EP2072182A1 - Grinding machine with a device for conditioning a grinding machine and procedure for it - Google Patents
Grinding machine with a device for conditioning a grinding machine and procedure for it Download PDFInfo
- Publication number
- EP2072182A1 EP2072182A1 EP07123579A EP07123579A EP2072182A1 EP 2072182 A1 EP2072182 A1 EP 2072182A1 EP 07123579 A EP07123579 A EP 07123579A EP 07123579 A EP07123579 A EP 07123579A EP 2072182 A1 EP2072182 A1 EP 2072182A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding wheel
- grinding
- electrode
- discharge
- shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 37
- 230000003750 conditioning effect Effects 0.000 title claims abstract description 31
- 238000004140 cleaning Methods 0.000 claims abstract description 23
- 238000003754 machining Methods 0.000 claims abstract description 10
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 5
- 238000000576 coating method Methods 0.000 claims description 45
- 239000011248 coating agent Substances 0.000 claims description 37
- 239000005068 cooling lubricant Substances 0.000 claims description 20
- 239000000463 material Substances 0.000 claims description 17
- 239000006061 abrasive grain Substances 0.000 claims description 7
- 230000003628 erosive effect Effects 0.000 claims description 6
- 239000004020 conductor Substances 0.000 claims description 4
- 238000005457 optimization Methods 0.000 claims description 4
- 238000003860 storage Methods 0.000 claims description 4
- 230000001276 controlling effect Effects 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 230000001143 conditioned effect Effects 0.000 description 9
- 238000009760 electrical discharge machining Methods 0.000 description 5
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 102000004310 Ion Channels Human genes 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/001—Devices or means for dressing or conditioning abrasive surfaces involving the use of electric current
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/34—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of turning or planing tools or tool bits, e.g. gear cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/062—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels using rotary dressing tools
Definitions
- the present invention relates to a grinding machine for grinding a workpiece, comprising a machine frame, a bearing mounted on the machine frame and guides movable bearing means in which a cup-shaped grinding wheel is rotatably driven and electrically insulated around a grinding wheel axis, which is constructed of electrically conductive material and a first abrasive region with an annular abrasive coating and second abrasive regions with jacket surface abrasive coatings, each consisting of an electrically conductive bonding material and abrasive grains incorporated therein, which abrasive disc is electrically connected to a generator, means for holding the workpiece to be ground, a device for conditioning the Grinding wheel with at least one movable electrode, which is also electrically connected to the generator and means for supplying a cooling lubricant to the El ektrode and the workpiece.
- Such grinding machines are known. With such grinders, for example, indexable inserts can be ground, which must be done with high precision, including the grinding wheel must be kept in an optimal condition with respect to accuracy and sharpness. To ensure this quality of the grinding wheel, it must be prepared and conditioned accordingly. In this case, essentially three processes are used, namely the profiling, the sharpening and the cleaning of the grinding wheel.
- the profiling process with which the grinding wheel is brought into the desired shape, is usually carried out at each new grinding wheel, a profiling is also carried out when the grinding wheel has been in use for a long time.
- a profiling is performed with a Siliziumcarbidide, which is adjustable to the grinding wheel in the grinding machine or on which the grinding wheel can be employed in the grinding machine.
- this silicon carbide enters the coolant circuit and must, as this material is very aggressive, be removed as quickly as possible from the cooling lubricant medium. For this purpose, the corresponding complex equipment is required.
- the binding material of the abrasive pad is reset to improve the projection of the abrasive grains over the bonding material. It is known to carry out the sharpening operation of a grinding wheel for metal-bonded grinding wheels by means of electrochemical processes, in which by means of an electrode and a supplied electrolyte, an electrochemical separation of the conductive bonding material of the abrasive coating of the grinding wheel. The detached material must then be laboriously filtered out of the working as a cooling lubricant electrolytic medium, including expensive devices are required.
- An object of the present invention is therefore to design a grinding machine for grinding a workpiece so that both the profiling, the sharpening and the cleaning of the grinding wheel can be carried out in a simple manner with a single tool and the cleaning of the cooling lubricant can be carried out in a simple manner.
- the object is achieved in that the device for profiling, sharpening and cleaning is formed from a single designed as a cup-shaped electrode tool which is equipped at least with an annular processing surface, which pot-shaped electrode mounted to rotate about its central axis drivable on a carriage is, by means of which one between the respective processing surface the pot-shaped electrode and the respective abrasive coating existing working gap is adjustable, in which upon application of an ignition voltage by the generator spark erosive discharge occurs.
- This electroerosive discharge in the working gap erodes the bonding material, depending on how wide the working gap is, how large the discharge energy is selected and which discharge frequency is used.
- the grinding wheel can be profiled, sharpened and cleaned, which can be carried out in a very simple manner by the single electrode used for this purpose.
- the sharpening and cleaning of the grinding wheel can be carried out easily during the grinding of a workpiece, whereby the efficiency of the machining operations, since no interruption arises, is optimal.
- it is ensured that the grinding wheel constantly has an optimum grinding quality this also increases the efficiency, the machining of the workpieces is very accurate.
- the removed by the spark erosive discharge material is carried away by the introduced into the working gap cooling lubricant, a cleaning of this cooling lubricant is possible in a simple manner, as is also carried out in corresponding spark erosion machines.
- the axis of the pot-shaped electrode is aligned parallel to the grinding wheel axis and perpendicular to the working surface of the grinding wheel.
- the working surface is ideally perfectly planed and conditioned perpendicular to the axis of rotation of the grinding wheel.
- the axis of the pot-shaped electrode is mounted electrically isolated in the carriage, which carriage is held on a linear guide on the bearing device and controlled in the direction of the axis along the linear guide is displaceable.
- the pot-shaped electrode can be switched on and off in an optimal and simple manner to the grinding wheel or the processing surface to be conditioned.
- a further advantageous embodiment of the invention is that the carriage is designed as a cross slide, so that the electrode with respect to the grinding wheel is substantially axially and radially movable, and that the electrode is equipped with a further, substantially mantle-shaped processing surface.
- the carriage is designed as a cross slide, so that the electrode with respect to the grinding wheel is substantially axially and radially movable, and that the electrode is equipped with a further, substantially mantle-shaped processing surface.
- the mantle surface-shaped processing surface of the electrode is of cylindrical design and the two carriages designed as cross slide are pivotable relative to each other about an axis perpendicular thereto. This can also be used to condition a surface-shaped abrasive coating with this electrode if it has a so-called clearance angle with respect to the annular abrasive coating.
- the mantle surface-shaped processing surface of the electrode can also be formed frusto-conical, whereby a mantle surface-shaped abrasive coating can also be conditioned if this has a so-called clearance angle with respect to the annular abrasive coating by both carriages are moved simultaneously.
- the spark erosion generating generator is a capacitive discharge spark generator, which allows for optimal spark discharge, and is disposed on the cup-shaped grinding wheel storage apparatus, resulting in the shortest possible spark discharge discharge lines, which has a positive effect thereon ,
- the means for supplying the cooling lubricant from nozzles attached to supply lines are formed, via which nozzles the cooling lubricant in the machining gap and the Workpiece can be fed, which has an optimal conditioning and optimal cooling and lubrication result.
- cooling lubricant is an oil-based dielectric, whereby an optimal cooling and lubrication during the grinding process is achieved, and an optimal environment for the spark erosive discharge for conditioning the grinding wheel is obtained.
- the electrode is made of aluminum, whereby it is easy to work, and also in connection with the oil-based based dielectric optimal spark erosive discharge can be achieved.
- a control device for controlling and regulating the work processes, whereby these can be optimally coordinated with the grinding operations to be performed.
- a further object of the invention is to provide a method for conditioning a cup-shaped grinding wheel with which it can be profiled, sharpened and cleaned in an optimum manner, which is achieved according to the invention by conditioning a cooling lubricant for conditioning the grinding surfaces of the grinding wheel in the working gap an ignition voltage is applied across the generator across the working gap and the electrode is moved towards the grinding wheel at a feed rate until a predetermined threshold of mean voltage, measured across the working gap, and / or average current flow, as measured by the discharge lines , is passed through that then the ignition voltage across the working gap, the discharge energy, the discharge frequency and the feed rate to a given value for profiling, sharpening or cleaning the grinding wheel are set and the ents Pre-emptive process is carried out by spark erosive discharge.
- a discharge energy of about 10 to 100 mJ and a discharge frequency of about 1 to 100 kHz is selected for profiling the grinding wheel, resulting in an optimum removal performance.
- the profiling operation is carried out until the average stress, measured across the working gap, and / or the average flow of current, as measured by the discharge conduits, is substantially constant, indicating that the abrasive coating to be profiled is optimally formed.
- a discharge energy of about 0.5 to 5 mJ and a discharge frequency of about 10 kHz to 1 MHz are selected, a corresponding discharge energy and discharge frequency is also selected for sharpening and cleaning the grinding wheel, wherein the sharpening and cleaning of the grinding wheel during the Editing a workpiece can be performed.
- This re-sharpening function lasts for a predetermined time while not being ground, and works with parameters similar to sharpening and cleaning the grinding wheel while machining a workpiece.
- Optimum machining of the abrasive wheel by the electrode is achieved when the advancing speed of the electrode is adjusted by a regulator located within the controller within a selectable bandwidth due to the average voltage measured across the working gap and the average current flow as measured by the discharge lines.
- the discharge energy and the discharge frequency during sharpening and cleaning of the grinding wheel by an optimization algorithm arranged in the control within a selectable bandwidth due to the maximum contact pressure, the average contact pressure during the spark, the ratio of Power of the drive motor to the contact force and the disc wear, measured during the previous and completed grinding operations set. This gives a simpler operation of the procedure.
