EP1988189A1 - Process for producing hot-dip galvanized steel sheet with zinc phosphate coat - Google Patents
Process for producing hot-dip galvanized steel sheet with zinc phosphate coat Download PDFInfo
- Publication number
- EP1988189A1 EP1988189A1 EP07713636A EP07713636A EP1988189A1 EP 1988189 A1 EP1988189 A1 EP 1988189A1 EP 07713636 A EP07713636 A EP 07713636A EP 07713636 A EP07713636 A EP 07713636A EP 1988189 A1 EP1988189 A1 EP 1988189A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel sheet
- zinc phosphate
- galvanized steel
- surface conditioning
- conditioning agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 225
- 229910000165 zinc phosphate Inorganic materials 0.000 title claims abstract description 193
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 title claims abstract description 189
- 229910001335 Galvanized steel Inorganic materials 0.000 title claims abstract description 136
- 239000008397 galvanized steel Substances 0.000 title claims abstract description 136
- 230000008569 process Effects 0.000 title claims abstract description 125
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 301
- 238000000576 coating method Methods 0.000 claims abstract description 171
- 239000011248 coating agent Substances 0.000 claims abstract description 166
- 230000003750 conditioning effect Effects 0.000 claims abstract description 138
- 238000001035 drying Methods 0.000 claims abstract description 107
- 238000004519 manufacturing process Methods 0.000 claims abstract description 72
- 229910019142 PO4 Inorganic materials 0.000 claims abstract description 52
- 239000010452 phosphate Substances 0.000 claims abstract description 33
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims abstract description 32
- 239000011701 zinc Substances 0.000 claims description 59
- 239000002245 particle Substances 0.000 claims description 42
- 239000007788 liquid Substances 0.000 claims description 34
- 238000002835 absorbance Methods 0.000 claims description 30
- 238000010521 absorption reaction Methods 0.000 claims description 29
- 229910052725 zinc Inorganic materials 0.000 claims description 29
- 229910052698 phosphorus Inorganic materials 0.000 claims description 28
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 25
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 24
- 239000011574 phosphorus Substances 0.000 claims description 24
- 238000000862 absorption spectrum Methods 0.000 claims description 18
- 150000002500 ions Chemical class 0.000 claims description 14
- 150000001450 anions Chemical class 0.000 claims description 8
- 239000007785 strong electrolyte Substances 0.000 claims description 8
- 229910002651 NO3 Inorganic materials 0.000 claims description 7
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 claims description 7
- GQPLMRYTRLFLPF-UHFFFAOYSA-N nitrous oxide Inorganic materials [O-][N+]#N GQPLMRYTRLFLPF-UHFFFAOYSA-N 0.000 claims description 5
- 229910052749 magnesium Inorganic materials 0.000 claims description 4
- 229910052708 sodium Inorganic materials 0.000 claims description 4
- 229910052790 beryllium Inorganic materials 0.000 claims description 3
- 229910052791 calcium Inorganic materials 0.000 claims description 3
- 229910052744 lithium Inorganic materials 0.000 claims description 3
- 229910052700 potassium Inorganic materials 0.000 claims description 3
- 239000000203 mixture Substances 0.000 abstract description 13
- 229910000831 Steel Inorganic materials 0.000 description 99
- 239000010959 steel Substances 0.000 description 99
- 230000000052 comparative effect Effects 0.000 description 53
- 238000011156 evaluation Methods 0.000 description 49
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 45
- 238000005507 spraying Methods 0.000 description 39
- 239000000243 solution Substances 0.000 description 36
- 238000012360 testing method Methods 0.000 description 30
- 239000000463 material Substances 0.000 description 28
- 238000006243 chemical reaction Methods 0.000 description 22
- 239000002585 base Substances 0.000 description 21
- 229910052783 alkali metal Inorganic materials 0.000 description 20
- 150000001340 alkali metals Chemical class 0.000 description 20
- 239000000853 adhesive Substances 0.000 description 18
- 230000001070 adhesive effect Effects 0.000 description 18
- 238000005246 galvanizing Methods 0.000 description 17
- 239000007853 buffer solution Substances 0.000 description 16
- 239000007864 aqueous solution Substances 0.000 description 13
- ZPWVASYFFYYZEW-UHFFFAOYSA-L dipotassium hydrogen phosphate Chemical compound [K+].[K+].OP([O-])([O-])=O ZPWVASYFFYYZEW-UHFFFAOYSA-L 0.000 description 12
- 229910000396 dipotassium phosphate Inorganic materials 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 239000007921 spray Substances 0.000 description 12
- 239000000126 substance Substances 0.000 description 12
- 239000000314 lubricant Substances 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 238000007747 plating Methods 0.000 description 10
- 230000008859 change Effects 0.000 description 9
- 230000001050 lubricating effect Effects 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 238000001228 spectrum Methods 0.000 description 8
- 238000003466 welding Methods 0.000 description 8
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 7
- 239000000084 colloidal system Substances 0.000 description 7
- 239000003484 crystal nucleating agent Substances 0.000 description 7
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 7
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 6
- 230000003449 preventive effect Effects 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- FQENQNTWSFEDLI-UHFFFAOYSA-J sodium diphosphate Chemical compound [Na+].[Na+].[Na+].[Na+].[O-]P([O-])(=O)OP([O-])([O-])=O FQENQNTWSFEDLI-UHFFFAOYSA-J 0.000 description 6
- 229940048086 sodium pyrophosphate Drugs 0.000 description 6
- 235000019818 tetrasodium diphosphate Nutrition 0.000 description 6
- 239000001577 tetrasodium phosphonato phosphate Substances 0.000 description 6
- 238000005275 alloying Methods 0.000 description 5
- 238000007598 dipping method Methods 0.000 description 5
- 238000004090 dissolution Methods 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- 239000010802 sludge Substances 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 239000013589 supplement Substances 0.000 description 5
- 238000004070 electrodeposition Methods 0.000 description 4
- 238000005530 etching Methods 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 238000000691 measurement method Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 229910018137 Al-Zn Inorganic materials 0.000 description 3
- 229910018573 Al—Zn Inorganic materials 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 3
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 238000002441 X-ray diffraction Methods 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 230000004913 activation Effects 0.000 description 3
- 230000004931 aggregating effect Effects 0.000 description 3
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000010960 cold rolled steel Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000005238 degreasing Methods 0.000 description 3
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 229960004838 phosphoric acid Drugs 0.000 description 3
- 235000011007 phosphoric acid Nutrition 0.000 description 3
- 238000000985 reflectance spectrum Methods 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 229910001297 Zn alloy Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 150000003863 ammonium salts Chemical class 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- BNIILDVGGAEEIG-UHFFFAOYSA-L disodium hydrogen phosphate Chemical compound [Na+].[Na+].OP([O-])([O-])=O BNIILDVGGAEEIG-UHFFFAOYSA-L 0.000 description 2
- 229910000397 disodium phosphate Inorganic materials 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 229910052745 lead Inorganic materials 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 2
- 150000003016 phosphoric acids Chemical class 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 238000004566 IR spectroscopy Methods 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910003110 Mg K Inorganic materials 0.000 description 1
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- IOVCWXUNBOPUCH-UHFFFAOYSA-N Nitrous acid Chemical compound ON=O IOVCWXUNBOPUCH-UHFFFAOYSA-N 0.000 description 1
- 229910018605 Ni—Zn Inorganic materials 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910052774 Proactinium Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910000905 alloy phase Inorganic materials 0.000 description 1
- 238000003705 background correction Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- XPPKVPWEQAFLFU-UHFFFAOYSA-J diphosphate(4-) Chemical compound [O-]P([O-])(=O)OP([O-])([O-])=O XPPKVPWEQAFLFU-UHFFFAOYSA-J 0.000 description 1
- 235000011180 diphosphates Nutrition 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- KFZAUHNPPZCSCR-UHFFFAOYSA-N iron zinc Chemical compound [Fe].[Zn] KFZAUHNPPZCSCR-UHFFFAOYSA-N 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 239000013521 mastic Substances 0.000 description 1
- 125000005341 metaphosphate group Chemical group 0.000 description 1
- -1 metasilicate Chemical compound 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 239000006174 pH buffer Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229940048084 pyrophosphate Drugs 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000012756 surface treatment agent Substances 0.000 description 1
- PGAPATLGJSQQBU-UHFFFAOYSA-M thallium(i) bromide Chemical compound [Tl]Br PGAPATLGJSQQBU-UHFFFAOYSA-M 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- SPDJAIKMJHJYAV-UHFFFAOYSA-H trizinc;diphosphate;tetrahydrate Chemical compound O.O.O.O.[Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O SPDJAIKMJHJYAV-UHFFFAOYSA-H 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/12—Orthophosphates containing zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/12—Orthophosphates containing zinc cations
- C23C22/13—Orthophosphates containing zinc cations containing also nitrate or nitrite anions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/362—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
- C23C22/80—Pretreatment of the material to be coated with solutions containing titanium or zirconium compounds
Definitions
- the present invention relates to a method for manufacturing a hot-dip galvanized steel sheet which is used in a field of automotive manufacturing and so on to enhance press formability and exhibits excellent in lubricity and/or adhesiveness. More specifically, the invention relates to a method for manufacturing a hot-dip galvanized steel sheet having zinc phosphate coating which is capable to enhance productivity such as operatability of manufacturing for hot-dip galvanized steel sheet having the above properties in a continuous hot-dip galvanized steel sheet manufacturing-line.
- a hot-dip galvanized steel sheet has been used. In most automotive applications, press forming is given to the galvanized steel sheet. However, compared with a cold-rolled steel sheet, the galvanized steel sheet is known to be inferior in press formability. About an electrogalvanized (EG) steel sheet or a hot-dip galvanized (GI) steel sheet, since zinc in the plating surface is soft, the zinc may cause seizing with dies at a time of scraping; or about a hot-dip galvanized steel sheet, soft eta-phase may remain, these factors lower the slidability. Also, about galvannealed (GA) steel sheet, as soft alloy layer like zeta-phase is formed on the plating surface at a time of alloying, which same as above lower the slidability.
- EG electrogalvanized
- GI hot-dip galvanized
- GAC galvannealed
- Patent Document 1 discloses a technique to enhance the lubricity by providing iron-zinc alloy electroplated coating over the galvanized coating; this technique is widely and practically used. Nevertheless, by this technique, electroplating equipment is needed, which results in a large increase of manufacturing cost.
- Patent Document 2 discloses a technique to produce hot-dip galvanized steel sheet which exhibits excellent lubricity by making zinc phosphate coating as an upper layer, instead of using plated coating described in Patent Document 1.
- This means that the invention having the zinc phosphate coating configures, for example, a zinc-containing metal-plated steel sheet complex excellent in high-speed press formability at a time of coach-building.
- Patent Documents 4 and 5 disclose methods, wherein, before a contact with zinc phosphate aqueous solution, a base material is rinsed and then dipped in the surface conditioning agent such as titanium-colloid aqueous solution for surface treatment.
- the surface conditioning agent such as titanium-colloid aqueous solution for surface treatment.
- a technique which imparts organic solid lubricant coating like wax and fat to a galvanized surface is conventionally disclosed (Japanese Patent No. 3006455 , etc.); chaff produced by press adheres to the dies at a time of press forming, occurrence of defect of press products attributed to the chaff, and odor problem at a time of welding connection (organic substance is decomposed by heat of welding that exert a harmful influence in the working environment.).
- the inorganic lubricant coating is characterizing in that it does not cause problems like unusual odor at a time of welding connection and it is capable to impart stable formability to the material to be formed.
- phosphoric-acid series coating is conventionally used, and this has proposed various techniques.
- Patent Document 6 discloses that Mg-containing zinc phosphate coating is provided on the galvanized surface and this coated material is suitably used for automotive body.
- Patent Document 7 and Patent Document 8 disclose that forming ZnO oxide on the surface of plated layer and forming Mn-Zn-OH-P series crystalline oxide over the surface make it possible to obtain a galvanized steel sheet which exhibits excellent lubricity, chemical conversion treatability, and adhesive compatibility.
- Patent Document 9 discloses a steel sheet having an inorganic lubricant coating which has sufficient adhesiveness with various adhesives including Mastic-type adhesive.
- the technique forming these phosphoric-acid series coating is called "reactive surface chemical-conversion treatment”. It is a technique such that a treatment agent containing a primary phosphoric acid, Zn, Ni, Mn, Mg, nitric acid, nitrous acid, fluorine compound, and so on is contacted with a surface of galvanized steel sheet and reacts thereon to form a coating. More specifically, the treatment agent is supplied by spray and the like to the galvanized surface, meanwhile coating reaction is proceeded together with etching of galvanizing.
- an object of the present invention is to provide a method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating which is possible to keep the composition balance of the treatment agent constant, to reduce the manufacturing cost, and to minimize the burden to the environment.
- Another object of the invention is to provide a galvanized steel sheet having zinc phosphate coating which exhibits excellent lubricity and adhesiveness by the above method.
- the present inventors have been conducted serious studies in order to solve the above problems. As a result, the present inventors have acquired following ideas and developed a method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating of the present invention.
- the present invention has been completed based on the above ideas. It is described in detail as follows.
- the first aspect of the present invention is a method for continuously manufacturing hot-dip galvanized steel sheet having zinc phosphate coating comprising the steps of: a surface conditioning agent supply process for supplying a surface conditioning agent to a surface of hot-dip galvanized steel sheet; a pre-drying process for drying the surface conditioning agent in a post-process of the surface conditioning agent supply process; and a treatment agent supply process for supplying a treatment agent containing zinc phosphate solution to the surface of the hot-dip galvanized steel sheet in a post-process of the pre-drying process, so as to solve the problems.
- hot-dip galvanized steel sheet is a concept including not only “hot-dip galvanized steel sheet” itself but also “galvannealed steel sheet”. Also, the wording "galvanized steel sheet” is a generic name including “electrogalvanized steel sheet”, “hot-dip galvanized steel sheet” and “galvannealed steel sheet”.
- zinc phosphate of "zinc phosphate coating” means a crystalline zinc phosphate (Zn 3 (PO 4 ) 2 ⁇ 4H 2 O) which shows Hopeite diffraction in a normal X-ray diffraction analysis.
- the second aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the first aspect of the invention, wherein the surface conditioning agent used in the surface conditioning agent supply process is an aqueous liquid containing zinc phosphate particles.
- the third aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second aspect of the invention, wherein average diameter of the zinc phosphate particles contained in the surface conditioning agent of the surface conditioning agent supply process is 10 ⁇ m or less.
- the fourth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second aspect of the invention, wherein average diameter of the zinc phosphate particles contained in the surface conditioning agent of the surface conditioning agent supply process is 10 ⁇ m or less, and pH of the surface conditioning agent is 5 or more.
- the fifth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to fourth aspects of the invention, wherein the surface conditioning agent used in the surface conditioning agent supply process contains more than 0 mol/L and 0.5 mol/L or less of zinc phosphate particles, and contains a total of 0.3 mol/L or less of one element selected from a group consisting of Li, Na, K, Be, Mg, and Ca.
- the sixth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to fifth aspects of the invention, wherein the treatment agent used in the treatment agent supply process contains 0.001 to 0.7 mol/L of phosphate root and contains 0.7 or less of.Zn ion in mole ratio to the phosphate root.
- the seventh aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to sixth aspects of the invention, wherein zinc phosphate solution of the treatment agent used in the treatment agent supply process contains Zn ion and phosphate root, has a pH of 4 or less, and contains one element, other than the Zn ion and the phosphate root, selected from a group of strong electrolyte anion consisting of 0.2 or less of nitrate root, 0.2 or less of nitrous root, 0.1 or less of hydrofluoric root, and 0.05 or less of sulfuric root in mole ratio to 1 mole of the phosphate root.
- the eighth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to seventh aspects of the invention, wherein phosphorus adhered to a hot-dip galvanized surface by the surface conditioning agent supply process and the treatment agent supply process is prepared to be 30 to 500 mg/m 2 in phosphorus equivalent.
- Phosphorus adhesion quantity with regard to "phosphorus equivalent” can be calculated by measurement associated with chemical dissolution or fluorescent X-ray.
