EP2395518A1 - Gehäuse zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile - Google Patents
Gehäuse zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile Download PDFInfo
- Publication number
- EP2395518A1 EP2395518A1 EP10005933A EP10005933A EP2395518A1 EP 2395518 A1 EP2395518 A1 EP 2395518A1 EP 10005933 A EP10005933 A EP 10005933A EP 10005933 A EP10005933 A EP 10005933A EP 2395518 A1 EP2395518 A1 EP 2395518A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core
- housing
- disks
- ribs
- housing according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000001939 inductive effect Effects 0.000 title claims abstract description 13
- 238000010276 construction Methods 0.000 title claims description 7
- 238000004519 manufacturing process Methods 0.000 claims abstract description 23
- 150000001875 compounds Chemical class 0.000 claims description 19
- 238000005266 casting Methods 0.000 claims description 18
- 238000004382 potting Methods 0.000 claims description 17
- 238000001746 injection moulding Methods 0.000 claims description 8
- 238000002347 injection Methods 0.000 claims description 7
- 239000007924 injection Substances 0.000 claims description 7
- 239000011162 core material Substances 0.000 description 218
- 238000004804 winding Methods 0.000 description 28
- 229920005989 resin Polymers 0.000 description 12
- 239000011347 resin Substances 0.000 description 12
- 238000000034 method Methods 0.000 description 9
- 230000008901 benefit Effects 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229910000859 α-Fe Inorganic materials 0.000 description 5
- 239000007921 spray Substances 0.000 description 4
- 239000002131 composite material Substances 0.000 description 3
- 239000000696 magnetic material Substances 0.000 description 3
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000005253 cladding Methods 0.000 description 2
- 238000005538 encapsulation Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- XRWSZZJLZRKHHD-WVWIJVSJSA-N asunaprevir Chemical compound O=C([C@@H]1C[C@H](CN1C(=O)[C@@H](NC(=O)OC(C)(C)C)C(C)(C)C)OC1=NC=C(C2=CC=C(Cl)C=C21)OC)N[C@]1(C(=O)NS(=O)(=O)C2CC2)C[C@H]1C=C XRWSZZJLZRKHHD-WVWIJVSJSA-N 0.000 description 1
- 229940125961 compound 24 Drugs 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000004413 injection moulding compound Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000011031 large-scale manufacturing process Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011824 nuclear material Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000006228 supernatant Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F3/00—Cores, Yokes, or armatures
- H01F3/10—Composite arrangements of magnetic circuits
- H01F3/14—Constrictions; Gaps, e.g. air-gaps
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/02—Casings
- H01F27/022—Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/26—Fastening parts of the core together; Fastening or mounting the core on casing or support
- H01F27/263—Fastening parts of the core together
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/005—Impregnating or encapsulating
Definitions
- the invention relates to a housing for the construction of air gap split magnetic core columns for inductive components, in particular for chokes, transformer transformers, converters, and similar inductive components.
- the bobbins of these chokes are usually thin-walled cylinders, they carry one or more windings of a choke, a transformer or a transformer.
- bobbin or insulating cylinder are produced for example by injection molding or extrusion molding, wherein the bobbin is designed as a hollow cylinder, in which, for example, magnetic cores are used.
- wound coil body which are formed into insulating cylinders.
- cores for chokes are formed, for example, columnar and consist of one or more bonded together core parts and core disks, which are separated by so-called "air gaps", z. B. in the form of spacers made of insulating material, are separated from each other.
- these core columns were made of z.
- the purpose of these air gaps is to design and optimize the electromagnetic properties of the choke coils, so that the highest possible amounts of magnetic energy are stored in the air gap spaces, but the stray fields outside the air gaps or the insides of the windings are still kept low.
- the "air gap spaces" to serve individual core parts or discs, mechanically with each other To connect, in particular to bridge the so-called air gaps with adhesive-coated discs.
- the invention was u. a.
- the object of the invention to design a housing for magnetic core columns so that inductive components with multi-part, separated by air gaps core disks or core parts, can be realized more easily and inexpensively.
- the housing is designed as a so-called grid housing with grid shell, grid or even a grid casting.
- the grid housing forms chambers for receiving core disks or core parts, which together form the magnetic core.
- z. B. with a corresponding outer housing or a novel tub housing, two or more of these grid housing hereinafter called screen shells, be assembled into a complex inductive component.
- the grid housing is used to build a simple inductive component with a magnetic core.
- a corresponding outer housing or tub housing two or more of these grid housing can be combined to form a larger inductive component.
- the grid shells, grid strips, grid casings according to the invention comprise at least one elongated hollow body, on the inner lateral surfaces of which a plurality of ribs, nubs or other configurations, which project radially into the interior space, e.g. Grooves with intermediate layers, are arranged, wherein the part-inner spaces are divided by ribs, corrugated surfaces, even axially bendable knobs, or benefits virtually in several to many axially juxtaposed chambers for receiving core disks and core parts.
- the hollow bodies of the grid shells consist of two axially divided half-shells, each core part or each core disk being characterized by at least one circularly arranged rib or knob arrangement or other configurations, such as e.g. Grooves in which the core disks or core parts are held, is separated from an adjacent core disk or a core part.
- the chambers are either formed by the formed on the inner lateral surfaces of the grid housing, radially projecting into the interior ribs or rib projections or nubs, or by formed in the inner wall of the grid housing grooves with intermediate layers.
- the ribs or rib projections or nubs or the intermediate layers at least partially define the required air gaps between the core disks or core parts.
- the grid shells are constructed symmetrically, d. H.
- semi-cylindrical, rectangular or other shaped cavities are formed in the interior of the two housing half-shells, in which core disks or differently shaped part cores can be accommodated in the manner necessary for the respective type of inductive component.
- An attached hollow body of z. B. two half-shells forms several or many partial grid spaces, for example, cylindrical chambers but also other geometric, z.
- the disks or core parts are inserted into the chambers of the first half-raster half-shell and closed by the second half-raster shell. This eliminates the need for stacking, in which, for example, core disks had to be glued one atop the other.
- grid shells according to the invention can also be used, for example, for the packaging of core disks or other core parts.
- the individual discs or core parts can be inserted at the manufacturer in grid shells. They are protected for transport in the same quality as before. Ie. both sides, d. H. Nuclear material manufacturers and throttle manufacturers benefit from this type of shared production.
- the manufacturer of the core material can package the parts quickly and in a volume-saving way.
- the throttle manufacturer receives without additional effort stacked core columns and needs them only by casting with suitable casting compounds to become core pillars.
- the remaining hollows can be filled with low-viscosity adhesive resin.
- standard resins can also be used if the core columns are evacuated after filling with more viscous resin or another filling compound.
- yokes with thin resins but also standard Aus shellmassen is filled.
- Vergussmassen preferably with lower coefficients of thermal expansion. The penetration of the potting compounds in the cavities to be filled can be supported by evacuating the cavities.
- the following described embodiments of the invention relate e.g. on housings for the construction of coils for chokes whose magnetic circuits consist of largely standardized soft magnetic materials or ferrite materials, such as core disks and yokes. Furthermore, the invention relates to packages for the construction of coils for chokes whose magnetic circuits are composed of yokes and core parts of non-standard magnetic materials, d. H. where optimizations have been made to the yokes and core parts, washers and outer casings to better capture the core ideas and secondary innovations.
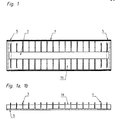
- the Figures 1 and 1a show a plan view and a section through a so-called grid half-shell 1a.
- the halftone half shell 1a is designed in the form of a thin-walled half-cylinder and has a continuous axially-flat groove recess 2, cf. also FIG. 18 , Left and right of the groove 2 are z.
- the individual chambers 3b are in the longitudinal direction of the housing half shell Fig. 1a arranged one behind the other.
- the ribs / lugs 3, 3a or grooves on the inner circumference of the housing half-shell 1a are arranged, preferably in pairs in the form of, for example, circular segments.
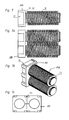
- FIGS. 2 to 2c show cross sections through half-shells 1a, 1b and the joining examples show Fig. 2b and 2c ,
- FIG. 2 the side view of the outside of a half-raster shell 1 a is shown.
- the ribs / lugs 3, 3a are preferably designed as rigid ribs or rib projections which are connected to the inner wall of the housing half shell 1a, 1b.
- FIG. 2a shows a section through the screen half-shell 1a in the region of the rigid ribs 3.
- the ribs 3, 4 are each separated from each other by the recess of the flat circular groove 2 and preferably formed in pairs.
- FIG. 2b shows an isometric view of a housing half-shell with rigid ribs 3 bending until shearing suitable corrugated fins 4 or nubs 4a in Fig. 5c ,
- the bendable or compressible ribs or nubs 4, 4a are preferably arranged on the respective outer parts of the grid shells 1 a, 1 b.
- each grid housing half shell 1 a has a continuous frame 2 in Fig. 2b, c , And a continuous groove 7, with which this can be connected to another identical housing half-shell 1 b to a complete cylindrical housing 1.
- FIG. 5e shows reduced air gaps 37 in the tensioned state.
- FIGS 5g (1), (2) show as an alternative to the above an elastic intermediate layer 78, 79, 80, in the form of a compressible and extensible thin plate, which can be used instead of or in addition to bendable ribs 4 or nubs 4a, for example according to Figure 19d ,
- FIGS. 3 and 3a show a view or a section through a half-raster shell 1 a with inserted core disks 9 as a magnetic core column.
- the screen half-shell 1a comprises ribs 3, 4 or rib projections, nubs 4a, cf. Fig. 5 ff.
- the core parts for. B. in the form of core disks 9, inserted, wherein the plus-tolerance diameter of the core disks 9 are smaller than the inner diameter of two grid halves 1 a, 1 b, which are also joined together, or also hinge-closed halves of the grid Fig. 5h to 5k ,
- the "thicknesses" or “heights” of the core disks 9 are slightly smaller than the minimum diameter and axial dimensions of the grid chambers 3b, so the distance between ribs, rib projections and nubs 3 to 3 or 3 to 4.
- the grid shell is the first a closed with a second grid shell 1 b, 19 d or analogous to the Figures 5h or 5k folded by means of a hinge 52. This eliminates the need for conventional stacking operations where core disks / parts need to be stacked and glued together piece by piece.
- the described technique of inserting the core parts 9 in the half-shells 1a, b is much more efficient and precise than the stacking of individual core disks or core parts, even if stacking techniques are automated or semi-automated or were.
- the effort for merging the core parts 9 reduces to simple and short-term insertion operations of the core parts 9 in the chambers 3b of the half-raster shell 1a and the adhesive bonding of the second housing half shell 1 b, and Fig. 5d, 5e considerably.
- FIG. 4 shows z. B. the attached configuration 1 a, 1 b consisting of half-shells 1 a and 1 b.
- the FIG. 4a shows set core column 1 with inserted core parts.
- the Figures 5, 5a to 5g show in detail cross sections of the assembly of half-shells 1 a and 1 b and Fig. 19 ff.
- Each half-raster shell 1a, 1b comprises on the inner circumference distributed ribs 3 ( Fig. 5a ) or rib projections 3a (FIG. Fig. 5b ), as well as bendable ribs 4 ( Fig. 5 ) or nubs 4a ( Fig. 5c ), which form the intermediate spaces, ie chambers 3b, for receiving the core parts 9.
