EP2031432A2 - Kontaktlinse und Herstellungsverfahren dafür - Google Patents
Kontaktlinse und Herstellungsverfahren dafür Download PDFInfo
- Publication number
- EP2031432A2 EP2031432A2 EP08252873A EP08252873A EP2031432A2 EP 2031432 A2 EP2031432 A2 EP 2031432A2 EP 08252873 A EP08252873 A EP 08252873A EP 08252873 A EP08252873 A EP 08252873A EP 2031432 A2 EP2031432 A2 EP 2031432A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- lens
- section
- mark
- contact lens
- concave annular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 57
- 230000002093 peripheral effect Effects 0.000 claims abstract description 81
- 230000008859 change Effects 0.000 claims abstract description 6
- 230000006872 improvement Effects 0.000 claims abstract description 4
- 238000000465 moulding Methods 0.000 claims description 90
- 229920005989 resin Polymers 0.000 claims description 69
- 239000011347 resin Substances 0.000 claims description 69
- 239000007788 liquid Substances 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 39
- 230000003287 optical effect Effects 0.000 claims description 38
- 230000003746 surface roughness Effects 0.000 claims description 23
- 238000012546 transfer Methods 0.000 claims description 14
- 208000019901 Anxiety disease Diseases 0.000 description 46
- 230000036506 anxiety Effects 0.000 description 46
- 238000010276 construction Methods 0.000 description 28
- 210000000744 eyelid Anatomy 0.000 description 24
- 238000003754 machining Methods 0.000 description 23
- 230000000694 effects Effects 0.000 description 21
- 230000003292 diminished effect Effects 0.000 description 13
- 239000011521 glass Substances 0.000 description 13
- 230000008569 process Effects 0.000 description 13
- 230000001976 improved effect Effects 0.000 description 11
- 238000012545 processing Methods 0.000 description 9
- 230000035807 sensation Effects 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 239000000178 monomer Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 210000004087 cornea Anatomy 0.000 description 7
- 210000000887 face Anatomy 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- AZUYLZMQTIKGSC-UHFFFAOYSA-N 1-[6-[4-(5-chloro-6-methyl-1H-indazol-4-yl)-5-methyl-3-(1-methylindazol-5-yl)pyrazol-1-yl]-2-azaspiro[3.3]heptan-2-yl]prop-2-en-1-one Chemical compound ClC=1C(=C2C=NNC2=CC=1C)C=1C(=NN(C=1C)C1CC2(CN(C2)C(C=C)=O)C1)C=1C=C2C=NN(C2=CC=1)C AZUYLZMQTIKGSC-UHFFFAOYSA-N 0.000 description 4
- 238000000149 argon plasma sintering Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 230000013011 mating Effects 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 208000027418 Wounds and injury Diseases 0.000 description 3
- 229910009372 YVO4 Inorganic materials 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 230000006735 deficit Effects 0.000 description 3
- 230000001939 inductive effect Effects 0.000 description 3
- 208000014674 injury Diseases 0.000 description 3
- 230000007794 irritation Effects 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 210000001747 pupil Anatomy 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000004397 blinking Effects 0.000 description 2
- 229920006217 cellulose acetate butyrate Polymers 0.000 description 2
- 238000003486 chemical etching Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 231100001032 irritation of the eye Toxicity 0.000 description 2
- 239000003550 marker Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000012719 thermal polymerization Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- 206010020565 Hyperaemia Diseases 0.000 description 1
- 206010020880 Hypertrophy Diseases 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008093 supporting effect Effects 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00038—Production of contact lenses
- B29D11/00125—Auxiliary operations, e.g. removing oxygen from the mould, conveying moulds from a storage to the production line in an inert atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/1224—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/18—Working by laser beam, e.g. welding, cutting or boring using absorbing layers on the workpiece, e.g. for marking or protecting purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00317—Production of lenses with markings or patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00317—Production of lenses with markings or patterns
- B29D11/00326—Production of lenses with markings or patterns having particular surface properties, e.g. a micropattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/0048—Moulds for lenses
- B29D11/005—Moulds for lenses having means for aligning the front and back moulds
- B29D11/00509—Moulds for lenses having means for aligning the front and back moulds to make toric lenses
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
- G02C7/021—Lenses; Lens systems ; Methods of designing lenses with pattern for identification or with cosmetic or therapeutic effects
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
- G02C7/04—Contact lenses for the eyes
Definitions
- the present invention relates to a contact lens, and in particular relates to a marked contact lens and to a method of manufacturing the same.
- Contact lenses of soft type or hard type, or that combine elements of both, are sometimes provided on the lens surface with an indicia (a mark) for the purpose of identifying the lens as being for use in either the left or right eye; or in the case of a lens that needs to be positioned correctly in the circumferential direction (for example a toric lens or bifocal lens), to identify the circumferential position of the lens; or to indicate the lens serial number, lot number, or other control information.
- a mark for the purpose of identifying the lens as being for use in either the left or right eye
- a lens that needs to be positioned correctly in the circumferential direction for example a toric lens or bifocal lens
- US Pat. No. 6203156 proposes a mark morphology having a bottom face of smooth concave shape. With such a mark, visibility will be improved through focused reflection of an incident light beam from the smooth concave bottom face. However, with a smooth face, since most of the incident light is transmitted rather than reflected, it may be difficult to produce sufficient reflected light. Accordingly, in order to ensure effective visibility it was necessary for the mark to have larger size (enlargement) and greater depth (deepening) in order to effectively capture most of the incident light and effectively focus the incident light.
- US Pat. No. 6568807 proposes a mark morphology having a bottom face of smooth convex shape.
- the bottom face is a smooth face most of the incident light will be transmitted through the bottom face, making it difficult to obtain sufficient reflected light.
- formation of an annular concave portion surrounding the convex portion at the center could cause the mark to deepen.
- enlarging and deepening of the mark were the only ways to enhance visibility of the mark.
- enlarging and deepening of the mark is undesirable due to problems such as: (1) diminished lens strength and durability caused by thinning of the lens due to the mark; (2) possible injury to the anterior part of the eye due to increased irritation of the eye by the mark; (3) rotation or shifting of the lens when being placed in the eye due to the mark catching on the eyelid etc.; or (4) adverse effects on vision caused by refracted light, reflected light, or lens distortion in the area of the mark.
- a first aspect of the present invention relates to a contact lens, and a first mode thereof provides a contact lens having a mark on at least one of an anterior face and a posterior face thereof, wherein the improvement comprises: the mark being defined by a concave annular section having inside and outside peripheral borders of circular shape, and a center projection situated in a center of the concave annular section; an outside diameter dimension of the concave annular section being held within a range of 0.1-0.5mm; a widthwise center section of the concave annular section in radial cross section being a flat section having smaller depth change and greater radius of curvature than the widthwise side sections; and at least the flat section of the mark having a rough surface.
- the flat section is formed in the concave annular section, making it possible to limit the depth dimension of the mark, as well as to limit enlargement of the mark while at the same time ensuring a larger effective surface area. It will be possible thereby to ensure effective visibility on the part of the mark, while keeping its outside diameter dimension small.
- the mark of construction according to this mode of the invention has annular shape, its outer peripheral border lacks any straight section.
- contact pressure by the eyelid etc. can be deftly relieved to either side of the mark in the circumferential direction.
- the anxiety of catching can be advantageously avoided, and it will be possible to achieve effective reduction in friction against the eyelid, and to achieve effective reductions in slippage, interference, or irritation in association with blinking during wear.
- the flat section at the widthwise center of the grooved contour of the radial cross section of the concave annular section will have a greater radius of curvature than do the connecting sections thereof that connect with side wall sections to either side.
- the presence in the widthwise center section of the groove of a zone having a greater radius of curvature than the widthwise side sections of the groove enables the presence of the flat section at the bottom of the groove to be recognizable.
- the radius of curvature of the flat section will be greater by a factor of 10 or more than the minimum value of radius of curvature of the connecting sections with the side wall sections at either side; a substantially flat face having an infinitely large radius of curvature (i.e. a straight line in horizontal cross section) would be acceptable as well.
- the center of curvature, inclusive of the connecting sections with the side wall sections at either side will be situated towards the opening side of the groove.
- the inside face of the groove in transverse cross section, over the entirely thereof inclusive of the side wall sections at either widthwise side, the flat section, and the connecting sections thereof will be defined by a smooth curve of gradually varying radius of curvature devoid of inflection points; or by a curve and straight line.
- a second mode of the first aspect of the present invention provides the contact lens according to the first mode, wherein on a grooved contour of the radial cross section of the concave annular section, the flat section is formed on a bottom portion thereof with a width dimension equal to one-third or more of a width dimension of an opening of the groove, and with a flatness of the flat section being 5 ⁇ m or less.
- flatness refers to a value for a surface derived from an average surface of the rough surface. That is, it indicates variation in groove depth dimension on the average surface, and is expressed as the difference in depth dimension between the deepest point and the shallowest point.
- the condition of this mode shall be deemed to be met where, in the radial cross section of a groove whose rough surface has been represented by an average surface, if two points respectively having groove depth of -5 ⁇ m are designated to either side in the width direction from the point of maximum depth, the widthwise distance between these two points will be equal to one-third or greater of the width of the groove opening.
- the flatness of the flat section will be no more than 2 ⁇ m.
