EP2063021A1 - Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung - Google Patents
Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung Download PDFInfo
- Publication number
- EP2063021A1 EP2063021A1 EP07150345A EP07150345A EP2063021A1 EP 2063021 A1 EP2063021 A1 EP 2063021A1 EP 07150345 A EP07150345 A EP 07150345A EP 07150345 A EP07150345 A EP 07150345A EP 2063021 A1 EP2063021 A1 EP 2063021A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dryer
- belt
- web
- metal belt
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 claims abstract description 157
- 239000012530 fluid Substances 0.000 claims abstract description 11
- 238000009499 grossing Methods 0.000 claims description 38
- 238000010438 heat treatment Methods 0.000 claims description 34
- 238000001035 drying Methods 0.000 claims description 9
- 238000007664 blowing Methods 0.000 claims description 5
- 230000003746 surface roughness Effects 0.000 claims description 5
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000000694 effects Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000003546 flue gas Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
Images





Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/004—Drying webs by contact with heated surfaces or materials
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F2/00—Transferring continuous webs from wet ends to press sections
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/04—Arrangements thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/02—Drying on cylinders
- D21F5/04—Drying on cylinders on two or more drying cylinders
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/005—Wire-tensioning devices
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/0066—Calenders; Smoothing apparatus using a special calendering belt
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/0073—Accessories for calenders
- D21G1/0093—Web conditioning devices
Definitions
- the invention pertains to a belt assembly for transferring a web from a press section to a dryer section, and to an apparatus for a paper- or board making machine comprising the belt assembly.
- machines including a plurality of rolls such as press rolls, dryer cylinders, suction rolls etc. are used.
- transfer means such as screens, wires or felts in combination with the above rolls are used.
- various problems such as drawing of the web or sticking of the web can occur.
- a web is transferred from a center roll 101 to an adjacent suction roll 103 inside a fabric or wire loop 105. Between the center roll 101 and the suction roll 103 there is a gap of up to 100 mm. The transfer of the web takes place due to the suction effect of the suction roll 103. Thereafter, the web is transported through the dryer section for further treatment. Because of the high water content of the web, after the press section, the web has a relative low strength. Therefore, problems such as drawing of the web when being transferred can occur.
- the object of the invention is achieved by a belt assembly according to claim 1 or by an apparatus for a paper- or board making machine according to claim 15.
- Advantageous embodiments are carried out according to the dependent claims.
- a belt assembly for moving a web from a press section of a paper- or board making machine to a dryer section of the machine comprises a combination of at least two of a first press roll adapted to be arranged at the press section, a first dryer cylinder adapted to be arranged at the dryer section, and a stretcher/guiding roll, which is arranged between or within the press section and/or the dryer section.
- a heat conductive metal belt that forms an endless loop and that is impervious to fluids goes over the first press roll and/or the first dryer cylinder and/or the stretcher/guiding roll in order to take over a web at the press section and to move the web to the dryer section.
- the belt assembly according to the invention advantageously, can be incorporated between a press section and a dryer section of an existing paper machine.
- the metal belt enables transfer of the web with a minimum of transfer locations while various treatments of the web can be carried out already during the transfer while the web is located on the belt.
- an additional press means can be provided between the press section and the dryer section.
- the press means can include a closed transfer smoothing press forming a smoothing nip between a smoothing roll and the metal belt.
- the smoothing roll can include heating means for heating the smoothing roll and/or can be covered with a smooth low adhesion surface.
- tensioning means are provided with the metal belt, varying the nip area and nip pressure of the smoothing nip by adapting the tension of the metal belt can be possible.
- heating means can be provided for heating the metal belt. Especially it is advantageous, to provide the heating means in connection with the metal belt for the closed transfer smoothing roll in order to increase the temperature before the smoothing nip.
- a hot steam chamber, a hot water chamber, infrared heating means, or hot air blowing means can be used as heating means.
- the temperature of the metal belt in the smoothing nip should not be too high in order to avoid too high steam generation on or in the web surface, which can deteriorate web surface or delaminate it from the web structure.
- the temperature of the metal belt in the smoothing nip is below 120°C.
- After the smoothing nip it is advantageous to increase the temperature of the metal belt in order to achieve a higher drying rate.