- FIG. 2b shows the on the longitudinal side of the half-shells 1 b 1 a extending frames 6 or 6a or grooves 7 or 7a, which allow an accurate and electrically secure assembly and bonding of the two half-shells 1 a, 1 b.
- FIGS. 2b and 2c 2 6a and grooves 7, 7a can have trapezoidal cross sections as well as rectangular cross sections.
- the Figures 5 to 5k show that on the long side generally voltage-resistant joining grooves are provided.
- hinge-shells Fig. 5h to Fig. 5k manufacture are connected to one of their longitudinal sides with a bending hinge 52 and can be folded together by means of this bending hinge 52.
- a bending hinge 52 is connected to one of their longitudinal sides with a bending hinge 52 and can be folded together by means of this bending hinge 52.
- FIGS. 6 to 6b and 27 and exploded view Fig. 28 For example, show outer housing 10, 43, which can be connected to grid shell core columns. These outer housing 10, 43 consist z. B. from a two-hole base plate, mounting bars and version Fig. 27 in addition from a Umrandungskragen, which for specially shaped yokes and the admission of casting resin Fig. 28 is designed.
- the base plate of the outer housing 10, 43 includes holes 11 with undercuts 12, so that the core columns can be locked non-positively and shear-resistant on the outer housing 10, 43.
- the openings 11 with the undercuts 12 are reduced with clamping screws 13 in their diameters by the clamping screw 13 is tightened.
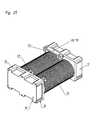
- the undercuts 12 of the holes 11 of the outer housing in Fig. 25 . 28 engage in the grooves 5 of the core columns 1 and are clamped by clamping screws 13 in the grooves 5.
- the remaining nip 14 is sealed with a seal 15 so that the connections between the core columns 1, the outer housings 10 and held on / in the outer housing yokes 17 is closed and interfere with the pouring of the cavities no leaks the potting process.
- FIG. 9 shows a single winding 16, as they are applied to the raster switching 1.
- FIG. 9a shows a plan view of a single winding. It forms between the core columns 1 via the interface outer housing 10, a compound z. B. can be made even more stable by automatic bonding with the structural cast.
- the equipped with yokes 17 outer housings 10 and associated core columns 1 are filled after assembly with low-viscosity filling and / or adhesive resin. In this case, the difference volume between the interior of the screen shells 1, minus the sum of the volumes of the core parts 9 plus Jochklebung filled.
- the casting material flows through the axially sealed grid shells Fig. 25 and 28 and fills from the inner yoke 40, outer housing 11, 12 via the individual core disks 9 to the filling space between the "upper" outer housing 43 and the yoke 40, where no seal is placed.
- air displaced by the resin escapes from the minimal cavities of the core columns 1 with windings 16 and the adhesive and casting spaces between the outer housings 10 and yokes 17.
- the casting compound low-viscosity casting, polyester or PU resin, etc. are generally used .
- FIGS. 4, 4a 4b show how core disks 9 or core parts of a core column are inserted into the housing half shell 1a.
- the core disks or core parts 9 have in the Usually a slight axial play in their respective chambers, because the ribs 3 and 4 are formed thinner than the intended and calculated air gap between the discs or core parts 9. Any tolerances of the core parts 9 are easily compensated.
- the second housing half 1 b is closed over the filled with core parts 9 housing half 1a.
- non-adhesive may be introduced into the groove 7 or to the frame 6 of the housing halves.
- FIG. Fig. 5-5k show, in addition to the rigid ribs 3, 3a, axially movable nubs 4a (FIG. Fig. 5b ) and alternatively or additionally compressible intermediate layers 8 (FIG. Fig. 5g ), which has a larger core disk reset option 5e or 5d z. B. have inaccurate adjustment.
- the bendable nubs 4a ( Fig. 5b, 5c) and also the compressible intermediate layers 8 (FIG. Fig. 5g ) at the ends of the grid shells 1a, core columns are needed because the core columns have many core disks or core parts 9 which are subject to dimensional tolerances.
- the lengths of the halves halves 1 a and 1 b are generally smaller than the lengths of the sequentially lined core disks 9 plus the sum of the air gaps. Ie. the frontal, outer core disks or core parts 9 protrude slightly with a projection 38, 39 from the closed halves of the halves 1a, 1b (FIG. FIGS. 5d, 5e ), out. This is necessary to obtain a force 53, 54, Fig.
- the number of molded parts of a throttle is according to the above 6. This number can be halved if z. B. on an outer side of the grid shells horizontally divided outer housing ( Fig. 8, 8a 5, 5d ) are integrated by injection molding or two racks 51 are designed to be hinged with a connecting thin-wall hinge 52.
- FIG. 7 shows an intermediate assembly 10 before the complete assembly with winding 16 and an inserted into the outer housing 10 yoke 17 which is mounted on the same core columns 1.
- FIGS. 7 and 7a show the arrangement of the yoke 17 in the two joined housings 10. Depending on a winding 16 is respectively arranged on the core columns 1. How to get out of the FIGS. 7d and 7e detects, bridge connections 19 are arranged on the revolving collar or webs of the outer housing 19, which close the frictional connection in the outer housing, surrounding the yoke 17 and secure after curing of the mecanicvergusses.
- the "shrinkage" of the potting compound can also be preceded by correcting, in that the difference potting compound liquid - later hardened, is taken into account, FIGS. 5d , e.
- a throttle stacking function can be realized with the outer housing.
- only defined tapping screws are required in order to set up and screw one throttle at the next lower one.
- second installation levels are z. B. possible in inverters.
- both metal and plastic plates can be easily attached.
- a spray or casting mold in the form of grid shells 69 is equipped with core disks 9 and the length of the core columns with the aid of yokes 71 (FIG. Fig. 24 ) can be adjusted by compressing the core stacks until the nominal inductance is reached. Only then does the extrusion coating process follow, for example, according to the core column, Fig. 12 , A core column marking ensures that when the chokes are installed, the respectively adjusted core columns remain together until final assembly.
- core column strips Fig. 22-24 possible. That is, the core disks 9 or parts with, for example, three or four grid strips 69 before insertion into an injection mold Fig. 21, 23 fixed by the brackets 70 and adjusted according to the described method, also encapsulated or cast around.
- FIG. 24
- z. B. is the largest and dimensioning cross-section in the middle of a yoke 40, because only there is the maximum magnetic flux.
- All cross sections outside the center of the yoke can be reduced to half - left / right of the center or less large cross-section.
- Fig. 29 conceptually, minimum capacitances between the windings and ground are achieved, which is very advantageous for use in inverters because the minimized capacitances reduce the switching losses of inverters.
- Glue breaks between the core disks 9 Fig. 12 . 14 . 15 . 24 . 25 . 29 and core parts are virtually excluded. Nevertheless, if an adhesive break between core disks 9 occur, this has no consequences because the grid shells keep the core columns connected without dimensional changes.
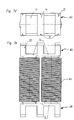
- FIG. 13 shows an alternative to the previous embodiments, a complete manufacturing form, consisting of a lower part 25 and a top 26.
- 26 can be made completely one or more parts injection-molded or cast or pressure-gelled core columns.
- two retaining pins 27 are arranged in the lower part 25 of the manufacturing mold per core part.
- the core parts 9 can be fixed in the bottom part 25 exactly with a defined distance (air gap).
- the upper part 26 of the manufacturing form has per core disk or core part 9 a fixing pin 28.
- Three fixing pins 27, 28 for each core part 9 are sufficient to fix the entire arrangement of core disks 9 in the production form before the casting process.
- core disks or core parts 9 are in the form of receptacles for enclosing the core disks or for sealing at the ends of the core columns.
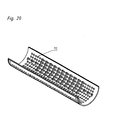
- the pin assemblies can be dispensed with in a die or mold when, for example, grids 72 are used with a thin, apertured sheath.
- the hole pattern in the shell of the raster shell 72 allow the unhindered entry of the spray or casting material in the gaps between the inserted in the grid shell core disks or core parts, as well as the closure of the insulating cylinder part to the core disks or parts.
- core disks / core parts 9 manufacturing forms according to the Fig. 21-24 be like the Figures 12 or 13 filled with spray or potting compound. After solidification of the spray or potting compound to obtain a thin coated core column.
- the core disks 9 are separated by Rasternoppen or discs and injection molding compound filled air gaps.
- embossed mounting grooves are used for attachment to an outer housing 10th
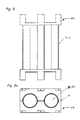
- FIGS. 14 to 17 shown in manufacturing consisting of upper part 1a and lower part 1 b, not round core parts 30, 31 are added.
- clamping bolts 32, Fig. 14 in the claddings of the core columns Fig. 14, 15th are introduced, which can serve for the attachment of outer housings, yokes or bearing plates or flanges.
- FIG. 16 shows configurations of such a molded or cast grid housing 1 in which rectangular core parts 30, 31 are arranged.
- the core parts have different dimensions and thicknesses to best fill the cross sections of the core columns.
- FIG. 16 a cross section of a core column, it can be seen that the total cross section of a square core member 30 and distributed on the sides, four rectangular side core parts 31 join.
- FIG. 17 shows a staggered core configuration.
- core parts 30, 31 are arranged, the differentiated in their dimensions -Folienumble- different and thus use the round cross-section of the housing 1 and fill.
- the core columns of core parts 30, 31 are separated from each other by corresponding intermediate layers or rib projections 3, which then form the air gaps.
- FIGS. 19, 19a to 19d show housing halves in different views and the composite housing according to FIGS. 19c and 19d ,
- For filling the housing 1 with casting compound recesses 2 are in turn arranged on the inner wall as in the housing half-shells 1 a, 1 b.
- FIG. 30 This is in the Figures 30 and 31 shown.
- a receptacle 73 according to FIG. 30 demonstrated.
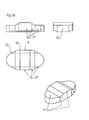
- the trough 73 has axial longitudinal configurations in the form of, for example, longitudinal troughs 74, as shown in FIG FIG. 31 can be seen correspondingly elongated receptacles for two wound core columns 1, Fig. 31 ,
- the core columns 1 can be placed in the spaces formed by the longitudinal troughs 74, with the yokes 17 placed in the housing ends of the trough.
- tub housing 73 After the tub housing 73 is covered with core columns 1 and yokes 17, it can be filled with potting compound, so that there is a partially cast in the trough 73 throttle component 75.
- throttle versions and versions enable a significant technical manufacturing, qualitative, also "electrical" progress for sine-chokes, especially consisting of ferrite disks and yokes made of ferrite material. Also analogous application with new core materials are possible.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
Description
- Die Erfindung betrifft ein Gehäuse zum Aufbau von Luftspalt- geteilten magnetischen Kernsäulen für induktive Bauteile, insbesondere für Drosseln, Übertrager Transformatoren, Wandler, und ähnliche induktive Bauteile.
- Stand der Technik ist beispielsweise gegeben durch die
EP 1 501 106 A1 desselben Anmelders. Diese Anmeldung zeigt neuere Ferrit- Luftspalt- Technologien u. a. in Form von so genannten Sinus- Drosseln, die sich vorwiegend in der Fotovoltaik etabliert haben. - Die Spulenkörper dieser Drosseln sind meist dünnwandige Zylinder, sie tragen eine oder mehrere Wicklungen einer Drossel, eines Übertragers oder eines Transformators.