- a third mode of the first aspect of the present invention provides the contact lens according to the first or second mode, wherein a distal end face of the center projection has an outside diameter dimension of a size equal to 0.02 mm ⁇ or greater.
- the distal end face of the center projection has a specific outside diameter dimension, thereby giving the center projection a generally truncated cone shape.
- the direction of light reflection can be varied between the distal end face of the center projection and the inside peripheral wall of the concave annular section which surrounds the center projection, so that visibility of the mark can be further improved.
- the anxiety of the distal end of the center projection becoming caught on the eyelid can be reduced as well, thus reducing the anxiety of rotation of the lens or a sensation of a foreign body, caused by catching on the eyelid.
- the distal end face of the center projection may be formed as a point substantially devoid of any planar dimensions.
- the inside peripheral wall of the concave annular section surrounding the center projection has generally conical shape in its entirety, the direction of light reflection on the mark surface will differ, which will have the effect of improving visibility due to the presence of the center projection.
- the distal end face of the center projection will be constituted as a flat surface in order to produce a more marked difference in slope angle (and hence in the direction of light reflection) relative to the inside peripheral wall of the concave annular section surrounding it and to thereby improve the visibility of the mark
- the distal end face could also have a curving surface such as a convex spherical face.
- a fourth mode of the first aspect of the present invention provides the contact lens according to the third mode, wherein the distal end face of the center projection has a rough surface of a degree of surface roughness smaller than the rough surface of the flat section of the concave annular section.
- a rough surface is provided to the distal end face of the center projection in addition being provided to the flat section, whereby the effect of scattering light impinging on the mark can be afforded more effectively, and visibility of the mark can be improved further. Additionally, by imparting differing degrees of surface roughness to the flat section and to the distal end face of the center projection, it will be possible to produce conditions of light scattering that differ between the flat section and the distal end face of the center projection and to create zones having different visibility, whereby visibility can be improved further.
- surface roughness refers to a peak and valley pattern, exclusive of any curve of the surface.
- a fifth mode of the first aspect of the present invention provides the contact lens according to any one of the first to fourth modes, wherein a connecting section of the inside peripheral border with the center projection, and a connecting section of the outside peripheral border with the lens surface, have smoothly curving shape in radial cross section, respectively.
- the radial cross section of the mark is defined over its entirety by a smooth curve or by a curve and a straight line.
- a radial cross section with a smoothly curving shape refers to a cross sectional shape having gradually varying radius of curvature overall and devoid of inflection points, i.e. of turning points lacking a common tangent.
- the entire surface of the mark may be constituted as a rough surface, in which case the radius of curvature of the average line of the rough surface will vary gradually, with no turning points.
- a sixth mode of the first aspect of the present invention provides the contact lens according to any one of the first to fifth modes, wherein the outside peripheral section of the concave annular section is imparted about an entire circumference with a rough surface having smaller degree of surface roughness than the rough surface of the flat section of the concave annular section.
- the anxiety of problems such as diminished lens strength or catching on the eyelid etc. associated with an enlarged mark can be avoided more effectively as well.
- the anxiety of catching or of a sensation of a foreign body can be reduced.
- a seventh mode of the first aspect of the present invention provides the contact lens according to any one of the first to sixth modes, wherein a groove depth in the radial cross section of the concave annular section is held within a range of 12-36 ⁇ m at an average face of the flat section.
- the contact lens of construction according to this mode of the invention, good visibility can be ensured without sacrificing lens strength.
- the groove depth of the concave annular section is smaller than 12 ⁇ m, the surface area of the concave annular section (and consequently of the flat section) will be too small to afford sufficient scattering action by the rough surface of the flat section; at the same time, the height dimension of the center projection will be too short to cast a distinct shadow, posing an anxiety of diminished visibility.
- the groove depth is greater than 36 ⁇ m, there is an anxiety of diminished lens strength due to excessive depth of the concave annular section.
- An eighth mode of the first aspect of the present invention provides the contact lens according to any one of the first to seventh modes, wherein the rough surface of the flat section in the concave annular section has an Ra value that is held within a range of 0.2 ⁇ m - 5 ⁇ m .
- the contact lens of construction In the contact lens of construction according to this mode of the invention, good visibility can be ensured while maintaining lens strength. Specifically, if the rough surface of the flat section has an Ra value of less than 0.2 ⁇ m, it will essentially be no different from a sleek, smooth surface and will tend to transmit most incident light, making it difficult to attain good visibility. On the other hand, if the rough surface of the flat section has an Ra value of greater than 5 ⁇ m, the projections on the flat section will be too large, posing the anxiety of inability of the center projection to cast a distinct shadow onto the flat section, with the attendant anxiety of reduced visibility; while at the same time producing sections of considerable groove depth in the concave annular section, posing the anxiety of diminished lens strength.
- a ninth mode of the first aspect of the present invention provides a contact lens according to any one of the first to eighth modes, wherein a ring-shaped small projecting portion of 1.8 ⁇ m or less in height is formed in the outside peripheral section of the concave annular section.
- the direction of reflection of incident light will be different due to the presence of the ring-shaped projection at the outside peripheral border of the mark, so that the contours of the mark can be made to stand out, affording even better visibility.
- the height of the ring-shaped projection to no more than 1.8 ⁇ m, contact pressure against the eyelid or cornea can be minimized so as to ensure good wear comfort.
- a tenth mode of the first aspect of the present invention provides the contact lens according to any one of the first to ninth modes, wherein the mark is formed simultaneously with molding of the lens using a lens-molding resin mold that has been produced with a mold die, by means of transferring a mark pattern that has been formed in the mold die to the lens-molding resin mold, and subsequent re-transfer thereof to the lens; and the mark pattern in the mold die is formed through scanning of a laser beam in a circumferential direction over a width equivalent to two or more scan lines in a radial direction.
- a region corresponding to the concave annular section of the mark can be formed in the section scanned by the laser beam, while a region corresponding to the center projection of the mark can be formed in the center section which is not irradiated with the laser beam.
- An eleventh mode of the first aspect of the present invention provides the contact lens according to the tenth mode, wherein the laser beam used to form the mark pattern on the mold die has a spot diameter of 0.05 mm or less.
- a mark having peak and valley dimensions such that lens strength does not suffer can be formed advantageously, while maintaining good visibility.
- the spot diameter of the laser beam exceeds 0.05 mm, melting of the processing surface will be produced over a wider range, resulting in larger peaks and valleys of the rough surface that is formed on the flat section, which in turn poses the anxiety of reduced scattering of incident light and reduced visibility.
- larger spot diameter is associated with greater depth dimension on the processing surface, with an anxiety of diminished lens strength.
- a twelfth mode of the first aspect of the present invention provides the contact lens according to the tenth or eleventh mode, wherein the mark pattern is formed through scanning of the laser beam along two or more scan lines in the radial direction of the mark pattern, with a center axis of the laser beam positioned at intervals of 0.03 mm or less.
- the spot of the laser beam can be scanned in overlapping fashion, thereby reducing the anxiety that any unprocessed portions or ridges will remain at the scan line boundaries.
- the flat section may be formed advantageously on the bottom face of the concave annular section thereby.
- a thirteenth mode of the first aspect of the present invention provides the contact lens according to any one of the tenth to twelfth modes, wherein the mark pattern is formed by scanning the laser beam along four or more scan lines in the radial direction of the mark pattern.
- the flat section of the mark can be formed advantageously. Specifically, since a processed section formed in a single pass of the laser beam will have a curved cross sectional shape, in order to produce a flat shape it is preferable to scan the spot repeatedly in overlapping fashion; but if the number of scan passes is less than four lines, the bottom face of the concave annular section will tend to have a curved shape due to the small number of times of overlap by the spot.
- a fourteenth mode of the first aspect of the present invention provides the contact lens according to any of the tenth to thirteenth modes, wherein the mark pattern on the mold die has been formed through irradiation with the laser beam while submerged in a liquid.
- the rough surface of sections corresponding to the flat section etc. of the mark pattern can be formed with finer detail and clearer definition, as compared to where laser irradiation is carried out in the air. Accordingly, the rough surface of the flat section etc. of the mark produced through transfer of the mark pattern to the lens face can be formed with finer detail and clearer definition. Moreover, bulging of the outer peripheral border of the mark pattern can be limited, so that the height dimension of the ring-shaped projection taught in the preceding ninth mode can be advantageously kept to no more than 1.8 ⁇ m.
- a fifteenth mode of the first aspect of the present invention provides the contact lens according to any one of the first to fourteenth modes, wherein the mark is situated in a peripheral zone formed surrounding an optical zone of the lens, and is formed in zone between 2.7 mm and 6.0 mm radially outward from a lens center.
- the mark will be situated at location away from the pupil of the eye during wear, the anxiety of adverse effects of refraction or reflection by the mark on the optical properties of the lens can be avoided. Also, since it will be possible to avoid forming the mark in the outside peripheral edge part of the lens, diminished wear comfort or rotation of the lens due to catching on the eyelid etc. can be advantageously avoided. It is moreover possible to avoid making the edge of the lens thinner due to formation of the mark at the edge of the lens, with the anxiety of reduced strength.
- a sixteenth mode of the first aspect of the first aspect of the present invention provides the contact lens according to any one of the first to fifteenth modes, wherein a plurality of marks are formed in a grouped arrangement.
