EP2402580A1 - Fabrication method for nozzle vane - Google Patents
Fabrication method for nozzle vane Download PDFInfo
- Publication number
- EP2402580A1 EP2402580A1 EP10746000A EP10746000A EP2402580A1 EP 2402580 A1 EP2402580 A1 EP 2402580A1 EP 10746000 A EP10746000 A EP 10746000A EP 10746000 A EP10746000 A EP 10746000A EP 2402580 A1 EP2402580 A1 EP 2402580A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- vane
- molding
- axle
- axle portion
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D17/00—Regulating or controlling by varying flow
- F01D17/10—Final actuators
- F01D17/12—Final actuators arranged in stator parts
- F01D17/14—Final actuators arranged in stator parts varying effective cross-sectional area of nozzles or guide conduits
- F01D17/16—Final actuators arranged in stator parts varying effective cross-sectional area of nozzles or guide conduits by means of nozzle vanes
- F01D17/165—Final actuators arranged in stator parts varying effective cross-sectional area of nozzles or guide conduits by means of nozzle vanes for radial flow, i.e. the vanes turning around axes which are essentially parallel to the rotor centre line
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D17/00—Regulating or controlling by varying flow
- F01D17/10—Final actuators
- F01D17/12—Final actuators arranged in stator parts
- F01D17/14—Final actuators arranged in stator parts varying effective cross-sectional area of nozzles or guide conduits
- F01D17/16—Final actuators arranged in stator parts varying effective cross-sectional area of nozzles or guide conduits by means of nozzle vanes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B39/00—Component parts, details, or accessories relating to, driven charging or scavenging pumps, not provided for in groups F02B33/00 - F02B37/00
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/40—Casings; Connections of working fluid
- F04D29/42—Casings; Connections of working fluid for radial or helico-centrifugal pumps
- F04D29/44—Fluid-guiding means, e.g. diffusers
- F04D29/46—Fluid-guiding means, e.g. diffusers adjustable
- F04D29/462—Fluid-guiding means, e.g. diffusers adjustable especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B37/00—Engines characterised by provision of pumps driven at least for part of the time by exhaust
- F02B37/12—Control of the pumps
- F02B37/24—Control of the pumps by using pumps or turbines with adjustable guide vanes
Definitions
- the present invention relates to a manufacturing method for a nozzle vane that has a vane portion and axle portions projecting from predetermined faces of the vane portion.
- a variable capacity turbocharger is a supercharger that can raise the performance of an engine over a wide range from the low revolution range to the high revolution range.
- the aforementioned turbocharger has a rotary vane that rotates by the flow of exhaust gas that is discharged from the engine, and a variable nozzle that has an annular shape surrounding this rotary vane and supplies exhaust gas to the rotary vane.
- the variable nozzle has a pair of plate-like members having an annular shape that are disposed facing each other and a plurality of nozzle vanes that are provided between the pair of plate-like members.
- the axle portions are supported to freely rotate by the pair of plate-like members, and are provided at a regular interval in the circumferential direction of the pair of plate-like members.
- the channel diameter of the variable nozzle changes.
- the rotational frequency of the engine that is, a suitable channel diameter of the variable nozzle in accordance with the flow amount of the exhaust gas that is ejected from the engine, it is possible to improve the performance of the engine over a wide range from the low revolution range to the high revolution range.
- the diameter and circularity of the axle portion thereof must be within an appropriate range of accuracy.
- the diameter and circularity of the axle portion in order for the nozzle vane to smoothly turn, the diameter and circularity of the axle portion thereof must be within an appropriate range of accuracy.
- the space between the plate-like members of the variable nozzle and the vane portion end faces of the nozzle vane is large, the flow amount of exhaust gas that leaks from the space increases, leading to a drop in the efficiency of the turbocharger. For that reason, it is necessary to keep the width of the vane portion in the axial direction of the axle portions, and the perpendicularity between the aforementioned axial direction and the vane portion end face within appropriate tolerances.
- Patent Document 1 discloses a method of manufacturing a nozzle vane.
- a fabricated member having slightly larger dimensions than the nozzle vane of the finished product is formed from a metal plate that has a predetermined thickness by a punching process or a press process, and then the nozzle vane is manufactured by cutting the aforementioned fabricated member by a cutting process.
- the axle portions and the vane portion end faces of the nozzle vane are cut, and the diameter of the axle portions and the width of the vane portion and the like are brought within appropriate tolerances through this process.
- the present invention was achieved in view of the above circumstances, and has as its object to provide a manufacturing method for a nozzle vane that can ensure appropriate precision without using a cutting process.
- the present invention is a method of fabricating a nozzle vane comprising a vane portion and an axle portion that projects out from a predetermined end face of the vane portion, adopting a method that is provided with: a first process that molds the axle portion by inserting a pre-molding axle portion of a fabricated member having a pre-molding vane portion and a pre-molding axle portion with dimensions respectively approximating the vane portion and the axle portion in an axle portion molding die in which a first insertion portion is formed with a shape that projects the axle portion in the axial direction, and pressing the pre-molding axle portion in the axial direction; and a second process that molds the vane portion by inserting the fabricated member after the first process in a vane portion molding die in which a second insertion portion is formed with a shape that projects the nozzle vane in a direction that is approximately perpendicular to the vane surface of the vane
- the pre-molding axle portion expands and becomes thicker in a direction that is perpendicular to the axial direction by pressing the pre-molding axle portion in the axial direction.
- the pre-molding axle portion since the pre-molding axle portion is inserted in the first insertion portion of the axle portion molding die, the pre-molding axle portion does not expand beyond the internal shape of the first insertion portion. For that reason, by pressing until the outer periphery of the pre-molding axle portion makes contact with the inner periphery of the first insertion portion, the pre-molding axle portion undergoes plastic deformation to the same shape as the internal shape of the first insertion portion.
- the first insertion portion projects the axle portion in the axial direction in the nozzle vane of the finished product. Accordingly, the pre-molding axle portion is molded in the same shape as the axle portion in the nozzle vane of the finished product by being pressed in the first insertion portion.
- the pre-molding vane portion expands in the vane surface direction by pressing the pre-molding vane portion in a direction perpendicular to the vane surface.
- the pre-molding vane portion is inserted in the second insertion portion of the vane portion molding die, and the pre-molding vane portion does not expand beyond the internal shape of the second insertion portion. For that reason, by pressing until the end faces of the pre-molding vane portion make contact with the inner side surfaces of the second insertion portion, the pre-molding vane portion undergoes plastic deformation to the same shape as the internal shape of the second insertion portion.
- the second insertion portion has a shape that projects the nozzle vane of the finished product in a direction approximately perpendicular to the aforementioned vane surface. Accordingly, the pre-molding vane portion is pressed inside of the second insertion portion, and thereby is molded to the same shape as the vane portion in the nozzle vane of the finished product.
- each axle portion of the nozzle vane projects out on the same axis in opposite directions from both end faces of the vane portion, and in the first process a method is adopted of molding a pair of the axle portions by respectively inserting a pair of the pre-molding axle portions in a pair of the axle portion molding dies, and pressing the pair of pre-molding axle portions in the axial direction.
- the center axes of the first insertion portions in the pair of axle portion molding dies that are installed in the same positional relation as the pair of axle portions in the nozzle vane of the finished product extend on the same axis.
- the pair of axle portions that are molded by pressing the pair of pre-molding axle portions in the axial direction extend on the same axis.
- the present invention it is possible to obtain the following effect. According to the present invention, there is the effect of being able to manufacture a nozzle vane that has the appropriate precision without using a cutting process.
- FIG. 1A is a plan view that shows the constitution of the nozzle vane 1 in the present embodiment.
- FIG. 1B is a side view that shows the constitution of the nozzle vane in the present embodiment.
- FIG. 2A is a plan view that shows the constitution of the fabricated member 2 in the present embodiment.
- FIG. 2B is a side view that shows the constitution of the fabricated member in the present embodiment.
- the nozzle vane 1 is a variable vane that is used in a variable capacity turbocharger 10 shown in FIG. 11 .
- a variable capacity turbocharger is a supercharger that can raise the performance of an engine (not illustrated) over a wide range from the low revolution range to the high revolution range.
