EP2397291A1 - Procédé et dispositif de fabrication d'un corps en matériau dérivé du bois et corps en matériau dérivé du bois - Google Patents
Procédé et dispositif de fabrication d'un corps en matériau dérivé du bois et corps en matériau dérivé du bois Download PDFInfo
- Publication number
- EP2397291A1 EP2397291A1 EP11164290A EP11164290A EP2397291A1 EP 2397291 A1 EP2397291 A1 EP 2397291A1 EP 11164290 A EP11164290 A EP 11164290A EP 11164290 A EP11164290 A EP 11164290A EP 2397291 A1 EP2397291 A1 EP 2397291A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mass
- material body
- layers
- pressing
- wood
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 129
- 238000000034 method Methods 0.000 title claims abstract description 37
- 238000004519 manufacturing process Methods 0.000 claims abstract description 36
- 239000011230 binding agent Substances 0.000 claims abstract description 25
- 239000004814 polyurethane Substances 0.000 claims abstract description 20
- 229920002635 polyurethane Polymers 0.000 claims abstract description 19
- 229920003023 plastic Polymers 0.000 claims abstract description 10
- 239000004033 plastic Substances 0.000 claims abstract description 10
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 4
- 239000004917 carbon fiber Substances 0.000 claims abstract description 4
- 239000002023 wood Substances 0.000 claims description 80
- 238000003825 pressing Methods 0.000 claims description 44
- 239000012779 reinforcing material Substances 0.000 claims description 15
- 150000001875 compounds Chemical class 0.000 claims description 11
- 238000002156 mixing Methods 0.000 claims description 9
- 238000003892 spreading Methods 0.000 claims description 9
- 239000007788 liquid Substances 0.000 claims description 4
- 239000004760 aramid Substances 0.000 claims description 3
- 229920006231 aramid fiber Polymers 0.000 claims description 3
- 239000000835 fiber Substances 0.000 claims description 3
- 239000003365 glass fiber Substances 0.000 claims description 3
- 239000011093 chipboard Substances 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 239000000203 mixture Substances 0.000 abstract description 17
- 230000002787 reinforcement Effects 0.000 abstract description 2
- 241000531908 Aramides Species 0.000 abstract 1
- 229920003235 aromatic polyamide Polymers 0.000 abstract 1
- 239000011521 glass Substances 0.000 abstract 1
- 230000009969 flowable effect Effects 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- 238000004040 coloring Methods 0.000 description 4
- 239000011094 fiberboard Substances 0.000 description 4
- 239000012783 reinforcing fiber Substances 0.000 description 4
- 239000012855 volatile organic compound Substances 0.000 description 4
- 229920002522 Wood fibre Polymers 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 230000002522 swelling effect Effects 0.000 description 3
- 239000002025 wood fiber Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000009435 building construction Methods 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/005—Manufacture of substantially flat articles, e.g. boards, from particles or fibres and foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/14—Distributing or orienting the particles or fibres
Definitions
- the invention relates to a method for producing a wood material body, is provided in the lignocellulose-containing, small-piece material, the small-sized material is mixed with a binder, one or more layers of the small-sized material are scattered and a layer structure of all scattered layers under increased pressure and elevated temperature is pressed.
- the invention relates to an apparatus for producing a wood material body with a forming line, with one or more along the forming line arranged scatterers for spreading layers of lignocellulose-containing, small-piece material and for providing the small-piece material with binder and with a pressing device, which downstream of the scatterers is.
- the invention relates to a wood-based material body with one or more layers of binder-containing, lignocellulose-containing, small-piece material.
- Wood material body of the type described above are often used in the form of so-called wood-based panels for both structural and non-bearing purposes.
- Non-load-bearing elements are wood-based panels
- Wood-based panels For example, as a cladding of wall, ceiling or floor structures. The use in furniture and door construction is known. Wood-based panels can also be used in environments with increased humidity, but must be additionally treated to obtain a sufficient moisture resistance, in particular coated.
- Wood-based panels with increased mechanical and technological properties, in particular with increased strength properties, can be used as structural components, for example as truck or container floors or as load-bearing wall elements in building construction.