- a discharge energy of about 0.1 to 5 mJ and a discharge frequency of about 10 kHz to 1 MHz is selected, and this resharpening operation is performed during a selectable re-sharpening time, whereby a large process stability is achieved.
- Fig. 1 is the storage device 1 can be seen, which is placed in a known manner, not shown directly on the machine frame of a grinding machine or inserted between bearing device 1 and machine frame carriage assembly.
- a pot-shaped grinding wheel 2 is rotatably mounted about a grinding wheel axis 3.
- the rotating drive of this grinding wheel 2 via an electric motor 4, which is arranged on the bearing device 1.
- the pot-shaped grinding wheel 2 consists of a grinding cup 5, on which a slip ring 6 is placed, which has an annular abrasive coating 7 and a mantle-shaped abrasive coating 8.
- a workpiece 9 can be ground, for example an indexable insert, which is held in a known manner by means 10 for holding the workpiece 9 to be ground, arranged in the grinding machine.
- a device 11 For conditioning the abrasive coatings 7, 8 of the cup-shaped grinding wheel 2, a device 11 is provided, which has a cup-shaped electrode 12 which is mounted for rotation about its central axis 13 drivable in a carriage 14 which on the bearing device 1 in the direction of the central axis thirteenth is held displaceable.
- the displacement of the carriage 14 on the bearing device 1 via a ball screw drive 15, the drive motor 16 is mounted on the bearing device 1.
- a generator 17 is arranged on the storage device 1.
- This generator 17 is connected via lines 18 to the power supply of the grinding machine.
- the generator 17 is connected via a discharge line 19 with the cup-shaped grinding wheel 2 and via a further discharge line 20 with the cup-shaped electrode 12, as will be seen below.
- the communication with the known, not shown machine control via the line 35 which can meet a variety of specifications such as Ethernet, Profibus or RS 232.
- a nozzle 21 is attached in known manner, which is connected to a feed line, not shown, via which a cooling lubricant can be introduced into the grinding area.
- a further nozzle 22 is arranged in a known manner in the region of the electrode, via which the cooling lubricant can be introduced into the working gap 23 between the cup-shaped electrode 12 and the slip ring 6 of the grinding wheel 2 via a feed line, not shown.
- the spindle 24 of the cup-shaped grinding wheel 2 is mounted in electrically insulated bearings 25.
- the electric motor 4 is electrically isolated from the spindle 24 in a known manner.
- a slip ring 26 is mounted, which cooperates with a contact 27, to which the discharge line 19 (FIG. Fig. 1 ) connected.
- the cup-shaped grinding wheel 2 via the spindle 24, the slip ring 26, the contact 27 and the corresponding discharge line to the generator 17 (FIG. Fig. 1 ) connected.
- the pot-shaped electrode 12 is flanged onto an electrode spindle 28, which is electrically isolated in a corresponding manner in the carriage 14 (FIG. Fig. 1 ) Is mounted and about the spindle 28 electrically isolated motor 29 arranged around the central axis 13 can be driven.
- a slip ring 30 is mounted, which cooperates with a contact 31, which contact 31 via the discharge line 20 (FIG. Fig. 1 ) is electrically connected to the generator 17.
- the grinding wheel cup 5 of the cup-shaped grinding wheel 2 is made of an electrically conductive material.
- the patch on the grinding wheel pot 5 slip ring 6 consists of a base made of aluminum, bronze or steel.
- the abrasive coatings 7, 8 are applied, which consist of a bond in which the abrasive grains are incorporated.
- the binding material consists of a metal alloy, synthetic resin or ceramic, which are also electrically conductive. In this electrically conductive bonding material, the abrasive grains are embedded in a known manner, which may consist of diamond or another correspondingly suitable material.
- the cup-shaped electrode 12 is also made of an electrically conductive material, preferably of aluminum. However, this pot-shaped electrode 12 may also consist of copper, graphite or another conductive suitable material.
- the cooling lubricant used is preferably an oil-based dielectric, for example the cooling lubricant marketed on the market under the name "lonogrind” by the company Oelheld GmbH, Stuttgart, Germany.
- the generator 17 used here is a spark generator with capacitive discharge, as it is for example in U.S. Patent No. 4,710,603 the company Fanuc Ltd. is described.
- an ignition voltage is applied by the generator 17 via the working gap 23, whereby between the pot-shaped electrode 12th and the cup-shaped grinding wheel 2 forms an ion channel in the dielectric cooling lubricant and a discharge can take place.
- the working gap 23 must be large enough so that the released binding material but also the dissolved abrasive grains can be washed away without damaging the pot-shaped electrode 12 or the abrasive coatings 7, 8 of the cup-shaped grinding wheel 2.
- the working gap 23, ie, the distance between the bottom of the bonding material of the abrasive pad of the grinding wheel 2 and the cup-shaped electrode 12, should be between 50 and 100 microns.
- an ignition voltage across the working gap 23 of 300 to 500 volts, preferably 400 volts, is required. With a smaller ignition voltage, there is a risk that the working gap is too small and the leaching of the bonding material and the abrasive grains violate the surface of the cup-shaped electrode 12.
- the generator 17 is arranged on the bearing device 1, which means that the electrical discharge lines 19 and 20 (FIG. Fig. 1 ) can be kept very short, whereby an optimal conditioning process of the grinding wheel can be achieved by means of spark erosion.
- Fig. 3 shows a schematic representation of the position of the cup-shaped electrode 12 to the cup-shaped grinding wheel 2 when the annular abrasive coating 7 of the cup-shaped grinding wheel 2 is to be conditioned.
- the central axis 13 of the pot-shaped electrode 12 is in this case aligned exactly parallel to the grinding wheel axis 3.
- the cup-shaped electrode 12 is formed in a hollow cylindrical shape, and has an annular processing surface 32, which is exactly flat.
- the cup-shaped grinding wheel 2 rotates around the grinding wheel axis 3, wherein the peripheral speed of the grinding wheel is about 15 to 25 meters per second, if it is a metal-bonded diamond grinding wheel, this can be increased up to 63 meters per second for grinding wheels with CBN grains.
- the pot-shaped electrode rotates around the central Axis 13 at a slower speed. By rotating the electrode 12, a very accurate flatness of the electrode 12 and the abrasive coating 7 is achieved.
- the cup-shaped electrode 12 Before the spark erosion discharge conditioning operation can be carried out, the cup-shaped electrode 12 must be placed at the correct distance from the abrasive linings 7, 8 to be conditioned.
- the conditioning operations described below are carried out with a cup-shaped grinding wheel with a diameter of 400 mm, a pad width of 10 mm and a grain size of 25 microns.
- the discharge energy at the generator is adjusted, the cup-shaped electrode 12 is moved via the carriage 14 along the central axis 13 to the grinding wheel 2, wherein the speed can be 10 to 100 micrometers per minute.
- a high discharge energy typically 10 to 100 mJ
- a low discharge frequency typically 1 to 100 kHz
- the feed rate of the cup-shaped electrode 12 is set at a rate of typically 0.5 to 5 microns per minute. This feed rate is controlled during spark erosion processing within a given bandwidth due to the measured average voltage across the working gap 23 and the average current flowing through the two discharge lines.
- the profiling process is terminated when the average voltage across the working gap and / or the average current flowing through the discharge lines remain substantially constant, ie not more than 10% during one rotation of the grinding wheel 2 and the electrode 12, respectively.
- an absolutely flat annular abrasive coating 7 is obtained, which lies in a plane perpendicular to the grinding wheel axis 3 level.
- annular tapered machining surface 32 of the electrode and align the central axis 13 is not parallel to the grinding wheel axis 3, one would then receive an annular abrasive coating 7, which would be at an angle with respect to the plane perpendicular to the grinding wheel axis 3.
- the profiling can be shortened by the grinding wheel 2 with the corresponding abrasive coating 7, 8 and the electrode 12 are hired with the corresponding surface to each other, the generator 17 remains off.
- the grinding wheel 2 and the electrode 12 are driven in rotation.
- the profiling process can then be completed by the previously described dressing process.
- the generator 17 can be switched on to carry out the dressing process.
- a medium voltage is applied.
- grinding wheel 2 and electrode 12 are moved against each other until grinding wheel 2 and electrode 12 abut one another. It creates a short-circuit voltage.
- the advancing movement of the grinding wheel 2 or the electrode 12 is stopped, it can be waited until an equilibrium sets in the discharge discharge.
- a discharge energy of typically 0.1 to 5 mJ and a discharge frequency of typically 10 kHz to 1 MHz are selected.
- the advancing movement of the cup-shaped electrode 12 is brought to a low speed of typically 0.1 to 0.4 microns per minute.
- the feed rate is optimally adjusted within a certain bandwidth due to the measured average voltage across the working gap 23 and the average current flowing through the discharge lines by means of a regulator in the controller.
- the pre-sharpening process can be considered complete when a feed distance of 20 to 50 microns is reached, this Feed distance corresponds approximately to the grain diameter. As a result, thermally stressed grains are eliminated.
- the advancing movement of the cup-shaped electrode 12 is set to a maximum speed of 0.4 micrometers per minute. Discharge energies of 0.1 to 5 mJ and discharge frequencies of 10 kHz to 1 MHz are typically selected.
- the feed rate is optimally adjusted within a certain bandwidth due to the measured average voltage across the working gap 23 and the average current flowing through the discharge lines by means of the controller in the controller.
- the pressing force with which the workpiece 9 is pressed against the grinding wheel 2 and the power of the electric motor 4 for the grinding wheel can be measured in a known manner.
- the maximum contact pressure, the average contact force during sparking and the ratio of the power of the electric motor to the contact force are calculated.
- the disc wear is estimated in a known manner. From these measured values, or from the data prepared accordingly in a computer and control device, the sharpness state of the abrasive coating 7, 8 of the grinding wheel 2 in use can be quantified in a known manner.
