EP2236424A1 - Method and device for inserting individual products into containers in a robot street - Google Patents
Method and device for inserting individual products into containers in a robot street Download PDFInfo
- Publication number
- EP2236424A1 EP2236424A1 EP09156668A EP09156668A EP2236424A1 EP 2236424 A1 EP2236424 A1 EP 2236424A1 EP 09156668 A EP09156668 A EP 09156668A EP 09156668 A EP09156668 A EP 09156668A EP 2236424 A1 EP2236424 A1 EP 2236424A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- robot
- container
- individual products
- containers
- individual
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 40
- 238000012384 transportation and delivery Methods 0.000 claims abstract description 22
- 238000006243 chemical reaction Methods 0.000 claims description 18
- 238000012546 transfer Methods 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000009826 distribution Methods 0.000 claims description 5
- 238000011144 upstream manufacturing Methods 0.000 claims 2
- 238000003780 insertion Methods 0.000 claims 1
- 230000037431 insertion Effects 0.000 claims 1
- 238000012545 processing Methods 0.000 claims 1
- 238000012795 verification Methods 0.000 claims 1
- 238000005303 weighing Methods 0.000 claims 1
- 230000008569 process Effects 0.000 abstract description 4
- 230000017105 transposition Effects 0.000 abstract 2
- 230000007423 decrease Effects 0.000 description 15
- 238000003860 storage Methods 0.000 description 5
- 238000003856 thermoforming Methods 0.000 description 5
- 230000007704 transition Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000005457 optimization Methods 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/105—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/36—Arranging and feeding articles in groups by grippers
Definitions
- the invention relates to a method and a device for inserting individual products into containers in a robot line according to the preamble of claim 1.
- the invention relates to a robot road, as used for converting individual products into storage groups, which can accommodate a certain number of individual products.
- the term container is used instead of the term storage group, which means less of the container as such, but much more individual products or a group of individual products, which after the implementation by the robot in a defined position relative to a transport device and possibly in a defined position within the group of individual products.
- a container belt can be a transport device on the fixed or variable distance, but with respect to the transport device itself stationary container or Cartesian certain deposit positions be introduced. It may be in container tapes but also thermoforming machines or conveyor chains, which are in fixed, or only due to the indexing variable distance troughs or containers.
- the containers to be filled are usually delivered to a first transport device and accumulated there. Subsequently, the containers are transferred from the first transport device to a second transport device, effectively the actual container belt, on which the filling with the individual products happens, and after complete filling, transferred to a third transport device for the removal of the filled containers.
- a second transport device effectively the actual container belt, on which the filling with the individual products happens
- a third transport device for the removal of the filled containers.
- the pre-entry, filling and removal of the container takes place on a single transport device.
- EP 0'749'902 B1 shows a robot road, in which at the inlet of the individual products in the robot road, the individual products are counted and in each of which a new container is released onto the container band upon reaching the necessary for complete filling of a container number of individual products. It is further shown that the container band and the product band move in synchronism or that the container band and the product band are realized by a common band. It is problematic that with irregular introduction of individual products or their introduction on narrow product bands can not be ensured that all containers are completely filled.
- Either WO 2004/113030 A1 , as well as EP 1'285'851 A1 take this problem and show a robot road, in which the individual products are also counted at the entrance to the robot road and in which by means of a mathematical optimization each counted individual product in a robot road in the container, respectively a storage position, for loading by a particular robot in assigned to the robot road.
- This discrete loading optimization is computationally expensive in practice and likewise does not ensure that in case of irregular or in relation to the depositing positions to be filled per container less introduction of individual products all containers are completely occupied.
- Another generic method is off EP 0'856'465 B1 known.
- individual products and containers are fed in parallel transport facilities for individual products and containers in countercurrent along a robot road.
- the transport direction of the product band and the container band is also chosen so that the principle of Gegenstromwirkweise is maintained.
- the relative speed of the irregularly supplied individual products to the delivered containers, but also the delivery of the next to be filled Container controlled by the last in the conveying direction of the container or, in the case of failure, penultimate robot so that only completely filled containers leave the working area of this last robot.
- Both the picking up of the products, as well as the storage of the products take place, as in DE 42 08 818 C2 shown by synchronization of the robot on the moving product band or container band.
- EP 0'856'465 B1 described that as far as possible no individual products should leave the working area of the last robot in the direction of the individual products. From the representation of the invention of EP 0'856'465 B1 various measures are taken to see how this is achieved. From paragraphs 61 and 62 it can be seen that the control of the last robot in the direction of the container belt or, if it fails, the second robot can reduce the speed of the container belt, if otherwise an incompletely filled container from the working area of the last or penultimate robot would move. Further, it is described in paragraph 64 that thereby the containers located in the working area of the previous robots in the running direction of the container band are more or less filled by these previous robots. The fact that the performance of all robots is used until the container is completely filled when the container belt is retarded can be used to ensure that no individual products that have not been transferred into containers leave the robot line.
- a robot line according to EP 0'856'465 B1 is therefore a combination of several, possibly due to the amount of supplied individual products, additionally necessary robots which translate as many individual products maximum to their complete filling in containers and a single-working, last or at the time of its failure second last robot, whose job is to fill containers completely and release after full filling, and release the next empty container in the robot road.
- This method is therefore particularly suitable for robot lines, in which there are often complete interruptions in the introduction of individual products and in which the product band in the robot line can not be stopped or at least delayed.
- the method proves to be disadvantageous when it comes to the supply of individual products by the majority only to fluctuations or if in the case of an interruption in the supply of individual products, the product band in the Umsetz Scheme the robot road can be stopped, which is usually the case.
- this method requires a complex adjustment of the speed of the product strip and the container band relative to each other for different types of individual products, as far as the robots should be used evenly.
- EP 1'819'994 B1 provides a method and an apparatus for the weight-determined formation of groups and containers, where several transport devices are used there for discharging the groups and containers formed. It is particularly important to form different groups on different transport devices and thereby increase the efficiency of the system. In this case, this method proves to be disadvantageous when it comes to form groups and containers as similar as possible and to ensure that all supplied individual products are implemented without at most incomplete groups or containers must be re-supplied.
- EP 0'781'172 B1 is less concerned with the weight-determined loading by means of a robot road, but presents a method of making a prediction of the probability that a container can be filled completely effectively on the basis of historical weight values of the individual products. It turns out that above all the numerous presence of individual products for Ready loading of a container is critical.
- the invention is based on the principle of cascaded countercurrent.
- the conversion efficiency of each individual robot in a robotic route can be designed such that, regardless of the number of individual products brought about, an increase in the concentration of the container in the direction of travel of the container belt, for example linear or digressive, is ensured.
- the number of robots in a robot road is determined by the individual products introduced. In the case of different types of individual products, which are processed in lots on the same robot line, the single product which requires the greatest utilization is determining. This utilization is usually determined by the number of individual products introduced, but in a few cases also by other criteria such as the weight of the individual products. If, for example, the number of brought-up individual products to determine the number of robots, the interpretation is carried out in practice according to the following procedure. In a first step, an average conversion time per individual product is calculated. This average turnaround time is determined by the pick and place handling time, the travel time between place of pickup and place of picking, product distribution of the individual products on the product line, and the size and geometry of the work area of each robot.
- This Value is usually corrected in practice with a safety factor to compensate for disturbances such as missing containers, bad individual products, robot stop due to contamination, disturbances in the position and rotational position detection, etc.
- the transport device for the individual products can be stopped in the transfer area of the robot road.
- conversion region of the robot road is understood here and below to mean that region in which the products to be converted are detected by the robots of the robot road and converted into the corresponding containers to be filled.
- working area of a robot is understood to mean that area which is covered by a single robot.
- the work areas of the individual robots can overlap.
- the conversion area of the robot road is made up of the sum of the work areas of the individual robots.
- the filling of the depositing positions of each container in a robot line with at least two robots, which operate in a cascaded countercurrent process, realized so that the increase of the levels of the container in the Umsetz Scheme the robot road is maintained by each robot independently and as accurately as possible.
- Concentration refers to the amount of currently delivered individual products in relation to the maximum expected number of individual products. Ideally, the concentration of individual products currently in the implementation area of the robot road is also taken into account. This measured concentration determines at all times which robot currently has control of the product band, the container band and the transfer performance of the robots.
- Essential for the uniform utilization of the robot road is the setting of the desired filling level of the last in the running direction of the container belt and second last robot for that single product, which is introduced with the maximum number expected for the robot road.
- the system is designed in such a way that the delivery of the maximum expected number of individual products means that the container belt is not controlled by the last robot.
- one will set the desired level of the last and the second last robot so that Accordingly, the control of the container belt by the second-last robot takes place, thereby using the robot road more evenly.
- a robot located in the middle between, in the direction of transport of the containers, first and last robot, or a degressive increase in the nominal filling levels assumes control of the container band, if half the number of maximum expected individual products - corresponds to concentration 50 - is delivered to the inlet of the robot road.
- a threshold for the decrease in concentration is determined. If the decrease in concentration is less than the threshold value, the transition of the control of the container belt to a robot positioned further back in the transport direction of the container is shifted synchronously with the point in the single product flow at which the concentration decrease has occurred.
- the permissible fill level of all robots is increased in accordance with the decrease in concentration. It should be noted that at most the permissible level of the first robot in the direction of the container must be increased more than the allowable level of the last in the direction of the container robot.
- the robot which, because of the concentration of the individual products at the inlet, has the control of constantly checking whether this robot and the robots lying behind it in the running direction of the containers exceeds its set level or not, begins. As soon as these no longer exceed their nominal level, this robot takes control of the container belt from the second-to-last robot.
- This process step ensures that even with a strong decrease in concentration in the individual product supply all individual products can be converted into containers and that as many containers in the front of the container band are still completely filled and can be removed. At best, a small overflow can not be avoided since the containers can no longer be completely filled by the third robot.
- each robot is set based on the maximum expected concentration so that all robots together are able to completely translate the individual products on the product belt into containers on the container belt. Further, each individual robot is set to translate maximally so many products into containers that the increase in fill levels of the individual product containers on each robotic robot robot is maintained upon delivery of the maximum expected products.
- the increase of the levels can be predicted depending on the relative speed of the transport devices for the individual products and for the container preferably linear or degressive rising.
- the nominal speed of the transport device for the containers is set so that the number of deposit positions brought up per container corresponds to the maximum expected number of individual products. Ideally, this coordination is done in such a way that each robot is able to implement the corresponding number of individual products during a continuous activity. In practice, it will therefore be considered, for varieties of individual products, which differ significantly in the maximum concentration, in each case, the nominal conversion performance of each robot for each variety of individual products adapt.
- the actual concentration measurement is carried out by transmitting the current production quantity to the robot road or by a measurement as accurate as possible with a sensor on or before the inlet to the robot road.
- the earliest possible transmission of the number of brought-up individual products to the robot road has the advantage that it can react more quickly in case of strong concentration differences in the introduction of individual products.
- the concentration is measured with a sensor, the position and rotational position or another characteristic of the individual products can be determined at best with the same sensor.
- the concentration measurement must also take this speed into consideration.
- the speed of containers on the one hand and individual products on the other hand relative to each other is controlled uniformly by the method, and it is ensured that each container leaves the transfer area of the robot road as completely as possible.
- a further advantage is that transport belts, ie transport means in which the containers are arranged at fixed distances on the means of transport, can also be used as depositing belts.
- transport chains which carry containers via fixedly mounted on the chain carrier or thermoforming machines, which introduce formed at regular intervals wells.
- both partial goals ie the one hand as complete as possible filling all container leaving the conversion area and at the same time complete emptying of the product band, simultaneously be realized depends inter alia on whether only a single variety of products on the product tape is present and must be implemented in the container , or if several varieties are mixed up on the product line. In this case, the simultaneous achievement of both objectives is hardly possible, unless the composition of the products on the product band can be quantitatively controlled by the individual varieties, or no specific composition of products within the containers is necessary.