- the conventional manufacturing method in which small-sized material is provided only with a binder and then pressed, supplemented by the fact that additionally an expanding and hardening mass is added to the layer structure to be pressed.
- the said composition is added independently of the binder and in addition thereto, the composition being different from the binder. It is therefore necessary for the addition of binder which is inevitably necessary in the production of wood-based material bodies, and for the addition of the expanding and hardening, in particular flowable, composition additionally provided according to the invention. Mass to different process steps and also to different compositions.
- the addition of the expanding and hardening mass takes place prior to the pressing of the layer structure, whereby the said mass is inevitably subjected to the increased pressure and the elevated temperature during the pressing.
- the composition can be distributed optimally in the layer structure with a suitable composition, since at the time of application of the mass, the binder is not yet cured appreciably.
- the said mass can pass into cavities formed between the small-sized material during scattering, which is still supported by the increased pressure exerted on the layer structure during compression.
- this process is supported by the fact that the not yet cured mass can spread particularly well between the small-sized material before the bonding of the material is carried out by the binder or at least completed.
- the mass is applied in liquid or viscous form.
- the mass can be optimally distributed in the layer structure, both before pressing and during pressing.
- the mass can be applied either partially or over the entire surface to the respective layer, wherein a partial application is sufficient in particular when the applied mass expands relatively strongly.
- a partial application may in particular be drop-shaped, thread-shaped, strip-shaped and / or planar.
- the mass expands only during the step of pressing, in particular from a certain pressing temperature.
- the same can also apply to the curing of the mass.
- the mass also expands and / or hardens after the pressing step.
- the mass at a temperature of at least 60 ° C, preferably of at least 70 ° C, more preferably of at least 80 ° C, expanded and / or hardens. At lower temperatures either no reaction will start or the reaction will be delayed.
- the mass is according to yet another embodiment, a plastic-containing composition, in particular a polyurethane (PU) containing mass.
- PU polyurethane
- Expanding plastics have the advantage that in the wood-based material body according to the invention in addition to a high strength and stability, a particularly good moisture behavior is achieved, since the plastic encases the small-piece material and thereby the risk of moisture penetration is reduced in the wood material body.
- PU has proved to be particularly advantageous because this plastic expands relatively strong and leads to a high rigidity after curing in conjunction with a wood material.
- PU is also particularly easy to apply in liquid form.
- a drop-shaped order is particularly easy to implement with PU.
- Incidentally required PU also only relatively low reaction temperatures, which reduces the production cost of the wood material body.
- the scattering of one or more layers of the small-sized material and / or the application of an expanding and curing, in particular flowable, mass is performed on at least one of the scattered layers in several separate sub-steps or is in several separate Sub-steps divided.
- the scattering of the small-sized material and / or the application of said mass can thus take place at various points of the production apparatus, in particular a forming line.
- said mass can be provided at different depths in the layer structure, whereby the penetration of the layer structure and the subsequent wood material body can be varied with the mass.
- the scattering of one or more layers of the small-sized material and the application of an expanding and curing, in particular flowable, mass on at least one of the scattered layers is again carried out according to another embodiment in the same forming line, which greatly simplifies the production and the production time to a minimum reduced. It is also achieved in this way that the expanding and hardening mass before entry into the press, if necessary, is still so fluid that an optimal distribution within the layer structure is achieved.
- the mass is applied to one side of the respective layer, which does not form one of the outer sides of the layer structure.
- the mass is applied exclusively on such a side, which does not form one of the outer sides of the layer structure.
- a further layer of small-sized material is still scattered in the production device after the application of said mass in this case.
- a method has been found in the first scattered one or more layers, then the said mass is applied, then again one or more further layers are scattered and then optionally applying the mass followed by scattering one or more further layers is repeated once or several times.
- the said mass is applied to one side of the respective layer, which forms the outside of the layer structure and thus of the finished wood material body, as is guaranteed in this case that the mass before pressing and / or distributed during the compression in the layer structure at least to a certain extent.