- the method by chemical dissolution is the one to dissolve a galvanized layer of galvanized steel sheet having a predetermined area with predetermined amount of strong acid (e.g., hydrochloric acid) and to measure the phosphorus concentration in the above solution by ICP (inductively-coupled plasma emission spectrometry) to calculate phosphorus equivalent.
- strong acid e.g., hydrochloric acid
- the method associated with fluorescent X-ray is the one to obtain fluorescent X-ray strength by making various phosphorus adhesion quantity, measuring fluorescent X-ray strength attributing to PK ⁇ in the fluorescent X-ray method, calculating the phosphorus adhesion quantity by the method of the above chemical dissolution, and producing an analytical curves.
- the fluorescent X-ray method it is capable to obtain the phosphorus adhesion quantity without breaking the galvanized layer of galvanized steel sheet, in a same method for the following samples.
- the ninth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second aspect of the invention, wherein pH of the surface conditioning agent used in the surface conditioning agent supply process is 5 or more, and average diameter of the zinc phosphate particles is 0.1 to 3 ⁇ m.
- the 10th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second or ninth aspect of the invention, wherein 0.01 to 5 mg/m 2 of the zinc phosphate particles in phosphorus equivalent is adhered to a surface of galvanized steel sheet which has come through the surface conditioning agent supply process and the pre-drying process.
- the 11th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the second, ninth, and 10th aspects of the invention, wherein the treatment agent used in the treatment agent supply process contains Zn and phosphate root, has a pH of 4 or less, and contains one element, other than the zinc and phosphate root, selected from a group of strong electrolyte anion consisting of 0.2 or less of nitrate root, 0.2 or less of nitrous root, 0.1 or less of hydrofluoric root, 0.05 or less of sulfuric root in mole ratio to 1 mole of phosphate root.
- the 12th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the second, ninth to 11th aspects of the invention, wherein the method further comprising a post-drying process for drying the treatment agent after the treatment agent supply process, and the zinc phosphate coating is adhered at an amount of 30 to 250 mg/m 2 in phosphorus equivalent after the post-drying process.
- the 13th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to 12th aspects of the invention, wherein either one of or both of supplying methods for the surface conditioning agent in the surface conditioning agent supply process and for the treatment agent in the treatment agent supply process is roll coating method.
- the 14th aspect of the invention is a hot-dip galvanized steel sheet having crystalline zinc phosphate coating formed on the surface thereof manufactured in accordance with the methods described in any one of the ninth to 13th aspects of the invention, the hot-dip galvanized steel sheet is characterizing in that: an absorption spectrum obtained by a reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the zinc phosphate coating surface has a plurality of absorption bands within a wavelength range of 8 to 12 ⁇ m; further, ratio of integrated absorption strength of a s-polarized light to a p-polarized light within the wavelength range is 1.2 or more.
- p-polarized light means a vertical component of polarized light to the surface; while “s-polarized light” means a horizontal component of polarized light to the surface.
- ratio of integrated absorption strength means ratio of integrated absorption strength of the absorption spectrum of p-polarized light and s-polarized light.
- the 15th aspect of the invention is a hot-dip galvanized steel sheet having crystalline zinc phosphate coating formed on the surface thereof manufactured in accordance with the methods described in any one of the ninth to 13th aspects of the invention, the hot-dip galvanized steel sheet is characterizing in that: an absorption spectrum obtained from the reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the phosphate coating has a plurality of absorption bands within a wavelength range of 8 to 12 ⁇ m; a p-polarized light absorbance within a wavelength of 8.4 to 9.2 ⁇ m of the absorption spectrum is twice as much as a s-polarized light absorbance; and the p-polarized light absorbance within wavelength range of 10.2 to 11.0 ⁇ m is twice as much as the s-polarized light absorbance.
- the surface conditioning agent in liquid condition is not brought into the treatment agent supply process, the surface conditioning agent does not contaminate the treatment agent; thereby composition balance of the treatment agent can be maintained for a long time.
- this invention makes it possible to manufacture the hot-dip galvanized steel sheet having zinc phosphate coating in consideration of the environment. Hence, decreased treatment agent is a portion which adhered to the sheet, the manufacturing process is simply established by supplying the decreased treatment agent. Therefore, zinc phosphate coating can be formed in a continuous hot-dip galvanized steel sheet line in the closed-system.
- crystal nucleating agent contained in the surface conditioning agent is not dried and aggregated, it is capable to furthermore steadily form a zinc phosphate coating to be coated.
- the third aspect of the invention is capable to enhance operatability and stability of the surface conditioning agent.
- the fourth aspect of the invention is capable to enhance operatability and stability of the surface conditioning agent more.
- the fifth aspect of the invention it is possible to enhance stability of the surface conditioning agent and to homogenize the reaction in the sheet surface in the pre-drying process.
- the sixth aspect of the invention is capable to enhance operatability and stability of the treatment agent.
- the seventh aspect of the invention is capable to enhance stability of the treatment agent more and to enhance homogeneity of the coating.
- the preparation is easy; therefore it is capable to accurately prepare a suitable amount of phosphorus.
- the ninth aspect of the invention it is possible to enhance stability of the surface conditioning agent furthermore; in view of cost and environment, a furthermore advantageous method for manufacturing the hot-dip galvanized steel sheet having zinc phosphate coating can be provided.
- the provided zinc phosphate particles can be more evenly supplied to the galvanized surface.
- the 10th aspect of the invention is capable to enhance stability of the surface conditioning agent and also capable to easily prepare a total amount of phosphorus adhesion quantity at a time of treatment agent supply, further, lubricity thereof can be enhanced.
- stability of the treatment agent can be enhanced; in view of cost and environment, a furthermore advantageous method for manufacturing the hot-dip galvanized steel sheet having zinc phosphate coating can be provided.
- lubricity thereof can be enhanced.
- the 14th aspect of the invention is capable to provide a hot-dip galvanized steel sheet having zinc phosphate coating, which exhibits excellent adhesiveness and lubricity.
- the 15th aspect of the invention is capable to provide a hot-dip galvanized steel sheet having zinc phosphate coating, which can maintain the slidability and further exhibits excellent adhesiveness.
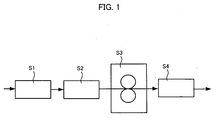
- FIG. 1 shows a flow of an embodiment of the manufacturing method for galvanized steel sheet having zinc phosphate coating of the invention.
- the manufacturing method includes: a surface conditioning agent supply process (S1) for supplying a surface conditioning agent to a base material; a pre-drying process (S2) for drying the surface conditioning agent; a treatment agent supply process (S3) for supplying a treatment agent; and a pre-drying process (S4) for drying the treatment agent after the treatment agent supply process (S3).
- S1 surface conditioning agent supply process
- S2 pre-drying process
- S3 treatment agent supply process
- S4 pre-drying process
- the surface conditioning agent supply process (S1) is a process to supply surface conditioning agent containing a crystal nucleating agent to the galvanized steel sheet.
- the method for supplying the surface conditioning agent of the surface conditioning agent supply process (S1) is not particularly limited.
- the examples include: roll coater, spray coating, in addition, post-spray air knife, post-spray wringer roll, and post-spray squeezing roll.
- roll coater and post-spray squeezing roll are preferable. Further, among these, roll coater is preferable as it requires shorter contact time between galvanizing and the surface conditioning agent than other methods does.
- This method needs no troublesome component preparation and pH control for the surface conditioning agent, but it just needs addition of a surface conditioning agent having exactly the same component to refill the decreased portion of the surface conditioning agent. Control of component of surface conditioning agent, concentration thereof, and pH thereof of one component is only necessary. Further, as change of component of the surface conditioning agent is controlled, discharge of the surface conditioning agent becomes unnecessary; in view of reduction of cost and environmental burden, it is preferable.
- a crystal nucleating agent contained in the surface conditioning agent is not particularly limited to; an agent normally used for the base-coating treatment process of automotive body can be used.
- the examples include: an aqueous liquid wherein Ti-colloid is dispersed in a sodium pyrophosphate aqueous solution and an aqueous liquid in which zinc phosphate particles are dispersed.
- the aqueous liquid in which zinc phosphate particles are dispersed is particularly preferable. Because, even if this aqueous liquid is supplied and dried in the below-mentioned pre-drying process (S2), without aggregating, zinc phosphate particles can be absorbed to the galvanized surface while maintaining the particle size.
- the crystal nucleating agent may possibly be dried and aggregated in the pre-drying process (S2).
- Adhesion quantity of the surface conditioning agent is preferably less than 30 mg/m 2 . This is because, in the range of 30 mg/m 2 or more, spots in the base treatment occur and the appearance is sometimes damaged. It is preferably 15 mg/m 2 or less, and more preferably 10 mg/m 2 or less. Meanwhile, even if more than 30 mg/m 2 of the surface conditioning agent is applied, effect as the base treatment is saturated, it may rather affect the treatment agent in the post-process; thus the above upper limit is preferable.
- supply of the aqueous liquid in which zinc phosphate particles are dispersed is preferably 0.01 to 5 mg/m 2 in phosphorus equivalent in the zinc phosphate at a time of drying. If it is less than 0.01 mg/m 2 , sufficient adhesiveness cannot be obtained; meanwhile if it is over 5 mg/m 2 , the effect becomes saturated. It is preferably 0.1 to 2 mg/m 2 . Further, concentration of zinc phosphate may be 0.05 to 5 mol/L. This is because, in the range less than 0.05 mol/L, wet-film layer thickness becomes too thick to obtain predetermined adhesion quantity; thereby coating unevenness tends to occur. On the other hand, in the range over 5 mol/L, viscosity of the surface conditioning agent becomes excessively high; thereby, in the same way, coating unevenness tends to occur.
- zinc phosphate particles used for crystalline nucleation may be crystalline, amorphous, or mixture thereof. Whether or not it is crystalline can be determined by a general X-ray diffraction analysis.
- pH of the surface conditioning agent is preferably 5 or more. If pH is less than 5, when the surface conditioning agent is supplied to a galvanized sheet surface, zinc liquates out from the sheet surface. Further, aqueous liquid in which zinc phosphate particles are dispersed itself may slightly cause dissolution reaction of zinc phosphate particles, stability of the particles may possibly be deteriorated.
- the pH of the agent is further preferably in the range of 7 to 10. If pH is more than 10, dissolution reaction of zinc phosphate itself is set off.
- buffer solution for controlling pH may be added to the surface conditioning agent. Examples of the buffer solution include a buffer solution consisting of K 2 HPO 4 and NaOH. Concentration of the buffer solution in the surface conditioning agent is preferably 0.1 to 2 g/L. If the concentration is less than 0.1 g/L, the desired provision is hard to be obtained; if it is over 2 g/L, it might affects to the homogenous supply.
- Particle diameter of the dispersed zinc phosphate particles is preferably 10 ⁇ m or less. Because, if the diameter becomes over 10 ⁇ m, dispersing element becomes unstable, this may deteriorates life of the aqueous liquid. It is preferably 5 ⁇ m or less, and more preferably 3 ⁇ m or less. Lower limit of the particle diameter is not particularly limited to; in view of viscosity of the aqueous liquid, it is preferably 0.1 ⁇ m or more. With regard to the below-mentioned galvanized steel sheet also showing excellent adhesiveness, the particle diameter is preferably 3 ⁇ m or less. It is further more preferably 1 ⁇ m or less. The particle diameter can be measured in a state of dispersed aqueous liquid by a laser diffractometer.
- Content of the zinc phosphate particles is 0.5 mol/L or less. This is because, when concentration of the zinc phosphate particles becomes over 0.5 mol/L, content of the dispersing element becomes too high, which may deteriorates life of the aqueous liquid. In view of stability of the aqueous liquid, it is preferably 0.3 mol/L or less.
- the content of the zinc phosphate particles can be converted from atomic weight as Zn 3 (PO 4 ) 2 by measuring zinc concentration.
- At least one or more kinds selected from: alkali metal of Li, Na, and K; and alkali earth metal of Be, Mg, and Ca may be added. Because, if these metals are added, below-mentioned reaction in the surface of the base material under the pre-drying process becomes more even, therefore, this makes it possible to stably manufacture the hot-dip galvanized steel sheet. Concentration of these alkali metal and alkali earth metal is 0.3 mol/L or less as a total of the above alkali metal and alkali earth metal.
- alkali metal and alkali earth metal may be added in forms of orthophosphate, metaphosphate, pyrophosphate, orthosilicate, metasilicate, carbonate, bicarbonate, borate, and etc.
- ammonium salt or ammonium aqueous solution, and so on may be used.
- the concentration is a total of approximately 0.05 mol/L or less
- metal or metal salt particles of such as Fe, Co, Ni, Cu, Mn, and Cr may be included.
- the buffer solution include one consisting of K 2 HPO 4 and NaOH.
- these buffer solutions inhibit pH change, stable manufacturing is sometimes carried out.
- commercially available surface conditioning agent which is used for base treatment and the like for coating, may be used as long as it satisfies the above composition.
- the pre-drying process (S2) is a process for drying a surface conditioning agent supplied to the surface of a base material without water rinsing. Drying temperature is not specifically limited to, in view of manufacturing cost and so on, the steel-sheet highest achieving temperature is preferably less than 200°C. More preferably, the temperature is less than 150°C, furthermore preferably 50 to 120°C. Drying duration is not specifically limited to as well; from the viewpoint of surface appearance and productivity, it is preferably less than 30 seconds, more preferably less than 10 seconds.
- the drying method is not particularly limited to; it is suitably selected. Examples thereof include air knife, drier, and oven.
- the treatment agent supply process (S3) is a process to supply a treatment agent for forming a zinc phosphate coating over a base material treated by the above pre-drying process (S2).
- Supplying method of the treatment agent to the base material is not particularly limited to; for example, there may be spray-wringer method and roll-coating method.
- the equipment can be effectively simplified. So, in view of manufacturing the hot-dip galvanized steel sheet with lower cost, it is possible to suitably adopt a treatment by roll-coating method. In view of operatability of the treatment agent, treatment by roll-coating method is most preferable.
- temperature of the fed steel sheet which has come through the pre-drying process (S2), at a time of feeding into the treatment agent supply process (S3) is preferably less than 80°C. Because, if temperature of the steel sheet is higher, activation of the steel sheet becomes more than a protective-coating-like effect of the surface conditioning agent, which may cause elution of galvanized coating into the treatment agent.
- the temperature is preferably less than 60°C.
- the lower limit is preferably 30°C or more. If the temperature is less than 30°C, reaction by heating in the dry-process after the treatment process does not sufficiently occur; thereby coating may be uneven. Control of the above temperature of the fed steel sheet can be achieved by providing a cooling zone of the steel sheet, but also it can be achieved by using roll-cooling such as water-cooling roll.
- the treatment agent supplied in the treatment agent supply process (S3) is a zinc phosphate solution.
- the zinc phosphate solution is an aqueous solution containing phosphate root and Zn ion.
- the wording "phosphate root" is a generic name of H 2 PO 4 - , HPO 4 2- , PO 4 3- ; it is represented by [PO 4 3- ].
- the zinc phosphate solution contains 0.001 to 0.7 mol/L of phosphate root [PO 4 3- ], and contains 0.7 or less of Zn ion in mole ratio to this phosphate root.
- the reason for specifying the concentration of phosphate root in the range of 0.001 to 0.7 mol/L is because, if the zinc phosphate solution contains more than 0.7 mol/L of phosphate root, stability of the treatment agent might be deteriorated. Meanwhile, if the concentration is in the range less than 0.001 mol/L, pH of the treatment agent becomes higher; reaction becomes inhibited thereby there is a possibility that the desired performance cannot be obtained.
- the reason for containing 0.7 or less of Zn ion in mole ratio to this phosphate root is because, by making zinc phosphate solution contain the concentration of Zn ion, it is possible to form an even crystalline coating. This is also because there is a fear of occurrence of sludge that may deteriorate the surface quality.
- the content is preferably 0.5 or less.
- sludge means the one wherein Zn 3 (PO 4 ) 2 is solidified in the aqueous solution.
- forming reaction of the crystalline zinc phosphate is a reaction shown by the following formula (A) or (B) ; 1.5 times of zinc atoms are required to the phosphate root in the treatment agent.