- the smoothing takes place in higher web dryness, e.g. the dryness content of the web is about 50 to 65%, it is possible to significantly increase the temperature of the metal belt and of the smoothing roll in order to establish a higher smoothness of the web surface and a higher drying effect during the smoothing press. Also, due to the higher temperature, curling can be better controlled.
- the length of the belt can be increased such that the belt is adapted to go over further rolls of the dryer section.
- a fluid permeable belt can be provided to go through a press nip formed by the first press roll.
- An impingement drying means can be provided with the belt assembly.
- the belt assembly can comprise metal belt supports.
- the metal belt can have a low adhesion coating. Thereby sticking of the web with metal belts, in particular shorter metal belts, can be avoided.
- an average surface roughness (Ra) of the belt can be between 0,01 ⁇ m and 5 ⁇ m, in order to produce a smooth and even web.
- the surface roughness of the metal belt is below 0,2 ⁇ m.
- the diameters of the first press roll, the first dryer cylinder and the stretcher/guiding roll, respectively are 800 to 8000 times the thickness of the metal belt.
- the lower values pertain to stretcher rolls while the biggest values pertain to Yankee type cylinders.
- the belt assembly according to the invention can be incorporated into an apparatus for a paper- or board making machine which further comprises a press section comprising at least one pressure roll for pressing a web, and a dryer section comprising at least one dryer cylinder for drying the web.
- the belt assembly can then be provided between the press section and the dryer section, in a moving direction of the web.
- the belt is guided at least about the one pressure roll and at least about the one dryer cylinder. Due to this advantageous arrangement of the metal belt, the web can be smoothly transferred from the press section to the dryer section, while the danger of tearing is largely reduced, i.e. the draw is minimized.
- the web can be partly arranged between a dryer wire and the metal belt during its travelling to enhance the drying of the web.
- the dryer section can further comprise a first row of dryer cylinders, and a second row of dryer cylinders displaced with respect to the dryer cylinders of the first row.
- at least one dryer wire can be provided. With this arrangement, the metal belt holds the web during its travelling in meander paths past at least a part of the first and second row of dryer cylinders.
- the dryer wire can be provided to be guided about the dryer cylinders of the first row and about the dryer cylinders of the second row on the side of the web, which is opposite to the side of the web facing the metal belt.
- Some or all of the dryer cylinders can be heated.
- the remaining unheated cylinders can be unheated grooved vacuum cylinders or grooved rolls.
- the metal belt in sections can contact an auxiliary metal belt on a side of the metal belt, which is not facing the web, during the web's travelling.
- the auxiliary metal belt can be heated by at least one separate heating means.
- heating means can be provided at least with the second dryer cylinders for increasing the temperature of the metal belt.
- a part of the dryer cylinders can be provided with radial grooves on their outer shell surfaces.
- the grooves can be arranged in circumferential direction of the respective dryer cylinders and/or the grooves can be arranged in a helical manner with respect to the rotational axis of the dryer cylinders and/or the grooves can be provided in an oblique manner. Thereby, the angles of the grooves with respect to a center axis can be different from each other.
- An arrangement density of the grooves in an axially middle portion of the shell surface of each of the respective dryer cylinders can be higher than the arrangement density of the grooves in shell portions at axial ends of each of the respective dryer cylinders.
- the width of the grooves is between 2 and 15 mm while the depth of the grooves is between 5 to 30 mm.
- the grooves are provided with those dryer cylinders located on the side of the web than opposite to the metal belt.
- blowing means can be provided for supplying air towards the grooves of the respective dryer cylinders in order to remove fluids therefrom.
- a vacuum producing means can be advantageously provided between the metal belt and the dryer section, which is capable to provide an increased vacuum level for detaching the web from the metal belt.
- the vacuum producing means can be a vacuum roll or a suction roll.
- the one pressure roll can be positioned higher level with respect to gravity than the one dryer cylinder.
- the web can be moved downwards towards the dryer section.
- a transfer wire can be provided between the press section and the metal belt.
- the blowing means can be arranged in vicinity of the respective dryer cylinders and can extend along the cross direction of the web in a closing gap between the dryer cylinders and the dryer wire in order to supply air towards the grooves.
- the air is supplied towards the grooves at a pressure of 2 to 10 kPa.
- the thickness of the metal belt can be between 0,6 and 1,2 mm.
- the diameter of the dryer cylinders can be between 150 and 400 cm, and preferably between 180 to 210 cm.
- axes of the dryer cylinders are arranged in parallel to each other at different levels.