- the discharge energy and discharge frequency for sharpening and cleaning are advantageously adjusted within a certain range due to the sharpness state of the abrasive pad 7, 8 of the grinding wheel 2 in use during the preceding and completed grinding operations.
- the advancing movement of the cup-shaped electrode 12 to a speed set at a maximum of 0.4 microns per minute.
- Discharge energies of 0.1 to 5 mJ and discharge frequencies of 10 kHz to 1 MHz are typically selected.
- the feed rate is optimally adjusted within a certain bandwidth due to the measured average voltage across the working gap 23 and the average current flowing through the discharge lines by means of the controller in the controller. This process can be considered complete after a certain re-sharpening time.
- the discharge energy, the discharge frequency and the re-sharpening time are advantageously set within a certain range due to the sharpness state of the abrasive pad 7, 8 of the grinding wheel 2 in use during the preceding and completed grinding operations.
- the carriage 14 on which the conditioning device 11 are arranged be placed on a perpendicular thereto further carriage 33 so that the cup-shaped electrode 12 can be moved not only in the direction of the central axis 13 on the cup-shaped grinding wheel 2 but also across it. It can thereby be achieved that a jacket-shaped abrasive coating 8 of the cup-shaped grinding wheel 2 can also be processed with this conditioning device 11.
- the pot-shaped electrode 12 is moved so that its lateral surface 34 is adjacent to the jacket-shaped abrasive coating 8.
- the working gap 23 thus arises between jacket-shaped Abrasive coating 8 and lateral surface 34 of the pot-shaped electrode 12.
- the further carriage 33 is moved transversely to the central axis 13 of the cup-shaped electrode 12, the cup-shaped electrode 12 but during the machining operation in the direction of the central axis 13 is oscillating , so that the entire lateral surface 34 is stressed evenly.
- Fig. 5 it can be seen here has the cup-shaped electrode 12, which is inserted into the device 11 for conditioning the abrasive coatings 7, 8 of the cup-shaped grinding wheel 2, the shape of a truncated cone.
- the device 11 is placed on the cross slide 14, 33.
- the lateral surface 34 of the cup-shaped electrode 12 by appropriate method of the two carriages 14 and 33 in the region of the mantle surface-shaped abrasive coating. 8 brought until the desired working gap 23 is formed.
- the electrode 12 rotates about the axis 13, simultaneously the two carriages 14, 33 are moved such that the electrode performs a superimposed movement in the direction of the clearance angle, represented by arrow 37, and in FIG This direction is moved oscillating, whereby here the lateral surface 34 of the electrode 12 is claimed evenly.
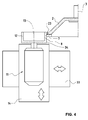
- the embodiment of the device 11 according to Fig. 6 can also be a coat surface-shaped abrasive coating 8 of a cup-shaped grinding wheel 2 are conditioned, which has a clearance angle with respect to the annular abrasive coating 7.
- the pot-shaped electrode 12 used here in the device 11 has a cylindrical outer shape.
- the carriage 14 is pivotable and adjustable in a known manner about a perpendicular to the directions of movement of the two carriages 14, 33 axis 36.
- the carriage 14 is pivoted relative to the carriage 33 by an angle which corresponds to the clearance angle.
- the cup-shaped electrode 12 is moved during the machining process in the direction of the central axis 13 oscillating, so that the entire surface 34 is uniformly stressed.
- a pot-shaped grinding wheel can be conditioned in a most optimal manner, the sharpening and cleaning operations can be easily performed even during the grinding of workpieces.
- the grinding wheel always has an optimal condition, which increases efficiency.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
Die vorliegende Erfindung bezieht sich auf eine Schleifmaschine zum Schleifen eines Werkstücks, umfassend einen Maschinenrahmen, eine am Maschinenrahmen angebrachte und entlang Führungen verfahrbaren Lagereinrichtung, in welcher eine topfförmige Schleifscheibe um eine Schleifscheibenachse rotierend antreibbar und elektrisch isoliert gelagert ist, die aus elektrisch leitfähigem Material aufgebaut ist und einen ersten Schleifbereich mit einem ringförmigen Schleifbelag und zweite Schleifbereiche mit mantelflächenförmigen Schleifbelägen aufweist, jeweils bestehend aus einem elektrisch leitfähigen Bindungsmaterial und darin eingelagerten Schleifkörnern, welche Schleifscheibe mit einem Generator elektrisch verbunden ist, Mittel zum Halten des zu schleifenden Werkstücks, eine Vorrichtung zum Konditionieren der Schleifscheibe mit mindestens einer verfahrbaren Elektrode, die ebenfalls mit dem Generator elektrisch verbunden ist und Mittel zum Zuführen eines Kühlschmiermittels zur Elektrode und zum Werkstück.The present invention relates to a grinding machine for grinding a workpiece, comprising a machine frame, a bearing mounted on the machine frame and guides movable bearing means in which a cup-shaped grinding wheel is rotatably driven and electrically insulated around a grinding wheel axis, which is constructed of electrically conductive material and a first abrasive region with an annular abrasive coating and second abrasive regions with jacket surface abrasive coatings, each consisting of an electrically conductive bonding material and abrasive grains incorporated therein, which abrasive disc is electrically connected to a generator, means for holding the workpiece to be ground, a device for conditioning the Grinding wheel with at least one movable electrode, which is also electrically connected to the generator and means for supplying a cooling lubricant to the El ektrode and the workpiece.
Derartige Schleifmaschinen sind bekannt. Mit derartigen Schleifmaschinen können beispielsweise Wendeschneidplatten geschliffen werden, was mit hoher Präzision erfolgen muss, wozu auch die Schleifscheibe bezüglich Genauigkeit und Schärfe in einem optimalen Zustand gehalten werden muss. Um diese Qualität der Schleifscheibe gewährleisten zu können, muss sie entsprechend vorbereitet und konditioniert werden. Hierbei werden im Wesentlichen drei Vorgänge angewendet, nämlich das Profilieren, das Schärfen und das Reinigen der Schleifscheibe.Such grinding machines are known. With such grinders, for example, indexable inserts can be ground, which must be done with high precision, including the grinding wheel must be kept in an optimal condition with respect to accuracy and sharpness. To ensure this quality of the grinding wheel, it must be prepared and conditioned accordingly. In this case, essentially three processes are used, namely the profiling, the sharpening and the cleaning of the grinding wheel.
Der Profiliervorgang, mit welchem die Schleifscheibe in die gewünschte Form gebracht wird, wird üblicherweise bei jeder neuen Schleifscheibe durchgeführt, ein Profiliervorgang wird aber auch ausgeführt, wenn die Schleifscheibe schon längere Zeit im Einsatz war. In bekannter Weise wird ein derartiger Profiliervorgang mit einer Siliciumcarbidscheibe ausgeführt, welche an die Schleifscheibe in der Schleifmaschine anstellbar ist oder an welcher die Schleifscheibe in der Schleifmaschine angestellt werden kann. Dabei wird neben dem Schleifscheibenmaterial auch Siliciumcarbid der Abrichtscheibe abgetragen, dieses Siliciumcarbid gelangt in den Kühlschmiermittelkreislauf und muss, da dieses Material sehr aggressiv ist, rasch möglichst aus dem Kühlschmiermedium entfernt werden. Hierzu sind die entsprechenden aufwändigen Apparaturen erforderlich.The profiling process, with which the grinding wheel is brought into the desired shape, is usually carried out at each new grinding wheel, a profiling is also carried out when the grinding wheel has been in use for a long time. In known manner, such a profiling is performed with a Siliziumcarbidscheibe, which is adjustable to the grinding wheel in the grinding machine or on which the grinding wheel can be employed in the grinding machine. Here, in addition to the grinding wheel material and silicon carbide Dressing disc removed, this silicon carbide enters the coolant circuit and must, as this material is very aggressive, be removed as quickly as possible from the cooling lubricant medium. For this purpose, the corresponding complex equipment is required.
Beim Schärfvorgang einer Schleifscheibe wird das Bindematerial des Schleifbelags zurückgesetzt, um den Überstand der Schleifkörner über das Bindungsmaterial zu verbessern. Es ist bekannt, den Schärfvorgang einer Schleifscheibe für metallgebundene Schleifscheiben mittels elektrochemischen Verfahren auszuführen, bei welchen mittels einer Elektrode und einem zugeführten Elektrolyten eine elektrochemische Ablösung des leitfähigen Bindematerials des Schleifbelags der Schleifscheibe erfolgt. Das abgelöste Material muss dann in aufwändiger Weise aus dem als Kühlschmiermittel wirkenden elektrolytischen Medium herausgefiltert werden, wozu teure Vorrichtungen erforderlich sind.In the sharpening operation of a grinding wheel, the binding material of the abrasive pad is reset to improve the projection of the abrasive grains over the bonding material. It is known to carry out the sharpening operation of a grinding wheel for metal-bonded grinding wheels by means of electrochemical processes, in which by means of an electrode and a supplied electrolyte, an electrochemical separation of the conductive bonding material of the abrasive coating of the grinding wheel. The detached material must then be laboriously filtered out of the working as a cooling lubricant electrolytic medium, including expensive devices are required.
Das Reinigen der Schleifscheibe, mit welchem die durch die Schleifoperation entstehenden Späne, welche sich in den Unebenheiten des Schleifbelags festsetzen, entfernt werden, kann in bekannter Weise mit einer Edelkorund-Scheibe ausgeführt werden, es kann aber auch mittels dem vorgängig beschriebenen elektrochemischen Verfahren ausgeführt werden, wobei bei beiden Verfahren die vorgängig beschriebenen Nachteile auftreten.The cleaning of the grinding wheel with which the chips resulting from the grinding operation, which settle in the unevennesses of the abrasive coating, can be carried out in a known manner with a corundum disk, but it can also be carried out by means of the previously described electrochemical process In both methods, the disadvantages described above occur.