- the aforementioned turbocharger has a rotating vane 23 that rotates by the flow of exhaust gas that is exhausted from the engine, and a variable nozzle 50 that has approximately an annular shape that surrounds the rotating vane 23 and supplies exhaust gas to the rotating vane.
- the variable nozzle 50 has a plurality of nozzle vanes 1 between a pair of plate-like members 51, 52 having approximately an annular shape that are arranged facing each other.
- the nozzle vane 1 is supported to freely turn by the pair of plate-like members 51, 52, and is provided at a regular interval in the circumferential direction of the aforementioned pair of plate-like members 51, 52.
- a channel diameter of the variable nozzle 50 changes. It is possible to select a suitable channel diameter of the variable nozzle 50 in accordance with the number of rotations of the engine, that is, the flow rate of exhaust gas that is discharged from the engine, in order to improve the performance of the engine over a wide range from the low revolution range to the high revolution range.
- the nozzle vane 1 has a vane portion 11 that is a member with a vane shape that forms approximately a rectangle, and a first axle portion 14 and a second axle portion 15 that respectively project in mutually opposing directions from the first end face 12 and the second end face 13, which are mutually opposing end faces of the vane portion 11.
- the nozzle vane 1 is made from a metallic material that has heat resistance and can undergo plastic deformation, and the vane portion 1, the first axle portion 14, and the second axle portion 15 are integrally formed. As shown in FIG.
- the vane portion 11 has an aerofoil profile when viewed from the axial direction of the first axle portion 14, and both vane surfaces of the vane portion 11 consist of a convex vane surface 16 that is formed in a convex shape, and a concave vane surface 17 that is formed in a concave shape.
- the first end face 12 and the second end face 13 are planes that are mutually parallel.
- the first axle portion 14 and the second axle portion 15 are cylindrical axles, with the second axle portion 15 being formed longer than the first axle portion 14.
- the nozzle vane 1 is on the one hand required to smoothly rotate centered on the first axle portion 14 and the second axle portion 15, and also required to minimize leakage of exhaust gas from the space between the first end face 12 and the second end face 13 and the pair of plate-like members 51, 52 in the aforementioned variable nozzle 50. For that reason, it is necessary for example to make the width in the axial direction of the vane portion 11, the perpendicularity between the first end face 12, the second end face 13 and the axial direction, the diameter and circularity of the first axle portion 14 and the second axle portion 15, and the concentricity of the first axle portion 14 and the second axle portion 15 have appropriate degrees of accuracy.
- the fabricated member 2 is a previous-stage member of the nozzle vane 1 that is molded by a pressing process described below, and has a pre-molding vane portion 21 that is a member with a vane shape that is approximately rectangular, and a pre-molding first axle portion 24 and a pre-molding second axle portion 25 that respectively project in opposing directions from a pre-molding first end face 22 and a pre-molding second end face 23, respectively, which are mutually opposing end faces of the pre-molding vane portion 21.
- Both vane surfaces of the pre-molding vane portion 21 consist of a pre-molding convex vane surface 26 that is formed in a convex shape, and a pre-molding concave vane surface 27 that is formed in a concave shape.
- the fabricated member 2 is molded to have dimensions similar to the dimensions of the nozzle vane 1, In greater detail, the thickness of the pre-molding vane portion 21 is formed to be thicker than the vane portion 11 of the nozzle vane 1.
- the width of the pre-molding vane portion 21 in the axial direction of the pre-molding first axle portion 24 is formed slightly narrower than the width of the vane portion 11, and the length of the pre-molding vane portion 21 is formed slightly shorter than the length of the vane portion 11.
- the pre-molding first axle portion 24 and the pre-molding second axle portion 25 are formed slightly narrower and longer than the first axle portion 14 and the second axle portion 15, respectively.
- the fabricated member 2 is molded using a casting process such as die cast, or using a metallic powder injection molding method (metallic injection molding).
- FIG. 3A is a cross-sectional view that shows the constitution of the first axle portion molding die 5 and the second axle portion molding die 6 in the present embodiment.
- FIG. 3B is a view from arrow A in FIG. 3A .
- FIG. 4A is a plan view that shows the constitution of the vane portion molding die 7 in the present embodiment.
- FIG. 4B is a cross-sectional view along line B-B in FIG. 4A.
- FIG. 4C is a cross-sectional view along line C-C in FIG. 4A .
- the first axle portion molding die 5 and the second axle portion molding die 6 are dies for respectively molding the first axle portion 14 and the second axle portion 15 from the pre-molding first axle portion 24 and the pre-molding second axle portion 25.
- a first facing surface 51 and a second facing surface 61 that are mutually opposing planes are respectively formed in the first axle portion molding die 5 and the second axle portion molding die 6.
- the first facing surface 51 and the second facing surface 61 respectively have a convex portion 52 and a concave portion 62 for performing positioning between the first axle portion molding die 5 and the second axle portion molding die 6 in the direction of the surfaces.
- the convex portion 52 and the concave portion 62 can fit together without a gap, and are formed to be freely detachable. Note that at least either one of the first axle portion molding die 5 and the second axle portion molding die 6 is connected to a drive portion not illustrated, and the first axle portion molding die 5 and the second axle portion molding die 6 can repeat separation and abutting by operation of the drive portion.
- a second concave portion 53 that has approximately the same depth as width in the axial direction of the pre-molding vane portion 21 is formed in the first facing surface 51.
- the second concave portion 53 has a concave facing surface 54 that is a plane that faces the second axle portion molding die 6.
- the interval between the concave facing surface 54 and the second facing surface 61 when the first facing surface 51 and the second facing surface 61 abut is slightly wider than the width in the axial direction of the pre-molding vane portion 21.
- a first hole portion (first insertion portion) 55 that penetrates in the thickness direction is formed in the concave facing surface 54.
- the shape of the first hole portion 55 when viewed in the penetration direction has a circular shape that is the same as that of the first axle portion 14 af the nozzle vane 1 projected in the axial direction, and the inner circumferential surface of the first hole portion 55 is the same shape as the outer circumferential surface of the first axle portion 14.
- a second hole portion (first insertion portion) 65 that penetrates in the thickness direction is formed in the surface of the second facing surface 61 that faces the second concave portion 53.
- the shape of the second hole portion 65 when viewed in the penetration direction has a circular shape that is the same as that of the second axle portion 15 of the nozzle vane 1 projected in the axial direction, and the inner circumferential surface of the second hole portion 65 is the same shape as the outer circumferential surface of the second axle portion 15.
- the second hole portion 65 is provided at a position at which the center axis of the first hole portion 55 and the center axis of the second hole portion 65 become coaxial when the convex portion 52 is fitted in the concave portion 62.
- a first axle portion pusher 57 (refer to FIG. 5 ) is arranged on the side of the first hole portion 55 opposite the second axle portion molding die 6, and a second axle portion pusher 67 (refer to FIG. 5 ) is arranged on the side of the second hole portion 65 opposite the first axle portion molding die 5.
- the first axle portion pusher 57 has approximately a cylindrical shape, and is formed with a thickness that can be inserted in the first hole portion 55 without a gap.
- the second axle portion pusher 67 has a cylindrical shape, and is formed with a thickness that can be inserted in the second hole portion 65 without a gap.
- the vane portion molding die 7 is a die for molding the vane portion 11 from the pre-molding vane portion 21, as shown in FIG. 4A and FIG. 4B .
- the vane portion molding die 7 has a fabricated member hole portion (second insertion portion) 71 that has approximately a rectangular shape and penetrates in the thickness direction.
- the inner side surface of the fabricated member hole portion 71 consists of a third facing surface 72 and a fourth facing surface 73 that are a pair of planes that face each other, and a fifth facing surface 74 and a sixth facing surface 75 that are a pair of planes that face each other.
- a third concave portion 76 and a fourth concave portion 77 are respectively formed in the third facing surface 72 and the fourth facing surface 73.
- the inner side surface of the fabricated member hole portion 71 that includes the third concave portion 76 and the fourth concave portion 77 is formed entirely parallel to the thickness direction of the vane portion molding die 7.
- the shape of the fabricated member hole portion 71 that includes the third concave portion 76 and the fourth concave portion 77 has approximately the same shape as that which projects the nozzle vane 1 in a direction that is approximately perpendicular to the convex vane surface 16.
- the interval between the third facing surface 72 and the fourth facing surface 73 is formed to agree with the width of the vane portion 11 in the axial direction.
