EP2398607B1 - Method and apparatus for making reinforcements for reinforced concrete - Google Patents
Method and apparatus for making reinforcements for reinforced concrete Download PDFInfo
- Publication number
- EP2398607B1 EP2398607B1 EP10705422.3A EP10705422A EP2398607B1 EP 2398607 B1 EP2398607 B1 EP 2398607B1 EP 10705422 A EP10705422 A EP 10705422A EP 2398607 B1 EP2398607 B1 EP 2398607B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- longitudinal elements
- joining
- longitudinal
- allow
- elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/08—Making wire network, i.e. wire nets with additional connecting elements or material at crossings
- B21F27/10—Making wire network, i.e. wire nets with additional connecting elements or material at crossings with soldered or welded crossings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/12—Making special types or portions of network by methods or means specially adapted therefor
- B21F27/121—Making special types or portions of network by methods or means specially adapted therefor of tubular form, e.g. as reinforcements for pipes or pillars
- B21F27/125—Making special types or portions of network by methods or means specially adapted therefor of tubular form, e.g. as reinforcements for pipes or pillars by attaching individual stirrups to longitudinal wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/12—Making special types or portions of network by methods or means specially adapted therefor
- B21F27/20—Making special types or portions of network by methods or means specially adapted therefor of plaster-carrying network
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
- B23K11/008—Manufacturing of metallic grids or mats by spot welding
- B23K11/0086—Grids or mats used in concrete structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
Definitions
- the present invention relates to a method and an apparatus for making tridimensional and/or flat reinforcements for reinforced concrete, as in particular assembled metal cages, welded wire nettings and the like.
- European patent EP 1539397 describes a method for making wire nettings constituted by longitudinal irons joined by means of transverse irons. The union of the transverse irons to the longitudinal irons is made through U-shaped open stirrups suitable to enclose the same transverse irons.
- European patent EP 0162183 forming the basis for the preamble of the independent claims 1 and 2, in its turn describes a method and a machine for making tridimensional metal structures obtained from level nets and electro-welded transverse irons.
- the level nets are positioned by means of a suitable series of supports on suitably distanced parallel planes and are then joined to the transverse irons through a series of successive welding steps.
- the known apparatuses generally turn out to be scarcely versatile, as they allow to make specific typologies of reinforcements for reinforced concrete.
- the task of the present invention is that of solving the aforementioned problems, devising a method that allow to easily make reinforcements for reinforced concrete of different types, either with bidimensional or tridimensional structure.
- a further scope of the present invention is that of providing an apparatus for making reinforcements for reinforced concrete operating according to the above mentioned method.
- Another object of the present invention is that of providing an apparatus for making reinforcements for reinforced concrete having a simple conception, a securely reliable functioning and versatile use, as well as relatively economic cost.
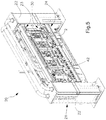
- the apparatus for making reinforcements for reinforced concrete according to the present invention is indicated in its entirety with 1.
- the reinforcements to be made are generically constituted, in a known way, by a series of longitudinal elements 2 joined by transverse elements 3 in a way as to make bidimensional or tridimensional net metal structures.
- Such longitudinal and transverse elements 2, 3 can be constituted indifferently by bars which are straight or folded or calendered at least once at least at one end, or otherwise profiled according to a closed profile with one or more overlappings.
- the longitudinal bars 2 and/or the transverse elements 3 can be equipped at one end or both ends with at least one fold 2a of suitable length, folded with respect to the longitudinal axis of the same bars 2 by a predetermined folding angle, for example squared as represented.
- the transverse elements 3 are constituted by polygonal-profiled stirrups but it is obviously possible to provide for the use of transverse irons shaped in any way, included straight irons.
- the apparatus 1 comprises a loading station 10 in correspondence of which are provided support means 11 for the longitudinal bars 2 arranged in series.
- support means 11 are preferably constituted by a series of rollers 12 arranged coplanar with parallel horizontal axis.
- the rollers 12 are mounted freely rotatable on respective bearing frames 13.
- the longitudinal bars 2 are prearranged, suitably distanced one another, on a substantially horizontal work plane defined by cited support means 11.
- the rollers 12 of the support means 11 allow the support and the shift of the longitudinal bars 2 according to a feed direction A axial to the same longitudinal bars 2 and reduce the effort of the same movement.
- the bearing frames 13 for the rollers 12 can be tilting on a longitudinal plane through articulation on a lower axis 14, hinged to a fixed base, as illustrated in fig. 4 .
- the tilting of the bearing frames 13 for the rollers is controlled by suitable actuator members 16 through a leverage 17.
- a joining station 20 downstream of the loading station 10 is arranged a joining station 20 in which is performed the joining of the longitudinal bars 2 to at least a transverse element 3, through welding.
- the joining station 20 provides for a framework 21 substantially portal-shaped, defined by a couple of lateral columns 22 between which are arranged an upper crossbar 23 and a lower crossbar 24.
- the upper crossbar 23 frontally carries a guide 26, which basically extends for the total length of the same crossbar 23, on which are mounted a couple of supports 27 of the transverse element 3.
- the supports 27 have a position which is adjustable according to the dimensions of the transverse element 3.
- the supports 27 are constituted by outlined elements suitable to contain a single stirrup 3, open or closed, on a plane preferably vertical and orthogonal to the feed direction A of the longitudinal bars 2.
- stirrups 3 are loaded manually on the apparatus. Nevertheless it is possible to provide for the use of automatic loading devices, known per se, to simultaneously load the transverse elements 3. Particularly such automatic devices can operate the multiple loading of transverse elements having different diameter and/or length, in order to make particular types of metal reinforcements.
- the upper crossbar 23 Underneath the upper crossbar 23 are arranged guide means 25 along which a plurality of welding heads 30 are slidingly supported.
- the welding heads 30 are suitable to be shifted along the guide means 25, independently one another, upon activation of suitable movers 370.
- the welding heads 30 can be shifted and pack collected on the outer parts of the upper crossbar 23 to allow the passage, in extraction step, of the metal structure in formation, as better described in the following (see fig. 10 ).
- the welding heads 30 are for example provided in a number equal to the longitudinal bars 2 to be welded. In effect it is yet possible to provide for the use of a number of welding heads smaller than the number of the longitudinal bars 2, providing for at least one thereof to be mobile along the upper crossbar 23 of the portal framework 21. It is also to be provided that a same welding head 30 can operate on more bars at the same time, in particular in the case in which these latter have a reduced diameter.
- the welding heads 30 provide for respective welder members constituted by a couple of electrodes 31, 37 made of adapted conductor material, suitably connected to a device for supplying the electric energy.
- each welding head 30 provides for a first upper electrode 31 and a second lower electrode 37, suitable to act in contraposition at the junction between the longitudinal bar 2 and the transverse element 3 to be welded, in a way as to carry out also the function of tightening the joint.
- Each welding head 30 further provides for a contact 32 that can be opened, arranged upstream of the electrodes 31, 37 according to the advancement direction A of the structure in formation, to close the electric circuit of the electrodes 31, 37 in contact with the lower crossbar 24 below (see figure 16 ).