- production parameters meaning the parameters which materially influence the properties of the wood-based material body during production, are selected and in particular controlled such that after the crimping step the mass exceeds at least 50%, in particular at least 80%. , preferably over at least 90%, particularly preferably over 100%, of the cross section (in this context, the cross section perpendicular to Plate plane or perpendicular to the extension plane and the bottom or top of the layer structure) of at least one of the layers, in particular the entire layer structure and / or wood material body, is distributed.
- the cross section in this context, the cross section perpendicular to Plate plane or perpendicular to the extension plane and the bottom or top of the layer structure
- the mass is present in at least 50%, in particular at least 80%, preferably at least 90%, particularly preferably 100%, of the cross section of at least one of the layers, in particular of the entire layer structure and / or wood material body, and thus contributes to the cross section where it is present.
- the production parameters are chosen or controlled so that the mass is later distributed in the finished product only over part of the cross section.
- the mass is advantageous if the mass over 100% of the cross section of the wood material body, that is distributed over the complete cross section.
- one or more of the group selected include the quantity of mass to be applied, the viscosity of the mass to be applied, the location of application of the mass, the pressing pressure during pressing, the pressing temperature during pressing and the pressing time during pressing.
- the composition of the expanding and hardening compound can also be controlled or varied within the layer structure as a further production parameter.
- the composition of the mass in the interior of the layer structure can be selected so that in this area particularly high strength is achieved.
- the composition can be selected, for example, such that a particularly high moisture resistance or a particularly good emission behavior is achieved in these regions and in particular on the outside of the finished product.
- the blending of the small-sized material with the binder takes place before the scattering of the respective layer, so that the scattering head of a respective scattering device emits small-piece material already provided with binder.
- the binder can also be added during scattering and / or after scattering.
- a spreader means a unit which ensures that binder-provided, small-sized material reaches the forming line.
- the scattering device can also have a device for providing the small-sized material with a binder, regardless of whether the small-sized material is provided with the binder before, during and / or after the scattering of the respective layer.
- the small-piece material is provided according to yet another embodiment of the method according to the invention in the form of wood chips, wood fibers and / or wood strands (microforms according to DIN EN 300 - OSB).
- wood strands instead of wood shavings or fibers, it may be provided that, during spreading, the wood strands of at least one of the layers are oriented in a predetermined direction. Also, the wooden strands of at least one other of the layers may be scattered without predetermined orientation. In this way, with the method according to the invention also an OSB board (OSB: Oriented Strands Board) can be produced.
- OSB Oriented Strands Board
- the special structure of OSB boards in connection with the method according to the invention leads to particularly good mechanical and technological properties, in particular strength properties, which is also due to the predetermined orientation of the wood strands in at least one of the layers, preferably in several layers.
- chipboard and fiberboard especially MDF (medium density fiberboard) or HDF (high density fiberboard) is possible.
- an addition of fibrous reinforcing material can take place.
- glass, aramid and / or carbon fibers are added as a fibrous reinforcing material.
- the addition may take place by scattering the reinforcing material on at least one of the layers, in particular on at least one of the layers provided with said mass. Additionally or alternatively, the addition may also be done by blending the reinforcing material with the small piece material, preferably before spreading the respective situation. It is also conceivable that the addition takes place by mixing the reinforcing material with the expanding and hardening composition, preferably before the application of the composition to the respective layer.
- the mass can be applied in accordance with a further embodiment of the method according to the invention in a colored form.
- the wood-based material bodies in particular the wood-based panels, to be colored according to their properties and / or according to the degree of a particular property, wherein the coloration can also vary over the cross-section.
- the degree of a respective property is meant, for example, the degree of moisture resistance or the degree of strength.
- a relatively low degree of moisture resistance for example, with a light green colored and a relatively high moisture resistance level can be made visible with a dark green colored mass.
- a relatively low degree of firmness can be visualized by a bright red and a relatively high degree of firmness by a dark red coloration of the mass.
- the method according to the invention therefore also makes it possible to identify functional properties simultaneously with the production of the wood-based material body.
- the coloring is therefore technically an indicator of certain properties.
