EP2304067B1 - Dispositif électromagnétique pour le revêtement de produits métalliques plats par galvanisation continue, et son procédé de revêtement - Google Patents
Dispositif électromagnétique pour le revêtement de produits métalliques plats par galvanisation continue, et son procédé de revêtement Download PDFInfo
- Publication number
- EP2304067B1 EP2304067B1 EP09772990.9A EP09772990A EP2304067B1 EP 2304067 B1 EP2304067 B1 EP 2304067B1 EP 09772990 A EP09772990 A EP 09772990A EP 2304067 B1 EP2304067 B1 EP 2304067B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- bath
- longitudinal
- magnetic
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000576 coating method Methods 0.000 title claims description 105
- 239000011248 coating agent Substances 0.000 title claims description 101
- 239000002184 metal Substances 0.000 title claims description 88
- 229910052751 metal Inorganic materials 0.000 title claims description 88
- 238000007598 dipping method Methods 0.000 title claims description 15
- 230000005291 magnetic effect Effects 0.000 claims description 114
- 230000005499 meniscus Effects 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 36
- 239000004020 conductor Substances 0.000 claims description 33
- 230000004907 flux Effects 0.000 claims description 32
- 238000005339 levitation Methods 0.000 claims description 15
- 239000012141 concentrate Substances 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 8
- 229910002804 graphite Inorganic materials 0.000 claims description 8
- 239000010439 graphite Substances 0.000 claims description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 239000010949 copper Substances 0.000 claims description 3
- 230000001939 inductive effect Effects 0.000 claims 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims 1
- 229910010271 silicon carbide Inorganic materials 0.000 claims 1
- 229910000831 Steel Inorganic materials 0.000 description 22
- 239000010959 steel Substances 0.000 description 22
- 239000011701 zinc Substances 0.000 description 14
- 230000007246 mechanism Effects 0.000 description 13
- 239000012768 molten material Substances 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 10
- 239000000919 ceramic Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 230000006698 induction Effects 0.000 description 7
- 229910001338 liquidmetal Inorganic materials 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 238000004062 sedimentation Methods 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 229910052725 zinc Inorganic materials 0.000 description 6
- 239000006096 absorbing agent Substances 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 239000003302 ferromagnetic material Substances 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 239000003989 dielectric material Substances 0.000 description 4
- 230000005294 ferromagnetic effect Effects 0.000 description 4
- 230000008014 freezing Effects 0.000 description 4
- 238000007710 freezing Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000002203 pretreatment Methods 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 238000013019 agitation Methods 0.000 description 3
- 229910010293 ceramic material Inorganic materials 0.000 description 3
- 238000013016 damping Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 239000011819 refractory material Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229910001297 Zn alloy Inorganic materials 0.000 description 2
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 2
- 238000004320 controlled atmosphere Methods 0.000 description 2
- 239000012809 cooling fluid Substances 0.000 description 2
- 238000005246 galvanizing Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/24—Removing excess of molten coatings; Controlling or regulating the coating thickness using magnetic or electric fields
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0034—Details related to elements immersed in bath
- C23C2/00342—Moving elements, e.g. pumps or mixers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0035—Means for continuously moving substrate through, into or out of the bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0036—Crucibles
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0036—Crucibles
- C23C2/00361—Crucibles characterised by structures including means for immersing or extracting the substrate through confining wall area
- C23C2/00362—Details related to seals, e.g. magnetic means
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/30—Fluxes or coverings on molten baths
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
Definitions
- the present invention relates to an electromagnetic device for coating flat metal products, such as steel strips, by means of continuous hot dipping, with a coating metal, which may be for example Zn or Zn-containing alloys, and further relates to a continuous hot dipping coating process for flat metal products.
- a coating metal which may be for example Zn or Zn-containing alloys
- a known process for coating a steel strip includes vertically passing the strip through a molten metal bath kept in semi-levitation by means of an alternating magnetic field.
- the conventional hot galvanizing process is continuous and normally requires, as a preliminary stage, to pre-treat and pre-heat the steel strip by carefully controlling the temperature of the strip before applying the coating.
- the pre-treatment - chemical and thermal - improves the adhesion of the coating on the strip, and the pre-treatment stage may be either a preliminary heating operation under controlled atmosphere or a fluxing operation in which the strip is dipped in a reducing inorganic flux to coat the surface of the strip with a protective film which prevents oxidation thereof.
- the steel strip When the steel strip is subjected to a preliminary heating under controlled atmosphere, it may enter the coating bath at high temperature which, in the case of a coating bath consisting of Zn or Zn alloys, may also be equal to that of the metal bath, e.g. 450°C.
- This type of hot galvanizing process includes the step of coating carried out in a semi-levitated bath contained in a container with an opening at the bottom to allow the strip to pass towards the top.
- the strip is guided by means of one or more guiding rollers arranged under the molten coating bath.
- the strip normally enters the bath from underneath with a substantially vertical direction and then crosses the molten coating material.
- the strip is then extracted from the metal bath in a vertical direction.
- the strip passing opening is typically arranged on the bottom of a container containing the bath or on a side wall thereof in case of a horizontal passing of the strip, and solutions are used to prevent the release of liquid metal from the strip passing opening.
- Some solutions use freezing the molten metal coating by means of cooling in proximity of the strip passing opening, where the partial solidification of the coating causes the partial closing of the opening.
- the position of the solid/liquid interface should be controlled by means of an induction heating system and a controlled intensity cooling system by adjusting the cooling water flow rate.
- Another problem associated with electromagnetic sealers includes the intense rotational component of the electromagnetic forces used for providing the semi-levitation of the mass of molten coating metal in the bath.
- the vortical component of the electromagnetic force in the melt is normally used to compensate for the forces of hydrodynamic origin - viscosity and dynamic forces - which appear in the motion of a conductive molten metal in alternating magnetic field.
- Another component of the electromagnetic forces - the potential one - is normally used to compensate for the hydrostatic pressure, e.g. to support the molten coating metal in levitating state.
- the f potential /f vortical ratio should not usually be lower than 1; only in this case an even only partial levitation of the coating molten metal may be obtained.
- Fe n Zn m alloys are mainly placed between the surface of the steel strip and the Zn coating and represent the reciprocal junction region.
- Fe n Zn m particles either detach from the strip or are directly created in the bath due to the always present dissolved Fe, and mix into the molten coating Zn.
- These Fe n Zn m particles named "hard dross", are a problem for the quality of the coated strip. The creation of hard dross must either be eliminated from steel strip coating systems or these particles must be extracted from the molten bath.