- the electrodes 31, 37 and the contact 32 are preferably arranged offset one another, in substance on parallel longitudinal planes, in a way as to allow the passage of the longitudinal bars 2. Practically the longitudinal bars 2 are arranged in correspondence of the first electrode 31 of the relative welding head, at the side of the plane engaged by the contact 32.
- the first electrode 31 and the contact 32 are reciprocally connected through a flexible conductor 33 and are actionable singly, according to a vertical axis, by respective actuator members 34, 35 (see figure 6 ).
- the actuator members 34, 35 are carried at the lower part of a plate 36 sliding on guide means 25 along the upper crossbar 23 of the portal structure 21.
- the first electrode 31 and the contact 32 could be actuated through one only actuator member, with the interposition of a suitable elastic fastening element, for example a mechanical, pneumatic spring or the like.
- the first electrode 31 is either carried overhang forward in the direction of the longitudinal elements 2, to insert profiled transverse elements 3 of any dimension or with a closed profile, or it is carried overhang transversally with respect to the same longitudinal elements 2, to allow the insertion of longitudinal elements 2 profiled with a closed profile (see figures 20 and 21 ). Alternately it is possible to provide for the electrode to be carried overhang in inclined direction to obtain both previous conditions.
- the lower crossbar 24 supports first and second support means 41, 42 for the longitudinal bars 2 fed to the joining station 20 to make the metal structure.
- the first support means 41 arranged in correspondence of the inlet zone of the joining station 20, are constituted by a series of raceways 43, constrained in adjustable positions, through respective fastening members 44, to a section bar 45 of the lower crossbar 24.
- the second support means 42 arranged in correspondence of the welding zone, are constituted by a series of forks 46, constrained in adjustable positions, through respective fastening members 47, to a further section bar 48 of the lower crossbar 24.
- each raceway 43 of the first support means 41 results longitudinally aligned with a respective fork 46 of the second support means 42, in a way as to allow the passage of a relative longitudinal bar 2.
- the first support means 41 is suitable to operate a roller 50 for containing the longitudinal bars 2, which extends in a direction transverse to the axis of the same longitudinal bars 2.
- the containment roller 50 is carried freely rotatable, in correspondence of the opposite ends, by plates 51 which are guided sliding along respective vertical guides 52 constrained to the columns 22 of the portal framework 21.
- the containment roller 50 is mobile in vertical direction, along the guides 52, upon control of suitable linear actuator members 53.
- the containment roller 50 allows to keep in position the longitudinal bars 2 inside the raceways 43, during the working, in particular to avoid the upsetting of longitudinal bars having a limited length.
- the joining station 20 also provides, substantially in correspondence of the lower crossbar 24, for a lifting roller 54 which extends in a direction transverse to the axis of the longitudinal bars 2 and arranged in use underneath the work plane on which are fed the same longitudinal bars 2, in a median position between the electrodes 31, 37 and the contact 32 of the welding heads 30.
- the lifting roller 54 is suitable to be shifted in vertical direction in a way as to operate the simultaneous lifting of the longitudinal bars 2. This allows in particular to insert the transverse elements 3 to be welded also under the longitudinal bars 2.
- the lower crossbar 24 further carries a plurality of support members 55 for the transverse elements 3 to be welded, in particular the lower branch of the stirrups.
- Such support members 55 have adjustable position along the lower crossbar 24, through relative supports 56, and are provided with magnetic members 57, for example magnets, to stably retain the transverse elements 3 in the correct position for joining to the longitudinal bars 2.
- the lower crossbar 24 can be lowered to allow the passage of the folds 2a directed downwards of the longitudinal bars 2. Alternately it is possible to provide for the possibility of raising the upper crossbar 23.
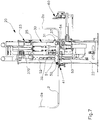
- the leveller device 60 With the joining station 20 is associated a leveller device 60 (see figures 7 and 11 ) arranged downstream of the welding zone, according to the advancement direction A of the metal structure in formation.
- the leveller device 60 provides a crossbar 63 made of outlined elements, on which are mounted, in adjustable positions, abutting members 61 which extend vertically above and underneath with respect to the cited work plane on which are fed the longitudinal bars 2, to abut single folds 2a of such bars 2 either in the case that they are oriented upwards or downwards.
- the abutting members 61 are constituted by listels 62 profiled with a vertical groove directed towards the longitudinal bars 2, carried integral by respective fork-shaped connections 64 suitable to be blocked on the crossbar 63 by means of relative screw members 65 (see figures 12 and 13 ).
- a further abutting member 66 constituted by a listel suitable to tip abut the straight longitudinal bars 2, devoid of folds at the anterior end ( fig. 14 ).
- the further abutting member 66 is arranged rear with respect to the abutting members 61, according to the advancement direction A of the longitudinal bars 2, to bring the anterior end of the longitudinal bars 2 level with respect to the transverse element 3 to which they are joined, substantially to the welding zone.
- the crossbar 63 of the leveller device 60 is carried at the opposite ends by a couple of carriages 67 which are mobile on respective vertical guides 68, under control of suitable vertical actuator members 69. This allows to shift the same leveller device 60 in a lowered idle position, at the end of its own operating step, to allow the advancing of the metal structure in formation.
- the apparatus Downstream of the joining station 20, the apparatus finally provides for an outlet station 70 of the metal structure in formation, provided with a haulage device 80.
- the outlet station 70 provides for a frame 71 extended longitudinally to the apparatus and provided with upper backstays 72 coplanar to the cited work plane of the loading station 10, in a way as to realize the continuity of such a plane on which advances the metal structure in formation.
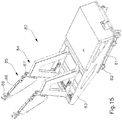
- the haulage device 80 provides for a carriage 81 which is mobile, by means of wheels 82 suitably motorised, on a wheel-track 73 which extends longitudinally to the apparatus, on a plane which lies lower to the cited work plane ( fig. 15 ). Obviously it is also possible to provide for the carriage 81 of the haulage device to operate above or in correspondence of the cited work plane. From the carriage 81 extends a frame 83 to which can be fixed, in positions adjustable in direction transverse to the longitudinal axis of the apparatus, single supports 84 of dragging members 85. Such dragging members 85 respectively provide for a tilting arm 86 articulated on a pin 87 in a way as to result rotatable on a longitudinal vertical plane, upon control of suitable actuator means. The tilting arm 86 bears at its free end a pliers element 88 suitable to seize preferably a transverse element 3 of the structure in formation.
- the haulage device 80 is provided with two dragging members 85, carrying respective pliers members 88, but it is obviously possible to provide for a different number of dragging members 85, according to the dimensions of the structure in formation.
- the method for making reinforcements for reinforced concrete provides for prearranging a series of longitudinal bars 2, suitably distanced between them, upon the work plane defined by the rollers 12 of the support means 11 of the same longitudinal bars 2, in correspondence of the loading station 10.
- the loading of the longitudinal bars 2 on the support means 11 can be carried out manually or with the aid of suitable automatic loader devices.
- the longitudinal bars 2 can be arranged in the desired number and at the desired reciprocal distances, according to the specific characteristics of the metal structure to be made; the longitudinal bars 2 can also respectively have different diameter and length, in the case that it is required by the project, upon suitable adjustment of the guide members.