- a continuously moving paper- or board web can be dried by operating dryer cylinders, which are arranged in a first row and a second row of dryer cylinders displaced with respect to the dryer cylinders of the first row.
- a metal belt that is thermally conductive and impervious to fluids is made to travel past the dryer cylinders in an endless loop.
- the web is disposed on at least one dryer wire, and the web is made to contact to the metal belt, such that the metal belt holds the web during its travelling in meanderings past at least a part of the first and second row of dryer cylinders. Thus, fluids are removed from the web.
- the tension of the metal belt is not too high, for instance the tension of the metal belt should be below 300 MPa.
- the elastic elongation of the metal belt, or of a metal belt coated surface should be less than 0,15 % in continuous operation.
- auxiliary belts provided with the metal belt assembly, like the main metal belt, these auxiliary belts as well can be surface treated or coated.
- the heating of the metal belt can be carried out for instance by one or any combination of a) a steam heated chamber (condensing steam on the metal belt), b) contacting a heating roll or cylinder heated by heating medium (steam, water, oil etc), c) a direct metal belt heating by steam, flue gas, or by infrared radiation caused by gas or by electrical energy, d) contacting an auxiliary heating metal belt heated by one of the heating means a) to c).
- the metal belt For the installation of the metal belt it can be possible to either install the belt as one closed loop into the assembly, or to insert the belt from reel and to weld and surface finish the belt in the assembly.
- the metal belt assembly can be equipped with a stretching and guiding roll - even a combined roll is possible - a metal belt edge position measurement, a metal belt crack detector, metal belt cleaning shower and doctor, and measuring means for measuring e.g. the metal belt heating chamber pressure, the temperature, the sealing pressure, the metal belt stretching or guiding system position, the metal belt tension and pressure.
- a paper- and board making machine comprises a press section for dewatering a web and a dryer section. Having travelled through the press section, the dewatered web is transferred to the dryer section for drying the web and thereby increasing the strength of the web.
- the press section is arranged on the left side and generally indicated by 1, while the dryer section is arranged on the right side and generally indicated by 3.
- the same reference signs will be used for the same or functionally same members. Locations of the components are described with respect to the running direction of a metal belt closed loop, which in the figures in general is in clockwise direction.
- a press section of a paper- and board making machine serves to dewater a transported web before handing over the web to sequent sections of the paper- and board making machine.
- a felt 17 is guided about a plurality of rolls to run in a counterclockwise direction.
- these rolls are a vacuum roll 15 for picking up the web onto the felt, a press roll 13 and a plurality of guiding rolls serving for guiding and tension the felt 17.
- the press roll 13 forms a press nip together with a belt roll 11 serving as a first press roll according to the invention.
- a metal belt 5 is guided about the belt press roll 11 and about a belt cylinder 31 serving as a first dryer cylinder according to the invention.
- a stretcher/guiding roll 51 is provided between the belt cylinder 31 and the belt roll 11 on a lower level.
- the metal belt 5 forms a closed loop.
- the metal belt 5, the belt roll 11, the belt cylinder 31 and the stretcher/guiding roll 51 form a metal belt assembly according to the invention.
- the tension of the metal belt should not exceed 300 MPa and an elongation of the metal belt should not exceed 0.35%.
- measuring devices not shown in the figures are provided.
- the metal belt 5 is surface coated or treated to reduce the adhesion between the metal belt and the web and to prevent the web from sticking to the metal belt. Especially this is useful with high metal belt temperatures, e.g. a temperature from 70 to 110°C.
- a second press roll 19 is provided above the belt roll 11. About the second press roll 19 and a plurality of guiding rolls a felt 21 is guided in order to form a second press nip with the belt roll 11.
- the web positioned on the metal belt 5 is carried through the press nip formed by the belt roll 11 and the second press roll 19.
- the web is positioned between the metal belt and the felt 21.
- the web is reliably transferred from the press section 1 to the metal belt 5 which further transports the web towards the belt cylinder 31 being the first cylinder of a dryer section 3 of the paper- and board making machine.
- a first row of dryer cylinders 33 and a second row of dryer cylinders 35 are provided to form a meandering path for the web.
- a wire 37 is provided which is guided alternately about the second row of cylinders 35 and the first row of cylinders 33.
- the web is located on an outer surface of the wire 37, when the wire passes about the second cylinders 35, and is located between the surface of the respective first cylinder 33 and the wire 37, when the wire 37 passes about one of the first cylinders 33.