- the mass differently, for example, weaker, to color than for Wood material body with a higher degree of the same property, since the degree of the respective property can be influenced by the degree of distribution of the mass over the cross section of the wood material body, which is inevitably also influenced by the coloring and / or intensity of the coloring.
- the mass in a relatively low moisture-resistant wood-based panel, the mass will be distributed only over a small portion of the cross-section and thus be visible to the outside hardly or only with a low intensity, whereas in a plate with a relatively high moisture resistance, the mass over a larger part of Cross-section, possibly even over 100% of the cross-section, will be distributed, which inevitably increases the intensity of the coloring on the outside of the plate.
- the distribution of the mass especially when it is colored, also visible in the area of the front edges readily.
- the puncture resistance of a container floor which is formed by the finished wood-based panel, can be increased.
- a device for producing a wooden material body in particular for carrying out the method described above, with a forming line, with one or more along the forming line arranged scattering devices for spreading layers of lignocellulose containing, cele Georgiaigem Material with one or more applicators for application an expanding and hardening, in particular flowable, mass on at least one of the scattered layers, wherein at least the first application device in the production movement direction at least one of the scattering devices is upstream, and with a pressing device which is downstream of the scattering and application devices.
- a spreader can also be divided into a plurality of scattering devices, each of which serves to scatter a layer of lignocellulose-containing, small-sized material.
- the addition of binder to the small-sized material can be done in a separate step and a separate device. But it is also conceivable that the binder addition takes place in a device which is part of the respective spreader.
- a wooden material body produced therewith in particular a wood-based panel, is given an increased moisture resistance, an improved swelling behavior and / or an improved emission behavior compared with the prior art.
- Increased mechanical-technological properties are also feasible compared with a wood-based material body which has been produced without the use of an application device for applying said mass in front of a pressing device.
- a plurality of scattering devices for scattering the small-sized material
- a plurality of application devices for applying the expanding and curing mass in the production movement direction are arranged one behind the other, wherein at least one application device is arranged between two scattering devices.
- this further comprises one or more means for adding fibrous reinforcing material.
- the ability to add such reinforcing material, the respective wood material body can be further improved in terms of its strength properties.
- the device further comprises a control device for controlling said production parameters, wherein the control device is in particular configured so that the production parameters can be controlled so that after the step of pressing the mass over at least 50% , in particular over at least 80%, preferably over at least 90%, more preferably over 100%, of the cross section of at least one of the layers, in particular of the entire layer structure and / or wood material body, is distributed.
- a wooden material body in particular produced by the method described above, with one or more layers of binder-containing, lignocellulose-containing, small-piece material and with an expanded and cured mass, wherein the mass Fills cavities between the small-sized material.
- Such a wood material body which may be a plate-shaped wood material body, in particular a chip, fiber or OSB board, has, due to the expanded and cured mass, which has been distributed in the interior of the layer structure over the prior art improved moisture resistance, improved swelling properties, improved emission behavior, in particular VOC emission behavior, and / or increased mechanical-technological properties, in particular increased strength properties such as increased transverse tensile strength, increased flexural strength and / or increased modulus of elasticity. Also, by filling the voids between the small-sized material forming the plate at least partially by the hardened mass, a higher density than that of a conventional wood-based material body not produced by using such a mass can be obtained.
- the apparent density may be, for example, at least 600 kg / m 3 , preferably at least 650 kg / m 3 , more preferably at least 700 kg / m 3 . Even bulk densities of more than 750 kg / m 3 are conceivable. However, it is also possible to achieve lower bulk densities when selecting a suitable composition of the composition compared with conventional plates, for example by using a relatively high foaming mass. In such a case, the apparent density may be, for example, at most 600 kg / m 3 , preferably at most 550 kg / m 3 , more preferably at most 500 kg / m 3 . Even densities of less than 450 kg / m 3 are conceivable.
- the mass has at least 50%, in particular at least 80%, preferably at least 90%, particularly preferably more than 100%, of the cross section of at least one of the layers, in particular of the entire layer structure and / or wood material body, is distributed. Due to the degree of distribution of the mass in the finished wood material body, the aforementioned properties can be influenced individually.