- Another problem, associated with the known mechanical or electromagnetic devices for coating a steel strip by means of continuous hot dipping is the permanence of the strip in the metal coating bath, typically longer than or equal to 1 second.
- inter-metal Fe n Zn m compounds of considerable thickness are rapidly developed on the surface of the strip; in particular, the layer y, which is required for the good adhesion of the coating and for obtaining a hard surface, should not exceed certain thicknesses otherwise it will make the coating brittle, which coating may be no longer subjected to a deep forming process.
- a further object of the invention is to provide a corresponding process of coating flat metal products by means of continuous hot dipping which does not require a large-sized bath and does not require one or more rollers dipped into the bath to direct the strip, in said process the strip being directed into a small-sized, semi-levitated coating bath and the induced currents on the whole bottom of the bath being rectified to prevent leakages and dripping.
- the present invention thus proposes to achieve the above-discussed object by providing an electromagnetic device for coating a flat metal product by means of hot dipping in a molten metal bath according to claim 1.
- the device object of the present invention including a small coating bath arranged over the guiding rollers of the strip, has all the advantages which accompany the elimination of a large-sized bath, usually a bath containing up to 400 tons of molten coating, with guiding rollers dipped in the molten material.
- Such a device not only obtains the containment of the molten coating metal in the bath but also substantially eliminates leakages and dripping through the lower strip passing opening.
- the leakage is reduced by means of the present system by virtue of the particular electromagnetic components described below.
- the container containing the molten metal coating bath has a through shape with side walls converging downwards in the direction of the strip passing opening provided at the bottom of the container.
- the electromagnet associated with the container has a pair of reciprocally facing, opposite polar expansions or magnetic poles, each adjacent to a respective side wall of the container and substantially following the shape of said respective side wall.
- the configurations of the magnetic poles and side walls of the container containing the molten metal are advantageously shaped so that the magnetic induction generated by the electromagnets across the container is maximized at the bottom of the container, thus generating magnetic forces of maximum intensity in the vertical direction at the bottom of the coating bath which push the molten metal away from the strip passing opening.
- the action of the electromagnets normally agitates the bath and that agitation motion contributes to the leakage problem: the local vortical motion of the bath contributes to the pressure on the lower meniscus, which is transformed into a supplementary head which must be locally supported.
- damping means are advantageously included for separating and interrupting the vortexes in the volume of molten metal produced by the electromagnets.
- damping means comprise baffles or planar members, which modify the circulation of molten metal in the container and suppress the agitation thereof.
- baffles which are substantially perpendicular to the feed plane of the strip, are made of dialectic ceramic material and are arranged on the upper and lower parts of the container for containing the molten metal coating. They produce low speeds in the molten metal at both the upper meniscus and the lower meniscus. At the same time, the baffles eliminate the intense local loops of current induced by the electromagnets in the molten metal coating and join them in a single, large-scale current loop. The lower part of this single current loop is straight and parallel to the lower meniscus, which allows to obtain supporting electromagnetic forces uniformly distributed along such a lower meniscus.
- the electromagnets attract the strip towards one of the two reciprocally facing, opposite poles and generate a side-to-side motion of the strip in its motion within the container, an oscillation motion which is not desired.
- the periodical attraction of the strip towards one of the two poles may lead to its resonance, and even tearing it. This attraction occurs under the lower meniscus and depends on the intensity of the magnetic flux dispersed there.
- a system of shields made of high electrical conductivity material is used to suppress the dispersion of magnetic flux and decrease the attraction of the strip. The conductive shields prevent the magnetic flux from penetrating in the steel strip and reduce the Maxwell attraction forces.
- a current shunt is included, provided with a current conducting part configured so as not to come in contact with the metal bath, said conducting part being connected to current conducting terminals, provided at two respective ends of the longitudinal opening of the bottom of the container so as to be at least partially in galvanic contact with the molten metal bath, said terminals being made of a molten metal bath-resistant material.
- the current conductor or shunt conducts all the induced currents generated by the magnetic flux of the electromagnets, when these are supplied by time-variant current.
- the above-described electric currents flow among the conductive terminals along the bottom of the molten metal coating bath.
- the electric currents cooperate with the magnetic flux produced by the electromagnets at the bottom of the bath, in order to produce a magnetic force which pushes the bottom of the bath upwards away from the opening at the bottom of the container, thus defining a lower meniscus.
- appropriately shaped magnetic components are provided and reciprocally configured so as to define "magnetic windows" in order to rectify the induced currents at the ends of the free surface or lower meniscus of the molten coating bath, thus increasing the effectiveness of the upward directed magnetic forces.
- Another feature of the present invention is to provide continuous cleaning of the molten coating material by means of a closed recirculation circuit of said molten material, which includes at least one melting furnace for preparing the molten metal coating, a recirculation pump, either of mechanical or of magnetic-hydrodynamic type, and a ceramic sedimentation filter, where the hard dross particles are advantageously separated from the molten coating alloy before this is unloaded into the container of the galvanizer.
- Another feature and advantage of the present invention is represented by a closing mechanism arranged under the container to contain the molten coating close to the strip passing opening. Such a closing mechanism allows to fill the container with molten coating before starting up the coating line.
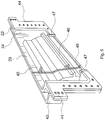
- Figure 1 shows an embodiment of a system for coating flat metal products by means of continuous hot dipping in a molten coating metal bath.
- a system for coating flat metal products by means of continuous hot dipping in a molten coating metal bath comprises:
- the system in Fig. 1 may be used for continuously coating a metal strip with Zn or Zn alloys, or Al, Al alloys, Mg, Si, Sn, Pb and alloys thereof.
- a continuous strip 13 is unwound from a coil (not shown) and subjected to a conventional pre-treatment. After the pre-treatment, the strip 13 is directed by means of guiding rollers 15 towards a longitudinal opening or slit 16, provided on the bottom of the container 11 of device 1.
- Such a container 11, of elongated shape has a through shape with respect to the inductor and contains a bath 17 of a molten metal coating, e.g. Zn.
- the bath 17 defines an upper surface or upper meniscus 18.
- the opening 16 allows the strip 13 to pass within the bath 17, and the strip moves along a direction which extends through the bath 17.
- the motion of the strip 13 through the bath 17 allows the strip itself to be coated with a layer of molten metal material forming the bath.
- a coated strip 14 exits from the bath 17 downstream of the upper surface 18 thereof.