- FIG. 1 run the product band 6 and the container belt 7 in the opposite direction parallel to each other and the container 3 are introduced at a fixed distance.
- the controller 11a of the last robot 4a takes over the central control function.
- the counting and at the same time the position recognition of the products takes place with the camera 9a of the last robot 4a.
- FIG. 2 In addition, a central controller 11 is used. The counting of the products takes place with a camera 8 at the inlet of the product belt 6.
- FIG. 1 On the container belt 7 is in FIG. 1 a motor 19 is shown, which is connected to the controller 11a of the last robot 4a, and whose speed and thus the transport speed of the container 3 is controlled on this container belt 7 accordingly. If instead of a controller 11a, 11b, 11c to each individual robot a - in FIG. 2 As shown, central controller 11 is used for all robots 4a, 4b,..., 4n, motor 19 is correspondingly connected to this controller 11. If a thermoforming machine or a tubular bag machine is used to feed the containers, their own control system is to be connected to the controller 11a of the last robot 4a, or alternatively to the central controller 11.
- the drive 18 of the product belt 6 is shown without connection to a controller, as illustrated thereby is to be that the product belt runs at a predetermined speed and, accordingly, the amount of brought up on the product band 6 individual products 2 can not be influenced.
- the motor 18 to be connected to the central controller 11 or with the controllers 11a, ..., 11n, so that the central controller 11 or the controllers 11a, ..., 11n the respective speed of the product strip 6 for the calculation of can calculate the effective position of the individual products 2 on the product band 6 at a certain time and so that the controls can bring the product band to a standstill when no more individual products 2 are fed to the inlet.
- a camera 8 is shown, which detects the entire width of the product band 6 and counts the zoomed individual products 2 and transmits the value to the central controller 11.
- a camera 9a is shown, which also detects the entire width of the product band and counts the products and transmits them to the robot controller 11a.
- the camera 9a detects the position, ie the position and rotational position, of the individual products 2. If necessary, this camera 9a will scan and evaluate only a specific region of the product band 6 for position detection.
- All further robots 4b, 4c are likewise equipped with a sensor, here camera, 9b, 9c, these cameras detecting the rotational position and position of those individual products 2 which are necessary for the filling of the containers 3 by the robots 4b, 4c according to the invention.
- a sensor here camera, 9b, 9c
- the camera 8 detects the entire product band 6 and the central controller 11 transmit the results to the controllers 11a, 11b,..., 11n.
- the central controller 11 can manage the results and possibly also the motion planning for all robots 4a, 4b,..., 4n.
- FIG. 3 a schematic course for the most common product which robots street with full supply of individual products most heavily utilizes.
- FIG. 4 shows a schematic course for a medium product.
- FIG. 5 finally shows a course for a product with a relatively low supply, which does not load the plant.
- the design of the plant is carried out according to the variety, which requires the largest capacity of robot road 1.
- the number of required robots 4a, 4b, ..., 4n set and determines the target speed of the container belt 7.
- a threshold 32 is set. This threshold value 32 determines how much the supply of individual products 2 may go back so that the robot 4b, 4n retains control over the supply of the containers 3, which alone would have control over the container band 7 due to the supply.
- the product belt 6 is stopped and the control responsibility is transferred to the last robot 4a. All robots 4a, ..., 4n go into waiting position and the system goes on hold until at position 27 again products are supplied. Due to the then brought up number 28 of individual products 2 immediately a transition of control responsibility to one of the robots 4a, ..., 4n instead.
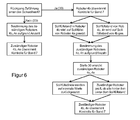
- FIG. 6 This control transition is in FIG. 6 shown.
- On the left side of the scheme is the case according to FIG. 5 represented where the threshold value 32 is not exceeded due to the decrease 30.
- On the right side is the case according to FIG. 3 and 4 represented where the threshold 32 is exceeded.
- It is essential that all robots 4c, ..., 4n are instructed immediately to fill the containers 3 as far as possible to the desired level of robot 4b and that at the same robot 4b takes control of the container belt 7. Only when point 30 has reached the actually responsible robot 4c,..., 4n, the nominal filling levels are lowered back to normal level. The then responsible robot takes control of the container belt 7 as soon as all the robots behind him are also below the desired level. Until then, robot 4b retains control of container belt 7.
- the setpoint levels are set during the commissioning of robot road 1 for each type of individual product 2.
- FIG. 7 is shown as an example for two grades how the nominal levels are set.
- the curve 41 shows the desired filling levels for a single product 2, which in terms of numbers requires the entire capacity 100% of the robot road 1.
- the setpoint levels rise linearly because there are no reserves available for a degressive increase in the level.
- Curve 40 shows a declining slope - represented by points 40d and 40e.
- curve 42 even with maximum introduction of the variety of individual products 2, only so many individual products 2 are introduced that the 70% capacity is required.
- the robot 4d has the control responsibility over the container belt 7 at maximum delivery of individual products. This definition is shown by the lines 42c and 42d. Although Robot 4d has the responsibility, at his position in Robot Street 1 he will never completely fill the container, but only to about 55% as shown in point 42e.
- a failure is compensated by, on the one hand, the desired levels of the still be adapted to operating robots and in that in the event of failure of a controlling robot, the immediately adjacent, underlying robot takes control of the pre-accession of the container 3.
- the operating principle can also be applied to product band 6 and container band 7 running at an angle to each other, as long as the crossing region is large enough, although disadvantages must be accepted through this crossing and the resulting level differences and mutual covers of the individual transport devices 6 and 7.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manipulator (AREA)
- Warehouses Or Storage Devices (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Einlegen von Einzelprodukten in Behälter in einer Roboterstrasse gemäss Oberbegriff des Anspruchs 1.The invention relates to a method and a device for inserting individual products into containers in a robot line according to the preamble of
Die Erfindung betrifft eine Roboterstrasse, wie sie zum Umsetzen von Einzelprodukten in Ablegegruppen verwendet wird, die eine bestimmte Anzahl von Einzelprodukten aufnehmen können. Im Folgenden wird anstelle des Begriffs Ablegegruppe der Begriff Behälter verwendet, wobei darunter weniger der Behälter als solches, sondern viel mehr Einzelprodukte oder eine Gruppe von Einzelprodukten verstanden wird, welche nach dem Umsetzen durch die Roboter in einer definierten Position gegenüber einer Transportvorrichtung und allenfalls in einer definierten Position innerhalb der Gruppe von Einzelprodukten zu liegen kommen.The invention relates to a robot road, as used for converting individual products into storage groups, which can accommodate a certain number of individual products. In the following, the term container is used instead of the term storage group, which means less of the container as such, but much more individual products or a group of individual products, which after the implementation by the robot in a defined position relative to a transport device and possibly in a defined position within the group of individual products.
Dabei werden üblicherweise die Einzelprodukte auf einem Produktband und die Behälter auf einem Behälterband angeliefert und an den an fester Position stehenden Robotern entlang geführt. Ein Behälterband kann dabei eine Transportvorrichtung sein, auf der in festem oder veränderlichen Abstand, aber in Bezug auf die Transportvorrichtung selber ortsfeste Behälter oder kartesisch bestimmte Ablegepositionen herangeführt werden. Es kann sich bei Behälterbändern aber auch um Tiefziehmaschinen oder Förderketten handeln, auf welchen sich in festem, oder nur aufgrund der Indexierung veränderlichem, Abstand Mulden oder Behälter befinden.Usually, the individual products are delivered on a product belt and the containers are transported on a container belt and guided along the fixed position robots. A container belt can be a transport device on the fixed or variable distance, but with respect to the transport device itself stationary container or Cartesian certain deposit positions be introduced. It may be in container tapes but also thermoforming machines or conveyor chains, which are in fixed, or only due to the indexing variable distance troughs or containers.
Aus Sicht einer zentralen Steuerung oder der einzelnen Steuerungen jedes Roboters einer solchen Roboterstrasse besteht kein Unterschied, ob es sich um Behälter oder Mulden oder kartesische Ablegepositionen handelt.From the point of view of a central control or the individual controls of each robot of such a robot road, there is no difference whether they are containers or troughs or Cartesian depositing positions.
In der Praxis werden die zu befüllenden Behälter meist auf einer ersten Transportvorrichtung angeliefert und dort angestaut. Anschliessend werden die Behälter von der ersten Transportvorrichtung auf eine zweite Transportvorrichtung, effektiv das eigentliche Behälterband, übergeben, auf welcher das Füllen mit den Einzelprodukten geschieht, und nach vollständiger Befüllung auf eine dritte Transportvorrichtung für den Abtransport der befüllten Behälter übergeben. Bei der Befüllung von ortsfest mit dem Behälterband verbundenen Behältern, insbesondere Mulden einer Tiefziehmaschine oder Einlaufketten von Schlauchbeutelmaschinen, dagegen erfolgt die Heranführung, Befüllung und der Abtransport der Behälter auf einer einzigen Transportvorrichtung.In practice, the containers to be filled are usually delivered to a first transport device and accumulated there. Subsequently, the containers are transferred from the first transport device to a second transport device, effectively the actual container belt, on which the filling with the individual products happens, and after complete filling, transferred to a third transport device for the removal of the filled containers. In the filling of stationary with the container band connected containers, in particular wells of a thermoforming machine or inlet chains of tubular bag machines, however, the pre-entry, filling and removal of the container takes place on a single transport device.
In DE 42'08'818 C2 ist eine Roboterstrasse gezeigt, bei der die Roboter bezüglich des Produktbandes und Behälterbandes nicht an fester Position stehen, sondern in deren Laufrichtung begrenzt und mechanisch gekoppelt bewegbar sind und welche orthogonal zu deren Laufrichtung einzeln bewegbar sind. Dabei kann sowohl das Aufgreifen der Einzelprodukte, als auch das Ablegen der Einzelprodukte in einen Behälter bei sich bewegendem Produktband oder Behälterband erfolgen. Allenfalls wird das die Einzelprodukte heranführende Produktband zeitweise gestoppt, was die Kopplung an eine kontinuierlich produzierende Herstellmaschine für Einzelprodukte erschwert, und es kann jeweils nur ein Roboter zu einem bestimmten Zeitpunkt ein Produkt aufnehmen oder ablegen und nicht beide Roboter gemeinsam. Auch wird kein Vorteil aus der gezeigten Anordnung des Produktbandes in Gleichlauf- und in Gegenlaufrichtung ersichtlich.In DE 42'08'818 C2, a robot road is shown, in which the robots are not in fixed position with respect to the product belt and container belt, but are limited in their running direction and mechanically coupled and which are movable individually orthogonal to their direction of travel. In this case, both the picking up of the individual products, as well as the storage of the individual products in a container with moving product band or container band can be done. At most, the individual product leading product band is stopped temporarily, which makes the coupling to a continuously producing production machine for individual products, and it can only take a product at any given time or pick up a product and not both robots together. Also, no advantage from the arrangement of the product band shown in the same direction and in the opposite direction can be seen.
Sowohl
Dieses Problem der unvollständigen Befüllung wird sowohl bei
Weitere vergleichbare Anlagen sind aus
Ein anderes gattungsgemässes Verfahren ist aus
Weiter wird aus
Aus US 6'122'895 und EP 0'856'465 B1 gehen noch weitere Ausführungsmerkmale hervor. Insbesondere wird auch ein Verfahren beschrieben, bei welchem die Anlieferung des nächsten zu befüllenden Behälters in den Arbeitsbereich der Roboter abhängig von der Anlieferung der notwendigen Anzahl von Einzelprodukte erfolgt.From US 6'122'895 and EP 0'856'465 B1 still further execution features emerge. In particular, a method is also described in which the delivery of the next container to be filled into the working area of the robots takes place as a function of the delivery of the necessary number of individual products.