- S3 treatment agent supply process
- the excessive amount of zinc raises pH and solidifies the treatment agent.
- pH of the treatment agent is preferably 4 or less. Because, if it becomes more than 4, stability of the treatment agent becomes lowered and sludge occurs, thereby these raise a possibility for damaging the surface quality; also, there is a fear that zinc phosphate coating cannot be formed since the reaction does not proceed smoothly.
- the pH is furthermore preferably 3 or less.
- adding one or more kinds of strong electrolyte anion selected from a group of strong electrolyte anion consisting of: 0.2 or less of nitrate root (NO 3- ), 0.2 or less of nitrous root (NO 2- ), 0.1 or less of hydrofluoric root (F - ), and 0.05 or less of sulfuric root (SO 4 2- ) in mole ratio to the phosphate root is to have a stable reaction with the treatment agent for the purpose of improving the evenness of the coating. Specifically, by this reaction, it is capable to obtain etching effect and oxidation effect. If the strong electrolyte anion is added in an amount over the above upper limit, stability of the treatment agent is lowered and life of the treatment agent may be shortened.
- ammonium salt, or ammonium aqueous solution, and so on may be added to the zinc phosphate solution.
- Concentration of ammonium ion is preferably 0.02 or less in mole ratio to phosphate root.
- other metal ions apart from zinc may be mixed.
- a total mole ratio of the metal ion to the phosphate root is preferably 0.2 or less.
- Adhesion quantity of the zinc phosphate solution in terms of adhesion quantity of coating eventually formed is calculated in phosphorus equivalent by a sum of supply in the above surface conditioning agent supply process (S1) and the treatment agent supply process (S3), it is preferably 30 to 500 mg/m 2 . Because, if it is less than 30 mg/m 2 , lubricity of the coating is not reflected to the formability of the steel sheet; meanwhile if it is over 500 mg/m 2 , the effect becomes saturated. It is further preferably 30 to 400 mg/m 2 .
- the pre-drying process (S2) is provided as a pre-process of the treatment agent supply process (S3), the surface conditioning agent is not brought into the treatment agent supply process (S3); thereby it is possible to adequately keep balance of the treatment agent for a long time. Accordingly, treatment agent control and drain facility can be simplified.
- the post-drying process (S4) is a process to dry a treatment agent supplied to the surface of a base material without water rinsing. Drying temperature is not particularly limited to; in view of manufacturing cost, the steel-sheet highest achieving temperature is preferably less than 250°C, more preferably less than 180°C. Drying duration is not specifically limited to as well; from the viewpoint of surface appearance and productivity, it is preferably less than 100 seconds after the application, and more preferably less than 50 seconds.
- the drying method is not particularly limited to; it is suitably selected. Examples thereof include air knife, drier, and oven.
- the galvanized steel sheet having a zinc phosphate coating comprises a base material, a galvanizing coating over a surface of the base material, and a zinc phosphate coating formed on outside of the galvanizing coating. These are respectively described as below.
- Kind of steel sheet to be the base material is not particularly limited to; any kind of cold-rolled steel sheet and hot-rolled steel sheet are applicable.
- Chemical composition of the base material is not specifically limited to, either; the applicable examples include dead soft steel and low-carbon steel both containing Ti, Nb, and so on depending on the necessity, or high-strength steel or high-tensile steel both adequately containing Si, Mn, P, Cr, Ni, Cu, V, and so on.
- the galvanizing of the galvanized steel sheet having a zinc phosphate coating of the invention hot-dip galvanizing or electrogalvanizing may be adopted. By galvanizing the above base material, the galvanized steel sheet can be produced.
- GI steel sheet As a hot-dip galvanized steel sheet, for example, there may be GI steel sheet which does not have thermal alloying treatment and thermal alloyed GA steel sheet.
- GI steel sheet means a steel sheet where alloying treatment is not given after hot-dip galvanizing and that contains 2 mass % or less of Fe. If Fe content becomes more than 2 mass %, Fe-Zn alloy layer appears at a part of the surface, which is not preferable with regard to the appearance.
- GA steel sheet means a steel sheet where alloying treatment is given after hot-dip galvanizing and that contains 7 to 15 mass % of Fe to that of the galvanized layer.
- Fe content is less than 7 mass %, eta-phase remains in the vicinity of surface of the alloyed hot-dip galvanized layer, which is not preferable with regard to the appearance. It is preferably 8 mass % or more. If Fe content becomes over 15 mass %, powder tends to be generated at a time of press forming. It is preferably 13 mass % or less.
- the hot-dip galvanized layer of the above GI steel sheet and GA steel sheet may contain 0.05 to 0.5 mass % of Al. As a result, it is capable to enhance the adhesiveness between the hot-dip galvanized coating and the base material.
- metals of Cu, Ni, Cr, Si, Mn, Pb, Sb, Sn, misch metal, and so on may be slightly contained or added to the hot-dip galvanized layer.
- alloy phase is not specifically limited to; eta-phase, zeta-phase, delta-phase may be mixed in the GI steel sheet; meanwhile zeta-phase, delta 1-phase, gamma 1-phase, gamma-phase may be mixed in the GA steel sheet.
- adhesion quantity of the hot-dip galvanized coating is not particularly limited to. However, from the viewpoint of workability, weldability, and productivity, the adhesion quantity of the hot-dip galvanized coating is preferably 150 g/m 2 or less.
- GI steel sheet and GA steel sheet have been described; other than these, 5 mass % Al-Zn plated steel sheet (GF steel sheet), 55 mass % Al-Zn plated steel sheet (GL), and 3 mass % Mg-Al-Zn plated steel sheet (MZ steel sheet) may be available.
- GF steel sheet 5 mass % Al-Zn plated steel sheet
- GL 55 mass % Al-Zn plated steel sheet
- MZ steel sheet 3 mass % Mg-Al-Zn plated steel sheet
- Examples of the electrogalvanized steel sheet include EG steel sheet consisting of eta-phase, 10 mass % Fe-Zn electrogalvanized steel sheet (FZ steel sheet), and 13 mass % Ni-Zn (ZnNi steel sheet). Among these, applying the zinc phosphate coating of the invention to the EG steel sheet is preferable.
- Manufacturing of the galvanized steel sheet to be used for the present invention can apply any kinds of galvanizing methods. For instance, GI steel sheet is dipped into the plating bath and also cooled in the bath. On the other hand, GA steel sheet is dipped into the plating bath, later alloying treatment is given. If necessary, temper rolling (skin-pass rolling), planarization (leveler), and so on may be imparted. By temper rolling, surface condition and surface roughness of the GI steel sheet and GA steel sheet are varied, these changes may be permitted. These changes do not affect adhesiveness and the like.
- the zinc phosphate coating is a coating of a crystalline zinc phosphate formed on the outer layer of the above galvanized steel sheet.
- the zinc phosphate coating of the galvanized steel sheet having zinc phosphate coating of the present invention has any one of configurations as follows:
- the zinc phosphate coating of the galvanized steel sheet having zinc phosphate coating of the invention has a plurality of absorption bands within a wavelength range of 8 to 12 ⁇ m in a spectrum obtained by absorption spectrum measurement method measuring a surface reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the galvanized steel sheet having zinc phosphate coating. This is attributed to P-O bonds of zinc phosphate forming the zinc phosphate coating, the coating usually has about five absorption bands.
- the reason for making the infrared light income from a direction at an angle of 60° to a normal line of the galvanized steel sheet having zinc phosphate coating is to inhibit the influence of reflected light coming from the galvanized steel sheet to the absorption spectrum. As a result, it is capable to obtain a desirable SN ratio.
- the reflected light is detected from a direction at an angle of 60° corresponding to the incident light. Reflected light may be diffused depending on the roughness of the steel sheet surface, which sometimes decreases intensity of reflected light coming into the detector. In such a case, a light-concentrating device may be provided in front of the detector.
- the zinc phosphate coating described in the above (i) has a configuration such that a ratio of integrated strength (P/S) obtained by an absorption spectrum of the p-polarized light (P) to an absorption spectrum of the s-polarized light (S) is 1.2 or more.
- P/S integrated strength
- the zinc phosphate coating of the galvanized steel sheet having zinc phosphate coating of the invention has a configuration such that almost vertical orientation to the steel sheet is stronger.
- P/S is further preferably 2 or more.
- orientation of P-O band is a zinc phosphate coating having a configuration in the range described in (ii).
- the orientation described in (ii) shows a configuration of absorbance of the zinc phosphate coating used for the galvanized steel sheet having zinc phosphate coating of the invention by paying attention to two wavelength ranges of 8.4 to 9.2 ⁇ m and 10.2 to 11.0 ⁇ m within the wavelength range of 8 to 12 ⁇ m of the above P-O bond. The reason for specifying these two wavelength ranges is because these two generate characteristic absorption of spectrums.
- ratio (Pa/Sa) of (absorption A): absorbance (Pa) of p-polarized light to absorbance (Sa) of s-polarized light is 2 or more in an absorption spectrum within the wavelength range of 8.4 to 9.2 ⁇ m
- ratio (Pb/Sb) of (absorption B): absorbance (Pb) of p-polarized light to absorbance (Sb) s-polarized light is 2 or more in an absorption spectrum within the wavelength range of 10.2 to 11.0 ⁇ m. Both ratios are further preferably 3 or more.
- Adhesion quantity of the zinc phosphate coating may be 30 mg/m 2 or more. It is more preferably 50 mg/m 2 or more. This is because adhesion quantity thereof affects lubricity; so if it is less than 30 mg/m 2 , preferable lubricity may not be obtained.
- adhesion quantity of the zinc phosphate coating is preferably 250 mg/m 2 or less, furthermore preferably 200 mg/m 2 or less, and most preferably 150 mg/m 2 or less. If adhesion quantity of the zinc phosphate coating is larger, the adhesiveness may be deteriorated.
- Example 1 operatability and lubricity evaluations were carried out about two hot-dip galvanized steel sheets: one was a dead soft GI steel sheet (plating adhesion quantity: 90 g/m 2 , Al concentration of the coating: 0.4 mass %, Fe concentration: 1.5 mass %) having a size of 0.8 mm in thickness and 200 mm x 250 mm; and another one was a same size of GA steel sheet (plating adhesion quantity: 60 g/m 2 , Al concentration of the coating: 0.30 mass %, Fe concentration: 9.5 mass %).
- the evaluation is based on whether or not the above pre-drying process is included in the manufacturing process in case of changing the components of surface conditioning agent and treatment agent.
- the component of surface conditioning agent is shown in Table 1 and the content of treatment agent is also shown in Table 2.
- Evaluation criteria of the operatability are as follows. "No need to adjust concentration" in the following evaluation criteria means that there were no need for water-rinsing equipment and supplement, waste-liquid facilities.
- Rust preventive oil was applied onto the obtained hot-dip galvanized steel sheet having zinc phosphate coating, and friction coefficient measurement was carried out under the following condition using Pin-On-Disk type friction and wear tester. The lubricity was evaluated based on the friction coefficient. Evaluation criteria of the friction coefficient are shown as below.
- Stability of each surface conditioning agent and treatment agent was measured by "40°C by 7 days Test". This is a test wherein each conditioning agent and treatment agent is kept at 40°C for 7 days. Evaluation criteria of stability of surface conditioning agent and treatment agent are as follows.
- Example 4 (Table 4) Stability of the surface conditioning agent No. Stability Notes 1 ⁇ Example 2 ⁇ Example 3 ⁇ Example 4 ⁇ Example 5 ⁇ Example 6 ⁇ Example 7 ⁇ Reference example 8 ⁇ Example 9 ⁇ Example 10 ⁇ Reference example 11 ⁇ Reference example 12 ⁇ Reference example 13 - Conventional example 14 - Conventional example 15 ⁇ Example note: "Example” means an example of the present invention.
- the surface conditioning agent in terms of Nos. 7, 10, and 12 shown in Table 4 did not show excellent stability. In terms of No. 7, according to Table 1, this is thought that a total of alkali metal and alkali earth metal reaches 0. 401 mol/L. Also, in terms of Nos. 10 and 12, it is thought that particle diameter and content of zinc phosphate are respectively large in both cases. These elements do not necessarily affect the operatability of treatment agent; nevertheless, higher stability is preferable.
- Example 2 in a manufacturing line of continuous hot-dip galvanized steel sheet, a 0.8 mm thick GA steel sheet (dead soft steel sheet, plating adhesion quantity: 45 g/m 2 , Al concentration of the coating: 0.25 mass %, Fe concentration: 9.0 mass %) was treated with skin-pass mill (rolling reduction ratio: 1.0 %); in the surface conditioning agent supply process, surface conditioning agents of Nos. 1, 4, and 6 shown in Table 1 were supplied; in the treatment agent supply process, zinc phosphate coating treatment was carried out using treatment agent of a, d, e, and i shown in Table 2. Conditions of each process are as follows.
- Evaluation criteria of the operatability are as follows. "No need to adjust concentration" in the following evaluation criteria means that there were no need for water-rinsing equipment and supplement, waste-liquid facilities.
- Rust preventive oil was applied onto the obtained hot-dip galvanized steel sheet having zinc phosphate coating and friction coefficient measurement was carried out under the following condition by using Pin-On-Disk type friction and wear tester. The lubricity was evaluated based on the friction coefficient. Evaluation criteria of the friction coefficient are shown as below.
- Spot welding was carried out to the obtained hot-dip galvanized steel sheet having zinc phosphate coating by using spot welding machine in accordance with the following conditions; and number of points of welding in which nugget diameter (mm) is up to 4t and 1/2 (t: steel sheet thickness (mm)) or less was evaluated.
- Anticorrosion evaluation was carried out by a method generally used as a performance evaluation of steel sheet for automotive manufacturing and so on. Specifically, a steel sheet was coated by electrodeposition after chemical conversion treatment and then it was provided with a single cut; finally evaluated with maximum swelling width after 500 hours of 5 mass % salt-spray test. Conditions of the chemical conversion treatment and electrodeposition coating are shown as follows.
- a surface conditioning agent shown in Table 8 was supplied to a galvanized steel sheet.
- Supplying method was any one of spray (S in Table 10), post-spraying squeezing roll (SR in Table 10), post-spraying air knife (AK in Table 10), and roll coating (RC in Table 10).
- the adhesion quantity was obtained by fluorescent X-ray.
- Drying in pre-drying process was done by hot-air drier.
- the drying temperature was set with reference to the steel-sheet temperature; it was carried out within the range of no drying to drying at 150°C. Drying duration for all examples having pre-drying process was standardized to 10 seconds.
- a treatment agent shown in Table 9 was supplied to a galvanized steel sheet. Supply process was done by either of post-spray squeezing roll or roll coating.
- Drying in post-drying process was carried out by hot-air oven.
- the drying temperature was set with reference to the steel-sheet temperature; it was standardized at 80°C when carrying out the post-drying. Drying duration for all examples having post-drying process was standardized to 10 seconds.
- the obtained galvanized steel sheet having a coating was cut into a size of 25mm x 100 mm, and measured in accordance with the following method.
- "S-300" manufactured by Bio-Rad Laboratories was used.
- Measurement was carried out by making the infrared light income from a direction at an angle of 60° to a normal line of the galvanized steel sheet as the object to be measured to detect infrared lights reflected to a direction corresponding to the angle of 60°.
- incoming infrared light was polarized into a vertical direction (p-polarized light) and a horizontal direction (s-polarized light) against the surface by KRS-5 polarized photon; the reflected infrared light were all detected. Specifically, this was done in accordance with the following procedure.
- infrared reflectance spectrum of respective p-polarized light and s-polarized light were measured. Then, about p-polarized light, p-polarized light relative reflectance spectrum of steel sheet surface to p-polarized light reflectance of evaporated film was measured; meanwhile about s-polarized light, relative reflectance spectrum of steel sheet surface to s-polarized light reflectance of Au evaporated film was also measured.
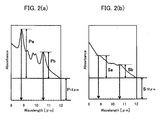
- FIGs. 2 (a) and 2 (b) show an example of relation between the obtained wavelength and absorbance in a form of graph.
- FIG. 2 (a) is a graph about p-polarized light
- FIG. 2 (b) is a graph about s-polarized light.
