ausgebildete korrespondierende Verschraubungsbohrung eingeführt, sodass der Verschraubungsvorgang vorbereitet wird,
- das wenigstens eine Schraubwerkzeug mit der Befestigungsschraube in die Verschraubungsbohrung eingeschraubt, und
- die Montagevorrichtung von dem Hitzeschildelement abgenommen, indem der Saugnapf gelöst und das wenigstens eine Schraubwerkzeug aus der Formvertiefung der wenigstens einen Befestigungsschraube herausgezogen wird. Anschließend wird jede Befestigungsschraube mit einem Drehmomentschlüssel auf ein definiertes gewünschtes Drehmoment festgezogen.
- Mit dem erfindungsgemäßen Verfahren ist es möglich, dass die Montage des Hitzeschildelementes in einer beliebigen gewünschten Ausrichtung oder Position, darunter auch unter einem beliebigen Neigungswinkel oder Über-Kopf-Position vorgenommen werden kann.
- Nach einem verwendungstechnischen Aspekt werden die erfindungsgemäßen Aufgaben durch eine Verwendung der Montagevorrichtung zum Montieren eines letzten, eine Reihe von vormontierten benachbarten Hitzeschildelementen abschließenden Hitzeschildelementes eines Hitzeschildes gelöst.
- Hierbei dient der Hitzeschild vorzugsweise zum Auskleiden einer von heißen Brenngasen angeströmten Wandung einer Turbinenmaschine, die insbesondere als eine Gasturbine ausgeführt sein kann. Solche Turbinenmaschinen kommen als Antriebswerke von Stromgeneratoren in Kraftwerken oder als Triebwerke in großen Flugzeugen zum Einsatz.
- Weitere bevorzugte Ausgestaltungen der Erfindung ergeben sich aus den übrigen, in den Unteransprüchen genannten Merkmalen. Außerdem ergeben sich weitere erfindungsgemäße Merkmale, Eigenschaften und Vorteile aus der nachfolgenden Beschreibung der Ausführungsbeispiele unter Bezug auf die beigefügten Figuren.
- Die Erfindung wird nachfolgend in einem Ausführungsbeispiel anhand der zugehörigen Zeichnung erläutert. Es zeigt:
- Figur 1 eine perspektivische Ansicht einer bevorzugten Ausgestaltung der erfindungsgemäßen Montagevorrichtung im Einsatz mit einem Hitzeschildelement.
- Die in Figur 1 gezeigte bevorzugte Ausgestaltung der erfindungsgemäßen Montagevorrichtung ist auf einem Hitzeschildelement 14 bekannter Bauweise angebracht.
- Das Hitzeschildelement 14 ist für eine senkrechte Verschraubung an der Tragstruktur 17 eingerichtet und weist hierzu an zwei einander abgewandten Seitenkanten jeweils zwei Vertiefungen 4 auf, die hierbei vorzugsweise rechteckig ausgeführt sind, damit die in sie jeweils einzulegenden Scheiben bzw. Winkelbleche 2 gegen eine Verdrehung fixiert werden. Jede Vertiefung 4 weist ferner eine seitliche Aussparung 1 auf, in welche der Stabkörper einer Befestigungsschraube 18 seitlich eingelegt wird.
- Die Befestigungsschraube 18 mit der Scheibe bzw. dem Wikelblech 2 kann somit seitlich in die seitliche Aussparung 1 und Vertiefung 4 eingelegt werden. Im Kopf der Befestigungsschraube 18 ist eine Formvertiefung zur Aufnahme einer korrespondierend geformten Werkzeugspitze eines Schraubwerkzeuges vorgesehen. Diese Formvertiefung und die Werkzeugspitze ist bevorzugt als eine der bekannten Inbussteckverbindungen ausgeführt, kann jedoch auch andere Formen aufweisen, wie Kreuz- oder Querschlitz.