- the interval between the fifth facing surface 74 and the sixth facing surface 75 is formed to be longer than the length of the vane portion 11.
- the third concave portion 76 and the fourth concave portion 77 have the same shapes as those which respectively project the first axle portion 14 and the second axle portion 15 in directions approximately perpendicular to the convex vane surface 16, and the first axle portion 14 and the second axle portion 15 are capable of fitting in the third concave portion 76 and the fourth concave portion 77, respectively, without gaps.
- the third concave portion 76 and the fourth concave portion 77 are provided at positions at which a plane that equally divides the third concave portion 76 in a direction parallel to the fifth facing surface 74, and a plane that equally divides the fourth concave portion 77 in the aforementioned direction become the same plane (plane S).
- the third facing surface 72 and the fourth facing surface 73 are perpendicular to the plane S.
- a convex vane surface side pusher 78 (refer to FIG. 7B and FIG. 7C ) and a concave vane surface side pusher 79 (refer to FIG. 7B and FIG. 7C ) are respectively arranged on both sides of the fabricated member hole portion 71 in the thickness direction.
- the pressing surface of the convex vane surface side pusher 78 has the same shape as the convex vane surface 16, and the pressing surface of the concave vane surface side pusher 79 has the same shape as the concave vane surface 17.
- FIG. 5 is a schematic drawing that shows the state of the fabricated member 2 arranged in the second concave portion 53.
- FIG. 6 is a schematic drawing that shows the molding of the first axle portion 14 and the second axle portion 15.
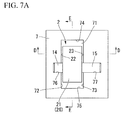
- FIG. 7A is a plan view that shows the state of the fabricated member 2 arranged in the fabricated member hole portion 71.
- FIG. 7B is a cross-sectional view along line D-D in FIG. 7A .
- FIG. 7C is a cross-sectional view along line E-E in FIG. 7A .
- FIG. 8 is a schematic view that shows the molding of the vane portion 11.
- the fabricated member 2 that is the previous-stage member of the nozzle vane 1 is molded.
- the fabricated member 2 is molded using a casting process such as die cast, or using a metallic powder injection molding method.
- first axle portion 14 and the second axle portion 15 of the nozzle vane 1 are molded (first process).
- first axle portion molding die 5 and the second axle Q, portion molding die 6 are made to separate from each other by operation of the driving portion, and by inserting the pre-molding first axle portion 24 in the first hole portion 55, the pre-molding vane portion 21 is arranged in the second concave portion 53.
- first axle portion molding die 5 and the second axle portion molding die 6 are brought into mutual close proximity by operation of the driving portion, and while inserting the pre-molding second axle portion 25 in the second hole portion 65, the first facing surface 51 and the second facing surface 61 are made to abut.
- the pre-molding vane portion 21 receives no biasing force from the first axle portion molding die 5 and the second axle portion molding die 6.
- the pre-molding first axle portion 24 and the pre-molding second axle portion 25 are made to undergo plastic deformation by being pressed in the axial direction. As shown in FIG. 6 , the pre-molding first axle portion 24 and the pre-molding second axle portion 25 are pressed in the axial direction from the respective end face sides by the first axle portion pusher 57 and the second axle portion pusher 67.
- the pre-molding first axle portion 24 By pressing the pre-molding first axle portion 24 in the axial direction, the pre-molding first axle portion 24 expands in the direction perpendicular to the axial direction and becomes thicker. At this time, the pre-molding first axle portion 24 is inserted in the first hole portion 55, and so the pre-molding first axle portion 24 does not expand beyond the internal shape of the first hole portion 55. For that reason, by pressing until the outer periphery of the pre-molding first axle portion 24 makes contact with the inner periphery of the first hole portion 55, the pre-molding first axle portion 24 undergoes plastic deformation to the same shape as the internal shape of the first hole portion 55.
- the inner periphery of the first hole portion 55 has the same shape as the outer periphery of the first axle portion 14 of the nozzle vane 1. Accordingly, the pre-molding first axle portion 24 is pressed inside of the first hole portion 55, whereby it is molded into the same shape as the first axle portion 14 of the nozzle vane 1. Note that the pre-molding second axle portion 25 is also pressed in the axial direction within the second hole portion 65 in the same manner as the pre-molding first axle portion 24, whereby it is molded into the same shape as the second axle portion 15 of the nozzle vane 1.
- the center axes of the first axle portion 14 and the second axle portion 15 that are molded by the first hole portion 55 and the second hole portion 65 that are arranged in such a positional relation also extend on the same axis.
- the vane portion 11 of the nozzle vane 1 is molded (second process).
- the fabricated member 2 after the aforementioned first process is inserted and arranged in the fabricated member hole portion 71 of the vane portion molding die 7.
- the first axle portion 14 and the second axle portion 15, which were molded in the aforementioned first process are respectively inserted in the third concave portion 76 and the fourth concave portion 77 without gaps.
- predetermined gaps are respectively formed between the pre-molding first end face 22 and the third facing surface 72, and between the pre-molding second end face 23 and the fourth facing surface 73.
- the pre-molding vane portion 21 is pressed from both vane surface sides in directions approximately perpendicular to the pre-molding convex vane surface 26, and thereby undergoes plastic deformation.
- the pre-molding vane portion 21 is pressed from both vane surface sides by the convex vane surface side pusher 78 and the concave vane surface side pusher 79.
- the pre-molding vane portion 21 By pressing the pre-molding vane portion 21 from both vane surface sides in directions approximately perpendicular to the pre-molding convex vane surface 26, the pre-molding vane portion 21 expands in the vane surface direction. At this time, the pre-molding vane portion 21 is inserted in the fabricated member hole portion 71, and so the pre-molding vane portion 21 does not expand beyond the internal shape of the fabricated member hole portion 71.
- the pre-molding vane portion 21 undergoes plastic deformation to the same shape as the internal shape of the fabricated member hole portion 71.
- the fabricated member hole portion 71 becomes the shape that projects the nozzle vane 1 in a direction approximately perpendicular to the convex vane surface 16. Accordingly, the pre-molding vane portion 21 is pressed inside the fabricated member hole portion 71, and thereby is molded to the same shape as the vane portion 11 of the nozzle vane 1.
- the present embodiment there is the effect of being able to manufacture the nozzle vane 1 that has the appropriate degree of accuracy without using a cutting process.
- the nozzle vane 1 is a variable vane that is used in a variable-capacity turbocharger 10, but the present invention is not limited to such an application, and it may be used for the manufacture of a general-purpose variable vane that has a vane portion and an axle portion.
- the nozzle vane 1 has the first axle portion 14 and the second axle portion 15 that are a pair of axle portions, but it may have a shape in which one axle portion projects out from a predetermined end face of the vane portion 11.
- FIG. 9 is a schematic view that shows one modification example of the second axle portion molding die 6 shown in FIG. 3A .
- the second hole portion 65A of the second axle portion molding die 6A does not penetrate in the thickness direction, and has a bottom surface 65B.
- the depth of the second hole portion 65A that is, the length from the second facing surface 61 to the bottom surface 65B is slightly shorter than the length of the pre-molding second axle portion 25. Also, the interval between the concave facing surface 54 and the second facing surface 61 when the convex portion 52 and the concave portion 62 are engaged is slightly wider than the width of the pre-molding vane portion 21 in the axial direction. Even with the constitution shown in FIG. 9 , by pressing the fabricated member 2 with the first axle portion pusher 57, it is possible to simultaneously mold the fist axle portion 14 and the second axle portion 15. Note that the constitution of the first axle portion molding die 5 and the second axle portion molding die 6A may be reversed in FIG. 9 .
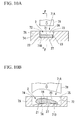
- FIG. 10A is a schematic drawing that shows a modification example of the vane portion molding die 7 shown in FIG. 4B .
- FIG. 10B is a cross-sectional view along line F-F in FIG. 10A .
- a fabricated member hole portion 71 A of a vane portion molding die 7A does not penetrate in the thickness direction, and has a bottom surface 718.
- the bottom surface 71B has the same shape as the concave vane surface 17 af the nozzle vane 1. Also, the third concave portion 76 and the fourth concave portion 77 penetrate in the thickness direction with their respective shapes so as not to bias the first axle portion 14 and the second axle portion 15 during pressing. Even with the constitution shown in FIG. 10A and FIG. 10B , it is possible to mold the vane portion 11 by pressing with the convex vane surface side pusher 78.