Eine Aufgabe der vorliegenden Erfindung besteht somit darin, eine Schleifmaschine zum Schleifen eines Werkstücks so auszugestalten, dass sowohl das Profilieren, das Schärfen und das Reinigen der Schleifscheibe in einfacher Weise mit einem einzigen Werkzeug ausgeführt und das Reinigen des Kühlschmiermittels in einfacher Weise vorgenommen werden kann.An object of the present invention is therefore to design a grinding machine for grinding a workpiece so that both the profiling, the sharpening and the cleaning of the grinding wheel can be carried out in a simple manner with a single tool and the cleaning of the cooling lubricant can be carried out in a simple manner.
Erfindungsgemäss erfolgt die Lösung der Aufgabe dadurch, dass die Vorrichtung zum Profilieren, Schärfen und Reinigen aus einem einzigen als topfförmige Elektrode ausgebildeten Werkzeug gebildet ist, welche mindestens mit einer ringförmigen Bearbeitungsfläche ausgestattet ist, welche topfförmige Elektrode rotierend um deren zentrale Achse antreibbar auf einem Schlitten gelagert ist, mittels welchem ein zwischen der jeweiligen Bearbeitungsfläche der topfförmigen Elektrode und dem jeweiligen Schleifbelag bestehender Arbeitsspalt einstellbar ist, in welchem bei Anlegen einer Zündspannung durch den Generator eine funkenerosive Entladung auftritt.According to the invention, the object is achieved in that the device for profiling, sharpening and cleaning is formed from a single designed as a cup-shaped electrode tool which is equipped at least with an annular processing surface, which pot-shaped electrode mounted to rotate about its central axis drivable on a carriage is, by means of which one between the respective processing surface the pot-shaped electrode and the respective abrasive coating existing working gap is adjustable, in which upon application of an ignition voltage by the generator spark erosive discharge occurs.
Durch diese elektroerosive Entladung im Arbeitsspalt wird das Bindungsmaterial abgetragen, abhängig davon, wie breit der Arbeitsspalt ist, wie gross die Entladungsenergie ausgewählt wird und welche Entladungsfrequenz zum Einsatz kommt. Dadurch kann die Schleifscheibe profiliert, geschärft und gereinigt werden, was durch die einzige Elektrode, die hierfür zum Einsatz kommt, in sehr einfacher Weise ausgeführt werden kann. Das Schärfen und das Reinigen der Schleifscheibe können problemlos während der Schleifbearbeitung eines Werkstücks ausgeführt werden, wodurch die Effizienz der Bearbeitungsvorgänge, da kein Unterbruch entsteht, optimal ist. Zudem ist gewährleistet, dass die Schleifscheibe dauernd eine optimale Schleifqualität aufweist, auch dadurch wird die Effizienz gesteigert, die Bearbeitung der Werkstücke ist sehr genau. Das durch die funkenerosive Entladung abgetragene Material wird durch das in den Arbeitsspalt eingebrachte Kühlschmiermittel weggeführt, ein Reinigen dieses Kühlschmiermittels ist in einfacher Weise möglich, wie dies bei entsprechenden Funkenerodiermaschinen auch ausgeführt wird.This electroerosive discharge in the working gap erodes the bonding material, depending on how wide the working gap is, how large the discharge energy is selected and which discharge frequency is used. As a result, the grinding wheel can be profiled, sharpened and cleaned, which can be carried out in a very simple manner by the single electrode used for this purpose. The sharpening and cleaning of the grinding wheel can be carried out easily during the grinding of a workpiece, whereby the efficiency of the machining operations, since no interruption arises, is optimal. In addition, it is ensured that the grinding wheel constantly has an optimum grinding quality, this also increases the efficiency, the machining of the workpieces is very accurate. The removed by the spark erosive discharge material is carried away by the introduced into the working gap cooling lubricant, a cleaning of this cooling lubricant is possible in a simple manner, as is also carried out in corresponding spark erosion machines.
In vorteilhafter Weise ist die Achse der topfförmigen Elektrode parallel zur Schleifscheibenachse und senkrecht zur Bearbeitungsfläche der Schleifscheibe ausgerichtet. Dadurch wird die Bearbeitungsfläche in idealer Weise perfekt plan und senkrecht zur Rotationsachse der Schleifscheibe konditioniert.Advantageously, the axis of the pot-shaped electrode is aligned parallel to the grinding wheel axis and perpendicular to the working surface of the grinding wheel. As a result, the working surface is ideally perfectly planed and conditioned perpendicular to the axis of rotation of the grinding wheel.
In vorteilhafter Weise ist die Achse der topfförmigen Elektrode elektrisch isoliert im Schlitten gelagert, welcher Schlitten über eine Linearführung an der Lagereinrichtung gehalten und in Richtung der Achse entlang der Linearführung gesteuert verschiebbar ist. Dadurch lässt sich die topfförmige Elektrode in optimaler und einfacher Weise an die Schleifscheibe beziehungsweise die zu konditionierende Bearbeitungsfläche an- und abstellen.Advantageously, the axis of the pot-shaped electrode is mounted electrically isolated in the carriage, which carriage is held on a linear guide on the bearing device and controlled in the direction of the axis along the linear guide is displaceable. As a result, the pot-shaped electrode can be switched on and off in an optimal and simple manner to the grinding wheel or the processing surface to be conditioned.
Eine weitere vorteilhafte Ausgestaltung der Erfindung besteht darin, dass der Schlitten als Kreuzschlitten ausgebildet ist, sodass die Elektrode bezüglich der Schleifscheibe im Wesentlichen axial und radial verfahrbar ist, und dass die Elektrode mit einer weiteren, im Wesentlichen mantelflächenförmigen Bearbeitungsfläche ausgestattet ist. Somit lässt sich mit dieser Elektrode nicht nur der ringförmige Schleifbelag der topfförmigen Schleifscheibe sondern auch ein mantelflächenförmiger Schleifbelag dieser Schleifscheibe entsprechend konditionieren, wodurch die Einsatzmöglichkeiten für Schleifprozesse erhöht werden.A further advantageous embodiment of the invention is that the carriage is designed as a cross slide, so that the electrode with respect to the grinding wheel is substantially axially and radially movable, and that the electrode is equipped with a further, substantially mantle-shaped processing surface. Thus, not only the annular abrasive coating of the cup-shaped grinding wheel but also a coat surface-shaped abrasive coating of this grinding wheel can be conditioned accordingly with this electrode, whereby the possible applications for grinding processes are increased.
In vorteilhafter Weise ist die mantelflächenförmige Bearbeitungsfläche der Elektrode zylinderförmig ausgebildet und sind die beiden als Kreuzschlitten ausgebildeten Schlitten um eine senkrecht dazu stehende Achse gegeneinander verschwenkbar. Damit kann mit dieser Elektrode auch ein mantelflächenförmiger Schleifbelag konditioniert werden, wenn dieser bezüglich des ringförmigen Schleifbelags einen sogenannten Freiwinkel aufweist.In an advantageous manner, the mantle surface-shaped processing surface of the electrode is of cylindrical design and the two carriages designed as cross slide are pivotable relative to each other about an axis perpendicular thereto. This can also be used to condition a surface-shaped abrasive coating with this electrode if it has a so-called clearance angle with respect to the annular abrasive coating.
Die mantelflächenförmige Bearbeitungsfläche der Elektrode kann auch kegelstumpfförmig ausgebildet sein, wodurch ebenfalls ein mantelflächenförmiger Schleifbelag konditioniert werden kann, wenn dieser bezüglich des ringförmigen Schleifbelags einen sogenannten Freiwinkel aufweist, indem beide Schlitten gleichzeitig verfahren werden.The mantle surface-shaped processing surface of the electrode can also be formed frusto-conical, whereby a mantle surface-shaped abrasive coating can also be conditioned if this has a so-called clearance angle with respect to the annular abrasive coating by both carriages are moved simultaneously.
Der Generator zur Erzeugung der funkenerosiven Entladung ist ein Funkengenerator mit kapazitiver Entladung, was eine optimale funkenerosive Entladung ermöglicht, und ist auf der Lagereinrichtung für die topfförmige Schleifscheibe angeordnet, wodurch sich die kürzest möglichen Entladungsleitungen für die funkenerosive Entladung ergeben, was sich auf diese positiv auswirkt.The spark erosion generating generator is a capacitive discharge spark generator, which allows for optimal spark discharge, and is disposed on the cup-shaped grinding wheel storage apparatus, resulting in the shortest possible spark discharge discharge lines, which has a positive effect thereon ,
In vorteilhafter Weise sind die Mittel zur Zuführung des Kühlschmiermittels aus an Zuführleitungen angebrachten Düsen gebildet, über welche Düsen das Kühlschmiermittel in den Bearbeitungsspalt und zum Werkstück zuleitbar ist, was eine optimale Konditionierung und eine optimale Kühlung und Schmierung zur Folge hat.Advantageously, the means for supplying the cooling lubricant from nozzles attached to supply lines are formed, via which nozzles the cooling lubricant in the machining gap and the Workpiece can be fed, which has an optimal conditioning and optimal cooling and lubrication result.
Eine weitere vorteilhafte Ausgestaltung der Erfindung besteht darin, dass das Kühlschmiermittel ein Dielektrikum auf Ölbasis ist, wodurch eine optimale Kühlung und Schmierung beim Schleifvorgang erreicht wird, und ein optimales Umfeld für die funkenerosive Entladung zum Konditionieren der Schleifscheibe erhalten wird.A further advantageous embodiment of the invention is that the cooling lubricant is an oil-based dielectric, whereby an optimal cooling and lubrication during the grinding process is achieved, and an optimal environment for the spark erosive discharge for conditioning the grinding wheel is obtained.