- Pa and Sa respectively means absorbance of p-polarized light and s-polarized light within the wavelength range of 8.4 to 9.2 ⁇ m
- Pb and Sb respectively means absorbance of p-polarized light and s-polarized light within the wavelength range of 10.2 to 11.0 ⁇ m.
- integral intensities P and S were calculated by carrying out background correction by deducting absorbance at a wavelength of 12 ⁇ m from each absorbance of each wavelength within the range of 8 ⁇ m to 12 ⁇ m about infrared absorption spectrum of the obtained p-polarized light and s-polarized light, and adding absorbance of each wavelength. Specifically, these are represented by the following formulas (E) and (F).
- P P ⁇ 8 ⁇ m - P ⁇ 12 ⁇ m + ... + ( P ⁇ 12 ⁇ m - P ⁇ 12 ⁇ m )
- S S ⁇ 8 ⁇ m - S ⁇ 12 ⁇ m + ... + ( S ⁇ 12 ⁇ m - S ⁇ 12 ⁇ m )
- Adhesion quantity of zinc phosphate coating could be obtained by phosphorus adhesion quantity using fluorescent X-ray measurement method about the obtained steel sheet. Crystallization characteristics of zinc phosphate were evaluated using "RINT2500" measuring device manufactured by Rigaku Industrial Corp. in accordance with the following method. X-ray diffraction measurement with 2 ⁇ (CoK ⁇ ) in a direction at an angle of 5 to 60° was carried out, identifying two kinds of diffraction lines A, B attributed to zinc phosphate ⁇ 4 hydrate; then, coating having both of diffraction lines A and B were determined as a crystalline material. The A and B are respectively:
- FIG. 3 shows a schematic view of method of T-Peeling test. As shown in FIG.
- the test was carried out by clutching respective ends, where adhesive 2 was not adhered, of steel sheets 1, 1 a part of which were adhered to each other, and pulling the respective ends in directions shown by arrows T, T which were vertical to the adhered face and opposite each other.
- the evaluation was done based on a baking duration as a standard such that cohesive-failure area ratio became 90% or more; the specific criteria were as follows. ⁇ (very good): 20 minutes or less; ⁇ (good): over 20 minutes and 30 minutes or less; ⁇ (not bad): 30 minutes and 40 minutes or less; ⁇ (bad): over 40 minutes.
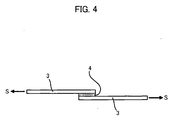
- the obtained steel sheet was cut into a size of 25 mm x 100 mm; rust preventive oil was applied thereto at an amount of 2 g/m 2 per side; then adhesive "OROTEX 580" manufactured by Iida Industry Co., Ltd. was applied to the surface at an area of 25 mm x 25 mm and thickness of 0.1 mm; later, the sheet was baked. Baking was done at 170°C for 20 minutes, 30 minutes, and 40 minutes; after baking, Shear-tensile test was carried out. The method for shear-tensile test is schimatically shown in FIG. 4 . As shown in FIG.
- the test was carried out by clutching respective ends, where adhesive 4 was not adhered, of steel sheets 3, 3 a part of which were adhered to each other, and pulling the respective ends in directions shown by arrows S, S which were parallel to the adhered face and opposite each other.
- the evaluation was done based on a baking duration as a standard such that cohesive-failure area ratio became 90% or more; the specific criteria were as follows. ⁇ (very good): 20 minutes or less; ⁇ (good): over 20 minutes and 30 minutes or less; ⁇ (not bad): over 30 minutes and 40 minutes or less; ⁇ (bad): over 40 minutes.
- Measurement of lubricity with regard to a galvanized steel sheet having the obtained coating was carried out by measuring the friction coefficient. Specifically, by using Pin-On-Disk type friction and wear tester, rust preventive oil "NOX-RUST 550S” manufactured by Parker Industries, Inc. was applied to the steel sheet at an amount of 2 g/m 2 per side; then friction coefficient was measured.
- the test duration and evaluation criteria are shown as follows.
- Table 10 shows conditions of each Example, Comparative example, and Reference example.
- distinction of process is expressed by S1 process, S2 process, S3 process, and S4 process.
- S1 process means a surface conditioning agent supply process
- S2 process means a pre-drying process
- S3 process means a treatment agent supply process
- S4 process means a post-drying process.
- kinds of plating are identified by abbreviated names described in Table 7
- kinds of surface conditioning agent are identified by codes shown in Table 8
- kinds of treatment agent are identified by Nos. shown in Table 9.
- Test Nos. 1 to 4 are the results of examples in cases that any one of processes S1 to S4 for manufacturing the galvanized steel sheet having zinc phosphate coating are skipped. According to these, if any one of processes are skipped, adequate value of P/S cannot be obtained, adhesiveness is also unfavorable. Consequently, by having manufacturing process from the above S1 process to S4 process, it is capable to manufacture the galvanized steel sheet having zinc phosphate coating which exhibits high repeatability, as well as excellent adhesiveness and lubricity. Meanwhile, test No. 12 in which no process was skipped has only 0.1 of P/S. As pH of the surface conditioning agent is 5 or less, so as to obtain more favorable P/S, it is preferable not to skip process and preferable to control pH of the surface conditioning agent.
- Table 12 shows a result of operatability. According to the table, the operatability was varied depending on surface conditioning agent applied to each process, kinds of treatment agent, and pre-and-post drying condition. So, by having manufacturing process under adequate conditions, a galvanized steel sheet having zinc phosphate coating which exhibits excellent performance in view of cost and environment can be manufactured.
Abstract
Description
- The present invention relates to a method for manufacturing a hot-dip galvanized steel sheet which is used in a field of automotive manufacturing and so on to enhance press formability and exhibits excellent in lubricity and/or adhesiveness. More specifically, the invention relates to a method for manufacturing a hot-dip galvanized steel sheet having zinc phosphate coating which is capable to enhance productivity such as operatability of manufacturing for hot-dip galvanized steel sheet having the above properties in a continuous hot-dip galvanized steel sheet manufacturing-line.
- In recent years, as a rust preventive measure for steel sheets for automotive manufacturing and so on, a hot-dip galvanized steel sheet has been used. In most automotive applications, press forming is given to the galvanized steel sheet. However, compared with a cold-rolled steel sheet, the galvanized steel sheet is known to be inferior in press formability. About an electrogalvanized (EG) steel sheet or a hot-dip galvanized (GI) steel sheet, since zinc in the plating surface is soft, the zinc may cause seizing with dies at a time of scraping; or about a hot-dip galvanized steel sheet, soft eta-phase may remain, these factors lower the slidability. Also, about galvannealed (GA) steel sheet, as soft alloy layer like zeta-phase is formed on the plating surface at a time of alloying, which same as above lower the slidability.
- As a means for solving these problems,
Patent Document 1 discloses a technique to enhance the lubricity by providing iron-zinc alloy electroplated coating over the galvanized coating; this technique is widely and practically used. Nevertheless, by this technique, electroplating equipment is needed, which results in a large increase of manufacturing cost. - Moreover, in view of reduction of manufacturing cost,
Patent Document 2 discloses a technique to produce hot-dip galvanized steel sheet which exhibits excellent lubricity by making zinc phosphate coating as an upper layer, instead of using plated coating described inPatent Document 1. This means that the invention having the zinc phosphate coating configures, for example, a zinc-containing metal-plated steel sheet complex excellent in high-speed press formability at a time of coach-building. - However, in the manufacturing process of steel sheet having the zinc phosphate coating, since a desired performance cannot be obtained without imparting pretreatment to a steel sheet to be coated, it needs various pretreatments. For instance, in the
above Patent Document 2 andPatent Document 3, when steel sheets are produced in the continuous hot-dip galvanized steel sheet manufacturing line, in order to prevent a pretreatment agent from being brought into a zinc phosphate aqueous solution, water rinsing process is required. - In addition,
Patent Documents 4 and 5 disclose methods, wherein, before a contact with zinc phosphate aqueous solution, a base material is rinsed and then dipped in the surface conditioning agent such as titanium-colloid aqueous solution for surface treatment. On the other hand, a technique which imparts organic solid lubricant coating like wax and fat to a galvanized surface is conventionally disclosed (Japanese Patent No.3006455 - Accordingly, in response to the request of a manufacturing cost reduction, instead of having the above Fe-Zn electroplated coating, expansion of applications of the so-called "inorganic lubricant coating", which is obtained by imparting galvanized upper layer with phosphoric acid coating (Current Advances in Materials and Processes, Vol. 11 (1998), p.546), Mn-P oxide coating (Current Advances in Materials and Processes, Vol.6 (1993), p.1545), and Ni-series coating (Current Advances in Materials and Processes, Vol.11 (1998), p.384), etc., has been developing.
- The inorganic lubricant coating is characterizing in that it does not cause problems like unusual odor at a time of welding connection and it is capable to impart stable formability to the material to be formed. Particularly, phosphoric-acid series coating is conventionally used, and this has proposed various techniques. For example, Patent Document 6 discloses that Mg-containing zinc phosphate coating is provided on the galvanized surface and this coated material is suitably used for automotive body.
- However, this inorganic lubricant coating has a problem in adhesiveness with other parts. A galvanized steel sheet having the inorganic lubricant coating is often adhered with other parts to build up a product; therefore adhesiveness has been a very important issue. Studies about adhesiveness of steel sheet having this inorganic lubricant coating have proceeded. For instance, Patent Document 7 and
Patent Document 8 disclose that forming ZnO oxide on the surface of plated layer and forming Mn-Zn-OH-P series crystalline oxide over the surface make it possible to obtain a galvanized steel sheet which exhibits excellent lubricity, chemical conversion treatability, and adhesive compatibility. - Moreover,
Patent Document 9 discloses a steel sheet having an inorganic lubricant coating which has sufficient adhesiveness with various adhesives including Mastic-type adhesive. - Further, in the galvanized steel sheet having inorganic lubricant coating, specifically, zinc phosphate coating, it is necessary to secure the even coating-condition and various properties for rust-proof steel sheet for automotive use. Not only improvement of the slidability and lubricity, but also other properties such as weldability and adhesiveness are also required to attain an equivalent degree or more. From this point of view, a method for manufacturing galvanized steel sheet having zinc phosphate coating requires complex and highly accurate manufacturing process.
- Specifically, the technique forming these phosphoric-acid series coating is called "reactive surface chemical-conversion treatment". It is a technique such that a treatment agent containing a primary phosphoric acid, Zn, Ni, Mn, Mg, nitric acid, nitrous acid, fluorine compound, and so on is contacted with a surface of galvanized steel sheet and reacts thereon to form a coating. More specifically, the treatment agent is supplied by spray and the like to the galvanized surface, meanwhile coating reaction is proceeded together with etching of galvanizing. At this phase, zinc resolved out by the etching exists in the treatment agent as Zn ion; when Zn ion concentration increases, pH of the treatment agent rises, which results in a prevention of the etching reaction. So, in order to maintain the even coating condition, it is necessary to supply phosphoric acid and so on into the whole treatment agent and to keep pH and Zn concentration at a constant level.
- Usually, capacity of tank and the like for storing the treatment agent is limited; so as to keep the raised Zn concentration and pH constant, a method such as adding supplement liquid while discharging a part of the treatment agent as a drain is often adopted.
- Patent Document 1: Japanese Patent Application Laid-Open (JP-A) No.
01-319661 - Patent Document 2:
JP-A No. 07-138764 - Patent Document 3:
JP-A No. 2001-098383 - Patent Document 4:
JP-A No. 2005-054202 - Patent Document 5:
JP-A No. 2005-054203 - Patent Document 6:
JP-A No. 11-315386 - Patent Document 7: Japanese Patent No.
3153097 - Patent Document 8: Japanese Patent No.
3199980 - Patent Document 9:
JP-A No. 2002-053974 - Nevertheless, in the manufacturing method described in
Patent Documents 1 to 4, when rinsed by water, water is taken into the process for supplying zinc phosphate solution; when rinsed without water, liquid such as surface conditioning agent is taken into the process for supplying zinc phosphate solution. These vary the composition balance of zinc phosphate solution as a treatment agent. Moreover, when rinsed without water, as the steel sheet is activated by surface conditioning agent and so on, this encourages the reaction with treatment liquid used in the post-process. Consequently, galvanized coating, especially zinc portion is unignorably resolved out from the steel sheet, which enlarges change of composition balance of the treatment liquid. Usually, capacity of tank and the like for storing the treatment agent is limited; so as to keep the varying composition balance of the treatment agent constant, a method such as adding supplement liquid while discharging a part of the treatment agent as a drain is often adopted. Thus, supplement cost of zinc phosphate solution and emission facility are required; in addition to this, phosphorous waste solution rises, drain facility and so on are also required to be installed. - Further, considering recent years' environmental concern, it is socially requested to produce phosphorous waste solution as less as possible. Also, conventionally, in the water-system treatment, it is normally known that surface of the rinsed steel is not dried. If the surface is dried, the surface is oxidized and this lowers the reactivity; thereby drying has been thought to deteriorate the performance of the final product.
- Furthermore, about adhesiveness of the galvanized steel sheet having inorganic lubricant coating, according to the inventions described in
Patent Documents 7 and 8, identified type of adhesive is the only one, it is not necessarily compatible in the current coach-building process using various kind of submaterials. - And, in a steel sheet having the inorganic lubricant coating described in
Patent Document 9, when the coating is amorphous phosphate coating, particularly, there is a fear of insufficient performance in the formability and sliding tests where the coating is exposed under high surface pressure especially at a time of processing. Hence, a galvanized steel sheet having inorganic lubricant coating, which is capable to secure sufficient adhesiveness with various adhesives and to have sufficient slidability and formability, has not exist. - Accordingly, an object of the present invention is to provide a method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating which is possible to keep the composition balance of the treatment agent constant, to reduce the manufacturing cost, and to minimize the burden to the environment. Another object of the invention is to provide a galvanized steel sheet having zinc phosphate coating which exhibits excellent lubricity and adhesiveness by the above method.
- The present inventors have been conducted serious studies in order to solve the above problems. As a result, the present inventors have acquired following ideas and developed a method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating of the present invention.
- (a) By drying the surface conditioning agent before the process supplying zinc phosphate solution, it is capable to prevent zinc phosphate solution from being brought into the surface conditioning agent. This means that if the surface conditioning agent is dried, it is possible to inhibit activation of galvanized surface. The wording "surface conditioning agent" means an aqueous liquid containing crystal nucleating agent for zinc phosphate; the examples include: an aqueous liquid wherein Ti-colloid is dispersed in a sodium pyrophosphate aqueous solution, and an aqueous liquid wherein zinc phosphate particles are dispersed.
- (b) In the above surface conditioning agent, by using the aqueous liquid wherein zinc phosphate particles are dispersed and drying the aqueous liquid, it is possible to control the change of composition balance of the treatment agent. This means that if the aqueous liquid containing zinc phosphate particles is dried, without aggregating, zinc phosphate particles can be absorbed to the hot-dip galvanized surface while maintaining the particle size and can maintain the particle form. Further, it is capable to inhibit oxidation reaction in the steel sheet surface before the treatment agent process by a protective-coating-like effect, thereby it is possible to make the galvanized surface reacts in the following dry process. On the other hand, in case of the aqueous liquid wherein Ti-colloid is dispersed in the sodium pyrophosphate aqueous solution, there is a possibility of drying-aggregation of the crystal nucleating agent.
- In addition, with respect to the obtained galvanized steel sheet, the following ideas were found; accordingly, the inventors completed the present invention.
- (c) In the steel sheet surface, if P-O bond orientation of zinc phosphate formed over the surface of the galvanized steel sheet has larger number of vertical orientation to the steel sheet surface, it is capable to improve adhesiveness while maintaining excellent lubricity. This is assumed that interaction between P-O bond and C-O bond of an adhesive (mainly resin) is increased. P-O bond orientation of zinc phosphate can be determined by a spectrum obtained by an absorption spectrum measuring method for measuring an infrared light which is incoming from a direction at an angle of 60° to a normal line of the steel sheet and absorbed from the surface using ratio of integrated absorption strength between a p-polarized light (a vertical component of a polarized light to the steel sheet surface) and a s-polarized light (a horizontal component of a polarized light to steel sheet surface) in the absorption of P-O bond stretching vibration.