- Axial über der Formvertiefung des Kopfes 3 der Befestigungsschraube 18 ist seitens der Heißseite 21 des Hitzeschildelementes 14 jeweils eine Zugangsöffnung 5 durchgehend bis in den durch die Vertiefung 4 ausgebildeten Raum getrieben. Der Durchmesser dieser Zugangsöffnung 5 ist wesentlich kleiner, als der Durchmesser des Kopfes 2 der Befestigungsschraube 18 und ist so bemessen, dass er dazu ausreicht, ein Schraubwerkzeug 6 passieren zu lassen. Im Betrieb des Hitzeschildes gelangen heiße Verbrennungsgase daher nur im eingeschränkten Maße durch die in der Größe minimierten Zugangsöffnungen 5 in die Vertiefungen 4 zu den metallischen Scheiben 2 und Köpfen 3 der Befestigungsschrauben 18. Ferner werden die Vertiefungen 4 von dem Kühlfluid gespült, das durch die Zwischenspalte d von der Tragstruktur 17 aus in den Brennraum eingeblasen wird, um die Vertiefungen 4 gegen den Eintritt von Heißgas zu sperren. Ein Teil des Kühlfluids, das meistens als Kühlluft vorliegt, kann auch durch die Zugangsöffnung 5 in den Brennraum gelangen. Der Zwischenspalt d ist vorgesehen, der thermischen Ausdehnung einzelner Hitzschildelemente 8, 14 ausreichenden Raum zur Verfügung zu stellen.
- Jede Befestigungsschraube 18 wird in eine Schraubverbindung in der Tragstruktur 17 eingeschraubt, die im vorliegenden Beispiel jeweils als ein Tellerfederpaket 19 ausgeführt ist. Eine (nicht dargestellte) Gewindemutter dient dazu, das Tellerfederpaket 19 zu komprimieren. Die vorgespannten Tellerfederpakete 19 sorgen für eine federnd nachgebende Befestigung des Hitzeschildelementes 14, die erforderlich ist, um z. B. aufgrund thermischer und thermoakustischer Bedingungen induzierte Bewegungen auszugleichen.
- Bei der konventionellen Montage müssen die vier Befestigungsschrauben 18 mit den Scheiben 2 in die jeweiligen seitlichen Vertiefungen 4 und Aussparungen 1 seitlich eingelegt werden und gegen Herausfallen während der Montage gesichert werden.
- An dieser Stelle ist die erfindungsgemäße Montagevorrichtung wesentlich effektiver einsetzbar. Die Montagevorrichtung weist einen Rahmen 12 auf, der beispielsweise ein Haltekreuz 11 als einen mittig angeordneten Träger hat. Im Mittelpunkt des Haltekreuzes 11 ist senkrecht zum Rahmen 12 eine Stange 13 als eine Halteeinrichtung für einen Saugnapf 15 feststehend oder in einer bevorzugten Ausgestaltung höhenverstellbar angeordnet. Die Höhenverstellbarkeit kann beispielsweise mithilfe eines an der Stange 13 aufgebrachten Gewindes realisiert sein. Ein Handgriff 10 in Form einer zylindrischen Verdickung dient zum Drehen der Stange 13 und somit der Höhenanpassung der Halteeinrichtung 15.
- An den jeweiligen Ecken des rechtwinkligen Rahmens 12 ist jeweils ein Schraubwerkzeug 6 angebaut, wobei die Positionen dieser Schraubwerkzeuge 6 so gewählt sind, dass sie zu den Positionen der vier Verschraubungen in der Tragstruktur 17 korrespondieren.
- Jedes Schraubwerkzeug 6 ist vorzugsweise kippbar, drehbar und höhenverstellbar bzw. höhenverschiebbar im jeweiligen Eckbereich des Rahmens 12 angeordnet. Dies ist in einer bevorzugten Ausgestaltung beispielsweise durch ein Kugelgelenk ausgeführt, in welchem das Schraubwerkzeug 6 auch senkrecht translatorisch verschiebbar angeordnet ist. Vorzugsweise sind sämtliche Bewegungen durch eine voreingestellte Reibung mit einer gewünschten Schwergängigkeit beaufschlagt, wodurch gleichermaßen eine freie Bewegung des Schraubwerkzeuges zum Anpassen der Position zum Drehen des Schraubwerkzeuges 6 und zum Verschieben des Schraubwerkzeuges 6 in der Höhe, als auch eine Fixierung in einer erreichten Position möglich ist. Durch eine solche Fixierung kann die Bedienperson einzeln nacheinander alle vier Schraubwerkzeuge 6 in die jeweiligen Köpfe 2 der Befestigungsschrauben einstecken, ohne dass man sie alle vier gleichezeitig halten muss. Jedes Schraubwerkzeug 6 weist an seinem äußeren Ende einen Handgriff 9 auf, der die manuelle Handhabung des Schraubwerkzeuges 6 erleichtert.