Zusammenfassend handelt es sich bei einer Roboterstrasse gemäss EP 0'856'465 B1 also um eine Kombination von mehreren, allenfalls aufgrund der Menge der zugeführten Einzelprodukte, zusätzlich notwendigen Robotern, welche möglichst viele Einzelprodukte maximal bis zu deren vollständigen Befüllung in Behälter übersetzen und um einen einzeln arbeitenden, letzten oder bei dessen Ausfall zweitletzten Roboter, dessen Aufgabe es ist, Behälter vollständig zu befüllen und nach vollständiger Befüllung freizugeben, sowie den nächsten leeren Behälter in die Roboterstrasse freizugeben.In summary, a robot line according to EP 0'856'465 B1 is therefore a combination of several, possibly due to the amount of supplied individual products, additionally necessary robots which translate as many individual products maximum to their complete filling in containers and a single-working, last or at the time of its failure second last robot, whose job is to fill containers completely and release after full filling, and release the next empty container in the robot road.
Dieses Verfahren eignet sich daher insbesondere für Roboterstrassen, bei welchen es häufig zu kompletten Unterbrüchen in der Heranführung von Einzelprodukten kommt und bei welchen das Produktband im Bereich der Roboterstrasse nicht gestoppt oder zumindest verzögert werden kann. Dort ist es erforderlich, dass alle Roboter möglichst viele Einzelprodukte in Behälter umsetzen, weil es aufgrund des Unterbruchs in der Heranführung von Einzelprodukten zu einem Stillstand des Behälterbandes kommt, da keine vollständig befüllten Behälter aus dem Arbeitsbereich des letzen Roboters bewegt werden können, aber im hinteren Bereich der Roboterstrasse noch Einzelprodukte in Behälter umgesetzt werden müssen. Es kommt in diesem Fall zu einer anschliessenden unvermeidbaren Beschleunigung des Behälterbandes, sobald auf dem Produktband wieder Einzelprodukte angeliefert werden, da der in Laufrichtung des Behälterbandes letzte Roboter selber nicht arbeiten kann, da er in den bereits vollständig oder nahezu vollständig befüllten Behältern keine oder nur einzelne leere Ablegepositionen mehr vorfindet.This method is therefore particularly suitable for robot lines, in which there are often complete interruptions in the introduction of individual products and in which the product band in the robot line can not be stopped or at least delayed. There it is necessary for all robots to convert as many individual products into containers as possible, because of the interruption in the introduction of individual products to a standstill of the container belt, since no fully filled containers from the working area of the last robot can be moved, but in the rear Range of robotic street still individual products in containers have to be implemented. It comes in this case to a subsequent unavoidable acceleration of the container belt as soon as individual products are returned to the product tape, as the last robot in the direction of the container belt can not work itself, since he in the already completely or almost completely filled containers no or only individual finds empty deposit positions more.
Das Verfahren erweist sich aber als nachteilig, wenn es bei der Zuführung von Einzelprodukten mehrheitlich nur zu Schwankungen kommt oder wenn im Falle eines Unterbruchs in der Zuführung von Einzelprodukten das Produktband im Umsetzbereich der Roboterstrasse gestoppt werden kann, was meist der Fall ist. In diesen Fällen kommt es zu einer übermässigen Auslastung der Roboter in einzelnen Bereichen der Roboterstrasse und es kommt zu deutlich grösseren Geschwindigkeitsunterschieden des Behälterbandes, als es aufgrund der Schwankungen der Zuführung der Einzelprodukte erforderlich wäre. Weiter nachteilig ist, dass dieses Verfahren bei unterschiedlichen Sorten von Einzelprodukten eine jeweils aufwendige Abstimmung der Geschwindigkeit des Produktebandes und des Behälterbandes relativ zueinander erfordert, soweit die Roboter gleichmässig ausgelastet sein sollen.However, the method proves to be disadvantageous when it comes to the supply of individual products by the majority only to fluctuations or if in the case of an interruption in the supply of individual products, the product band in the Umsetzbereich the robot road can be stopped, which is usually the case. In these cases, there is an excessive utilization of the robot in individual areas of the robot road and it comes to significantly greater speed differences of the container band, as it would be required due to the fluctuations in the supply of individual products. Another disadvantage is that this method requires a complex adjustment of the speed of the product strip and the container band relative to each other for different types of individual products, as far as the robots should be used evenly.
Weiter ist es so, dass in der Praxis auch bei Anwendung dieses Verfahrens jeweils häufig noch eine Kontrolle der vollständigen Befüllung der Behälter im Anschluss an den Umsetzbereich der Roboterstrasse erforderlich ist. Obwohl der letzte Roboter steuerungstechnisch sicherstellt, dass alle Behälter vollständig beladen sind, so ist es aus praktischen Gesichtspunkten so, dass gewisse Produkte nicht sauber ergriffen werden, beim Ergreifen beschädigt werden oder nicht präzise umgesetzt werden. Entsprechend kann davon ausgegangen werden, dass das Ziel der vollständigen Befüllung der Behälter mittels dieses Verfahrens zwar theoretisch erreicht wird, aber in der Praxis trotzdem eine Prüfung erforderlich ist.It is also the case that, in practice, even when this method is used, control of the complete filling of the containers following the conversion region of the robot line is often required. Although the last robot control technology ensures that all containers are fully loaded, so it is from a practical point of view that certain products are not be taken clean, damaged when gripped or not be implemented accurately. Accordingly, it can be assumed that the goal of the complete filling of the container by means of this method, although theoretically achieved, but in practice nevertheless a test is required.
Schliesslich ist aus EP 1'226'408 B1 eine Anlage mit mindestens zwei Robotern bekannt, bei welcher aufgrund einer Gewichtsbestimmung der umzusetzenden Einzelprodukte eine gewichtsbestimmte Beladung der Behälter erfolgt.Finally, from EP 1'226'408 B1 a system with at least two robots is known in which a weight-determined loading of the containers takes place on the basis of a weight determination of the individual products to be reacted.
EP 1'819'994 B1 dagegen stellt ein Verfahren und eine Vorrichtung zur gewichtsbestimmten Bildung von Gruppen und Behältern vor, wobei dort mehrere Transportvorrichtungen zum Abführen der gebildeten Gruppen und Behälter zum Einsatz kommen. Dabei geht es insbesondere darum, unterschiedliche Gruppen auf unterschiedlichen Transportvorrichtungen zu bilden und dadurch die Effizienz der Anlage zu steigern. Dabei erweist sich dieses Verfahren als nachteilig, wenn es darum geht, möglichst gleichartige Gruppen und Behälter zu bilden und dabei sicherzustellen, dass alle zugeführten Einzelprodukte umgesetzt werden ohne dass allenfalls unvollständige Gruppen oder Behälter erneut zugeführt werden müssen.EP 1'819'994 B1, on the other hand, provides a method and an apparatus for the weight-determined formation of groups and containers, where several transport devices are used there for discharging the groups and containers formed. It is particularly important to form different groups on different transport devices and thereby increase the efficiency of the system. In this case, this method proves to be disadvantageous when it comes to form groups and containers as similar as possible and to ensure that all supplied individual products are implemented without at most incomplete groups or containers must be re-supplied.
EP 0'781'172 B1 geht demgegenüber weniger auf die gewichtsbestimmte Beladung mittels einer Roboterstrasse selber ein, sondern stellt ein Verfahren vor, wie aufgrund historischer Gewichtswerte der Einzelprodukte eine Vorausbestimmung der Wahrscheinlichkeit gemacht wird, dass ein Behälter effektiv vollständig gefüllt werden kann. Dabei zeigt sich, dass vor allem das zahlreiche Vorhandensein von Einzelprodukten zur Fertigbeladung eines Behälters kritisch ist.On the other hand, EP 0'781'172 B1 is less concerned with the weight-determined loading by means of a robot road, but presents a method of making a prediction of the probability that a container can be filled completely effectively on the basis of historical weight values of the individual products. It turns out that above all the numerous presence of individual products for Ready loading of a container is critical.
Es ist daher die Aufgabe gemäss der vorliegenden Erfindung, ein Verfahren, sowie eine zugehörige Vorrichtung, zu schaffen, bei welchen in einer Roboterstrasse im Gegenstromverfahren eine möglichst gleichmässige Umsetzung von Einzelprodukten in Behälter, beispielsweise Blister auf einer Transportvorrichtung, Mulden einer Gruppierkette, Einzelproduktestapel einer mit Mitnehmern versehenen Kette oder auch tiefgezogene Mulden einer Tiefziehverpackungsmaschine, realisiert werden kann, um so die Effizienz und den gleichmässigen Betrieb der Anlage zu verbessern, ohne gleichzeitig den Aufwand für das Handling der zu befüllenden Behälter massgeblich zu erhöhen.It is therefore an object of the present invention to provide a method and an associated apparatus, in which in a robotic street countercurrent process as uniform as possible implementation of individual products in containers, such as blisters on a transport device, wells a Gruppierkette, individual product stack with Mitnehmer provided chain or deep-drawn wells of a thermoforming packaging machine, can be realized so as to improve the efficiency and uniform operation of the system, without increasing the cost of handling the container to be filled significantly.
Diese Aufgabe lösen ein Verfahren und eine Vorrichtung mit den Merkmalen des Patentanspruchs 1 beziehungsweise 16.This object is achieved by a method and a device having the features of
Der Erfindung liegt das Prinzip des kaskadierten Gegenstromes zugrunde. Durch den Einsatz des kaskadierten Gegenstromes kann die Umsetzleistung jedes einzelnen Roboters in einer Roboterstrasse derart ausgelegt werden, dass unabhängig von der Anzahl der herangeführten Einzelprodukte eine, beispielsweise lineare oder degressive, Zunahme der Konzentration der Befüllung der Behälter in Laufrichtung des Behälterbandes gewährleistet ist.The invention is based on the principle of cascaded countercurrent. By using the cascaded countercurrent, the conversion efficiency of each individual robot in a robotic route can be designed such that, regardless of the number of individual products brought about, an increase in the concentration of the container in the direction of travel of the container belt, for example linear or digressive, is ensured.
Die Anzahl der Roboter in einer Roboterstrasse wird durch die herangeführten Einzelprodukte bestimmt. Dabei ist bei unterschiedlichen Sorten von Einzelprodukten, welche auf der gleichen Roboterstrasse in Losen verarbeitet werden, dasjenige Einzelprodukt bestimmend, welches die grösste Auslastung erfordert. Meist ist diese Auslastung durch die Anzahl der herangeführten Einzelprodukte bestimmt, in wenigen Fällen aber auch durch andere Kriterien wie beispielsweise dem Gewicht der Einzelprodukte. Soweit beispielsweise die Anzahl der herangeführten Einzelprodukte die Anzahl der Roboter bestimmen soll, erfolgt die Auslegung in der Praxis nach folgendem Verfahren. In einem ersten Schritt errechnet man eine durchschnittliche Umsetzzeit je Einzelprodukt. Diese durchschnittliche Umsetzzeit wird bestimmt durch die Handlingzeit beim Aufnehmen und Ablegen, durch die Verfahrzeit zwischen Aufnehmeort und Ablegeort, durch die Produktverteilung der Einzelprodukte auf dem Produktband und durch die Grösse und Geometrie des Arbeitsbereiches jedes Roboters. Aus dieser durchschnittlichen Umsetzzeit und aus der Anzahl der maximal zu erwartenden Anzahl Einzelprodukte bestimmt sich nach Aufrundung die minimal notwendige Anzahl der Roboter. Dieser Wert wird in der Praxis meist noch mit einem Sicherheitsfaktor korrigiert, um Störungen, wie fehlende Behälter, schlechte Einzelprodukte, Roboterhalt aufgrund von Verschmutzung, Störungen in der Positions- und Drehlageerkennung, etc., zu kompensieren.The number of robots in a robot road is determined by the individual products introduced. In the case of different types of individual products, which are processed in lots on the same robot line, the single product which requires the greatest utilization is determining. This utilization is usually determined by the number of individual products introduced, but in a few cases also by other criteria such as the weight of the individual products. If, for example, the number of brought-up individual products to determine the number of robots, the interpretation is carried out in practice according to the following procedure. In a first step, an average conversion time per individual product is calculated. This average turnaround time is determined by the pick and place handling time, the travel time between place of pickup and place of picking, product distribution of the individual products on the product line, and the size and geometry of the work area of each robot. From this average conversion time and from the number of maximum expected number of individual products, the minimum necessary number of robots is determined after rounding up. This Value is usually corrected in practice with a safety factor to compensate for disturbances such as missing containers, bad individual products, robot stop due to contamination, disturbances in the position and rotational position detection, etc.