- the container 11 has an open upper end, through which the coated strip 14 moves upwards.
- the molten material level in the container 11 is controlled by means of one or more overflows 51, which are connected to the heating/melting furnace 5 by means of a heated pipe (not shown).
- the container 11 is substantially shaped as an elongated funnel.
- the container 11 has a relatively narrow part 20, which extends downstream of the opening 16 defining a passage 27 for the strip 13, and a relatively wide part 21, arranged downstream of said narrow part 20.
- the narrow part 20 of the container 11 has longitudinal grooves 49, arranged on the bottom at the edges with the side walls of said narrow part, which when the bath levitation system is turned on, i.e. when the aforesaid feeding means 2 are activated, serve to direct the vortical motion components of the molten metal coating (or liquid metal simply) upwards, said components descending along the side walls of the container 11, whereby the local dynamic components of the pressure on the lower meniscus of the liquid metal are reduced, thus promoting a more uniform lifting of such a lower meniscus by virtue of a more uniform distribution of the upward acting electromagnetic forces.
- Said grooves 49 have a depth ranging from 10 to 100 mm with respect to the bottom of the container 11, and are preferably arranged at a distance one from another in the range from 30 to 60 mm, in order to obtain a better stability of the lower surface of the bath 17 and thus limit or annul the phenomenon of dripping of the material from said lower surface.
- the container 11 consists of two half-containers 22 held together at respective opposite edges along vertical flanges bolted with one another. When joined together, the two half-containers 22 define the elongated container 11 with through shape.
- the container 11 has a pair of longitudinal side walls 23 and a pair of end walls 24, each of which extends between the corresponding ends of the side walls 23.
- the side walls 23 define the elongated funnel shape.
- An intermediate part 25 of the container 11, shown in Fig. 4 is placed between the upper, relatively wide part 21 and the lower, relatively narrow part 20, and comprises a pair of longitudinal side walls 26, included in the walls 23, converging towards the relatively narrow part 20.
- the configuration and geometry of the converging walls 26 are an important feature of the present invention because, along with the shape of the polar expansions, it allows the magnetic induction generated by the inductors through the container to be maximized at the bottom of the container, thus generating electromagnetic forces of maximum intensity in the vertical direction at the bottom or lower meniscus of the coating bath, said forces pushing the molten metal away from the opening for the strip passing.
- the usable materials can also be composite materials with glass, ceramic or silica fibers held together by ceramic binders or cements resistant to the high temperature and to the thermal shocks.
- the container 11 can also be made of metal parts and ceramic parts.
- the narrow part 20 of the container includes the passage 27 for the strip, which comprises at one end thereof the opening 16 of the container bottom.
- the passage 27 is defined by a pair of opposite longitudinal walls 28 (only one of which is shown in Fig. 6 ) and by a pair of opposite end walls 29, each of which extends between the corresponding ends of the walls 28.
- the inductor 3 of the galvanizer 1 will now be described in greater detail with reference to figures 2 , 3 , 10 , 14 .
- the magnetic yoke of the inductor 3 of the galvanizer comprises an external member 31, having in plan view the shape of a rectangular frame, made of ferromagnetic material and comprising a pair of opposite, facing longitudinal side walls 32 and a pair of end walls 33, each of which extends between the corresponding ends of the side walls 32.
- the side walls 32 and the ends walls 33 define a vertically arranged inner spacer 34, delimited by the upper 35 and lower 36 open edges, respectively.
- the magnetic yoke of the inductor 3 of the galvanizer also comprises a pair of polar expansions or magnetic poles 37, each expansion being made of ferromagnetic material and mounted to a respective side wall 32 of the external member 31, inside the vertically arranged space 34.
- Each polar expansion 37 extends inside the space 34 towards the other polar expansion and ends at at least one end face 38 of the pole, which is opposite to and facing at least one corresponding end face 38 of the other polar expansion 37 ( Fig. 10 ).
- the polar expansions 37 define an opening 39 for placing the container 11 therebetween, and the opposite faces 38 define part of the opening 39 therebetween, in which part the narrow part 20 of said container is inserted.
- the coils 4 to which the electrical current is supplied are wound about each polar expansion 37.
- a time-varying electrical current is delivered by the feeding means 2 to each coil 4 in order to generate a magnetic field in the polar expansion 37 on which the coil 4 is wound.
- the feeding means 2 may be adjusted in current, voltage, frequency and power, and allow to vary the electric power delivered to the coil 4, thereby they allow to control the force and quality of the magnetic field generated by the inductor 3 of the electromagnetic galvanizer.
- the coils 4 may consist of a plurality of sections and are assembled together to provide openings for the penetration of the cooling air.
- the coils consist of a plurality of turns, each winding about the respective polar expansion 37 and each made of an appropriate conductive material, e.g. copper.
- the turns are insulated from one another and also with respect to the polar expansion 37 by means of an electro-insulating material (not shown).
- the coil 4 is made of solid wire because the current density in the wires is lower than 5 A/mm 2 .
- the polar expansions 37 and the outer member 31 define a path 40 for the magnetic field generated by the current fed to the coils 4.
- the path 40 is shown with a dashed line and arrows in Fig. 10 .
- the magnetic field extends through the opening 39, from the end face 38 of a first polar expansion 37 to the end face 38 of the second polar expansion 37.
- the magnetic field then extends in sequence through the second polar expansion 37, then in opposite directions through the longitudinal side wall 32 to which said second polar expansion 37 is mounted, then through both end walls 33 of the external member 31, then through the longitudinal side wall 32 to which the first polar expansion 37 is mounted, and finally through the first polar expansion 37 back to the end face 38 of said first polar expansion.
- each coil 4 of each polar expansion 37 The direction of the current flow through each coil 4 of each polar expansion 37 is controlled so that the magnetic field generated by each coil on each polar expansion extends through the opening 39 in the same direction.
- the magnetic yoke of the inductor 3 of the galvanizer is made of a conventional ferromagnetic material such as ferrite or other magneto-dielectric materials, but preferably of electric steel foils.
- the magnetic yoke of the inductor 3 of the galvanizer consists of two half-magnets 41 each of which has a substantially E-shaped section along a horizontal plane.
- each end face 38 of a polar expansion or pole 37 is arranged adjacent to the respective longitudinal side wall 23 of the container 11, substantially very close to said side wall at the narrow part 20 of the container and at the converging side wall 26.