- the proportion of the mass can vary over the cross-section of the wood-based material body.
- the proportion of the mass in the interior of the wood material body can be the highest.
- the wood-based material body can also have an increased degree of various mechanical-technological properties, for example both an increased degree of strength and an increased moisture resistance.
- Fig. 1a shows by way of example a first embodiment of a device 12 for producing a wood material body 1 with a forming line 6, with a plurality along the forming line 6 arranged scatterers 13a, 13b, 13c, 13d for spreading several layers of lignocellulose containing, small-piece material 2, wherein the scattering devices 13a, 13b, 13c, 13d can simultaneously serve to provide the small-sized material 2 with a binder.
- the addition of binder takes place in a separate device (not shown).
- the apparatus 12 further comprises a plurality of applicators 14a, 14b for applying an expanding, hardening and flowable mass 4 to some of the scattered layers.
- the first application device 14a based on the production movement direction P is preceded by a scattering device 13a, so that the application of the compound 4 does not take place directly on the forming line 6 or the conveyor belt (not shown), but inevitably in a region which is later in the layer structure 5 inside lies.
- the device 12 has a pressing device 15 which is connected downstream of the scattering devices 13a, 13b, 13c, 13d and the application devices 14a, 14b.
- the device 12 In order to be able to provide a fibrous reinforcement 11, for example of glass, aramid and / or carbon fibers, in some layers 3b, 3c of the layer structure 5, the device 12 according to the invention also has two devices 16a, 16b for adding reinforcing material 11 in fibrous form ,
- a spreading device 13a In production movement direction P, a spreading device 13a, an application device 14a, a further scattering device 13b, a reinforcing device 16a, a further spreading device 13c, a further reinforcing device 16b, a further application device 14b and finally a last spreading device 13d follow in this exemplary embodiment.
- lignocellulose-containing, small-sized material 2 which was provided with binder, scattered in several layers 3a, 3b, 3c, 3d on the forming line 6, wherein it is the small piece Material 2 can deal with wood chips or wood fibers.
- said reinforcing fibers 11 are scattered in and on the two layers 3b and 3c via the two reinforcing devices 16a, 16b.
- the layer structure 5 thus produced is then pressed in the pressing device 15 under elevated pressure and elevated temperature, wherein, as Fig. 1a ), the step of pressing takes place after the step of applying the PU compound 4.
- Fig. 1a it can further be seen that the scattering of the small-sized material 2 is subdivided into a plurality of separate substeps, which are each performed by one of the scatterers 13a, 13b, 13c, 13d.
- the PU compound 4 is also applied in several substeps via the two application devices 14a, 14b.
- the PU compound 4 is in the embodiment according to Fig. 1a ) applied exclusively on one side of the respective layer 3a, 3c, which does not form one of the outer sides 8 of the layer structure.
- production parameters can be controlled via the control device 17.
- the control device 17 thus enables the PU compound 4 to be distributed over up to 100% of the cross section of the entire wooden material body 1 after the crimping step, which is shown schematically in the wood material body 1 on the right side of FIG Fig. 1a ) is shown. In this case, the proportion of PU mass 4 decreases from the center of the wood material body 1 to the outside.
- FIG. 1b Another embodiment of a device 12 for producing a wooden material body 1 shows Fig. 1b ).
- the PU compound 4 is always provided between respectively adjacent layers 3a and 3b or 3b and 3c or 3c and 3d.
- Reinforcing fibers 11 are scattered prior to scattering the penultimate layer 3c on the PU mass 4, which has been applied to the underlying layer 3b.
- the reinforcing fibers 11 can be distributed during the production of the corresponding wood material body 1 in the layer structure 5, on the one hand due to the scattering of the layer 3c, which can lead to a mixing, on the other hand by the expansion of the PU mass 4, the between the layers 3b and 3c has been applied and the reinforcing fibers 11 can at least partially transport through the layer structure 5.
- the apparatus 12 comprises a spreader 13a for this purpose, followed by an applicator 14a, followed by another spreader 13b, again followed by an applicator 14b, followed by an armor 16a, followed by yet another spreader 13c, again followed by an applicator 14c , finally followed by a last spreader 13d.