- a suction box 39 is provided between the belt cylinder 31 and the first of the second row cylinders 35.
- steam heating chambers 53 are provided between the stretcher/guiding roll 51 and the belt roll 11. Due to these steam heating chambers 53 the temperature of the metal belt 5 can be increased before the metal belt 5 takes over the web in the press nip formed by the belt roll 11 and the press roll 13.
- Another steam heating chamber 57 is provided between the belt roll 11 and the belt cylinder 31 on a side of the metal belt 5 opposite to the side carrying the web.
- a short impingement dryer 55 acting on the web is provided between the belt roll 11 and the belt cylinder 31 .
- the web passes about the belt cylinder 31 to be transferred to the dryer section by means of the suction box 39. Due to the suction box 39, the web is taken onto the wire 37 to be guided about the second row cylinders 35 and the first row cylinders 33 as described above for further processing.
- the metal belt 5 is provided as one closed loop.
- the metal belt 5 can be installed e.g. into the paper- or board making machine according to the prior art, by arranging the metal belt 5 about the press roll 101 which becomes the belt roll 11, and about the first cylinder which then becomes the belt cylinder 31. With the metal belt 5, the stretcher/guiding roll 51 is arranged in the required location and the suction box 39 is provided. Furthermore, instead of the wire according to the prior art, the wire 37 is to be installed in the dryer section.
- the metal belt assembly can be simply and fast incorporated into existing paper- and board making machines by partly using existing components.
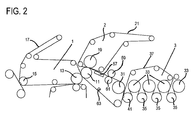
- Fig. 2 shows another embodiment of the invention.
- two smoothing rolls 59, 61 forming a smoothing nip are provided between the belt roll 11 and the belt cylinder 31.
- a foil-like support element 63 is provided between the stretcher/guiding roll 51 and the belt roll 11.
- a vacuum roll 41 is provided to contact the metal belt after the belt cylinder 31.
- the steam heating chamber 57 is provided between the belt roll 11 and the two smoothing rolls 59, 61 in order to provide a required temperature in the formed smoothing nip.
- the roll 59 can be also placed against the belt cylinder 31 for smoothing. Thereby, it is possible to provide a longer heating chamber 57.
- These steam heating chambers 53, 57 are provided such that the temperature of the metal belt 5 in the smoothing nip is not too high in order to avoid a generation of steam on/in the surface of the web, which might deteriorate the surface of the web.
- the temperature of the metal belt 5 in the smoothing nip is below 120°C.
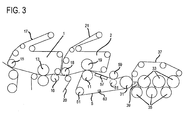
- the press nip formed by the press roll 13 and its counter roll is separated from the metal belt.
- the press roll 13 is located within a loop formed by the first felt 17.
- the web is transferred from the first felt by means of a vacuum roll 16 to a felt 20 and from there by means of another vacuum roll 18 to the felt 21.
- the second press roll 19 and the belt roll 11 the web is then transferred onto the metal belt 5.
- smoothing rolls 59, 61 provided, which in this embodiment are movable.
- the steam heating chamber is provided for achieving a required belt temperature.
- Both rolls 59, 61 can be movable/adjustable in the web running direction in order to control the angle of the web going in/out to/of the nip.
- a surface roughness of the metal belt 5 is below 5 ⁇ m.
- a metal belt 5 having a surface roughness below 0,2 ⁇ m is preferred.
- This kind of metal belt 5 is especially employed in a case, where a smoothing nip formed by e.g. smoothing rollers 59, 61 shown in Fig. 2 and Fig. 3 is provided.
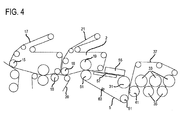
- the previously described embodiment can be modified by providing an impingement dryer 55 instead of the smoothing nip, and a vacuum roll 41 instead of the suction box 39.
- Fig. 5 shows a further embodiment of a metal belt assembly incorporated into a paper- and board making machine.
- three rolls 51 are arranged opposite of an impingement dryer 55 with the belt 5 therebetween.
- the web is taken over from the press section 1 in a nip formed between the belt roll 11 and an adjacent guiding roll 23.
- the web is transferred on the metal belt 5 which is supported by the three subsequent rolls 51 of which at least one is capable to stretch/guide the belt 5, to be lead close to the impingement dryer 55 before the web is taken over in the dryer section 3 by means of a suction box 39 arranged opposite the belt cylinder 31 and between the belt cylinder 31 and the first cylinder 35 of a second row of cylinders 35 of the dryer section 3.