- Each face 38 of a pole is shaped such that, in this embodiment, it substantially follows the shape of the adjacent portion of side wall 23, in particular along the converging side wall 26 and along the narrow part 20 of the container.
- the distance between the opposite, reciprocally facing polar faces 38 is minimal at the narrow part or zone 20 of the container close to the opening 16 at the bottom of the container. Such a minimum distance defines the minimum value of the opening 39, at which the intensity of the magnetic field (magnetic induction) is maximum. Instead, the intensity of the magnetic field is lower downstream of the zone 20 where the opening 39 between the polar expansions 37 is wider.
- the resistance to the magnetic flux passing (reluctance) is lower in the free space than in the liquid metal of the bath 17, the magnetic flux tends to pass through the polar faces 38 and concentrates right under the bottom of the bath 17 in the passage 27, that is the prosecution of the opening 16 at the bottom of the container ( Fig. 4 ). Therefore, for a given time-varying current across the coils 4, the magnetic force exerted on the bath 17 by the inductors 3 is more intense at the narrow part 20 of the container, close to the opening 16 at the bottom of the container, as compared to any other zone of the molten metal bath 17.
- the power of the magnet (and the magnetic flux) may be adjusted by varying the amperage of the time-varying current, used to supply the inductor, and the frequency thereof.
- the ratio between the minimum value and the maximum value of the opening 39 between the magnetic poles 37 is advantageously between 0,1 and 0,7, preferably between 0,3 and 0,4.
- the largest dimension of the magnetic opening in the upper part of the inductor 3 should be constant for a vertical segment equal to a fraction of 0,2-0,6, preferably 0,35-0,45, of the height of the polar expansion 37.
- the lower part of the magnetic opening 39 corresponding to the lower narrow part 20 of the container, must have an overall area, in cross section, between 5% and 20%, preferably between 8% and 12%, of the maximum cross section area of the magnetic opening between the polar expansions 37.
- the magnetic opening expands with the walls on the poles 37, at the converging walls 26 of the container 11, inclined by an angle between 25° and 89°, preferably between 40° and 80°, with respect to a horizontal plane.
- the relative vertical extension of the latter zone with respect to the total height of the polar expansion 37 is between 3% and 15%, preferably between 7 and 10%.
- the longitudinal extension or width of the polar expansion 37 must be higher than or at least equal to the longitudinal extension of the opening 16 and, thus, of passage 27.
- the path 42 for conveying the induced currents includes a lower portion in which the current is directly induced into the metal alloy or molten coating metal, thus conductive.
- Figures 5 , 6 , 9 and 11 show a first embodiment of the electromagnetic device for coating strips, which is the object of the present invention.
- This first embodiment includes the use of a current shunt or bypass for rectifying the induced currents along the lower free surface of the bath.
- Said shunt comprises substantially vertical conductive parts or conductors 44, substantially horizontal conductive parts or conductors 43 which join the substantially vertical conductive parts 44 to one another, and conductive terminals 47 in contact with the molten metal bath, arranged at the ends of the longitudinal passage 27.
- the horizontal conductors 43 are either external or in contact with the external walls of the container 11, thus outside the bath, and made of electro-conductive material, e.g. copper. In addition to conveying the induced current, they may be used to shield the magnetic flux dispersed by the magnetic yoke close to the upper meniscus, thus reducing the interferences on said upper meniscus and the possible attraction of the strip by the polar expansions 37.
- the vertical conductors 44 are arranged between the two half-containers 22 and, along with the horizontal conductors 43, connect the conductive terminals 47 to one another.
- the vertical conductors 44 either can be electrically insulated from the bath 17 by a refractory wall 50, shown in Fig. 6 , or can be in contact with the bath 17.
- the vertical conductors 44 of the shunt are generally L-shaped elements made of electro-conductive material, e.g. either copper if the conductors 44 are insulated from the bath or stainless steel or graphite or other electro-conductive material, little reactive with the bath material, if the conductors 44 are in contact with the bath.
- the vertical conductors 44 comprise a pair of vertical arms, each arm being arranged adjacent to a respective end wall 24 of the container 11, and connected to each other by means of a crossing expansion defined by the horizontal conductors 43.
- the vertical conductors 44 are provided with a pair of molten coating material-resistant, conductive terminals 47, e.g. advantageously made of silicon or copper carbide, or made of graphite or pyrolytic graphite, at the end which defines the short segment of their L-shape.
- These terminals or electrodes 47 allow the electric contact with that part of the bath 17 in the zone 20 of the container, close to the passage 27.
- these electrodes 47 do not need to be cooled, thus avoiding problems of local freezing of the molten coating material in the passage 27, which could also involve the strip by making it stick to the solidified coating and thus blocking it to the container with consequent breakage of the container itself or strip.
- the induced current flows through the current conductors 44, 43 rather than circulate through the bath 17, and the induced current is directed by the conductor 44 into the terminal space of the container 11, i.e. inside the part of molten bath 17 at the lower meniscus of the bath itself.
- These conductive parts 43, 44 and 47 directly concentrate the induced currents close to the lower meniscus to increase the potential part of the electromagnetic forces.
- the suppression of the induced currents in other parts of the mass of molten coating material and the concentration of the induced currents very close to the lower meniscus leads to damping the movement of the bath.
- the effect of the concentration of current on the lower meniscus is useful during filling the container 11, when the amount of liquid metal in the bath would not be sufficient to develop the levitation forces.
- the common current induced in the molten material and in the horizontal 43 and vertical 44 conductors of the current shunt combines along the lower meniscus of the molten mass and extends along the bottom of the bath 17, horizontally in the longitudinal direction of the container 11, close to the opening 16 provided at the bottom of the container.
- the direction of the currents here induced is orthogonal to the direction of the local magnetic flux.
- the magnetic flux and the induced currents intersect on a horizontal plane, thus producing upwards directed electromagnetic forces.
- These electromagnetic forces push the part of bath 17 which is close to the opening 16 at the bottom of the container, e.g. the lowermost part of the bath 17, in an upward direction away from the opening 16. This effect is known as magnetic levitation and defines a lower meniscus of the bath 17.
- the magnetic induction increases towards the bottom so as to obtain the maximum on the lower edges of the magnetic poles.
- the progressive increase of the density of the downward magnetic flux and the existence of a lower meniscus of the conductive mass of molten coating material produce the positive effect that the electromagnetic supporting force progressively increases when the molten mass moves downwards.
- Magnetic levitation resulting from the upward force exerted on that part of the molten metal bath next to the opening 16, represents an important factor for containing the mass of molten metal of the bath.