- Ein Montagevorgang gestaltet sich beispielsweise derart, dass die Bedienperson zunächst ein Hitzeschildelement 14 mit den vier Befestigungsschrauben mit jeweiligen Scheiben 2 in jeder der vier seitlichen Vertiefungen 4 und Aussparungen 1 einlegt und mit der Heißseite 21 vorzugsweise nach oben positioniert.
- Dann setzt man die Montagevorrichtung vorzugsweise von oben mit den vier Schraubwerkzeugen, einen nach dem anderen in jeweils eine Zugangsöffnung 5 ein und steckt die jeweilige Werkzeugspitze in die Formvertiefung des Kopfes 3 der Befestigungsschraube 18. Wenn alle vier Befestigungsschrauben 18 eingesteckt sind, passt die Bedienperson die Höhe der Stange 13 derart an, dass der Saugnapf 15 in Berührung mit der Heißseite 21 des Hitzeschildelementes 14 kommt und eine Saugverbindung durch Andrücken des Saugnapfes entsteht. Hierzu kann auch der Rahmen 12 niedergedrückt werden, wodurch die Schraubwerkzeuge 6 in ihren Halterungen gegen die Reibkraft verschoben werden.
- Alternativ kann umgekehrt, zuerst der Saugnapf 15 durch Andrücken in eine Saugverbindung mit der Heißseite 21 des Hitzeschildelementes 14 gebracht werden und erst dann die einzelnen Schraubwerkzeuge 6 in ihren Halterungen durch Kippen, Drehen und Verschieben in die Köpfe 2 der Befestigungsschrauben eingesteckt werden.
- Das auf diese Weise an der Montagevorrichtung angebrachte Hitzeschildelement 14 kann nun von einer einzigen Bedienperson angehoben und in einer beliebig ausgerichteten Montagestellung zwischen vormontierten benachbarten Hitzeschildern 8 eingefügt werden. Hierbei kann die Bedienperson bequem eine nach der anderen die Befestigungsschrauben 18 durch Kippen, Drehen und Verschieben der Schraubwerkzeuge 6 in die jeweiligen Tellerfederpakete 19 einfädeln und die Gewindeverbindung durch Schrauben der Schraubwerkzeuge 6 soweit vorantreiben, wie hierzu die manuell erzeugbaren Drehmomente erlauben.
- Wenn alle vier Schraubverbindungen auf diese Weise eingeleitet sind, kann die Montagevorrichtung abgenommen werden, indem der aus einem elastischen Werkstoff hergestellte Saugnapf gelöst wird. Hierzu kann der Saugnapf beispielsweise ein Entlüftungs- und Belüftungsventil mit Hebelbetätigung aufweisen oder einfach manuell angehoben werden.
- Nach dem Ablösen der Montagevorrichtung kann die Bedienperson beispielsweise mithilfe eines Drehmomentschlüssels die Befestigungsschrauben 18 bis auf ein vordefiniertes Drehmoment festziehen.
Claims (11)
- Montagevorrichtung mit mindestens einem Schraubwerkzeug (6) zur Montage eines flächenhaft ausgebildeten Hitzeschildelementes (14) eines eine Vielzahl benachbart angeordneter Hitzeschildelemente aufweisenden Hitzeschildes mithilfe wenigstens einer Schraubverbindung (18) in Richtung einer Flächennormalen einer Tragstruktur (17), wobei das Hitzeschildelement (14) wenigstens eine Zugangsöffnung (5) zum Durchstecken des wenigstens einen Schraubwerkzeuges (6) aufweist, gekennzeichnet durch,
einen Rahmen (12) mit Mitteln zum Halten des wenigstens einen Schraubwerkzeuges (6) und wenigstens einer Halteeinrichtung (13, 15), welche zum Festhalten eines Hitzeschildelementes (14) an dem Rahmen (12) ausgebildet ist, derart, dass die Position des wenigstens einen Schraubwerkzeuges (6) und der wenigstens einen Halteeinrichtung (13, 15) in Bezug aufeinander beibehaltbar ist, wobei das wenigstens eine Schraubwerkzeug (6) in seiner Halterung mit seiner Werkzeugspitze in eine im Kopf (3) einer Schraubverbindung (18) ausgebildeten Formvertiefung einsteckbar ist, und wobei die Halteeinrichtung (13, 15) zum Festhalten des Hitzeschildelementes (14) an dem Rahmen (12) als ein Saugnapf (15) ausgeführt ist und wenigstens ein Mittel zum Halten wenigstens eines Schraubwerkzeuges (6) in Bezug auf den Rahmen (12) dreh- und/oder kippbar und/oder translatorisch verschiebbar ausgeführt ist und vier Schraubwerkzeuge (6) für vier jeweils korrespondierende Befestigungsschrauben und/oder Tellerfederpakete (19) vorgesehen sind. - Montagevorrichtung nach Anspruch 1,