- the interval between the fifth facing surface 74 and the sixth facing surface 75 of the vane portion molding die 7 is formed longer than the length of the vane portion 11, it is difficult to ensure the length of the vane portion 11 after molding is within a high degree of accuracy, but it is possible to ensure the length of the vane portion 11 after molding has an appropriate degree of accuracy by making the aforementioned interval the predetermined length of the vane portion 11.
- the vane portion molding die 7 was used in the aforementioned embodiment, but the vane portion molding die 7 may be used together with the first axle portion molding die 5 and the second axle portion molding die 6.
- the vane portion molding die 7 may be used together with the first axle portion molding die 5 and the second axle portion molding die 6.
- the vane portion molding die 7 may be used together with the first axle portion molding die 5 and the second axle portion molding die 6.
- the vane portion 11 may be molded by pressing the pre-molding vane portion 21 with the convex vane surface side pusher 78 and the concave vane surface side pusher 79 in directions approximately perpendicular to the pre-molding convex vane surface 26 in the state shown in FIG. 6 .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Supercharger (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
A method of fabricating a nozzle vane comprising a vane portion and axle portions that project out from predetermined end faces of the vane portion, the method including: a first process that molds the axle portions by inserting pre-molding axle portions of a fabricated member having a pre-molding vane portion and pre-molding axle portions with dimensions respectively approximating the vane portion and the axle portions in axle portion molding dies in which a first insertion portion is formed with a shape that projects the axle portions in the axial direction, and pressing the pre-molding axle portions in the axial direction; and a second process that molds the vane portion by inserting the fabricated member after the first process in a vane portion molding die in which a second insertion portion is formed with a shape that projects the nozzle vane in a direction that is approximately perpendicular to the vane surface of the vane portion, and pressing the pre-molding vane portion in directions approximately perpendicular to the vane surface.
Description
- The present invention relates to a manufacturing method for a nozzle vane that has a vane portion and axle portions projecting from predetermined faces of the vane portion.
Priority is claimed on Japanese Patent Application No.2009-42164, filed February 25, 2009 - There is known a conventional nozzle vane that has a vane portion and axle portions that project from predetermined faces of the vane portion, and is used for example in a variable capacity turbocharger.
A variable capacity turbocharger is a supercharger that can raise the performance of an engine over a wide range from the low revolution range to the high revolution range. The aforementioned turbocharger has a rotary vane that rotates by the flow of exhaust gas that is discharged from the engine, and a variable nozzle that has an annular shape surrounding this rotary vane and supplies exhaust gas to the rotary vane. The variable nozzle has a pair of plate-like members having an annular shape that are disposed facing each other and a plurality of nozzle vanes that are provided between the pair of plate-like members. In the nozzle vane, the axle portions are supported to freely rotate by the pair of plate-like members, and are provided at a regular interval in the circumferential direction of the pair of plate-like members. - By rotating the nozzle vane centered on the axle portions and changing the interval between each vane portion, the channel diameter of the variable nozzle changes. By selecting the rotational frequency of the engine, that is, a suitable channel diameter of the variable nozzle in accordance with the flow amount of the exhaust gas that is ejected from the engine, it is possible to improve the performance of the engine over a wide range from the low revolution range to the high revolution range.
- In order to maintain the operation and performance of the variable capacity turbocharger, it is important to manufacture the nozzle vane with good accuracy.
For example, in order for the nozzle vane to smoothly turn, the diameter and circularity of the axle portion thereof must be within an appropriate range of accuracy. In addition to this, in the case of the nozzle vane having a pair of axle portions that project from both end faces of the vane portion, it is necessary to ensure the concentricity of the pair of axle portions with suitable accuracy.
Also, when the space between the plate-like members of the variable nozzle and the vane portion end faces of the nozzle vane is large, the flow amount of exhaust gas that leaks from the space increases, leading to a drop in the efficiency of the turbocharger.
For that reason, it is necessary to keep the width of the vane portion in the axial direction of the axle portions, and the perpendicularity between the aforementioned axial direction and the vane portion end face within appropriate tolerances. - In order to ensure such accuracy, a cutting process is used in the final step of manufacture of a nozzle vane.
Here,Patent Document 1 discloses a method of manufacturing a nozzle vane.
In the method of manufacturing a nozzle vane disclosed inPatent Document 1, first, a fabricated member having slightly larger dimensions than the nozzle vane of the finished product is formed from a metal plate that has a predetermined thickness by a punching process or a press process, and then the nozzle vane is manufactured by cutting the aforementioned fabricated member by a cutting process. In the cutting process, the axle portions and the vane portion end faces of the nozzle vane are cut, and the diameter of the axle portions and the width of the vane portion and the like are brought within appropriate tolerances through this process. -
- [Patent Document 1] Japanese Unexamined Patent Application, First Publication No.
2007-23840 Figure 10 ) - However, since a cutting process requires time and effort compared to a press process or the like, by employing such a cutting process, the manufacturing cost of the nozzle vane is increased.
- The present invention was achieved in view of the above circumstances, and has as its object to provide a manufacturing method for a nozzle vane that can ensure appropriate precision without using a cutting process.
- In order to solve the aforementioned issue, the present invention adopts the following apparatus.
The present invention is a method of fabricating a nozzle vane comprising a vane portion and an axle portion that projects out from a predetermined end face of the vane portion, adopting a method that is provided with: a first process that molds the axle portion by inserting a pre-molding axle portion of a fabricated member having a pre-molding vane portion and a pre-molding axle portion with dimensions respectively approximating the vane portion and the axle portion in an axle portion molding die in which a first insertion portion is formed with a shape that projects the axle portion in the axial direction, and pressing the pre-molding axle portion in the axial direction; and a second process that molds the vane portion by inserting the fabricated member after the first process in a vane portion molding die in which a second insertion portion is formed with a shape that projects the nozzle vane in a direction that is approximately perpendicular to the vane surface of the vane portion, and pressing the pre-molding vane portion in a direction approximately perpendicular to the vane surface. - In the first process in the present invention that adopts such a method, the pre-molding axle portion expands and becomes thicker in a direction that is perpendicular to the axial direction by pressing the pre-molding axle portion in the axial direction. At this time, since the pre-molding axle portion is inserted in the first insertion portion of the axle portion molding die, the pre-molding axle portion does not expand beyond the internal shape of the first insertion portion. For that reason, by pressing until the outer periphery of the pre-molding axle portion makes contact with the inner periphery of the first insertion portion, the pre-molding axle portion undergoes plastic deformation to the same shape as the internal shape of the first insertion portion.
Also, the first insertion portion projects the axle portion in the axial direction in the nozzle vane of the finished product. Accordingly, the pre-molding axle portion is molded in the same shape as the axle portion in the nozzle vane of the finished product by being pressed in the first insertion portion. - In the second process of the present invention, the pre-molding vane portion expands in the vane surface direction by pressing the pre-molding vane portion in a direction perpendicular to the vane surface. At this time, the pre-molding vane portion is inserted in the second insertion portion of the vane portion molding die, and the pre-molding vane portion does not expand beyond the internal shape of the second insertion portion. For that reason, by pressing until the end faces of the pre-molding vane portion make contact with the inner side surfaces of the second insertion portion, the pre-molding vane portion undergoes plastic deformation to the same shape as the internal shape of the second insertion portion. Also, the second insertion portion has a shape that projects the nozzle vane of the finished product in a direction approximately perpendicular to the aforementioned vane surface. Accordingly, the pre-molding vane portion is pressed inside of the second insertion portion, and thereby is molded to the same shape as the vane portion in the nozzle vane of the finished product.
- Also, in the present invention each axle portion of the nozzle vane projects out on the same axis in opposite directions from both end faces of the vane portion, and in the first process a method is adopted of molding a pair of the axle portions by respectively inserting a pair of the pre-molding axle portions in a pair of the axle portion molding dies, and pressing the pair of pre-molding axle portions in the axial direction.
In the present invention that adopts such a method, the center axes of the first insertion portions in the pair of axle portion molding dies that are installed in the same positional relation as the pair of axle portions in the nozzle vane of the finished product extend on the same axis. For that reason, in the present invention, the pair of axle portions that are molded by pressing the pair of pre-molding axle portions in the axial direction extend on the same axis. - According to the present invention, it is possible to obtain the following effect.