- the longitudinal bras 2 are then fed, making them shift upon the aforesaid work plane, to the joining station 20 in correspondence of which are prearranged welding means 30.
- the longitudinal bars 2 cross the portal framework 21 of the joining station 20, respectively engaging the first and second support means 41, 42, and are brought abutting against the leveller device 60.
- a previous adjustment of the raceways 43 and of the forks 46 of the support means 41, 42 along the respective section bars 45, 48 of the lower crossbar 24 is obviously necessary.
- the raceways 43 and the forks 46 are blocked in the desired position through the respective fastening members 44, 47.
- the position of the abutting members 66 and 61 of the leveller device 60 is preventively adjusted, along the crossbar 63.
- the longitudinal bars 2 are brought abutting against the members 66 and 61 according to the fact that such bars 2 are straight or provided with folds 2a directed upwards or downwards, as schematically illustrated in fig. 11 .
- the bars 2 are frontally provided with folds directed upwards or downwards, these are inserted abutting against the vertical groove of the listel 62 of the abutting members 61 ( figures 12 and 13 ); instead, the straight longitudinal bars 2 are brought tip abutting against the abutting member 66 ( fig. 14 ).
- abutting members 61 also serve as vertical guide for the folds 2a of the longitudinal bars 2 that, in such a way, are maintained in the correct mounting position.
- a first transverse element 3, prearranged in the joining station 20, is joined to the longitudinal bars 2 by moving the welding means 30.
- the transverse element 3 is constituted by a polygonal stirrup inserted between the supports 27 of the portal structure 21 and brought into contact with its lower branch upon the longitudinal bars 2.
- the transverse elements 3 which are used can obviously be differently shaped, in particular being possible also the use of two or more transverse elements on the same vertical plane. Such transverse elements can also be different in diameter, length, pitch, geometric shape of the possible folds, nature of the material and the like.
- the welding of the stirrup 3 to the longitudinal bars 2 is performed operating the descent of the electrodes 31 of the welding heads 30, which are prearranged in the suitable work positions along the upper crossbar 23 of the portal structure 21.
- each welding head 30 After each welding head 30 has been positioned in correspondence of the junction to be welded, it is provided to operate the descent of the contact 32 that can be opened on the lower crossbar 24 in a way as to allow the closing of the circuit ( fig. 16 ). Then, it is provided to operate the descent of the first upper electrode 31 which tightens the junction against the second lower electrode 37, performing the welding of the junction ( fig. 17 ). At the end of the welding, it is provided to operate the inverse raising movement of the electrode 31 and of the contact 32 to allow the shifting movement of the structure in formation ( fig. 18 ).
- the return of the welding heads 30 and of the containment roller 50 in the lifted position is operated, as well as the moving of the leveller device 60 in the idle lowered position, in a way as to allow the advancing of the forming metal structure on the work plane.
- the advancing is actuated by the haulage device 80 associated with the outlet station 70, according to a predetermined step corresponding to the fastening distance of a successive transverse element 3 to the longitudinal bars 2, as previously described.
- fastening of every provided transverse element 3 is carried out on the longitudinal bars 2, until completing the metal structure.
- the transverse elements 3 can be indifferently fastened above, under the longitudinal bars 2, in the second case due to the intervention of the raising roller 54 that allows the operator to insert the transverse element 3 from the down, between the lower electrodes and the longitudinal elements 2 that result raised with respect to the same lower electrodes. If furthermore the longitudinal bars 2 are provided with folds 2a in the back end directed upwards, lateral shifting of the welding heads 30 is also operated, as can be seen in fig. 9 , so that the same welding heads 30 do not interfere with the advancement of the forming metal structure or before the extraction of the item. Instead if the folds are directed downwards, in order to allow the extraction of the item it must be possible to lower the lower crossbar of the joining station.
- the contact 32 can be opened in order to allow the welding heads 30 to shift transversally from a longitudinal element 2 to another, to join more joints with the same welding head 30, for example in the case that the welding heads 30 are in a lower number than the longitudinal elements, or to shift all the welding heads 30 laterally, in order not to interfere with the possible folds 2a upwards at the end of the longitudinal elements 2, in the extraction step.
- the method and the described apparatus attain the scope of easily making reinforcements for reinforced concrete of different type, having either a bidimensional or a tridimensional structure. Practically it is possible to realize netting wire structures of any typology with respect to dimensions, shape and diameters of the longitudinal bars and of the transverse elements, pitch between the elements, presence or not of folds and other analogous parameters.
- FIGs 22 - 32 illustrate, for exemplifying purposes, a series of bidimensional and tridimensional metal structures that can be made by means of the claimed apparatus.
- figures 22 and 23 illustrate two examples of so-called 'parrillas' nets
- figures 24 and 25 illustrate two examples of nets with stirrups
- figure 26 illustrates an example of cage
- figure 27 illustrates an example of small ladder
- figures 28 and 29 illustrate two examples of nets, with longitudinal elements having straight and oblique levelling
- figures 30 and 31 illustrate two examples of nets for door and for door and window
- figure 32 illustrates an example of plinth or wall.
- the diameter of the irons can be equal of varying
- the pitch between the adjacent elements can be equal or varying
- the folds can be short or long and of equal or various length.
- transverse elements can be arranged above the longitudinal elements, as generally represented, but also under or possibly alternated.
- a characteristic of the described apparatus is given by the fact of allowing the realization of tridimensional metal structures starting from longitudinal and/or transverse elements with at least a fold at one or both ends. To such a result contributes specifically the characteristics of the apparatus for which the welding heads can be laterally shifted, in a way as to make the operative zone free for advancing the forming structure.
- Another important advantage of the claimed apparatus consists in the fact that it is possible to make wire nettings and other metal bidimensional or tridimensional structures also using longitudinal bras having different diameter, due to the possibility of adjusting and actuating singly in an independent way the welding heads.
- the embodiment of the invention may vary depending on the requirements.
Description
- The present invention relates to a method and an apparatus for making tridimensional and/or flat reinforcements for reinforced concrete, as in particular assembled metal cages, welded wire nettings and the like.
- At the present time various techniques that allow to make bidimensional or tridimensional metal structures suitable to be used as reinforcements for reinforced concrete are known.
- European patent
EP 1539397 describes a method for making wire nettings constituted by longitudinal irons joined by means of transverse irons. The union of the transverse irons to the longitudinal irons is made through U-shaped open stirrups suitable to enclose the same transverse irons. - European patent
EP 0162183 , forming the basis for the preamble of theindependent claims - The known apparatuses generally turn out to be scarcely versatile, as they allow to make specific typologies of reinforcements for reinforced concrete.
- Vice versa in the specific fields the exigency is felt of being able to alternately make metal reinforcements for reinforced concrete of different type, whether with bidimensional or tridimensional structures.
- The task of the present invention is that of solving the aforementioned problems, devising a method that allow to easily make reinforcements for reinforced concrete of different types, either with bidimensional or tridimensional structure.
- A further scope of the present invention is that of providing an apparatus for making reinforcements for reinforced concrete operating according to the above mentioned method.