- the belt roll 11 is movable.
- the metal belt assembly according to the embodiment shown in Fig. 6 lacks a water removing nip. Instead of the water removing nip a transfer nip is formed between the belt roll 11 and a transfer roll 25.
- the transfer roll 25 also serves to guide a transfer wire 21 for transferring the web from the press section 1 to the metal belt 5.
- the web is transferred to a second felt 20 by means of a suction roll 16 and from there it is transferred to the transfer wire 21 by means of a suction roll 18.
- the transfer wire 21 is further guided about a third roll. Then the web is transferred to the dryer section 3 by means of the metal belt 5 and transferred to the dryer section 3 at the belt cylinder 31 as described above.
- Fig. 5 as well as the embodiment of Fig. 6 can be modified such that instead of the belt roll 11 another cylinder, a thermo roll or a guide roll can be provided. Therefore, there is a high degree of flexibility for incorporating a metal belt assembly according to the invention into existing paper- and board making machines. Furthermore, it is possible to achieve tensioning of the metal belt 5 by moving the transfer roll 25.
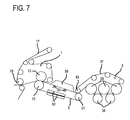
- Fig. 7 shows a further embodiment of a metal belt assembly incorporated into a paper- and board making machine according to the invention.
- the metal belt 5 is guided merely about a belt roll 11 and a belt cylinder 31.
- a heatable thermo roll or even a normal guide roll can be provided.
- the belt cylinder 31 or the respective roll is movable for tensioning/guiding the metal belt 5.
- steam heating chambers 53 are provided for heating of the metal belt 5 between the belt cylinder 31 and the belt roll 11.
- An impingement dryer 55 is provided between the first press roll and the belt cylinder 31.
- the metal belt is supported by foil-like supports 63 arranged opposite of the impingement dryer. The supports 63 are more cost effective than support rolls.
- the belt cylinder 31 or the respective roll is arranged on a lower level than the belt roll 11. Therefore the metal belt 5 with the web on top of it runs downwards from the nip formed by the belt roll 11 and the press roll 13. In this case, bearings of the belt cylinder 31 or the respective roll provided instead of the belt cylinder 31 are arranged above the machine hall floor for easy maintenance.
- the length of the metal belt ranges from e.g. 7 to 22 meters.
- Fig. 8 shows a further embodiment, according to which the metal belt 5 is running not only around the belt cylinder 31, but is also led through a subsequent portion of the dryer section 3.
- the metal belt 5 is guided to the belt cylinder 31 and further travels in a meandering way about the second and first rows of cylinders 33, 35 of the dryer section 3.
- the cylinders 35 of the second row of cylinders are grooved cylinders and can be heated.
- the metal belt 5 is guided about two guiding/stretching rolls 51 and then back to the belt roll 11. Thereby, the belt 5 passes steam heating chambers 53 arranged between the latter guiding/stretcher roll and the belt roll.
- Dashed lines in Fig. 8 show an alternative running path for the metal belt 5.
- the metal belt 5 is guided about guiding rolls 43 to pass two impingement dryers 55 before arriving at the belt cylinder 31.
- the first of the guiding rolls 43 is arranged between the belt roll 11 and the press section 1, while the second guiding roll 43 is arranged essentially above the belt roll 11.
- the guiding rolls 43 guide the belt with the web on top towards the press section and then upwards before the belt 5 goes down to the belt cylinder 31.
- the metal belt 5 then travels in the meandering way about the second and first rows of cylinders 33, 35 and goes on as described above.
- This alternative solution advantageously can be incorporated into existing paper- and board making machines having restricted space. By the alternative solution, nevertheless it is possible to achieve a long running time of the web on the metal belt and to treat the web by e.g. impingement dryers 55 before the web is transferred to the dryer section 3.
- an auxiliary belt 6 is shown in dashed lines as well.
- the auxiliary belt is led from the belt cylinder 31 in the same way as the metal belt 5.
- the auxiliary belt 6 is located on the side of the metal belt 5 which is opposite of the web.
- the auxiliary belt 6 serves as an additional heating means for increasing/maintaining the temperature of the metal belt 5.
- the metal belt 5 is installed from reel. After the installation, the open ends of the metal belt 5 are welded together and a surface treatment or coating takes place in situ in the paper- or board machine.