In vorteilhafter Weise besteht die Elektrode aus Aluminium, wodurch diese gut bearbeitbar ist, und zudem im Zusammenhang mit dem auf Ölbasis basierendem Dielektrikum eine optimale funkenerosive Entladung erreichbar ist.Advantageously, the electrode is made of aluminum, whereby it is easy to work, and also in connection with the oil-based based dielectric optimal spark erosive discharge can be achieved.
In vorteilhafter Weise ist eine Steuerungseinrichtung zum Steuern und Regeln der Arbeitsabläufe vorgesehen, wodurch diese in optimaler Weise mit den auszuführenden Schleifvorgängen koordiniert werden können.Advantageously, a control device is provided for controlling and regulating the work processes, whereby these can be optimally coordinated with the grinding operations to be performed.
Eine weitere Aufgabe der Erfindung besteht darin, ein Verfahren zum Konditionieren einer topfförmigen Schleifscheibe zu schaffen, mit welchem diese in optimaler Weise profiliert, geschärft und gereinigt werden kann, was erfindungsgemäss dadurch gelöst wird, dass zum Konditionieren der Schleifbeläge der Schleifscheibe in den Arbeitsspalt ein Kühlschmiermittel zugeführt wird, über den Generator über den Arbeitsspalt eine Zündspannung angelegt wird und die Elektrode gegen die Schleifscheibe hin mit einer Vorschubgeschwindigkeit verfahren wird, bis ein vorgegebener Grenzwert der mittleren Spannung, gemessen über dem Arbeitsspalt, und/oder des mittleren Stromflusses, gemessen durch die Entladungsleitungen, durchschritten wird, dass dann die Zündspannung über dem Arbeitsspalt, die Entladungsenergie, die Entladungsfrequenz und die Vorschubgeschwindigkeit auf einen jeweils vorgegebenen Wert zum Profilieren, Schärfen oder Reinigen der Schleifscheibe eingestellt werden und der entsprechende Vorgang durch funkenerosive Entladung ausgeführt wird.A further object of the invention is to provide a method for conditioning a cup-shaped grinding wheel with which it can be profiled, sharpened and cleaned in an optimum manner, which is achieved according to the invention by conditioning a cooling lubricant for conditioning the grinding surfaces of the grinding wheel in the working gap an ignition voltage is applied across the generator across the working gap and the electrode is moved towards the grinding wheel at a feed rate until a predetermined threshold of mean voltage, measured across the working gap, and / or average current flow, as measured by the discharge lines , is passed through that then the ignition voltage across the working gap, the discharge energy, the discharge frequency and the feed rate to a given value for profiling, sharpening or cleaning the grinding wheel are set and the ents Pre-emptive process is carried out by spark erosive discharge.
In vorteilhafter Weise wird zum Profilieren der Schleifscheibe eine Entladungsenergie von etwa 10 bis 100 mJ und eine Entladungsfrequenz von etwa 1 bis 100 kHz ausgewählt, was eine optimale Abtragungsleistung ergibt.Advantageously, a discharge energy of about 10 to 100 mJ and a discharge frequency of about 1 to 100 kHz is selected for profiling the grinding wheel, resulting in an optimum removal performance.
Der Profilierungsvorgang wird solange ausgeführt, bis die mittlere Spannung, gemessen über dem Arbeitsspalt, und/oder der mittlere Stromfluss, gemessen durch die Entladungsleitungen im Wesentlichen konstant ist, was darauf hinweist, dass der zu profilierende Schleifbelag optimal ausgebildet ist.The profiling operation is carried out until the average stress, measured across the working gap, and / or the average flow of current, as measured by the discharge conduits, is substantially constant, indicating that the abrasive coating to be profiled is optimally formed.
Zum Vorschärfen der Schleifscheibe wird eine Entladungsenergie von etwa 0,5 bis 5 mJ und eine Entladungsfrequenz von etwa 10 kHz bis 1MHz ausgewählt, eine entsprechende Entladungsenergie und Entladungsfrequenz wird auch zum Schärfen und Reinigen der Schleifscheibe ausgewählt, wobei das Schärfen und Reinigen der Schleifscheibe während dem Bearbeiten eines Werkstücks durchgeführt werden kann.For pre-sharpening the grinding wheel, a discharge energy of about 0.5 to 5 mJ and a discharge frequency of about 10 kHz to 1 MHz are selected, a corresponding discharge energy and discharge frequency is also selected for sharpening and cleaning the grinding wheel, wherein the sharpening and cleaning of the grinding wheel during the Editing a workpiece can be performed.
Nach einer Schleifoperation kann es erforderlich sein, den optimalen Schärfezustand des im Einsatz stehenden Schleifbelags mittels einer zusätzlichen Nachschärffunktion wieder herzustellen. Diese Nachschärffunktion dauert eine vorgegebene Zeit, während der nicht geschliffen wird, und arbeitet mit ähnlichen Parametern wie das Schärfen und Reinigen der Schleifscheibe während dem Bearbeiten eines Werkstücks.After a grinding operation, it may be necessary to restore the optimum sharpness state of the abrasive coating in use by means of an additional secondary sharpening function. This re-sharpening function lasts for a predetermined time while not being ground, and works with parameters similar to sharpening and cleaning the grinding wheel while machining a workpiece.
Einen optimalen Bearbeitungsvorgang der Schleifscheibe durch die Elektrode wird dann erreicht, wenn die Vorschubgeschwindigkeit der Elektrode durch einen in der Steuerung angeordneten Regler innerhalb einer wählbaren Bandbreite aufgrund der mittleren Spannung, gemessen über dem Arbeitsspalt und des mittleren Stromflusses, gemessen durch die Entladungsleitungen, eingestellt wird.Optimum machining of the abrasive wheel by the electrode is achieved when the advancing speed of the electrode is adjusted by a regulator located within the controller within a selectable bandwidth due to the average voltage measured across the working gap and the average current flow as measured by the discharge lines.
In vorteilhafter Weise wird die Entladungsenergie und die Entladungsfrequenz während dem Schärfen und Reinigen der Schleifscheibe durch einen in der Steuerung angeordneten Optimierungsalgorithmus innerhalb einer wählbaren Bandbreite aufgrund der maximalen Anpresskraft, der durchschnittlichen Anpresskraft während dem Ausfunken, dem Verhältnis der Leistung des Antriebsmotors zur Anpresskraft und dem Scheibenverschleiss, gemessen während den vorangehenden und abgeschlossenen Schleifoperationen, eingestellt. Dadurch erhält man eine einfachere Bedienbarkeit des Verfahrensablaufs.Advantageously, the discharge energy and the discharge frequency during sharpening and cleaning of the grinding wheel by an optimization algorithm arranged in the control within a selectable bandwidth due to the maximum contact pressure, the average contact pressure during the spark, the ratio of Power of the drive motor to the contact force and the disc wear, measured during the previous and completed grinding operations set. This gives a simpler operation of the procedure.
In vorteilhafter Weise wird zum Nachschärfen der Schleifscheibe zwischen zwei Schleifoperationen eine Entladungsenergie von etwa 0,1 bis 5 mJ und eine Entladungsfrequenz von etwa 10 kHz bis 1 MHz ausgewählt, und diese Nachschärfoperation wird während einer wählbaren Nachschärfzeit ausgeführt, wodurch eine grosse Prozessstabilität erreicht wird.Advantageously, for sharpening the grinding wheel between two grinding operations, a discharge energy of about 0.1 to 5 mJ and a discharge frequency of about 10 kHz to 1 MHz is selected, and this resharpening operation is performed during a selectable re-sharpening time, whereby a large process stability is achieved.
Indem die die Entladungsenergie und die Entladungsfrequenz während dem Nachschärfen der Schleifscheibe, wie auch die Nachschärfzeit, durch einen in der Steuerung angeordneten Optimierungsalgorithmus innerhalb einer wählbaren Bandbreite aufgrund der maximalen Anpresskraft, der durchschnittlichen Anpresskraft während dem Ausfunken, dem Verhältnis der Leistung des Antriebsmotors zur Anpresskraft und dem Scheibenverschleiss, gemessen während den vorangehenden und abgeschlossenen Schleifoperationen, eingestellt wird, erreicht man eine weitere Vereinfachung der Bedienbarkeit.By adjusting the discharge energy and the discharge frequency during sharpening of the grinding wheel, as well as the re-sharpening time by an optimization algorithm within a selectable bandwidth due to the maximum contact pressure, the average contact force during sparking, the ratio of the power of the drive motor to the contact pressure and the disk wear measured during the preceding and completed grinding operations is set to achieve further ease of operation.
Eine Ausführungsform der erfindungsgemässen Vorrichtung und des erfindungsgemässen Verfahrens zum Konditionieren einer Schleifscheibe wird nachfolgend mit Bezugnahme auf die beiliegende Zeichnung beispielhaft näher erläutert.An embodiment of the device according to the invention and of the method according to the invention for conditioning a grinding wheel will be explained in more detail below by way of example with reference to the attached drawing.