- Another object of the present invention is that of providing an apparatus for making reinforcements for reinforced concrete having a simple conception, a securely reliable functioning and versatile use, as well as relatively economic cost.
- The above mentioned scopes are attained, according to the present invention, by the method and apparatus for making reinforcements for reinforced concrete according to
claims - Details of the invention shall be more apparent from the detailed description of a preferred embodiment of the apparatus for making reinforcements for reinforced concrete according to the invention, illustrated for indicative purposes in the attached drawings, wherein:
-
figure 1 shows a perspective view of the apparatus for making reinforcements for reinforced concrete according to the invention; -
figures 2 and 3 respectively show a lateral view and a plan view of such an apparatus; -
figure 4 shows a perspective view of support means for the longitudinal bars in a loading station of the apparatus; -
figure 5 shows a perspective view of a station for joining the longitudinal and transverse reinforcement elements in the apparatus in hand; -
figure 6 shows a perspective view from a different angle of such a joining station, partially broken; -
figure 7 shows a cross section view according to a longitudinal vertical plane of the same joining station; -
figure 8 shows a front view thereof, partially broken; -
figure 9 shows a front view of an increased portion of the joining station in a different operating condition; -
figure 10 shows a perspective view thereof; -
figure 11 shows a perspective view of leveller means associated with said joining station; -
figures 12, 13 and 14 respectively show a detail view of said leveller means in cross section according to a longitudinal vertical plane, in various use configurations; -
figure 15 shows a perspective view of haulage means in an outlet station for the realized structure; -
figures 16 - 19 show a perspective view of an operating zone of the joining station in successive steps of the work cycle; -
figures 20 and 21 show a front view of a different embodiment of means for joining said transverse and longitudinal elements, in various operating steps; -
figures 22 - 32 show various structures that can be made by means of the claimed apparatus. - With particular reference to such figures, the apparatus for making reinforcements for reinforced concrete according to the present invention is indicated in its entirety with 1. The reinforcements to be made are generically constituted, in a known way, by a series of
longitudinal elements 2 joined bytransverse elements 3 in a way as to make bidimensional or tridimensional net metal structures. Such longitudinal andtransverse elements longitudinal bars 2 and/or thetransverse elements 3 to be equipped at one end or both ends with at least onefold 2a of suitable length, folded with respect to the longitudinal axis of thesame bars 2 by a predetermined folding angle, for example squared as represented. Furthermore in the illustrated case thetransverse elements 3 are constituted by polygonal-profiled stirrups but it is obviously possible to provide for the use of transverse irons shaped in any way, included straight irons. - With reference to
figure 1 , theapparatus 1 comprises aloading station 10 in correspondence of which are provided support means 11 for thelongitudinal bars 2 arranged in series. With reference tofigure 4 , such support means 11 are preferably constituted by a series ofrollers 12 arranged coplanar with parallel horizontal axis. Therollers 12 are mounted freely rotatable onrespective bearing frames 13. Thelongitudinal bars 2 are prearranged, suitably distanced one another, on a substantially horizontal work plane defined by cited support means 11. Therollers 12 of the support means 11 allow the support and the shift of thelongitudinal bars 2 according to a feed direction A axial to the samelongitudinal bars 2 and reduce the effort of the same movement. - Alternately it is possible to provide for
support means 11 that may be pulled down in order to allow the passage of thefolds 2a of thelongitudinal bars 2. Within such a scope for example thebearing frames 13 for therollers 12 can be tilting on a longitudinal plane through articulation on alower axis 14, hinged to a fixed base, as illustrated infig. 4 . The tilting of the bearingframes 13 for the rollers is controlled bysuitable actuator members 16 through aleverage 17. - With reference to
figure 5 , downstream of theloading station 10 is arranged ajoining station 20 in which is performed the joining of thelongitudinal bars 2 to at least atransverse element 3, through welding. The joiningstation 20 provides for aframework 21 substantially portal-shaped, defined by a couple oflateral columns 22 between which are arranged anupper crossbar 23 and alower crossbar 24. With reference tofigure 8 , theupper crossbar 23 frontally carries a guide 26, which basically extends for the total length of thesame crossbar 23, on which are mounted a couple ofsupports 27 of thetransverse element 3. Thesupports 27 have a position which is adjustable according to the dimensions of thetransverse element 3. In the illustrated case, thesupports 27 are constituted by outlined elements suitable to contain asingle stirrup 3, open or closed, on a plane preferably vertical and orthogonal to the feed direction A of thelongitudinal bars 2. - As a rule, the
stirrups 3 are loaded manually on the apparatus. Nevertheless it is possible to provide for the use of automatic loading devices, known per se, to simultaneously load thetransverse elements 3. Particularly such automatic devices can operate the multiple loading of transverse elements having different diameter and/or length, in order to make particular types of metal reinforcements. - Underneath the
upper crossbar 23 are arranged guide means 25 along which a plurality ofwelding heads 30 are slidingly supported. With reference tofigure 7 , thewelding heads 30 are suitable to be shifted along the guide means 25, independently one another, upon activation ofsuitable movers 370. In particular, thewelding heads 30 can be shifted and pack collected on the outer parts of theupper crossbar 23 to allow the passage, in extraction step, of the metal structure in formation, as better described in the following (seefig. 10 ). - The
welding heads 30 are for example provided in a number equal to thelongitudinal bars 2 to be welded. In effect it is yet possible to provide for the use of a number of welding heads smaller than the number of thelongitudinal bars 2, providing for at least one thereof to be mobile along theupper crossbar 23 of theportal framework 21. It is also to be provided that asame welding head 30 can operate on more bars at the same time, in particular in the case in which these latter have a reduced diameter. Thewelding heads 30 provide for respective welder members constituted by a couple ofelectrodes - More precisely, the welder members of each
welding head 30 provide for a firstupper electrode 31 and a secondlower electrode 37, suitable to act in contraposition at the junction between thelongitudinal bar 2 and thetransverse element 3 to be welded, in a way as to carry out also the function of tightening the joint. Eachwelding head 30 further provides for acontact 32 that can be opened, arranged upstream of theelectrodes electrodes lower crossbar 24 below (seefigure 16 ). Furthermore theelectrodes contact 32 are preferably arranged offset one another, in substance on parallel longitudinal planes, in a way as to allow the passage of thelongitudinal bars 2. Practically thelongitudinal bars 2 are arranged in correspondence of thefirst electrode 31 of the relative welding head, at the side of the plane engaged by thecontact 32. - The
first electrode 31 and thecontact 32 are reciprocally connected through aflexible conductor 33 and are actionable singly, according to a vertical axis, byrespective actuator members 34, 35 (seefigure 6 ). Theactuator members plate 36 sliding on guide means 25 along theupper crossbar 23 of theportal structure 21. Alternately thefirst electrode 31 and thecontact 32 could be actuated through one only actuator member, with the interposition of a suitable elastic fastening element, for example a mechanical, pneumatic spring or the like. - Appropriately the