According to the present invention, there is the effect of being able to manufacture a nozzle vane that has the appropriate precision without using a cutting process. -
-
FIG. 1A is a plan view that shows the constitution of the nozzle vane in the present embodiment. -
FIG. 1B is a side view that shows the constitution of the nozzle vane in the present embodiment. -
FIG. 2A is a plan view that shows the constitution of the fabricated member in the present embodiment. -
FIG. 2B is a side view that shows the constitution of the fabricated member in the present embodiment. -
FIG. 3A is a cross-sectional view that shows the constitution of the first axle portion molding die and the second axle portion molding die in the present embodiment. -
FIG. 3B is the view from arrow A inFIG. 3A . -
FIG. 4A is a plan view that shows the constitution of the vane portion molding die in the present embodiment. -
FIG. 4B is a cross-sectional view along line B-B in FTG. 4A. -
FIG. 4C is a cross-sectional view along line C-C inFIG. 4A . -
FIG. 5 is a schematic view that shows the state of the fabricated member arranged in the second concave portion. -
FIG. 6 is a schematic view that shows the molding of the first axle portion and the second axle portion. -
FIG. 7A is a plan view that shows the state of the fabricated member arranged in the fabricated member hole portion. -
FIG. 7B is a cross-sectional view along line D-D inFIG. 7A . -
FIG. 7C is a cross-sectional view along line E-E inFIG. 7A . -
FIG. 8 is a schematic view that shows the formation of the vane portion. -
FIG. 9 is a schematic view that shows one modification example of the second axle portion molding die shown inFIG. 3A . -
FIG. 10A is a cross-sectional view that show a modification example of the vane portion molding die shown inFIG. 4B . -
FIG. 10B is a cross-sectional view along line F-F inFIG. 10A . -
FIG. 11 is a cross-sectional schematic view that shows a variable capacity turbocharger provided with a nozzle vane in the present embodiment. - Hereinbelow, an embodiment of the present invention shall be described with reference to the drawings.
The constitution of anozzle vane 1 and a fabricatedmember 2 in the present embodiment shall be described with reference toFIG. 1A to FIG. 2B .
FIG. 1A is a plan view that shows the constitution of thenozzle vane 1 in the present embodiment.FIG. 1B is a side view that shows the constitution of the nozzle vane in the present embodiment.FIG. 2A is a plan view that shows the constitution of the fabricatedmember 2 in the present embodiment.FIG. 2B is a side view that shows the constitution of the fabricated member in the present embodiment. - The
nozzle vane 1 is a variable vane that is used in avariable capacity turbocharger 10 shown inFIG. 11 .
A variable capacity turbocharger is a supercharger that can raise the performance of an engine (not illustrated) over a wide range from the low revolution range to the high revolution range. As shown inFIG. 11 , the aforementioned turbocharger has a rotatingvane 23 that rotates by the flow of exhaust gas that is exhausted from the engine, and avariable nozzle 50 that has approximately an annular shape that surrounds the rotatingvane 23 and supplies exhaust gas to the rotating vane. Thevariable nozzle 50 has a plurality ofnozzle vanes 1 between a pair of plate-like members nozzle vane 1 is supported to freely turn by the pair of plate-like members like members - By causing the plurality of
nozzle vanes 1 to turn, a channel diameter of thevariable nozzle 50 changes. It is possible to select a suitable channel diameter of thevariable nozzle 50 in accordance with the number of rotations of the engine, that is, the flow rate of exhaust gas that is discharged from the engine, in order to improve the performance of the engine over a wide range from the low revolution range to the high revolution range. - As shown in
FIG. 1A , thenozzle vane 1 has avane portion 11 that is a member with a vane shape that forms approximately a rectangle, and afirst axle portion 14 and asecond axle portion 15 that respectively project in mutually opposing directions from thefirst end face 12 and thesecond end face 13, which are mutually opposing end faces of thevane portion 11. Thenozzle vane 1 is made from a metallic material that has heat resistance and can undergo plastic deformation, and thevane portion 1, thefirst axle portion 14, and thesecond axle portion 15 are integrally formed.
As shown inFIG. 1B , thevane portion 11 has an aerofoil profile when viewed from the axial direction of thefirst axle portion 14, and both vane surfaces of thevane portion 11 consist of aconvex vane surface 16 that is formed in a convex shape, and aconcave vane surface 17 that is formed in a concave shape. Thefirst end face 12 and thesecond end face 13 are planes that are mutually parallel. Thefirst axle portion 14 and thesecond axle portion 15 are cylindrical axles, with thesecond axle portion 15 being formed longer than thefirst axle portion 14. - The
nozzle vane 1 is on the one hand required to smoothly rotate centered on thefirst axle portion 14 and thesecond axle portion 15, and also required to minimize leakage of exhaust gas from the space between thefirst end face 12 and thesecond end face 13 and the pair of plate-like members variable nozzle 50. For that reason, it is necessary for example to make the width in the axial direction of thevane portion 11, the perpendicularity between thefirst end face 12, thesecond end face 13 and the axial direction, the diameter and circularity of thefirst axle portion 14 and thesecond axle portion 15, and the concentricity of thefirst axle portion 14 and thesecond axle portion 15 have appropriate degrees of accuracy. - The fabricated
member 2 is a previous-stage member of thenozzle vane 1 that is molded by a pressing process described below, and has apre-molding vane portion 21 that is a member with a vane shape that is approximately rectangular, and a pre-moldingfirst axle portion 24 and a pre-moldingsecond axle portion 25 that respectively project in opposing directions from a pre-moldingfirst end face 22 and a pre-moldingsecond end face 23, respectively, which are mutually opposing end faces of thepre-molding vane portion 21. Both vane surfaces of thepre-molding vane portion 21 consist of a pre-moldingconvex vane surface 26 that is formed in a convex shape, and a pre-moldingconcave vane surface 27 that is formed in a concave shape. - The fabricated
member 2 is molded to have dimensions similar to the dimensions of thenozzle vane 1, In greater detail, the thickness of thepre-molding vane portion 21 is formed to be thicker than thevane portion 11 of thenozzle vane 1. The width of thepre-molding vane portion 21 in the axial direction of the pre-moldingfirst axle portion 24 is formed slightly narrower than the width of thevane portion 11, and the length of thepre-molding vane portion 21 is formed slightly shorter than the length of thevane portion 11. The pre-moldingfirst axle portion 24 and the pre-moldingsecond axle portion 25 are formed slightly narrower and longer than thefirst axle portion 14 and thesecond axle portion 15, respectively.
The fabricatedmember 2 is molded using a casting process such as die cast, or using a metallic powder injection molding method (metallic injection molding). - Next, the constitution of a first axle portion molding die 5, a second axle portion molding die 6, and a vane portion molding die 7 shall be described with reference to
FIG. 3A to FIG. 4C .
FIG. 3A is a cross-sectional view that shows the constitution of the first axle portion molding die 5 and the second axle portion molding die 6 in the present embodiment.FIG. 3B is a view from arrow A inFIG. 3A .FIG. 4A is a plan view that shows the constitution of the vane portion molding die 7 in the present embodiment.FIG. 4B is a cross-sectional view along line B-B inFIG. 4A. FIG. 4C is a cross-sectional view along line C-C inFIG. 4A . - The first axle portion molding die 5 and the second axle portion molding die 6 are dies for respectively molding the
first axle portion 14 and thesecond axle portion 15 from the pre-moldingfirst axle portion 24 and the pre-moldingsecond axle portion 25.
As shown inFIG. 3A , a first facingsurface 51 and a second facingsurface 61 that are mutually opposing planes are respectively formed in the first axle portion molding die 5 and the second axle portion molding die 6. The first facingsurface 51 and the second facingsurface 61 respectively have aconvex portion 52 and aconcave portion 62 for performing positioning between the first axle portion molding die 5 and the second axle portion molding die 6 in the direction of the surfaces. Theconvex portion 52 and theconcave portion 62 can fit together without a gap, and are formed to be freely detachable.