- (d) In order to know the P-O bond orientation in further detail, focusing on absorption of a particular P-O bond and obtaining a ratio of absorbance to the p-polarized light and s-polarized light allow accurate determination. In the spectrum absorption of crystalline zinc phosphate of the galvanized steel sheet surface of the present invention, the spectrum has a characteristic absorption band within the wavelength ranges of 8.4 to 9.2 µm and 10.2 to 11.0 µm. Accordingly, with respect to the absorption band within the ranges, by measuring ratio of absorbance of p-polarized light to that of s-polarized light, it is possible to determine the adhesiveness in further detail. Namely, raising the ratio of absorbance between p-polarized light and s-polarized light of the absorption band makes it possible to obtain a galvanized steel sheet having zinc phosphate coating which exhibits more excellent lubricity and adhesiveness.
- The present invention has been completed based on the above ideas. It is described in detail as follows.
The first aspect of the present invention is a method for continuously manufacturing hot-dip galvanized steel sheet having zinc phosphate coating comprising the steps of: a surface conditioning agent supply process for supplying a surface conditioning agent to a surface of hot-dip galvanized steel sheet; a pre-drying process for drying the surface conditioning agent in a post-process of the surface conditioning agent supply process; and a treatment agent supply process for supplying a treatment agent containing zinc phosphate solution to the surface of the hot-dip galvanized steel sheet in a post-process of the pre-drying process, so as to solve the problems. - The wording "hot-dip galvanized steel sheet" is a concept including not only "hot-dip galvanized steel sheet" itself but also "galvannealed steel sheet". Also, the wording "galvanized steel sheet" is a generic name including "electrogalvanized steel sheet", "hot-dip galvanized steel sheet" and "galvannealed steel sheet".
- Moreover, the wording "zinc phosphate" of "zinc phosphate coating" means a crystalline zinc phosphate (Zn3(PO4)2· 4H2O) which shows Hopeite diffraction in a normal X-ray diffraction analysis.
- The second aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the first aspect of the invention, wherein the surface conditioning agent used in the surface conditioning agent supply process is an aqueous liquid containing zinc phosphate particles.
- The third aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second aspect of the invention, wherein average diameter of the zinc phosphate particles contained in the surface conditioning agent of the surface conditioning agent supply process is 10 µm or less.
- The fourth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second aspect of the invention, wherein average diameter of the zinc phosphate particles contained in the surface conditioning agent of the surface conditioning agent supply process is 10 µm or less, and pH of the surface conditioning agent is 5 or more.
- The fifth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to fourth aspects of the invention, wherein the surface conditioning agent used in the surface conditioning agent supply process contains more than 0 mol/L and 0.5 mol/L or less of zinc phosphate particles, and contains a total of 0.3 mol/L or less of one element selected from a group consisting of Li, Na, K, Be, Mg, and Ca.
- The sixth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to fifth aspects of the invention, wherein the treatment agent used in the treatment agent supply process contains 0.001 to 0.7 mol/L of phosphate root and contains 0.7 or less of.Zn ion in mole ratio to the phosphate root.
- The seventh aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to sixth aspects of the invention, wherein zinc phosphate solution of the treatment agent used in the treatment agent supply process contains Zn ion and phosphate root, has a pH of 4 or less, and contains one element, other than the Zn ion and the phosphate root, selected from a group of strong electrolyte anion consisting of 0.2 or less of nitrate root, 0.2 or less of nitrous root, 0.1 or less of hydrofluoric root, and 0.05 or less of sulfuric root in mole ratio to 1 mole of the phosphate root.
- The eighth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to seventh aspects of the invention, wherein phosphorus adhered to a hot-dip galvanized surface by the surface conditioning agent supply process and the treatment agent supply process is prepared to be 30 to 500 mg/m2 in phosphorus equivalent.
- Phosphorus adhesion quantity with regard to "phosphorus equivalent" can be calculated by measurement associated with chemical dissolution or fluorescent X-ray. The method by chemical dissolution is the one to dissolve a galvanized layer of galvanized steel sheet having a predetermined area with predetermined amount of strong acid (e.g., hydrochloric acid) and to measure the phosphorus concentration in the above solution by ICP (inductively-coupled plasma emission spectrometry) to calculate phosphorus equivalent. On the other hand, the method associated with fluorescent X-ray is the one to obtain fluorescent X-ray strength by making various phosphorus adhesion quantity, measuring fluorescent X-ray strength attributing to PKα in the fluorescent X-ray method, calculating the phosphorus adhesion quantity by the method of the above chemical dissolution, and producing an analytical curves. According to the fluorescent X-ray method, it is capable to obtain the phosphorus adhesion quantity without breaking the galvanized layer of galvanized steel sheet, in a same method for the following samples.
- The ninth aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second aspect of the invention, wherein pH of the surface conditioning agent used in the surface conditioning agent supply process is 5 or more, and average diameter of the zinc phosphate particles is 0.1 to 3 µm.
- The 10th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to the second or ninth aspect of the invention, wherein 0.01 to 5 mg/m2 of the zinc phosphate particles in phosphorus equivalent is adhered to a surface of galvanized steel sheet which has come through the surface conditioning agent supply process and the pre-drying process.
- The 11th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the second, ninth, and 10th aspects of the invention, wherein the treatment agent used in the treatment agent supply process contains Zn and phosphate root, has a pH of 4 or less, and contains one element, other than the zinc and phosphate root, selected from a group of strong electrolyte anion consisting of 0.2 or less of nitrate root, 0.2 or less of nitrous root, 0.1 or less of hydrofluoric root, 0.05 or less of sulfuric root in mole ratio to 1 mole of phosphate root.
- The 12th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the second, ninth to 11th aspects of the invention, wherein the method further comprising a post-drying process for drying the treatment agent after the treatment agent supply process, and the zinc phosphate coating is adhered at an amount of 30 to 250 mg/m2 in phosphorus equivalent after the post-drying process.
- The 13th aspect of the invention is the method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of the first to 12th aspects of the invention, wherein either one of or both of supplying methods for the surface conditioning agent in the surface conditioning agent supply process and for the treatment agent in the treatment agent supply process is roll coating method.
- The 14th aspect of the invention is a hot-dip galvanized steel sheet having crystalline zinc phosphate coating formed on the surface thereof manufactured in accordance with the methods described in any one of the ninth to 13th aspects of the invention, the hot-dip galvanized steel sheet is characterizing in that: an absorption spectrum obtained by a reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the zinc phosphate coating surface has a plurality of absorption bands within a wavelength range of 8 to 12 µm; further, ratio of integrated absorption strength of a s-polarized light to a p-polarized light within the wavelength range is 1.2 or more.
- The wording "p-polarized light" means a vertical component of polarized light to the surface; while "s-polarized light" means a horizontal component of polarized light to the surface. Also, "ratio of integrated absorption strength" means ratio of integrated absorption strength of the absorption spectrum of p-polarized light and s-polarized light.
- The 15th aspect of the invention is a hot-dip galvanized steel sheet having crystalline zinc phosphate coating formed on the surface thereof manufactured in accordance with the methods described in any one of the ninth to 13th aspects of the invention, the hot-dip galvanized steel sheet is characterizing in that: an absorption spectrum obtained from the reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the phosphate coating has a plurality of absorption bands within a wavelength range of 8 to 12 µm; a p-polarized light absorbance within a wavelength of 8.4 to 9.2 µm of the absorption spectrum is twice as much as a s-polarized light absorbance; and the p-polarized light absorbance within wavelength range of 10.2 to 11.0 µm is twice as much as the s-polarized light absorbance.
- According to the first aspect of the present invention, since surface conditioning agent in liquid condition is not brought into the treatment agent supply process, the surface conditioning agent does not contaminate the treatment agent; thereby composition balance of the treatment agent can be maintained for a long time. As a result, it is possible to obtain effects such as reduction of manufacturing cost, reduction of treatment agent's make-up volume and waste solution discharge, and improvement of productivity. Also, this invention makes it possible to manufacture the hot-dip galvanized steel sheet having zinc phosphate coating in consideration of the environment. Hence, decreased treatment agent is a portion which adhered to the sheet, the manufacturing process is simply established by supplying the decreased treatment agent. Therefore, zinc phosphate coating can be formed in a continuous hot-dip galvanized steel sheet line in the closed-system.
- According to the second aspect of the invention, as crystal nucleating agent contained in the surface conditioning agent is not dried and aggregated, it is capable to furthermore steadily form a zinc phosphate coating to be coated.
- According to the third aspect of the invention, it is capable to enhance operatability and stability of the surface conditioning agent.
- According to the fourth aspect of the invention, it is capable to enhance operatability and stability of the surface conditioning agent more.
- According to the fifth aspect of the invention, it is possible to enhance stability of the surface conditioning agent and to homogenize the reaction in the sheet surface in the pre-drying process.
- According to the sixth aspect of the invention, it is capable to enhance operatability and stability of the treatment agent.
- According to the seventh aspect of the invention, it is capable to enhance stability of the treatment agent more and to enhance homogeneity of the coating.
- According to the eighth aspect of the invention, since phosphorus is supplied from two sources, the preparation is easy; therefore it is capable to accurately prepare a suitable amount of phosphorus.
- According to the ninth aspect of the invention, it is possible to enhance stability of the surface conditioning agent furthermore; in view of cost and environment, a furthermore advantageous method for manufacturing the hot-dip galvanized steel sheet having zinc phosphate coating can be provided. In addition, by this aspect of the invention, the provided zinc phosphate particles can be more evenly supplied to the galvanized surface.
- According to the 10th aspect of the invention, it is capable to enhance stability of the surface conditioning agent and also capable to easily prepare a total amount of phosphorus adhesion quantity at a time of treatment agent supply, further, lubricity thereof can be enhanced.
- According to the 11th aspect of the invention, stability of the treatment agent can be enhanced; in view of cost and environment, a furthermore advantageous method for manufacturing the hot-dip galvanized steel sheet having zinc phosphate coating can be provided.
- According to the 12th aspect of the invention, lubricity thereof can be enhanced.
- According to the 13th aspect of the invention, as supply of the surface conditioning agent and/or supply of the treatment agent are carried out by roll coater, there is no need to refill these agents of which concentration is unnecessarily high, and the refill itself requires less quantity. In view of cost and environment, a furthermore advantageous method for manufacturing the hot-dip galvanized steel sheet having zinc phosphate coating can be provided.
- According to the 14th aspect of the invention, it is capable to provide a hot-dip galvanized steel sheet having zinc phosphate coating, which exhibits excellent adhesiveness and lubricity.
- According to the 15th aspect of the invention, it is capable to provide a hot-dip galvanized steel sheet having zinc phosphate coating, which can maintain the slidability and further exhibits excellent adhesiveness.
-
-
FIG. 1 shows a view showing a frame format of a flow of manufacturing method for a galvanized steel sheet having zinc phosphate coating of the present invention; -
FIG. 2 shows a graph showing an example of relation between wavelengths and absorbance obtained by infrared absorption spectrum; -
FIG. 3 shows a schematic view of T-peeling testing method; and -
FIG. 4 shows a schematic view of shear-tensile test method. -
- 1
- galvanized steel sheet
- 2
- adhesive
- 3
- galvanized steel sheet
- 4
- adhesive
- S1
- surface conditioning agent supply process
- S2
- pre-drying process
- S3
- treatment agent supply process
- S4
- post-drying process
- Hereinafter, a method for manufacturing a galvanized steel sheet having zinc phosphate coating of the present invention will be described.
FIG. 1 shows a flow of an embodiment of the manufacturing method for galvanized steel sheet having zinc phosphate coating of the invention. The manufacturing method includes: a surface conditioning agent supply process (S1) for supplying a surface conditioning agent to a base material; a pre-drying process (S2) for drying the surface conditioning agent; a treatment agent supply process (S3) for supplying a treatment agent; and a pre-drying process (S4) for drying the treatment agent after the treatment agent supply process (S3). Each process will be described in detail as follows. The wording "Base material" is a galvanized steel sheet having a base metal as a steel sheet and a galvanized layer coating on the base metal surface. - The surface conditioning agent supply process (S1) is a process to supply surface conditioning agent containing a crystal nucleating agent to the galvanized steel sheet. The method for supplying the surface conditioning agent of the surface conditioning agent supply process (S1) is not particularly limited. The examples include: roll coater, spray coating, in addition, post-spray air knife, post-spray wringer roll, and post-spray squeezing roll. In view of operatability, roll coater and post-spray squeezing roll are preferable. Further, among these, roll coater is preferable as it requires shorter contact time between galvanizing and the surface conditioning agent than other methods does. This method needs no troublesome component preparation and pH control for the surface conditioning agent, but it just needs addition of a surface conditioning agent having exactly the same component to refill the decreased portion of the surface conditioning agent. Control of component of surface conditioning agent, concentration thereof, and pH thereof of one component is only necessary. Further, as change of component of the surface conditioning agent is controlled, discharge of the surface conditioning agent becomes unnecessary; in view of reduction of cost and environmental burden, it is preferable.
- A crystal nucleating agent contained in the surface conditioning agent is not particularly limited to; an agent normally used for the base-coating treatment process of automotive body can be used. The examples include: an aqueous liquid wherein Ti-colloid is dispersed in a sodium pyrophosphate aqueous solution and an aqueous liquid in which zinc phosphate particles are dispersed. In the examples, the aqueous liquid in which zinc phosphate particles are dispersed is particularly preferable. Because, even if this aqueous liquid is supplied and dried in the below-mentioned pre-drying process (S2), without aggregating, zinc phosphate particles can be absorbed to the galvanized surface while maintaining the particle size. On the other hand, if the Ti-colloid by itself or the like is used, the crystal nucleating agent may possibly be dried and aggregated in the pre-drying process (S2).
- Adhesion quantity of the surface conditioning agent is preferably less than 30 mg/m2. This is because, in the range of 30 mg/m2 or more, spots in the base treatment occur and the appearance is sometimes damaged. It is preferably 15 mg/m2 or less, and more preferably 10 mg/m2 or less. Meanwhile, even if more than 30 mg/m2 of the surface conditioning agent is applied, effect as the base treatment is saturated, it may rather affect the treatment agent in the post-process; thus the above upper limit is preferable.
- Moreover, in case of a below-mentioned galvanized steel sheet which exhibits excellent adhesiveness, supply of the aqueous liquid in which zinc phosphate particles are dispersed is preferably 0.01 to 5 mg/m2 in phosphorus equivalent in the zinc phosphate at a time of drying. If it is less than 0.01 mg/m2, sufficient adhesiveness cannot be obtained; meanwhile if it is over 5 mg/m2, the effect becomes saturated. It is preferably 0.1 to 2 mg/m2. Further, concentration of zinc phosphate may be 0.05 to 5 mol/L. This is because, in the range less than 0.05 mol/L, wet-film layer thickness becomes too thick to obtain predetermined adhesion quantity; thereby coating unevenness tends to occur. On the other hand, in the range over 5 mol/L, viscosity of the surface conditioning agent becomes excessively high; thereby, in the same way, coating unevenness tends to occur.
- Also, zinc phosphate particles used for crystalline nucleation may be crystalline, amorphous, or mixture thereof. Whether or not it is crystalline can be determined by a general X-ray diffraction analysis.
- pH of the surface conditioning agent is preferably 5 or more. If pH is less than 5, when the surface conditioning agent is supplied to a galvanized sheet surface, zinc liquates out from the sheet surface. Further, aqueous liquid in which zinc phosphate particles are dispersed itself may slightly cause dissolution reaction of zinc phosphate particles, stability of the particles may possibly be deteriorated. The pH of the agent is further preferably in the range of 7 to 10. If pH is more than 10, dissolution reaction of zinc phosphate itself is set off. Moreover, buffer solution for controlling pH may be added to the surface conditioning agent. Examples of the buffer solution include a buffer solution consisting of K2HPO4 and NaOH. Concentration of the buffer solution in the surface conditioning agent is preferably 0.1 to 2 g/L. If the concentration is less than 0.1 g/L, the desired provision is hard to be obtained; if it is over 2 g/L, it might affects to the homogenous supply.