first electrode 31 is either carried overhang forward in the direction of thelongitudinal elements 2, to insert profiledtransverse elements 3 of any dimension or with a closed profile, or it is carried overhang transversally with respect to the samelongitudinal elements 2, to allow the insertion oflongitudinal elements 2 profiled with a closed profile (seefigures 20 and 21 ). Alternately it is possible to provide for the electrode to be carried overhang in inclined direction to obtain both previous conditions. - The
lower crossbar 24 supports first and second support means 41, 42 for thelongitudinal bars 2 fed to the joiningstation 20 to make the metal structure. With reference tofigures 7 and10 , the first support means 41, arranged in correspondence of the inlet zone of the joiningstation 20, are constituted by a series ofraceways 43, constrained in adjustable positions, throughrespective fastening members 44, to asection bar 45 of thelower crossbar 24. The second support means 42, arranged in correspondence of the welding zone, are constituted by a series offorks 46, constrained in adjustable positions, throughrespective fastening members 47, to afurther section bar 48 of thelower crossbar 24. Obviously in mounting position eachraceway 43 of the first support means 41 results longitudinally aligned with arespective fork 46 of the second support means 42, in a way as to allow the passage of a relativelongitudinal bar 2. - Above the first support means 41, is suitable to operate a
roller 50 for containing thelongitudinal bars 2, which extends in a direction transverse to the axis of the samelongitudinal bars 2. Thecontainment roller 50 is carried freely rotatable, in correspondence of the opposite ends, byplates 51 which are guided sliding along respectivevertical guides 52 constrained to thecolumns 22 of theportal framework 21. Thecontainment roller 50 is mobile in vertical direction, along theguides 52, upon control of suitablelinear actuator members 53. Thecontainment roller 50 allows to keep in position thelongitudinal bars 2 inside theraceways 43, during the working, in particular to avoid the upsetting of longitudinal bars having a limited length. - The joining
station 20 also provides, substantially in correspondence of thelower crossbar 24, for a liftingroller 54 which extends in a direction transverse to the axis of thelongitudinal bars 2 and arranged in use underneath the work plane on which are fed the samelongitudinal bars 2, in a median position between theelectrodes contact 32 of the welding heads 30. The liftingroller 54 is suitable to be shifted in vertical direction in a way as to operate the simultaneous lifting of thelongitudinal bars 2. This allows in particular to insert thetransverse elements 3 to be welded also under thelongitudinal bars 2. - With reference to
figure 9 , thelower crossbar 24 further carries a plurality ofsupport members 55 for thetransverse elements 3 to be welded, in particular the lower branch of the stirrups.Such support members 55 have adjustable position along thelower crossbar 24, throughrelative supports 56, and are provided withmagnetic members 57, for example magnets, to stably retain thetransverse elements 3 in the correct position for joining to thelongitudinal bars 2. - According to an embodiment of the apparatus, the
lower crossbar 24 can be lowered to allow the passage of thefolds 2a directed downwards of thelongitudinal bars 2. Alternately it is possible to provide for the possibility of raising theupper crossbar 23. - With the joining
station 20 is associated a leveller device 60 (seefigures 7 and11 ) arranged downstream of the welding zone, according to the advancement direction A of the metal structure in formation. Theleveller device 60 provides acrossbar 63 made of outlined elements, on which are mounted, in adjustable positions, abuttingmembers 61 which extend vertically above and underneath with respect to the cited work plane on which are fed thelongitudinal bars 2, to abut single folds 2a ofsuch bars 2 either in the case that they are oriented upwards or downwards. The abuttingmembers 61 are constituted bylistels 62 profiled with a vertical groove directed towards thelongitudinal bars 2, carried integral by respective fork-shapedconnections 64 suitable to be blocked on thecrossbar 63 by means of relative screw members 65 (seefigures 12 and 13 ). - On the
crossbar 63 of theleveller device 60 can further be mounted a further abuttingmember 66 constituted by a listel suitable to tip abut the straightlongitudinal bars 2, devoid of folds at the anterior end (fig. 14 ). The further abuttingmember 66 is arranged rear with respect to the abuttingmembers 61, according to the advancement direction A of thelongitudinal bars 2, to bring the anterior end of thelongitudinal bars 2 level with respect to thetransverse element 3 to which they are joined, substantially to the welding zone. Nevertheless it is possible to provide for the use of an auxiliary abutment 66a suitable to tip abut thelongitudinal bars 2 directed in an advanced position according to the advancement direction A of the bars, in the case that it is required by the structure to be made (fig. 7 ). In fact it is possible to provide for the mounting on thecrossbar 63 of abutting members profiled in the most suitable way as a function of the shape of the folded end of thelongitudinal bars 2 to be levelled. It is further possible to provide for thecrossbar 63 to be arrangeable also in inclined position with respect to thelongitudinal bars 2, for example through rotation with respect to a longitudinal axis. - The
crossbar 63 of theleveller device 60 is carried at the opposite ends by a couple ofcarriages 67 which are mobile on respectivevertical guides 68, under control of suitablevertical actuator members 69. This allows to shift thesame leveller device 60 in a lowered idle position, at the end of its own operating step, to allow the advancing of the metal structure in formation. - Downstream of the joining
station 20, the apparatus finally provides for anoutlet station 70 of the metal structure in formation, provided with ahaulage device 80. Theoutlet station 70 provides for aframe 71 extended longitudinally to the apparatus and provided withupper backstays 72 coplanar to the cited work plane of theloading station 10, in a way as to realize the continuity of such a plane on which advances the metal structure in formation. - The
haulage device 80 provides for acarriage 81 which is mobile, by means ofwheels 82 suitably motorised, on a wheel-track 73 which extends longitudinally to the apparatus, on a plane which lies lower to the cited work plane (fig. 15 ). Obviously it is also possible to provide for thecarriage 81 of the haulage device to operate above or in correspondence of the cited work plane. From thecarriage 81 extends aframe 83 to which can be fixed, in positions adjustable in direction transverse to the longitudinal axis of the apparatus, single supports 84 of draggingmembers 85. Such draggingmembers 85 respectively provide for a tiltingarm 86 articulated on apin 87 in a way as to result rotatable on a longitudinal vertical plane, upon control of suitable actuator means. The tiltingarm 86 bears at its free end apliers element 88 suitable to seize preferably atransverse element 3 of the structure in formation. - In the illustrated case, the
haulage device 80 is provided with two draggingmembers 85, carryingrespective pliers members 88, but it is obviously possible to provide for a different number of draggingmembers 85, according to the dimensions of the structure in formation. - Alternately it is possible to provide for the moving of the structure in formation to be made through a thrust device, preferably of the restarting type. The restart functioning of the haulage or thrust device suitably allows to reduce the lay-out of the apparatus.