Note that at least either one of the first axle portion molding die 5 and the second axle portion molding die 6 is connected to a drive portion not illustrated, and the first axle portion molding die 5 and the second axle portion molding die 6 can repeat separation and abutting by operation of the drive portion. - A second
concave portion 53 that has approximately the same depth as width in the axial direction of thepre-molding vane portion 21 is formed in the first facingsurface 51. The secondconcave portion 53 has a concave facingsurface 54 that is a plane that faces the second axle portion molding die 6. The interval between the concave facingsurface 54 and the second facingsurface 61 when the first facingsurface 51 and the second facingsurface 61 abut is slightly wider than the width in the axial direction of thepre-molding vane portion 21.
A first hole portion (first insertion portion) 55 that penetrates in the thickness direction is formed in the concave facingsurface 54. The shape of thefirst hole portion 55 when viewed in the penetration direction has a circular shape that is the same as that of thefirst axle portion 14 af thenozzle vane 1 projected in the axial direction, and the inner circumferential surface of thefirst hole portion 55 is the same shape as the outer circumferential surface of thefirst axle portion 14. - A second hole portion (first insertion portion) 65 that penetrates in the thickness direction is formed in the surface of the second facing
surface 61 that faces the secondconcave portion 53. The shape of thesecond hole portion 65 when viewed in the penetration direction has a circular shape that is the same as that of thesecond axle portion 15 of thenozzle vane 1 projected in the axial direction, and the inner circumferential surface of thesecond hole portion 65 is the same shape as the outer circumferential surface of thesecond axle portion 15. Also, thesecond hole portion 65 is provided at a position at which the center axis of thefirst hole portion 55 and the center axis of thesecond hole portion 65 become coaxial when theconvex portion 52 is fitted in theconcave portion 62. - Note that a first axle portion pusher 57 (refer to
FIG. 5 ) is arranged on the side of thefirst hole portion 55 opposite the second axle portion molding die 6, and a second axle portion pusher 67 (refer toFIG. 5 ) is arranged on the side of thesecond hole portion 65 opposite the first axle portion molding die 5. The firstaxle portion pusher 57 has approximately a cylindrical shape, and is formed with a thickness that can be inserted in thefirst hole portion 55 without a gap. The secondaxle portion pusher 67 has a cylindrical shape, and is formed with a thickness that can be inserted in thesecond hole portion 65 without a gap. - The vane portion molding die 7 is a die for molding the
vane portion 11 from thepre-molding vane portion 21, as shown inFIG. 4A and FIG. 4B .
The vane portion molding die 7 has a fabricated member hole portion (second insertion portion) 71 that has approximately a rectangular shape and penetrates in the thickness direction.
The inner side surface of the fabricatedmember hole portion 71 consists of a third facingsurface 72 and a fourth facingsurface 73 that are a pair of planes that face each other, and a fifth facingsurface 74 and a sixth facingsurface 75 that are a pair of planes that face each other. A thirdconcave portion 76 and a fourthconcave portion 77 are respectively formed in the third facingsurface 72 and the fourth facingsurface 73. The inner side surface of the fabricatedmember hole portion 71 that includes the thirdconcave portion 76 and the fourthconcave portion 77 is formed entirely parallel to the thickness direction of the vane portion molding die 7. - The shape of the fabricated
member hole portion 71 that includes the thirdconcave portion 76 and the fourthconcave portion 77 has approximately the same shape as that which projects thenozzle vane 1 in a direction that is approximately perpendicular to theconvex vane surface 16. In greater detail, the interval between the third facingsurface 72 and the fourth facingsurface 73 is formed to agree with the width of thevane portion 11 in the axial direction. The interval between the fifth facingsurface 74 and the sixth facingsurface 75 is formed to be longer than the length of thevane portion 11. The thirdconcave portion 76 and the fourthconcave portion 77 have the same shapes as those which respectively project thefirst axle portion 14 and thesecond axle portion 15 in directions approximately perpendicular to theconvex vane surface 16, and thefirst axle portion 14 and thesecond axle portion 15 are capable of fitting in the thirdconcave portion 76 and the fourthconcave portion 77, respectively, without gaps.
The thirdconcave portion 76 and the fourthconcave portion 77 are provided at positions at which a plane that equally divides the thirdconcave portion 76 in a direction parallel to the fifth facingsurface 74, and a plane that equally divides the fourthconcave portion 77 in the aforementioned direction become the same plane (plane S). The third facingsurface 72 and the fourth facingsurface 73 are perpendicular to the plane S. - Note that a convex vane surface side pusher 78 (refer to
FIG. 7B and FIG. 7C ) and a concave vane surface side pusher 79 (refer toFIG. 7B and FIG. 7C ) are respectively arranged on both sides of the fabricatedmember hole portion 71 in the thickness direction. The pressing surface of the convex vanesurface side pusher 78 has the same shape as theconvex vane surface 16, and the pressing surface of the concave vanesurface side pusher 79 has the same shape as theconcave vane surface 17. - Next, the method of manufacturing the
nozzle vane 1 according to the present embodiment shall be described with reference toFIG. 5 to FIG. 8 .
FIG. 5 is a schematic drawing that shows the state of the fabricatedmember 2 arranged in the secondconcave portion 53.FIG. 6 is a schematic drawing that shows the molding of thefirst axle portion 14 and thesecond axle portion 15.FIG. 7A is a plan view that shows the state of the fabricatedmember 2 arranged in the fabricatedmember hole portion 71.FIG. 7B is a cross-sectional view along line D-D inFIG. 7A .FIG. 7C is a cross-sectional view along line E-E inFIG. 7A .
FIG. 8 is a schematic view that shows the molding of thevane portion 11. - Initially, the fabricated
member 2 that is the previous-stage member of thenozzle vane 1 is molded.
As described above, the fabricatedmember 2 is molded using a casting process such as die cast, or using a metallic powder injection molding method. - Next, the
first axle portion 14 and thesecond axle portion 15 of thenozzle vane 1 are molded (first process).
As shown inFIG. 5 , the first axle portion molding die 5 and the second axle Q, portion molding die 6 are made to separate from each other by operation of the driving portion, and by inserting the pre-moldingfirst axle portion 24 in thefirst hole portion 55, thepre-molding vane portion 21 is arranged in the secondconcave portion 53. Next, the first axle portion molding die 5 and the second axle portion molding die 6 are brought into mutual close proximity by operation of the driving portion, and while inserting the pre-moldingsecond axle portion 25 in thesecond hole portion 65, the first facingsurface 51 and the second facingsurface 61 are made to abut.
Since the interval between the concave facingsurface 54 and the second facingsurface 61 in this state is slightly wider than the width in the axial direction of thepre-molding vane portion 21, thepre-molding vane portion 21 receives no biasing force from the first axle portion molding die 5 and the second axle portion molding die 6. - Next, the pre-molding
first axle portion 24 and the pre-moldingsecond axle portion 25 are made to undergo plastic deformation by being pressed in the axial direction.
As shown inFIG. 6 , the pre-moldingfirst axle portion 24 and the pre-moldingsecond axle portion 25 are pressed in the axial direction from the respective end face sides by the firstaxle portion pusher 57 and the secondaxle portion pusher 67. - By pressing the pre-molding
first axle portion 24 in the axial direction, the pre-moldingfirst axle portion 24 expands in the direction perpendicular to the axial direction and becomes thicker. At this time, the pre-moldingfirst axle portion 24 is inserted in thefirst hole portion 55, and so the pre-moldingfirst axle portion 24 does not expand beyond the internal shape of thefirst hole portion 55. For that reason, by pressing until the outer periphery of the pre-moldingfirst axle portion 24 makes contact with the inner periphery of thefirst hole portion 55, the pre-moldingfirst axle portion 24 undergoes plastic deformation to the same shape as the internal shape of thefirst hole portion 55. Furthermore, the inner periphery of thefirst hole portion 55 has the same shape as the outer periphery of thefirst axle portion 14 of thenozzle vane 1. Accordingly, the pre-moldingfirst axle portion 24 is pressed inside of thefirst hole portion 55, whereby it is molded into the same shape as thefirst axle portion 14 of thenozzle vane 1.
Note that the pre-moldingsecond axle portion 25 is also pressed in the axial direction within thesecond hole portion 65 in the same manner as the pre-moldingfirst axle portion 24, whereby it is molded into the same shape as thesecond axle portion 15 of thenozzle vane 1. - Also, since the respective center axes of the
first hole portion 55 and thesecond hole portion 65 extend on the same axis, the center axes of thefirst axle portion 14 and thesecond axle portion 15 that are molded by thefirst hole portion 55 and thesecond hole portion 65 that are arranged in such a positional relation also extend on the same axis.