- FIGS. 2a ) to c) are shown some embodiments of a layer structure 5, as it can be achieved with the device 12 described above and pressed.
- Fig. 2a are provided two layers 3a, 3b of scattered wood fibers 10 in the layer structure 5, wherein on the lower layer 3a an expanding and hardening plastic compound 4 of PU before scattering the upper layer 3b has been applied.
- a layer structure 5 results after pressing in the pressing device 15 a fiberboard with increased mechanical and technological properties.
- FIGS. 2b ) and c) each show a layer structure 5, which results after pressing an OSB board.
- Fig. 2b two layers 3a, 3b were scattered from each oriented in different directions wood strands 9 (according to DIN EN 300 - OSB), wherein between the layers 3a, 3b also a plastic compound 4 is provided.
- fibrous reinforcing material 11 was integrated into the two layers 3a, 3b.
- the reinforcing material 11 can be sprinkled onto the mass 4.
- the reinforcing material 11 need not be provided between all the individual layers 3a, 3b, etc., but also only between two adjacent layers, in particular between the layers two middle layers, can be provided.
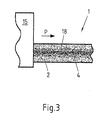
- FIG. 3 shows an embodiment of a wood material body 1, as with the in Fig. 1a ) or b) illustrated device 12 and for example from the in Fig. 2a ) layer structure 5 can be produced.
- the expanded and cured mass 4 is distributed over the entire cross section of the wood-based material body 1, that is, extends into the peripheral regions.
- the proportion of plastic or PU mass 4 in the middle of the wood material body 1 is relatively high and decreases towards the outside.
- Such a plate-shaped wooden material body 1 is thus simultaneously surface-sealed by the expanded and subsequently cured mass 4.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL11164290T PL2397291T3 (pl) | 2010-06-21 | 2011-04-29 | Sposób oraz urządzenie do wytwarzania korpusu z tworzywa drzewnego, jak również korpus z tworzywa drzewnego |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010024515.1A DE102010024515B4 (de) | 2010-06-21 | 2010-06-21 | Verfahren und Vorrichtung zur Herstellung eines Holzwerkstoffkörpers sowie Holzwerkstoffkörper |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2397291A1 true EP2397291A1 (fr) | 2011-12-21 |
| EP2397291B1 EP2397291B1 (fr) | 2016-09-14 |
Family
ID=44645299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11164290.6A Active EP2397291B1 (fr) | 2010-06-21 | 2011-04-29 | Procédé et dispositif de fabrication d'un corps en matériau dérivé du bois et corps en matériau dérivé du bois |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2397291B1 (fr) |
| DE (1) | DE102010024515B4 (fr) |
| HU (1) | HUE032231T2 (fr) |
| PL (1) | PL2397291T3 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017098054A3 (fr) * | 2015-12-10 | 2017-08-03 | Decon Wood - Hamburg Ug (Haftungsbeschränkt) | Procédé de fabrication d'un panneau en matériau composite à partir de constituants lignocellulosiques et de polyuréthane |
| WO2019210940A1 (fr) | 2018-05-02 | 2019-11-07 | Xylo Technologies Ag | Procédé et appareil permettant de produire une planche pour la production de panneaux, planche pour la production de panneaux, procédé et appareil permettant de produire des panneaux, et panneau pouvant être produit par le procédé |
| WO2019210941A1 (fr) | 2018-05-02 | 2019-11-07 | Xylo Technologies Ag | Procédé et appareil permettant de produire une planche pour la production de panneaux, planche pour la production de panneaux, procédé et appareil permettant de produire des panneaux, et panneau pouvant être produit par le procédé |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4363984A (en) * | 1979-10-18 | 1982-12-14 | Fuji Electrochemical Co., Ltd. | Digitally controlled brushless motor |
| US4902449A (en) * | 1988-09-22 | 1990-02-20 | Hobbs Bonded Fibers | Evaporative cooler pad and method of forming same |