- Es ist bekannt, das derartige Spulenkörper oder Isolierzylinder beispielsweise im Spritzguss-oder Strangpressverfahren hergestellt werden, wobei der Spulenkörper als Hohlzylinder ausgebildet ist, in den beispielsweise magnetische Kerne eingesetzt werden. Es sind aber auch gewickelte Spulenkörper bekannt, die zu Isolierzylindern geformt werden.
- Weiter ist bekannt, dass Kerne für Drosseln beispielsweise säulenförmig ausgebildet werden und aus einem oder mehreren miteinander verklebten Kernteilen und Kernscheiben bestehen, die durch so genannte "Luftspalte", z. B. in Form von Zwischenlagen aus Isoliermaterial, voneinander getrennt sind.
- Bisher wurden diese Kernsäulen aus z. B. Kernscheiben mit dazwischen liegenden Luftspalten, die ne die bekanntlich keine Luftspalte sind, sondern aus Isolierzwischenlagen bestehen) aufgebaut und zusammengeklebt, um diese Kernsäulen in Spulenkörper einzusetzen oder die Kernsäule mit Isoliermaterial zu umwickeln. Zweck dieser Luftspalte ist es, die elektromagnetischen Eigenschaften der Drosselspulen zu gestalten und zu optimieren, damit möglichst hohe Beträge magnetischer Energie in den Luftspalträumen gespeichert werden, die Streufelder außerhalb der Luftspalte bzw. der Innenseiten der Wicklungen aber dennoch niedrig gehalten werden. Zum anderen dienen die "Luftspaltzwischenräume" dazu, einzelne Kernteile oder Scheiben, mechanisch miteinander zu verbinden, insbesondere um die so genannten Luftspalte mit Klebstoff- beschichteten Scheiben zu überbrücken.
- Dieses übliche Verfahren zur Herstellung von magnetischen Kernsäulen aus vielen Scheiben oder Kernteilen ist zeitaufwendig und kostenintensiv. Hinzu kommt, dass es nicht einfach ist, fluchtende Kernsäulen aufzubauen und gleichzeitig zu kleben. Diese Kernsäulenaufbauten werden behindert, zumindest erschwert, durch die Toleranz der Scheibendurchmesser und Dicken, die eigentlich nicht eng genug herstellbaren Toleranzen der Luftspaltscheiben, der Dosierung der Klebermengen, und Schichtdicken, auch der unterschiedlichen Viskosität der Kleber wg. Standzeiten, unterschiedlicher Temperaturen und Luftfeuchtigkeiten.
- Alle diese instabilen Faktoren und Parameter entfallen beim Einsatz von Rasterschalen Gehäusen.
- Der Erfindung lag u. a. die Aufgabe zugrunde, ein Gehäuse für magnetische Kernsäulen derart zu gestalten, dass induktive Bauteile mit vielteiligen, durch Luftspalte getrennten Kernscheiben oder Kernteilen, einfacher und kostengünstiger realisiert werden können.
- Diese Aufgabe wird erfindungsgemäß durch ein Gehäuse mit den Merkmalen des Anspruchs 1 gelöst.
- Das Gehäuse ist als so genanntes Rastergehäuse mit Rasterschale, Rasterleiste oder auch einem Rasterverguss ausgebildet. Das Rastergehäuse bildet Kammern zur Aufnahme von Kernscheiben oder Kernteilen, die zusammen den magnetischen Kern bilden. Durch Kombination z. B. mit einem entsprechenden Außengehäuse oder einem neuartigen Wannengehäuse können zwei oder mehrere dieser Rastergehäuse im Folgenden Rasterschalen genannt, zu einem komplexen induktiven Bauteil zusammengestellt werden. Das Rastergehäuse dient zum Aufbau eines einfachen induktiven Bauteils mit magnetischem Kern. Durch Kombination mit z. B. einem entsprechenden Außengehäuse oder Wannengehäuse können zwei oder mehrere dieser Rastergehäuse zu einem größeren induktiven Bauteil kombiniert werden.
- Vorteilhafte Ausgestaltungen und andere erfinderische Merkmale der Erfindung sind in den Unteransprüchen beschrieben.
- Die erfindungsgemäßen Rasterschalen, Rasterleisten, Rasterumgüsse umfassen mindestens einen langgestreckten Hohlkörper, an dessen innerer Mantelflächen mehrere, radial in den Innenraum hineinragende Rippen, Noppen oder andere Konfigurationen , wie z.B. Nuten mit Zwischenlagen, angeordnet sind, wobei die Teil-Innenräume durch Rippen, Wellflächen, auch axial biegbare Noppen, oder Nutzen quasi in mehrere bis viele axial aneinander gereihte Kammern, zur Aufnahme von Kernscheiben und Kernteilen unterteilt sind.
- Vorzugsweise bestehen die Hohlkörper der Rasterschalen aus zwei axial geteilten Halbschalen, wobei jeder Kernteil bzw. jede Kernscheibe durch mindestens eine kreisförmig angeordnete Rippen- oder Noppenanordnung oder andere Konfigurationen, wie z.B. Nuten, in welchen die Kernscheiben oder Kernteile gehalten werden, von einer benachbarten Kernscheibe oder einem Kernteil getrennt ist.
- Die Kammern werden entweder gebildet durch die an den inneren Mantelflächen der Rastergehäuse ausgebildeten, radial in den Innenraum ragende Rippen oder Rippenansätze oder Noppen, oder aber durch in der Innenwandung der Rastergehäuse ausgebildete Nuten mit Zwischenlagen. Die Rippen oder Rippenansätze oder Noppen beziehungsweise die Zwischenlagen definieren zumindest zum Teil die erforderlichen Luftspalte zwischen den Kernscheiben oder Kernteilen.
- Gemäß einer vorteilhaften Ausgestaltung der Erfindung sind die Rasterschalen symmetrisch aufgebaut, d. h. es werden beispielsweise halbzylindrische, rechteckige oder andersförmige Hohlräume im Inneren der beiden Gehäusehalbschalen gebildet, in denen Kernscheiben oder anders geformte Teil-Kerne in der für den jeweiligen Typ des induktiven Bauteils notwendigen Weise untergebracht werden können.
- Ein gefügter Hohlkörper aus z. B. zwei Rasterhalbschalen bildet mehrere bzw. viele Teil-Rasterräume aus, beispielsweise zylindrische Kammern aber auch andere geometrische, z. B. quader- und kubusförmige Ausgestaltungen, die Teilungen zwischen Kernscheiben oder Kernteilen ermöglichen.
- Die Scheiben oder Kernteile werden in die Kammern der ersten Rasterhalbschale eingelegt und durch die zweite Rasterhalbschale verschlossen. Damit erübrigen sich Stapelungen, bei dem beispielsweise Kernscheiben, Scheibe für Scheibe aufeinander geklebt werden mussten.
- Diese erfindungsgemäßen Rasterschalen können zum Beispiel auch für die Verpackung von Kernscheiben oder anderen Kernteile verwendet werden. Anstelle der meist verwendeten Paletten, können die einzelnen Scheiben oder Kernteile beim Hersteller in Rasterschalen eingelegt werden. Sie werden bei Transporten in gleicher Qualität wie bisher geschützt. D. h. beide Seiten, d. h. Kernmaterialhersteller und der Drosselhersteller profitieren von dieserart geteilter Produktion. Der Kernmaterial- Hersteller kann die Teile schnell und Volumen- sparend verpacken. Der Drosselhersteller erhält ohne Mehraufwand gestapelte Kernsäulen und braucht diese nur noch durch Verguss mit geeigneten Vergussmassen zu Kernsäulen werden zu lassen.
- Es ist verständlich das diese Art Vorgehen es erlaubt, deutlich rationeller und präziser Kernsäulen zu fertigen, als es beispielsweise durch einzelnes Aufstapeln von Kernteilen oder Scheiben, (auch wenn die Stapeltechniken automatisiert oder teilautomatisiert sind
- Nach dem Umschluss der Rasterhalbschalen um die Kernscheiben oder Teilkerne, können die verbleibenden Holräume mit dünnflüssigem Klebeharz gefüllt werden. Aber auch Standardharze sind verwendbar, wenn die Kernsäulen nach der Befüllung mit zähflüssigerem Harz oder einer anderen Ausfüllmasse evakuiert werden. Bei dem erwähnten Innenstrukturverguss wird das Differenzvolumen zwischen den Kammern für die Rasterschalen und dem Volumen der Kernscheiben oder Kernteilen, auch der Zwischenräume zwischen den äußeren Kernscheiben sowie Außen-Gehäusen, Jochen mit dünnem Harzen aber auch Standard- Ausfüllmassen gefüllt. Es werden Vergussmassen mit vorzugsweise geringeren thermischen Ausdehnungskoeffizienten verwendet. Das Eindringen der Vergussmassen in die zu füllenden Hohlräume kann durch evakuieren der Hohlräume unterstützt werden.
- Das Wesentliche der Innovation u. a. ist, dass vorstehend genannte minimalen Innenraumvolumina zusammenhängend gestaltet sind, nach Außen gedichtet wurden, jedoch im Bereich des Harzeintrittes zur Atmosphäre geöffnet ist und mit kleinvolumigen Auffülldepots an der Öffnungsstelle gestaltet ist.
- Die Vorteile liegen auf der Hand. Außer der Minimierung der Materialmengen und der Herstellkosten, und weniger Harze- oder Füllmassen, ermöglicht diese Technik physikalische Vorteile, wie Volumen-, Gewichts- und Anordnungsvorteile, für den Aufbau von induktiven Bauteilen, beispielsweise Drosseln in Wechselrichtern aber auch für alle andere Anwendungen.
- Die Erfindung wird nachfolgend anhand verschiedener Ausführungsbeispiele unter Bezugnahme auf die Zeichnungen näher erläutert. Dabei ergeben sich aus den Zeichnungen und Ihrer Beschreibung weitere Merkmale und Vorteile der Erfindung.
-
- Figur 1, 1 a, 1 b:
- zeigen eine Draufsicht und einen Schnitt durch eine Rasterhalbschale I.
- Figur 2, 2a:
- zeigen Schnitte durch die Rasterhalbschale I mit geformten Rippen in der Gehäusehalbschale.
- Figur 2b
- zeigt Trapez -Nute- Zarge - Konfiguration
- Figur 2c
- zeigt umlaufende Nute für Anschluss Außengehäuse
- Figur 2d
- Zeigt Einfach- Nute- Zarge- Konfiguration
- Figur 3, 3a
- zeigt Ansicht, Schnitt, Kernteilen bestückte Rasterhalbschale I.
- Figur 4
- Draufsicht bestückte Kernsäule oder Rasterhalbschalenpaar I.
- Figur 4a
- Schnitt, einer Kernsäule gebildet aus Rasterhalbschalen I.
- Figur 5
- Seitenansicht flexible (abscherbare Rippe) in Halbschale I.
- Figur 5a
- Seitenansicht Luftspaltrippen groß starr I.