- Particle diameter of the dispersed zinc phosphate particles is preferably 10 µm or less. Because, if the diameter becomes over 10 µm, dispersing element becomes unstable, this may deteriorates life of the aqueous liquid. It is preferably 5 µm or less, and more preferably 3 µm or less. Lower limit of the particle diameter is not particularly limited to; in view of viscosity of the aqueous liquid, it is preferably 0.1 µm or more. With regard to the below-mentioned galvanized steel sheet also showing excellent adhesiveness, the particle diameter is preferably 3 µm or less. It is further more preferably 1 µm or less. The particle diameter can be measured in a state of dispersed aqueous liquid by a laser diffractometer.
- Content of the zinc phosphate particles is 0.5 mol/L or less. This is because, when concentration of the zinc phosphate particles becomes over 0.5 mol/L, content of the dispersing element becomes too high, which may deteriorates life of the aqueous liquid. In view of stability of the aqueous liquid, it is preferably 0.3 mol/L or less. The content of the zinc phosphate particles can be converted from atomic weight as Zn3(PO4)2 by measuring zinc concentration.
- Into the aqueous liquid, at least one or more kinds selected from: alkali metal of Li, Na, and K; and alkali earth metal of Be, Mg, and Ca may be added. Because, if these metals are added, below-mentioned reaction in the surface of the base material under the pre-drying process becomes more even, therefore, this makes it possible to stably manufacture the hot-dip galvanized steel sheet. Concentration of these alkali metal and alkali earth metal is 0.3 mol/L or less as a total of the above alkali metal and alkali earth metal. This is because, if more than 0.3 mol/L of the above alkali metal and alkali earth metal are added, these additives adhere to the surface of the base material and are brought into the post-process; stability of the treatment agent and the like in the post-process may possibly be deteriorated. These alkali metal and alkali earth metal may be added in forms of orthophosphate, metaphosphate, pyrophosphate, orthosilicate, metasilicate, carbonate, bicarbonate, borate, and etc. In addition, for pH control, ammonium salt or ammonium aqueous solution, and so on may be used. Further, if the concentration is a total of approximately 0.05 mol/L or less, metal or metal salt particles of such as Fe, Co, Ni, Cu, Mn, and Cr may be included. What is more, it is suitable to mix pH buffer and so on in the aqueous liquid. Examples of the buffer solution include one consisting of K2HPO4 and NaOH. As these buffer solutions inhibit pH change, stable manufacturing is sometimes carried out. As an aqueous liquid, commercially available surface conditioning agent, which is used for base treatment and the like for coating, may be used as long as it satisfies the above composition.
- Hereinafter, pre-drying process (S2) will be described as follows. The pre-drying process (S2) is a process for drying a surface conditioning agent supplied to the surface of a base material without water rinsing. Drying temperature is not specifically limited to, in view of manufacturing cost and so on, the steel-sheet highest achieving temperature is preferably less than 200°C. More preferably, the temperature is less than 150°C, furthermore preferably 50 to 120°C. Drying duration is not specifically limited to as well; from the viewpoint of surface appearance and productivity, it is preferably less than 30 seconds, more preferably less than 10 seconds. The drying method is not particularly limited to; it is suitably selected. Examples thereof include air knife, drier, and oven.
- By this pre-drying process (S2), there is no fear that the surface conditioning agent is brought into the below-mentioned treatment agent supply process (S3). As contamination of the surface conditioning agent into the treatment agent cyclically used in this treatment agent supply process (S3) is inhibited, it is capable to minimize the change of composition balance of the treatment agent. Consequently, it becomes possible to inhibit refill and discharge of the treatment agent which was conventionally needed so as to control composition balance of the treatment agent.
- This is because, by drying the surface conditioning agent after supply of the surface conditioning agent, it is possible to once inhibit activation of the galvanized steel sheet. Also, by this drying, without aggregating, zinc phosphate particles are absorbed to the galvanized surface while maintaining the particle size; by a protective-coating-like action, oxidation reaction of the steel sheet surface can be inhibited until the treatment agent supply process, and that allows reactions in the galvanized surface in the following dry process. On the other hand, in case of an aqueous liquid wherein Ti-colloid is dispersed in sodium pyrophosphate aqueous solution, crystal nucleating agent may possibly be dried and aggregated.
- Next, treatment agent supply process (S3) will be described as follows. The treatment agent supply process (S3) is a process to supply a treatment agent for forming a zinc phosphate coating over a base material treated by the above pre-drying process (S2). Supplying method of the treatment agent to the base material is not particularly limited to; for example, there may be spray-wringer method and roll-coating method. Among them, by a combination with the above pre-drying process (S2), the equipment can be effectively simplified. So, in view of manufacturing the hot-dip galvanized steel sheet with lower cost, it is possible to suitably adopt a treatment by roll-coating method. In view of operatability of the treatment agent, treatment by roll-coating method is most preferable. Moreover, temperature of the fed steel sheet, which has come through the pre-drying process (S2), at a time of feeding into the treatment agent supply process (S3) is preferably less than 80°C. Because, if temperature of the steel sheet is higher, activation of the steel sheet becomes more than a protective-coating-like effect of the surface conditioning agent, which may cause elution of galvanized coating into the treatment agent. The temperature is preferably less than 60°C. The lower limit is preferably 30°C or more. If the temperature is less than 30°C, reaction by heating in the dry-process after the treatment process does not sufficiently occur; thereby coating may be uneven. Control of the above temperature of the fed steel sheet can be achieved by providing a cooling zone of the steel sheet, but also it can be achieved by using roll-cooling such as water-cooling roll.
- The treatment agent supplied in the treatment agent supply process (S3) is a zinc phosphate solution. The zinc phosphate solution is an aqueous solution containing phosphate root and Zn ion. The wording "phosphate root" is a generic name of H2PO4 -, HPO4 2-, PO4 3-; it is represented by [PO4 3-].
- The zinc phosphate solution contains 0.001 to 0.7 mol/L of phosphate root [PO4 3-], and contains 0.7 or less of Zn ion in mole ratio to this phosphate root. The reason for specifying the concentration of phosphate root in the range of 0.001 to 0.7 mol/L is because, if the zinc phosphate solution contains more than 0.7 mol/L of phosphate root, stability of the treatment agent might be deteriorated. Meanwhile, if the concentration is in the range less than 0.001 mol/L, pH of the treatment agent becomes higher; reaction becomes inhibited thereby there is a possibility that the desired performance cannot be obtained. Further, the reason for containing 0.7 or less of Zn ion in mole ratio to this phosphate root is because, by making zinc phosphate solution contain the concentration of Zn ion, it is possible to form an even crystalline coating. This is also because there is a fear of occurrence of sludge that may deteriorate the surface quality. The content is preferably 0.5 or less. Here, the wording "sludge" means the one wherein Zn3(PO4)2 is solidified in the aqueous solution.
- More specifically, forming reaction of the crystalline zinc phosphate is a reaction shown by the following formula (A) or (B) ; 1.5 times of zinc atoms are required to the phosphate root in the treatment agent.
2H3PO4 + Zn <=> Zn(H2PO4)2 + H2 (A)
3Zn(H2PO4)2 <=> Zn3(PO4)2·4H2O (B)
Due to this, conventionally, further excessive amount of zinc must be contained in the treatment agent of the treatment agent supply process (S3). However, the excessive amount of zinc raises pH and solidifies the treatment agent. - pH of the treatment agent is preferably 4 or less. Because, if it becomes more than 4, stability of the treatment agent becomes lowered and sludge occurs, thereby these raise a possibility for damaging the surface quality; also, there is a fear that zinc phosphate coating cannot be formed since the reaction does not proceed smoothly. The pH is furthermore preferably 3 or less.
- Other than Zn ion and phosphate root, adding one or more kinds of strong electrolyte anion selected from a group of strong electrolyte anion consisting of: 0.2 or less of nitrate root (NO3-), 0.2 or less of nitrous root (NO2-), 0.1 or less of hydrofluoric root (F-), and 0.05 or less of sulfuric root (SO4 2-) in mole ratio to the phosphate root is to have a stable reaction with the treatment agent for the purpose of improving the evenness of the coating. Specifically, by this reaction, it is capable to obtain etching effect and oxidation effect. If the strong electrolyte anion is added in an amount over the above upper limit, stability of the treatment agent is lowered and life of the treatment agent may be shortened.
- Also, for pH control, ammonium salt, or ammonium aqueous solution, and so on may be added to the zinc phosphate solution. Concentration of ammonium ion is preferably 0.02 or less in mole ratio to phosphate root. Moreover, as long as satisfying the above configuration of the zinc phosphate solution, other metal ions apart from zinc may be mixed. In this case, a total mole ratio of the metal ion to the phosphate root is preferably 0.2 or less.
- Adhesion quantity of the zinc phosphate solution in terms of adhesion quantity of coating eventually formed is calculated in phosphorus equivalent by a sum of supply in the above surface conditioning agent supply process (S1) and the treatment agent supply process (S3), it is preferably 30 to 500 mg/m2. Because, if it is less than 30 mg/m2, lubricity of the coating is not reflected to the formability of the steel sheet; meanwhile if it is over 500 mg/m2, the effect becomes saturated. It is further preferably 30 to 400 mg/m2.
- Since the pre-drying process (S2) is provided as a pre-process of the treatment agent supply process (S3), the surface conditioning agent is not brought into the treatment agent supply process (S3); thereby it is possible to adequately keep balance of the treatment agent for a long time. Accordingly, treatment agent control and drain facility can be simplified.
- The post-drying process (S4) will be described as follows. The post-drying process (S4) is a process to dry a treatment agent supplied to the surface of a base material without water rinsing. Drying temperature is not particularly limited to; in view of manufacturing cost, the steel-sheet highest achieving temperature is preferably less than 250°C, more preferably less than 180°C. Drying duration is not specifically limited to as well; from the viewpoint of surface appearance and productivity, it is preferably less than 100 seconds after the application, and more preferably less than 50 seconds. The drying method is not particularly limited to; it is suitably selected. Examples thereof include air knife, drier, and oven. By the post-drying process (S4), more even crystalline film of zinc phosphate coating can be formed.
- Next, one embodiment of the galvanized steel sheet having a zinc phosphate coating of the present invention will be described. The galvanized steel sheet having a zinc phosphate coating comprises a base material, a galvanizing coating over a surface of the base material, and a zinc phosphate coating formed on outside of the galvanizing coating. These are respectively described as below.
- Kind of steel sheet to be the base material is not particularly limited to; any kind of cold-rolled steel sheet and hot-rolled steel sheet are applicable. Chemical composition of the base material is not specifically limited to, either; the applicable examples include dead soft steel and low-carbon steel both containing Ti, Nb, and so on depending on the necessity, or high-strength steel or high-tensile steel both adequately containing Si, Mn, P, Cr, Ni, Cu, V, and so on.
- As the galvanizing of the galvanized steel sheet having a zinc phosphate coating of the invention, hot-dip galvanizing or electrogalvanizing may be adopted. By galvanizing the above base material, the galvanized steel sheet can be produced.
- As a hot-dip galvanized steel sheet, for example, there may be GI steel sheet which does not have thermal alloying treatment and thermal alloyed GA steel sheet. "GI steel sheet" means a steel sheet where alloying treatment is not given after hot-dip galvanizing and that contains 2 mass % or less of Fe. If Fe content becomes more than 2 mass %, Fe-Zn alloy layer appears at a part of the surface, which is not preferable with regard to the appearance. Meanwhile, "GA steel sheet" means a steel sheet where alloying treatment is given after hot-dip galvanizing and that contains 7 to 15 mass % of Fe to that of the galvanized layer. If Fe content is less than 7 mass %, eta-phase remains in the vicinity of surface of the alloyed hot-dip galvanized layer, which is not preferable with regard to the appearance. It is preferably 8 mass % or more. If Fe content becomes over 15 mass %, powder tends to be generated at a time of press forming. It is preferably 13 mass % or less.
- The hot-dip galvanized layer of the above GI steel sheet and GA steel sheet may contain 0.05 to 0.5 mass % of Al. As a result, it is capable to enhance the adhesiveness between the hot-dip galvanized coating and the base material. Other than Al, metals of Cu, Ni, Cr, Si, Mn, Pb, Sb, Sn, misch metal, and so on may be slightly contained or added to the hot-dip galvanized layer. Further, alloy phase is not specifically limited to; eta-phase, zeta-phase, delta-phase may be mixed in the GI steel sheet; meanwhile zeta-phase, delta 1-phase, gamma 1-phase, gamma-phase may be mixed in the GA steel sheet.
- Moreover, adhesion quantity of the hot-dip galvanized coating is not particularly limited to. However, from the viewpoint of workability, weldability, and productivity, the adhesion quantity of the hot-dip galvanized coating is preferably 150 g/m2 or less.
- So far, GI steel sheet and GA steel sheet have been described; other than these, 5 mass % Al-Zn plated steel sheet (GF steel sheet), 55 mass % Al-Zn plated steel sheet (GL), and 3 mass % Mg-Al-Zn plated steel sheet (MZ steel sheet) may be available.
- Examples of the electrogalvanized steel sheet include EG steel sheet consisting of eta-phase, 10 mass % Fe-Zn electrogalvanized steel sheet (FZ steel sheet), and 13 mass % Ni-Zn (ZnNi steel sheet). Among these, applying the zinc phosphate coating of the invention to the EG steel sheet is preferable.
- Manufacturing of the galvanized steel sheet to be used for the present invention can apply any kinds of galvanizing methods. For instance, GI steel sheet is dipped into the plating bath and also cooled in the bath. On the other hand, GA steel sheet is dipped into the plating bath, later alloying treatment is given. If necessary, temper rolling (skin-pass rolling), planarization (leveler), and so on may be imparted. By temper rolling, surface condition and surface roughness of the GI steel sheet and GA steel sheet are varied, these changes may be permitted. These changes do not affect adhesiveness and the like.
- The zinc phosphate coating is a coating of a crystalline zinc phosphate formed on the outer layer of the above galvanized steel sheet. The zinc phosphate coating of the galvanized steel sheet having zinc phosphate coating of the present invention has any one of configurations as follows:
- (i) a spectrum obtained by absorption spectrum measurement method measuring a surface reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the galvanized steel sheet having zinc phosphate coating has a plurality of absorption bands within a wavelength range of 8 to 12 µm; further, ratio of integrated absorption strength (P/S) of a p-polarized light to a s-polarized light within the wavelength range is 1.2 or more.
- (ii) a spectrum obtained by absorption spectrum measurement method measuring the surface reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the galvanized steel sheet having zinc phosphate coating has a plurality of absorption bands within a wavelength range of 8 to 12 µm; further, ratio (Pa/Sa) of an absorbance (Pa) of p-polarized light to an absorbance (Sa) of s-polarized light in case of an absorption (absorption A) within a wavelength of 8.4 to 9.2 µm and ratio (Pb/Sb) of an absorbance (Pb) of p-polarized light to an absorbance (Sb) of s-polarized light in case of an absorption (absorption B) within a wavelength of 10.2 to 11.0 µm are respectively two or more.
- In both of the above (i) and (ii), the zinc phosphate coating of the galvanized steel sheet having zinc phosphate coating of the invention has a plurality of absorption bands within a wavelength range of 8 to 12 µm in a spectrum obtained by absorption spectrum measurement method measuring a surface reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of the galvanized steel sheet having zinc phosphate coating. This is attributed to P-O bonds of zinc phosphate forming the zinc phosphate coating, the coating usually has about five absorption bands.
- The reason for making the infrared light income from a direction at an angle of 60° to a normal line of the galvanized steel sheet having zinc phosphate coating is to inhibit the influence of reflected light coming from the galvanized steel sheet to the absorption spectrum. As a result, it is capable to obtain a desirable SN ratio. The reflected light is detected from a direction at an angle of 60° corresponding to the incident light. Reflected light may be diffused depending on the roughness of the steel sheet surface, which sometimes decreases intensity of reflected light coming into the detector. In such a case, a light-concentrating device may be provided in front of the detector.