As a result, it is possible to ensure the diameters and circularity of thefirst axle portion 14 and thesecond axle portion 15, and the concentricity between thefirst axle portion 14 and thesecond axle portion 15 are within appropriate degrees of accuracy.
Thereby, the process of molding thefirst axle portion 14 and thesecond axle portion 15 of the nozzle vane 1 (first process) concludes. - Next, the
vane portion 11 of thenozzle vane 1 is molded (second process).
As shown inFIG. 7A , the fabricatedmember 2 after the aforementioned first process is inserted and arranged in the fabricatedmember hole portion 71 of the vane portion molding die 7. At this time, thefirst axle portion 14 and thesecond axle portion 15, which were molded in the aforementioned first process, are respectively inserted in the thirdconcave portion 76 and the fourthconcave portion 77 without gaps. Also, predetermined gaps are respectively formed between the pre-moldingfirst end face 22 and the third facingsurface 72, and between the pre-moldingsecond end face 23 and the fourth facingsurface 73. - Next, as shown in
FIG. 7B and FIG. 7C , thepre-molding vane portion 21 is pressed from both vane surface sides in directions approximately perpendicular to the pre-moldingconvex vane surface 26, and thereby undergoes plastic deformation.
As shown inFIG. 8 , thepre-molding vane portion 21 is pressed from both vane surface sides by the convex vanesurface side pusher 78 and the concave vanesurface side pusher 79. - By pressing the
pre-molding vane portion 21 from both vane surface sides in directions approximately perpendicular to the pre-moldingconvex vane surface 26, thepre-molding vane portion 21 expands in the vane surface direction. At this time, thepre-molding vane portion 21 is inserted in the fabricatedmember hole portion 71, and so thepre-molding vane portion 21 does not expand beyond the internal shape of the fabricatedmember hole portion 71. For that reason, by pressing until the pre-moldingfirst end face 22 and the pre-moldingsecond end face 23 of thepre-molding vane portion 21 make contact with the third facingsurface 72 and the fourth facingsurface 73 of the fabricatedmember hole portion 71, respectively, thepre-molding vane portion 21 undergoes plastic deformation to the same shape as the internal shape of the fabricatedmember hole portion 71. Also, the fabricatedmember hole portion 71 becomes the shape that projects thenozzle vane 1 in a direction approximately perpendicular to theconvex vane surface 16. Accordingly, thepre-molding vane portion 21 is pressed inside the fabricatedmember hole portion 71, and thereby is molded to the same shape as thevane portion 11 of thenozzle vane 1.
As a result, it is possible to ensure the width in the axial direction of thevane portion 11 and the perpendicularity between thefirst end face 12 and thesecond end face 13 with the axial direction are within the appropriate degrees of accuracy
Thereby, the process of molding thevane portion 11 of the nozzle vane 1 (second process) concludes. - Accordingly, it is possible to obtain the following effects according to the present embodiment.
According to the present embodiment, there is the effect of being able to manufacture thenozzle vane 1 that has the appropriate degree of accuracy without using a cutting process. - Note that the operation procedure and the shapes and combinations of the constituent members shown in the aforementioned embodiment are merely examples, and various changes are possible based on the process conditions and design requirements within a scope that does not depart from the gist of the present invention.
- For example, in the aforementioned embodiment, the
nozzle vane 1 is a variable vane that is used in a variable-capacity turbocharger 10, but the present invention is not limited to such an application, and it may be used for the manufacture of a general-purpose variable vane that has a vane portion and an axle portion. - Also, in the aforementioned embodiment, the
nozzle vane 1 has thefirst axle portion 14 and thesecond axle portion 15 that are a pair of axle portions, but it may have a shape in which one axle portion projects out from a predetermined end face of thevane portion 11. - Also, in the aforementioned embodiment, when molding the
first axle portion 14 and thesecond axle portion 15, the firstaxle portion pusher 57 and the secondaxle portion pusher 67, which constitute a pair of pushers, were used, but thefirst axle portion 14 and thesecond axle portion 15 may also be molded using a constitution as shown inFIG. 9 .
FIG. 9 is a schematic view that shows one modification example of the second axle portion molding die 6 shown inFIG. 3A .
As shown inFIG. 9 , thesecond hole portion 65A of the second axle portion molding die 6A does not penetrate in the thickness direction, and has abottom surface 65B. The depth of thesecond hole portion 65A, that is, the length from the second facingsurface 61 to thebottom surface 65B is slightly shorter than the length of the pre-moldingsecond axle portion 25. Also, the interval between the concave facingsurface 54 and the second facingsurface 61 when theconvex portion 52 and theconcave portion 62 are engaged is slightly wider than the width of thepre-molding vane portion 21 in the axial direction.
Even with the constitution shown inFIG. 9 , by pressing the fabricatedmember 2 with the firstaxle portion pusher 57, it is possible to simultaneously mold thefist axle portion 14 and thesecond axle portion 15. Note that the constitution of the first axle portion molding die 5 and the second axle portion molding die 6A may be reversed inFIG. 9 . - Also, in the aforementioned embodiment, when molding the
vane portion 11, the convex vanesurface side pusher 78 and the concave vanesurface side pusher 79, which constitute a pair of pushers, were used, but thevane portion 11 may also be molded using the constitution shown inFIG. 10A and FIG. 10B .
FIG. 10A is a schematic drawing that shows a modification example of the vane portion molding die 7 shown inFIG. 4B .FIG. 10B is a cross-sectional view along line F-F inFIG. 10A .
As shown inFIG. 10A and FIG. 10B , a fabricatedmember hole portion 71 A of a vane portion molding die 7A does not penetrate in the thickness direction, and has a bottom surface 718. Thebottom surface 71B has the same shape as theconcave vane surface 17 af thenozzle vane 1. Also, the thirdconcave portion 76 and the fourthconcave portion 77 penetrate in the thickness direction with their respective shapes so as not to bias thefirst axle portion 14 and thesecond axle portion 15 during pressing.
Even with the constitution shown inFIG. 10A and FIG. 10B , it is possible to mold thevane portion 11 by pressing with the convex vanesurface side pusher 78. - Also, in the aforementioned embodiment, since the interval between the fifth facing
surface 74 and the sixth facingsurface 75 of the vane portion molding die 7 is formed longer than the length of thevane portion 11, it is difficult to ensure the length of thevane portion 11 after molding is within a high degree of accuracy, but it is possible to ensure the length of thevane portion 11 after molding has an appropriate degree of accuracy by making the aforementioned interval the predetermined length of thevane portion 11. - Also, the vane portion molding die 7 was used in the aforementioned embodiment, but the vane portion molding die 7 may be used together with the first axle portion molding die 5 and the second axle portion molding die 6.
For example, after making the shape of the space that is formed by the secondconcave portion 53 and the second facingsurface 61 shown inFIG. 3A the same shape as the fabricatedmember hole portion 71 shown inFIG. 4A to FIG. 4C , and molding thefirst axle portion 14 and thesecond axle portion 15 by the first process, thevane portion 11 may be molded by pressing thepre-molding vane portion 21 with the convex vanesurface side pusher 78 and the concave vanesurface side pusher 79 in directions approximately perpendicular to the pre-moldingconvex vane surface 26 in the state shown inFIG. 6 . - According to the present invention, it is possible to manufacture a nozzle vane that has the appropriate accuracy without using a cutting process.
-
- 1
- nozzle vane
- 11
- vane portion
- 12
- first end face
- 13
- second end face
- 14
- first axle portion
- 15
- second axle portion
- 16
- convex vane surface
- 17
- concave vane surface
- 2
- fabricated member
- 21
- pre-molding vane portion
- 24
- pre-molding first axle portion
- 25
- pre-molding second axle portion
- 26
- pre-molding convex vane surface
- 27
- pre-molding concave vane surface
- 5
- first axle portion molding die
- 55
- first hole portion (first insertion portion)
- 6
- second axle portion molding die
- 65
- second hole portion (first insertion portion)
- 7
- vane portion molding die
- 71
- fabricated member insertion hole portion (second insertion portion)
Claims (5)
- A method of manufacturing a nozzle vane comprising a vane portion and an axle portions that project out from a predetermined end faces of the vane portion, the method comprising:a first process that molds the axle portions by inserting a pre-molding axle portions of a fabricated member having a pre-molding vane portion and a pre-molding axle portions with dimensions respectively approximating the vane portion and the axle portions in axle portion molding dies in which a first insertion portion is formed with a shape that projects the axle portions in the axial direction, and pressing the pre-molding axle portions in the axial direction; anda second process that molds the vane portion by inserting the fabricated member after the first process in a vane portion molding die in which a second insertion portion is formed with a shape that projects the nozzle vane in a direction that is approximately perpendicular to the vane surface of the vane portion, and pressing the pre-molding vane portion in directions approximately perpendicular to the vane surface.