- Figur 5b
- Seitenansicht Luftspalte mit Rippenansätzen klein starr, II
- Figur 5c
- isometrische Innenansicht
Fig. 5b Rasterhalbschale II - Figur 5d
- Schnitt, Stellbereich R. Schale II, Kernscheiben lose i
- Figur 5e
- Schnitt, Stellbereich R. Schale II Kernscheiben eingestellt
- Figur 5f
- Rasterhalbschalen I große Starr und flexible Wellrippe
- Figur 5g
- komprimierbare Zwischenlage Kernscheiben I
- Figur 5h
- Doppel-Raterschale I mit flexiblem Dünnwandscharnier
- Figur 5i
- Doppel-Raterschale II mit flexiblem Dünnwandscharnier
- Figur 5j
- Isometrisch Doppel-Raterschale I mit Dünnwandscharnier
- Figur 5k
- Isometrisch Doppel-Raterschale II m. flex Dünnwandscharnier
- Figur 6
- Spulenseite und Seite eines Außengehäuses I.
- Figur 6a:
- Jochseite eines Außengehäuses I.
- Figur 6b:
- Draufsicht des Außengehäuses I.
- Figur 7:
- Seitenansicht Wickelung auf Spulenkörper I.
- Figur 7a:
- Draufsicht Wicklung auf Außengehäuse I.
- Figur 7b:
- Isometrie mit zwei bewickelten Spulenkörpern.
- Figur 7c:
- Spulenseite eines Außengehäuses I.
- Figur 7d:
- Rückansicht des Außengehäuses I.
- Figur 7e:
- Draufsicht bewickelte Kernsäulen - Außengehäuse verbunden
- Figur 8:
- Kernsäulen nach Umspritzen, angedeuteten Außengehäuse
- Figur 8a:
- Kernsäulen, an einer Außenseite
- Figur 9:
- eine Einzelwicklung
- Figur 9a:
- Draufsicht einer Einzelwicklung
- Figur 10:
- Kernsäulenstapel mit Rohrumhüllung ohne Rippen
- Figur 11:
- Draufsicht von
Figur 10 - Figur 12:
- Kernscheiben mittels Rasterstift- Halterung in Form
- Figur 13:
- Herstellformen mit Rasterstifttechnik
- Figur 14:
- umspritzte Quadrat- und Rechteckkernteile
- Figur 15:
- umspritzte Stapel-Kernsäulenversion
- Figur 16:
- Draufsicht der
Figur 14 - Figur 17:
- Draufsicht der
Figur 15 - Figur 18:
- Kernsäulenschalen ohne Rippen Draufsicht
- Figur 19:
- Seitenansicht einer Gehäusehalbschale ohne Rippen
- Figur 19a:
- Draufsicht auf eine Gehäusehalbschale ohne Rippen
- Figur 19b:
- isometrische Ansicht der Gehäusehalbschale mit Nuten
- Figur 19c:
- isometrische Ansicht des zusammengesetzten Gehäuses ohne Rippen.
- Figur 19d
- isometrische Ansicht des zusammengesetzten Gehäuses mit Zwischenlagen
- Figur 20:
- Rasterschale mit Lochmuster
- Figur 21:
- Kernsäulenleiste in Dreieck Anordnung 120°
- Figur 22
- Kernsäulenleiste gemäß
Figur 21 , Seitenansicht - Figur 23
- Kernsäulenleiste als Distanzteil zu Wicklung
- Figur 24
- Einstellung Induktivität in Spritzmaschine
- Figur 25
- Zusammenstellung Drossel mit Rasterschale Standardjoche
- Figur 26
- Joche für Großserien Version
- Figur 27
- Außengehäuse Großserien Version
- Figur 27a
- Dichtung für Innenverguss Kernscheiben und Joche Version
- Figur 28
- Explosionszeichnung Drossel Auengehäuse Version
- Figur 29
- Zusammenstellung Drossel Außengehäuse Version
- Figur 29a
- Zusammenstellung Schnitt Innenstrukturverguss
- Figur 29b
- Zusammenstellung Stirnseite
- Figur 29c
- Drehstrom- Drosselstapel mit Außengehäuse
- Figur 30
- Rasterdrossel mit Wannengehäuse
- Figur 30a, 30b
- Rasterdrossel mit Wannengehäuse
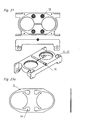
- Figur 31, 31a
- Kernsäulen mit Wicklung, verschaltet
- Figur 32
- Wannengehäuse Seitenansicht
- Figur 32 a
- Wannengehäuse Draufsicht
- Figur 32 b
- Wannengehäuse Längsschnitt
- Figur 32 c
- Wannengehäuse Stirnseite
- Figur 32 d
- Wannengehäuse Kernsäulenaufständerung
- Figur 32 e
- Wannengehäuse Mitte, Schnitt
- Die nachfolgenden beschriebenen Ausführungen der Erfindung beziehen sich z.B. auf Gehäuse zum Aufbau von Spulen für Drosseln, deren Magnetkreise aus weitgehend standardisierten weichmagnetischen Materialien oder Ferrit-Materialien, wie Kernscheiben und Joche, bestehen. Des Weiteren betrifft die Erfindung Gehäuse zum Aufbau von Spulen für Drosseln, deren Magnetkreise aus Jochen und Kernteilen aus nicht standardisierten Magnetmaterialien zusammengestellt werden, d. h. bei denen Optimierungen an Jochen und Kernteilen, Scheiben und Außengehäusen vorgenommen wurden, damit die Kernideen und Sekundär- Innovationen besser zum Tragen kommen.
- Die
Figuren 1 und 1a zeigen eine Draufsicht bzw. einen Schnitt durch eine so genannte Rasterhalbschale 1a. Die Rasterhalbschale 1a ist in Form eines dünnwandigen Halbzylinders ausgebildet und hat eine durchgehende axial-flache Nutaussparung 2, vgl. auchFigur 18 . Links und rechts der Nut 2 sind z. B. paarweise dünne Rippen oder Rippenansätze 3 bzw. (3a inFiguren 5 ) oder Nuten 89 mit Zwischenlagen 80 (Figs. 19c, 19d ) angeordnet, welche den Innenraum der Halbschale 1a in einzelne Kammern 76 unterteilen. Die Einzelkammern 3b sind in Längsrichtung der GehäusehalbschaleFig. 1a hintereinander angeordnet. Weiter sind die Rippen/Ansätze 3, 3a oder Nuten am Innenumfang der Gehäusehalbschale 1 a angeordnet, vorzugsweise paarweise in Form von beispielsweise Kreissegmenten. - Jeweils am Ende der Rasterschalen 1 a, b sind zusätzliche umlaufende Nuten 5 vorgesehen, die zur Befestigung von Außengehäusen dienen, wie folgend beschrieben wird:
- Die
Figuren 2 bis 2c zeigen Querschnitte durch Rasterhalbschalen 1a, 1b bzw. die Fügungsbeispiele zeigenFig. 2b und 2c . InFigur 2 ist die Seitenansicht der Außenseite einer Rasterhalbschale 1 a dargestellt. Die Rippen/Ansätze 3, 3a sind unabhängig von ihrer radialen Höhe vorzugsweise als starre Rippen bzw. Rippenansätze ausgebildet, die mit der Innenwand der Gehäusehalbschale 1a, b verbunden sind. -
Figur 2a zeigt einen Schnitt durch die Rasterhalbschale 1a im Bereich der starren Rippen 3. Die Rippen 3, 4 sind jeweils durch die Aussparung der flachen Rundnut 2 voneinander getrennt und vorzugsweise paarweise ausgebildet.Figur 2b zeigt eine isometrische Ansicht einer Gehäusehalbschale mit starren Rippen 3 bieg- bis zur Abscherung geeigneter Wellenrippen 4 oder Noppen 4a inFig. 5c . Die biegbaren bzw. zusammenpressbaren Rippen oder Noppen 4, 4a sind vorzugsweise an den jeweiligen Außenpartien der Rasterschalen 1 a, 1 b angeordnet. - In ihren axialen Seiten hat jede Raster-Gehäusehalbschale 1 a eine durchgehende Zarge 2 in
Fig. 2b, c , sowie eine durchgehende Nut 7, mit welchen diese mit einer anderen identisch aufgebauten Gehäusehalbschale 1 b zu einem kompletten zylindrischen Gehäuse 1 verbunden werden kann. - Im den Außenbereichen der Rasterschalen sind axial biegbare Noppen 35 in
Fig. 5d, e im Lose-ZustandFig. 5d und gespannten ZustandFig. 5d gezeigt. Der Luftspalt 36 ist ebenfalls groß und in ungespanntem Zustand. Die leichte und beschädigungslose Biegbarkeit der Noppen 4a wird dadurch möglich, weil um die Noppenfüße jeweils Aussparungen 34 inFig. 5c angeordnet sind. Die Differenz zwischen dem Durchmesser der Kernscheiben 9 und dem Tiefenmaß der Aussparungen über den Innendurchmesser der Rasterschalenkammer 3b hinaus, ermöglicht eine axial elastisch federnde Verstellung gemäßFig. 5e jeweils z. B. zwischen einer oder mehrerer Kernscheiben 9 bzw. deren Luftspalten,Fig. 5d. Figur 5e zeigt verkleinerte Luftspalte 37 in gespanntem Zustand. - Die
Figuren 5g (1), (2) zeigen als Alternative zum Vorstehenden eine elastische Zwischenlage 78, 79, 80, in Form einer komprimier- und dehnbaren dünnen Platte, die anstelle oder zusätzlich zu biegbaren Rippen 4 oder Noppen 4a eingesetzt werden kann, z.B. gemäßFigur 19d . - Die
Figuren 3 und 3a zeigen eine Ansicht bzw. einen Schnitt durch eine Rasterhalbschale 1 a mit eingelegten Kernscheiben 9 als magnetische Kernsäule. Die Rasterhalbschale 1a umfasst Rippen 3, 4 oder Rippenansätze, Noppen 4a, vgl.Fig. 5 ff. - In die Hohlräume bzw. Rasterkammern 3b zwischen den Rippen 3, 4 oder Noppen 4a oder in durch Zwischenlagen getrennte Nuten werden die Kernteile , z. B. in Form von Kernscheiben 9, eingelegt, wobei die Plus-Toleranz- Durchmesser der Kernscheiben 9 geringer sind, als die Innendurchmesser zweier zusammen gefügter Rasterhalbschalen 1 a, 1 b oder auch Scharnier-geschlossene Rasterhalbschalen
Fig. 5h bis 5k . - Jeweils an den Enden der Rasterschalen ist der Innendurchmesser der gefügten Rasterschalen vermindert
Fig. 5c , 57, d. h. die beiden äußersten Kernscheiben sitzen spielfrei oder unter leichter Pressspannung in der unvergossenen Rasterschale 1 a, 1 b. Somit können beim Aufziehen der AußengehäuseFig. 25 und28 auf die unvergossenen Kernsäulen die Endpartien der Rasterschalen- Hohlkammern nicht zusammengedrückt werden, weil die Kernscheiben 9 absolut starr sind und ohne Spiel in den zugeordneten Kammern 3b sitzen, was zu einer guten Kraftschlussverbindung Kernsäulen- Außengehäuse führt. Ansonsten sind die "Dicken" oder "Höhen" der Kernscheiben 9 geringfügig kleiner als die minimalen Durchmesser und Axialmaße der Rasterkammern 3b, also der Abstand zwischen Rippen, Rippenansätzen und Noppen 3 zu 3 oder 3 zu 4. - Nach dem Einlegen der Kernteile oder Kernscheiben 9 in die Rasterkammern 3b, 76, oder auch 19d zwischen den Positionen 3-3, 3-4, 4-4 bzw. 3a-3a bzw. 3a-4a und 4a-4a wird die Rasterschale 1 a mit einer zweiten Rasterschale 1 b, 19d verschlossen oder analog der
Figuren 5h oder 5k mittels eines Scharniers 52 geklappt. Damit erübrigen sich übliche Stapelarbeitsgänge, bei denen Kernscheiben/Teile Stück für Stück aufeinander gestapelt und geklebt werden müssen. - Die beschriebene Technik des Einlegens der Kernteile 9 in die Rasterhalbschalen 1a, b ist deutlich rationeller und präziser als das Stapeln einzelner Kernscheiben oder Kernteile, auch wenn Stapeltechniken automatisiert oder teilautomatisiert sind bzw. waren. Erfindungsgemäß reduziert sich der Aufwand zum Zusammenführen der Kernteile 9 auf einfache und kurzzeitige Einlegevorgänge der Kernteile 9 in die Kammern 3b der Rasterhalbschale 1a und das Klebefügen der zweiten Gehäusehalbschale 1 b, bzw.