- The zinc phosphate coating described in the above (i) has a configuration such that a ratio of integrated strength (P/S) obtained by an absorption spectrum of the p-polarized light (P) to an absorption spectrum of the s-polarized light (S) is 1.2 or more. This shows a degree of orientation of P-O bond constituting the zinc phosphate coating. In other words, "P/S is 1.2 or more" means that p-polarized light is stronger than s-polarized light. Accordingly, the zinc phosphate coating of the galvanized steel sheet having zinc phosphate coating of the invention has a configuration such that almost vertical orientation to the steel sheet is stronger. P/S is further preferably 2 or more.
Furthermore preferable orientation of P-O band is a zinc phosphate coating having a configuration in the range described in (ii). The orientation described in (ii) shows a configuration of absorbance of the zinc phosphate coating used for the galvanized steel sheet having zinc phosphate coating of the invention by paying attention to two wavelength ranges of 8.4 to 9.2 µm and 10.2 to 11.0 µm within the wavelength range of 8 to 12 µm of the above P-O bond. The reason for specifying these two wavelength ranges is because these two generate characteristic absorption of spectrums. - Specifically, it is composed such that ratio (Pa/Sa) of (absorption A): absorbance (Pa) of p-polarized light to absorbance (Sa) of s-polarized light is 2 or more in an absorption spectrum within the wavelength range of 8.4 to 9.2 µm, and ratio (Pb/Sb) of (absorption B): absorbance (Pb) of p-polarized light to absorbance (Sb) s-polarized light is 2 or more in an absorption spectrum within the wavelength range of 10.2 to 11.0 µm. Both ratios are further preferably 3 or more.
- As described above, in either configuration of (i) or (ii), by making a zinc phosphate coating having a configuration of which orientation of the P-O bond is mainly vertical to the steel sheet (p-polarized light is stronger) in the steel sheet surface, it is capable to provide a galvanized steel sheet having zinc phosphate coating which exhibits excellent adhesiveness while maintaining excellent lubricity. This is assumed that interactions between a P-O bond and a C-O bond of submaterial (mainly resin) increase by this orientation. This interaction makes it possible to provide a galvanized steel sheet having zinc phosphate coating which exhibits excellent compatibility with submaterial for automotive manufacturing, especially vinyl-chloride-series adhesive used for structural bonding and Mastic-type adhesive having sealing function.
- Adhesion quantity of the zinc phosphate coating may be 30 mg/m2 or more. It is more preferably 50 mg/m2 or more. This is because adhesion quantity thereof affects lubricity; so if it is less than 30 mg/m2, preferable lubricity may not be obtained. In addition, adhesion quantity of the zinc phosphate coating is preferably 250 mg/m2 or less, furthermore preferably 200 mg/m2 or less, and most preferably 150 mg/m2 or less. If adhesion quantity of the zinc phosphate coating is larger, the adhesiveness may be deteriorated.
- With the galvanized steel sheet having zinc phosphate coating satisfying the above configuration, it is possible to provide a steel sheet which exhibits excellent lubricity and adhesiveness.
- Hereinafter, the invention will be more specifically described with reference to the following examples.
- As Example 1, operatability and lubricity evaluations were carried out about two hot-dip galvanized steel sheets: one was a dead soft GI steel sheet (plating adhesion quantity: 90 g/m2, Al concentration of the coating: 0.4 mass %, Fe concentration: 1.5 mass %) having a size of 0.8 mm in thickness and 200 mm x 250 mm; and another one was a same size of GA steel sheet (plating adhesion quantity: 60 g/m2, Al concentration of the coating: 0.30 mass %, Fe concentration: 9.5 mass %). In this Example, the evaluation is based on whether or not the above pre-drying process is included in the manufacturing process in case of changing the components of surface conditioning agent and treatment agent. The component of surface conditioning agent is shown in Table 1 and the content of treatment agent is also shown in Table 2.
- (Table 1)
(Table 1) Components contained in the surface conditioning agent No. Content Average particle diameter pH Zn zinc phosphate Li Be Na Mg K Ca Total alkali metal mol/L mol/L mol/L mol/L mol/L mol/L mol/L mol/L mol/ L µm 1 0.0005 0.0002 0.0001 0 0.002 0 0.006 0 0.0081 5 9.1 2 0.013 0.0043 0 0 0.003 0 0.292 0 0.295 1 7.3 3 0.09 0.0300 0.0001 0 0.01 0.003 0 0.0002 0.0133 3 8.2 4 0.12 0.0400 0 0 0.004 0 0.0033 0 0.0073 0.5 8.1 5 0.2 0.0667 0.02 0.09 0 0.005 0.1 0.04 0.255 5 8.3 6 0.38 0.1267 0 0 0.013 0 0.01 0 0.023 8 7.2 7 0.8 0.2667 0.001 0.2 0.2 0 0 0 0.401 7 7.4 8 0.98 0.3267 0 0 0.235 0.05 0.009 0 0.294 5 7.2 9 1.29 0.4300 0 0 0.03 0 0.043 0 0.073 3 6 10 1.1 0.3667 0.005 0 0.003 0 0 0.0002 0.0082 11 6 11 1.5 0.5000 0.001 0 0 0.06 0.02 0 0.081 6 4.5 12 1.9 0.6333 0.02 0 0.004 0 0 0.004 0.028 5 7 13 7 mass % NaOH 14 2 mass % H2SO4 15 Aqueous liquid where Ti-colloid is dispersed in a sodium pyrophosphate solution 8 (commodity name: "PALENE Z" (PL-Z) manufactured by Nihon Parkerizing Co., LTD., 0.005mol/L) - (Table 2)
(Table 2) Components contained in the treatment agent No. [Zn] [PO4 3-] [Zn] / [PO4 3-] [NO3 -] / [PO4 3-] [NO2 -] / [PO4 3-] [F-] / [PO4 3-] [SO4 2-] / [PO4 3-] pH mol/L mol/L a 0.007 0.02 0.35 0.09 0 0.04 0 3.2 b 0.001 0.002 0.50 0 0.15 0 0.05 3.1 c 0.1 0.50 0.20 0 0.07 0.01 0.02 2.7 d 0.2 0.60 0.33 0.05 0 0.07 0 2.5 e 0.25 0.60 0.42 0.09 0 0.05 0 2.9 f 0.4 0.60 0.67 0.1 0 0.02 0 2.2 g 0.5 0.70 0.71 0.02 0.02 0.03 0.01 2.5 h 0.5 0.60 0.83 0.01 0.02 0.05 0.01 3.2 i 0.5 0.60 0.83 0.01 0.02 0.05 0.01 4.1 j 0.2 0.60 0.33 0.22 0 0 0 2.5 k 0.2 0.60 0.33 0 0.25 0 0 2.5 l 0.2 0.60 0.33 0 0 0.13 0 2.6 m 0.2 0.60 0.33 0 0 0 0.07 3.1 - Also, conditions of each process are as follows.
-
- Method for supplying surface conditioning agent: spray or roll coater
- Adhesion quantity: 3 mg/m2 in phosphorus equivalent
-
- Drying equipment: drier
- Drying temperature: steel-sheet highest achieving temperature: 60°C
- Drying duration: 10 seconds
-
- Supplying method: roll coater (temperature of the fed steel sheet: 50°C)
- Total adhesion quantity: 80 mg/m2 in phosphorus equivalent
-
- Drying equipment: oven
- Drying temperature: steel-sheet highest achieving temperature: 70°C
- Drying duration: 30 seconds
- In addition to this, conventional examples wherein cleaning with alkali and acid were done are shown. In these cases, specifically, base materials rinsed by water after cleaned with alkali and acid were fed into the treatment agent supply process. In these Examples, existence of drying process after water rinsing and before the treatment agent supply process is also shown. The test conditions are shown below.
- Pre-cleaning condition:
- 7 mass % NaOH and 2 mass % H2SO4 (Nos. 13 and 14 of Table 1)
- Dipping condition:
- dipping in 7% NaOH aqueous solution (70°C) for 5 seconds;
: dipping in 2% H2SO4 aqueous solution (50°C) for 5 seconds - In accordance with the above conditions, the below-described evaluations were carried out.
- So as to evaluate operatability, concentration, to 10L of treatment agent, of carry-in portion (alkali metal of the surface conditioning agent) from the surface conditioning agent to this treatment agent at a time of treatment agent supply to a 10m2 base material (a total area of the above cut-plate was 10m2) and concentration, to the same, of mainly Zn contained in the treatment agent were measured, and change of concentration of the treatment agent between before and after the supply was evaluated. Evaluation criteria of the operatability are as follows. "No need to adjust concentration" in the following evaluation criteria means that there were no need for water-rinsing equipment and supplement, waste-liquid facilities.
○ (good): increased portion of concentration of alkali metal and zinc in the treatment agent is 2 mass % or less to the original concentration (No need to adjust concentration);
△ (not bad) : increased portion of concentration of alkali metal and zinc in the treatment agent is more than 2 mass % and 4 mass % or less to the original concentration (Almost no need to adjust concentration); and
× (bad) : increased portion of concentration of alkali metal and zinc in the treatment agent is more than 4 mass % to the original concentration (Need to adjust concentration). - Rust preventive oil was applied onto the obtained hot-dip galvanized steel sheet having zinc phosphate coating, and friction coefficient measurement was carried out under the following condition using Pin-On-Disk type friction and wear tester. The lubricity was evaluated based on the friction coefficient. Evaluation criteria of the friction coefficient are shown as below.
-
- Load: 30 kN
- Material of slider: SKD steel
- Shape of slider: a 5 mm diameter of steel ball
- Test temperature: 60°C
- Radius gyration: 10 mm
- Sliding speed: 1 rpm
- Number of Test revolution: 20 revolutions
- Number of Measurement point: Coefficient measured at 12 points per revolution was averaged. The maximum value in 20 revolutions adopted as the representing coefficient.
-
- ⊚ (very good): friction coefficient: less than 0.12 (extremely preferable as a lubricating treatment);
- ○ (good): friction coefficient: 0.12 or more and less than 0.15 (preferable as a lubricating treatment); and
- × (bad): friction coefficient: 0.15 or more (inadequate as a lubricating treatment)
- Stability of each surface conditioning agent and treatment agent was measured by "40°C by 7 days Test". This is a test wherein each conditioning agent and treatment agent is kept at 40°C for 7 days. Evaluation criteria of stability of surface conditioning agent and treatment agent are as follows.
-
- ○ (good): dispersed condition was maintained; and
- × (bad): precipitation occurred.
-
- ○ (good): no occurrence of sludge; and
- × (bad): sludge occurs.
- Results about Example 1 evaluated based on the above condition are described as follows.
- The results are shown in Table 3.
- (Table 3)
(Table 3) Code Kinds of steel sheet Process Operatability Performance Notes Surface conditioning agent supplying process Pre-drying process Treatment agent supplying process Surface conditioning agent Treatment agent Lubricity Surface conditioning agent No. Supplying method Treatment agent No. Supplying method R1 GI 1 Spraying included a Roll coater ○ ○ ⊚ Example R2 GA 1 Roll coater included c Roll coater ○ ○ ⊚ Example R3 GI 1 Spraying included d Roll coater ○ ○ ⊚ Example R4 GA 1 Spraying none d Roll coater ○ × ⊚ Comparative example R5 GA 1 Spraying included e Roll coater ○ ○ ⊚ Example R6 GA 1 Roll coater included f Roll coater ○ ○ ⊚ Example R7 GA 2 Roll coater included a Roll coater ○ ○ ⊚ Example R8 GA 2 Roll coater included b Roll coater ○ ○ ⊚ Example R9 GA 2 Roll coater none b Roll coater ○ × ⊚ comparative example R10 GA 2 Spraying included e Roll coater ○ ○ ⊚ Example R11 GI 2 Roll coater included f Roll coater ○ ○ ⊚ Example R12 GA 3 Spraying none a Roll coater ○ × ⊚ Comparative example R13 GA 3 Roll coater included b Roll coater ○ ○ ⊚ Example R14 GI 4 Spraying included b Roll coater ○ ○ ⊚ Example R15 GA 4 Roll coater none c Roll coater ○ × ⊚ Comparative example R16 GA 4 Spraying included d Roll coater ○ ○ ⊚ Example R17 GI 4 Roll coater included e Roll coater ○ ○ ⊚ Example R18 GA 4 Spraying none f Roll coater ○ × ⊚ Comparative example R19 GA 4 Roll coater included f Roll coater ○ ○ ⊚ Example R16 GA 5 Spraying included a Roll coater ○ ○ ⊚ Example R17 GA 5 Roll coater included d Roll coater ○ ○ ⊚ Example R18 GI 6 Spraying none f Roll coater ○ × ⊚ Comparative example R19 GI 6 Spraying included d Roll coater ○ ○ ⊚ Example R20 GA 8 Roll coater included b Roll coater ○ ○ ⊚ Example R21 GA 8 Spraying included d Roll coater ○ ○ ⊚ Example R22 GA 9 Spraying included d Roll coater ○ ○ ⊚ Example R23 GA 9 Roll coater included f Roll coater ○ ○ ⊚ Example R24 GA 11 Spraying included a Roll coater × ○ ⊚ Example R25 GI 11 Roll coater included f Roll coater × ○ ⊚ Example R26 GI 13 Spraying included b Roll coater × ○ × Conventional example R27 GA 13 Spraying none b Roll coater × × × Conventional example R28 GI 14 Roll coater included d Roll coater × ○ × Conventional example R29 GA 14 Roll coater none d Roll coater × × × Conventional example R30 GA 15 Roll coater included a Roll coater ○ Δ ○ Example R31 GA 1 Roll coater included a Spraying ○ × ○ Comparative example note: "Example" means an example of the present invention.
- As seen from the table, when surface conditioning agent was supplied and the agent was later dried in the pre-drying process, all of the treatment agents showed high operatability, and lubricity of the obtained hot-dip galvanized steel sheet was also desirable; these remarkably represented effects of the present invention. In addition, it is understood that the operatability and lubricity do not depend on the supply process of the surface conditioning agent.
- Meanwhile, in cases of applying conventional cleaning agent indicated in the codes R26 to R29 as conventional examples, as these cases also had pre-drying process, operatability only of the treatment agent is preferable. This means that the pre-drying process largely affect the enhancement of operatability of the treatment agent. However, under the condition of codes R26 to R29, a desired lubricity was not imparted to the hot-dip galvanized steel sheet, it is also understood that supply of surface conditioning agent is required.
- Moreover, under the condition indicated in codes R24 and R25 as reference examples, there is no influence to operatability of the treatment agent, on the other hand, operatability of the surface conditioning agent is not preferable. The reason for this is assumed that surface treatment agent shown in No. 11 of Table 1 used for codes R24 and R25 marks pH 4.5, which is relatively low. Therefore, by enlarging pH up to at least over 4.5, it is capable to enhance the operatability of the surface conditioning agent.
- Results of stability of each surface conditioning agent and treatment agent shown in Tables 1 and 2 are described as below. Stability evaluation result of the surface conditioning agent is shown in Table 4, and stability evaluation result of the treatment agent is also shown in Table 5.
- (Table 4)
(Table 4) Stability of the surface conditioning agent No. Stability Notes 1 ○ Example 2 ○ Example 3 ○ Example 4 ○ Example 5 ○ Example 6 ○ Example 7 × Reference example 8 ○ Example 9 ○ Example 10 × Reference example 11 ○ Reference example 12 × Reference example 13 - Conventional example 14 - Conventional example 15 ○ Example note: "Example" means an example of the present invention.
- (Table 5)
(Table 5) Stability of the treatment agent No. Stability Notes a ○ Example b ○ Example c ○ Example d ○ Example e ○ Example f ○ Example g × Comparative example h × Comparative example i × Comparative example j × Comparative example k × Comparative example l × Comparative example m × Comparative example note: "Example" means an example of the present invention.
- The surface conditioning agent in terms of Nos. 7, 10, and 12 shown in Table 4 did not show excellent stability. In terms of No. 7, according to Table 1, this is thought that a total of alkali metal and alkali earth metal reaches 0. 401 mol/L. Also, in terms of Nos. 10 and 12, it is thought that particle diameter and content of zinc phosphate are respectively large in both cases. These elements do not necessarily affect the operatability of treatment agent; nevertheless, higher stability is preferable.