- alphanumeric characters formed by multiple marks can be smaller in size, catching on the eyelid can be suppressed, thus reducing the anxiety of rotation of the lens or sensation of a foreign body, caused by catching.
- the mark herein is annular in shape and devoid of any straight sections at its outer border, the anxiety of catching can be reduced more advantageously.
- a seventeenth mode of the first aspect of the present invention provides the contact lens according to the sixteenth mode, wherein the grouping area in the mark has a size of 2.2 mm or smaller in a radial direction of the lens.
- the anxiety of diminished appearance or of sensation of a foreign body can be reduced.
- the mark grouping area has a size greater than 2.2 mm, there is an anxiety that the mark grouping will stand out to the point that appearance is diminished, and of overlap with the eyelid producing a sensation of a foreign body. Since the marks herein afford good visibility despite their small outside diameter dimension, good visibility will be afforded even where the grouping area is no more than 2.2 mm in size.
- An eighteenth mode of the first aspect of the present invention provides the contact lens according to the sixteenth or seventeenth mode, wherein the distance separating the plurality of the marks from one another is equivalent to between one-third and twice the outside diameter dimension of the mark.
- the anxiety of catching on the eyelid etc. can be reduced while still maintaining good visibility. Specifically, if marks are situated too close together, there is an anxiety of considerable sensation of a foreign body, or of rotation or position shift of the lens caused by catching on the eyelid etc., as well as of reduced lens strength owing to the marks being grouped densely together. On the other hand, if the marks are too far apart, there is an anxiety that graphic symbols or alphanumeric characters represented by a grouping of marks will not be readily recognizable as such.
- a second aspect of the present invention relates to a method of marking a contact lens
- a first mode of the second aspect provides a method of manufacturing a contact lens having a mark formed on at least one of an anterior face and a posterior face of the contact lens, the mark being produced simultaneously with mold forming of the contact lens in a lens molding cavity defined by a lens-molding resin mold which has been produced by a mold die, through transfer of a mark pattern that has been formed in the mold die to the lens-molding resin mold and subsequent re-transfer thereof to the contact lens, the method comprising the step of: producing the mark pattern that includes a concave annular section having circular inner and outer peripheral borders and a center projection situated to a center of the concave annular section by engraving the concave annular section into the mold die using a laser beam, while submerged in a liquid.
- the mark can be produced through a process comparable to mold processes widely employed in manufacture of contact lenses in the past, there will be substantially no increase in the number of process steps on the lens production line, and excellent production efficiency can be achieved. Moreover, since the mark pattern formed on the die is transferred to the lens surface, variability in mark shape can be reduced even in situations where large numbers of lenses are manufactured, so that superior product consistency is achieved.
- the mold die is irradiated with a laser beam while submerged in a liquid.
- the peak and valley contours of the rough surface of sections corresponding to the flat section etc. of the mark pattern can be formed with finer detail and clearer definition, as compared to where laser irradiation is carried out in the air; and accordingly the rough surface of the flat section etc. of the mark produced through transfer of this mark pattern to the lens face can be formed with finer detail and clearer definition.
- bulging of the outer peripheral border of the mark pattern can be limited, so that the height dimension of the ring-shaped projection taught in the preceding ninth mode can be advantageously kept to no more than 1.8 ⁇ m.
- the mark formed through transfer of the mark pattern to the lens face in this way includes a concave annular section having circular inner and outer peripheral borders, and a center projection formed to the center of the concave annular section.
- a second mode of the second aspect of the present invention provides the method of manufacturing the contact lens according to the first mode, wherein the mark pattern in the mold die is formed with a shape such that an outside diameter dimension of the concave annular section is held within a range of 0.1-0.5 mm, and a widthwise center section of the concave annular section in radial cross section constitutes a flat section having smaller depth change and greater radius of curvature than the widthwise side sections.
- a contact lens furnished with a mark having better visibility can be formed advantageously, while limiting enlargement and deepening of the mark.
- the mark formed on the lens face through transfer of the mark pattern thereon can be kept to a small outside diameter dimension.
- By forming a flat section in the concave annular section of the mark pattern it will be possible to limit deepening of groove depth in an area corresponding to the concave annular section of the mark so formed.
- formation of the flat section ensures a larger surface area in the area corresponding to the concave annular section in the mark, greater levels of incident light and reflected light can be ensured, and visibility can be improved.
- a third mode of the second aspect of the present invention provides the method of manufacturing the contact lens according to the first or second mode, wherein the mark pattern is formed through scanning of the laser beam in a circumferential direction by an equivalent of two or more scan lines in a radial direction.
- a fourth mode of the second aspect of the present invention provides the method of making a contact lens according to the third mode wherein, during scanning of the laser beam, a spacing of scans of the laser beam at a center axis thereof in the radial direction of the mark pattern is smaller than a spot of the laser beam.
- the spot of the laser beam can be scanned in overlapping fashion. It will be possible thereby to reduce the anxiety of unprocessed portions or ridges remaining at the scan line boundaries, and to advantageously form a flat section on the bottom face of the concave annular section.
- a fifth mode of the second aspect of the present invention provides the method of making a contact lens according to any one of the first to fourth modes, wherein the laser beam is a laser beam with spot diameter of 0.05 mm or smaller.
- a mark having peak and valley dimensions such that lens strength will not suffer can be formed advantageously, while maintaining good visibility.
- the spot diameter of the laser beam exceeds 0.05 mm, melting of the processing surface will occur over a wider range, resulting in larger peaks and valleys of the rough surface that is formed on the flat section, which poses the anxiety of reduced scattering of incident light and reduced visibility.
- larger spot diameter is associated with greater depth dimension on the processing surface, with an anxiety of diminished lens strength.
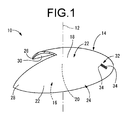
- FIG. 1 depicts a marked contact lens (hereinafter “contact lens”) 10 as one embodiment of the contact lens of construction in accordance with the present invention.
- the contact lens 10 has a thin, generally spherical shell shape overall, and is adapted to be worn superimposed on the anterior face of the cornea of the eye.
- the term “wear” herein refers to use placed in the human eye.
- the contact lens 10 is possible for the contact lens 10 according to the embodiment to be embodied in contact lenses of various different kinds such as soft contact lenses, hard contact lenses, or disposable type contact lenses.
- the contact lens 10 employs a resin material composed of any of various polymerizable monomers endowed with optical properties such as light transmissivity, specific examples being hydroxyethyl methacrylate (HEMA), polymethyl methacrylate (PMMA), cellulose acetate butyrate (CAB), silicone copolymers, fluorosilicone acrylate, fluorocarbon polymers, or silicone rubber.
- HEMA hydroxyethyl methacrylate
- PMMA polymethyl methacrylate
- CAB cellulose acetate butyrate
- silicone copolymers silicone copolymers
- fluorosilicone acrylate fluorocarbon polymers
- silicone rubber silicone rubber
- the contact lens 10 has a lens center axis 12 as its optical axis, and is of rotationally symmetric shape about the lens center axis 12.
- the radial direction of the contact lens 10 herein refers to the direction of a straight line orthogonal to the lens center axis 12.
- the contact lens 10 also has a lens anterior face 14 defined by a generally convex spherical face, and a lens posterior face 16 defined by a generally concave spherical face.
- An anterior face optical zone 18 and a posterior face optical zone 20 are formed in the center sections of the lens anterior and posterior faces respectively; the anterior face optical zone 18 and a posterior face optical zone 20 together constitute an optical zone 22.
- any of a number of shapes, including high order polynomial, may be employed as the radial cross sectional shape for the anterior face optical zone 18.
- the anterior face optical zone 18 has a convex arcuate cross section of generally constant radius of curvature.
- the posterior face optical zone 20 has a concave shape generally corresponding to the shape of the anterior surface of the cornea, and employs a spherical or aspherical face with an appropriate of radius of curvature, so as produce the required optical properties (such as vision correction ability) in cooperation with the anterior face optical zone 18.
- a toric face is formed on the posterior face optical zone 20 so as to produce appropriate cylindrical power through an appropriate cylindrical axis.
- the anterior face optical zone 18 and a posterior face optical zone 20 are each formed with the lens center axis 12 as their geometric center axis, and the geometric center axis of the optical zone 22 is the same as the lens center axis 12.
- the anterior face optical zone 18 has a generally constant curvature radius thereby imparting the optical zone 22 with a single spherical power, it would be possible through appropriate design adjustment of the curvature radius of the anterior face optical zone 18 to impart bifocal spherical power or multifocal spherical power, for example.
- the optical zone 22 is the region intended to provide optical effect to the eye of the wearer, and its outer peripheral border, in other words its boundary with a peripheral zone 24 (discussed later), typically takes the form of a change point of curvature on the longitudinal cross section of the lens anterior face 14 and the lens posterior face 16 respectively; however, where for example the lens face of the optical zone 22 is designed with a gradually changing longitudinal cross section in the radial direction, or where the boundary is defined with prescribed width in the radial direction by a connecting region that smoothly connects the optical zone 22 and the peripheral zone 24 between the lens anterior and posterior faces 14, 16, the boundary of the optical zone 22 and the peripheral zone 24 on the lens anterior and posterior faces 14, 16 need not necessarily be a distinct line.