dadurch gekennzeichnet, dass
die Halteeinrichtung (13, 15) zum Festhalten des Hitzeschildelementes (14) an dem Rahmen (12) mit dem Rahmen (12) fest verbunden ist. - Montagevorrichtung nach einem vorhergehenden Anspruch,
dadurch gekennzeichnet, dass
die Halteeinrichtung (13, 15) zum Festhalten des Hitzeschildelementes (14) an dem Rahmen (12) mit dem Rahmen (12) höhenverstellbar verbunden ist. - Montagevorrichtung nach einem der vorhergehenden Ansprüche ,
dadurch gekennzeichnet, dass
das Mittel zum Halten wenigstens eines Schraubwerkzeuges (6) als ein Kugelgelenk (7) ausgeführt ist. - Montagevorrichtung nach Anspruch 4,
dadurch gekennzeichnet, dass
das Kugelgelenk (7) mit einer definierten vorgegebenen Schwergängigkeit und/oder Reibung beaufschlagt ist, wodurch das Schraubwerkzeug (6) bewegbar und in einer erreichten Position fixierbar ist. - Montagevorrichtung nach einem vorhergehenden Anspruch,
dadurch die gekennzeichnet, dass
die Schraubwerkzeuge (6) mit einem Handgriff (9) zum manuellen Betätigen ausgestattet sind. - Montagevorrichtung nach Anspruch 1-6,
dadurch gekennzeichnet, dass
die Formvertiefung der zum Schraubwerkzeug (6) korrespondierenden Befestigungsschraube (18) der wenigstens einen Schraubverbindung (18) des Hitzeschildelementes (14) als Inbus-, Kreuz- oder Querschlitz oder eine anders ausgebildete Eingriffvertiefung ausgebildet ist. - Verfahren zur Montage eines Hitzeschildelementes mit Hilfe einer Montagevorrichtung nach einem vorhergehenden Anspruch,
dadurch gekennzeichnet, dass- die wenigstens eine Befestigungsschraube (18) des Hitzeschildelementes (14) als Schraubverbindung in eine für die Befestigungsschraube (18) vorgesehene Aussparung (1) und/oder Vertiefung (4) eingesteckt wird,- der wenigstens eine Saugnapf (15) der Halteeinrichtung (13, 15) zum Festhalten des Hitzeschildelementes (14) an dem Rahmen (12) der Montagevorrichtung durch Andrücken gegen die Oberfläche der Heißseite (21) des Hitzeschildelementes (14) in eine Saugverbindung versetzt wird,- das wenigstens eine Schraubwerkzeug (6) in die im Kopf (3) der Befestigungsschraube (18) ausgebildete Formvertiefung eingesteckt wird,- das Hitzeschildelement (14) mit der an ihm angebauten Montagevorrichtung in einer entlang der Flächennormalen der Tragstruktur (17) des Hitzeschildes gerichteten Montagebewegung in die für ihn vorgesehene Position geführt wird, und- die wenigstens eine Befestigungsschraube (18) mit Hilfe des mit ihr verbundenen Schraubwerkzeuges (6) in eine in der Tragstruktur (17) ausgebildete korrespondierende Verschraubungsbohrung (20) eingeführt wird, sodass der Verschraubungsvorgang vorbereitet wird,die wenigstens eine Befestigungsschraube (18) mit Hilfe des mit ihr verbundenen Schraubwerkzeuges (6) in die Verschraubungsbohrung (20) eingeführt und/oder geschraubt wird, und- die Montagevorrichtung von dem Hitzeschildelement (14) abgenommen wird, indem der Saugnapf (15) gelöst und das wenigstens eine Schraubwerkzeug (6) aus der Formvertiefung der wenigstens einen Befestigungsschraube (18) herausgezogen wird. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet, dass
die Montage des Hitzeschildelementes (14) in einer beliebigen gewünschten Ausrichtung oder Position, darunter auch unter einem beliebigen Neigungswinkel oder Über-Kopf-Position vorgenommen wird. - Verwendung einer gemäß einem der Ansprüche 1 -7 ausgebildeten Montagevorrichtung zum Montieren eines letzten, eine Reihe von vormontierten benachbarten Hitzeschildelementen (8) abschließenden Hitzeschildelementes (14) eines Hitzeschildes.