- The method of manufacturing a nozzle vane according to claim 1, wherein
each axle portion of the nozzle vane projects out on the same axis in opposite directions from both end faces of the vane portion; and
in the first process, molding a pair of the axle portions by respectively inserting a pair of the pre-molding axle portions in a pair of the axle portion molding dies, and pressing the pair of pre-molding axle portions in the axial direction. - The method of manufacturing a nozzle vane according to claim 1 or claim 2, wherein the axle portions that are molded in the first process are inserted without gaps in a third concave portion and a fourth concave portion that are formed in the vane portion molding die.
- The method of manufacturing a nozzle vane according to claim 1 or claim 2, wherein when pressing the pre-molding axle portions in the axial direction, a pair of pushers capable of moving in the axial direction are used, and when pressing the pre-molding vane portion in directions approximately perpendicular to the vane surface, a pair of pushers capable of moving in directions approximately perpendicular to the vane surface are used.
- The method of manufacturing a nozzle vane according to claim 1 or claim 2, wherein when pressing the pre-molding axle portions in the axial direction, with one end side of the pre-molding axle portions fixed to the axle portion molding die in the axial direction, a pusher that is capable of moving in the axial direction is pressed on the other end side of the pre-molding axle portions that is not fixed in the axial direction, and when pressing the pre-molding vane portion in a direction approximately perpendicular to the vane surface, with one end side of the pre-molding vane portion fixed to the vane portion molding die in a direction approximately perpendicular to the vane surface, a pusher that is capable of moving in a direction that is approximately perpendicular to the vane surface is pressed on the pre-molding vane portion of the other end side that is not fixed in a direction that is approximately perpendicular to the vane surface.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009042164A JP2010196583A (en) | 2009-02-25 | 2009-02-25 | Fabrication method for nozzle vane |
| PCT/JP2010/001294 WO2010098117A1 (en) | 2009-02-25 | 2010-02-25 | Fabrication method for nozzle vane |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2402580A1 true EP2402580A1 (en) | 2012-01-04 |
Family
ID=42665330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10746000A Withdrawn EP2402580A1 (en) | 2009-02-25 | 2010-02-25 | Fabrication method for nozzle vane |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110296895A1 (en) |
| EP (1) | EP2402580A1 (en) |
| JP (1) | JP2010196583A (en) |
| KR (1) | KR20110111509A (en) |
| CN (1) | CN102333943A (en) |
| WO (1) | WO2010098117A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10302011B2 (en) | 2015-11-23 | 2019-05-28 | Garrett Transportation I Inc. | Exhaust gas variable turbine assembly |
| JP6261756B1 (en) | 2016-07-29 | 2018-01-17 | 三菱製鋼株式会社 | Heat-resistant casting |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59106047D1 (en) * | 1991-05-13 | 1995-08-24 | Asea Brown Boveri | Process for manufacturing a turbine blade. |
| JP3833002B2 (en) * | 1999-04-14 | 2006-10-11 | 株式会社安来製作所 | Manufacturing method of exhaust vane blade for supercharger for automobile and vane blade |
| US6138491A (en) * | 1999-06-25 | 2000-10-31 | General Electric Company | Apparatus and method for low heat transfer rate chill down during forging |
| US6453556B1 (en) * | 2000-10-11 | 2002-09-24 | Hmy Ltd. | Method of producing exhaust gas vane blade for superchargers of motor vehicles and vane blade |
| US7089664B2 (en) * | 2001-08-03 | 2006-08-15 | Akita Fine Blanking Co., Ltd. | Variable blade manufacturing method and variable blade in VGS type turbo charger |
| JP3944819B2 (en) * | 2001-08-03 | 2007-07-18 | 株式会社アキタファインブランキング | Method of manufacturing variable wing blade portion applied to exhaust guide assembly in VGS type turbocharger |
| FR2874339B1 (en) * | 2004-08-23 | 2008-12-05 | Snecma Moteurs Sa | METHOD FOR MANUFACTURING CONSTITUENT PIECES OF A HOLLOW DRAW BY DRILLING ON PRESS |
| JP4490881B2 (en) | 2005-07-13 | 2010-06-30 | 株式会社アキタファインブランキング | Method for manufacturing variable wing in VGS type turbocharger |
| JP2009042164A (en) | 2007-08-10 | 2009-02-26 | Hitachi Maxell Ltd | Infrared camera |
| JP4317906B1 (en) * | 2008-10-09 | 2009-08-19 | 株式会社テクネス | Method for manufacturing variable vanes |
-
2009
- 2009-02-25 JP JP2009042164A patent/JP2010196583A/en active Pending
-
2010
- 2010-02-25 EP EP10746000A patent/EP2402580A1/en not_active Withdrawn
- 2010-02-25 US US13/202,168 patent/US20110296895A1/en not_active Abandoned
- 2010-02-25 CN CN2010800092751A patent/CN102333943A/en active Pending
- 2010-02-25 WO PCT/JP2010/001294 patent/WO2010098117A1/en active Application Filing
- 2010-02-25 KR KR1020117020063A patent/KR20110111509A/en not_active Application Discontinuation
Non-Patent Citations (1)
| Title |
|---|
| See references of WO2010098117A1 * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20110111509A (en) | 2011-10-11 |
| WO2010098117A1 (en) | 2010-09-02 |
| JP2010196583A (en) | 2010-09-09 |
| CN102333943A (en) | 2012-01-25 |
| US20110296895A1 (en) | 2011-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6535584B2 (en) | Method of manufacturing compressor housing | |
| EP2144348B1 (en) | Laminated iron core and production of the same | |
| JP4778097B1 (en) | Compressor housing for supercharger and method for manufacturing the same | |
| US8944688B2 (en) | Radial foil bearing | |
| KR101278750B1 (en) | Turbocharger and manufacturing method for turbocharger | |
| EP1245307B1 (en) | Manufacturing method of a nozzle adjusting mechanism for variable capacity turbine, and nozzle adjusting mechanism | |
| EP2402580A1 (en) | Fabrication method for nozzle vane | |
| KR20180066086A (en) | METHOD AND APPARATUS FOR MANUFACTURING RING-SHAPED-molded parts | |
| JP5469759B1 (en) | Rotor core and manufacturing method thereof | |
| US9065318B2 (en) | Rotor core and method of manufacturing the same | |
| EP2728211B1 (en) | Halved sliding bearing and method for producing same | |
| EP3928901A1 (en) | Magnet holder and magnet unit | |
| JP5194739B2 (en) | Manufacturing method of cylindrical body | |
| WO2020170859A1 (en) | Magnet holder and magnet unit | |
| CN103492148A (en) | Method of manufacturing mold for tire vulcanization and mold for tire vulcanization | |
| JP3637249B2 (en) | Manufacturing method of spherical ring on outer diameter side | |
| JPWO2014050530A1 (en) | Variable nozzle unit, variable capacity supercharger, and method of manufacturing power transmission member | |
| JP5110738B2 (en) | Compressor housing for turbocharger | |
| JP4228190B2 (en) | Manufacturing method of bearing seal and bearing seal | |
| CN111185533A (en) | Profiling tool and method for small symmetrical double-horn air inlets for ventilator | |
| KR20140094519A (en) | System and method for manufacturing a honeycomb body | |
| CN109026696A (en) | Compressor pump body, compressor, air conditioner | |
| JP2012011646A (en) | Method of manufacturing product made from tetrafluoroethylene | |
| JP2012158991A (en) | Method of manufacturing contoured metal ring | |
| EP2923096B1 (en) | Bearing shell with alignment projecting feature |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110909 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20140313 |