| DE4327452A1 (de) * | 1992-08-21 | 1994-03-10 | Heraklith Baustoffe Ag Fuernit | Holzwolle-Leichtbauplatte |
| US5554429A (en) * | 1993-07-14 | 1996-09-10 | Yamaha Corporation | Wood board and flooring material |
| US5695823A (en) * | 1993-12-15 | 1997-12-09 | Rohm And Haas Company | Prepress sealer application technology by foaming |
| DE202005001538U1 (de) * | 2005-02-01 | 2005-06-23 | Burger, Hans-Joachim | Hackschnitzel-Bauelemente |
| EP2223786A1 (fr) * | 2009-02-26 | 2010-09-01 | Kronotec AG | Plaque en matériau dérivé du bois et procédé de fabrication d'une plaque en matériau dérivé du bois |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1192402B (de) * | 1956-12-17 | 1965-05-06 | Max Himmelheber Dipl Ing | Verfahren zur Herstellung von Spanplatten und Spanholzkoerpern vornehmlich niedrigen spezifischen Gewichts |
| DE4226988A1 (de) * | 1992-08-14 | 1994-02-17 | Wulfram John Schmucker | Kunststofformteil und Verfahren zu dessen Herstellung |
| DE10238996A1 (de) * | 2002-08-24 | 2004-03-04 | Hansa Industrie-Mixer Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung eines Schichtkörpers |
| DE102004006385A1 (de) * | 2004-02-09 | 2005-09-01 | Kronotec Ag | Holzwerkstoffplatte sowie ein Verfahren zum Herstellen einer Holzwerkstoffplatte |
-
2010
- 2010-06-21 DE DE102010024515.1A patent/DE102010024515B4/de not_active Expired - Fee Related
-
2011
- 2011-04-29 PL PL11164290T patent/PL2397291T3/pl unknown
- 2011-04-29 EP EP11164290.6A patent/EP2397291B1/fr active Active
- 2011-04-29 HU HUE11164290A patent/HUE032231T2/hu unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4363984A (en) * | 1979-10-18 | 1982-12-14 | Fuji Electrochemical Co., Ltd. | Digitally controlled brushless motor |
| US4902449A (en) * | 1988-09-22 | 1990-02-20 | Hobbs Bonded Fibers | Evaporative cooler pad and method of forming same |
| DE4327452A1 (de) * | 1992-08-21 | 1994-03-10 | Heraklith Baustoffe Ag Fuernit | Holzwolle-Leichtbauplatte |
| US5554429A (en) * | 1993-07-14 | 1996-09-10 | Yamaha Corporation | Wood board and flooring material |
| US5695823A (en) * | 1993-12-15 | 1997-12-09 | Rohm And Haas Company | Prepress sealer application technology by foaming |
| DE202005001538U1 (de) * | 2005-02-01 | 2005-06-23 | Burger, Hans-Joachim | Hackschnitzel-Bauelemente |
| EP2223786A1 (fr) * | 2009-02-26 | 2010-09-01 | Kronotec AG | Plaque en matériau dérivé du bois et procédé de fabrication d'une plaque en matériau dérivé du bois |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017098054A3 (fr) * | 2015-12-10 | 2017-08-03 | Decon Wood - Hamburg Ug (Haftungsbeschränkt) | Procédé de fabrication d'un panneau en matériau composite à partir de constituants lignocellulosiques et de polyuréthane |
| WO2019210940A1 (fr) | 2018-05-02 | 2019-11-07 | Xylo Technologies Ag | Procédé et appareil permettant de produire une planche pour la production de panneaux, planche pour la production de panneaux, procédé et appareil permettant de produire des panneaux, et panneau pouvant être produit par le procédé |
| WO2019210941A1 (fr) | 2018-05-02 | 2019-11-07 | Xylo Technologies Ag | Procédé et appareil permettant de produire une planche pour la production de panneaux, planche pour la production de panneaux, procédé et appareil permettant de produire des panneaux, et panneau pouvant être produit par le procédé |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2397291T3 (pl) | 2017-08-31 |
| DE102010024515A1 (de) | 2011-12-22 |
| DE102010024515B4 (de) | 2016-04-07 |
| HUE032231T2 (hu) | 2017-09-28 |
| EP2397291B1 (fr) | 2016-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006018277B4 (de) | Bauplatte und Verfahren zur Herstellung einer Bauplatte | |
| EP3272480B1 (fr) | Procédé de fabrication d'un panneau de fibres | |
| EP3045279B1 (fr) | Procédé de fabrication d'une plaque à base de bois | |
| EP2147762B1 (fr) | Panneau de plancher d'une plaque de matériau bois et procédé de fabrication | |
| EP2397291B1 (fr) | Procédé et dispositif de fabrication d'un corps en matériau dérivé du bois et corps en matériau dérivé du bois | |