Es zeigt,
-
Fig. 1 in räumlicher Darstellung die Lagereinrichtung für die rotierend antreibbare topfförmige Schleifscheibe mit der aufgesetzten Vorrichtung zum Profilieren, Schärfen und Reinigen der Schleifscheibe; -
Fig. 2 eine räumliche Darstellung der Einrichtung gemässFig. 1 im Schnitt; -
Fig. 3 in schematischer Darstellung die Vorrichtung zum Konditionieren der topfförmigen Schleifscheibe, dargestellt in einer ersten Position zum Konditionieren des ringförmigen Schleifbelags der Schleifscheibe; -
Fig. 4 in schematischer Darstellung die Vorrichtung zum Konditioneren der topfförmigen Schleifscheibe, dargestellt in einer zweiten Position zum Konditionieren des mantelflächenförmigen Schleifbelags der Schleifscheibe; -
Fig. 5 in schematischer Darstellung die Vorrichtung beim Konditionieren des mantelflächenförmigen Schleifbelags der Schleifscheibe, bei welcher die topfförmige Elektrode eine kegelstumpfförmige Aussenfläche aufweist und der mantelflächenförmige Schleifbelag mit einem Freiwinkel ausgestattet ist; und -
Fig. 6 in schematischer Darstellung die Vorrichtung beim Konditionieren eines mit Freiwinkel versehenen mantelflächenförmigen Schleifbelags mit zylindrischer topfförmiger Elektrode.
-
Fig. 1 in a spatial representation of the bearing device for the rotating drivable cup-shaped grinding wheel with the attached device for profiling, sharpening and cleaning the grinding wheel; -
Fig. 2 a spatial representation of the device according toFig. 1 on average; -
Fig. 3 a schematic representation of the apparatus for conditioning the cup-shaped grinding wheel, shown in a first position for conditioning the annular abrasive coating of the grinding wheel; -
Fig. 4 a schematic representation of the device for conditioning the cup-shaped grinding wheel, shown in a second position for conditioning the mantle-shaped abrasive covering of the grinding wheel; -
Fig. 5 a schematic representation of the device during conditioning of the mantle-shaped abrasive covering of the grinding wheel, wherein the cup-shaped electrode has a frusto-conical outer surface and the mantle-shaped abrasive coating is provided with a clearance angle; and -
Fig. 6 a schematic representation of the device in the conditioning of a provided with clearance angle coat surface-shaped abrasive coating with cylindrical pot-shaped electrode.
Aus
Die topfförmige Schleifscheibe 2 besteht aus einem Schleiftopf 5, auf welchem ein Schleifring 6 aufgesetzt ist, der einen ringförmigen Schleifbelag 7 und einen mantelflächenförmigen Schleifbelag 8 aufweist. Mit dieser Schleifscheibe 2 lässt sich ein Werkstück 9 schleifen, beispielsweise eine Wendeschneidplatte, welche in bekannter Weise über Mittel 10 zum Halten des zu schleifenden Werkstücks 9, angeordnet in der Schleifmaschine, gehalten wird.The pot-
Zum Konditionieren der Schleifbeläge 7, 8 der topfförmigen Schleifscheibe 2 ist eine Vorrichtung 11 vorgesehen, welche eine topfförmige Elektrode 12 aufweist, die um ihre zentrale Achse 13 rotierend antreibbar in einem Schlitten 14 gelagert ist, welcher auf der Lagereinrichtung 1 in Richtung der zentralen Achse 13 verschiebbar gehalten ist. Die Verschiebung des Schlittens 14 auf der Lagereinrichtung 1 erfolgt über einen Kugelspindelantrieb 15, dessen Antriebsmotor 16 auf der Lagereinrichtung 1 befestigt ist.For conditioning the
Ebenfalls auf der Lagereinrichtung 1 ist ein Generator 17 angeordnet. Dieser Generator 17 ist über Leitungen 18 mit der Stromversorgung der Schleifmaschine verbunden. Der Generator 17 ist über eine Entladungsleitung 19 mit der topfförmigen Schleifscheibe 2 und über eine weitere Entladungsleitung 20 mit der topfförmigen Elektrode 12 verbunden, wie nachfolgend noch gesehen wird. Die Kommunikation mit der bekannten, nicht dargestellten Maschinensteuerung erfolgt über die Leitung 35, welche verschiedenste Spezifikationen wie Ethernet, Profibus oder RS 232 erfüllen kann.Also on the storage device 1, a
Im Bereich des zu schleifenden Werkstücks 9 ist in bekannter Weise eine Düse 21 angebracht, die mit einer nicht dargestellten Zuführleitung verbunden ist, über welche in den Schleifbereich ein Kühlschmiermittel eingebracht werden kann. Eine weitere Düse 22 ist in bekannter Weise im Bereich der Elektrode angeordnet, über welche über eine nicht dargestellte Zuführleitung das Kühlschmiermittel in den Arbeitsspalt 23 zwischen der topfförmigen Elektrode 12 und dem Schleifring 6 der Schleifscheibe 2 eingebracht werden kann.In the area of the
Wie aus
Wie ebenfalls aus
Der Schleifscheibentopf 5 der topfförmigen Schleifscheibe 2 besteht aus einem elektrisch leitfähigen Material. Der auf den Schleifscheibentopf 5 aufgesetzte Schleifring 6 besteht aus einem Grundkörper aus Aluminium, Bronze oder Stahl. Auf diesem Grundkörper sind die Schleifbeläge 7, 8 aufgebracht, welche aus einer Bindung bestehen, in welcher die Schleifkörner eingelagert sind. Das Bindungsmaterial besteht aus einer Metalllegierung, aus Kunstharz oder aus Keramik, die ebenfalls elektrisch leitfähig sind. In dieses elektrisch leitfähige Bindungsmaterial sind in bekannter Weise die Schleifkörner eingebettet, die aus Diamant oder einem anderen entsprechend geeigneten Material bestehen können.The
Die topfförmige Elektrode 12 besteht ebenfalls aus einem elektrisch leitfähigen Material, vorzugsweise aus Aluminium. Diese topfförmige Elektrode 12 kann aber auch aus Kupfer, Graphit oder einem anderen leitfähigen geeigneten Material bestehen.The cup-shaped
Als Kühlschmiermittel wird in bevorzugter Weise ein Dielektrikum auf Ölbasis eingesetzt, beispielsweise das unter der Bezeichnung "lonogrind" durch die Firma Oelheld GmbH, Stuttgart, Deutschland auf dem Markt angebotene Kühlschmiermittel. Der hier eingesetzte Generator 17 ist ein Funkengenerator mit kapazitiver Entladung, wie er beispielsweise im
Zum Konditionieren der Schleifbeläge 7, 8 der topfförmigen Schleifscheibe 2 wird durch den Generator 17 über dem Arbeitsspalt 23 eine Zündspannung angelegt, wodurch sich zwischen der topfförmigen Elektrode 12 und der topfförmigen Schleifscheibe 2 im dielektrischen Kühlschmiermittel ein lonenkanal bildet und eine Entladung stattfinden kann. Der Arbeitsspalt 23 muss gross genug sein, damit das ausgelöste Bindungsmaterial aber auch die herausgelösten Schleifkörner weggespült werden können, ohne dass die topfförmige Elektrode 12 oder die Schleifbeläge 7, 8 der topfförmigen Schleifscheibe 2 verletzt werden. Für eine metallgebundene Diamantschleifscheibe mit Körnung 25 Mikrometer sollte der Arbeitsspalt 23, d.h. der Abstand zwischen dem Grund des Bindungsmaterials des Schleifbelags der Schleifscheibe 2 und der topfförmigen Elektrode 12 zwischen 50 und 100 Mikrometer betragen. Um dies erreichen zu können, ist eine Zündspannung über dem Arbeitsspalt 23 von 300 bis 500 Volt, vorzugsweise 400 Volt, erforderlich. Bei kleinerer Zündspannung besteht die Gefahr, dass der Arbeitsspalt zu klein ist und das Herauslösen des Bindungsmaterials und der Schleifkörner die Oberfläche der topfförmigen Elektrode 12 verletzen.For conditioning the
Wie bereits erwähnt worden ist, ist der Generator 17 auf der Lagereinrichtung 1 angeordnet, was bedeutet, dass die elektrischen Entladungsleitungen 19 und 20 (
Dies entspricht auch der Geschwindigkeit der Schleifscheibe zum Schleifen eines Werkstücks. Die topfförmige Elektrode rotiert um die zentrale Achse 13 mit einer geringeren Geschwindigkeit. Durch das Rotieren der Elektrode 12 wird eine sehr genaue Planheit der Elektrode 12 und des Schleifbelages 7 erreicht.This also corresponds to the speed of the grinding wheel for grinding a workpiece. The pot-shaped electrode rotates around the
Bevor der Konditioniervorgang mit funkenerosiver Entladung ausgeführt werden kann, muss die topfförmige Elektrode 12 auf den richtigen Abstand zu den zu konditionierenden Schleifbelägen 7, 8 gebracht werden. Die nachfolgend beschriebenen Konditionierungsvorgänge werden mit einer topfförmigen Schleifscheibe mit einem Durchmesser von 400 mm, einer Belagsbreite von 10 mm und einer Körnung 25 Mikrometer ausgeführt. Die Entladungsenergie am Generator wird eingestellt, die topfförmige Elektrode 12 wird über den Schlitten 14 entlang der zentralen Achse 13 auf die Schleifscheibe 2 zubewegt, wobei die Geschwindigkeit 10 bis 100 Mikrometer pro Minute betragen kann. Sobald die mittlere Spannung über dem Arbeitsspalt 23, die in bekannter Weise gemessen wird und/oder der mittlere Strom, welcher durch die elektrischen Entladungsleitungen 19 und 20 (