Ebenfalls ist es in der Praxis meist so, dass die Transportvorrichtung für die Einzelprodukte im Umsetzbereich der Roboterstrasse gestoppt werden kann.It is also usually the case in practice that the transport device for the individual products can be stopped in the transfer area of the robot road.
Unter Umsetzbereich der Roboterstrasse wird hier und im Folgenden derjenige Bereich verstanden, in welchem die umzusetzenden Produkte von den Robotern der Roboterstrasse erfasst und in die entsprechenden zu befüllenden Behälter umgesetzt werden. Im Gegensatz hierzu wird unter dem Arbeitsbereich eines Roboters derjenige Bereich verstanden, welcher von einem einzigen Roboter abgedeckt wird. Die Arbeitsbereiche der einzelnen Roboter können sich überschneiden. Der Umsetzbereich der Roboterstrasse setzt sich aus der Summe der Arbeitsbereiche der einzelnen Roboter zusammen.The term "conversion region of the robot road" is understood here and below to mean that region in which the products to be converted are detected by the robots of the robot road and converted into the corresponding containers to be filled. In contrast, the working area of a robot is understood to mean that area which is covered by a single robot. The work areas of the individual robots can overlap. The conversion area of the robot road is made up of the sum of the work areas of the individual robots.
Erfindungsgemäss wird die Befüllung der Ablegepositionen jedes Behälters bei einer Roboterstrasse mit mindestens zwei Robotern, welche im kaskadierten Gegenstromverfahren arbeiten, so realisiert, dass der Anstieg der Füllstände der Behälter im Umsetzbereich der Roboterstrasse durch jeden Roboter selbständig und möglichst genau aufrechterhalten wird.According to the invention, the filling of the depositing positions of each container in a robot line with at least two robots, which operate in a cascaded countercurrent process, realized so that the increase of the levels of the container in the Umsetzbereich the robot road is maintained by each robot independently and as accurately as possible.
Wesentlich für die Funktionsweise des kaskadierten Gegenstromverfahrens ist, dass die Konzentration der Einzelprodukte am Einlauf der Roboterstrasse gemessen wird. Unter Konzentration versteht man die Menge der gegenwärtig angelieferten Einzelprodukte im Verhältnis zur maximal erwarteten Anzahl der Einzelprodukte. Idealerweise wird auch die Konzentration der sich gegenwärtig im Umsetzbereich der Roboterstrasse befindenden Einzelprodukte mitberücksichtigt. Diese gemessene Konzentration bestimmt zu jedem Zeitpunkt, welcher Roboter gegenwärtig die Kontrolle über das Produkteband, über das Behälterband und über die Umsetzleistung der Roboter hat.Essential for the operation of the cascaded countercurrent process is that the concentration of the individual products at the inlet of the robot line is measured. Concentration refers to the amount of currently delivered individual products in relation to the maximum expected number of individual products. Ideally, the concentration of individual products currently in the implementation area of the robot road is also taken into account. This measured concentration determines at all times which robot currently has control of the product band, the container band and the transfer performance of the robots.
Soweit auf dem Produktband am Einlauf der Roboterstrasse keine Einzelprodukte - entspricht Konzentration 0 - herangeführt werden, wie das unmittelbar vor Produktionsbeginn oder bei Produktionsunterbrüchen der Fall ist, werden alle Roboter angewiesen, ihre gegenwärtig laufende Umsetzung eines Einzelproduktes abzuschliessen und danach in Wartestellung zu gehen. Ebenfalls wird die Transportvorrichtung für die Einzelprodukte und für die Behälter im Umsetzbereich zum Stillstand gebracht. Durch diesen Stillstand kann vermieden werden, dass es bei der erneuten Zuführung von Einzelprodukten zu grossen Schwankungen in der Umsetzleistung der Roboter kommt.Insofar as no individual products - equivalent to concentration 0 - are introduced on the product line at the entrance to the robot line, as is the case immediately before the start of production or in the event of production interruptions, all robots are instructed to complete their current implementation of an individual product and then to wait. Also, the transport device for the individual products and for the container in the transfer area is brought to a standstill. By this standstill can be avoided that it comes in the re-feeding of individual products to large fluctuations in the conversion performance of the robot.
Wesentlich für die gleichmässige Auslastung der Roboterstrasse ist die Einstellung des Sollfüllstandes des in Laufrichtung des Behälterbandes letzten und zweitletzten Roboters für dasjenige Einzelprodukt, welches mit der maximal für die Roboterstrasse erwarteten Anzahl herangeführt wird. Dazu legt man die Anlage so aus, dass auch bei Anlieferung der maximal erwarteten Anzahl Einzelprodukte die Steuerung des Behälterbandes nicht durch den letzten Roboter erfolgt. Dazu wird man den Sollfüllstand des letzten und des zweitletzten Roboters so einstellen, dass entsprechend die Steuerung des Behälterbandes durch den zweitletzten Roboter erfolgt, um dadurch die Roboterstrasse gleichmässiger auszulasten.Essential for the uniform utilization of the robot road is the setting of the desired filling level of the last in the running direction of the container belt and second last robot for that single product, which is introduced with the maximum number expected for the robot road. For this purpose, the system is designed in such a way that the delivery of the maximum expected number of individual products means that the container belt is not controlled by the last robot. For this purpose, one will set the desired level of the last and the second last robot so that Accordingly, the control of the container belt by the second-last robot takes place, thereby using the robot road more evenly.
Sobald auf dem Produktband am Einlauf der Roboterstrasse nur vereinzelt Einzelprodukte - entspricht Konzentration >0, aber nahezu =0 - angeliefert werden, übernimmt der in Transportrichtung der Behälter erste Roboter die Steuerung des Behälterbandes.As soon as individual products - equivalent to concentration> 0, but nearly = 0 - are only occasionally delivered to the product line at the inlet of the robot line, the first robot in the transport direction of the container assumes control of the container belt.
Entsprechend übernimmt bei linearem Anstieg der Sollfüllstände ein in der Mitte zwischen, in Transportrichtung der Behälter, erstem und letzten Roboter liegender Roboter oder bei degressivem Anstieg der Sollfüllstände ein um die Degression aus der Mitte verschobener Roboter die Steuerung des Behälterbandes, wenn die halbe Anzahl der maximal erwarteten Einzelprodukte - entspricht Konzentration 50 - am Einlauf der Roboterstrasse angeliefert wird.Correspondingly, in the case of a linear increase in the nominal filling levels, a robot located in the middle between, in the direction of transport of the containers, first and last robot, or a degressive increase in the nominal filling levels, a robot shifted by the degression from the center assumes control of the container band, if half the number of maximum expected individual products - corresponds to concentration 50 - is delivered to the inlet of the robot road.
Wenn auf der Roboterstrasse unterschiedliche Einzelproduktesorten in Losen verarbeitet werden, welche sich in der maximalen Anzahl der je Sorte herangeführten Einzelprodukte unterscheiden, unterscheidet sich die maximale Konzentration entsprechend dieser Differenz.If different types of individual products are processed in lots on the robot line, which differ in the maximum number of individual products brought up per variety, the maximum concentration differs according to this difference.
Der Übergang der Steuerung des Behälterbandes an einen in Transportrichtung der Behälter weiter hinten positionierten Roboter aufgrund eines Konzentrationsrückgangs ist hauptsächlich davon abhängig, wie gross der Konzentrationsrückgang ist. Entsprechend sind dort Vorkehrungen zu treffen, dass der, bevorzugterweise linear oder degressiv, steigende Füllstand der Behälter möglichst genau aufrecht erhalten bleibt. Gleichzeitig muss aber ausreichend Umsetzkapazität im Bereich der in Transportrichtung der Behälter ersten Roboter der Anlage vorhanden sein, damit die sich auf dem Produktband befindenden Produkte möglichst vollständig in Behälter umgesetzt werden können.The transition of the control of the container belt to a robot positioned further back in the direction of transport of the containers due to a decrease in concentration depends mainly on how great the decrease in concentration is. Accordingly, there are provisions to make that the, preferably linear or degressive, increasing level of the container is maintained as accurately as possible. At the same time, but must be sufficient Umsetzkapazität be in the transport direction of the container first robot of the system to be present so that the products located on the product tape can be as completely as possible converted into containers.
Dazu wird ein Schwellwert für den Konzentrationsrückgang bestimmt. Ist der Konzentrationsrückgang kleiner als der Schwellwert, wird der Übergang der Steuerung des Behälterbandes an einen in Transportrichtung der Behälter weiter hinten positionierten Roboter synchron mit der Stelle im Einzelproduktestrom verschoben, bei welcher der Konzentrationsrückgang eingetreten ist.For this purpose, a threshold for the decrease in concentration is determined. If the decrease in concentration is less than the threshold value, the transition of the control of the container belt to a robot positioned further back in the transport direction of the container is shifted synchronously with the point in the single product flow at which the concentration decrease has occurred.
Ist der Konzentrationsrückgang dagegen grösser als der Schwellwert, wird der zulässige Füllstand aller Roboter entsprechend dem Konzentrationsrückgang erhöht. Dabei ist zu berücksichtigen, dass allenfalls der zulässige Füllstand der in Laufrichtung der Behälter ersten Roboter stärker erhöht werden muss als der zulässige Füllstand der in Laufrichtung der Behälter letzten Roboter.If, on the other hand, the decrease in concentration is greater than the threshold value, the permissible fill level of all robots is increased in accordance with the decrease in concentration. It should be noted that at most the permissible level of the first robot in the direction of the container must be increased more than the allowable level of the last in the direction of the container robot.
Diese Erhöhung erfolgt so, dass der in Laufrichtung der Behälter zweitletzte Roboter sofort vollständig befüllen muss. Damit wird sichergestellt, dass der zweitletzte Roboter später die Kontrolle der Roboterstrasse übernehmen kann, bis die Anlage wieder im Gleichgewicht ist. Alle weiteren Roboter dürfen dann soweit befüllen, dass diese einen Füllstand erreichen könnten, welcher dem normalen Füllstand des zweitletzten Roboters entspricht. Der zweitletzte Roboter wird mit dem nun geringeren Produktestrom weiterhin voll arbeiten. Sobald die Stelle des Konzentrationsrückgangs denjenigen in Transportrichtung der Behälter weiter hinten positionierten Roboter erreicht hat, welcher aufgrund der Konzentration der Einzelprodukte am Einlauf der Roboterstrasse die Kontrolle hat, werden die zulässigen Füllstände in allen Robotern, ausser dem zweitletzten, wieder auf das normale Niveau abgesenkt. Gleichzeitig beginnt nun derjenige Roboter, welcher aufgrund der Konzentration der Einzelprodukte am Einlauf die Kontrolle hat, laufend zu prüfen, ob dieser und die in Laufrichtung der Behälter hinter ihm liegenden Roboter ihren Sollfüllstand überschreiten oder nicht. Sobald diese ihren Sollfüllstand nicht mehr überschreiten, übernimmt dieser Roboter die Kontrolle des Behälterbandes vom zweitletzten Roboter.This increase takes place in such a way that the second last robot in the running direction of the container has to be completely filled immediately. This ensures that the second to last robot can take control of the robot road later until the system is in balance. All other robots may then be filled to such an extent that they could reach a level which corresponds to the normal level of the second-to-last robot. The second to last robot will continue to work fully with the now lower product flow. Once the point of concentration decline has reached those in the transport direction of the container further positioned backward robot, which Due to the concentration of the individual products at the inlet of the robotic line, the permissible fill levels in all robots, except for the second-to-last, are lowered back to their normal level. At the same time, the robot which, because of the concentration of the individual products at the inlet, has the control of constantly checking whether this robot and the robots lying behind it in the running direction of the containers exceeds its set level or not, begins. As soon as these no longer exceed their nominal level, this robot takes control of the container belt from the second-to-last robot.