- the peripheral zone 24 and an edge zone 26 are formed in the outside peripheral section surrounding the optical zone 22.
- the edge zone 26 has an annular shape at the outermost edge of the contact lens 10, and in the lens longitudinal cross section is furnished with lens anterior and posterior faces of chamfered shape extending inward from the outer peripheral edge face of generally semicircular shape.
- the lens anterior and posterior faces of the edge zone 26 connect with anterior and posterior face peripheral zones 28, 30.
- the anterior face peripheral zone 28 and the posterior face peripheral zone 30 respectively have generally annular shape surrounding the anterior face optical zone 18 and the posterior face optical zone 20 about their entire circumference, and are disposed straddling the anterior and posterior face optical zones 18, 20 and the edge zone 26 of the lens.
- the inner peripheral boundary sections of the anterior and posterior face peripheral zones 28, 30 respectively connect with the anterior and posterior face optical zones 18, 20, while the outer peripheral boundary sections of the anterior and posterior face peripheral zones 28, 30 connect with the edge zone 26.
- the anterior face peripheral zone 28 and the posterior face peripheral zone 30 thereby cooperatively define the peripheral zone 24 situated peripherally outward from the optical zone 22 of the contact lens 10.
- An indicia symbol 32 is made at a prescribed location on the anterior face peripheral zone 28.
- the indicia symbol 32 is provided for the purpose of identifying the anterior or posterior face or a circumferential location on the contact lens 10, whether the contact lens 10 is intended for wear in the left or right eye, or other such information, and no particular limitation is imposed as to the shape, size, or design thereof, it being possible to employ any of various shapes, alphanumeric characters, graphic symbols, or the like.
- the indicia symbol 32 is composed of a plurality of marks 34 of generally dot shape in a grouped arrangement.
- the marks 34 are arranged in six rows in the lens radial direction (the vertical direction in FIG. 2 ) and two rows in the lens circumferential direction (the left-right direction in FIG. 2 ), for a total of 12 marks 34 creating the appearance of a rectangle.
- the indicia symbol 32 formed in a region located at the 6 o'clock position during wear of the contact lens 10, with its lengthwise direction (the vertical direction in FIG. 2 ) extending in the lens radial direction.
- the indicia symbol 32 will indicate the 6 o'clock position in the eye.
- the marks 34 that make up the indicia symbol 32 are similar in constitution to one another.
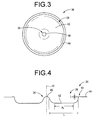
- a top view of a mark 34 is depicted in FIG. 3 ; and a model depiction of the diagonal cross section of a mark 34 is depicted in FIG. 4 .
- the marks 34 in this embodiment have been provided with a rough surface over their entire surface; to aid understanding, in FIG. 4 , half of the radial cross section (the left half in FIG. 4 ) is depicted with peaks and valleys (not to scale) to convey the impression of a rough surface. In FIG. 4 , for the other half of the radial cross section (the right half in FIG. 4 ), an average surface of the surface of the mark 34 is depicted in ideal form.
- the mark 34 is integrally formed with the lens anterior face 14, with a generally annular shape in plan view in the direction of the lens center axis 12. Its shape includes a center projection 36 that projects outward from the lens (in this embodiment, towards the lens anterior face) from the center section.
- a circumferential recess 38 constituted as a concave annular section that extends about the entire circumference to the outside of the center projection 36 and that is convex towards the lens exterior.
- the center projection 36 gradually decreases in diameter dimension towards its projecting distal end, and at its projecting distal end section has a generally truncated conical shape on which a generally flat, projecting flat face 40 has been formed.
- the projecting flat face 40 may be viewed as a plane in which an average line in the lens radial cross section extends in a direction approximately orthogonal to the center axis 41 of the mark 34.
- the projecting flat face 40 will be formed with an outside diameter dimension of 0.02 mm ⁇ or larger, preferably 0.05 mm ⁇ or larger.
- the center projection 36 will take on a pointed shape, posing the anxiety of catching on the eyelid etc.
- the diameter dimension of the projecting flat face 40 will be made no larger than one-fifth the outside diameter dimension of the circumferential recess 38. If the diameter dimension of the projecting flat face 40 is larger than one-fifth the outside diameter dimension of the circumferential recess 38, the radial width dimension of the circumferential recess 38 will be relatively small, with the anxiety that the light scattering action produced by fine peaks and valleys (discussed later) thereon will not be adequately achieved.
- the outside diameter dimension of the projecting flat face 40 is 0.02 mm ⁇ with the contact lens 10 in the swelled condition.
- the dimensions of the marks 34 and the indicia symbol 32 formed by a grouping thereof refer to dimensions with the contact lens 10 in the swelled condition.
- the projecting height dimension of the center projection 36 will preferably not exceed the maximum depth dimension of the circumferential recess 38 so that it does not protrude above the lens surface.
- the projecting height dimension of the center projection 36 is 0.024 mm, which is equal to the groove depth dimension of the average face of a flat bottom face 42 of the circumferential recess 38, discussed later.
- the circumferential recess 38 is of generally annular shape having generally circular inner and outer peripheral borders.
- the recess is formed with generally unchanging radial width dimension about the entire circumference to the outside of the center projection 36, and with a cross section of recessed shape opening toward the lens exterior.
- the outside diameter dimension of the circumferential recess 38 will be set to within a range between 0.1 mm and 0.5 mm, preferably between 0.2 mm and 0.3 mm.
- the outside diameter dimension of the circumferential recess 38 is 0.23 mm. As noted, this dimension refers to that with the contact lens 10 in swelled condition, and differs from the dimension on the die, discussed later. In this embodiment, the outside diameter dimension of the mark 34 on the die is 0.19 mm, for example.
- the flat bottom face 42 defining the flat section is formed on the bottom face of the radially medial section of the circumferential recess 38, and about the entire circumference. Since the surface of the flat bottom face 42 is a rough surface, the flat bottom face 42 herein refers to a zone in which the depth variation of an average line in the lens radial cross section of the circumferential recess 38 is smaller than the depth variation at either side in the width direction, and in which the radius of curvature is greater.
- the radius of curvature of the flat bottom face 42 will be greater by a factor of at least 10 than the minimum value of radius of curvature of the connecting sections with the side wall sections of the circumferential recess 38 at either side; and a substantially flat face having infinitely large radius of curvature would be acceptable as well.
- the flat bottom face 42 is defined by a zone through which an average line in the lens radial cross section of the circumferential recess 38 extends in a generally straight line in the radial direction of the mark 34; and the average face of the flat bottom face 42 is a flat surface.
- the width dimension: PL of the flat bottom face 42 in the lens radial direction will preferably equal one-third or greater of the width dimension: L of the circumferential recess 38 in the lens radial direction, i.e., the width dimension L at the opening of the grooved contour of the circumferential recess 38 in the radial direction. If the width dimension of the flat bottom face 42 is smaller than one-third the width dimension of the circumferential recess 38, it will be difficult to ensure adequate surface area of the flat bottom face 42, with the anxiety that the effect of scattering incident light (discussed later) will not be effectively achieved. Furthermore, the flatness of the flat bottom face 42 will be 5 ⁇ m or less, preferably 2 ⁇ m or less.
- flatness refers to a value for a surface derived from an average surface of the rough surface. That is, it indicates variation in groove depth dimension on the average surface, and is expressed as the difference in depth dimension between the deepest point and the shallowest point.
- the flatness of the flat bottom face 42 is 5 ⁇ m
- two points respectively having groove depth of -5 ⁇ m will be designated to either side in the width direction from the point of maximum depth, and the widthwise distance between these two points will be equal to one-third or greater of the opening width dimension of the groove.
- the radial width dimension: PL of the mark 34 of the flat bottom face 42 is 0.036 mm.
- the groove depth dimension of the circumferential recess 38 in the average surface of the flat bottom face 42 will preferably be set to within a range between 12 ⁇ m and 36 ⁇ m; in this embodiment, it is 24 ⁇ m. If the groove depth dimension is less than 12 ⁇ m, the circumferential recess 38 will be too shallow, and as a result the surface area of the circumferential recess 38 will be too small, posing an anxiety that the effect of scattering incident light (discussed later) will not be effectively achieved; on the other hand, if greater than 36 ⁇ m, there is anxiety that the circumferential recess 38 will be deep to the point that lens strength is diminished.
- an outer peripheral projection 44 is formed in the outside peripheral section of the circumferential recess 38.
- the outer peripheral projection 44 is of generally annular shape extending about the entire circumference with generally unchanging radial width dimension.
- the maximum height dimension: t of the outer peripheral projection 44 from the lens surface will preferably be set to no more than 1.8 ⁇ m in order to minimize contact pressure against the eye for good wear comfort; in this embodiment, it set to 1 ⁇ m.
- a radial cross section of smoothly curving shape refers to a cross sectional shape having gradually varying radius of curvature overall and devoid of inflection points, i.e. of turning points lacking a common tangent.
- the entire surface of the mark 34 is constituted as a rough surface, the radius of curvature of the average line of the rough surface in the radial cross section of the mark 34 will vary gradually, with no turning points.
- the entire surface of the mark 34 is a rough surface having fine peak and valley contours formed thereon.