Fig. 5d, 5e erheblich. - Außer einer evtl. Klebung der Längsnuten/Zargen6, 7 der Rasterhalbschalen 1 a, 1 b sind keine weiteren manuellen oder automatisierten Operationen zur Zusammenstellung der Rasterschalen mit Kernteilen notwendig.
- Die
Figur 4 zeigt z. B. die gefügte Konfiguration 1 a, 1 b bestehend aus Rasterhalbschalen 1 a und 1 b. DieFigur 4a zeigt zusammen gesetzte Kernsäule 1 mit eingelegten Kernteilen 9. DieFiguren 5, 5a bis 5g zeigen im Detail Querschnitte des Zusammenbaus von Rasterhalbschalen 1 a und 1b undFig. 19 ff. Jede Rasterhalbschale 1a, 1 b umfasst am Innenumfang verteilte Rippen 3 (Fig. 5a ) oder Rippenansätze 3a (Fig. 5b ), sowie biegbare Rippen 4 (Fig. 5 ) oder Noppen 4a (Fig. 5c ), welche die Zwischenräume, also Kammern 3b, zur Aufnahme der Kernteile 9 bilden. - Die
Figur 2b zeigt die an der Längsseite der Rasterhalbschalen 1 b 1 a verlaufenden Zargen 6 oder 6a bzw. Nuten 7oder 7a, die ein genaues und elektrisch sicheres Zusammenfügen und Verkleben der beiden Rasterhalbschalen 1 a, 1 b ermöglichen. - Wie die
Figur 2b und 2c zeigen, können Zargen 6, 6a und Nuten 7, 7a sowohl trapezförmige Querschnitte als auch rechteckige Querschnitte aufweisen. DieFiguren 5bis 5k zeigen, dass längsseitig generell spannungsfeste Füge-Nuten vorgesehen sind. - Weiter besteht auch die Möglichkeit, Scharnier-Rasterschalen
Fig. 5h bis Fig. 5k herzustellen. Die beiden Rasterschalten, quasi ein Unter- und Oberteil, sind an eine ihrer Längsseiten mit einem Biegescharnier 52 miteinander verbunden und können mittels dieses Biegescharniers 52 zusammengeklappt werden. In diesem Falle wird eine Seite der Doppel-Rasterschale (Fig. 5j ) mit Kernscheiben bestückt und die nicht bestückte Rasterschale auf die bestückte Schale geklappt. - Vorteilhaft ist die natürliche Dichtheit der Mantelscharnierverbindung. Des Weiteren werden keine Handhabungen und Aufsetzjustierungen (
Fig. 5i ) mit der zweiten Rasterschale benötigt, weil das integrierte Dünnwand-Biegescharnier 52 keine Verschiebung der Rasterschalen untereinander zulässt. - Welche der erfindungsgemäßen Versionen gewählt werden, Einzel- Rasterschalen
Fig. 1 -oder Doppel- Rasterschalen,Fig. 5 folgende, oder Rasterschalen mit Nuten 89 (Fig. 19c ), alle Rasterschalen- Ausführungen können mit den so genannten Außengehäusen verbunden werden. - Die
Figuren 6 bis 6b und27 und ExplosionszeichnungFig. 28 beispielsweise zeigen Außengehäuse 10, 43, welche mit Rasterschalen-Kernsäulen verbunden werden können. Diese Außengehäuse 10, 43 bestehen z. B. aus einer Zwei-Loch-Basisplatte, Befestigungsstegen und bei VersionFig. 27 zusätzlich aus einem Umrandungskragen, der für speziell geformte Joche und der Aufnahme von GießharzFig. 28 konzipiert ist. - Die Basisplatte des Außengehäuses 10, 43 umfasst Bohrungen 11 mit Hinterschneidungen 12, damit die Kernsäulen kraftschlüssig und scherfest am Außengehäuse 10, 43 arretiert werden können. Die Öffnungen 11 mit den Hinterschneidungen 12 werden mit Klemmschrauben 13 in ihren Durchmessern vermindert, indem die Klemmschraube 13 angezogen wird. Die Hinterschneidungen 12 der Bohrungen 11 der Außengehäuse in
Fig. 25 ,28 greifen in die Nuten 5 der Kernsäulen 1 ein und werden durch Klemmschrauben 13 in den Nuten 5 verklemmt. Der verbleibende Klemmspalt 14 wird mit einer Dichtung 15 so abgedichtet, dass die Verbindungen zwischen Kernsäulen 1, den Außengehäusen 10 und den am/im Außengehäuse gehaltenen Jochen 17 geschlossen ist und beim Ausgießen der Hohlräume keine Lecks den Vergussvorgang stören. - Nachdem z. B. die Wicklungen auf die vormontierten Rasterschalen 1, gleich welcher Ausführung, aufgebracht sind, werden die Außengehäuse 10 über die Hinterschneidungen 12 an den Enden der Kernsäulen gerückt. Der Anzug der Klemmschrauben 13 in den Außengehäusen 10 (
Fig. 7c oderFig. 27 ), flanscht die Außengehäuse 10 kraftschlüssig auf die Kernsäulen 10 auf. -
Figur 9 zeigt eine Einzelwicklung 16, wie sie auf das Rasterschalten 1 aufgebracht sind.Figur 9a zeigt eine Draufsicht auf eine Einzelwicklung. Es bildet sich zwischen den Kernsäulen 1 über die Schnittstelle Außengehäuse 10 eine Verbindung, die z. B. durch automatische Verklebung mit dem Strukturguss noch stabiler gemacht werden kann. Die mit Jochen 17 bestückten Außengehäusen 10 und damit verbundenen Kernsäulen 1 werden nach dem Zusammenbau mit niederviskosem Füll- und/oder Klebeharz befüllt. Dabei wird das Differenzvolumen zwischen Innenraum der Rasterschalen 1, abzüglich der Summe der Volumina der Kernteile 9 plus Jochklebung gefüllt. - Die Gussmasse fließt durch die axial gedichteten Rasterschalen
Fig. 25 und28 und füllt sich von der Innenseite Joch 40, Außengehäuse 11, 12 über die einzelnen Kernscheiben 9 bis zum Auffüllraum zwischen dem "oberen" Außengehäuse 43 und Joch 40, wo keine Dichtung platziert ist, auf. Gleichzeitig entweicht durch das Harz verdrängte Luft aus den minimalen Hohlräumen der Kernsäulen 1 mit Wicklungen 16 und den Klebe- und Gussräumen zwischen Außengehäusen 10 und Jochen 17. Als Gussmasse, wird in der Regel dünnflüssiges Gieß-, Polyester- oder PU-Harz etc. verwendet. - Die
Figuren 4, 4a , 4b zeigen, wie Kernscheiben 9 oder Kernteile einer Kernsäule in die Gehäusehalbschale 1a eingelegt werden. Die Kernscheiben oder Kernteile 9 haben in der Regel ein geringes axiales Spiel in ihren jeweiligen Kammern, weil die Rippen 3 bzw. 4 dünner ausgebildet sind, als der vorgesehene und berechnete Luftspalt zwischen den Scheiben oder Kernteilen 9. Etwaige Toleranzen der Kernteile 9 werden problemlos ausgeglichen. Die zweite Gehäusehälfte 1 b wird über die mit Kernteilen 9 gefüllte Gehäusehälfte 1a verschlossenen. Zuvor kann -alternativ muss aber nicht- Klebstoff in die Nut 7 oder an die Zarge 6 der Gehäusehälften eingebracht werden. - Die
Figuren 2, 2a ,5-5k zeigen außer den starren Rippen 3, 3a axial bewegliche Noppen 4a (Fig. 5b ) und alternativ oder zusätzlich komprimierbare Zwischenlagen 8 (Fig. 5g ), welche eine größere Kernscheiben-Rückstellmöglichkeit 5e bzw. 5d z. B. bei ungenauer Justierung haben. - Die biegbaren Noppen 4a (
Fig. 5b, 5c) und auch die komprimierbaren Zwischenlagen 8 (Fig. 5g ) an Enden der Rasterschalen 1a, Kernsäulen, werden benötigt, weil die Kernsäulen viele Kernscheiben oder Kernteile 9 aufweisen, die mit Maßtoleranzen behaftet sind. - Sind die Toleranzen von Teilen der Fertigungschargen, z. B. der Kernscheiben 9, nicht nach der Gaußschen Verteilung gemischt, wovon bei Ferrit-Produktionen auszugehen ist, gehen die Toleranzen vieler Teile meist in eine Richtung. Deshalb ist ein größerer Luftspalt-Ausgleich nötig und wird gemäß den
Figuren 5d, 5d reguliert und justiertFig. 5e . - Deshalb ist es wichtig, dass der Nennwert der Induktivität einer fertigen Drossel oder induktiven Bauteiles vor dem Innenverguss genau und sicher einstellbar ist, damit in jedem Fall der Summenluftspalt der Drossel einstellbar wird.