Der Profiliervorgang wird dann beendet, wenn die mittlere Spannung über dem Arbeitsspalt und/oder der mittlere Strom, welcher durch die Entladungsleitungen fliesst, im Wesentlichen konstant bleiben, d.h. nicht mehr als 10% während einer Umdrehung der Schleifscheibe 2 beziehungsweise der Elektrode 12, variieren. Bei diesem Profiliervorgang wird ein absolut planer ringförmiger Schleifbelag 7 erhalten, welcher in einer senkrecht zur Schleifscheibenachse 3 stehenden Ebene liegt. Es wäre auch denkbar, die ringförmige Bearbeitungsfläche 32 der Elektrode kegelig anzuschrägen und die zentrale Achse 13 nicht parallel zur Schleifscheibenachse 3 auszurichten, man würde dann einen ringförmigen Schleifbelag 7 erhalten, der bezüglich der senkrecht zur Schleifscheibenachse 3 stehenden Ebene winklig wäre.The profiling process is terminated when the average voltage across the working gap and / or the average current flowing through the discharge lines remain substantially constant, ie not more than 10% during one rotation of the
Der Profiliervorgang kann dadurch abgekürzt werden, indem die Schleifscheibe 2 mit dem entsprechenden Schleifbelag 7, 8 und die Elektrode 12 mit der entsprechenden Fläche aneinander angestellt werden, der Generator 17 bleibt ausgeschaltet. Die Schleifscheibe 2 und die Elektrode 12 sind rotierend angetrieben. Die Schleifscheibe 2, die üblicherweise in einem relativ genau profilierten Zustand angeliefert wird, richtet dadurch durch einen Schleifvorgang die Elektrode 12 ab. Der Profiliervorgang kann danach durch das vorgängig beschriebene Abrichtverfahren zu Ende geführt werden.The profiling can be shortened by the
Mit diesem Abrichtverfahren besteht das Risiko, dass die Elektrode unnötigerweise zu stark abgeschliffen wird. Um dies zu vermeiden, kann zur Durchführung des Abrichtvorgangs der Generator 17 eingeschaltet werden. Es wird eine mittlere Spannung angelegt. Danach werden Schleifscheibe 2 und Elektrode 12 gegeneinander verfahren, bis Schleifscheibe 2 und Elektrode 12 aneinander anstossen. Es entsteht eine Kurzschlussspannung. Die Vorschubbewegung der Schleifscheibe 2 beziehungsweise der Elektrode 12 wird gestoppt, es kann zugewartet werden, bis sich bei der funkenerosiven Entladung ein Gleichgewicht einstellt.With this dressing method, there is a risk that the electrode will be unnecessarily abraded too much. In order to avoid this, the
Zum Vorschärfen des ringförmigen Schleifbelags 7 der topfförmigen Schleifscheibe 2 werden eine Entladungsenergie von typischerweise 0,1 bis 5 mJ und eine Entladungsfrequenz von typischerweise 10 kHz bis 1 MHz ausgewählt. Die Vorschubbewegung der topfförmigen Elektrode 12 wird auf eine kleine Geschwindigkeit von typischerweise 0,1 bis 0,4 Mikrometer pro Minute gebracht. Die Vorschubgeschwindigkeit wird innerhalb einer bestimmten Bandbreite auf Grund der gemessenen mittleren Spannung über dem Arbeitsspalt 23 und des mittleren Stroms, welcher durch die Entladungsleitungen fliesst, mittels eines Reglers in der Steuerung in optimaler Weise eingestellt. Der Vorschärfvorgang kann als beendet betrachtet werden, wenn eine Vorschubdistanz von 20 bis 50 Mikrometer erreicht ist, wobei diese Vorschubdistanz etwa dem Korndurchmesser entspricht. Dadurch werden thermisch belastete Körner eliminiert.For pre-sharpening the annular
Zum Schärfen und Reinigen des ringförmigen Schleifbelags 7 der topfförmigen Schleifscheibe 2 während des Schleifvorgangs (inprocess) wird die Vorschubbewegung der topfförmigen Elektrode 12 auf eine Geschwindigkeit von maximal 0,4 Mikrometer pro Minute eingestellt. Dabei werden typischerweise Entladungsenergien von 0,1 bis 5 mJ und Entladungsfrequenzen von 10 kHz bis 1 MHz ausgewählt. Die Vorschubgeschwindigkeit wird innerhalb einer bestimmten Bandbreite auf Grund der gemessenen mittleren Spannung über dem Arbeitsspalt 23 und des mittleren Stroms, welcher durch die Entladungsleitungen fliesst, mittels des Reglers in der Steuerung in optimaler Weise eingestellt.For sharpening and cleaning the annular
Während des Schleifens eines Werkstücks 9 können in bekannter Weise die Anpresskraft, mit welcher das Werkstück 9 gegen die Schleifscheibe 2 gepresst wird, und die Leistung des Elektromotors 4 für die Schleifscheibe gemessen werden. Im Besonderen werden die maximale Anpresskraft, die durchschnittliche Anpresskraft während dem Ausfunken und das Verhältnis der Leistung des Elektromotors zur Anpresskraft berechnet. Am Ende einer jeden Schleifoperation wird der Scheibenverschleiss auf bekannte Weise abgeschätzt. Aus diesen Messwerten, beziehungsweise aus den in einer Rechner- und Reglereinrichtung entsprechend aufbereiteten Daten, lässt sich in bekannter Weise der Schärfezustand des im Einsatz stehenden Schleifbelags 7, 8 der Schleifscheibe 2 quantifizieren.During the grinding of a
Die Entladungsenergie und Entladungsfrequenz zum Schärfen und Reinigen werden vorteilhafterweise innerhalb einer bestimmten Bandbreite aufgrund des Schärfezustands des im Einsatz stehenden Schleifbelags 7, 8 der Schleifscheibe 2 während den vorangehenden und abgeschlossenen Schleifoperationen, eingestellt.The discharge energy and discharge frequency for sharpening and cleaning are advantageously adjusted within a certain range due to the sharpness state of the
Zum Nachschärfen des ringförmigen Schleifbelags 7 der topfförmigen Schleifscheibe 2 zwischen zwei Schleifoperationen wird die Vorschubbewegung der topfförmigen Elektrode 12 auf eine Geschwindigkeit von maximal 0,4 Mikrometer pro Minute eingestellt. Dabei werden typischerweise Entladungsenergien von 0,1 bis 5 mJ und Entladungsfrequenzen von 10 kHz bis 1 MHz ausgewählt. Die Vorschubgeschwindigkeit wird innerhalb einer bestimmten Bandbreite auf Grund der gemessenen mittleren Spannung über dem Arbeitsspalt 23 und des mittleren Stroms, welcher durch die Entladungsleitungen fliesst, mittels des Reglers in der Steuerung in optimaler Weise eingestellt. Dieser Vorgang kann nach einer bestimmten Nachschärfzeit als abgeschlossen betrachtet werden.For re-sharpening the annular
Die Entladungsenergie, die Entladungsfrequenz und die Nachschärfzeit werden vorteilhafterweise innerhalb einer bestimmten Bandbreite aufgrund des Schärfezustands des im Einsatz stehenden Schleifbelags 7, 8 der Schleifscheibe 2 während den vorangehenden und abgeschlossenen Schleifoperationen, eingestellt.The discharge energy, the discharge frequency and the re-sharpening time are advantageously set within a certain range due to the sharpness state of the
Wie bereits erwähnt worden ist, gelten die vorgängig beschriebenen Werte zur Konditionierung einer topfförmigen Schleifscheibe mit einem Durchmesser von 400 mm, welche eine Belagsbreite von 10 mm hat und eine Körnung 25 Mikrometer aufweist. Bei grösseren Belagsbreiten müsste die Vorschubgeschwindigkeit entsprechend reduziert werden, abhängig vom abtragbaren Volumen pro Zeiteinheit. Bei anderer Körnung gelten entsprechend andere Vorschubdistanzen.As already mentioned, the values described above for conditioning a pot-shaped grinding wheel with a diameter of 400 mm, which has a pad width of 10 mm and a grain size of 25 microns apply. For larger paving widths, the feed rate would have to be reduced accordingly, depending on the ablatable volume per unit of time. For other grain sizes, different feed distances apply accordingly.
Wie aus den
Wie aus
Wie aus
Mit der Ausgestaltung der Vorrichtung 11 gemäss
Mit dieser erfindungsgemässen Vorrichtung und dem erfindungsgemässen Verfahren kann eine topfförmige Schleifscheibe in optimalster Weise konditioniert werden, die Schärf- und Reinigungsvorgänge können problemlos auch während des Schleifens von Werkstücken ausgeführt werden. Die Schleifscheibe weist immer einen optimalen Zustand auf, die Effizienz wird dadurch gesteigert.With this inventive device and the inventive method, a pot-shaped grinding wheel can be conditioned in a most optimal manner, the sharpening and cleaning operations can be easily performed even during the grinding of workpieces. The grinding wheel always has an optimal condition, which increases efficiency.