Durch diesen Verfahrensschritt wird sichergestellt, dass auch bei einem starken Konzentrationsrückgang in der Einzelproduktezuführung alle Einzelprodukte in Behälter umgesetzt werden können und dass möglichst viele Behälter im vorderen Bereich des Behälterbandes noch vollständig befüllt werden und abgeführt werden können. Dabei lässt sich ein kleiner Überlauf allenfalls nicht vermeiden, da die Behälter vom dritten Roboter an nicht mehr vollständig befüllt werden dürfen.This process step ensures that even with a strong decrease in concentration in the individual product supply all individual products can be converted into containers and that as many containers in the front of the container band are still completely filled and can be removed. At best, a small overflow can not be avoided since the containers can no longer be completely filled by the third robot.
Der Übergang der Steuerung des Behälterbandes an einen in Transportrichtung der Behälter weiter vorne positionierten Roboter aufgrund eines Konzentrationsanstiegs erfolgt immer unmittelbar wenn ein solcher Konzentrationsanstieg am Einlauf der Roboterstrasse festgestellt wird. Dadurch wird sichergestellt, dass auch bei stossweiser Anlieferung von Einzelprodukten immer alle Einzelprodukte umgesetzt werden können.The transition of the control of the container belt to a further in the transport direction of the container further positioned robot due to an increase in concentration always takes place immediately when such a concentration increase is detected at the inlet of the robot road. This ensures that even with batch deliveries of individual products, all individual products can always be implemented.
Jeweils alle Roboter, welche Ihren Sollfüllstand der Behälter erreicht haben und welche in Transportrichtung der Behälter vor dem Roboter, welcher gegenwärtig das Behälterband steuert, angeordnet sind, gehen in Warteposition, obwohl allenfalls Einzelprodukte in Ihrem Arbeitsbereich sind und die Behälter in Ihrem Arbeitsbereich noch nicht vollständig belegt sind. Damit wird insbesondere sichergestellt, dass Einzelprodukte auch in die Arbeitsbereiche der in Laufrichtung der Behälter ersten Roboter gelangen und dort umgesetzt werden.In each case all robots, which have reached their desired level of the container and which in the transport direction of the Containers in front of the robot, which currently controls the container band, are put into a waiting position, although possibly individual products are in your work area and the containers in your work area are not yet fully occupied. This ensures in particular that individual products also reach the working areas of the first robot in the running direction of the containers and are implemented there.
Die Nominalleistung jedes Roboters wird aufgrund der maximal erwarteten Konzentration, so eingestellt, dass alle Roboter gemeinsam in der Lage sind, die Einzelprodukte auf dem Produktband vollständig in Behälter auf dem Behälterband zu übersetzen. Weiter wird jeder einzelne Roboter so eingestellt, dass er maximal so viele Produkte in Behälter übersetzt, dass der Anstieg der Füllstände der Behälter mit Einzelprodukten an jedem Roboter der Roboterstrasse bei Anlieferung der maximal erwarteten Produkte aufrechterhalten bleibt. Der Anstieg der Füllstände kann dabei in Abhängigkeit der Relativgeschwindigkeit der Transporteinrichtungen für die Einzelprodukte und für die Behälter bevorzugterweise linear oder degressiv steigend vorausbestimmt werden. Die nominale Geschwindigkeit der Transportvorrichtung für die Behälter wird so eingestellt, dass die Anzahl der je Behälter herangeführten Ablegepositionen der maximal erwarteten Anzahl Einzelprodukte entspricht. Idealerweise erfolgt diese Abstimmung so, dass jeder Roboter bei dauernder Tätigkeit in der Lage ist, die entsprechende Anzahl Einzelprodukte umzusetzen. In der Praxis wird man sich daher überlegen, für Sorten von Einzelprodukten, welche sich in der maximalen Konzentration deutlich unterscheiden, jeweils auch die nominelle Umsetzleistung jedes Roboters für jede Sorte von Einzelprodukten anzupassen.The nominal performance of each robot is set based on the maximum expected concentration so that all robots together are able to completely translate the individual products on the product belt into containers on the container belt. Further, each individual robot is set to translate maximally so many products into containers that the increase in fill levels of the individual product containers on each robotic robot robot is maintained upon delivery of the maximum expected products. The increase of the levels can be predicted depending on the relative speed of the transport devices for the individual products and for the container preferably linear or degressive rising. The nominal speed of the transport device for the containers is set so that the number of deposit positions brought up per container corresponds to the maximum expected number of individual products. Ideally, this coordination is done in such a way that each robot is able to implement the corresponding number of individual products during a continuous activity. In practice, it will therefore be considered, for varieties of individual products, which differ significantly in the maximum concentration, in each case, the nominal conversion performance of each robot for each variety of individual products adapt.
Die eigentliche Konzentrationsmessung erfolgt durch Übermittlung der gegenwärtigen Produktionsmenge an die Roboterstrasse oder durch eine möglichst genaue Messung mit einem Sensor am oder vor dem Einlauf zur Roboterstrasse. Eine möglichst frühe Übermittlung der Anzahl der herangeführten Einzelprodukte an die Roboterstrasse hat den Vorteil, dass bei starken Konzentrationsunterschieden in der Heranführung von Einzelprodukten schneller reagiert werden kann. Soweit die Konzentration mit einem Sensor gemessen wird, kann allenfalls mit demselben Sensor auch die Position und Drehlage oder eine andere Eigenschaft der Einzelprodukte ermittelt werden.The actual concentration measurement is carried out by transmitting the current production quantity to the robot road or by a measurement as accurate as possible with a sensor on or before the inlet to the robot road. The earliest possible transmission of the number of brought-up individual products to the robot road has the advantage that it can react more quickly in case of strong concentration differences in the introduction of individual products. As far as the concentration is measured with a sensor, the position and rotational position or another characteristic of the individual products can be determined at best with the same sensor.
Eine zusätzliche Verbesserung der Gleichmässigkeit der Auslastung der Roboterstrasse und der möglichst vollständigen Befüllung der Behälter kann dadurch erreicht werden, dass auch die Verteilung der Einzelprodukte im Umsetzbereich der Roboterstrasse berücksichtigt wird.An additional improvement in the uniformity of the utilization of the robot road and the fullest possible filling of the container can be achieved that also the distribution of the individual products in the Umsetzbereich the robot road is taken into account.
Wenn das Produktband in seiner Geschwindigkeit kontinuierlich angepasst werden kann, dann muss entsprechend die Konzentrationsmessung auch diese Geschwindigkeit laufend mitberücksichtigen.If the product band can be continuously adjusted in its speed, then the concentration measurement must also take this speed into consideration.
Dadurch wird sichergestellt, dass die Roboterstrasse zu jedem Zeitpunkt möglichst effizient arbeitet und dass die einzelnen Roboter gleichmässig ausgelastet sind. Gleichzeitig wird durch die kaskadierte Steuerung des Anstiegs der Füllstände der Behälter erreicht, dass keine aufwendige Vorausberechnung und Zuweisung von umzusetzenden Produkten an einzelne Roboter notwendig wird. Schliesslich wird auch erreicht, dass es nicht mehr zu grossen Geschwindigkeitsunterschieden auf der Transportvorrichtung der Behälter kommt.This ensures that the robot road works as efficiently as possible at all times and that the individual robots are evenly loaded. At the same time, the cascaded control of the increase of the fill levels of the containers ensures that no complex prediction and assignment of products to be converted to individual robots becomes necessary. Finally, too ensures that it no longer comes to large differences in speed on the transport device of the container.
Die Geschwindigkeit von Behältern einerseits und Einzelprodukten andererseits relativ zueinander wird durch das Verfahren gleichmässig gesteuert, und es wird sichergestellt, dass jeder Behälter den Umsetzbereich der Roboterstrasse möglichst vollständig befüllt verlässt.The speed of containers on the one hand and individual products on the other hand relative to each other is controlled uniformly by the method, and it is ensured that each container leaves the transfer area of the robot road as completely as possible.
Ein weiterer Vorteil besteht darin, dass als Ablegebänder auch Transportketten, also Transportmittel, bei welchen die Behälter in festen Abständen auf dem Transportmittel angeordnet sind, verwendet werden können. Beispiele dafür sind Transportketten, welche über fest auf der Kette montierte Mitnehmer Behälter mitnehmen oder Tiefziehmaschinen, welche in festen Abständen geformte Mulden heranführen.A further advantage is that transport belts, ie transport means in which the containers are arranged at fixed distances on the means of transport, can also be used as depositing belts. Examples of this are transport chains, which carry containers via fixedly mounted on the chain carrier or thermoforming machines, which introduce formed at regular intervals wells.
Ob beide Teilziele, also einerseits möglichst vollständige Befüllung aller den Umsetzbereich verlassenden Behälter und zugleich vollständiges Leeren des Produktbandes, gleichzeitig realisierbar sind, hängt unter anderem davon ab, ob nur eine einzige Sorte von Produkten auf dem Produktband vorhanden ist und in die Behälter umgesetzt werden muss, oder ob mehrere Sorten durcheinander auf dem Produktband angeliefert werden. In diesem Fall ist ein gleichzeitiges Erreichen beider Ziele kaum möglich, es sei denn, die Zusammensetzung der Produkte auf dem Produktband nach den einzelnen Sorten kann mengenmässig gesteuert werden, oder es ist keine bestimmte Zusammensetzung nach Produkten innerhalb der Behälter notwendig.Whether both partial goals, ie the one hand as complete as possible filling all container leaving the conversion area and at the same time complete emptying of the product band, simultaneously be realized depends inter alia on whether only a single variety of products on the product tape is present and must be implemented in the container , or if several varieties are mixed up on the product line. In this case, the simultaneous achievement of both objectives is hardly possible, unless the composition of the products on the product band can be quantitatively controlled by the individual varieties, or no specific composition of products within the containers is necessary.
Weitere funktionale Vorteile liegen darin, dass - in Laufrichtung der Behälter betrachtet - am Anfang des Umsetzbereiches immer eine freie Ablegeposition im Behälter verfügbar ist, und gegen Ende des Umsetzbereiches - insbesondere, wenn auf dem Produktband verschiedene Produkte durcheinander angeliefert werden - die Wahrscheinlichkeit am grössten ist, dass sich ein gerade benötigtes Einzelprodukt im Arbeitsbereich dieses in Laufrichtung der Behälter letzten Roboters befindet und das Verlangsamen bzw. Abstoppen des Behälterbandes auf ein Minimum reduziert werden kann.Other functional advantages are that - in the running direction When the container is viewed, at the beginning of the transfer region a free deposit position is always available in the container, and towards the end of the transfer region, especially if different products are mixed on the product belt, the probability that a particular single product is needed in the working area of this product is greatest is in the direction of the container last robot and the slowing or stopping the container band can be reduced to a minimum.
Diese Tatsache erweist sich als besonders wertvoll, wenn auf dem Produktband Einzelprodukte herangeführt werden, welche nach bestimmten Kriterien aufgrund von deren Eigenschaften und/oder Verteilung sortiert werden müssen. Beispielsweise können dadurch Einzelprodukte mit unterschiedlichen, normalverteilten Gewichten so umgesetzt werden, dass eine gleichgewichtige Befüllung der Behälter erfolgen kann.This fact proves to be particularly valuable if individual products are introduced on the product line, which have to be sorted according to certain criteria on the basis of their properties and / or distribution. For example, this allows individual products with different, normally distributed weights to be converted so that a balanced filling of the containers can take place.