- the above-described magnetic levitation may produce a containment of the bath 17 higher than 98%.
- the containment of the bath 17 produced by the magnetic levitation, of the above-described type may be effective to prevent major losses of molten coating metal through the strip passing opening 16 and for partially reducing dripping along the longitudinal side walls 28 and end walls 29 of the passage 27 ( Figures 6 and 11 ).
- the operation of the inductor 3 creates electromagnetic forces substantially adapted to compensate for the hydrodynamic pressure (potential part of the electromagnetic forces) of the molten coating material moving in the bath 17.
- the electromagnetic forces produce a circular agitation motion; this motion implies the creation of a pair of molten coating vortexes within the container 11, which wash the steel strip from the bottom to the top.
- the pair of upper planar members 45 may be arranged in an upper zone of the wider part 21 of the container, e.g. close to the upper ends of part 21.
- the pair of lower planar members 46 is instead arranged close to the lower ends of the wider part 21 of the container.
- the lower planar members 46 may be arranged inside the narrower part 20 of the container 11.
- the lower planar members 46 can be provided with a vertical longitudinal part or projection 46', an example of which is shown in Fig. 8 , that extends in vertical direction from the upper surface of the member 46 up to a maximum extension equal to the width of said member 46.
- Said vertical part 46' serves to deviate and distribute the steel jet, promoting the filling step of the container 17.
- the members 45 and 46 have a longitudinal extension L higher than the width of the steel strip L strip , so that L is equal to at least (L strip + 0,1H), where H is the depth of the molten coating confined in the container 11.
- the members 45 and 46 made of dielectric material, modify the loop of current induced in the molten material by the main magnetic flux. They define a straight passage zone of the induced current along the lower meniscus. Therefore, these members 45, 46 also contribute to rectifying the induced currents along the lower meniscus of the bath.
- the members 45 and 46, containing the turbulences are made of either non-magnetic or slightly ferromagnetic ceramic material. They can also be made of metal material having an electric conductivity lower than that of the molten material in the bath 17, for example 316L stainless steel.
- Both the longitudinal planar members 45 and the longitudinal planar members 46 are substantially parallel and horizontal, and preferably have transversal dimensions so as to allow a minimum opening for the steel strip to pass between the two members 45 and the two members 46.
- the lower planar members 46 advantageously eliminate the influence of the double vortex in the molten coating which is formed above it on the lower meniscus.
- the upper planar members 45 cover the molten coating material thus preventing splashing, and push such a material along the ascending steel strip.
- the upper diagram in Fig. 12 explains the dripping mechanism on the end walls 29 of the passage 27 at the bottom of the container 11. When the end walls 29 are dielectric, the induced current lines are curved near the dielectric wall 29 and here the vertical component of the electromagnetic force decreases accordingly: the probability of a leakage of liquid material thus occurs.
- conductive terminals or electrodes 47 at the end walls 29 is required to start the process of the invention, when the molten coating material fills the container up to the bottom and is contained by a closing mechanism or mechanical seal 10, an embodiment of which is shown in Fig. 14 .
- a good galvanic contact between the conductive wall 29 and the molten metal allows the induced current to have a flux which is substantially orthogonal to the wall 29 in the bath 17, and to cross said wall 29 obtaining a uniform level of electromagnetic supporting forces, as shown in the central diagram in fig. 12 .
- the conductive terminals 47 defining the end walls 29 of the passage 27 in this case, belong to the shunt and define a low-resistance conductive path which is followed by that part of induced current flowing along the bottom of the bath 17.
- the electromagnetic forces only have vertical, uniform components along the whole opening 16 of the bottom of the container and decrease the vortical component of the electromagnetic forces, thus reducing the movement of the bath near the lower meniscus.
- Filling the container 11 can also be carried out without the closing mechanism 10 shown in Fig. 1 and Fig. 14 exploiting the conductive terminals 47 by moving the position of the lower meniscus over said terminals 47, accepting some initial leakage that is intercepted by the absorber 9.
- a second embodiment shown in Fig. 13 the same function of rectifying the induced currents along the whole bottom of the bath or the lower free surface or meniscus is exerted by appropriately shaped magnetic components, reciprocally configured so as to define "magnetic windows".
- These electrically insulating, magnetic components are arranged inside the container 11 and configured so as to define a substantially quadrangular magnetic circuit, adapted to concentrate the magnetic flux within the mass of metal bath inside said circuit and to concentrate the induced currents outside about said circuit.
- the lower edges of said magnetic circuit are arranged over the bottom of the container 11 at a distance between 0 and 50 mm, preferably between 10 and 15 mm.
- magnetic windows may be made, in a first preferred variant, in the form of two pairs of magnetic components 54, 55 ( Fig. 13 ), the components 54, 55 of each pair being integral, fixed or anchored, with a half-container 22 and having a surface parallel to the feed plane of the strip, either in contact or not in contact with the reciprocally facing surface of the component corresponding to the other pair of components 54, 55 (not shown) provided on the other half-container 22.
- the magnetic circuit or "magnetic window” is defined by said two pairs of magnetic components 54, 55 and by the two pairs of longitudinal planar members 45, 46.
- These magnetic windows may be made either of the same materials as the container 11 and the planar members 45 and 46 or of different materials, in any case of materials which do not conduct electricity.
- the magnetic components 54, 55 are cast and solidified along with the container 11 or may be added as separate parts.
- the magnetic components 54 and 55 may be at least partially made of mild ferromagnetic material, e.g. by inserting straight parts of ferromagnetic material wire, electrically insulated from one another and arranged mainly parallel to the main direction taken by the magnetic flux in the bath 17.
- the induced current advantageously avoids both magnetic windows, each arranged at one side of the feed plane of the strip, and the lower part of the induced current loop is straight due to these windows so that the induced current is concentrated close to the lower meniscus, thus increasing the potential component of the electromagnetic forces.
- the height of the magnetic windows is either equal to or smaller than the distance between a planar member 45 and the corresponding planar member 46 and the magnetic windows are placed so that their reciprocally facing inner walls 56 and 57 are either close to or in contact with the side edges of at least one pair of planar members 46.
- the distance between these reciprocally facing inner walls 56 and 57 may be either equal to or greater than the width of the metal strip 13 to be coated.
- the walls 56', 57' opposite to these reciprocally facing inner walls 56 and 57 may have a maximum reciprocal distance equal to the longitudinal extension of the polar expansions 37, increased by an amount equal to the minimum value of the opening 39 between the reciprocally facing polar faces 38.