- the rolls 13 and 19 also can be formed as shoe press rolls as it is possible with the belt roll 11 in the embodiment of Fig. 8 .
Landscapes
- Paper (AREA)
- Drying Of Solid Materials (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT07150345T ATE523630T1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und papier- bzw. kartonmaschine mit dieser gurtanordnung |
| EP20110170661 EP2369053B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| EP07150345A EP2063021B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| EP08172288.6A EP2072673B1 (de) | 2007-12-21 | 2008-12-19 | Bandanordnung und Papier- bzw. Kartonherstellungsmaschine mit der Bandanordnung |
| CN2008101853561A CN101463576B (zh) | 2007-12-21 | 2008-12-22 | 带组件、用于造纸机或纸板机的设备及干燥纸幅材或纸板幅材的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07150345A EP2063021B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20110170661 Division EP2369053B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| EP11170661.0 Division-Into | 2011-06-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2063021A1 true EP2063021A1 (de) | 2009-05-27 |
| EP2063021B1 EP2063021B1 (de) | 2011-09-07 |
Family
ID=39402631
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20110170661 Active EP2369053B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| EP07150345A Active EP2063021B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| EP08172288.6A Active EP2072673B1 (de) | 2007-12-21 | 2008-12-19 | Bandanordnung und Papier- bzw. Kartonherstellungsmaschine mit der Bandanordnung |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20110170661 Active EP2369053B1 (de) | 2007-12-21 | 2007-12-21 | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08172288.6A Active EP2072673B1 (de) | 2007-12-21 | 2008-12-19 | Bandanordnung und Papier- bzw. Kartonherstellungsmaschine mit der Bandanordnung |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP2369053B1 (de) |
| CN (1) | CN101463576B (de) |
| AT (1) | ATE523630T1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2369053A1 (de) | 2007-12-21 | 2011-09-28 | Metso Paper Inc. | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| DE102011002847A1 (de) | 2011-01-19 | 2012-07-19 | Voith Patent Gmbh | Trockenvorrichtung für eine Maschine zur Herstellung einer Materialbahn und Maschine mit einer derartigen Trockenvorrichtung |
| EP2722436A1 (de) * | 2012-10-18 | 2014-04-23 | Metso Paper Inc. | Bandanordnung in einer Maschine zur Herstellung und/oder Endverarbeitung einer Faserbahn und Verwendung der Bandanordnung zum Transport einer Bahn zu einem Trocknerabschnitt einer Papier- und Kartonherstellungsmaschine |
| EP2722434A1 (de) * | 2012-10-18 | 2014-04-23 | Metso Paper Inc. | Bandanordnung zum Transport einer Bahn von einem Pressenabschnitt einer Papier- oder Kartonherstellungsmaschine an einen Trocknerabschnitt der Maschine |
| DE202012013544U1 (de) | 2012-10-18 | 2017-08-16 | Valmet Technologies Inc. | Bandbaugruppe in einer Maschine zur Herstellung und/oder Endbehandlung einer Faserstoffbahn und Verwendung der Bandbaugruppe zum Bewegen einer Bahn zu einer Trockenpartie einer Papier- oder Kartonherstellungsmaschine |
| WO2018065668A1 (en) | 2016-10-05 | 2018-04-12 | Teknologian Tutkimuskeskus Vtt Oy | Method and apparatus for producing a fibre web |
| WO2019239012A1 (en) | 2018-06-13 | 2019-12-19 | Teknologian Tutkimuskeskus Vtt Oy | Method and apparatus for producing a high bulk web |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102041706B (zh) * | 2010-11-18 | 2012-01-04 | 天津科技大学 | 一种分段可加热金属带干燥纸张的装置 |
| WO2016042198A1 (en) * | 2014-09-15 | 2016-03-24 | Upm-Kymmene Corporation | Process to manufacture low weight high quality paper for use as a support layer of a release! liner with a belt assembly |
| CN104654760B (zh) * | 2015-01-13 | 2017-06-30 | 东莞市科信新能源设备有限公司 | 一种基于风对流的烘干设备 |