Dadurch, dass für jedes Einzelprodukt eine Gewichts- oder Typbestimmung erfolgt, ist es auch naheliegend, dass direkt eine Einzelcharakteristik - beispielsweise eine Erfassung einer Seriennummer oder einer Trackingnummer - erfasst wird und dass aufgrund dieser Einzelcharakteristik Behälter mit einer oder mehreren bestimmten und dadurch bekannten Einzelcharakteristiken gebildet werden.Because a weight or type determination takes place for each individual product, it is also obvious that a single characteristic - for example a detection of a serial number or a tracking number - is detected directly and that, on the basis of this individual characteristic, containers are formed with one or more specific and therefore known individual characteristics become.
Bei Anordnung der Behälter in festen Abständen und damit auf festen Positionen des Behälterbandes ist meist keine Kontrolle der Behälter und keine Kontrolle, ob in den Behältern bestimmte Ablegepositionen frei sind, notwendig, da ausgehend von den festen vorhandenen Leerpositionen am Behältereinlauf der Roboterstrasse für jeden Behälter zu Beginn des Umsetzbereiches bekannt ist, an welcher Position - sowohl relativ innerhalb eines Behälter, als auch absolut entlang des Behälterbandes - eine freie Ablegeposition, allenfalls für welche Sorte, welches Merkmal oder welches Gewicht des Einzelproduktes, vorhanden ist.In the arrangement of the containers at fixed intervals and thus on fixed positions of the container band is usually no control of the container and no control of whether in the containers certain deposit positions are free, necessary, starting from the fixed existing empty positions on the Behältereinlauf the robot road for each container at the beginning of Umsetzbereiches is known, at which position - both relative within a container, as well as absolutely along the container band - a free deposit position, if necessary, for which variety, which feature or which weight of the individual product exists.
Soweit die Behälter nicht in regelmässigem Abstand herangeführt werden können, muss die laufende Berechnung der Umsetzleistung jedes Roboters berücksichtigen, dass entsprechend der Anstieg des Sollfüllstandes jedes Roboters sich laufend verändern kann.Insofar as the containers can not be brought in at regular intervals, the ongoing calculation of the conversion performance of each robot must take into account that, correspondingly, the increase in the nominal filling level of each robot can change continuously.
Mit dem erfindungsgemässen Verfahren und der Vorrichtung lässt sich bei einer hohen Verpackungsleistung erreichen, dass die Behälter stets möglichst vollständig gefüllt sind und dass die Roboter einer Roboterstrasse gleichmässig arbeiten, ohne dass aufwendige und rechenintensive Optimierungsmassnahmen ergriffen werden müssen. Zudem lässt sich erreichen, dass stets möglichst alle Einzelprodukte verpackt werden.With the method and the device according to the invention, it is possible with a high packing performance to ensure that the containers are always filled as completely as possible and that the robots of a robot line work uniformly without the need for elaborate and compute-intensive optimization measures. In addition, it can be achieved that as far as possible all individual products are packed.
Weitere vorteilhafte Varianten des Verfahrens und vorteilhafte Ausführungsformen gehen aus den abhängigen Patentansprüchen hervor.Further advantageous variants of the method and advantageous embodiments will become apparent from the dependent claims.
Im Folgenden wird der Erfindungsgegenstand anhand eines bevorzugten Ausführungsbeispiels, welches in den beiliegenden Zeichnungen dargestellt ist, erläutert.In the following, the subject invention will be explained with reference to a preferred embodiment, which is illustrated in the accompanying drawings.
Es zeigen:
- Figur 1:
- eine Aufsicht auf eine Roboterstrasse im Gegen- strombetrieb, wobei die Behälter in gleichmässigem Abstand mittels einer Transportkette oder Tief- ziehmaschine herangeführt werden. Dabei verfügt jeder Roboter über eine Steuerung und über einen Sensor.
- Figur 2:
- eine Aufsicht auf eine Roboterstrasse im Gegen- strombetrieb, wobei zusätzlich eine Zentralsteuerung und eine zentrale Sensoreinheit gezeigt sind.
- Figur 3:
- beispielhafter Verlauf der Heranführung von Ein- zelprodukten. Hier mit maximalem Produktestrom.
- Figur 4:
- ditto mit mittlerem Produktestrom.
- Figur 5:
- ditto mit minimalem Produktestrom.
- Figur 6:
- Ablauf der Schwellwertüberprüfung
- Figur 7:
- Ermittlung der Sollfüllstände
- FIG. 1:
- a view of a robot road in counter-current operation, wherein the containers are introduced at a uniform distance by means of a transport chain or deep drawing machine. Each robot has a control and a sensor.
- FIG. 2:
- a plan view of a robot road in counter-current operation, wherein additionally a central control and a central sensor unit are shown.
- FIG. 3:
- Exemplary course of the introduction of individual products. Here with maximum product flow.
- FIG. 4:
- ditto with medium product flow.
- FIG. 5:
- ditto with minimal product flow.
- FIG. 6:
- Expiration of the threshold value check
- FIG. 7:
- Determination of the nominal filling levels
Eine Ausführungsform gemäss der Erfindung ist im Folgenden anhand der
In
In
Am Behälterband 7 ist in
Der Antrieb 18 des Produktebandes 6 ist ohne Verbindung zu einer Steuerung dargestellt, da dadurch veranschaulicht werden soll, dass das Produkteband mit vorgegebener Geschwindigkeit läuft und entsprechend die Menge der auf dem Produktband 6 herangeführten Einzelprodukte 2 nicht beinflusst werden kann. In der Praxis ist allerdings der Motor 18 mit der Zentralsteuerung 11 oder mit den Steuerungen 11a, ..., 11n zu verbinden, damit die Zentralsteuerung 11 oder die Steuerungen 11a, ..., 11n die jeweilige Geschwindigkeit des Produktebandes 6 für die Berechnung der effektiven Position der Einzelprodukte 2 auf dem Produkteband 6 zu einem bestimmten Zeitpunkt berechnen können und damit die Steuerungen das Produktband zum Stehen bringen können, wenn am Einlauf keine Einzelprodukte 2 mehr zugeführt werden.The
Die eigentliche Erkennung der Produkte erfolgt mit einem oder mehreren Sensoren. In
Das eigentliche Verfahren wird anhand der
Die Auslegung der Anlage erfolgt gemäss der Sorte, welche die grösste Kapazität der Roboterstrasse 1 erfordert. In
Bei einem Rückgang in der Produktzuführung 30, bei welcher der Schwellwert 32 unterschritten wird und entsprechend der zweitletzte Roboter 4b die Kontrolle über die Zuführung der Behälter 3 hat, sind zwei Ziele zu erreichen. Einerseits sind alle Produkte 29 umzusetzen, welche vor dem Rückgang noch herangeführt wurden. Andererseits muss bei einem wieder einsetzenden normalen Produktstrom 33 die Kontrolle wieder an den aufgrund der zugeführten Anzahl 33 der Einzelprodukte 2 für die Kontrolle der Zuführung der Behälter 3 zuständigen Roboter 4a, ..., 4n übergehen.With a drop in the
Dieser Kontrollübergang ist in
Die Einstellung der Sollfüllstände erfolgt bei der Inbetriebnahme der Roboterstrasse 1 für jede Sorte von Einzelprodukten 2. In
Nicht näher anhand von Figuren erläutert wird der Ausfall eines Roboters 4a, ..., 4n. Ein Ausfall wird dadurch kompensiert, dass einerseits die Sollfüllstände der noch arbeitenden Roboter angepasst werden und dadurch, dass im Falle eines Ausfalls eines kontrollierenden Roboters, der jeweils unmittelbar benachbarte, dahinterliegende Roboter die Kontrolle über die Heranführung der Behälter 3 übernimmt.The failure of a
Diese Vorgehensweise kann nicht mit einem einzelnen Roboter 4a angewandt werden, da es das Verfahren erfordert, dass mit Ausnahme eines über den Schwellwert 32 hinausgehenden Produktionsrückgangs, teilbefüllte Behälter 3 von mindestens einem Roboter 4b in den Arbeitsbereich des Roboters 4a angeliefert werden.This approach can not be applied to a
Das Funktionsprinzip kann auch bei im Winkel zueinander laufenden Produktband 6 und Behälterband 7 angewandt werden, solange der Kreuzungsbereich gross genug ist, obwohl durch dieses Kreuzen und der daraus resultierenden Niveauunterschiede und gegenseitigen Abdeckungen der einzelnen Transportvorrichtungen 6 und 7 Nachteile in Kauf genommen werden müssen.The operating principle can also be applied to product band 6 and container band 7 running at an angle to each other, as long as the crossing region is large enough, although disadvantages must be accepted through this crossing and the resulting level differences and mutual covers of the individual transport devices 6 and 7.
Claims (19)
dadurch gekennzeichnet, dass
die Anlieferung eines nächsten zu befüllenden Behälters in den Umsetzbereich durch einen beliebigen Roboter gesteuert wird und dadurch, dass der Roboter, welcher die Anlieferung des nächsten zu befüllenden Behälters steuert, aus der Anzahl der gegenwärtig am Einlauf der Roboterstrasse herangeführten Einzelprodukte bestimmt wird.A method for inserting at least one sort of zoomed-out individual products in a certain number of individual products receiving container by means of a robot road consisting of at least two robots, the individual products are transported at an inlet of the robot road irregularly to take them individually in a Umsetzbereich the robot road and to be placed in containers, and wherein the individual products and the containers are transported countercurrently on at least one transport device for the individual products and on at least one transport device for the containers,
characterized in that
the delivery of a next container to be filled into the transfer area is controlled by an arbitrary robot and by the fact that the robot controlling the delivery of the next container to be filled is determined from the number of individual products presently brought up at the entrance of the robot road.
dadurch gekennzeichnet, dass
für die Bestimmung des Roboters, welcher die Anlieferung des nächsten zu befüllenden Behälters steuert, die Verteilung der sich gegenwärtig im Umsetzbereich der Roboterstrasse befindenden Einzelprodukte berücksichtigt wird.Method according to claim 1,
characterized in that
for the determination of the robot which controls the delivery of the next container to be filled, the distribution of the individual products currently in the transfer area of the robotic route is taken into account.
dadurch gekennzeichnet, dass
für jeden Roboter ein Sollfüllstand der Behälter bestimmt wird und dadurch, dass
der Sollfüllstand der Behälter in Laufrichtung der Behälter ansteigend festgelegt wird und dadurch, dass von jedem Roboter, welcher seinen Sollfüllstand erreicht hat und die Anlieferung des nächsten zu befüllenden Behälters gegenwärtig nicht steuert, keine Einzelprodukte mehr in Behälter umgesetzt werden und dadurch, dass
der nächste zu befüllende Behälter in den Umsetzbereich eingesteuert und der vorderste Behälter abgeführt wird, wenn der Roboter, welcher die Anlieferung des nächsten zu befüllenden Behälters gegenwärtig steuert, seinen Sollfüllstand erreicht hat.Method according to claim 1 or 2,
characterized in that
For each robot, a desired level of the container is determined and in that
the desired level of the container is set increasing in the direction of the container and in that of each robot, which has reached its nominal level and the delivery of the next container to be filled currently not controls, no more individual products are converted into containers and in that
the next container to be filled in the transfer area is controlled and the foremost container is discharged when the robot, which controls the delivery of the next container to be filled, has reached its nominal level.