- Verwendung nach Anspruch 10 , wobei das Hitzeschild zum Auskleiden einer von heißen Brenngasen angeströmten Wandung einer Turbinenmaschine dient, die insbesondere als eine Gasturbine oder eine Flüssigkraftstoffturbine ausgeführt ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20100702474 EP2409082B1 (de) | 2009-03-18 | 2010-01-29 | Vorrichtung zur montage eines hitzeschildelementes |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09155447A EP2230454A1 (de) | 2009-03-18 | 2009-03-18 | Vorrichtung zur Montage eines Hitzeschildelementes |
| EP20100702474 EP2409082B1 (de) | 2009-03-18 | 2010-01-29 | Vorrichtung zur montage eines hitzeschildelementes |
| PCT/EP2010/051091 WO2010105871A1 (de) | 2009-03-18 | 2010-01-29 | Vorrichtung zur montage eines hitzeschildelementes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2409082A1 EP2409082A1 (de) | 2012-01-25 |
| EP2409082B1 true EP2409082B1 (de) | 2015-05-06 |
Family
ID=40941763
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09155447A Withdrawn EP2230454A1 (de) | 2009-03-18 | 2009-03-18 | Vorrichtung zur Montage eines Hitzeschildelementes |
| EP20100702474 Not-in-force EP2409082B1 (de) | 2009-03-18 | 2010-01-29 | Vorrichtung zur montage eines hitzeschildelementes |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09155447A Withdrawn EP2230454A1 (de) | 2009-03-18 | 2009-03-18 | Vorrichtung zur Montage eines Hitzeschildelementes |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP2230454A1 (de) |
| CN (1) | CN102356276B (de) |
| RU (1) | RU2526416C2 (de) |
| WO (1) | WO2010105871A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2423596A1 (de) * | 2010-08-27 | 2012-02-29 | Siemens Aktiengesellschaft | Hitzeschildelement |
| EP2591881A1 (de) * | 2011-11-09 | 2013-05-15 | Siemens Aktiengesellschaft | Vorrichtung, Verfahren und Gussschraube zum sicheren Austauschen von Hitzeschildplatten von Gasturbinen |
| EP2711630A1 (de) | 2012-09-21 | 2014-03-26 | Siemens Aktiengesellschaft | Vorrichtung zum Kühlen einer Tragstruktur eines Hitzeschildes und Hitzeschild |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2088836C1 (ru) | 1990-11-29 | 1997-08-27 | Сименс АГ | Теплозащитный экран |
| DE4238922C2 (de) * | 1992-11-19 | 1996-08-08 | Gutehoffnungshuette Man | Verfahren und Vorrichtung zum Spannen und Lösen von Zugankern bei mehrteilig zusammengesetzten Gasturbinenrotoren |
| US5683526A (en) * | 1995-01-30 | 1997-11-04 | Foamseal, Inc. | Method and apparatus for holding wall panel against adhesive |
| US5565217A (en) * | 1995-03-16 | 1996-10-15 | Tcg International Inc. | Windshield repair apparatus |
| US5704208A (en) * | 1995-12-05 | 1998-01-06 | Brewer; Keith S. | Serviceable liner for gas turbine engine |
| DE19623300A1 (de) * | 1996-06-11 | 1997-12-18 | Siemens Ag | Hitzeschildanordnung, insbesondere für Strukturteile von Gasturbinenanlagen, mit geschichtetem Aufbau |
| DE10134043A1 (de) * | 2001-07-12 | 2003-01-30 | Alstom Switzerland Ltd | Vorrichtung zur Isolation und Verfahren zur Montage |
| EP1467151A1 (de) * | 2003-04-10 | 2004-10-13 | Siemens Aktiengesellschaft | Hitzeschildelement |
| EP1533574A1 (de) * | 2003-11-24 | 2005-05-25 | Siemens Aktiengesellschaft | Gasturbinenbrennkammer mit Verkleidungselementen und Verfahren zum Anbringen und/oder Entfernen dieser Verkleidungselemente |
| US7338244B2 (en) * | 2004-01-13 | 2008-03-04 | Siemens Power Generation, Inc. | Attachment device for turbine combustor liner |
| EP1701095B1 (de) | 2005-02-07 | 2012-01-18 | Siemens Aktiengesellschaft | Hitzeschild |
| DE102005058492A1 (de) * | 2005-12-02 | 2007-06-06 | Maschinenfabrik Otto Baier Gmbh | Einrichtung zum Positionieren eines Werkzeuges und zugehörige handhabbare Vorrichtung zum Bearbeiten von Werkstücken |
-
2009
- 2009-03-18 EP EP09155447A patent/EP2230454A1/de not_active Withdrawn
-
2010
- 2010-01-29 WO PCT/EP2010/051091 patent/WO2010105871A1/de active Application Filing
- 2010-01-29 RU RU2011142027/06A patent/RU2526416C2/ru not_active IP Right Cessation