| CN108203891A (zh) * | 2016-12-20 | 2018-06-26 | Pmt意大利股份有限公司 | 压榨装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3185256A (en) * | 1961-12-26 | 1965-05-25 | Horton Mfg Co Inc | Stop brake |
| DE19619530A1 (de) | 1996-05-15 | 1997-11-20 | Voith Sulzer Papiermasch Gmbh | Vorrichtung zur Herstellung einer Materialbahn |
| DE10116840A1 (de) | 2001-04-04 | 2002-10-17 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zum Glätten einer Materialbahn |
| DE102004060478A1 (de) | 2004-12-16 | 2006-06-29 | Voith Paper Patent Gmbh | Vorwärmung |
| WO2008000885A1 (en) * | 2006-06-28 | 2008-01-03 | Metso Paper, Inc. | Press section of a paper or board machine |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2048483U (zh) * | 1989-04-08 | 1989-11-29 | 轻工业部杭州轻工机械设计研究所 | 用导辊驱动的造纸机烘缸组 |
| CN1028252C (zh) * | 1991-02-13 | 1995-04-19 | 美商贝洛特公司 | 造纸设备、制造方法及制成的纸幅 |
| US6004430A (en) * | 1995-10-04 | 1999-12-21 | Ilvespaa; Heikki | Method and device for enhancing the run of a paper web in a paper machine |
| FI110882B (fi) * | 2001-08-31 | 2003-04-15 | Metso Paper Inc | Menetelmä päättömän metallihihnan ohjaamiseksi paperi-/kartonkikoneessa ja menetelmää soveltava laite |
| FI122111B (fi) * | 2004-01-15 | 2011-08-31 | Metso Paper Inc | Menetelmä ja laite paperikoneen kuivatusosassa |
| EP2369053B1 (de) | 2007-12-21 | 2015-04-29 | Valmet Technologies, Inc. | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
-
2007
- 2007-12-21 EP EP20110170661 patent/EP2369053B1/de active Active
- 2007-12-21 AT AT07150345T patent/ATE523630T1/de active
- 2007-12-21 EP EP07150345A patent/EP2063021B1/de active Active
-
2008
- 2008-12-19 EP EP08172288.6A patent/EP2072673B1/de active Active
- 2008-12-22 CN CN2008101853561A patent/CN101463576B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3185256A (en) * | 1961-12-26 | 1965-05-25 | Horton Mfg Co Inc | Stop brake |
| DE19619530A1 (de) | 1996-05-15 | 1997-11-20 | Voith Sulzer Papiermasch Gmbh | Vorrichtung zur Herstellung einer Materialbahn |
| DE10116840A1 (de) | 2001-04-04 | 2002-10-17 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zum Glätten einer Materialbahn |
| DE102004060478A1 (de) | 2004-12-16 | 2006-06-29 | Voith Paper Patent Gmbh | Vorwärmung |
| WO2008000885A1 (en) * | 2006-06-28 | 2008-01-03 | Metso Paper, Inc. | Press section of a paper or board machine |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2369053A1 (de) | 2007-12-21 | 2011-09-28 | Metso Paper Inc. | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung |
| DE102011002847A1 (de) | 2011-01-19 | 2012-07-19 | Voith Patent Gmbh | Trockenvorrichtung für eine Maschine zur Herstellung einer Materialbahn und Maschine mit einer derartigen Trockenvorrichtung |
| EP2722436A1 (de) * | 2012-10-18 | 2014-04-23 | Metso Paper Inc. | Bandanordnung in einer Maschine zur Herstellung und/oder Endverarbeitung einer Faserbahn und Verwendung der Bandanordnung zum Transport einer Bahn zu einem Trocknerabschnitt einer Papier- und Kartonherstellungsmaschine |
| EP2722434A1 (de) * | 2012-10-18 | 2014-04-23 | Metso Paper Inc. | Bandanordnung zum Transport einer Bahn von einem Pressenabschnitt einer Papier- oder Kartonherstellungsmaschine an einen Trocknerabschnitt der Maschine |
| DE202012013544U1 (de) | 2012-10-18 | 2017-08-16 | Valmet Technologies Inc. | Bandbaugruppe in einer Maschine zur Herstellung und/oder Endbehandlung einer Faserstoffbahn und Verwendung der Bandbaugruppe zum Bewegen einer Bahn zu einer Trockenpartie einer Papier- oder Kartonherstellungsmaschine |
| WO2018065668A1 (en) | 2016-10-05 | 2018-04-12 | Teknologian Tutkimuskeskus Vtt Oy | Method and apparatus for producing a fibre web |
| EP3656915A1 (de) | 2016-10-05 | 2020-05-27 | Teknologian tutkimuskeskus VTT Oy | Verfahren und vorrichtung zur herstellung einer faserbahn |