dadurch gekennzeichnet, dass
für jede Sorte von Einzelprodukten aufgrund Ihrer maximal herangeführten Anzahl oder aufgrund anderer leistungsbestimmender Eigenschaften im Voraus eine maximal erforderliche Umsetzleistung bestimmt wird und dadurch, dass
aufgrund dieser maximal erforderlichen Umsetzleistung bestimmt wird, welcher Roboter die Anlieferung des nächsten zu befüllenden Behälters steuert, wenn von dieser Sorte von Einzelprodukten die maximale Anzahl herangeführt wird und dadurch, dass
aufgrund dieser maximal erforderlichen Umsetzleistung und eines im Voraus festgelegten Anstiegs der Sollfüllstände bestimmt wird, welcher in Laufrichtung der Behälter dahinter liegende Roboter die Anlieferung des nächsten zu befüllenden Behälters steuert, wenn von dieser Sorte von Einzelprodukten entsprechend weniger als die maximale Anzahl herangeführt wird.Method according to claim 3
characterized in that
for each variety of individual products, a maximum conversion capacity is determined in advance, on the basis of their maximum number or other performance determining characteristics, and in that:
is determined on the basis of this maximum conversion power required, which robot controls the delivery of the next container to be filled, when this type of individual products, the maximum number is introduced and in that
is determined on the basis of this maximum conversion capacity required and a predetermined increase of the desired filling levels, which in the direction of the container behind the robot delivery of the next container to be filled, if less than the maximum number of this type of individual products is introduced accordingly.
dadurch gekennzeichnet, dass
die Anlieferung des nächsten zu befüllenden Behälters durch den in Laufrichtung der Behälter ersten Roboter gesteuert wird, wenn von einer Sorte von Einzelprodukten weniger als die erforderliche Umsetzleistung dieses ersten Roboters herangeführt wird.Method according to claim 4
characterized in that
the delivery of the next container to be filled is controlled by the first robot in the direction of travel of the container when less than the required conversion capacity of this first robot is brought from one type of individual product.
dadurch gekennzeichnet, dass
alle Roboter ihre gegenwärtige Umsetzbewegung eines Einzelproduktes abschliessen und in Ruhestellung gehen und das Produkteband im Umsetzbereich zum Stillstand gebracht wird, wenn keine Einzelprodukte angeliefert werden.Method according to claim 4
characterized in that
All robots complete their current conversion movement of a single product and go to rest and the product band is brought to a standstill in the transfer area, if no individual products are delivered.
dadurch gekennzeichnet, dass
für jede Sorte von Einzelprodukten ein Schwellwert festgelegt wird, welcher einem maximalen Wert entspricht, um welchen die Anzahl der am Einlauf herangeführten Einzelprodukte dieser Sorte maximal zurückgehen darf damit von dem dieser Anzahl herangeführter Einzelprodukte entsprechenden Roboter die Anlieferung des nächsten zu befüllenden Behälters gesteuert wird.Method according to claim 4
characterized in that
for each type of individual products, a threshold value is set, which corresponds to a maximum value by which the number of brought up at the inlet of individual products of this variety maximum may be controlled so that the supply of the next container to be filled is controlled by the robot corresponding to this number of supplied individual products.
dadurch gekennzeichnet, dass
bei Überschreitung des Schwellwertes der in Laufrichtung der Behälter zweitletzte Roboter die Anlieferung des nächsten zu befüllenden Behälters steuert und dadurch, dass
dieser Roboter die Behälter vollständig befüllt, bevor dieser den nächsten zu befüllenden Behälter in den Umsetzbereich anliefert und dadurch, dass bei allen weiteren Robotern der zulässige Füllstand auf den Sollfüllstand des zweitletzten Roboters erhöht wird und dadurch, dass
sobald die Stelle auf dem Produktband, an welcher die Anzahl der herangeführten Produkte zurückgegangen ist, denjenigen Roboter erreicht, welcher aufgrund der am Einlauf herangeführten Produkte die Anlieferung der Behälter steuern würde, die zulässigen Füllstände für alle Roboter wieder auf den normalen Sollfüllstand abgesenkt werden und dadurch, dass
dieser Roboter die Steuerung der Anlieferung des nächsten zu befüllenden Behälters übernimmt, sobald dieser und alle in Laufrichtung der Behälter hinter ihm angeordneten Roboter ihren Sollfüllstand nicht mehr überschreiten.Method according to claim 7,
characterized in that
when exceeding the threshold of the second last in the direction of the container robot controls the delivery of the next container to be filled and thereby , that
this robot completely fills the containers before it delivers the next container to be filled into the transfer area and in that, in the case of all other robots, the permissible fill level is increased to the setpoint level of the second-last robot and thereby
as soon as the point on the product line at which the number of products brought back has reached the robot which would control the delivery of the containers due to the products brought in at the inlet, the permissible fill levels for all robots are lowered back to the normal desired level and thereby that
This robot takes over the control of the delivery of the next container to be filled, as soon as this and all arranged in the direction of the container behind him robot no longer exceed their desired level.
dadurch gekennzeichnet, dass
für die Überprüfung des Schwellwertes zusätzlich die Verteilung der Einzelprodukte im Umsetzbereich mitberücksichtigt wird.Method according to claims 7 and 8,
characterized in that
For the verification of the threshold value, the distribution of the individual products in the conversion area is additionally taken into account.
dadurch gekennzeichnet, dass
für jede Sorte von Einzelprodukten aufgrund der für jeden Roboter vorgegebenen Umsetzleistung mindestens ein Kontrollwert bestimmt wird und dadurch, dass bei einer Abweichung von diesem Kontrollwert die Geschwindigkeit von mindestens einem Roboter und/oder die Geschwindigkeit von mindestens einer Transportvorrichtung angepasst wird, bis dieser Kontrollwert wieder erreicht wird.Method according to claim 4
characterized in that
for each variety of individual products, due to the conversion capacity specified for each robot, at least a control value is determined and in that, in the event of a deviation from this control value, the speed of at least one robot and / or the speed of at least one transport device is adjusted until this control value is reached again.
dadurch gekennzeichnet, dass
zu einer Gruppe zusammengefasste Behälter von einem Roboter wie ein einzelner Behälter behandelt wird.Method according to claim 4,
characterized in that
container grouped into a group is handled by a robot as a single container.
dadurch gekennzeichnet, dass
bei Ausfall eines Roboters die Sollfüllstände jedes Roboters angepasst werden und dadurch, dass zur Bestimmung des Roboters, welcher die Anlieferung des nächsten zu befüllenden Behälters steuert, wenigstens eine der folgenden Informationen berücksichtigt werden:
characterized in that
in the event of a robot failure, the nominal filling levels of each robot are adapted and in that at least one of the following information is taken into account for determining the robot which controls the delivery of the next container to be filled:
dadurch gekennzeichnet, dass
die Umsetzung der Einzelproduktes in die Behälter zusätzlich aufgrund einer oder mehrerer Eigenschaften jedes Einzelproduktes in Bezug auf mindestens eine andere Eigenschaft optimiert erfolgt.Method according to claim 4,
characterized in that
the conversion of the individual product into the container is additionally optimized based on one or more properties of each individual product with respect to at least one other property.
dadurch gekennzeichnet, dass
die Steuerung der Roboterstrasse durch eine einzige Steuerung oder durch mehrere, untereinander verbundene, einzelne Steuerungen der Roboter erfolgt.Method according to one of the preceding claims 1 to 13,
characterized in that
the control of the robot road by a single controller or by several, interconnected, individual controls of the robot takes place.
dadurch gekennzeichnet, dass
Datenwerte, welche die Behälter hinsichtlich Ihrer Gewichts- und/oder Einzelcharakteristik und/oder Typbestimmung bestimmen und beschreiben, durch die Steuerung der Roboterstrasse bei der Abführung der Behälter aus dem Umsetzbereich der Roboterstrasse mitübertragen werden.Method according to claim 14,
characterized in that
Data values which determine and describe the containers with regard to their weight and / or individual characteristics and / or type determination are transmitted by the controller of the robotic line during the discharge of the containers from the transfer area of the robot line.
dadurch gekennzeichnet, dass
die Vorrichtung Steuerungsmittel aufweist, welche derart ausgebildet sind, um das Einsetzen der Einzelprodukte in die Behälter nach einem der Verfahren der Ansprüche 1 bis 15 ermöglichen.Apparatus for inserting individual products into a specific number of individual products receiving containers with at least two robots arranged one behind the other, wherein the individual products and the containers are brought countercurrently or at least countercurrently on at least one transport device for the individual products and at least one transport device for the containers,
characterized in that
the device comprises control means adapted to allow insertion of the individual products into the containers according to one of the methods of claims 1 to 15.
dadurch gekennzeichnet, dass
zur Bestimmung der Anzahl der Einzelprodukte und zur Bestimmung der Position, Drehlage und Eigenschaft dieser Einzelprodukte mindestens ein Sensor, insbesondere eine Kamera, Lichttaster, Näherungsensor, 3D Bildverarbeitungssystem, Wägeeinheit oder anstelle des Sensors oder der Sensoren ein Datenbus zum vorgelagerten Produktionsprozess der Einzelprodukte oder zu den vor- und nachgelagerten Steuerungen vorhanden ist.Device according to claim 16,
characterized in that
for the determination of the number of individual products and for Determining the position, rotational position and property of these individual products at least one sensor, in particular a camera, light sensor, proximity sensor, 3D image processing system, weighing unit or instead of the sensor or sensors a data bus to the upstream production process of the individual products or to the upstream and downstream controls is present.
dadurch gekennzeichnet, dass
die Vorrichtung Mittel aufweist, welche für jedes herangeführte Einzelprodukt eine Gewichts-, Einzelcharakteristik- und/oder Typbestimmung ermöglicht und dadurch, dass
aufgrund dieser Bestimmung die Einzelprodukte selektiv in gewichts-, einzelcharakteristik- und/oder typbestimmte Behälter einsetzbar sind.Device according to claim 16 or 17,
characterized in that
the device has means which enable weight, individual characteristic and / or type determination for each individual product introduced, and in that
On the basis of this provision, the individual products can be used selectively in weight, individual characteristic and / or type-specific containers.