- Die Längen der Rasterschalenhälften 1 a und 1 b sind grundsätzlich kleiner als die Längen der hintereinander gereihten Kernscheiben 9 plus der Summe der Luftspalte. D. h. die stirnseitigen, äußeren Kernscheiben oder Kernteile 9 ragen geringfügig mit einem Überstand 38, 39 aus den geschlossenen Rasterschalenhälften 1a, 1b (
Figuren 5d, 5e ), hinaus. Dies ist erforderlich, um eine Kraft 53, 54,Fig. 5d, 5e ) jeweils auf die äußeren Kernscheiben 9 oder Kernteile ausüben zu können, damit der Kernscheibenabstand plus/minus verstellt und damit die Länge der Kernsäule eingestellt werden kann, andererseits aber auch, damit auf die Flächen der äußersten Kernscheiben bzw. Kernteile sowie die Joche 17 bzw. 40 (Fig. 28 ) nahezu ohne Spalte aufgelegt werden können. - Die Längsfugen der Rasterschallen
Fig. 2b, c mit den Zargen 6 und den Nuten 7 werden durch eine Feder- Labyrinth- Klemmfügung dicht (Fig. 2, 2a ), damit beim Befüllen der Hohlräume der Rasterschalen- Kernsäule (Fig. 28 ,29 ) und der adaptierten Außengehäuse keine Vergussmasse (Fig. 25 ,27 ,28 ,29 ) austreten kann. - Die Anzahl der Spritzteile einer Drossel ist gemäß Vorstehendem 6. Diese Zahl kann halbiert werden, wenn z. B. an einer Außenseite der Rasterschalen horizontal geteilte Außengehäuse (
Fig. 8, 8a 5, 5d ) spritztechnisch integriert werden oder zwei Rasterschalen 51 mit einem verbindendem Dünnwandscharnier 52 klappbar ausgestaltet werden. -
Figur 7 zeigt eine Zwischenbaugruppe 10 vor der Komplettmontage mit Wicklung 16 und einem in das Außengehäuse 10 eingelegten Joch 17, welches auf gleichen Kernsäulen 1 befestigt ist. - Ein "halbes Außengehäuse"
Fig. 8a , 51 verbindet die Kernsäulen 1 a oder 1 b. DieFiguren 7 und 7a zeigen die Anordnung des Joches 17 in den der beiden gefügten Gehäusen 10. Je eine Wicklung 16 ist jeweils auf den Kernsäulen 1 angeordnet. Wie man aus denFiguren 7d und 7e erkennt, sind auf den Umlaufkragen bzw. Stegen der Außengehäuse 10 Brückenverbindungen 19 angeordnet, welche den Kraftschluss im Außengehäuse schließen, das Joch 17 umgeben und nach Aushärtung des Innenvergusses befestigen. - Mit z. B. Schneidschrauben
Fig. 7d ,18 in den Brückenverbindungen 18, 19, wird eine Verbindung mit den Außengehäusen 10, 51 hergestellt, wobei die Joche auf die Kernstapel 1 in den Rastergehäusen gepresst werden. Mit den Brückenverbindungen 19 können die äußeren Kernscheiben 9 gespannt werden, wodurch z. B. mehrere Luftspalte mit biegbaren Noppen 4, 4a (Fig. 5e ) eingestellt werden. - Nach dem Vorspannen der Joche 17, 25, 28 und der Einstellung der Abstände der Kernscheiben 9 oder Kernteile im Kernstapel kann die Aushärtung der Vergussmasse einsetzen,
Fig. 29 . - Bei der Justierungen der Kernstapel kann z.B. auch die "Schrumpfung" der Vergussmasse vorlaufend mit korrigiert werden, dadurch, dass die Differenz, Vergussmasse flüssig - später ausgehärtet, berücksichtigt wird,
Figuren 5d , e. - Auch eine Drossel-Stapel-Funktion kann mit dem Außengehäuse mit realisiert werden. Dazu werden nur definierte Schneidschrauben benötigt, um jeweils eine Drossel auf der nächst niedrigeren aufzusetzen und zu verschrauben. Aber auch "zweite Installationsebenen" sind z. B. in Wechselrichtern möglich. Auf den Drosseln gemäß Vorstehendem können sowohl Metall als auch Kunststoffplatten leicht befestigt werden.
- Die Vorteile der Rasterhalbschalen 1 a, 1 b als Komplettumhüllung mit geflanschten Außengehäusen
Fig. 25 ,28 sind also neben der stark vereinfachten Fertigung die Eingrenzung von Montagefehlern und die Auffüllung der Luftspalte und die jetzt mögliche planparallele Klebung der Joche. Die Kernidee der einfachen Konfektionierung von Kernsäulen und ihrem Umfeld mit Kernscheiben oder Kernteilen, Jochen wird auch mit variabel alternativen und abgewandelten Elementen und Herstellverfahren beibehalten. - Wenn es zum Beispiel darum geht Kernstapel vor dem Umspritzen oder dem Vergießen bezüglich ihrer Induktivität einzustellen, können z. B. Rasterleisten 69 auch mit stirnseitig angeordneten Halterungen gemäß den
Figuren 21-24 verbunden werden. Die Kraftbeanspruchung der Konstruktion aus Rasterleisten 69 und Halterungen70 mit dünnen Wandstärken, reicht für die Justierung des Induktivitätswertes aus. - Dergestalt, dass eine Spritz- oder Gießform in Form von Rasterschalen 69 mit Kernscheiben 9 bestückt und die Länge der Kernsäulen mit Hilfe von Jochen 71 (
Fig. 24 ) eingestellt werden kann, indem die Kernstapel zusammengepresst werden, bis die Nenninduktivität erreicht ist. Erst dann folgt der Umspritzvorgang zum Beispiel gemäß der Kernsäule,Fig. 12 . Eine Kernsäulenkennzeichnung stellt sicher, dass bei der Montage der Drosseln die jeweils justierten Kernsäulen bis zur Endmontage zusammen bleiben. - Eine ähnliche Vorgehensweise ist mit so genannten Kernsäulenleisten
Fig. 22-24 möglich. D.h. die Kernscheiben 9 oder Teile werden mit zum Beispiel drei oder vier Rasterleisten 69 vor dem Einlegen in eine SpritzformFig. 21, 23 durch die Halterungen 70 fixiert und gemäß geschildertem Verfahren eingestellt, ebenfall umspritzt oder umgossen.Figur 24 . - Die
Figuren 26-32 zeigen eine auf Großserien-Fertigung zugeschnittene Drossel-Konzeption auf, bei bisher übliche Einzelteil-Konfigurationen substituiert und weiter entwickelt sind. - In einer Explosionsskizze
Fig. 28 bzw. und derFig. 29 wird abschließend eine Drossel aufgezeigt, die in hohen Stückzahlen produziert werden kann. Damit eine kompakte Bauformen entstehen, werden keine handelsüblichen quaderförmigen Joche eingesetzt. Anstelle standardisierter quaderförmiger Joche werden "physikalisch geformte Joche" 40 konzipiert, die anhand verschiedener magnetischer Flüsse gestaltet wurden. - Das heißt, dass z. B. der größte und dimensionierende Querschnitt in der Mitte eines Joches 40 ist, weil nur dort der maximale magnetische Fluss vorhanden ist.
- Alle Querschnitte außerhalb des Mittenbereichs des Joches können auf die Hälfte - links/rechts der Mitte- oder weniger großen Querschnitt vermindert werden.
- D. h. alle vom Mittelbereich nach Außen gehenden Querschnitte
Fig. 26 ,5 , 64, 63 werden den verminderten magnetischen Flüssen angepasst. Dies schafft Raum für die Platzierung von Anschlüssen, Kontaktarmaturen, Wicklungsbrücken, und integrierten Fußkonstruktionen der DrosselnFig. 27 ,28 und den Justiereinrichtungen für die Joche und die Drosseln insgesamt. So wird - bei besseren Fluss/Querschnitt Quotienten - bis zu 30% Magnetwerkstoff bei den Jochen gespart. - Weiter werden für die Realisierung eines kompletten Innenvergusses einer Drossel
Fig. 28 , also der Schaffung einer festen Verbindung zwischen Kernscheiben/ Kernteilen, Außengehäusen und Jochen, separat eingegossenen Anfängen, Enden, Verbindungen der Wicklungen oder Kontaktstücken alle Befestigungen zusammengefasst und integriert. - Die erwähnte Explosionszeichnung
Fig. 28 zeigt dies anschaulich. Die Zeichnung in der ZusammenstellungFig. 29 zeigt auch wie auf diese Weise Volumen- und Gewichtsreduzierung einer Drossel erreicht wird. - Mit den erfindungsgemäßen Rasterschalen
Figuren 5 bis 5k , den AußengehäusenFig. 27 ,Fig. 29 werden konzeptbedingt minimale Kapazitäten zwischen den Wicklungen und gegen Erde erreicht, was für die Anwendung in Wechselrichtern sehr vorteilhaft ist, weil die minimierten Kapazitäten die Schaltverluste von Wechselrichtern mindern. - Hinzu kommen aus den Konzeptionen resultierend die hohen Spannungsfestigkeiten und Beständigkeit gegen Feuchtigkeit. Implizit ergeben sich große Kriechwege zwischen Spannung führenden Wicklungen und Anschlüssen, was hohe elektrische Sicherheit und auch hohe Stabilität und geräuscharme Drosseln
Fig. 25 ,29 ,31 ermöglicht. - Klebebrüche zwischen den Kernscheiben 9
Fig. 12 ,14 ,15 ,24 ,25 ,29 und Kernteilen sind quasi ausgeschlossen. Sollte dennoch ein Klebebruch zwischen Kernscheiben 9 vorkommen, so hat dies keine Folgen, weil die Rasterschalen die Kernsäulen ohne Maßänderungen verbunden halten. - Die
Figur 13 zeigt alternativ zu den vorhergehenden Ausführungsformen eine Komplett-Herstellform, bestehend aus einem Unterteil 25 und einem Oberteil 26. Mit Hilfe dieser Herstellform 25, 26 können komplett ein- oder mehrteilig gespritzte oder gegossenen oder druckgelierte Kernsäulen hergestellt werden. Bei der Herstellform werden pro Kernteil jeweils zwei Haltestifte 27 im Unterteil 25 der Herstellform angeordnet. Die Kernteile 9 können dadurch in der im Unterteil 25 genau mit definiertem Abstand (Luftspalt) fixiert werden. Das Oberteil 26 der Herstellform weist pro Kernscheibe oder Kernteil 9 einen Fixierstift 28 auf. Drei Fixierstifte 27, 28 für jedes Kernteil 9 reichen aus, um die gesamte Anordnung von Kernscheiben 9 vor dem Gussvorgang genau in der Herstellform zu fixieren. - Am Anfang bzw. am Ende der Stapel von Kernscheiben oder Kernteilen 9 befinden sich in der Form Aufnahmen zur Umschließung der Kernscheiben bzw. zum Abdichten an den Enden der Kernsäulen.
- In einer weiteren Ausgestaltung der Erfindung gemäß
Figur 20 können die Stiftanordnungen in einer Spritz- oder Gießform entfallen, wenn zum Beispiel Rasterschalen 72 mit einem dünnen, mit Löchern versehenden Mantel eingesetzt werden. Das Lochmuster im Mantel der Rasterschale 72 ermöglichen den ungehinderten Eintritt der Spritz- oder Gießmasse in die Spalte zwischen den in der Rasterschale eingelegten Kernscheiben oder Kernteilen, sowie den Verschluss des Isolier-Zylinderteiles um die Kernscheiben oder Teile. - Mit noch weniger Aufwand können Kernsäulen mit Rasterleisten 69 gemäß den
Figuren 21 bis 24 hergestellt werden. Es reichen zwei oder drei Rasterleisten 69 aus, um in einer Spritzform,Fig. 24 , Kernscheiben oder Kernteile 9 genau einzubringen und gemäß Vorstehendem zu umspritzen oder zu umgießen. Auch hier bestehen wieder zwei Möglichkeiten der Realisierung. Zum Einen können die Rasterleisten 69 in die Halterungen 70 eingelassen werden,Fig. 23 ; zum Anderen können mit einer Endfixierung die Rasterleisten 69 auch in einfache Durchmesser-Halbschalen,Fig. 21 , eingelegt werden. Im ersteren Falle gemäßFig. 23 kann die schon konzeptbedingte niedrige elektrische Kapazität gegen Erde noch weiter abgesenkt werden, weil die Wicklung am Innendurchmesser nur eine geringe Auflagefläche an den Rasterleisten 69 hat. Im zweiten Falle entspricht die Kapazität der Wicklung gegen Erde den vorherigen Ausführungen. - Alle wie vorstehend mit Kernscheiben/Kernteilen 9 bestückte Herstellformen gemäß den
Fig. 21-24 werden wie bei denFiguren 12 bzw. 13 mit Spritz- oder Vergussmasse gefüllt. Nach dem Erstarren der Spritz- oder Vergussmasse erhält man eine dünn umhüllte Kernsäule. Die Kernscheiben 9 sind durch Rasternoppen oder Scheiben und Spritzgussmasse gefüllte Luftspalte voneinander getrennt. An den Enden vorgesehene, geprägte Montagenuten dienen zur Befestigung an einem Außengehäuse 10. - Weiter besteht die Möglichkeit, zwei in einer Herstellform 25, 26 gefertigte Kernstapel zusammen mit der Konfiguration eines Außengehäuses 10 zusammen spritzen oder zu gießen und nach Aufbringung der Wicklungen für das induktive Bauteilelement Einzel-Außengehäuse zu montieren.