- the surface roughness of the rough surface may be generally constant over the entire face of the mark 34; in this embodiment however, the projecting flat face 40 of the center projection 36, the flat bottom face 42 of the circumferential recess 38, and the outer peripheral projection 44 that has been formed in the outer peripheral section of the circumferential recess 38 have been given different surface roughness.
- the surface roughness of the flat bottom face 42 expressed as the Ra value, is at least 0.2 ⁇ m but not more than 5 ⁇ m.
- the surface roughness Ra is less than 0.2 ⁇ m, the surface will not be substantially different from a slick, smooth surface and will transmit most of the light impinging on the flat bottom face 42 so that effective scattering of incident light is not achieved.
- the projecting flat face 40 of the center projection 36 and the outer peripheral projection 44 have lower surface roughness in comparison with the flat bottom face 42.
- a plurality of marks 34 having the above construction are formed in a grouped condition spaced apart at prescribed intervals in the lens radial direction and in the lens circumferential direction to form the indicia symbol 32.
- the distance separating mutually adjacent marks 34 will preferably be between one-third and twice the outside diameter dimension of the mark 34. If the gap between marks 34 is smaller than one-third the outside diameter dimension, the plurality of marks 34 will be grouped too closely together, posing the anxiety of catching on the eyelid etc.
- an indicia symbol 32 having rectangular shape is formed by a total of twelve marks 34 arranged in a 6 ⁇ 2 rows containing six marks 34 situated at equal intervals of approximately 0.08 mm in the lens radial direction (the vertical direction in FIG. 2 ) and two marks 34 situated at equal intervals of approximately 0.23 mm in the lens circumferential direction (the left-right direction in FIG. 2 ). It is not necessary for each of the marks 34 to be situated at equal intervals, and it would of course be possible for the marks 34 to be situated at irregular intervals.
- the indicia symbol 32 is formed at a location that will not overlap the eyelid or the pupil during wear. Specifically, the marks 34 that make up the indicia symbol 32 will be formed in a region located in the anterior face peripheral zone 28, between 2.7 mm and 6.0 mm outwardly in the radial direction from the lens center axis 12 which is the lens center, so as to substantially avoid any effect on the optical characteristics of the lens.
- the length dimension of the' mark 34 grouping area in the lens radial direction in other words, the length dimension of the indicia symbol 32 in the lens radial direction, will be 2.2 mm or less, preferably 1.8 mm or less. If the length dimension of the indicia symbol 32 in the lens radial direction is greater than 2.2 mm, there is an anxiety of it overlapping the pupil; of catching on the eyelid and producing a sensation of a foreign body; or that the indicia symbol 32 will stand out to the point that appearance during wear suffers.
- the indicia symbol 32 in this embodiment has length dimension of 1.78 mm in the lens radial direction, and length dimension of 0.69 mm in the lens circumferential direction.
- the marked contact lens 10 of the above construction when light impinges on the mark 34, since the entire face of the mark 34 is a rough surface, scattering of the incident light will be produced by the fine peak and valley contours on the rough surface. Thus, the surface of the mark 34 will take on a bright appearance overall, improving visibility. Moreover, since the surface is roughened, transmission of incident light will be reduced so that the scattering effect is produced more effectively.
- the flat bottom face 42 being formed in the circumferential recess 38, a larger surface area for the circumferential recess 38 can be ensured, and thus a greater amount incident light can be captured so that the scattering effect is produced more effectively; moreover, the groove depth of the circumferential recess 38 can made shallower in comparison to the case where the flat bottom face 42 is not provided, thereby limiting deepening of the mark 34 and advantageously ensuring lens strength.
- the projecting flat face 40 of the center projection 36, the flat bottom face 42 of the circumferential recess 38, and the outer peripheral projection 44 have differing surface roughness, the light scattering effect will differ among them as well, thus giving rise to areas with different levels of visibility, so that visibility may be improved.
- the difference in the direction of light reflection by the projecting flat face 40 and by the inside peripheral wall of the circumferential recess 38 can be increased, thereby further improving visibility.
- the outer peripheral projection 44 on the outer peripheral section of the circumferential recess 38, the difference in the direction of light reflection by the circumferential recess 38 and by the outer peripheral projection 44 can be increased, thereby improving visibility.
- the shadow of the center projection 36 will be cast onto the circumferential recess 38. This will produce distinct contrast owing to the scattering of incident light on the circumferential recess 38 and the shadow of the center projection 36, improving the visibility of the mark 34 as a result.
- the indicia symbol 32 that is formed by grouping a plurality of marks 34 can be formed with effective visibility, while at the same time limiting enlargement.
- the indicia symbol 32 can thereby be made more compact, so that on the surface of a contact lens 10 having a limited area for depiction, the indicia symbol 32 can be smaller, or more indicia symbols 32 can be formed within a prescribed surface area, so that more information can be represented.
- the connecting section of the inside peripheral border of the circumferential recess 38 with the center projection 36 formed in the mark 34, and the connecting section of the outside peripheral border of the circumferential recess 38 with the lens anterior face 14, each have radial cross section of smoothly curving shape in radial cross section. Catching on the eyelid, the cornea, etc. can be avoided thereby, thus advantageously reducing the anxiety of a sensation of a foreign object or of injury to the anterior of the eye due to increased irritation, as well as advantageously preventing rotation of the lens due to catching.
- a female mold die 60 and a male mold die are prepared as the mold dies.
- the male and female mold dies are used to manufacture independently a lens-molding resin female form 62 and a lens-molding resin male form 64, which cooperate to form a lens-molding resin mold (see FIG. 10 ), by means of known resin molding techniques.
- These resin male and female forms 62, 64 are prepared in order to produce the marked contact lens 10 through mold-forming (polymerization).
- These mold dies favorably employ stainless steel. aluminum, high speed steel, prehardened steel or the like suitable for laser machining, discussed later. However, other metal materials may be used. In this embodiment in particular, STAVAX (TM) is used.
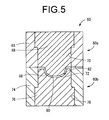
- FIG. 5 depicts the female mold die 60.
- the female mold die 60 is composed of a female molding upper die 60a and a female molding lower die 60b, mounted onto the fixed platen of a locking device, not shown.
- the female molding upper die 60a is composed of an upper die base 66 and an upper die core 68 that are respectively mounted fixedly on mounting plates (not shown) that are affixed to the fixed platen.
- the upper die base 66 has an oblong block shape, and is provided in its center section with an installation opening 70 passing through it in the mold mating direction.
- the upper die core 68 is installed fitting into the installation opening 70.
- a resin molding face 72 of convex spherical shape constituting a molding face is formed in the center section of the lower end face of the upper die core 68. This convex resin molding face 72 has a shape corresponding to the generally spherical convex shape of the lens anterior face 14 of the contact lens 10.
- the female molding lower die 60b is composed of a lower die base 74 and a lower die core 76 that are respectively mounted fixedly on mounting plates (not shown) affixed to the fixed platen.
- the lower die base 74 has an oblong block shape, and is provided in its center section with an installation opening 78 passing through it in the mold mating direction.
- the lower die core 76 is installed fitting into the installation opening 78.
- a resin molding face 80 of concave spherical shape is formed in the center section of the upper end face of the lower die core 76.
- the female molding upper die 60a and the female molding lower die 60b are then closed in the axial direction (the vertical direction in FIG. 5 ) by the locking device (not shown), thereby forming a mold cavity 82 between the mating faces of the dies 60a, 60b.
- This mold cavity 82 is then filled with a thermoplastic resin material injected by an injection molding device (not shown) for example, and the resin is cooled and solidified.
- thermoplastic resin materials are polypropylene, polyethylene, polyethylene terephthalate, polystyrene, polycarbonate, vinyl chloride, nylon, polyacetal, fluororesin, and so on; while any of these may be used, polypropylene is used in this embodiment.
- the molded article of resin material is then removed by parting the dies 60a, 60b.
- the lens-molding resin female form 62 (see FIG. 10 ) is obtained thereby.
- a concave spherical-shaped, lens-molding face 84 of the lens-molding resin female form 62 has been formed by the resin molding face 72 of the upper die core 68, thereby giving it a shape that corresponds to the lens anterior face 14 of the contact lens 10.
- the male mold die is composed of a male molding upper die and a male molding lower die, with a mold cavity corresponding in shape to the lens-molding resin male form 64 (see FIG. 10 ) defined between the mating surfaces of the two dies; using the male mold die, the lens-molding resin male form 64 is molded by an operation similar to that for the female mold die 60. Since the construction of the male mold die is substantially identical to that of the female mold die 60, the male mold die has been omitted from the illustration here. Then, using a thermoplastic resin material and the male mold die, the lens-molding resin male form 64 will be obtained by a resin molding method similar to that for the lens-molding resin female form 62.
- a convex spherical-shaped, lens-molding face 86 of the lens-molding resin male form 64 has been formed by the convex resin molding face of the upper die core, thereby giving it a shape that corresponds to the lens posterior face 16 of the contact lens 10.
- engraved marks 88 serving as mark patterns are formed on the resin molding face 72 of the upper die core 68 of the female mold die 60 by means of laser machining at locations corresponding to the marks 34 of the contact lens 10, while the die is immersed in liquid.
- a tank 90 open at the top is filled with a liquid 92.
- a liquid 92 any of various liquids can be employed as the liquid 92, in this embodiment, distilled water is used so as to limit the reduction in energy of the laser beam caused by admixed impurities.