- 2010-01-29 CN CN201080012115.2A patent/CN102356276B/zh not_active Expired - Fee Related
- 2010-01-29 EP EP20100702474 patent/EP2409082B1/de not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| RU2526416C2 (ru) | 2014-08-20 |
| EP2409082A1 (de) | 2012-01-25 |
| EP2230454A1 (de) | 2010-09-22 |
| CN102356276B (zh) | 2014-12-17 |
| RU2011142027A (ru) | 2013-04-27 |
| WO2010105871A1 (de) | 2010-09-23 |
| CN102356276A (zh) | 2012-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2270395B1 (de) | Hitzeschildelementanordnung und Verfahren zur Montage eines Hitzeschildelementes | |
| EP2440851B1 (de) | Hitzeschildelementanordnung mit schraubeneinfädelmittel und verfahren zur montage eines hitzeschildelementes | |
| EP0419487B1 (de) | Hitzeschildanordnung mit geringem kühlfluidbedarf | |
| EP2812142B1 (de) | Einschraubwerkzeug und werkzeugaufnahme für ein derartiges einschraubwerkzeug | |
| EP0558540B1 (de) | Keramischer hitzeschild an einer tragstruktur | |
| DE102014112843A1 (de) | Nullpunkt-Spannsystem | |
| EP2236928A1 (de) | Hitzeschildelement eines Hitzeschildes | |
| DE102014112845A1 (de) | Spannbacken-Schnellverschluss, insbesondere eines Nullpunkt-Spannsystems | |
| DE202014104201U1 (de) | Führung eines Schnellspannsystems | |
| DE3625056C2 (de) | Feuerfeste Auskleidung, insbesondere für Brennkammern von Gasturbinenanlagen | |
| EP0156231B1 (de) | Vorrichtung zur Bearbeitung von Werkstücken durch einen Energiestrahl hoher Leistungsdichte, insbesondere einen Laserstrahl eines CO2-Lasers | |
| EP2409082B1 (de) | Vorrichtung zur montage eines hitzeschildelementes | |
| EP2596290B1 (de) | Hitzeschildelement | |
| WO2000009861A2 (de) | Stützvorrichtung für triebwerkschaufeln | |
| EP1884713B1 (de) | Hitzeschildanordnung, insbesondere für eine Gasturbine | |
| EP3587644B1 (de) | Wirkwerkzeugfassung | |
| DE3812942C2 (de) | ||
| WO2004016379A1 (de) | Schneidwerkzeug für die spanabhebende bearbeitung | |
| DE102015119431A1 (de) | Lochsäge | |
| DE2526345C2 (de) | Scheibenfräser | |
| DE102012017419B4 (de) | Werkzeug, insbesondere Bearbeitungswerkzeug | |
| EP1507117A1 (de) | Brennkammer, insbesondere Gasturbinenbrennkammer | |
| DE60119507T2 (de) | Druckreduzierscheiben in haltevorrichtung mit konischen löchern | |
| DE102015106060A1 (de) | Auflageschiene für eine Spitzenlosschleifmaschine sowie Spitzenlosschleifmaschine mit einer solchen Auflageschiene | |
| DE202016101356U1 (de) | Stirnseitenmitnehmer sowie Spannfutter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110914 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIEMENS AKTIENGESELLSCHAFT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20141128 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 725975 Country of ref document: AT Kind code of ref document: T Effective date: 20150615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010009478 Country of ref document: DE Effective date: 20150618 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150506 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150907 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150806 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150806 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150906 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010009478 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150506 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20160209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160129 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160129 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 725975 Country of ref document: AT Kind code of ref document: T Effective date: 20160129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170320 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170127 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100129 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150506 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010009478 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180129 |