- the two systems for rectifying the induced currents may be used together close to the lower meniscus of the bath 17, i.e. current shunt and magnetic windows, so that the use of the current shunt is only needed during a first step of the process, in which the lower surface of the bath 17 is inside the passage 27 defined by the pairs of walls 28 and 29 ( Fig. 6 ): when such a lower surface moves over the passage 27, the current shunt is deactivated and the "magnetic windows" work alone.
- the magnetic force produced by the cooperation between the magnetic field, generated by the inductor 3, and the induced currents, developed in the bath 17, pushes the molten metal bath 17 away from the opening 16 at the bottom of the container and contains the bottom of the bath 17 over the passage 27.
- the polar faces 38 ensure the magnetic flux on the place.
- the current conductors 43 and 44 direct the induced current generated by the inductor 3 towards the terminals or electrodes 47, adjacent to the bottom of the container 11.
- the induced current is more concentrated on the edges of the passage 27 as compared to when these conductors are absent. This increases the magnetic force directed upwards at the ends of the passage 27, which in turn contributes to reducing the dripping or leakages from the container, in particular along the edges of passage 27.
- the density of the magnetic flux generated by the inductor 3 is maximum in those places where the opening 39 between the polar expansions 37 is minimal.
- the induced currents generated in the bath 17 are relatively intense in those places where the opening 39 is relatively small, in particular near the bottom of the bath 17.
- the terminals 47 concentrate the induced current along the bottom of the bath 17 near the upper part of the passage 27.
- the operation of the inductor 3 Along with the magnetic forces, the operation of the inductor 3 generates a heating, due to Joule effect, of the mass of molten coating material and ferromagnetic strip 13, 14. Such a heating of the molten material is strong despite major heat leakages, in particular in the pipes of the sedimentation filter 7.
- the container 11 of the galvanizer advantageously includes a refrigerator 48 ( Fig. 6 ) which uses an appropriate cooling fluid, either gaseous or liquid, for extracting the exceeding heat from the steel strip and from the molten mass produced by the alternating magnetic field of the electromagnetic galvanizer 1.
- the refrigerator 48 is activated by a constant fluid flow rate.
- the tubes of the serpentine of the refrigerator 48 are made of non-magnetic steel and covered with a high-temperature resistant coating, e.g. metal oxide- or carbide-based, to protect them against the interaction with the liquid coating metal.
- the cooling fluid passes through the tubes of the serpentine to cool the molten material within the container 11, thus solidifying a certain amount of metal coating to form a crust or layer about the surface of the tubes. The solidified crust protects the tubes against the corrosion caused by the molten coating bath 17.
- the vertical longitudinal part or projection 46' of the planar members 46 can be used to house the lower part of the tubes of the refrigerator 48.
- a further advantage is represented by the fact of providing electro-conductive shields 53, shown in Figures 1 and 14 , which prevent the magnetic flux from penetrating into the steel strip and reduce the Maxwell attraction forces.
- These shields 53 are arranged about the closing mechanism 10 and are shaped so as to support the absorber 9.
- the closing mechanism 10 comprises two pushing tables 52 and a tube made of soft refractory material which may be crushed by pressure applied by both tables 52 which move in reciprocal opposite directions and which simultaneously push the tube made of soft refractory material on both the inlet of the opening 16 at the bottom of the container 11 and the steel strip 13, so as to operate a mechanical closing of the container 11 while this is filled with molten coating material before starting the motion of the strip 13 or in emergence situations, for example the absence of power supply to the inductor.
- the closing mechanism 10 is opened and the strip 13 is moved in a vertical direction through the bath 17.
- the soft refractory material tube preferably made of ceramic
- the feeding means 2 must be activated at high frequency, e.g. up to 400 Hz, in order to heat by induction and melt the solidified coating material remained on the soft ceramic tube.
- the flux dispersed by the inductor 3 is exploited to achieve this result.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
- Manufacturing Of Electric Cables (AREA)
Claims (16)
- Dispositif électromagnétique pour revêtir un produit en métal plat par trempage à chaud dans un bain de métal fondu (17), comprenant
un contenant longitudinal (11) pour contenir ledit bain de métal, pourvu d'un passage (27) comprenant une ouverture longitudinale (16) au fond de celui-ci pour introduire le produit en métal dans ledit bain le long d'un plan d'amenée dudit produit, dans lequel le passage (27) est défini par une paire de parois longitudinales opposées (28) et par une paire de parois d'extrémité opposées (29), dont chacune s'étend entre les extrémités correspondantes des parois (28),
une bobine d'induction électromagnétique (3) agencée autour du contenant (11) et adaptée pour générer un flux magnétique à travers le bain de métal (17), la bobine d'induction ayant un profil interne, en regard du plan d'amenée du produit en métal, adjacent au profil externe dudit contenant (11), lesdits profils étant tels qu'ils concentrent ledit flux magnétique dans une partie inférieure plus étroite (20) du contenant, induisant ainsi des courants induits traversant le fond du contenant (11) dans une direction longitudinale, de façon à produire des forces électromagnétiques d'intensité maximale au fond dudit bain (17), obtenant ainsi une lévitation du bain lui-même par rapport au fond du contenant et définissant un ménisque inférieur,
caractérisé en ce que des moyens redresseurs sont prévus pour redresser les courants induits à des extrémités du ménisque inférieur comprenant un shunt de courant, pourvu d'une partie conductrice de courant (43, 44) configurée de façon à ne pas venir en contact avec le bain de métal (17),
des bornes conductrices de courant (47), prévues au niveau des deux parois d'extrémité (29) respectives de ladite ouverture longitudinale (16) de façon à être au moins partiellement en contact avec le bain de métal fondu,
ladite partie conductrice (43, 44) étant connectée à des bornes conductrices de courant (47), moyennant quoi lesdites forces électromagnétiques sont rendues uniformes le long de toute l'extension dudit ménisque inférieur. - Dispositif selon la revendication 1, dans lequel un matériau résistant audit bain de métal fondu peut comprendre au moins l'un des matériaux suivants : le carbure de silicium, le carbure de cuivre, le graphite, le graphite pyrolitique.