dadurch gekennzeichnet, dass
die Vorrichtung eine Datenschnittstelle aufweist, an welcher bei der Abführung jedes Behälters aus dem Umsetzbereich der Roboterstrasse ein diesem Behälter zugehöriger Datenwert, welcher der Gewichts-, Einzelcharakteristik- und/oder Typbestimmung der im Behälter eingesetzten Einzelprodukte entspricht, übertragen wird.Device according to claim 18,
characterized in that
the device has a data interface, at which at the discharge of each container from the Umsetzbereich the robot road a data associated with this container data, which corresponds to the weight, individual characteristics and / or type determination of the individual products used in the container is transmitted.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09156668.7A EP2236424B1 (en) | 2009-03-30 | 2009-03-30 | Method and device for inserting individual products into containers in a robot street |
| US12/732,420 US8549818B2 (en) | 2009-03-30 | 2010-03-26 | Process and apparatus for introducing products into containers in a picker line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09156668.7A EP2236424B1 (en) | 2009-03-30 | 2009-03-30 | Method and device for inserting individual products into containers in a robot street |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2236424A1 true EP2236424A1 (en) | 2010-10-06 |
| EP2236424B1 EP2236424B1 (en) | 2016-02-24 |
Family
ID=41279429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09156668.7A Not-in-force EP2236424B1 (en) | 2009-03-30 | 2009-03-30 | Method and device for inserting individual products into containers in a robot street |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8549818B2 (en) |
| EP (1) | EP2236424B1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2520497A1 (en) | 2011-05-04 | 2012-11-07 | Matthias Ehrat | Method for inserting individual products into containers in a robotic line |
| EP2586712A1 (en) | 2011-10-31 | 2013-05-01 | Veltru AG | Method and device for inserting products into containers in a robot street |
| EP2664553A2 (en) | 2012-05-03 | 2013-11-20 | Matthias Ehrat | Method for inserting individual products into containers in a robotic line |
| DE102011014697B4 (en) | 2010-10-04 | 2018-09-13 | Gerhard Schubert Gmbh | Picker line and method for filling containers with individual products |
| EP2471728B1 (en) | 2011-01-03 | 2019-06-12 | Krones AG | Assembly of several container treatment and/or container handling and/or container transport modules coupled together and method for transporting, handling and/or treating containers |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2588337C (en) * | 2004-12-10 | 2016-09-13 | Scanvaegt International A/S | A method and a system for batching of objects |
| DE102006061571A1 (en) * | 2006-12-27 | 2008-07-03 | Robert Bosch Gmbh | Packaged goods transferring method, involves transporting stacking position by stacking position conveyor within region of delivery of goods, where position is parallel but against conveying direction of goods conveyor |
| FR2939769B1 (en) * | 2008-12-11 | 2010-12-31 | Ballina Freres De | METHOD AND INSTALLATION FOR DISTRIBUTING PRODUCTS FOR THEIR PACKAGING |
| ES2536248T3 (en) * | 2011-12-30 | 2015-05-21 | Cama 1 Spa | Method for anti-collision control and management of collection devices with shared work areas in a packaging line |
| DE102012010844A1 (en) * | 2012-05-31 | 2013-12-05 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Method for picker line and packaging system |
| ITMI20121243A1 (en) * | 2012-07-17 | 2014-01-18 | I M A Ind Macchine Automatic He S P A | DISTRIBUTOR UNIT FOR PADS OR CAPSULES |
| CN104589357B (en) * | 2014-12-01 | 2016-08-17 | 佛山市万世德机器人技术有限公司 | The DELTA robot control system of view-based access control model tracking and method |
| US9617074B2 (en) * | 2015-09-08 | 2017-04-11 | Carefusion Germany 326 Gmbh | Method and picking device for storing a plurality of identical piece goods |
| JP6888775B2 (en) * | 2016-04-05 | 2021-06-16 | 川崎重工業株式会社 | Conveyor device, production line using it, and method of changing production line |
| US20230083483A1 (en) * | 2021-09-10 | 2023-03-16 | Ats Automation Tooling Systems Inc. | Automated repitch system and related methods |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4208818C2 (en) | 1992-03-19 | 1994-09-08 | Haensel Otto Gmbh | Method and device for inserting articles into packaging inserts |
| FR2754239A1 (en) | 1996-10-08 | 1998-04-10 | Euresko | Supply system for packaging station for multiple items e.g. chocolates |
| EP0856465A1 (en) * | 1997-01-30 | 1998-08-05 | Gerhard Schubert GmbH | Tray conveyor moving in the opposite direction to the picker system |
| DE29817239U1 (en) | 1997-11-07 | 1998-11-26 | Hans Paal KG Maschinenbau (GmbH & Co.), 73630 Remshalden | Intermediate storage device |
| EP0781172B1 (en) | 1994-09-15 | 2002-07-24 | Scanvaegt A/S | Method and apparatus for weight controlled portioning of articles having non-uniform weight |
| EP1160166B1 (en) | 2000-05-31 | 2003-06-04 | SIG Pack Systems AG | Apparatus for forming groups and method of operating the same |
| EP1352831A1 (en) | 2002-04-02 | 2003-10-15 | SIG Pack Systems AG | Method and apparatus for placing articles into containers |
| EP1226408B1 (en) | 1999-09-10 | 2004-12-15 | Scanvaegt International A/S | A grader apparatus |
| WO2004113030A1 (en) | 2003-06-26 | 2004-12-29 | Abb Ab | Control method for machines, including a system, computer program, data signal and gui |
| EP1717150A1 (en) * | 2005-04-19 | 2006-11-02 | Gerhard Schubert GmbH | Method and apparatus for producing filled and sealed blister packages |
| DE102006061571A1 (en) * | 2006-12-27 | 2008-07-03 | Robert Bosch Gmbh | Packaged goods transferring method, involves transporting stacking position by stacking position conveyor within region of delivery of goods, where position is parallel but against conveying direction of goods conveyor |
| EP1819994B1 (en) | 2004-12-10 | 2008-10-08 | Scanvaegt International A/S | A method and a system for batching of objects |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4901504A (en) * | 1987-04-13 | 1990-02-20 | Mitsubishi Jukogyo Kabushiki Kaisha | Filling and casing system |
| US4912904A (en) * | 1988-06-24 | 1990-04-03 | Tri/Valley Growers | Cocktail filling apparatus |
| US5121589A (en) * | 1991-09-05 | 1992-06-16 | Bud Of California | Apparatus and process for the automated packing of lettuce |
| US5727365A (en) * | 1996-01-16 | 1998-03-17 | Riverwood International Corporation | Apparatus for packaging article groups |
| DE29701564U1 (en) * | 1997-01-30 | 1997-03-27 | Gerhard Schubert GmbH, 74564 Crailsheim | Picker line with opposite tray transport |
| JP2002173103A (en) * | 2000-12-07 | 2002-06-18 | Ajinomoto Co Inc | Method and device for counting and filling solid food |
| US6826444B2 (en) * | 2001-08-22 | 2004-11-30 | Robert Bosch Gmbh | Method and apparatus for filling containers with piece goods |
| NZ518851A (en) * | 2002-05-08 | 2004-12-24 | Anzpac Systems Ltd | Sorting apparatus and method |
| US20040079053A1 (en) * | 2002-10-25 | 2004-04-29 | Christoph Rohr | Apparatus and process for filling containers |
| WO2006002290A2 (en) * | 2004-06-23 | 2006-01-05 | Quad/Graphics, Inc. | Selective product inserter apparatus and process |
| WO2007134603A1 (en) * | 2006-05-19 | 2007-11-29 | Scanvaegt International A/S | A method and a system for batching of objects |
| WO2008003350A1 (en) * | 2006-07-04 | 2008-01-10 | Robert Bosch Gmbh | Method for filling containers with bulk goods |
| US20090044495A1 (en) * | 2007-08-09 | 2009-02-19 | Aylward Enterprises, Inc. | Packaging Apparatus for Handling Pills and Associated Method |
| DE102007049702A1 (en) * | 2007-10-17 | 2009-04-23 | Robert Bosch Gmbh | picking line |
-
2009
- 2009-03-30 EP EP09156668.7A patent/EP2236424B1/en not_active Not-in-force
-
2010
- 2010-03-26 US US12/732,420 patent/US8549818B2/en not_active Expired - Fee Related
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4208818C2 (en) | 1992-03-19 | 1994-09-08 | Haensel Otto Gmbh | Method and device for inserting articles into packaging inserts |
| EP0781172B1 (en) | 1994-09-15 | 2002-07-24 | Scanvaegt A/S | Method and apparatus for weight controlled portioning of articles having non-uniform weight |
| FR2754239A1 (en) | 1996-10-08 | 1998-04-10 | Euresko | Supply system for packaging station for multiple items e.g. chocolates |
| EP0856465A1 (en) * | 1997-01-30 | 1998-08-05 | Gerhard Schubert GmbH | Tray conveyor moving in the opposite direction to the picker system |
| EP0856465B1 (en) | 1997-01-30 | 2001-09-05 | Gerhard Schubert GmbH | Tray conveyor moving in the opposite direction to the picker system |
| DE29817239U1 (en) | 1997-11-07 | 1998-11-26 | Hans Paal KG Maschinenbau (GmbH & Co.), 73630 Remshalden | Intermediate storage device |
| EP1226408B1 (en) | 1999-09-10 | 2004-12-15 | Scanvaegt International A/S | A grader apparatus |
| EP1160166B1 (en) | 2000-05-31 | 2003-06-04 | SIG Pack Systems AG | Apparatus for forming groups and method of operating the same |
| EP1352831A1 (en) | 2002-04-02 | 2003-10-15 | SIG Pack Systems AG | Method and apparatus for placing articles into containers |
| WO2004113030A1 (en) | 2003-06-26 | 2004-12-29 | Abb Ab | Control method for machines, including a system, computer program, data signal and gui |
| EP1819994B1 (en) | 2004-12-10 | 2008-10-08 | Scanvaegt International A/S | A method and a system for batching of objects |
| EP1717150A1 (en) * | 2005-04-19 | 2006-11-02 | Gerhard Schubert GmbH | Method and apparatus for producing filled and sealed blister packages |
| DE102006061571A1 (en) * | 2006-12-27 | 2008-07-03 | Robert Bosch Gmbh | Packaged goods transferring method, involves transporting stacking position by stacking position conveyor within region of delivery of goods, where position is parallel but against conveying direction of goods conveyor |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011014697B4 (en) | 2010-10-04 | 2018-09-13 | Gerhard Schubert Gmbh | Picker line and method for filling containers with individual products |
| EP2471728B1 (en) | 2011-01-03 | 2019-06-12 | Krones AG | Assembly of several container treatment and/or container handling and/or container transport modules coupled together and method for transporting, handling and/or treating containers |
| EP2520497A1 (en) | 2011-05-04 | 2012-11-07 | Matthias Ehrat | Method for inserting individual products into containers in a robotic line |
| EP2586712A1 (en) | 2011-10-31 | 2013-05-01 | Veltru AG | Method and device for inserting products into containers in a robot street |
| US9908646B2 (en) | 2011-10-31 | 2018-03-06 | Veltru Ag | Method and apparatus for placing products into containers in a robot line |
| EP2664553A2 (en) | 2012-05-03 | 2013-11-20 | Matthias Ehrat | Method for inserting individual products into containers in a robotic line |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2236424B1 (en) | 2016-02-24 |
| US8549818B2 (en) | 2013-10-08 |
| US20100242415A1 (en) | 2010-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2236424B1 (en) | Method and device for inserting individual products into containers in a robot street | |
| EP2669202B1 (en) | Method for picker line and packaging plant | |
| EP2664553B1 (en) | Method for inserting individual products into containers in a robotic line | |
| EP2741986B1 (en) | Method and apparatus for forming layers of articles or multipacks | |
| EP2586712B1 (en) | Method and device for inserting products into containers in a robot street | |
| EP2139776B1 (en) | Device and method for handling flat objects, in particular nappies | |
| DE102006015689B4 (en) | System and method for controlling a conveyor system using computer-aided image recognition | |
| EP2040984B1 (en) | Method for filling containers with bulk goods | |
| AT508843A1 (en) | COMMISSIONING SYSTEM AND METHOD FOR LOADING LOADING CARRIES | |
| EP1352831A1 (en) | Method and apparatus for placing articles into containers | |
| DE60204347T2 (en) | CONVEYOR / SORTING SYSTEM WITH HIGH CAPACITY | |
| CH706807A1 (en) | Product flow regulator. | |
| EP2763918B1 (en) | Method and device for conveying strip- or plate-shaped products | |
| EP2958838A1 (en) | Device and method for transporting objects | |
| EP2818421A1 (en) | Tray closing machine with tray supply and method for a packaging system | |
| EP3757042A1 (en) | Device and method for handling piece goods moved in at least one row | |
| EP2520497B1 (en) | Method for inserting individual products into containers in a robotic line | |
| EP1872099A1 (en) | Weighing device and method | |
| EP0680883A1 (en) | System for feeding and distributing articles | |
| DE69607698T2 (en) | Device for loading and / or unloading a container with stacks of packs, in particular egg boxes | |
| DE60313946T2 (en) | Device for conveying piece goods, in particular for an automatic packaging machine, and method for its use | |
| DE19506031C1 (en) | Method for continuous storing and bringing back items on conveyor system | |
| EP0835217B1 (en) | Process for controlling the conveying speed of a transporting and gathering track | |
| DE19805143A1 (en) | Packaging line for the automatic packaging of circulation coins | |
| DE102019215675A1 (en) | Sack transport and sack stacking device as well as methods for transporting sacks or sack stacks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110308 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20150602 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150826 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 776539 Country of ref document: AT Kind code of ref document: T Effective date: 20160315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009012163 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160524 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160525 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160624 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009012163 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160330 |
|
| 26N | No opposition filed |
Effective date: 20161125 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170321 Year of fee payment: 9 Ref country code: FR Payment date: 20170227 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 776539 Country of ref document: AT Kind code of ref document: T Effective date: 20160330 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170329 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160330 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090330 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160330 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009012163 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 |