- the temperature of the liquid 92 in this embodiment it is set to normal temperature of between 20°C and 25°C.
- a jig 94 for supporting the upper die core 68 is disposed within the tank 90.
- An insertion opening 96 that opens upward on the diagonal with respect to plumb vertical is formed in the jig 94, and the upper die core 68 is supported inserted into the insertion opening 96.
- the upper die core 68 is supported on the jig 94, held with its axial direction inclined diagonally with respect to plumb vertical and with the resin molding face 72 facing up.
- the entire upper die core 68 inclusive of the resin molding face 72 is submerged in the liquid 92; and as shown in FIG. 7 , on the resin molding face 72, an irradiation site 98 constituting a location that corresponds to the desired marks 34 of the contact lens 10 is submerged in the liquid 92.
- the shape of the jig 94 and the depth of the liquid 92 have been adjusted such that the depth: D1 down to the irradiation site 98 from the surface of the liquid 92 is 5 mm.
- a laser machining unit 100 is installed in the air above the upper die core 68 which has been supported on the jig 94.
- the laser used in this manufacturing method herein may be any of the various kinds of lasers suitable for machining of molds, for example, a YAG laser, a carbon dioxide laser, an excimer laser, a semiconductor laser or the like; it would also be favorable to employ a femtosecond laser that produces pulses of extremely short duration (10 -15 s) so as to have less thermal effect on the workpiece than do other lasers.
- Any of the commercially available laser machining devices may be employed as the laser machining unit 100, for example, YVO 4 LASER MARKER MD-V9600 made by Keyence Co. Ltd.
- a Class 4 YVO 4 laser is used as the laser; the laser has a wavelength of 1064 nm, Q switching frequency of 10 kHz, and output equal to 50% (3 W) of the YVO 4 LASER MARKER MD-V9600 made by Keyence Co. Ltd.
- the laser employed in the manufacturing method herein will be one producing a spot diameter of 0.05 mm or smaller; in this embodiment, a laser having a spot diameter of 0.04 mm is used.
- the spot diameter of the laser is identified by the diameter at the irradiation site 98 on the submerged upper die core 68.
- a glass plate 102 functioning as wave suppression plate is disposed on the surface of the liquid 92.
- the glass plate 102 is a light-transmissive component having a flat input face 104 and an output face 106; in this embodiment, BK7 with a diameter dimension of 32 mm and thickness of 6 mm is used.
- the glass plate 102 is immersed in the liquid 92 by one-third to one-half its thickness dimension. By so doing, the input face 104 will be positioned above the surface of the liquid and exposed to the air, while the output face 106 is submerged in liquid.
- a filter pump 108 functioning as a water circulating unit is disposed on the inside face of the wall of the tank 90, on the side thereof opposite from the jig 94.
- the filter pump 108 may be any of those known in the prior art.
- the height location of the spout 110 of the filter pump 108 is positioned at a height approximately equal to the height location of the irradiation site 98 of the upper die core 68 supported on the jig 94.
- the filter pump 108 By driving the filter pump 108, a current of water is created in the liquid 92 between the resin molding face 72 and the glass plate 102, and flows from the spout 110 towards the upper die core 68 (from right to left in FIG. 6 ). Under these conditions, the laser light from the laser machining unit 100 will be directed with the optical axis: I aligned with the plumb vertical direction. After entering the input face 104 of the glass plate 102, the laser will pass through the glass plate 102 and exit from the output face 106, passing through the liquid 92 to irradiate the irradiation site 98 on the upper die core 68.
- the laser output by the laser machining unit 100 is transmitted through the liquid 92 and scanned a prescribed number of times at prescribed pitch over the irradiation site 98, thereby inducing melting at the irradiation site 98 and producing at the irradiation site 98 an engraved mark 88 of annular shape corresponding to the shape of the mark 34.
- the laser will preferably be scanned in the circumferential direction for two or more lines, and preferably for four or more lines, in the radial direction of the target engraved marks 88.
- concave contours of annular shape corresponding to the circumferential recesses 38 of the marks 34 will be produced in the machined portions 114 (see FIG. 8 ) that have been scanned with the laser beam; and lands corresponding to the center projections 36 will be produced in the center non-machined areas 116 that were not scanned by the laser.
- the number of scan lines By setting the number of scan lines to four or greater, melted zones created through laser machining and connecting between adjacent scan lines can be produced in succession, and flat contours corresponding to the flat bottom face 42 of the circumferential recess 38 can be produced advantageously, while endowing the flat bottom face 42 with radial width dimension adequate to effectively afford increased surface area of the circumferential recess 38 and prevent deepening of the marks 34.
- the number of laser scan passes is equivalent to five lines.
- the outside diameter dimension of the machined portion 114 corresponding to the circumferential recess 38 will be set to within a range of between 0.1 and 0.5 mm. In this embodiment, the dimension is 0.13 mm.
- the scanning direction of the laser beam in the radial direction of the engraved marks 88 can be a single direction only, e.g. radially outward from the center of the engraved marks 88; or reciprocating scans can be carried out an appropriate number of times in the radial direction of the engraved marks 88.
- the scan spacing of the laser beam is preferably such that the spacing of the center axis of the laser beam in the radial direction of the engraved marks 88 is smaller than the spot diameter of the laser beam, specifically, 0.03 mm or less and preferably 0.01 mm or less.
- the center axis of the laser beam is scanned at intervals of 0.01 mm.
- engraved marks 88 serving as mark patterns having shape that corresponds to the marks 34 are produced on the resin molding face 72 of the upper die core 68 as depicted in FIG. 8 .
- a plurality of these engraved marks 88 are produced by forming the contours of the engraved mark 88 at a prescribed plurality of sites on the resin molding face 72 of the upper die core 68, and an indicia symbol engraved mark 112 that corresponds to the indicia symbol 32 will be formed by the plurality of engraved marks 88.
- a total of twelve engraved marks 88 are created by producing the engraved marks 88 in groups of six in the radial direction of the resin molding face 72 (the vertical direction in FIG. 8 ) and in groups of two in the circumferential direction of the resin molding face 72 (the left-right direction in FIG. 8 ) at prescribed spacing.
- These engraved marks 88 form the indicia symbol engraved mark 112.
- the outside diameter dimension of the engraved marks 88 is 0.13 mm
- the outside diameter dimension of the center non-machined area 116 that corresponds to the center projection 36 in the engraved marks 88 is 0.08 mm.
- the distance dimension between outer peripheral borders of the engraved marks 88 in the radial direction of the resin molding face 72 is 0.13 mm, while the distance dimension between center axes of the engraved marks 88 in the circumferential direction of the resin molding face 72 is 0.39 mm.
- the indicia symbol engraved mark 112 will have a dimension of 1.44 mm in the radial direction of the resin molding face 72, and a dimension of 0.52 mm in the circumferential direction of the resin molding face 72.
- the specific dimensions of the engraved marks 88 and of the indicia symbol engraved mark 112 formed by the plurality of engraved marks 88 do not correspond to the dimensions of the marks 34 formed on the contact lens 10 that was described in the preceding embodiment, and are shown here by way of specific exemplary die dimensions according to a different mode from the marks 34 described previously. Accordingly, the specific dimensions of the marks formed in accordance with this manufacturing method will differ from the specific dimensions of the marks 34 taught in the preceding embodiment.
- the engraved marks 88 that have been formed on the resin molding face 72 of the female mold die 60 will be transferred to the lens-molding face 84 of the lens-molding resin female form 62.
- mark projections 118 that correspond to the marks 34 will be formed on the lens-molding face 84 of the lens-molding resin female form 62, in sections thereof corresponding to the locations for forming the target marks 34 on the contact lens 10.
- the lens-molding resin female form 62 having the mark projections 118 formed thereon, and the lens-molding resin male form 64 that has been obtained through resin molding using the male mold die, are used to mold the target marked contact lens 10.
- the lens-molding resin female form 62 is supported with its opening facing vertically upward; and through an injection tube 120, a polymerizable monomer 122 serving as the material for the contact lens 10 is injected into the tray-shaped zone formed by the concave lens-molding face 84.
- This polymerizable monomer 122 can be any of various appropriate liquid monomer compositions commonly used as materials for soft contact lenses or hard contact lenses.
- compositions incorporating one or more types of radical polymerizable compounds, or composed of macromers or prepolymers could be used.
- the compounds may be optionally combined with appropriate crosslinking agents, sensitizers, thermal polymerization initiators, photopolymerization initiators, and so on.
- a silicone-containing soft contact lens material is used.
- the lens-molding resin male form 64 is juxtaposed against and fitted into the lens-molding resin female form 62 in the axial direction (the vertical in FIG. 10 ) from vertically above the lens-molding resin female form 62, thereby defining a sealed mold cavity 124 that is filled with the polymerizable monomer 122.
- the polymerizable monomer 122 is subjected to a polymerization process.
- the polymerization process may be a photopolymerization process, thermal polymerization process, etc. selected appropriately according to the polymerizable monomer 122 being used.
- the lens-molding resin female form 62 and the lens-molding resin male form 64 are parted and the polymerized molded article, namely the contact lens 10, is released from the mold to obtain the desired marked contact lens 10.
- Mold release of the contact lens 10 can be accomplished, for example, by inducing bending deformation of the lens-molding face 86 through squashing of the cylindrical portion of the lens-molding resin male form 64 in the axis-perpendicular direction so that the contact lens 10 adhering to the lens-molding face 86 of the parted lens-molding resin male form 64 is released from the lens-molding face 86; or by release using an appropriate chemical product.
- the lens anterior face 14 has been shaped by the contours of the lens-molding face 84 of the lens-molding resin female form 62, while the lens posterior face 16 has been shaped by the contours of the lens-molding face 86 of the lens-molding resin male form 64.
- the engraved marks 88 that were formed on the resin molding face 72 of the upper die core 68 that makes up the female mold die 60 were transferred as mark projections 118 to the lens-molding face 84 of the lens-molding resin female form 62, and in turn the mark projections 118 have been transferred to the lens anterior face 14 of the contact lens 10, thereby forming concave marks 34 of contours corresponding to the engraved marks 88, at the desired locations in the peripheral zone of the contact lens 10, with the plurality of marks 34 making up the indicia symbol 32.
- the filter pump 108 creates a current of water flowing approximately orthogonal to the laser beam irradiation axis: I between the irradiation site 98 and the glass plate 102.
- I the laser beam irradiation axis
- the glass plate 102 is positioned on the surface of the liquid 92 so that the laser beam will enter the flat input face 104 of the glass plate 102.
- deflection of the laser beam in a direction other than the intended one due to waves forming on the surface of the liquid 92 can be limited, and better machining accuracy may be achieved.
- waves are more likely to form on the surface of the liquid 92 due to the use of the filter pump 108, by providing the glass plate 102 it is possible to advantageously avoid the effects of waves.
- the engraved marks 88 are produced on the female mold die 60 through laser machining, and the engraved marks 88 are then transferred to the lens anterior face 14 through the agency of the lens-molding resin female form 62. For this reason, even where contact lenses 10 furnished with marks 34 are manufactured in large quantities, the labor entailed by laser machining of each individual contact lens 10 can be avoided, and productivity can be improved. Moreover, in this manufacturing method, by carrying out laser machining in liquid, swarf produced during laser machining can be prevented from becoming deposited on the die, obviating the need for a washing process to remove the swarf, so that better production efficiency is afforded.
- two engraved marks 132 are formed lined up and spaced apart by a prescribed distance in the radial direction of the resin molding face 72 on the resin molding face 72 of the upper die core 68; the indicia symbol engraved mark 130 is composed of these two engraved marks 132.
- these two engraved marks 132 have mutually similar shape, with each engraved mark 132 differing in size from the engraved marks 88 described in the preceding manufacturing method, but similar in shape to the engraved marks 88.
- the engraved marks 132 have a machined portion 114 of annular concave shape of contours similar to the engraved marks 88 described earlier, formed by scanning of the laser in the circumferential direction; and in the center section of the machined portion 114, a center non-machined area 116 not scanned by the laser.
- the outside diameter dimension of the engraved marks 132 is 0.36 mm and the outside diameter dimension of the center non-machined areas 116 is 0.1 mm.
- Two of these engraved marks 132 are formed with their outermost peripheral edge portions space apart from one another by a distance of 0.72 mm in the radial direction of the resin molding face 72 (the vertical direction in FIG. 11 ).
- the dimension of the indicia symbol engraved mark 130 in the radial direction of the resin molding face 72 will be 1.44 mm.
- the projecting flat face 40 that is formed on the projecting distal end of the center projection 36 of the mark 34 is not always necessary, and the projecting distal end of the center projection 36 could instead be constituted as a convex spherical curving face, or as a point substantially devoid of any flat surface.
- the inside peripheral wall of the circumferential recess 38 is generally conical, the direction of light reflection at the surface of the mark 34 will differ, producing the effect of improved visibility owing to the presence of the center projection 36.
- the surface roughness of the flat bottom face 42 of the circumferential recess 38 and the surface roughness of the distal end face of the center projection 36 differ from one another, as does the surface roughness of the flat bottom face 42 and the surface roughness of the outer peripheral projection 44.
- the rough surface of the mark 34 has been formed on at least the flat bottom face 42, it is not necessary for the mark 34 to have a rough surface over its entire surface.
- the marks 34 on the lens anterior face 14
- the marks of the present invention must be formed on the lens anterior face, and it would be possible to form them on the lens posterior face instead.
- the present invention is not necessarily limited to toric lenses, and may be utilized for the purpose of indicating circumferential position in a bifocal lens or other lens that, like a toric lens, requires positioning in the circumferential direction; or where the marks of the present invention are employed for the purpose of identifying whether a lens is for use in the right or left eye, they may be utilized in a single focus lens as well.
- the method for producing the mark pattern on the forming die is not limited to laser machining as described above, it being possible instead, for example, to employ a so-called chemical etching process whereby the forming die is fabricated from steel, electroless nickel, etc., and with the forming die immersed in sodium chloride solution or the like, one electrode is hooked up to the forming die, while another electrode is disposed in proximity to the surface of the forming die on which the mark pattern is to be formed, and electrical current is then applied thereby giving rise to chemical etching of the mark pattern into the surface of the forming die.
- Example 1 describes an experiment conducted for the purpose of demonstrating the technological advantages of contact lenses according to the present invention.
- TM STAVAX
- TM STAVAX
- Both of the female forming dies were forming dies for soft contact lenses having a base curve radius of curvature (B. C.) of 8.6 mm on the lens posterior face, lens strength (diopter) of -3.00 in the optical zone, and lens outside diameter (DIA) of 14.0 mm.
- the marks formed on the contact lens surfaces were subjected to surface examination using a differential interference microscope and to depth measurement using a scanning probe microscope (AFM), while the cross section of the mark patterns formed in the female forming dies was subjected to surface examination using a scanning electron microscope (SEM).
- the differential interference microscope was an ECLIPS600 by Nikon; the scanning probe microscope was an SPI3800N/SPA300 by Seiko Instruments; and the scanning electron microscope was a JSM-5410LV by JEOL.
- FIG. 12 (a) shows the results of surface examination by differential interference microscope of marks 34a in Example 1a
- FIG. 12 (b) shows the results of surface examination by differential interference microscope of marks 34b in Example 1b
- FIG. 12 (c) shows the results of surface examination by differential interference microscope of marks produced using a collimating laser such as YAG in accordance with a conventional manufacturing technique.
- the manufacturing methods according to the present invention and the marks produced in accordance therewith have a circumferential recess 38 (convex annular section) and a center projection 36.
- the surfaces of the marks, and particularly the surface of the circumferential recess 38, are rough surfaces having fine peak and valley contours resembling a grainy texture.
- the marks produced by the conventional manufacturing technique have slick surfaces whose surfaces are smooth.
- FIG. 13 (a) depicts a cross section in the radial direction of an engraved mark 88 as a mark pattern on the die of Example 1a, taken through surface examination by scanning electron microscope (SEM); and FIG. 13 (b) depicts a cross section in the radial direction of an engraved mark 88 as a mark pattern on the die of Example 1b, taken through surface examination by scanning electron microscope (SEM).
- the mark patterns according to the present invention have a circumferential recess 38 of concave shape and a center projection 36 of convex shape. It can be seen that a flat bottom face 42 is formed on the bottom face of the circumferential recess 38, thereby limiting deepening of the mark.
- the gouge-like groove 134 formed on the bottom face of the circumferential recess 38 in FIG. 13 (a) is a burr that formed during cutting.
- marks of shape according to the present invention provided with a center projection, afforded evaluation results equal to or better than the marks of the comparative example lacking a center projection. Particularly good results were obtained where the formation location of the lower end of the mark was within a range of between 4.5 mm and 6.0 mm from the lens center. From the above it will be appreciated that marks of construction according to the present invention provided with a center projection afford good results for each evaluated item, as well as improved freedom in selecting the mark formation location.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Eyeglasses (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007227041A JP4820348B2 (ja) | 2007-08-31 | 2007-08-31 | コンタクトレンズおよびその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2031432A2 true EP2031432A2 (de) | 2009-03-04 |
| EP2031432A3 EP2031432A3 (de) | 2009-08-19 |
| EP2031432B1 EP2031432B1 (de) | 2012-11-28 |
Family
ID=40158622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08252873A Active EP2031432B1 (de) | 2007-08-31 | 2008-08-29 | Kontaktlinse und Herstellungsverfahren dafür |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20090059166A1 (de) |
| EP (1) | EP2031432B1 (de) |
| JP (1) | JP4820348B2 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2753974A1 (de) * | 2011-09-09 | 2014-07-16 | Ezekiel Nominees Pty Ltd | Verfahren zum giessen einer multifokalen translationslinse |
| WO2016083220A1 (en) * | 2014-11-25 | 2016-06-02 | Novartis Ag | Casting mold for the manufacture of ophthalmic lenses |
| EP3479984A4 (de) * | 2016-06-30 | 2020-07-01 | Hoya Lens Thailand Ltd. | Verfahren zur herstellung einer linsenformungsform, verfahren zur herstellung eines brillenglases sowie brillenglas |
| EP3936926A1 (de) * | 2020-07-08 | 2022-01-12 | Ovitz Corporation | Linse mit markierungsmuster zur charakterisierung von aberrationen hoher ordnung |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI422074B (zh) * | 2010-01-07 | 2014-01-01 | 首爾半導體股份有限公司 | 非球面led鏡片以及含有此鏡片的發光元件 |
| HUE056910T2 (hu) | 2010-06-22 | 2022-03-28 | Coopervision Int Ltd | Eljárások, eszközök és rendszerek kontaktlencsék fröccsöntésére |
| EP2604415B1 (de) * | 2011-12-15 | 2017-05-24 | Essilor International (Compagnie Générale D'Optique) | System und Verfahren zur Erzeugung von Anweisungen zur Maschinenkennzeichnung |
| WO2013106196A1 (en) | 2011-12-31 | 2013-07-18 | Novartis Ag | Method of making contact lenses with identifying mark |
| US9140907B2 (en) * | 2012-02-16 | 2015-09-22 | Vision Discoveries, Llc | Contact lens |
| SG11201509871WA (en) | 2013-06-26 | 2016-02-26 | Coopervision Int Holding Co Lp | Methods of manufacturing and apparatus useful in manufacturing toric contact lenses |
| US10786959B2 (en) * | 2016-07-18 | 2020-09-29 | Johnson & Johnson Vision Care, Inc | Mold for contact lens with non-rotationally symmetric rim or edge |
| CN110114710B (zh) * | 2016-10-31 | 2020-11-27 | 德遁公司 | 毫微微投影仪光学系统 |
| US10688597B2 (en) * | 2016-12-15 | 2020-06-23 | Tectus Corporation | Polishing optical elements with a femtosecond laser beam |
| IT202100018356A1 (it) * | 2021-07-13 | 2023-01-13 | Leonardo Vision S R L | Procedimento di realizzazione di uno stampo per lenti, e relativo stampo |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6231821A (ja) | 1985-08-05 | 1987-02-10 | Nippon Contact Lens:Kk | コンタクトレンズのマ−キング法 |
| JPH04270312A (ja) | 1990-04-11 | 1992-09-25 | Seiko Epson Corp | ソフトコンタクトレンズのマーキング方法及びソフトコンタクトレンズ |
| JPH08194193A (ja) | 1995-01-18 | 1996-07-30 | Hoya Corp | コンタクトレンズのマーキング方法 |
| US6203156B1 (en) | 1998-03-31 | 2001-03-20 | Johnson & Johnson Vision Care, Inc. | Contact lenses bearing marks |
| US6568807B2 (en) | 2000-05-25 | 2003-05-27 | Novartis Ag | Contact lens with moulded inversion mark |
| JP2007227041A (ja) | 2006-02-22 | 2007-09-06 | Matsushita Electric Works Ltd | 照明システム |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07186290A (ja) * | 1993-12-24 | 1995-07-25 | Seiko Epson Corp | コンタクトレンズのマーキング方法 |
| US5600153A (en) * | 1994-10-07 | 1997-02-04 | Micron Technology, Inc. | Conductive polysilicon lines and thin film transistors |
| US5641437A (en) * | 1995-09-29 | 1997-06-24 | Johnson & Johnson Vision Products, Inc. | Marking of mold inserts to produce marked contact lenses |
| FR2758754B1 (fr) * | 1997-01-28 | 1999-04-02 | Essilor Int | Procede pour le marquage d'un objet en matiere synthetique translucide, objet en matiere synthetique translucide, en particulier lentille ophtalmique, ainsi marque, et lecteur correspondant |
| US5936704A (en) * | 1997-12-22 | 1999-08-10 | Gabrielian; Grant | Marked contact lens bearing optical marking element |
| US6024448A (en) * | 1998-03-31 | 2000-02-15 | Johnson & Johnson Vision Products, Inc. | Contact lenses bearing identifying marks |
| US6042230A (en) * | 1998-12-14 | 2000-03-28 | Johnson & Johnson Vision Products, Inc. | Markings for contact lenses |
| CN1535848A (zh) * | 2003-04-04 | 2004-10-13 | 骆立强 | 一种环保型激光带水雕刻的方法及其设备 |
-
2007
- 2007-08-31 JP JP2007227041A patent/JP4820348B2/ja active Active
-
2008
- 2008-08-27 US US12/230,306 patent/US20090059166A1/en not_active Abandoned
- 2008-08-29 EP EP08252873A patent/EP2031432B1/de active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6231821A (ja) | 1985-08-05 | 1987-02-10 | Nippon Contact Lens:Kk | コンタクトレンズのマ−キング法 |
| JPH04270312A (ja) | 1990-04-11 | 1992-09-25 | Seiko Epson Corp | ソフトコンタクトレンズのマーキング方法及びソフトコンタクトレンズ |
| JPH08194193A (ja) | 1995-01-18 | 1996-07-30 | Hoya Corp | コンタクトレンズのマーキング方法 |
| US6203156B1 (en) | 1998-03-31 | 2001-03-20 | Johnson & Johnson Vision Care, Inc. | Contact lenses bearing marks |
| US6568807B2 (en) | 2000-05-25 | 2003-05-27 | Novartis Ag | Contact lens with moulded inversion mark |
| JP2007227041A (ja) | 2006-02-22 | 2007-09-06 | Matsushita Electric Works Ltd | 照明システム |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2753974A1 (de) * | 2011-09-09 | 2014-07-16 | Ezekiel Nominees Pty Ltd | Verfahren zum giessen einer multifokalen translationslinse |
| EP2753974A4 (de) * | 2011-09-09 | 2015-04-29 | Ezekiel Nominees Pty Ltd | Verfahren zum giessen einer multifokalen translationslinse |
| WO2016083220A1 (en) * | 2014-11-25 | 2016-06-02 | Novartis Ag | Casting mold for the manufacture of ophthalmic lenses |
| CN107000342A (zh) * | 2014-11-25 | 2017-08-01 | 诺华股份有限公司 | 用于制造眼科镜片的铸造模具 |
| US10661515B2 (en) | 2014-11-25 | 2020-05-26 | Alcon Inc. | Casting mold for the manufacture of ophthalmic lenses |
| EP3479984A4 (de) * | 2016-06-30 | 2020-07-01 | Hoya Lens Thailand Ltd. | Verfahren zur herstellung einer linsenformungsform, verfahren zur herstellung eines brillenglases sowie brillenglas |
| US11072097B2 (en) | 2016-06-30 | 2021-07-27 | Hoya Lens Thailand Ltd. | Method for manufacturing lens forming mold, method for manufacturing eyeglass lens, and eyeglass lens |
| EP3936926A1 (de) * | 2020-07-08 | 2022-01-12 | Ovitz Corporation | Linse mit markierungsmuster zur charakterisierung von aberrationen hoher ordnung |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4820348B2 (ja) | 2011-11-24 |
| US20090059166A1 (en) | 2009-03-05 |
| JP2009058828A (ja) | 2009-03-19 |
| EP2031432A3 (de) | 2009-08-19 |
| EP2031432B1 (de) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2031432B1 (de) | Kontaktlinse und Herstellungsverfahren dafür | |
| EP0947872B1 (de) | Kontaktlinsen mit Markierungen | |
| EP0952476B1 (de) | Kontaktlinsen mit Identifiziermarkierungen | |
| EP2458427B1 (de) | Kontaktlinse und Verfahren zur Kontaktlinsenherstellung | |
| US6568807B2 (en) | Contact lens with moulded inversion mark | |
| AU758002B2 (en) | Markings for contact lenses | |
| TWI515475B (zh) | 表面增強式眼用鏡片 | |
| JP2008191344A (ja) | マーク付きコンタクトレンズの製造方法およびマーク付きコンタクトレンズ | |
| EP2101211A1 (de) | Herstellungsverfahren für eine kontaktlinse mit markierung und kontaktlinse mit markierung | |
| CN217954862U (zh) | 离焦镜片 | |
| CA2569643C (en) | Contact lenses bearing marks | |
| WO2023001754A1 (en) | Low thermal conductivity metal insert with surface microstructures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23K 26/36 20060101ALI20090309BHEP Ipc: B41M 5/24 20060101ALI20090309BHEP Ipc: G02C 7/04 20060101ALI20090309BHEP Ipc: G02C 7/02 20060101AFI20090108BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100212 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20110120 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602008020380 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: G02C0007020000 Ipc: G02C0007040000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: G02C 7/02 20060101ALI20120508BHEP Ipc: G02C 7/04 20060101AFI20120508BHEP Ipc: B23K 26/36 20060101ALI20120508BHEP Ipc: B41M 5/24 20060101ALI20120508BHEP Ipc: B23K 26/06 20060101ALI20120508BHEP Ipc: B23K 26/18 20060101ALI20120508BHEP Ipc: B29D 11/00 20060101ALI20120508BHEP Ipc: B23K 26/08 20060101ALI20120508BHEP Ipc: B23K 26/12 20060101ALI20120508BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MENICON CO., LTD. |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 586460 Country of ref document: AT Kind code of ref document: T Effective date: 20121215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008020380 Country of ref document: DE Effective date: 20130124 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 586460 Country of ref document: AT Kind code of ref document: T Effective date: 20121128 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130228 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130328 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130228 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008020380 Country of ref document: DE Effective date: 20130829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080829 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20210819 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20220901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240821 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240823 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240828 Year of fee payment: 17 |