- The method for making reinforcements for reinforced concrete according to the invention provides for prearranging a series of
longitudinal bars 2, suitably distanced between them, upon the work plane defined by therollers 12 of the support means 11 of the samelongitudinal bars 2, in correspondence of theloading station 10. The loading of thelongitudinal bars 2 on the support means 11 can be carried out manually or with the aid of suitable automatic loader devices. Thelongitudinal bars 2 can be arranged in the desired number and at the desired reciprocal distances, according to the specific characteristics of the metal structure to be made; thelongitudinal bars 2 can also respectively have different diameter and length, in the case that it is required by the project, upon suitable adjustment of the guide members. - The
longitudinal bras 2 are then fed, making them shift upon the aforesaid work plane, to the joiningstation 20 in correspondence of which are prearranged welding means 30. Thelongitudinal bars 2 cross theportal framework 21 of the joiningstation 20, respectively engaging the first and second support means 41, 42, and are brought abutting against theleveller device 60. To such aim, a previous adjustment of theraceways 43 and of theforks 46 of the support means 41, 42 along the respective section bars 45, 48 of thelower crossbar 24 is obviously necessary. Theraceways 43 and theforks 46 are blocked in the desired position through therespective fastening members - Similarly, the position of the abutting
members leveller device 60 is preventively adjusted, along thecrossbar 63. Thelongitudinal bars 2 are brought abutting against themembers such bars 2 are straight or provided withfolds 2a directed upwards or downwards, as schematically illustrated infig. 11 . In particular, in the case that thebars 2 are frontally provided with folds directed upwards or downwards, these are inserted abutting against the vertical groove of thelistel 62 of the abutting members 61 (figures 12 and 13 ); instead, the straightlongitudinal bars 2 are brought tip abutting against the abutting member 66 (fig. 14 ). - It is to note that the abutting
members 61 also serve as vertical guide for thefolds 2a of thelongitudinal bars 2 that, in such a way, are maintained in the correct mounting position. - After the
longitudinal bars 2 have been brought abutting against the abuttingmembers leveller device 60, the descent of thecontainment roller 50 upon the samelongitudinal bars 2 is operated. - Then, a first
transverse element 3, prearranged in the joiningstation 20, is joined to thelongitudinal bars 2 by moving the welding means 30. In the illustrated case, thetransverse element 3 is constituted by a polygonal stirrup inserted between thesupports 27 of theportal structure 21 and brought into contact with its lower branch upon thelongitudinal bars 2. Thetransverse elements 3 which are used can obviously be differently shaped, in particular being possible also the use of two or more transverse elements on the same vertical plane. Such transverse elements can also be different in diameter, length, pitch, geometric shape of the possible folds, nature of the material and the like. - The welding of the
stirrup 3 to thelongitudinal bars 2 is performed operating the descent of theelectrodes 31 of the welding heads 30, which are prearranged in the suitable work positions along theupper crossbar 23 of theportal structure 21. - Practically, after each
welding head 30 has been positioned in correspondence of the junction to be welded, it is provided to operate the descent of thecontact 32 that can be opened on thelower crossbar 24 in a way as to allow the closing of the circuit (fig. 16 ). Then, it is provided to operate the descent of the firstupper electrode 31 which tightens the junction against the secondlower electrode 37, performing the welding of the junction (fig. 17 ). At the end of the welding, it is provided to operate the inverse raising movement of theelectrode 31 and of thecontact 32 to allow the shifting movement of the structure in formation (fig. 18 ). - In the case that it is provided to operate through the
same welding head 30 the junction of a further joint, at the side of the previous one, it is then provided to shift thesame welding head 30 along theupper crossbar 23 until bearing theelectrode 31 in correspondence of such further joint (fig. 19 ). The welding step then proceeds as previously described. - After the welding of the first
transverse element 3 has been carried out, the return of the welding heads 30 and of thecontainment roller 50 in the lifted position is operated, as well as the moving of theleveller device 60 in the idle lowered position, in a way as to allow the advancing of the forming metal structure on the work plane. The advancing is actuated by thehaulage device 80 associated with theoutlet station 70, according to a predetermined step corresponding to the fastening distance of a successivetransverse element 3 to thelongitudinal bars 2, as previously described. In an analogous way, for stepwise advancements, fastening of every providedtransverse element 3 is carried out on thelongitudinal bars 2, until completing the metal structure. Thetransverse elements 3 can be indifferently fastened above, under thelongitudinal bars 2, in the second case due to the intervention of the raisingroller 54 that allows the operator to insert thetransverse element 3 from the down, between the lower electrodes and thelongitudinal elements 2 that result raised with respect to the same lower electrodes. If furthermore thelongitudinal bars 2 are provided withfolds 2a in the back end directed upwards, lateral shifting of the welding heads 30 is also operated, as can be seen infig. 9 , so that the same welding heads 30 do not interfere with the advancement of the forming metal structure or before the extraction of the item. Instead if the folds are directed downwards, in order to allow the extraction of the item it must be possible to lower the lower crossbar of the joining station. - It is to note that the
contact 32 can be opened in order to allow the welding heads 30 to shift transversally from alongitudinal element 2 to another, to join more joints with thesame welding head 30, for example in the case that the welding heads 30 are in a lower number than the longitudinal elements, or to shift all the welding heads 30 laterally, in order not to interfere with thepossible folds 2a upwards at the end of thelongitudinal elements 2, in the extraction step. - The method and the described apparatus attain the scope of easily making reinforcements for reinforced concrete of different type, having either a bidimensional or a tridimensional structure. Practically it is possible to realize netting wire structures of any typology with respect to dimensions, shape and diameters of the longitudinal bars and of the transverse elements, pitch between the elements, presence or not of folds and other analogous parameters.
- The apparatus which realizes such a method is therefore suitable to satisfy all the various exigencies of the field.
Figures 22 - 32 illustrate, for exemplifying purposes, a series of bidimensional and tridimensional metal structures that can be made by means of the claimed apparatus. In particular,figures 22 and 23 illustrate two examples of so-called 'parrillas' nets;figures 24 and25 illustrate two examples of nets with stirrups;figure 26 illustrates an example of cage;figure 27 illustrates an example of small ladder;figures 28 and29 illustrate two examples of nets, with longitudinal elements having straight and oblique levelling;figures 30 and 31 illustrate two examples of nets for door and for door and window;figure 32 illustrates an example of plinth or wall. In all the illustrated structures the diameter of the irons can be equal of varying, the pitch between the adjacent elements can be equal or varying, the folds can be short or long and of equal or various length. Furthermore the transverse elements can be arranged above the longitudinal elements, as generally represented, but also under or possibly alternated. - A characteristic of the described apparatus is given by the fact of allowing the realization of tridimensional metal structures starting from longitudinal and/or transverse elements with at least a fold at one or both ends. To such a result contributes specifically the characteristics of the apparatus for which the welding heads can be laterally shifted, in a way as to make the operative zone free for advancing the forming structure.
- Another important advantage of the claimed apparatus consists in the fact that it is possible to make wire nettings and other metal bidimensional or tridimensional structures also using longitudinal bras having different diameter, due to the possibility of adjusting and actuating singly in an independent way the welding heads.
- In practice, the embodiment of the invention, the materials used, as well as the shape and dimensions, may vary depending on the requirements.