- Dispositif selon la revendication 1 ou 2, dans lequel ladite partie conductrice de courant comprend une paire de conducteurs verticaux (44), agencés entre les extrémités correspondantes de deux demi-contenants (22) définissant le contenant (11), chaque conducteur vertical étant agencé adjacent à une paroi d'extrémité (24) respective du contenant (11), lesdits conducteurs verticaux étant connectés l'un à l'autre au moyen d'une paire de conducteurs horizontaux (43) placés à l'extérieur du contenant (11).
- Dispositif selon la revendication 3, dans lequel les conducteurs verticaux (44) sont en forme de L et les bornes conductrices de courant (47) sont prévues aux extrémités du bras court dudit L.
- Dispositif selon la revendication 3, dans lequel les conducteurs horizontaux (43) peuvent être en contact avec des parois externes du contenant (11).
- Dispositif selon l'une quelconque des revendications précédentes, dans lequel le contenant (11) a une partie supérieure plus large (21) et deux paires d'organes plans longitudinaux (45, 46) sont prévus, chaque paire desdits organes dépassant desdites parois de côté longitudinales (23) du contenant (11).
- Dispositif selon la revendication 6, dans lequel l'extension longitudinale (L) de chacun desdits organes plans longitudinaux (45, 46) est plus grande que la largeur du produit en métal plat (13) d'une quantité d'au moins 0,1 H, où H est la profondeur du bain de métal fondu prévu dans le contenant (11).
- Dispositif selon la revendication 7, dans lequel lesdits organes plans longitudinaux (45, 46) sont parallèles les uns aux autres et horizontaux, et ont des dimensions transversales de façon à définir une ouverture minimale appropriée pour le passage du produit en métal plat entre chaque paire d'organes.
- Dispositif selon la revendication 1, dans lequel lesdits moyens redresseurs pour redresser les courants induits comprennent des composants magnétiques électriquement isolants agencés à l'intérieur du contenant (11) et configurés réciproquement de façon à définir un circuit magnétique adapté pour concentrer le flux magnétique au sein de la masse du bain de métal à l'intérieur dudit circuit et pour concentrer les courants induits à l'extérieur autour dudit circuit.
- Dispositif selon la revendication 9, dans lequel le circuit magnétique est quadrangulaire et les bords inférieurs dudit circuit magnétique sont agencés sur le fond du contenant (11) à une distance entre 0 et 50 mm, de préférence entre 10 et 15 mm.
- Dispositif selon la revendication 9 ou 10, dans lequel deux paires de composants magnétiques (54, 55) sont prévus, les composants de chaque paire (54, 55) étant d'un seul tenant avec un demi-contenant (22) et ayant une surface parallèle au plan d'amenée du produit en métal plat en contact ou non en contact avec la surface en regard réciproquement du composant correspondant de l'autre paire de composants (54, 55) prévus sur l'autre demi-contenant (22).
- Dispositif selon la revendication 11, dans lequel ledit circuit magnétique est défini par lesdites deux paires de composants magnétiques (54, 55) et par deux paires d'organes plans longitudinaux (45, 46), chaque paire desdits organes dépassant de parois de côté longitudinales (23) du contenant (11) et étant agencée près des extrémités supérieure et inférieure d'une partie plus large (21) du contenant (11), respectivement.
- Dispositif selon la revendication 12, dans lequel l'extension longitudinale (L) de chacun desdits organes plans longitudinaux (45, 46) est plus grande que la largeur du produit en métal plat (13) d'une quantité d'au moins 0,1 H, où H est la profondeur du bain de métal fondu prévu dans le contenant (11).
- Dispositif selon la revendication 13, dans lequel lesdits organes plans longitudinaux (45, 46) sont parallèles les uns aux autres et horizontaux, et ont des dimensions transversales de façon à définir une ouverture minimale appropriée pour le passage du produit en métal plat entre chaque paire d'organes.
- Dispositif selon la revendication 1, dans lequel lesdits moyens redresseurs pour redresser les courants induits comprennent :
des composants magnétiques électriquement isolants agencés à l'intérieur du contenant (11) et configurés réciproquement de façon à définir un circuit magnétique adapté pour concentrer le flux magnétique au sein de la masse du bain de métal à l'intérieur dudit circuit et pour concentrer les courants induits à l'extérieur autour dudit circuit. - Procédé de revêtement d'un produit en métal plat par trempage à chaud continu dans un bain de métal fondu (17), réalisé au moyen d'un dispositif électromagnétique selon l'une quelconque des revendications précédentes, comprenant les étapes suivantes :- l'introduction du produit en métal plat dans ledit bain de métal fondu (17) le long d'un plan d'amenée, à travers une ouverture longitudinale (16) prévue au fond du contenant longitudinal (11) contenant ledit bain,- la génération d'un flux magnétique à travers le bain de métal (17), concentré dans une partie inférieure plus étroite (20) du contenant de façon à induire des courants induits traversant le fond du contenant (11) dans la direction longitudinale et à produire des forces électromagnétiques d'intensité maximale au fond dudit bain (17), obtenant ainsi une lévitation du bain lui-même par rapport au fond du contenant et définissant un ménisque inférieur du bain,dans lequel un redressement desdits courants induits à des extrémités du ménisque inférieur est prévu, par le biais de moyens redresseurs comprenant un shunt de courant, pourvu d'une partie conductrice de courant (43, 44) configurée de façon à ne pas venir en contact avec le bain de métal (17),
des bornes conductrices de courant (47), prévues au niveau des deux parois d'extrémité (29) respectives de ladite ouverture longitudinale (16) de façon à être au moins partiellement en contact avec le bain de métal fondu,
ladite partie conductrice (43, 44) étant connectée à des bornes conductrices de courant (47), moyennant quoi lesdites forces électromagnétiques sont rendues uniformes le long de toute l'extension dudit ménisque inférieur.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT001207A ITMI20081207A1 (it) | 2008-06-30 | 2008-06-30 | Dispositivo elettromagnetico per il rivestimento mediante immersione continua a caldo di prodotti metallici piani e relativo processo di rivestimento |