Claims (20)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07123579A EP2072182B1 (en) | 2007-12-19 | 2007-12-19 | Grinding machine with a device for conditioning a grinding machine and procedure for it |
| DE502007004211T DE502007004211D1 (en) | 2007-12-19 | 2007-12-19 | Grinding machine with a device for conditioning a grinding wheel and method therefor |
| US12/335,183 US8410390B2 (en) | 2007-12-19 | 2008-12-15 | Grinding machine with a device for conditioning a grinding wheel and a method of conditioning a grinding wheel |
| JP2008322194A JP5363091B2 (en) | 2007-12-19 | 2008-12-18 | Polishing machine equipped with a device for bringing the grinding wheel into an appropriate state and method thereof |
| CN2008101780912A CN101462243B (en) | 2007-12-19 | 2008-12-19 | Grinding machine for grinding a workpiece and a method of conditioning a cup-shaped grinding wheel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07123579A EP2072182B1 (en) | 2007-12-19 | 2007-12-19 | Grinding machine with a device for conditioning a grinding machine and procedure for it |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2072182A1 true EP2072182A1 (en) | 2009-06-24 |
| EP2072182B1 EP2072182B1 (en) | 2010-06-23 |
Family
ID=39357991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07123579A Active EP2072182B1 (en) | 2007-12-19 | 2007-12-19 | Grinding machine with a device for conditioning a grinding machine and procedure for it |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8410390B2 (en) |
| EP (1) | EP2072182B1 (en) |
| JP (1) | JP5363091B2 (en) |
| CN (1) | CN101462243B (en) |
| DE (1) | DE502007004211D1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMO20100070A1 (en) * | 2010-03-17 | 2011-09-18 | Giuseppe Soli | MACHINE FOR CUTTING AND / OR PROFILING OF SUBSTANTIALLY LASTRIFORM FACTORIES |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103522190B (en) * | 2013-10-31 | 2016-03-30 | 哈尔滨工业大学 | A kind of Arc Diamond Wheel electric spark and mechanical compound trimming device |
| CN105312916B (en) * | 2014-07-31 | 2018-01-26 | 中国船舶重工集团公司第七二二研究所 | A kind of multiple degrees of freedom adjusting means of workpiece |
| CN104842274B (en) * | 2015-04-15 | 2018-03-09 | 北京兴华机械厂 | A kind of compound trimmer of super-abrasive grinding wheel cup emery wheel electric spark |
| KR101868575B1 (en) * | 2016-06-29 | 2018-06-18 | 한국산업기술대학교산학협력단 | Apparatus and method for dressing grinding wheel |
| CN106584277B (en) * | 2017-01-13 | 2019-02-22 | 河钢股份有限公司邯郸分公司 | A kind of improved grinding wheel of roller grinder arrangement for grinding |
| PL3542959T3 (en) * | 2018-03-20 | 2022-01-31 | Vincent S.R.L. | Dressing device |
| EP3608060A1 (en) * | 2018-08-07 | 2020-02-12 | Comadur S.A. | Machining tool for grinding a workpiece |
| US11577365B2 (en) | 2019-04-05 | 2023-02-14 | Honda Motor Co., Ltd. | Systems and methods of processing a rotatable assembly |
| CN110509125B (en) * | 2019-08-30 | 2020-11-17 | 东阳市智享机械科技有限公司 | Machining cutter polishing device adopting stability-increasing and surface-correcting principle |
| TWI715298B (en) * | 2019-11-20 | 2021-01-01 | 國立臺灣師範大學 | Online discharge sharpening system and method thereof |
| CN110919543A (en) * | 2019-12-25 | 2020-03-27 | 广东豪特曼智能机器有限公司 | High-precision CBN grinding wheel online automatic trimming device |
| CN111993298A (en) * | 2020-09-15 | 2020-11-27 | 南通大学 | Preparation device and preparation method of cup-shaped grinding wheel with orderly-arranged abrasive particles |
| CN112828779A (en) * | 2021-01-21 | 2021-05-25 | 上海橄榄精密工具有限公司 | Preparation method of aluminum-based grinding wheel and grinding wheel |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4710603A (en) | 1984-02-29 | 1987-12-01 | Fanuc Ltd. | Electric discharge machining power source |
| DE4033137C1 (en) * | 1990-10-18 | 1991-11-14 | Wendt Gmbh, 4005 Meerbusch, De | |
| EP1470894A1 (en) * | 2003-04-22 | 2004-10-27 | Agathon AG Maschinenfabrik | Apparatus for dressing a cup-shaped grinding wheel |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU1425288A (en) * | 1987-03-13 | 1988-10-10 | Gleason Works, The | Rotary dressing roller and method and apparatus for dressing cup-shaped grinding wheels |
| JP2637473B2 (en) * | 1988-06-03 | 1997-08-06 | 日立精工株式会社 | Wire electric discharge machine |
| JP3286941B2 (en) * | 1991-07-09 | 2002-05-27 | 株式会社日立製作所 | Truing method of diamond grinding wheel |
| US5416289A (en) * | 1994-02-14 | 1995-05-16 | Tanaka; Dwight | Method of and apparatus for increasing the productivity of an electroerosion drill |
| DE59706249D1 (en) * | 1997-10-14 | 2002-03-14 | Agathon Ag Maschinenfabrik Sol | Process for grinding surfaces of workpieces and device for carrying out the process |
| JP2000061839A (en) * | 1998-08-19 | 2000-02-29 | Rikagaku Kenkyusho | Microdischarge truing device and finely machining method using it |
| JP2001353648A (en) * | 2000-06-16 | 2001-12-25 | Inst Of Physical & Chemical Res | Device and method of grinding elid mirror surface of large diameter work |
| JP2003170328A (en) * | 2001-11-30 | 2003-06-17 | Toshiba Mach Co Ltd | Tool, tool holder, and machine tool |
| WO2003055642A1 (en) * | 2001-12-26 | 2003-07-10 | Koyo Machine Industries Co., Ltd. | Method and device for truing grinding wheel, and grinding device |
| CN1747814A (en) * | 2003-02-07 | 2006-03-15 | 皇家飞利浦电子股份有限公司 | Grinding machine |
| US7150101B2 (en) * | 2003-12-15 | 2006-12-19 | General Electric Company | Apparatus for fabricating components |
| EP1779973A4 (en) * | 2004-08-16 | 2010-10-27 | Toyoda Van Moppes Ltd | Rotary diamond dresser |
| CN200974191Y (en) * | 2006-11-21 | 2007-11-14 | 青岛理工大学 | Diamond grinding wheel dressing device |
| US8016644B2 (en) * | 2007-07-13 | 2011-09-13 | UNIVERSITé LAVAL | Method and apparatus for micro-machining a surface |
-
2007
- 2007-12-19 DE DE502007004211T patent/DE502007004211D1/en active Active
- 2007-12-19 EP EP07123579A patent/EP2072182B1/en active Active
-
2008
- 2008-12-15 US US12/335,183 patent/US8410390B2/en active Active
- 2008-12-18 JP JP2008322194A patent/JP5363091B2/en active Active
- 2008-12-19 CN CN2008101780912A patent/CN101462243B/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4710603A (en) | 1984-02-29 | 1987-12-01 | Fanuc Ltd. | Electric discharge machining power source |
| DE4033137C1 (en) * | 1990-10-18 | 1991-11-14 | Wendt Gmbh, 4005 Meerbusch, De | |
| EP1470894A1 (en) * | 2003-04-22 | 2004-10-27 | Agathon AG Maschinenfabrik | Apparatus for dressing a cup-shaped grinding wheel |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMO20100070A1 (en) * | 2010-03-17 | 2011-09-18 | Giuseppe Soli | MACHINE FOR CUTTING AND / OR PROFILING OF SUBSTANTIALLY LASTRIFORM FACTORIES |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101462243A (en) | 2009-06-24 |
| US8410390B2 (en) | 2013-04-02 |
| JP2009184103A (en) | 2009-08-20 |
| CN101462243B (en) | 2013-05-29 |
| EP2072182B1 (en) | 2010-06-23 |
| JP5363091B2 (en) | 2013-12-11 |
| US20090163121A1 (en) | 2009-06-25 |
| DE502007004211D1 (en) | 2010-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2072182B1 (en) | Grinding machine with a device for conditioning a grinding machine and procedure for it | |
| EP0909611B1 (en) | Method for grinding the surfaces of workpieces and apparatus for carrying out the method | |
| DE10322360A1 (en) | Device for finishing flat surfaces | |
| DE69903208T2 (en) | Method and device for electrodeless grinding with electrolytic dressing | |
| DE102015204909B4 (en) | Method and grinding machine for grinding workpieces having grooves | |
| EP0481348B1 (en) | Method and apparatus for dressing grinding discs | |
| EP0293673B1 (en) | Method and apparatus for mechanical grinding of workpieces by electric conductive worktools | |
| DE102004013031A1 (en) | Method and machine for producing a roll | |
| CH705924A1 (en) | Pivoting wire guide. | |
| DE10042613A1 (en) | Electrolysis dressing for honing grindstone, involves impressing preset voltage between grinding stone, separated from grindstone processing surface and electrode with simultaneously supply of electroconductive fluid | |
| DE202018105343U1 (en) | Device for dressing a honing tool and equipped with the device processing machine, honing stone and honing tool | |
| DE102017110196B4 (en) | Process and grinding and eroding machine for machining a workpiece | |
| DE102018006033B4 (en) | Device and method for machining a workpiece, in particular a workpiece with cutting edges, by means of a grinding or eroding tool | |
| DE60122901T2 (en) | CONTACT DISCHARGE TESTING AND ALIGNMENT METHOD AND DEVICE | |
| DE912057C (en) | Method and device for successive sharpening and fine grinding or lapping of turning tools or other cutting tools | |
| DE102015121316A1 (en) | Power transmission for electroerosive dressing | |
| DE1113388B (en) | Method for dressing a grinding tool | |
| DE3128403C2 (en) | ||
| EP1470894B1 (en) | Apparatus for dressing a cup-shaped grinding wheel | |
| DE102023000427A1 (en) | Process of generating grinding of gears and profiling processes | |
| DE102017001601B4 (en) | Thermal coating tool | |
| EP3852972A1 (en) | Method for dressing a honing tool, device for applying the method and machining unit equipped with the device, honing strip and honing tool | |
| WO1999029469A1 (en) | Method and device for electro-erosive dressing of a grinding wheel | |
| DE102009008811B4 (en) | Conditioning apparatus for conditioning a grinding wheel and method for conditioning a grinding wheel | |
| DE102018122682A1 (en) | Method for dressing a honing tool, device for using the method and processing machine equipped with the device, honing stone and honing tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091012 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE LI |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| REF | Corresponds to: |
Ref document number: 502007004211 Country of ref document: DE Date of ref document: 20100805 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: AGATHON AG MASCHINENFABRIK Free format text: AGATHON AG MASCHINENFABRIK# #4503 SOLOTHURN (CH) -TRANSFER TO- AGATHON AG MASCHINENFABRIK# #4503 SOLOTHURN (CH) |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110324 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007004211 Country of ref document: DE Effective date: 20110323 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231214 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240101 Year of fee payment: 17 |