- Wie in den
Figuren 14 bis 17 gezeigt, können in Herstellformen 1, bestehend aus Oberteil 1a und Unterteil 1 b, auch nicht runde Kernteile 30, 31 aufgenommen werden. Beispielsweise zeigen dieFiguren 14-17 Gehäuse, in welchem quader- oder würfelförmige Kernteile enthalten sind. Bei dieser Konfiguration können Spannbolzen 32,Fig. 14 , in die Umhüllungen der KernsäulenFig. 14, 15 eingebracht werden, welche zur Befestigung von Außengehäusen, Jochen oder Lagerschilder oder Flansche dienen können. - Die
Figuren 16,17 zeigen Konfigurationen eines derartig gespritzten oder gegossenen Rastergehäuses 1 in welchen rechteckige Kernteilen 30, 31 angeordnet sind. Die Kernteile haben unterschiedliche Abmessungen und Dicken, um die Querschnitte der Kernsäulen bestmöglich auszufüllen. Diesbezüglich zeigtFigur 16 einen Querschnitt einer Kernsäule, wobei man erkennt, dass der Gesamtquerschnitt aus einem quadratischen Kernteil 30 und auf den Seiten verteilt, sich vier rechteckige Seitenkernteile 31 sich anschließen. - Analog zeigt
Figur 17 zeigt eine gestaffelte Kernkonfiguration. Es sind Kernteile 30, 31 angeordnet, die in ihren Abmessungen -Folienbreite- differenziert abnehmen und somit den runden Querschnitt des Gehäuses 1 nutzen und ausfüllen. - Die Kernsäulen aus Kernteilen 30, 31werden durch entsprechende Zwischenlagen oder Rippenansätze 3 voneinander getrennt, welche dann die Luftspalte ausbilden.
- Die
Figuren 19, 19a bis 19d zeigen Gehäusehalbschalen in verschiedenen Ansichten und das zusammengesetzte Gehäuse gemäßFigur 19c und 19d . Zum Befüllen des Gehäuses 1 mit Gussmasse sind wiederum Aussparungen 2 an der Innenwand wie bei der Gehäusehalbschalen 1 a, 1b angeordnet. - Soweit die verschiedenen Ausgestaltungen von so genannten Raster- Kernsäulen und den Innenvergüssen
- Anstelle der Außengehäuse können aber auch Wannengehäuse treten.
- Dies ist in den
Figuren 30 und31 dargestellt. Hier wird eine Aufnahmewanne 73 gemäßFigur 30 aufgezeigt. Die Wanne 73 hat axiale Längskonfigurationen in Form von beispielsweise Längsmulden 74 die, wie ausFigur 31 ersichtlich, entsprechend lang gestreckte Aufnahmen für zwei bewickelte Kernsäulen 1 bilden,Fig. 31 . - Die Kernsäulen 1 können in die durch die Längsmulden 74gebildeten Räume gelegt werden, wobei die Joche 17 in den Gehäuse-Enden der Wanne aufgelegt werden.
- Nachdem Das Wannengehäuse 73 mit Kernsäulen 1 und Jochen 17 belegt ist, kann sie mit Vergussmasse befüllt werden, so dass sich ein in der Wanne 73 teilweise vergossenes Drossel-Bauelement 75 ergibt.
- Alle aufgezeigten Drossel-Ausführungen und Versionen ermöglichen einen deutlichen herstelltechnischen, qualitativen, auch "elektrischen" Fortschritt für Sinus-Drosseln, insbesondere bestehend aus Ferritscheiben und Jochen aus Ferritmaterial. Auch analoge Applikation mit neuen Kernmaterialien sind möglich.
-
- 1
- Rasterschalen oder Rasterguss Kernsäule
- 1 a, 1b
- Rasterhalbschale
- 2
- Aussparung / Kanal
- 3
- Rippe, Luftspalt (starr)
- 3a
- Rippenansatz, Luftspalt (starr)
- 4
- Rippenoppen biegbar und scherbar
- 4a
- Noppe biegbar
- 5
- Nut für Außengehäuse
- 6
- Zarge
- 7
- Nut
- 8
- Luftspalt Zwischenlage (elastisch)
- 9
- Kernscheibe oder Kernteil (Kernscheibe)
- 10
- Außengehäuse
- 11
- Öffnung, Bohrung
- 12
- Hinterschneidung
- 13
- Klemmschraube
- 14
- Spalt
- 15
- Dichtung
- 16
- Wicklung
- 17
- Joch
- 18
- Fixierung Joch mit Verbindungssteg
- 19
- Brückenverbindung
- 20
- Steg Fixierleiste
- 21
- Durchmesserfixierung Leiste
- 22
- Durchmesser- Senknutfixierung Leiste
- 23
- Auffüllräume für Spritzguss- oder Gussmasse
- 24
- Induktivitäten- Justierjoch in Spritz- oder Gussmaschine
- 25
- Herstellform (Unterteil)
- 26
- Herstellform (Oberteil)
- 27
- Fixierstift (Unterteil)
- 28
- Fixierstift Oberteil
- 30
- Kernteil für Kernsäulen
- 31
- Kernteil für Kernsäulen
- 32
- Spannschraube
- 34
- Aussparung, Einstellbereich Noppen
- 35
- Noppe gebogen
- 36
- Luftspalt ungespannt, groß
- 37
- Luftspalt eingestellt, verkleinert
- 38
- Überstand Kernscheibe in Rasterschale, Außen
- 39
- Überstand Kernscheibe in Raterschale, Außen, eingestellt
- 40
- Jochkonfiguration II optimiert
- 43
- Außengehäuse II für Großserien
- 44
- Dichtung II für Außengehäuse Joche
- 45
- Kontaktmulde
- 46
- Kontaktmulde mit Wicklungsende und Litze vergossen
- 47
- Kabelschuhanformung Wicklungsende/Anfang
- 48
- Verbindung Wicklung Ende- Litze
- 49
- Verbindung Wicklung- Anschlussarmatur
- 50
- Stromverbindung Wicklungen
- 51
- Außengehäuse zweiteilig
- 52
- Dünnwand- Biegescharnier für Verbindung Rasterschalen
- 53
- P1-Kraft Kernsäule ungespannt
- 54
- P2-Kraft Kernsäule gespannt und eingestellt
- 55
- Doppelhalbschale Aufklappwinkel groß
- 56
- Doppelhalbschale Aufklappwinkel klein
- 57
- Zentrier- und Haltebund für Außen- Kernscheiben
- 58
- Dichtung Kernsäule-Außengehäuse-Joch, Spalt
- 59
- Harzeinfüllung
- 60
- Harzfüllung Kern
- 61
- Harzfüllung Außengehäuse
- 62
- Magnetischer Fluss 0
- 63
- Magnetischer Fluss 50% - bis Mittelachse
- 64
- Magnetischer Fluss 100% Innenseite Kernscheiben Teile
- 65
- Magnetischer Fluss 100 Fluss Mitte Joch
- 66
- Einstellbereiche Komprimieren, Expandieren
- 67
- Fixier/Ausgießmulden für Anschlüsse
- 68
- Fixier/Ausgießmulden
- 69
- Rasterleiste
- 70
- Halterung
- 71
- Joch
- 72
- Rasterschale (gelocht)
- 73
- Wanne
- 74
- Längsmulde in Wanne
- 75
- Zusammenstellung Drossel in Wanne
- 76
- Kammer
- 77
- Kontaktmulden im Isoliergehäuse
- 78
- Isolierstege in Integralgehäuse
- 79
- Stellschraubennabe, verstärkt am Isoliergehäuse
- 80
- Zwischenlagen
- 81
- Stellschraube
- 82
- flexible Stege in Rasterschalen
- 83
- Rasterschalen-Kanäle für Harz- Verguss
- 84
- Litzenanschlüsse
- 85
- Verbindungsbrücke Wicklungsanschlüsse
- 86
- Mittelachse Drossel
- 87
- Wicklung verschaltet mit Brücke
- 88
- Rohrstutzen, elektrische Abdeckung der Spannschrauben 32
- 89
- Nuten
Claims (19)
- Gehäuse (1) zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile, dadurch gekennzeichnet, dass es einen Innenraum begrenzende innere Mantelflächen aufweist, an denen mehrere radial in den Innenraum hinein ragende Rippen oder Rippenansätze oder Noppen (3; 3a; 4; 4a) oder Nuten (89) mit Zwischenlagen (78-80) angeordnet sind, wobei der Innenraum durch die Rippen oder Rippenansätze oder Noppen (3; 3a; 4; 4a) oder die Nuten (89) mit Zwischenlagen (78-80) in mehrere aneinander gereihte Kammern (76) zur Aufnahme von Kernscheiben oder Kernteilen (9; 31, 31) der magnetischen Kernsäule unterteilt ist.
- Gehäuse nach Anspruch 1, dadurch gekennzeichnet, dass das Kernscheiben und/oder Kernteilgehäuse (1) aus wenigstens zwei axial geteilten Rasterhalbschalen (1a; 1 b) bestehen.
- Gehäuse nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass jede Kernscheibe oder Kernteil (9; 30, 31) durch mindestens eine Rippe oder Rippenansatz (3; 3a; 4; 4a) oder eine Nut mit Zwischenlage von einer benachbarten Kernscheibe oder Kernteil getrennt ist, und diese Rippe oder Rippenteil (3; 3a; 4; 4a) oder die Zwischenlage einen Teil eines vorgegebenen Luftspaltes zwischen den benachbarten Kernteilen (9; 30, 31) ausbildet.
- Gehäuse nach Anspruch 1, dadurch gekennzeichnet, dass das Gehäuse (1) aus einem einzigen Teil besteht, dessen axial langgestreckter Innenraum durch Rippen (3, 3a; 4, 4a) in mehrere axial aneinander gereihte Kammern unterteilt ist, wobei die Rippen (3, 3a; 4, 4a) ein Teil der vorgegebenen Luftspalte zwischen den Kernteilen (9; 30, 31) ausbilden.
- Gehäuse nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Dicke der Rippen oder der Rippenansätze (3, 3a; 4, 4a) oder der Zwischenlagen vorzugsweise kleiner ist als die Dicke der vorgegebenen Luftspalte zwischen den Kernscheiben oder Kernteilen (9, 30, 31).