| DE102008061001A1 (de) | Plattenförmiges Holzverbundelement | |
| EP1229182A1 (fr) | Connexion entre les surfaces de jointure de deux panneaux de revêtement de sol | |
| WO2021023469A1 (fr) | Panneau de matériau, procédé et système de production d'un panneau de matériau, et utilisation d'un panneau de matériau | |
| WO2020211988A1 (fr) | Matériau en forme de plaque et son procédé de fabrication | |
| EP4010158A1 (fr) | Panneau de matériau et procédé de production d'un panneau de matériau | |
| EP3938158A1 (fr) | Matériau en forme de plaque et son procédé de fabrication | |
| DE102009021016A1 (de) | Verfahren zur Herstellung einer hochdichten Werkstoffplatte aus holz- oder holzähnlichen Rohstoffen, eine Werkstoffplatte und eine Verwendung der Werkstoffplatte | |
| EP2319671B1 (fr) | Procédé de fabrication d'un panneau OSB | |
| DE102013103272B4 (de) | Verfahren zur Herstellung einer Sandwich-Faserplatte | |
| EP3181315B1 (fr) | Procede de fabrication d'un panneau osb presentant une surface lisse | |
| WO2023143963A1 (fr) | Procédé de fabrication d'un panneau de fibres | |
| EP4219105A1 (fr) | Procédé de fabrication d'un panneau de fibres | |
| DE102015112377B4 (de) | Verfahren zum Herstellen einer Holzpartikel aufweisenden Werkstoffplatte mit verstärkten Plattenbereichen und eine nach dem Verfahren hergestellte Werkstoffplatte | |
| DE202017102815U1 (de) | Werkstoffplatte | |
| DE102017110122A1 (de) | Verfahren zur Herstellung einer Werkstoffplatte und eine Werkstoffplatte | |
| WO2021144421A1 (fr) | Panneau osb pourvu d'une couche de recouvrement en matériau à base de feuilles de typha | |
| DE102019121465A1 (de) | Verfahren zum Herstellen einer Werkstoffplatte | |
| DE202016007566U1 (de) | Anordnung eines Fassaden- und Wandelements | |
| WO2013131528A1 (fr) | Procédé de fabrication d'un panneau de matériau dérivé du bois |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20111216 |
|
| 17Q | First examination report despatched |
Effective date: 20130308 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FRITZ EGGER GMBH & CO. OG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160510 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 828427 Country of ref document: AT Kind code of ref document: T Effective date: 20161015 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011010665 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161215 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170116 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170114 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161214 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011010665 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| 26N | No opposition filed |
Effective date: 20170615 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E032231 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160914 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20220330 Year of fee payment: 12 Ref country code: LV Payment date: 20220321 Year of fee payment: 12 Ref country code: CZ Payment date: 20220323 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20220419 Year of fee payment: 12 Ref country code: HU Payment date: 20220322 Year of fee payment: 12 Ref country code: GB Payment date: 20220414 Year of fee payment: 12 Ref country code: FR Payment date: 20220420 Year of fee payment: 12 Ref country code: DE Payment date: 20220419 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20220427 Year of fee payment: 12 Ref country code: BE Payment date: 20220419 Year of fee payment: 12 Ref country code: AT Payment date: 20220420 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011010665 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 828427 Country of ref document: AT Kind code of ref document: T Effective date: 20230429 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231103 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |