EP2000316B1 - Verfahren zur Herstellung eines Trägers und Träger - Google Patents
Verfahren zur Herstellung eines Trägers und Träger Download PDFInfo
- Publication number
- EP2000316B1 EP2000316B1 EP08010099A EP08010099A EP2000316B1 EP 2000316 B1 EP2000316 B1 EP 2000316B1 EP 08010099 A EP08010099 A EP 08010099A EP 08010099 A EP08010099 A EP 08010099A EP 2000316 B1 EP2000316 B1 EP 2000316B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- modules
- support
- longitudinal direction
- carrier
- another
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 12
- 238000004519 manufacturing process Methods 0.000 title description 13
- 238000003754 machining Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims 1
- 229910052799 carbon Inorganic materials 0.000 claims 1
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 239000000969 carrier Substances 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000006223 plastic coating Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005058 metal casting Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J23/00—Power drives for actions or mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J25/00—Actions or mechanisms not otherwise provided for
- B41J25/304—Bodily-movable mechanisms for print heads or carriages movable towards or from paper surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/02—Framework
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
Definitions
- the invention relates to a method for producing a carrier designed as a prismatic hollow body whose walls are formed by joining each in the longitudinal direction of the carrier successively arranged Obergurtmodulen, Untergurtmodulen, front wall modules and backplane modules, wherein in the interior of the carrier at intervals transverse webs are arranged and wherein the carrier at least one guideway running in its longitudinal direction is arranged for an assembly movable along the guideway.
- the document US 2007/0000886 A1 discloses a method for manufacturing a machine bed for a machine tool, wherein to shorten the manufacturing time, the machine bed is made of a plate material which is patterned by means of laser processing or cutting machines.
- the machine bed is made of a plate material which is patterned by means of laser processing or cutting machines.
- the document GB 2 387 816 A discloses a scanning device for a printer, the scanning device comprising first and second webs which are held by one or more support means.
- the print image to be applied is applied in a plurality of processes, with only one partial print taking place at a time.
- the scanning device in particular the first and second webs, are arranged rigidly relative to one another on the support means in order to double the print throughput by arranging two print heads.
- each track comprises a rail support means for each two or more rails which are mounted on the rail support means.
- each frame member has an alignment point for accurately aligning a rail of a web with respect to the frame.
- the webs are adjustably fixed to the frame part, thus an exact alignment of the two webs to each other is possible after the webs are arranged on the frame part, whereby the two webs are kept exactly parallel to each other. Furthermore, the first and second web each protrude beyond this at different ends of the frame part in order to be able to arrange, for example, a service station in order to be able to wait or exchange the print head.
- the rail support means is machined to have a tolerance of less than 0.1 mm per meter. From this support means now the rails are held and fixed by means of screws with this, so as to compensate for any nonlinearity of the rail.
- a first rail is received by the V-shaped rail receiving means and bolted thereto.
- a reference spacer means is inserted in the web or between the rails, so as to be able to align and fix the second web correctly.
- the document DE 101 05 001 A1 discloses a printer chassis for holding a imaging drum comprising a sheet metal frame which is defined by a plurality of in Is formed engaging one another rigid elements, which are firmly connected by means of a plastic coating.
- the sheet metal parts are cut so that they form rigid elements, which are provided with projections and slots, can engage in the other rigid elements, so that they form the sheet metal frame of the chassis and in particular can be quickly assembled by hand.
- the assembled structure is then coated by dipping or spraying with a plastic to make a solid chassis.
- the plastic coating creates a seal which adheres to the mating elements and holds them in place at the protrusions and slots.
- this chassis is easy to manufacture and at the same time structurally sufficiently strong and thus forms a suitable replacement for a metal casting or a welded part in some applications.
- the individual elements are engaged with each other, fixed in a fixed spatial relationship and protected against corrosion.
- the document DE 699 26 723 T2 discloses a printer chassis assembly that permits precise positioning of components while still allowing wide design flexibility in positioning and mounting other components.
- the chassis has a first structural support for supporting a slide bar means for a print carriage and two structural side panel members each defining a seat for the slide bar means.
- the first carrier is attached to each side plate member by means of a plurality of attachment points such that deformation of the first carrier is prevented during attachment of the further structure carrier or during use of the printer.
- the gantry has sleeve supports adapted for positioning a front and rear precision steel bar with the carriage moving on these precision steel bars. Since these steel bars are not exactly straight in practice, it is necessary to straighten them by holding them firmly against the precisely shaped carrier, without affecting a thermally induced longitudinal movement. In the center of the bar and the carrier a firm and accurate positioning of the bar is achieved, to the ends of the bar and the carrier is the Aperture, however, elongated, whereby the rod can perform thermal movements along its longitudinal extent. Overall, three apertures are provided along a rod. Since the main beams define the rigidity of the chassis, and in particular are made of extruded aluminum, thermal expansion problems can be avoided and further machining to achieve a corresponding accuracy is possible. However, it is contemplated to mechanically post-process a support for stably supporting a flat printing plate so as to obtain flow-tightness to hold paper tightly against the disk by means of negative pressure.
- the object of the present invention is to propose a method for producing a modular generic carrier whose at least one guideway has an increased precision compared with the guideways of known carriers, which is furthermore independent of the manufacturing tolerances of the modular individual parts.
- the manufacturing process should be executable with a reduced manufacturing and mechanical complexity compared to the known prior art, in particular to be composed with the method a carrier with a large longitudinal extent of modular items, without affecting the dimensional stability.
- the solution of this object of the invention is inventively achieved in that the at least one guideway is formed by machining areas of the modules after assembly of the modules and transverse webs are machined.
- the invention also relates to a carrier produced by the process according to the invention.
- the invention also relates to a further designed as a prismatic hollow body carrier of the type mentioned.
- the task of providing a carrier with at least one guideway with high precision is achieved in this further carrier in that the at least one guideway is formed by at least one over the length of several modules extending profile.
- the modules are offset in the longitudinal direction of the carrier against each other, such that locations where two consecutively arranged in the longitudinal direction of the carrier modules abut each other, not aligned with locations where two in the longitudinal direction of the carrier successively arranged modules of the adjacent wall of the carrier abut each other. This is achieved in particular that the flexural rigidity of the carrier over its length has no fluctuations.
- the modules consist of different materials and / or the modules and the transverse webs.
- the carrier can be further improved according to the respective requirements with regard to its bending behavior and its behavior in the event of temperature changes.
- the modules are connected to each other and / or the modules and the transverse webs by gluing. This makes the carrier particularly easy and inexpensively assembled. If, according to an additional embodiment, carbon fibers are incorporated in the glue joints, the rigidity of the carrier is further increased.
- modules are connected to each other and / or the modules and the transverse webs with each other by pins and / or screws.
- a further embodiment provides that in the interior of the carrier in the longitudinal direction, biased traction means are arranged.
- the bias affects the bending behavior of the carrier under load and temperature changes favorably.
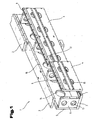
- Carrier 1 illustrated on the basis of a cutout comprises a top chord composed of upper chord modules 2 arranged one behind the other in the longitudinal direction of the carrier 1, a bottom chord composed of bottom chord modules 3 arranged one behind the other in the longitudinal direction of the carrier 1, a front wall composed of front wall modules 4 arranged one behind the other in the longitudinal direction of the carrier 1 a composed of in the longitudinal direction of the carrier 1 successively arranged rear wall modules 5 rear wall.
- transverse webs 6 are arranged at intervals, which are arranged at right angles to said modules and connected thereto.
- Fig. 1 It can clearly be seen that the various modules 2, 3, 4, 5 are offset from each other in the longitudinal direction of the carrier 1, such that, for example, the point at which two upper belt modules 2 arranged one behind the other do not lie in the same cross-sectional plane of the carrier as the point where two successively arranged front wall modules 4 abut each other. As a result, the bending stability of the carrier 1 is kept constant over its length. How to get in Fig. 1 sees, the offset of the modules has the consequence that in the end of the carrier, for example, the front wall module 4 (left in Fig. 1 ) is shorter than the adjacent front wall module.
- the modules 2, 3, 4, 5 are connected to each other, in particular by gluing.
- the modules are preferably connected together by pins or screws.
- the connection of the modules by pins in particular improves the positioning accuracy of the modules with each other.
- fastening or positioning holes can be provided.
- adhesive bonds between the modules 2, 3, 4, 5 and welding or solder joints could be provided.
- this is not particularly advantageous because of the associated heating of the parts in view of the desired high precision of the guideways.
- different materials can be used for the different modules 2, 3, 4, 5.
- carbon fibers can be inserted into the splices between the modules.
- Fig. 1 that in the modules 2, 3, 4, 5 recesses may be present, for example, recesses 13 in the transverse webs 6, recesses 14 in the rear wall modules 5 and recesses 15 in the front wall modules 4. These recesses serve primarily to reduce the mass of the carrier 1 without reducing its rigidity.
- a first guideway 7 is shown, which extends over the upper sides of the lower chord modules 3 in the longitudinal direction of the carrier 1.
- a second guideway 9 extends over the upper longitudinal edges of the front wall modules 4.
- the purpose of the guideways 7, 9 is to serve as a raceway for a subassembly movable along the carrier 1, for example a printhead. Since particularly high demands are placed on these guideways with regard to their precision, especially in the case of large-format printing, these are only machined, for example milled, ground, lapped or scraped, over the entire length of the carrier after assembly of the carrier 1.
- 5 guideways may also be present on the upper belt modules 2 and / or the rear wall modules.
- FIG. 2 In the cross-sectional representation of Fig. 2 clearly shows the arrangement of the first guide track 7 at the top of the lower flange modules 3, which protrude laterally beyond the front wall modules 4 addition. It can also be seen that the second guide track 9 extends over the upper edge of the front wall modules 4, which upper edge projects vertically beyond the upper belt modules 2. With this design, the guide surfaces are free and can be easily subjected to a precision machining.
- Fig. 2 further shows that the corners of the transverse webs 6 are broken, resulting in over the entire length of the support 1 extending corner spaces 11.
- traction means 12 such as steel cables or carbon fiber bundles.
- This traction means are anchored and biased in the front ends of the carrier 1, whereby the rigidity of the carrier 1 is additionally increased and the bending behavior of the carrier can be positively influenced under load.
- Fig. 3 shows another way to achieve the required high precision of the guideways by the latter are formed as connected to the carrier 1 precision profiles.
- a first profile 8 is disposed on over the front wall projecting portions of the lower flange modules 3 and a second profile 10 is on the upper longitudinal edges of the front wall modules 4 attached.
- the profiles 8, 9 can also be adhesively bonded to the respective modules of the carrier 1 and additionally positioned and secured by pins and / or screws and extend along the length of several modules, preferably over the entire length of the carrier.
- a carrier according to the invention used for a large-format printer may, for example, have the following dimensions. Length 6'000 mm, height 400 mm and width 300 mm.
Landscapes
- Character Spaces And Line Spaces In Printers (AREA)
- Machine Tool Units (AREA)
- Bearings For Parts Moving Linearly (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines als prismatischer Hohlkörper ausgebildeten Trägers, dessen Wände durch Zusammenfügen von jeweils in Längsrichtung des Trägers hintereinander angeordneten Obergurtmodulen, Untergurtmodulen, Frontwandmodulen und Rückwandmodulen gebildet werden, wobei im Inneren des Trägers in Abständen Querstege angeordnet werden und wobei am Träger mindestens eine in seiner Längsrichtung verlaufenden Führungsbahn für eine längs der Führungsbahn bewegliche Baugruppe angeordnet wird.
- Aus der Patentanmeldung
US2007/0000886A1 ist ein Verfahren zur Herstellung eines Trägers und eines Maschinenbetts einer Werkzeugmaschine bekannt. Die Werkzeugmaschine hat einen auf Führungsbahnen eines Trägers verfahrbaren Schlitten, der einen Bearbeitungskopf trägt. Der Träger ist seinerseits auf Führungsbahnen des Maschinenbettes verfahrbar. Im Dokument ist eine Technik zur einfachen Herstellung des Trägers und des Maschinenbetts durch Zusammenbauen aus Blechteilen beschrieben, welche mittels Laserstrahlen zugeschnitten wurden. - Das Dokument
US 2007/0000886 A1 offenbart ein Verfahren zur Herstellung eines Maschinenbetts für eine Werkzeugmaschine, wobei zur Verkürzung der Herstellungszeit, das Maschinenbett aus einem Plattenmaterial hergestellt wird, welches mittels Laserbearbeitungs- bzw. Zuschnittmaschinen strukturiert bzw. hergestellt wird. Bei Verwendung eines Plasma-Zuschneideverfahrens wird eine Genauigkeit von +/- 1 mm erreicht, bei einem Laserzuschnitt jedoch eine Genauigkeit von +/- 0,05 mm. Durch die thermischen Verformungen beim Laserzuschnitt bzw. beim anschließenden Schweißen ist es erforderlich, die dadurch entstehenden Spannungen abzubauen, indem die Werkteile in einem thermischen Anwärmprozess behandelt werden. Es ist ferner offenbart, dass mittels eines Laserpräzisionszuschnitts in kurzer Zeit aus metallischem Blechmaterial großdimensionale Strukturen hergestellt werden können und eine Mehrzahl von Verbindungslaschen und entsprechende Ausnehmungen im Plattenmaterial ausgebildet werden können, wodurch beim Zusammenfügen der einzelnen Verbindungsteile die entsprechende Formstabilität erreicht wird. Zur Versteifung der Struktur in Längsrichtung ist ferner eine Mehrzahl von Versteifungsrippen vorgesehen, welche längs des Tragkörpers angeordnet und mit diesem verbunden sind. Insbesondere zeigt eine Detaildarstellung, dass die gegenüberliegenden Seitenplatten mittels einer Versteifungsrippe zusammengefügt sind und mittels eines Befestigungsmittels miteinander fixiert sind. Nach der Herstellung des Maschinenbetts werden auf die gefertigte Struktur Führungsbahnen aufgesetzt, und mit dem Maschinenbett verbunden. - Das Dokument
GB 2 387 816 A - Auch das Dokument
DE 101 05 001 A1 offenbart ein Druckerchassis zum Halten einer Abbildungstrommel, welches einen Blechrahmen umfasst, der durch eine Vielzahl von in Eingriff miteinander befindlichen starren Elementen gebildet wird, welche mittels einer Kunststoffbeschichtung fest verbunden sind. Die Blechteile werden derart geschnitten, dass sie starre Elemente bilden, die mit Vorsprüngen und Schlitzen versehen sind, in die weitere starre Elemente eingreifen können, sodass sie den Blechrahmen des Chassis bilden und insbesondere rasch von Hand zusammengesetzt werden können. Die montierte Struktur wird dann durch Tauchen oder Sprühen mit einem Kunststoff zur Herstellung eines festen Chassis beschichtet. Die Kunststoffbeschichtung erzeugt eine Versiegelung, die an den miteinander in Eingriff befindlichen Elementen haftet und diese an den Vorsprüngen und Schlitzen bestehenden Verbindungen festhält. Insbesondere ist dieses Chassis leicht herstellbar und gleichzeitig strukturell ausreichend fest und bildet somit in einigen Anwendungen einen tauglichen Ersatz für ein Metallgussteil oder ein Schweißteil. Durch die Beschichtung mit dem Kunststoff werden die einzelnen miteinander in Eingriffbefindlichen Elemente verbunden, in einer festen räumlichen Beziehung zueinander fixiert und gegen Korrosion geschützt. - Auch das Dokument
DE 699 26 723 T2 offenbart einen Druckerchassisaufbau, der eine präzise Positionierung von Komponenten gestattet und doch eine breite Entwurfsflexibilität hinsichtlich der Positionierung und Anbringung anderer Komponenten gestattet. Dazu weist das Chassis einen ersten Strukturträger zum Tragen einer Gleitstabeinrichtung für einen Druckwagen und zwei Strukturseitenplattenbauglieder, die jeweils einen Sitz für die Gleitstabeinrichtung definieren, auf. Vorzugsweise ist der erste Träger an jedem Seitenplattenbauglied mittels einer Mehrzahl von Anbringungspunkten angebracht, sodass eine Verformung des ersten Trägers während der Anbringung der weiteren Strukturträger bzw. während der Verwendung des Druckers verhindert ist. Durch Ausbildung entsprechender Aperturen in den Seitenplattenbaugliedern ist es möglich, die Träger durch ein Extrusionsverfahren herzustellen, ohne dass eine spezielle Bearbeitung der Anbringungspunkte erforderlich ist. Der Druckwagenträger weist Hülsenstützen auf, die zur Positionierung eines vorderen und hinteren Präzisions-Stahlstabes ausgebildet sind, wobei sich auf diesen Präzisions-Stahlstäben der Druckwagen bewegt. Da diese Stahlstäbe in der Praxis nicht genau gerade sind ist es erforderlich, durch ein Halten derselben, diese fest gegen den genau geformten Träger zu begradigen, ohne dabei eine thermisch bedingte Längsbewegung zu beeinflussen. In der Mitte des Stabes und des Trägers wird eine feste und genaue Positionierung des Stabes erreicht, zu den Enden des Stabes und des Trägers ist die Apertur jedoch länglich ausgebildet, wodurch der Stab thermische Bewegungen entlang seiner Längserstreckung durchführen kann. Insgesamt sind entlang eines Stabes drei Aperturen vorgesehen. Da die Hauptträger die Starrheit des Chassis definieren und insbesondere aus einem extrudierten Aluminium hergestellt werden, lassen sich thermische Ausdehnungsprobleme vermeiden und ist ferner eine Bearbeitung zur Erzielung einer entsprechenden Genauigkeit möglich. Es ist jedoch vorgesehen, einen Träger zum stabilen Tragen einer flachen Druckplatte mechanisch nachzubearbeiten, um somit eine Strömungsdichtheit zu erlangen, um mittels eines Unterdrucks Papier eng gegen die Platte zu halten. - Die Technik der Bewegung eines Bearbeitungskopfes, der verschiebbar auf einem Träger gelagert ist, wobei der Träger gegebenenfalls selbst in einer Richtung quer zu seiner Längsachse beweglich ist, findet nicht nur bei Werkzeugmaschinen Anwendung, sondern beispielsweise auch bei Plottern und Druckern, wobei der Bearbeitungskopf in diesen Fällen ein Druckkopf ist. In allen Fällen geht es darum, den Träger möglichst präzise und biegesteif bei möglicht geringer Masse zu gestalten.
- Die vorliegende Erfindung hat die Aufgabe, ein Verfahren zur Herstellung eines modularen gattungsgemäßen Trägers vorzuschlagen, dessen mindestens eine Führungsbahn verglichen mit den Führungsbahnen bekannter Träger eine erhöhte Präzision aufweist, welche ferner unabhängig von Fertigungstoleranzen der modularen Einzelteile ist. Das Herstellungsverfahren soll dabei mit einem gegenüber dem bekannten Stand der Technik reduzierten herstellungs- und maschinentechnischen Aufwand ausführbar sein, insbesondere soll mit dem Verfahren ein Träger mit einer großen Längsersteckung aus modularen Einzelteilen zusammensetzbar sein, ohne dabei die Formsteifigkeit zu beeinträchtigen.
- Die Lösung dieser Aufgabe der Erfindung wird erfindungsgemäß dadurch erreicht, dass die mindestens eine Führungsbahn gebildet wird, indem Bereiche der Module nach dem Zusammenfügen der Module und Querstege spanabhebend bearbeitet werden.
- Der sich durch dieses Verfahren ergebende Vorteil besteht darin, dass sich damit verglichen mit bekannten Herstellungsverfahren eine höhere Präzision der Führungsbahn erreichen lässt.
- Die Erfindung betrifft auch einen nach dem erfindungsgemäßen Verfahren hergestellten Träger.
- Die Erfindung betrifft auch einen weiteren als prismatischer Hohlkörper ausgebildeten Trägers der eingangs genannten Art.
- Die Aufgabe, einen Träger mit mindestens einer Führungsbahn mit hoher Präzision zur Verfügung zu stellen, wird bei diesem weiteren Träger dadurch gelöst, dass die mindestens eine Führungsbahn durch mindestens ein sich über die Länge von mehreren Modulen erstreckendes Profil gebildet ist.
- Der sich durch diese Maßnahmen ergebende Vorteil besteht darin, dass damit die Führungsbahnen, verglichen mit den Führungsbahnen bekannter zusammengesetzter Träger, eine höhere Präzision aufweisen.
- Nach einer Ausführungsart sind die Module in Längsrichtung des Trägers gegeneinander versetzt sind, derart, dass Stellen, an denen zwei in Längsrichtung des Trägers hintereinander angeordnete Module aneinander stoßen, nicht mit Stellen fluchten, an denen zwei in Längsrichtung des Trägers hintereinander angeordnete Module der benachbarten Wand des Trägers aneinander stoßen. Damit wird insbesondere erreicht, dass die Biegesteifigkeit des Trägers über seine Länge keine Schwankungen aufweist.
- Vorteilhaft ist auch eine weitere Ausführungsform, bei der die Module unter sich und/oder die Module und die Querstege aus unterschiedlichen Werkstoffen bestehen. Damit kann den Träger den jeweiligen Anforderungen entsprechend hinsichtlich seines Biegeverhaltens und seines Verhaltens bei Temperaturänderungen weiter verbessert werden.
- Gemäß einer anderen Ausführungsart sind die Module unter sich und/oder die Module und die Querstege miteinander durch Kleben verbunden. Dadurch kann der Träger besonders einfach und kostengünstig zusammengebaut werden. Wenn nach einer zusätzlichen Ausführungsart in den Klebefugen Kohlefasern eingebunden sind, wird die Steifigkeit des Trägers weiter erhöht.
- Vorteilhaft sind auch Ausführungsarten, bei welchen die Module unter sich und/oder die Module und die Querstege miteinander durch Stifte und/oder Schrauben verbunden sind.
- Schließlich sieht eine weitere Ausführungsart vor, dass im Inneren des Trägers in Längsrichtung verlaufende, vorgespannte Zugmittel angeordnet sind. Die Vorspannung beeinflusst das Biegeverhalten des Trägers unter Last und Temperaturänderungen günstig.
- Die Erfindung wird im nachfolgenden anhand der in den Zeichnungen dargestellten Ausführungsbeispiele näher erläutert.
- Es zeigen:
- Fig. 1
- eine perspektivische Explosionsdarstellung eines Abschnitts eines Trägers;
- Fig. 2
- einen Querschnitt durch den Träger gemäß
Fig. 1 und - Fig. 3
- einen Querschnitt durch eine andere Ausführungsart des Trägers.
- Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen sind, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen. Weiters können auch Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen für sich eigenständige, erfinderische oder erfindungsgemäße Lösungen darstellen.
- Der in
Fig. 1 an Hand eines Ausschnitts illustrierte Träger 1 enthält einen aus in Längsrichtung des Trägers 1 hintereinander angeordneten Obergurtmodulen 2 zusammengesetzten Obergurt, einen aus in Längsrichtung des Trägers 1 hintereinander angeordneten Untergurtmodulen 3 zusammengesetzten Untergurt, eine aus in Längsrichtung des Trägers 1 hintereinander angeordneten Frontwandmodulen 4 zusammengesetzte Frontwand und eine aus in Längsrichtung des Trägers 1 hintereinander angeordneten Rückwandmodulen 5 zusammengesetzte Rückwand. Im Inneren des Trägers 1 sind in abständen Querstege 6 angeordnet, die rechtwinklig zu den genannten Modulen angeordnet und mit diesen verbunden sind. - In
Fig. 1 ist deutlich zu sehen, dass die verschiedenen Module 2, 3, 4, 5 in Längsrichtung des Trägers 1 gegeneinander versetzt sind, derart, dass beispielsweise die Stelle, an der zwei hintereinander angeordnete Obergurtmodule 2 aneinender stoßen, nicht in der selben Querschnittsebene des Trägers liegt wie die Stelle, an der zwei hintereinander angeordnete Frontwandmodule 4 aneinander stoßen. Dadurch wird die Biegestabilität des Trägers 1 über seine Länge konstant gehalten. Wie man inFig. 1 sieht, hat der Versatz der Module zur Folge, dass im Endbereich des Trägers beispielsweise das Frontwandmodul 4 (links inFig. 1 ) kürzer ist als das ihm benachbarte Frontwandmodul. Die Module 2, 3, 4, 5 sind miteinander verbunden, insbesondere durch Kleben. Zusätzlich werden die Module bevorzugt durch Stifte oder Schrauben miteinander verbunden. Die Verbindung der Module durch Stifte verbessert insbesondere die Positioniergenauigkeit der Module untereinander. Zur Illustration der zusätzlichen Verbindung mit Stiften oder Schrauben sind inFig. 1 Befestigungslöcher 16 in den Obergurtmodulen 2 und Befestigungslöcher 17 in den Frontwandmodulen 4 bezeichnet. Auch in den Querstegen 6 können Befestigungs- oder Positionierlöcher vorgesehen sein. An Stelle von Klebeverbindungen könnten zwischen den Modulen 2, 3, 4, 5 auch Schweiß- oder Lötverbindungen vorgesehen sein. Dies ist aber wegen der damit verbundenen Erwärmung der Teile im Hinblick auf die angestrebte hohe Präzision der Führungsbahnen nicht besonders vorteilhaft. Je nach Anforderungen, die an den Träger 1 gestellt werden, können für die verschiedenen Module 2, 3, 4, 5 unterschiedliche Werkstoffe verwendet werden. Als Maßnahme zur weiteren Erhöhung der Steifigkeit des Trägers 1 können in die Klebestellen zwischen den Modulen Kohlenstofffasern eingelegt werden. - Weiter geht aus
Fig. 1 hervor, dass in den Modulen 2, 3, 4, 5 Aussparungen vorhanden sein können, beispielsweise Aussparungen 13 in den Querstegen 6, Aussparungen 14 in den Rückwandmodulen 5 und Aussparungen 15 in den Frontwandmodulen 4. Diese Aussparungen dienen in erster Linie dazu, die Masse des Trägers 1 zu reduzieren, ohne dabei seine Steifigkeit zu verringern. - Schließlich ist in
Fig. 1 eine erste Führungsbahn 7 dargestellt, die sich über die Oberseiten der Untergurtmodule 3 in Längsrichtung des Trägers 1 erstreckt. Über die oberen Längskanten der Frontwandmodule 4 erstreckt sich eine zweite Führungsbahn 9. Die Aufgabe der Führungsbahnen 7, 9 besteht darin, als Laufbahn für eine längs des Trägers 1 bewegliche Baugruppe, beispielsweise einen Druckkopf zu dienen. Da gerade bei Großformat-Druckem an diese Führungsbahnen besonders hohe Anforderungen hinsichtlich ihrer Präzision gestellt werden, werden diese erst nach dem Zusammenbau des Trägers 1 über die gesamte Länge des Trägers spanabhebend bearbeitet, beispielsweise gefräst, geschliffen, geläppt oder geschabt. Im Übrigen können natürlich auch an den Obergurtmodulen 2 und/oder den Rückwandmodulen 5 Führungsbahnen vorhanden sein. - In der Querschnittsdarstellung der
Fig. 2 ist deutlich die Anordnung der ersten Führungsbahn 7 an der Oberseite der Untergurtmodule 3 zu sehen, die seitwärts über die Frontwandmodule 4 hinaus ragen. Auch sieht man, dass die zweite Führungsbahn 9 über die Oberkante der Frontwandmodule 4 verläuft, welche Oberkante vertikal über die Obergurtmodule 2 hinaus ragt. Durch diese Gestaltung liegen die Führungsflächen frei und können problemlos einer spanabhebenden Präzisionsbearbeitung unterzogen werden. -
Fig. 2 zeigt ferner, dass die Ecken der Querstege 6 gebrochen sind, wodurch sich über die gesamte Länge des Trägers 1 verlaufende Eckräume 11 ergeben. In diesen Eckräumen befinden sich Zugmittel 12, beispielsweise Stahlseile oder Kohlenfaserbündel. Diese Zugmittel sind in den stirnseitigen Enden des Trägers 1 verankert und vorgespannt, wodurch die Steifigkeit des Trägers 1 zusätzlich erhöht wird und das Biegeverhalten des Trägers unter Last positiv beeinflusst werden kann. -
Fig. 3 zeigt eine andere Möglichkeit zur Erreichung der geforderten hohen Präzision der Führungsbahnen, indem letztere als mit dem Träger 1 verbundene Präzisionsprofile ausgebildet sind. Ein erstes Profil 8 ist an über die Frontwand vorstehenden Bereichen der Untergurtmodule 3 angeordnet und ein zweites Profil 10 ist auf die oberen Längskanten der Frontwandmodule 4 aufgesetzt. Die Profile 8, 9 können ebenfalls durch Kleben mit den entsprechenden Modulen des Trägers 1 verbunden und durch Stifte und/oder Schrauben zusätzlich positioniert und gesichert sein und erstrecken sich über die Länge mehrerer Module, vorzugsweise über die gesamte Länge des Trägers. - Ein für einen Großformat-Drucker verwendeter erfindungsgemäßer Träger kann beispielsweise folgende Abmessungen haben. Länge 6'000 mm, Höhe 400 mm und Breite 300 mm.
- Die Ausführungsbeispiele zeigen mögliche Ausführungsvarianten des Trägers, wobei an dieser Stelle bemerkt sei, dass die Erfindung nicht auf die speziell dargestellten Ausführungsvarianten derselben eingeschränkt ist, sondern vielmehr auch diverse Kombinationen der einzelnen Ausführungsvarianten untereinander möglich sind und diese Variationsmöglichkeit aufgrund der Lehre zum technischen Handeln durch gegenständliche Erfindung im Können des auf diesem technischen Gebiet tätigen Fachmannes liegt. Es sind also auch sämtliche denkbaren Ausführungsvarianten, die durch Kombinationen einzelner Details der dargestellten und beschriebenen Ausführungsvariante möglich sind, vom Schutzumfang mit umfasst.
- Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus des Trägers dieser bzw. deren Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
-
- 1
- Träger
- 2
- Obergurtmodul
- 3
- Untergurtmodul
- 4
- Frontwandmodul
- 5
- Rückwandmodul
- 6
- Quersteg
- 7
- erste Führungsbahn
- 8
- erstes Profil
- 9
- zweite Führungsbahn
- 10
- zweites Profil
- 11
- Eckraum
- 12
- Zugmittel
- 13
- Aussparung im Quersteg
- 14
- Aussparung im Rückwandmodul
- 15
- Aussparung im Frontwandmodul
- 16
- Befestigungsloch im Obergurtmodul
- 17
- Befestigungsloch im Frontwandmodul
Claims (9)
- Verfahren zur Herstellung eines als prismatischer Hohlkörper ausgebildeten Trägers (1), dessen Wände durch Zusammenfügen von jeweils in Längsrichtung des Trägers (1) hintereinander angeordneten Obergurtmodulen (2), Untergurtmodulen (3), Frontwandmodulen (4) und Rückwandmodulen (5) gebildet werden, wobei im Inneren des Trägers (1) in Abständen Querstege (6) angeordnet werden und wobei am Träger (1) mindestens eine in seiner Längsrichtung verlaufenden Führungsbahn (7, 9) für eine längs der Führungsbahn (7, 9) bewegliche Baugruppe angeordnet wird, dadurch gekennzeichnet, dass die, die einzelnen Wände bildenden Module (2, 3, 4, 5), jeweils in Längsrichtung des Trägers (1) hintereinander angeordnet werden, wobei die dadurch jeweils gebildeten Stoßstellen nicht mit Stellen fluchten, an denen eine Stoßstelle von in Längsrichtung benachbarten Modulen vorhanden ist, und dass die mindestens eine Führungsbahn (7, 9) gebildet wird, indem Bereiche der Module (2, 3, 4, 5) nach dem Zusammenfügen der Module (2, 3, 4,5) und Querstege (6) spanabhebend bearbeitet werden.
- Als prismatischer Hohlkörper ausgebildeter Träger (1) hergestellt durch ein Verfahren nach Anspruch 1, dessen Wände aus in Längsrichtung des Trägers (1) hintereinander angeordneten Obergurtmodulen (2), Untergurtmodulen (3), Frontwandmodulen (4) und Rückwandmodulen (5) gebildet sind, wobei im Inneren des Trägers (1) in Abständen Querstege (6) angeordnet sind und wobei am Träger (1) mindestens eine in seiner Längsrichtung verlaufenden Führungsbahn für eine längs der Führungsbahn bewegliche Baugruppe angeordnet ist, dadurch gekennzeichnet, dass die mindestens eine Führungsbahn durch mindestens ein sich über die Länge von mehreren Modulen (2, 3, 4, 5) erstreckendes Profil (8, 10) gebildet ist.
- Träger nach Anspruch 2, dadurch gekennzeichnet, dass die Module (2, 3, 4, 5) in Längsrichtung des Trägers (1) gegeneinander versetzt sind, derart, dass Stellen, an denen zwei in Längsrichtung des Trägers (1) hintereinander angeordnete Module (2, 3, 4, 5) aneinander stoßen, nicht mit Stellen fluchten, an denen zwei in Längsrichtung des Trägers (1) hintereinander angeordnete Module (2, 3, 4, 5) der benachbarten Wand des Trägers (1) aneinander stoßen.
- Träger nach Anspruche 2 oder 3, dadurch gekennzeichnet, dass die Module (2, 3, 4, 5) unter sich und/oder die Module (2, 3, 4, 5) und die Querstege (6) aus unterschiedlichen Werkstoffen bestehen.
- Träger nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass die Module (2, 3, 4, 5) unter sich und/oder die Module (2, 3, 4, 5) und die Querstege (6) miteinander durch Kleben verbunden sind.
- Träger nach Anspruch 5, dadurch gekennzeichnet, dass in den Klebefugen Kohlefasern eingebunden sind.
- Träger nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, dass die Module (2, 3, 4, 5) unter sich und/oder die Module (2, 3, 4, 5) und die Querstege (6) miteinander durch Stifte verbunden sind.
- Träger nach einem der Ansprüche 2 bis 7, dadurch gekennzeichnet, dass die Module (2, 3, 4, 5) unter sich und/oder die Module (2, 3, 4, 5) und die Querstege (6) miteinander durch Schrauben verbunden sind.
- Träger nach einem der Ansprüche 2 bis 8, dadurch gekennzeichnet, dass im Inneren des Trägers (1) in Längsrichtung verlaufende, vorgespannte Zugmittel (12) angeordnet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200830519T SI2000316T1 (sl) | 2007-06-04 | 2008-06-03 | Postopek za izdelavo nosilca in nosilec |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA882/2007A AT505426B1 (de) | 2007-06-04 | 2007-06-04 | Verfahren zur herstellung eines trägers und träger |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2000316A1 EP2000316A1 (de) | 2008-12-10 |
| EP2000316B1 true EP2000316B1 (de) | 2011-10-19 |
Family
ID=39800535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08010099A Not-in-force EP2000316B1 (de) | 2007-06-04 | 2008-06-03 | Verfahren zur Herstellung eines Trägers und Träger |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8622639B2 (de) |
| EP (1) | EP2000316B1 (de) |
| JP (1) | JP5274111B2 (de) |
| AT (2) | AT505426B1 (de) |
| ES (1) | ES2375296T3 (de) |
| IL (1) | IL191956A (de) |
| SI (1) | SI2000316T1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT508825B1 (de) * | 2009-09-15 | 2012-06-15 | Durst Phototechnik Digital Technology Gmbh | Traganordnung für eine tintenstrahl-druckvorrichtung |
| DE102010041864A1 (de) * | 2010-10-01 | 2012-04-05 | Otto Bihler Handels-Beteiligungs-Gmbh | Halterungsmodul für Fertigungs- und/oder Montagekomponenten einer Bearbeitungsanlage sowie eine mit einem solchen Halterungsmodul ausgestattete Bearbeitungsanlage |
| US20160112684A1 (en) * | 2013-05-23 | 2016-04-21 | Medibotics Llc | Spectroscopic Finger Ring for Compositional Analysis of Food or Other Environmental Objects |
| WO2015082510A1 (en) | 2013-12-06 | 2015-06-11 | Oce-Technologies B.V. | Scanning inkjet printing system |
| EP3077208B1 (de) | 2013-12-06 | 2021-04-14 | Canon Production Printing Netherlands B.V. | Scannendes tintenstrahldrucksystem |
| US20150345613A1 (en) * | 2014-05-27 | 2015-12-03 | VVhite Rock II, LLC | Transfer case support system |
| EP3564038A1 (de) * | 2018-05-04 | 2019-11-06 | OCE Holding B.V. | Führungsstruktur für einen druckkopfschlitten |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4248025A (en) * | 1979-08-08 | 1981-02-03 | Unarco Industries, Inc. | Knock down pole construction |
| DE3114567A1 (de) * | 1981-04-10 | 1982-10-28 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | "grossflaechiges rotorblatt" |
| DE3705773A1 (de) * | 1987-02-24 | 1988-09-01 | Dyckerhoff & Widmann Ag | Verfahren zur justierung, befestigung und/oder bearbeitung von funktionsflaechen eines fahrwegs einer elektromagnetischen schnellbahn |
| ES2244146T3 (es) * | 1999-02-17 | 2005-12-01 | Hewlett-Packard Company, A Delaware Corporation | Chasis de impresora. |
| JP2000263356A (ja) | 1999-03-15 | 2000-09-26 | Mitsubishi Electric Corp | 工作機械 |
| DE19942057A1 (de) * | 1999-09-03 | 2001-03-08 | Schaeffler Waelzlager Ohg | Linearführung für eine Werkzeugmaschine |
| US6332301B1 (en) * | 1999-12-02 | 2001-12-25 | Jacob Goldzak | Metal beam structure and building construction including same |
| US6427310B1 (en) * | 2000-02-15 | 2002-08-06 | Eastman Kodak Company | Method for fabricating a print engine chassis for supporting an imaging drum and printhead translation assembly |
| DE10009713A1 (de) * | 2000-03-02 | 2001-09-13 | Stefan Thiesbrummel | Vorschub- und Übergabemodul |
| GB2387816A (en) * | 2002-04-27 | 2003-10-29 | Hewlett Packard Co | Scan axis assembly for printer comprising first and second print carriage tracks supporting first and second print cartridges |
| JP2003340661A (ja) | 2002-05-17 | 2003-12-02 | Mori Seiki Co Ltd | 加工方法及び加工装置、並びに該加工装置を備えた加工システム |
| JP4675607B2 (ja) * | 2004-10-29 | 2011-04-27 | ヤマザキマザック株式会社 | 工作機械のベッド |
| EP1854577B1 (de) | 2006-05-12 | 2016-06-29 | Yamazaki Mazak Corporation | Verfahren zur Herstellung eines Werkzeugmachinenbetts und einer Werkzeugmachinentraverse und zugehörige Struktur |
-
2007
- 2007-06-04 AT ATA882/2007A patent/AT505426B1/de not_active IP Right Cessation
-
2008
- 2008-06-03 AT AT08010099T patent/ATE529263T1/de active
- 2008-06-03 SI SI200830519T patent/SI2000316T1/sl unknown
- 2008-06-03 ES ES08010099T patent/ES2375296T3/es active Active
- 2008-06-03 US US12/156,555 patent/US8622639B2/en not_active Expired - Fee Related
- 2008-06-03 EP EP08010099A patent/EP2000316B1/de not_active Not-in-force
- 2008-06-04 JP JP2008146785A patent/JP5274111B2/ja not_active Expired - Fee Related
- 2008-06-04 IL IL191956A patent/IL191956A/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP2000316A1 (de) | 2008-12-10 |
| AT505426A1 (de) | 2009-01-15 |
| JP5274111B2 (ja) | 2013-08-28 |
| ATE529263T1 (de) | 2011-11-15 |
| IL191956A (en) | 2012-10-31 |
| JP2009006472A (ja) | 2009-01-15 |
| ES2375296T3 (es) | 2012-02-28 |
| SI2000316T1 (sl) | 2012-02-29 |
| AT505426B1 (de) | 2013-04-15 |
| IL191956A0 (en) | 2009-02-11 |
| US20090001243A1 (en) | 2009-01-01 |
| US8622639B2 (en) | 2014-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2000316B1 (de) | Verfahren zur Herstellung eines Trägers und Träger | |
| DE102004014745B4 (de) | Frachtdeck | |
| DE3502820A1 (de) | Fertigungsanlage mit mehreren einzelstationen | |
| EP1070786A2 (de) | Fahrweg für eine Magnetschwebebahn mit Langstator-Linearantrieb sowie Bausatz und Verfahren zu seiner Herstellung | |
| DE102007024589A1 (de) | Bearbeitungs-, insbesondere Geometrieschweißstation | |
| EP3040296A1 (de) | Modulares montage-transfersystem | |
| DE202015106966U1 (de) | Keiltrieb | |
| DE102010048350A1 (de) | Bodengruppe für eine Mehrzahl von Bauvarianten einer Karosserie eines Personenkraftwagens | |
| DE102011121584A1 (de) | Modulares Tragsystem zur Fixierung von Bauteilen | |
| DE10333561B4 (de) | Koordinaten-Meßmaschine | |
| DE69926723T2 (de) | Gestell eines Druckers | |
| EP2786922A1 (de) | Kunststoffkarosserie eines Kraftfahrzeugs aus Kunststoffelementen und entsprechende Verbindungen der Elemente | |
| WO2003102303A1 (de) | Fahrweg, fahrwegmodul und verfahren zu dessen herstellung | |
| DE102018213760A1 (de) | Aufzugsanlage | |
| DE102010031728A1 (de) | Verfahren zur Montage einer Tür an einem Fahrzeug | |
| DE19513537A1 (de) | Maschinengestell | |
| EP1366850A1 (de) | Linearbewegungsführung mit einer führungsschiene und einer Zahnstange | |
| EP2845663B1 (de) | Biegepresse mit einem Biegewerkzeug aus mehreren Werkzeugelementen | |
| EP1632308A1 (de) | Linearbewegungsführung mit zwei parallelen Führungsschienen und Verfahren zu deren Herstellung | |
| DE19781491B4 (de) | Stufenpresse | |
| DE20208421U1 (de) | Biegeträger aus Stahl für eine Spurwechseleinrichtung bei Fahrwegen von Magnetschwebefahrzeugen | |
| DE10319101B4 (de) | Zahnstange für einen Zahnriemenantrieb | |
| EP2063132A1 (de) | Linearantriebsvorrichtung | |
| DE102005022397A1 (de) | Spinnmaschine und Verfahren zum Zusammenbau | |
| EP3789808B1 (de) | Kopplungsglied für eine positioniereinrichtung sowie positioniereinrichtung mit einem kopplungsglied |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090608 |
|
| 17Q | First examination report despatched |
Effective date: 20090710 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008005213 Country of ref document: DE Effective date: 20111215 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK SWISS GMBH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20111019 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2375296 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120228 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20111019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120119 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120219 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120220 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120120 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120119 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 |
|
| 26N | No opposition filed |
Effective date: 20120720 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008005213 Country of ref document: DE Effective date: 20120720 |
|
| BERE | Be: lapsed |
Owner name: DURST PHOTOTECHNIK DIGITAL TECHNOLOGY GMBH Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111019 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK AG, CH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20130529 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080603 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20150213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140604 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: OTHMARSTRASSE 8, 8008 ZUERICH (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170612 Year of fee payment: 10 Ref country code: GB Payment date: 20170608 Year of fee payment: 10 Ref country code: DE Payment date: 20170602 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20170531 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20170701 Year of fee payment: 10 Ref country code: FR Payment date: 20170817 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008005213 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180603 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190312 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180604 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20190516 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 529263 Country of ref document: AT Kind code of ref document: T Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180603 |