Claims (15)
- Method for making reinforcements for reinforced concrete, comprising the steps of :a. prearranging in a loading station (10) a series of longitudinal elements (2) suitably distanced one another on a work plane defined by support means (11) for supporting said longitudinal elements (2)b. feeding said longitudinal elements (2), through shifting on said work plane, to a joining station (20) provided with joining means (30) carried overhung from the top in a way as to leave an empty space with respect to said work plane on which are fed said longitudinal elements (2);c. joining to said longitudinal elements (2) at least a transverse element (3) prearranged in said joining station (20) through actuation of said joining means (30), said joining means (30) comprising a plurality of welding heads (30) each provided with a first upper electrode (31);d. joining in ordered succession possible further transverse elements (3) to said longitudinal elements (2) to complete the realization of the structure constituted by the joining of said longitudinal elements (2) and said possible further transverse elements (3);characterised in that:- said empty space left by said joining means (30) above said work plane is suitable to allow the passage of possible folds (2a) shaped on the longitudinal elements (2);- each first upper electrode (31) is associated to a respective second lower electrode (37) to form respective couples of electrodes (31, 37), suitable to operate in contraposition at the junction between a said longitudinal element (2) and said at least a transverse element (3) to be welded; each said welding heads (30) being further provided with an openable contact (32) connected to a respective first upper electrode (31) to open / close the electric circuit of the respective couple of electrodes (31, 37);- said plural welding heads (30) are operable to be laterally shifted to allow the passage of possible folds (2a), and further carry said first upper electrodes (31) overhung forward and/or transversally to allow the insertion and welding of longitudinal elements (2) and/or transverse elements (3) shaped according to any profile also with a closed profile.
- Apparatus for making reinforcements for reinforced concrete, comprising:- -a loading station (10) provided with support means (11) for supporting a series of longitudinal elements (2) prearranged, suitably distanced one another, on a work plane defined by the same support means (11);- a joining station (20) provided with joining means (30) carried overhung from the top in a wayas to leave an empty space above said work plane on which are fed said longitudinal elements (2), said joining means (30) comprising a plurality of welding heads (30), each provided with a first upper electrode (31) and being suitable to be actuated to join to said longitudinal elements (2) at least a transverse element (3) prearranged in the same joining station (20);- an outlet station (70) of the structure constituted by the joining of said longitudinal elements (2) and said at least a transverse element (3), arranged downstream of said joining station (20); characterised in that:- said empty space left by said joining means (30) above said work plane is suitable to allow the passage of possible folds (2a) shaped on the longitudinal elements (2);- each first upper electrode (31) is associated to a respective second lower electrode (37) to form respective couples of electrodes (31, 37), suitable to operate in contraposition at the junction between a said longitudinal element (2) and said at least a transverse element (3) to be welded; each said welding heads (30) being further provided with an openable contact (32) connected to a respective first upper electrode (31) to open / close the electric circuit of the respective couple of electrodes (31, 37);- said plural welding heads (30) are operable to be laterally shifted to allow the passage of possible folds (2a), and further carry said first upper electrodes (31) overhung forward and/or transversally to allow the insertion and welding of longitudinal elements (2) and/or transverse elements (3) shaped according to any profile also with a closed profile.
- Apparatus according to claim 2, characterized in that it comprises leveller means (40) associated with said joining station (20) and suitable to be moved between a work position in which they serve as abutment to said longitudinal elements (2) and an idle position to allow the advancement of said structure constituted by the joining of said longitudinal elements (2) and said at least a transverse element (3).
- Apparatus according to claim 2, characterized in that said joining station (20) provides a framework (21) comprising:- an upper crossbar (23), along which are slidingly supported said joining means (30), mobile on a plane substantially transverse to said work plane and having positions adjustable independently to one another, to allow the passage, in extraction step, of the metal structure in formation, and to allow each said Joining means (30) to operate on more than one longitudinal element (2); and- a lower crossbar (24) carrying in adjustable positions support means (41, 42) of said longitudinal elements (2).
- Apparatus according to claim 4, characterized in that it provides, downstream of said joining station (20), guide and support means (26, 27) of at least a said transverse element (3) and support members (55) of the same transverse element (3) provided with magnetic members (57) suitable to stably retain said transverse element (3) in the correct position for joining to said longitudinal elements (2).
- Apparatus according to claim 4, characterized in that said support means (41, 42) of the longitudinal elements (2) comprise first support means (41), arranged in correspondence of the inlet zone to said joining station (20) and shaped guide means (43) for said longitudinal members (2), constrained in adjustable positions, through respective fastening members (44), to a section bar (45) of said lower crossbar (24) and second support means (42), arranged in correspondence of the zone of said union station (20) where welding occurs, where said joining means (30) act, and suitable to be arranged longitudinally aligned with said respective first support means (41) to allow the passage of the same longitudinal elements (2).
- Apparatus according to claim 6, characterized in that it comprises a containment roller (50) carried freely rotatable above said first support means (41) and mobile in vertical direction, upon control of suitable actuator means (53), to maintain said longitudinal elements (2) within said guide means (43).
- Apparatus according to claim 4, characterized in that said joining station (20) comprises a lifting roller (54) extended in direction transverse to the axis of said longitudinal elements (2) and arranged in use under said work plane on which are fed the same longitudinal elements (2), said lifting roller (54) being suitable to be shifted in vertical direction in a way as to operate the simultaneous lifting of said longitudinal elements (2) in order to insert thereunder said at least a transverse element (3) to be welded.
- Apparatus according to claim 3, characterized in that said leveller means (40) provide a crossbar (63) on which are mounted, in adjustable positions, a series of abutting members (61) vertically extended above and under with respect to said work plane on which are fed said longitudinal elements (2), to abut single folds (2a) of said longitudinal elements (2) directed upwards or alternately downwards.
- Apparatus according to claim 9, characterized in that said leveller means (40) provide a further abutting member (66) suitable to tip abut said longitudinal elements (2), devoid of folds at the front end, and arranged rear according to the feed direction (A) of the same longitudinal elements (2), to bring said front end of the longitudinal elements (2) level with respect to said at least a transverse element (3) prearranged in said joining station (20).
- Apparatus according to claim 2, characterized in that said first electrode (31) and said openable contact (32) are connected by means of a flexible conductor (33) to close said electric circuit of the electrodes (31, 37) and can be actuated, according to a vertical axis, by actuator means (34, 35) carried overhung at the lower part of support means (36) which can slide on guide means (25) along an upper crossbar (23) of said joining station (20).
- Apparatus according to claim 11, characterized in that said contact (32) is suitable to be closed when abutting an antagonist member (24) prearranged in said joining station (20) and can be open to allow a relative welding head (30) to transversally shift from a said longitudinal element (2) to another.
- Apparatus according to claim 11, characterized in that said first electrode (31) is arranged offset with respect to said openable contact (32), on parallel longitudinal planes, according to the feed direction (A) of said longitudinal elements (2) in a way as to allow the passage of said longitudinal elements (2) possibly folded in correspondence of the same first electrode (31), by the side of the plane engaged by said contact (32) that can be open.
- Apparatus according to claim 4, characterized in that said lower crossbar (24) can be lowered in order to allow the passage of folds (2a) directed downwards of said longitudinal elements (2).