| US10954632B2 (en) | 2016-10-05 | 2021-03-23 | Teknologian Tutkimuskeskus Vtt Oy | Method and apparatus for producing a fibre web |
| US11585047B2 (en) | 2016-10-05 | 2023-02-21 | Teknologian Tutkimuskeskus Vtt Oy | Method and apparatus for producing a fiber web |
| WO2019239012A1 (en) | 2018-06-13 | 2019-12-19 | Teknologian Tutkimuskeskus Vtt Oy | Method and apparatus for producing a high bulk web |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2063021B1 (de) | 2011-09-07 |
| EP2072673B1 (de) | 2015-07-08 |
| EP2369053B1 (de) | 2015-04-29 |
| CN101463576B (zh) | 2012-03-28 |
| CN101463576A (zh) | 2009-06-24 |
| EP2072673A1 (de) | 2009-06-24 |
| EP2369053A1 (de) | 2011-09-28 |
| ATE523630T1 (de) | 2011-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2369053B1 (de) | Gurtanordnung und Papier- bzw. Kartonmaschine mit dieser Gurtanordnung | |
| JP2717830B2 (ja) | ウエブの乾燥装置 | |
| EP0655528B1 (de) | Verfahren in der Trocknung einer Papierbahn sowie Trockenpartie einer Papiermaschine | |
| US5968590A (en) | Method for drying a surface-treated paper web in an after-dryer of a paper machine and after-dryer of a paper machine | |
| US20120055644A1 (en) | Apparatus and method for treating a fibrous material web in a long nip press unit | |
| JPS6350594A (ja) | 繊維性ウェブから流動体を除去する方法及び装置 | |
| FI124698B (fi) | Sovitelma paperikoneessa | |
| KR100321606B1 (ko) | 중간캘린더링이설치된제지기계의건조기부 | |
| FI93663C (fi) | Menetelmä ja laite erillispuristimella varustetussa paperikoneen puristinosassa | |
| FI118773B (fi) | Rainanmuodostuskoneen puristusosa | |
| EP1012383B1 (de) | Verfahren zur steuerung von papierblattwellungen in der trockenpartie einer papier - oder pappemaschine | |
| JP5458023B2 (ja) | 製紙ファブリックおよびそのファブリックを含む関連技術 | |
| FI85043C (fi) | Foerfarande och anordning foer torkning av en fuktig fiberbana. | |
| EP2722434B1 (de) | Bandanordnung zum transport einer bahn von einem pressenabschnitt einer papier- oder kartonherstellungsmaschine an einen trocknerabschnitt der maschine | |
| WO1998012380A1 (en) | Method for drying a surface-treated paper web or equivalent in an after-dryer of a paper machine and after-dryer carrying out the method in a paper machine | |
| JP4001390B2 (ja) | 製紙機械における繊維ウェブ乾燥方法および装置 | |
| US6581301B1 (en) | Paper drying machine | |
| EP2722436A1 (de) | Bandanordnung in einer Maschine zur Herstellung und/oder Endverarbeitung einer Faserbahn und Verwendung der Bandanordnung zum Transport einer Bahn zu einem Trocknerabschnitt einer Papier- und Kartonherstellungsmaschine | |
| US20030000672A1 (en) | Method for pressing paper web and a calender or a press device with a movable shoe element | |
| WO2000000696A1 (en) | Method and apparatus for moistening the paper web in the drying section | |
| FI89614B (fi) | Foerfarande och anordning foer upphettning av en pappers- eller kartongbana | |
| EP2722435B1 (de) | Bandanordnung | |
| FI121146B (fi) | Rainanmuodostuskone ja menetelmä rainanmuodostuskoneessa | |
| GB1600518A (en) | Web drying apparatus and methods | |
| FI110013B (fi) | Menetelmä ja laitteisto kuiturainamateriaalin kuivaamiseen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090206 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| AKX | Designation fees paid |
Designated state(s): AT DE FI IT |
|
| 17Q | First examination report despatched |
Effective date: 20100630 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007016928 Country of ref document: DE Effective date: 20111201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120611 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007016928 Country of ref document: DE Effective date: 20120611 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20221222 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231214 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 523630 Country of ref document: AT Kind code of ref document: T Effective date: 20231221 |