- Gehäuse nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Dicke der Rippen oder Rippenansätze (3, 3a; 4, 4a) unterschiedlich groß ist.
- Gehäuse nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass sowohl starre Rippen oder Rippenansätze (3, 3a) als auch in axialer Richtung, zusätzlich biegbare, abscherbare oder axial flexible Noppen (4, 4a) vorhanden sind.
- Gehäuse nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, das die biegbaren, auch abscherbaren Noppen (4, 4a) im Innenraum der Rasterschalen (1a, 1 b) in vertieften Aussparungen am Innendurchmesser angeordnet sind.
- Gehäuse nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die außen liegenden, stirnseitigen Kernscheiben oder Kernteile (9); mit Hilfe von Innen-Bünden in ihren Kammern (76) ohne Spiel gehalten werden und bei der Montage vor dem Verguss als starres Gegenlager dienen.
- Gehäuse nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Kernscheiben oder Kernteile (9; 30, 31) in den Kammern (76) des Gehäuses (1) beweglich gehalten sind und durch Eingießen von Vergussmasse in den Kammern (76) unverrückbar starr fixiert werden.
- Gehäuse nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die in das Gehäuse eingesetzten Kernteile (9) vorwiegend scheibenförmig sind.
- Gehäuse nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Kernteile (30; 31) quader- oder würfelförmig sind.
- Gehäuse nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass die Kernscheiben oder Kernteile (9, 30, 31) in Spritz- oder Gießformen mit Stiften temporär fixiert und mit einer Spritzguss- oder Vergussmasse umgossen werden, wobei die Spritzguss- oder Vergussmasse das Gehäuse (1) und die Rippen (3, 3a, 4, 4a) bildet..
- Gehäuse nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Kernscheiben oder Kernteile (9) mit gelochten Rasterschalen in einer Spritz- oder Gießform gehalten sind, wobei die Hohlräume zwischen den Kernscheiben oder Kernteile und der Zylinderteil mit einer Spritzguss- oder Vergussmasse ausgefüllt sind.
- Gehäuse nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass die Kernscheiben oder Kernteile (9) mit Rasterleisten in einer Spritz- oder Gießform gehalten sind, wobei die Hohlräume zwischen den Kernscheiben oder Kernteile und der Zylinderteil mit einer Spritzguss- oder Vergussmasse ausgefüllt sind.
- Gehäuse nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass die Kernscheiben oder Kernteile (9) mit Rasterleisten in einer Spritz- oder Gießform in Nuten gehalten sind, wobei die Hohlräume zwischen den Kernscheiben oder Kernteile und der Zylinderteil mit einer Spritzguss- oder Vergussmasse ausgefüllt sind.
- Gehäuse nach einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass die einzelnen Kammern (76) durch mindestens zwei in der Wandung des Gehäuses (1) axialer Richtung verlaufende Aussparungen oder Kanäle (2) miteinander verbunden sind.
- Gehäuse nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass an den Enden des Gehäuses (1) Einrichtungen und Nuten (5) zur Befestigung von Außengehäusen (10) vorgesehen sind.
- Verfahren zur Herstellung eines Gehäuses (1) mit darin angeordneten Luftspalt-getrennten magnetischen Kernsäulen gemäß einem oder mehreren der Ansprüche 1 bis 18.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES10005933T ES2432492T3 (es) | 2010-06-09 | 2010-06-09 | Carcasa para la construcción de núcleos magnéticos cilíndricos separados por el entrehierro para componentes inductivos |
| DK10005933.6T DK2395518T3 (da) | 2010-06-09 | 2010-06-09 | Hus til konstruktion af luftspalteseparerede cylindriske magnetiske kerner til induktive komponenter |
| PL10005933T PL2395518T3 (pl) | 2010-06-09 | 2010-06-09 | Obudowa do budowy magnetycznych kolumn rdzeniowych rozdzielonych szczeliną powietrzną do komponentów indukcyjnych |
| EP10005933.6A EP2395518B8 (de) | 2010-06-09 | 2010-06-09 | Gehäuse zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10005933.6A EP2395518B8 (de) | 2010-06-09 | 2010-06-09 | Gehäuse zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2395518A1 true EP2395518A1 (de) | 2011-12-14 |
| EP2395518B1 EP2395518B1 (de) | 2013-08-14 |
| EP2395518B8 EP2395518B8 (de) | 2014-01-08 |
Family
ID=43478284
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10005933.6A Active EP2395518B8 (de) | 2010-06-09 | 2010-06-09 | Gehäuse zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2395518B8 (de) |
| DK (1) | DK2395518T3 (de) |
| ES (1) | ES2432492T3 (de) |
| PL (1) | PL2395518T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105913999A (zh) * | 2014-12-05 | 2016-08-31 | 海宁联丰东进电子有限公司 | 一种电源滤波器改进结构 |
| DE102016216499A1 (de) * | 2016-09-01 | 2018-03-01 | Siemens Aktiengesellschaft | Spannungswandlereinheit mit einem Aktivteilgehäuse |
| CN117884829A (zh) * | 2024-01-25 | 2024-04-16 | 宁波森汇达机电制造有限公司 | 一种电储能柜自动焊接机构 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH240899A (de) * | 1942-09-05 | 1946-01-31 | Philips Nv | Hochfrequenzspule. |
| EP0848391A1 (de) * | 1996-12-12 | 1998-06-17 | J.E. Thomas Specialties Limited | Leistungsspule |
| EP1501106A1 (de) | 2003-07-23 | 2005-01-26 | STS, Spezial-Transformatoren-Stockach GmbH & Co. | Ferritkern für ein Induktivitätsbauteil |
| EP2104114A1 (de) * | 2008-03-20 | 2009-09-23 | Pulse Engineering, Inc. | Multikern-Induktionsvorrichtung mit mehreren Gates und Herstellungsverfahren |
-
2010
- 2010-06-09 ES ES10005933T patent/ES2432492T3/es active Active
- 2010-06-09 DK DK10005933.6T patent/DK2395518T3/da active
- 2010-06-09 EP EP10005933.6A patent/EP2395518B8/de active Active
- 2010-06-09 PL PL10005933T patent/PL2395518T3/pl unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH240899A (de) * | 1942-09-05 | 1946-01-31 | Philips Nv | Hochfrequenzspule. |
| EP0848391A1 (de) * | 1996-12-12 | 1998-06-17 | J.E. Thomas Specialties Limited | Leistungsspule |
| EP1501106A1 (de) | 2003-07-23 | 2005-01-26 | STS, Spezial-Transformatoren-Stockach GmbH & Co. | Ferritkern für ein Induktivitätsbauteil |
| EP2104114A1 (de) * | 2008-03-20 | 2009-09-23 | Pulse Engineering, Inc. | Multikern-Induktionsvorrichtung mit mehreren Gates und Herstellungsverfahren |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105913999A (zh) * | 2014-12-05 | 2016-08-31 | 海宁联丰东进电子有限公司 | 一种电源滤波器改进结构 |
| DE102016216499A1 (de) * | 2016-09-01 | 2018-03-01 | Siemens Aktiengesellschaft | Spannungswandlereinheit mit einem Aktivteilgehäuse |
| DE102016216499B4 (de) * | 2016-09-01 | 2018-04-19 | Siemens Aktiengesellschaft | Spannungswandlereinheit mit einem Aktivteilgehäuse |
| CN117884829A (zh) * | 2024-01-25 | 2024-04-16 | 宁波森汇达机电制造有限公司 | 一种电储能柜自动焊接机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2395518B1 (de) | 2013-08-14 |
| PL2395518T3 (pl) | 2014-05-30 |
| EP2395518B8 (de) | 2014-01-08 |
| ES2432492T8 (es) | 2013-12-26 |
| ES2432492T3 (es) | 2013-12-03 |
| DK2395518T3 (da) | 2013-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2908320B1 (de) | Transformator mit Isolationsstruktur und Verfahren zur Herstellung eines Transformators mit Isolationsstruktur | |
| WO2015158508A1 (de) | Stator einer elektrischen maschine und dessen herstellung | |
| DE112011102027T5 (de) | Drossel und Verfahren zum Herstellen derselben | |
| DE10160011A1 (de) | Ständerbauweise eines Kolbenmotors | |
| EP3001878A1 (de) | Gussverfahren zur herstellung einer schutzummantelung um einen überspannungsableiter und eine giessform hierfür | |
| DE3234098A1 (de) | Verfahren zur herstellung in giessharz eingebetteter wicklungen fuer transformatoren | |
| EP2395518B1 (de) | Gehäuse zum Aufbau von Luftspalt-getrennten magnetischen Kernsäulen für induktive Bauteile | |
| WO2020064870A1 (de) | Verschaltungsanordnung für eine elektrische maschine | |
| EP1729310B1 (de) | MF-Transformator | |
| EP2395517B1 (de) | Induktives Bauteil mit magnetischem Kern | |
| WO2017080544A1 (de) | VORRICHTUNG ZUM SPRITZGIEßEN UND UMSPRITZEN VON OBJEKTEN | |
| EP0557549B1 (de) | Ringkerntransformator | |
| WO2019180099A1 (de) | Magnetische baugruppe | |
| WO2011086028A1 (de) | Schaltkammer für einen leistungsschalter sowie leistungsschalter mit schaltkammer | |
| DE102013001916A1 (de) | Elektromotor | |
| EP2549622A1 (de) | Elektrische Maschine mit einem Wirkelement mit aufgeweiteten Zähnen | |
| WO2013020859A1 (de) | Wicklung und verfahren zur herstellung einer wicklung mit kühlkanal | |
| EP3161836A1 (de) | Stapeleinheit für die aufnahme von kernplatten für ein induktives bauelement | |
| EP0556756B1 (de) | Isolierkappe für Stabverbindungen und Ableitungen an Wicklungen elektrischer Maschinen | |
| EP3378077A1 (de) | Wicklungsanordnung mit fuss zum stehenden verguss | |
| WO2011023721A1 (de) | Spritzgussisolator | |
| EP2179489B1 (de) | Synchronmotor mit mehreren spulensegmenten | |
| DE3920732C2 (de) | Elektrisches Induktionsgerät | |
| EP1549474B1 (de) | Giessform für zylindrische giessharzspulen | |
| EP4152352A1 (de) | Spule |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120208 |
|
| 17Q | First examination report despatched |
Effective date: 20120725 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 627253 Country of ref document: AT Kind code of ref document: T Effective date: 20130815 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS AND PARTNER AG PATENTANWAELTE, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010004314 Country of ref document: DE Effective date: 20131010 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20131104 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130814 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131114 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130731 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131216 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131214 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20130402422 Country of ref document: GR Effective date: 20140102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010004314 Country of ref document: DE Effective date: 20140515 Ref country code: HU Ref legal event code: AG4A Ref document number: E019919 Country of ref document: HU |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140624 Year of fee payment: 5 Ref country code: ES Payment date: 20140618 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20140623 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140609 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140610 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140609 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20130402422 Country of ref document: GR Effective date: 20150105 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140610 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130814 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140630 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140609 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150105 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140609 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150623 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140609 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140630 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 627253 Country of ref document: AT Kind code of ref document: T Effective date: 20150609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150610 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150609 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240617 Year of fee payment: 15 |