| PCT/IB2009/052817 WO2010001330A2 (fr) | 2008-06-30 | 2009-06-30 | Dispositif électromagnétique pour le revêtement de produits métalliques plats par galvanisation continue, et son procédé de revêtement |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2304067A2 EP2304067A2 (fr) | 2011-04-06 |
| EP2304067B1 true EP2304067B1 (fr) | 2019-03-13 |
Family
ID=40301907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09772990.9A Not-in-force EP2304067B1 (fr) | 2008-06-30 | 2009-06-30 | Dispositif électromagnétique pour le revêtement de produits métalliques plats par galvanisation continue, et son procédé de revêtement |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2304067B1 (fr) |
| KR (1) | KR101608035B1 (fr) |
| CN (1) | CN102105616B (fr) |
| IT (1) | ITMI20081207A1 (fr) |
| WO (1) | WO2010001330A2 (fr) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5980898B2 (ja) * | 2011-03-30 | 2016-08-31 | タタ、スティール、ネダーランド、テクノロジー、ベスローテン、フェンノートシャップTata Steel Nederland Technology Bv | 移動するストリップ材料をメタリック塗料で被覆するための装置 |
| ITMI20111544A1 (it) * | 2011-08-24 | 2013-02-25 | Danieli Off Mecc | Impianto per il rivestimento mediante immersione continua a caldo di prodotti metallici piani e relativo processo di rivestimento |
| BE1023837B1 (fr) * | 2016-01-29 | 2017-08-09 | Centre De Recherches Metallurgiques Asbl | Dispositif pour la stabilisation hydrodynamique d'une bande metallique en defilement continu |
| PL3290881T3 (pl) * | 2016-09-01 | 2020-01-31 | Heraeus Electro-Nite International N.V. | Sposób wprowadzania przewodu z rdzeniem światłowodowym i układ zanurzeniowy umożliwiający przeprowadzenie sposobu |
| CN108203798B (zh) * | 2018-01-22 | 2024-08-09 | 兰州交大常州研究院有限公司 | 连续制备金属复合线材的方法和装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4242380A1 (de) * | 1992-12-08 | 1994-06-09 | Mannesmann Ag | Verfahren und Vorrichtung zum Beschichten der Oberfläche von strangförmigem Gut |
| DE4344939C1 (de) * | 1993-12-23 | 1995-02-09 | Mannesmann Ag | Verfahren zum prozeßgerechten Regeln einer Anlage zum Beschichten von bandförmigem Gut |
| ZA987172B (en) * | 1998-03-23 | 1999-04-28 | Inland Steel Co | Magnetic containment of hot dip coating bath |
| FR2798937A3 (fr) * | 1999-09-24 | 2001-03-30 | Lorraine Laminage | Installation de revetement par immersion d'une bande metallique en defilement rectiligne |
-
2008
- 2008-06-30 IT IT001207A patent/ITMI20081207A1/it unknown
-
2009
- 2009-06-30 WO PCT/IB2009/052817 patent/WO2010001330A2/fr active Application Filing
- 2009-06-30 KR KR1020117002384A patent/KR101608035B1/ko not_active IP Right Cessation
- 2009-06-30 EP EP09772990.9A patent/EP2304067B1/fr not_active Not-in-force
- 2009-06-30 CN CN2009801255043A patent/CN102105616B/zh not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010001330A3 (fr) | 2010-06-03 |
| EP2304067A2 (fr) | 2011-04-06 |
| ITMI20081207A1 (it) | 2010-01-01 |
| KR20110025231A (ko) | 2011-03-09 |
| KR101608035B1 (ko) | 2016-03-31 |
| CN102105616B (zh) | 2013-09-04 |
| CN102105616A (zh) | 2011-06-22 |
| WO2010001330A2 (fr) | 2010-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2304067B1 (fr) | Dispositif électromagnétique pour le revêtement de produits métalliques plats par galvanisation continue, et son procédé de revêtement | |
| US20140254621A1 (en) | Electric Induction Heating and Stirring of an Electrically Conductive Material in a Containment Vessel | |
| EP0776382B1 (fr) | Bouchon electromagnetique pour cuve d'enduction a chaud par trempage | |
| US6159293A (en) | Magnetic containment of hot dip coating bath | |
| CA2131059C (fr) | Appareil de recouvrement metallique par immersion a chaud et methode connexe | |
| TW201243261A (en) | Open bottom electric induction cold crucible for use in electromagnetic casting of ingots | |
| EP0248242B1 (fr) | Dispositif pour la coulée continue de métaux | |
| EP2167697B1 (fr) | Procédé et dispositif permettant de contrôler l'épaisseur de revêtement d'un métal plat | |
| CA2252730C (fr) | Confinement magnetique d'un bain chaud de galvanisation | |
| WO1997017477A1 (fr) | Procede et appareil de retention de metal en fusion | |
| US5662969A (en) | Hot coating by induction levitation | |
| US5681527A (en) | Molten metal holding apparatus | |
| US6106620A (en) | Electro-magnetic plugging means for hot dip coating pot | |
| JP3810545B2 (ja) | 溶融めっき金属浮上用空中ポット | |
| JP3706473B2 (ja) | 溶融金属浮上用高周波電磁石及びこの高周波電磁石を備えた空中ポット | |
| AU689284B2 (en) | Electro-magnetic plugging means for hot dip coating pot | |
| JP5228653B2 (ja) | 溶融金属浴の制御装置および溶融めっき金属帯の製造方法 | |
| AU685907B2 (en) | Hot coating by induction levitation | |
| WO1999021670A1 (fr) | Dispositif de moulage de metal | |
| JPH06277803A (ja) | 金属の連続鋳造装置 | |
| MXPA98007408A (en) | Magnetic container of the immersion coating bath in calie | |
| JPS6058399B2 (ja) | 反射炉用撹拌装置 | |
| JPH06552U (ja) | 通電発熱式の連続鋳造用浸漬ノズル | |
| SK288739B6 (sk) | Spôsob horizontálneho kontinuálneho liatia kovov a sústava induktorov horizontálneho elektromagnetického kryštalizátora | |
| JP2000091066A (ja) | 浮揚溶解装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110131 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KOLESNICHENKO, ANATOLY Inventor name: BURYAK, VICTORIA Inventor name: CODUTTI, ANDREA Inventor name: GUASTINI, FABIO Inventor name: PAVLICEVIC, MILORAD Inventor name: POLONI, ALFREDO Inventor name: KOLESNICHENKO, ANASTASIA |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20160627 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C23C 2/24 20060101ALI20180827BHEP Ipc: C23C 2/00 20060101AFI20180827BHEP Ipc: C23C 2/30 20060101ALI20180827BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20180928 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1107751 Country of ref document: AT Kind code of ref document: T Effective date: 20190315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009057434 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190313 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190613 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190521 Year of fee payment: 11 Ref country code: DE Payment date: 20190521 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190614 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190613 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1107751 Country of ref document: AT Kind code of ref document: T Effective date: 20190313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009057434 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190713 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20191216 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009057434 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 |