- Apparatus according to claim 2, characterized in that said support means (11) of said longitudinal elements (2) in said loading station (10) can be pulled down to allow the passage of folds (2a) which are located at the ends of the same longitudinal elements (2).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO2009A000100A IT1392866B1 (en) | 2009-02-20 | 2009-02-20 | METHOD AND EQUIPMENT FOR REALIZING REINFORCED CONCRETE REINFORCEMENTS |
| PCT/IB2010/050578 WO2010095076A1 (en) | 2009-02-20 | 2010-02-09 | Method and apparatus for making reinforcements for reinforced concrete |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2398607A1 EP2398607A1 (en) | 2011-12-28 |
| EP2398607B1 true EP2398607B1 (en) | 2019-06-05 |
Family
ID=42154946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10705422.3A Active EP2398607B1 (en) | 2009-02-20 | 2010-02-09 | Method and apparatus for making reinforcements for reinforced concrete |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2398607B1 (en) |
| IT (1) | IT1392866B1 (en) |
| WO (1) | WO2010095076A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1403202B1 (en) * | 2010-12-23 | 2013-10-15 | Schnell Spa | METHOD AND EQUIPMENT FOR REALIZING REINFORCED CONCRETE REINFORCEMENTS |
| AT520866B1 (en) * | 2018-01-29 | 2021-12-15 | Apilion Machines Services Gmbh | Resistance welding device and method for manufacturing wire netting |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0162183A1 (en) * | 1984-04-24 | 1985-11-27 | SISMO INTERNATIONAL personenvennootschap met beperkte aansprakelijkheid | Method of assembling three-dimensional metal wire structures, and machine for carrying out the method |
| WO1993019868A1 (en) * | 1990-10-05 | 1993-10-14 | Pertti Tapio Ollilainen | A method for manufacturing a mesh reinforcement |
| WO2010052562A2 (en) * | 2008-11-07 | 2010-05-14 | Beta Systems Srl A Socio Unico | Machine for forming a metal mesh and relative welding unit |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU523559B2 (en) * | 1978-02-09 | 1982-08-05 | Rocla Concrete Pipes Ltd. | Concrete reinforcement |
| AT365492B (en) * | 1979-12-14 | 1982-01-25 | Evg Entwicklung Verwert Ges | MULTIPLE POINT WELDING MACHINE WORKING IN ACCORDANCE WITH THE ELECTRICAL RESISTANCE METHOD FOR THE PRODUCTION OF GRIDS FROM LONG AND WIRE WIRE |
| DE3245179C2 (en) * | 1982-12-07 | 1985-01-17 | Staco Stapelmann GmbH, 4044 Kaarst | Device for making gratings |
| DE4031383A1 (en) * | 1990-10-04 | 1992-04-09 | Hugo Bittlmayer | DEVICE FOR APPLYING AND CONNECTING PRE-FABRIC Lattice Girders TO A PRE-FABRED REINFORCED MAT BASED ON SUPPORTS |
| AT410290B (en) * | 2000-04-14 | 2003-03-25 | Progress Maschinen & Automatio | METHOD FOR PRODUCING REINFORCEMENT BASKETS FROM STEEL |
| DK176331B1 (en) | 2002-07-23 | 2007-08-13 | Stema Engineering As | Method and machine for making the concrete reinforcement roller net |
-
2009
- 2009-02-20 IT ITBO2009A000100A patent/IT1392866B1/en active
-
2010
- 2010-02-09 WO PCT/IB2010/050578 patent/WO2010095076A1/en active Application Filing
- 2010-02-09 EP EP10705422.3A patent/EP2398607B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0162183A1 (en) * | 1984-04-24 | 1985-11-27 | SISMO INTERNATIONAL personenvennootschap met beperkte aansprakelijkheid | Method of assembling three-dimensional metal wire structures, and machine for carrying out the method |
| WO1993019868A1 (en) * | 1990-10-05 | 1993-10-14 | Pertti Tapio Ollilainen | A method for manufacturing a mesh reinforcement |
| WO2010052562A2 (en) * | 2008-11-07 | 2010-05-14 | Beta Systems Srl A Socio Unico | Machine for forming a metal mesh and relative welding unit |
Also Published As
| Publication number | Publication date |
|---|---|
| IT1392866B1 (en) | 2012-04-02 |
| WO2010095076A1 (en) | 2010-08-26 |
| ITBO20090100A1 (en) | 2010-08-21 |
| EP2398607A1 (en) | 2011-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107253053B (en) | Integral net welding machine | |
| EP0933161A1 (en) | Device for assembling motor-vehicle bodies by spot-welding | |
| ITBO940053A1 (en) | METHOD AND EQUIPMENT TO MAKE METALLIC CAGES FOR REINFORCED CONCRETE AND METALLIC CAGE SO OBTAINED | |
| CZ219693A3 (en) | Process and apparatus for producing reinforced matting | |
| EP2398607B1 (en) | Method and apparatus for making reinforcements for reinforced concrete | |
| KR101630184B1 (en) | An automatic production machine of a steel truss assembly | |
| EP1378302B1 (en) | Method and apparatus for forming metal frames for reinforced concrete | |
| KR101051891B1 (en) | Bracket manufacturing equipment for anchor set | |
| KR102087725B1 (en) | rebar structure automatic welding equipment | |
| US20120193032A1 (en) | Installation and process for making panels | |
| KR102358140B1 (en) | Bending machine of welded steel mesh | |
| WO2005032742A1 (en) | Apparatus for and method of manufacturing wire-net | |
| CN216421641U (en) | Skirtboard edge rolling welding equipment for in-situ welding edge rolling | |
| KR101666355B1 (en) | Waterway pipe welded wire mesh that is embedded into the wire welding and molding device | |
| CN210066143U (en) | Edge folding and binding device for towel end | |
| EP1270110A2 (en) | Method and device for forming metal frames for reinforced concrete and metal frame formed therewith | |
| CN212525829U (en) | Reinforcing bar net piece welding equipment | |
| CN210997011U (en) | Composite stirrup welding machine structure | |
| CN216730171U (en) | Improved skirt plate edge rolling welding equipment | |
| WO2002057045A1 (en) | Welding assembly for cage-forming machine and connected welding method | |
| EP1378301B1 (en) | Method and apparatus for forming packs of stirrups and pack of stirrups thus formed | |
| CN218798821U (en) | Automatic welding and bending device for hook ribs | |
| CN218395749U (en) | T beam web steel reinforcement framework forming equipment | |
| KR102534179B1 (en) | Bending machine of welded steel mesh with supplying guide for mesh | |
| EP2095891A1 (en) | Support device for a feeder of rods with a bent end for feeding a welding station and corresponding feeder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110916 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170804 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SCHNELL S.P.A. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20181219 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1139486 Country of ref document: AT Kind code of ref document: T Effective date: 20190615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010059242 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: IP PARTNERS J. WENGER, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190605 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190905 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190905 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20190402690 Country of ref document: GR Effective date: 20191128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191005 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010059242 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| 26N | No opposition filed |
Effective date: 20200306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602010059242 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200209 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200909 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1139486 Country of ref document: AT Kind code of ref document: T Effective date: 20200209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190605 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1139486 Country of ref document: AT Kind code of ref document: T Effective date: 20190605 |