- In terms of g to m of the treatment agents shown in Table 5, the stability was not good. This is thought that with regard to g to i, Zn ion ratio to phosphate root is large. Moreover, i marks pH 4.1, which is high. In terms of j to m, it is though that anion ratio of the added strong electrolyte being large is the cause. These do not necessarily affect operatability of the treatment agent; nevertheless higher stability is preferable.
- As Example 2, in a manufacturing line of continuous hot-dip galvanized steel sheet, a 0.8 mm thick GA steel sheet (dead soft steel sheet, plating adhesion quantity: 45 g/m2, Al concentration of the coating: 0.25 mass %, Fe concentration: 9.0 mass %) was treated with skin-pass mill (rolling reduction ratio: 1.0 %); in the surface conditioning agent supply process, surface conditioning agents of Nos. 1, 4, and 6 shown in Table 1 were supplied; in the treatment agent supply process, zinc phosphate coating treatment was carried out using treatment agent of a, d, e, and i shown in Table 2. Conditions of each process are as follows.
-
- Supplying method: spray or roll coater
- Drying equipment: drier
- Adhesion quantity: 3 mg/m2 in phosphorus equivalent
-
- Drying temperature: steel-sheet highest achieving temperature: 70°C
- Drying duration: 5 seconds
-
- Supplying method : roll coater (temperature of the fed steel sheet: 50°C)
-
- Drying equipment: oven
- Drying temperature: steel-sheet highest achieving temperature: 80°C
- Drying duration: 30 seconds
- As comparative examples, test without having pre-drying process was also carried out.
- In accordance with the above conditions, the below-described evaluation was carried out.
- Concentration, to 100L of treatment agent, of carry-in portion (alkali metal of the surface conditioning agent) from the surface conditioning agent to the treatment agent and of mainly Zn contained in the treatment agent when a 0.8 mm thick and 1 m wide steel sheet was taken for 100 m through the treatment agent were measured, and change of concentration of the treatment agent between before and after the supply was evaluated. Evaluation criteria of the operatability are as follows. "No need to adjust concentration" in the following evaluation criteria means that there were no need for water-rinsing equipment and supplement, waste-liquid facilities.
○ (good): increased portion of concentration of alkali metal and zinc in the treatment agent is 2 mass % or less to the original concentration (No need to adjust concentration);
△ (not bad): increased portion of concentration of alkali metal and zinc in the treatment agent is more than 2 mass % and 4 mass % or less to the original concentration (Almost no need to adjust concentration); and
× (bad): increased portion of concentration of alkali metal and zinc in the treatment agent is more than 4 mass % to the original concentration (Need to adjust concentration). - Rust preventive oil was applied onto the obtained hot-dip galvanized steel sheet having zinc phosphate coating and friction coefficient measurement was carried out under the following condition by using Pin-On-Disk type friction and wear tester. The lubricity was evaluated based on the friction coefficient. Evaluation criteria of the friction coefficient are shown as below.
-
- Load: 30 kN
- Material of slider: SKD steel
- Shape of slider: a 5 mm diameter of steel ball
- Test temperature: 60°C
- Radius gyration: 10 mm
- Sliding speed: 1 rpm
- Number of Test revolution: 20 revolutions
- Number of Measurement point: Coefficient measured at 12 points per revolution was averaged. The maximum value in 20 revolutions adopted as the representing coefficient.
-
- ⊚ (very good): friction coefficient: less than 0.12 (extremely preferable as a lubricating treatment);
- ○ (good) : friction coefficient: 0.12 or more and less than 0.15 (preferable as a lubricating treatment); and
- × (bad): friction coefficient: 0.15 or more (inadequate as a lubricating treatment).
- Spot welding was carried out to the obtained hot-dip galvanized steel sheet having zinc phosphate coating by using spot welding machine in accordance with the following conditions; and number of points of welding in which nugget diameter (mm) is up to 4t and 1/2 (t: steel sheet thickness (mm)) or less was evaluated.
-
- Electrode diameter: 6 mm
- Electrode tip diameter: 40R dome-type
- Material of electrode: 1 mass % Cr-Cu
- Welding pressure: 2 kN
- Up-slope: 3 cycles
- Energizing duration: 10 cycles (frequency: 50 Hz)
- Flow of coolant: 3 L/min
- Welding current: 10.5 kA
-
- ○ (good): 2000 points or more (adequate)
- × (bad): less than 2000 points (inadequate)
- Anticorrosion evaluation was carried out by a method generally used as a performance evaluation of steel sheet for automotive manufacturing and so on. Specifically, a steel sheet was coated by electrodeposition after chemical conversion treatment and then it was provided with a single cut; finally evaluated with maximum swelling width after 500 hours of 5 mass % salt-spray test. Conditions of the chemical conversion treatment and electrodeposition coating are shown as follows.
- Chemical conversion treatment (zinc phosphate treatment) was carried out after a series of process in order of alkaline degreasing, water rinsing, and surface treatment. Conditions and the like in each process are shown as below.
Alkaline degreasing: dipping in 200 g/L of "fine cleaner E2001" (manufactured by Nihon Parkerizing Co., Ltd.) (50°C) for 2 minutes;
Water rinsing: 30 seconds
Surface conditioning: dipping in 1 g/L of "PALENE Z" (manufactured by Nihon Parkerizing Co., Ltd.) (at room temperature) for 10 seconds;
Chemical conversion treatment: spraying "PB-L3080" (manufactured by Nihon Parkerizing Co., Ltd., liquid temperature: 43°C) for 2 minutes. - Followed by the above chemical conversion treatment, GT-10 (cation electrodeposition coating: 20 µ) electrodeposition coating was carried out. The evaluation criteria are as below. Evaluation criteria: one-side maximum swelling width
○ (good): less than 3 mm (adequate);
× (bad): 3 mm or more (inadequate) - Results based on the above conditions and evaluation items are described as follows. The results are shown in Table 6.
- (Table 6)
(Table 6) Code Process Operatability P adhesion quantity Performance Notes Surface conditioning agent supplying process Pre-drying process Treatment agent Treatment agent supplying process Lubricity Spot weldability Corrosion resistance Surface conditioning agent Supplying method mg/m2 Z1 1 Spraying included a ○ 31 ○ ○ ○ Example Z2 1 Spraying included d ○ 83 ⊚ ○ ○ Example Z3 1 Spraying included e ○ 250 ⊚ ○ ○ Example Z4 1 Spraying none a × 32 ○ ○ ○ Comparative example Z5 1 Spraying none d × 85 ⊚ ○ ○ Comparative example Z6 1 Roll coater included a ○ 64 ⊚ ○ ○ Example Z7 1 Roll coater included d ○ 160 ⊚ ○ ○ Example Z8 1 Roll coater included e ○ 490 ⊚ ○ ○ Example Z9 1 Roll coater none d × 223 ⊚ ○ ○ Comparative example Z10 4 Roll coater none e × 415 ⊚ ○ ○ Comparative example Z11 4 Spraying included a ○ 18 × ○ ○ Reference example Z12 4 Spraying included d ○ 77 ⊚ ○ ○ Example Z13 4 Spraying included e ○ 119 ⊚ ○ ○ Example Z14 4 Spraying none a × 23 × ○ ○ Comparative example Z15 4 Spraying none d × 81 ⊚ ○ ○ Comparative example Z16 4 Roll coater included a ○ 25 × ○ ○ Reference example Z17 4 Roll coater included d ○ 87 ⊚ ○ ○ Example Z18 4 Roll coater included e ○ 201 ⊚ ○ ○ Example Z19 4 Roll coater none a × 35 ○ ○ ○ Comparative example Z20 6 Roll coater none e × 91 ⊚ ○ ○ Comparative example Z21 6 Spraying included a ○ 36 ○ ○ ○ Example Z22 6 Spraying included d ○ 72 ⊚ ○ ○ Example Z23 6 Spraying included e ○ 153 ⊚ ○ ○ Example Z24 6 Spraying none d × 38 ○ ○ ○ Comparative example Z25 6 Spraying none e × 62 ⊚ ○ ○ Comparative example Z26 6 Roll coater included a ○ 35 ○ ○ ○ Example Z27 6 Roll coater included d ○ 79 ⊚ ○ ○ Example Z28 6 Roll coater included e ○ 147 ⊚ ○ ○ Example Z29 6 Roll coater none a × 36 ○ ○ ○ Comparative example Z30 6 Roll coater none e × 88 ⊚ ○ ○ Comparative example Z31 6 Roll coater included i ○ 88 ○ ○ ○ Example note: "Example" means an example of the present invention.
- As seen from Table 6, the examples having pre-drying process and noted to be the Examples of the present invention are individually favorable in operatability of the treatment agent. Whereas, all of the other examples without having pre-drying (noted to be Comparative examples) are not favorable in operatability of the treatment agent. Accordingly, these remarkably represented effects of the present invention.
- When having pre-drying process, each performance was favorable. In terms of codes Z11 and Z16, the reason for the unfavorable lubricity is because phosphorous adhesion quantity is small. This is not caused by the influence of existence of pre-drying process included in the present invention.
- Steel sheets provided with various galvanized layer on both side of 0.8 mm thick dead soft steel sheets were treated by 30-second spray degreasing with "FCL4480" (20 g/L, 45°C) manufactured by Nihon Parkerizing Co., Ltd., then these were water-rinsed and dried to become test pieces. Thereafter, a series from the surface conditioning agent supply process (S1) to the post-drying process (S4) were treated thereto to produce galvanized steel sheets having zinc phosphate coating. Later, various evaluations were carried out about galvanized steel sheets having zinc phosphate coating. The conditions, evaluation items, evaluation results, and so on are described as follows. Further, as a comparison, a sample where only the surface conditioning agent supply process (S1) and the pre-drying process (S2) were carried out, and some other samples where only the treatment agent supply process (S3) and the post-drying process (S4) were carried out were respectively produced. Furthermore, as a conventional example, an electrogalvanized layer (adhesion quantity: 2 g/m2 to each side) having a composition of 80 mass % Fe-20 mass % Zn over the galvanized upper layer was produced. Various galvanized steel sheets used for these Examples are shown in Table 7. Moreover, surface conditioning agents used for the Examples are shown in Table 8, and treatment agents of the same are shown in Table 9.
- (Table 7)
(Table 7) Abbrev. Galvanizing method Galvanizing adhesion quantity
(per side)Galvanizing component
(excluding Zn, mass %)(mg/m2) Fe Al Mg GA Hot-dip galvanizing 50 9.5 0.3 0 ⇒ Alloyed in a hot furnace GI Hot-dip galvanizing 70 0.2 0.4 0 EG Electrogalvanizing 50 0 0 0 MZ Hot-dip galvanizing 60 0 3.4 3 - (Table 8)
(Table 8) Code Type Concentration
(mol/L)Average particle diameter
(µm)pH Additive materials 1A Ti + Sodium pyrophosphate solution 0.005 0.4 8 1B Zinc phosphate particle-dispersed solution 0.4 0.1 7.5 K2HPO4+NaOH buffer solution 1C Zinc phosphate particle-dispersed solution 0.4 0.6 7.5 K2HPO4+NaOH buffer solution 1D Zinc phosphate particle-dispersed solution 0.4 1.2 7.5 K2HPO4+NaOH buffer solution 1E Zinc phosphate particle-dispersed solution 0.4 3 7.5 K2HPO4+NaOH buffer solution 1F Zinc phosphate particle-dispersed solution 0.4 5 7.5 K2HPO4+NaOH buffer solution 1G Zinc phosphate particle-dispersed solution 0.4 0.6 5.2 1H Zinc phosphate particle-dispersed solution 0.4 0.6 4 H3PO4 addition 1J Zinc phosphate particle-dispersed solution 0.4 0.6 10 Na2HPO4 addition 1K Zinc phosphate particle-dispersed solution 0.4 0.6 11 Na2HPO4 addition 1L Zinc phosphate particle-dispersed solution 0.05 0.6 7.5 K2HPO4+NaOH buffer solution 1M Zinc phosphate particle-dispersed solution 0.1 0.6 7.5 K2HPO4+NaOH buffer solution 1P Zinc phosphate particle-dispersed solution 1.0 0.6 7.5 K2HPO4+NaOH buffer solution 1Q Zinc phosphate particle-dispersed solution 2.0 0.6 7.5 K2HPO4+NaOH buffer solution 1R Zinc phosphate particle-dispersed solution 5.0 0.6 7.5 K2HPO4+NaOH buffer solution Note: Concentration value of Code 1A shows Ti-concentration, concentration value of rest of the codes show Zinc phosphate-concentration. - (Table 9)
(Table 9) No. [Zn] [PO4 3-] [Zn]/ [PO4] [NO3 -]/ [PO4 3-] [NO2 -]/ [PO4 3-] [F-]/ [PO4 3-] [SO4 2-]/ [PO4 3-] pH mol/L mol/L mol ratio mol ratio mol ratio mol ratio mol ratio 2A 0.2 0.60 0.33 0 0 0 0 3.2 2B 0.2 0.60 0.33 0.07 0 0 0 3.1 2C 0.2 0.60 0.33 0 0 0.05 0 2.7 2D 0.2 0.60 0.33 0.05 0 0.07 0 2.5 2E 0.2 0.60 0.33 0 0 0 0.02 2.8 2F 0.12 0.60 0.20 0.05 0 0.07 0 2.7 2G 0.06 0.60 0.10 0.05 0 0.07 0 2.8 2H 0.01 0.60 0.02 0.05 0 0.07 0 3.1 2I 0 0.60 0.00 0.05 0 0.07 0 3.3 2J 0.3 0.60 0.50 0.1 0 0 0 2.2 2K 0.5 0.60 0.83 0.01 0 0.01 0 4.1 2L 0.6 0.60 1.00 0.01 0 0.04 0 4.1 - The manufacturing conditions are described as below.
- A surface conditioning agent shown in Table 8 was supplied to a galvanized steel sheet. Supplying method was any one of spray (S in Table 10), post-spraying squeezing roll (SR in Table 10), post-spraying air knife (AK in Table 10), and roll coating (RC in Table 10). The adhesion quantity was obtained by fluorescent X-ray.
- Drying in pre-drying process (S2) was done by hot-air drier. The drying temperature was set with reference to the steel-sheet temperature; it was carried out within the range of no drying to drying at 150°C. Drying duration for all examples having pre-drying process was standardized to 10 seconds.
- A treatment agent shown in Table 9 was supplied to a galvanized steel sheet. Supply process was done by either of post-spray squeezing roll or roll coating.
- Drying in post-drying process (S4) was carried out by hot-air oven. The drying temperature was set with reference to the steel-sheet temperature; it was standardized at 80°C when carrying out the post-drying. Drying duration for all examples having post-drying process was standardized to 10 seconds.
- The obtained galvanized steel sheet having a coating was cut into a size of 25mm x 100 mm, and measured in accordance with the following method. For the measurement, "S-300" manufactured by Bio-Rad Laboratories was used.
- Measurement was carried out by making the infrared light income from a direction at an angle of 60° to a normal line of the galvanized steel sheet as the object to be measured to detect infrared lights reflected to a direction corresponding to the angle of 60°. At this moment, incoming infrared light was polarized into a vertical direction (p-polarized light) and a horizontal direction (s-polarized light) against the surface by KRS-5 polarized photon; the reflected infrared light were all detected. Specifically, this was done in accordance with the following procedure.
- First of all, as a standard sample of Au evaporated film, infrared reflectance spectrum of respective p-polarized light and s-polarized light were measured. Then, about p-polarized light, p-polarized light relative reflectance spectrum of steel sheet surface to p-polarized light reflectance of evaporated film was measured; meanwhile about s-polarized light, relative reflectance spectrum of steel sheet surface to s-polarized light reflectance of Au evaporated film was also measured. Finally, by using the following formulas (C) and (D) :


FIGs. 2 (a) and 2 (b) show an example of relation between the obtained wavelength and absorbance in a form of graph.FIG. 2 (a) is a graph about p-polarized light, andFIG. 2 (b) is a graph about s-polarized light. In these graphs, Pa and Sa respectively means absorbance of p-polarized light and s-polarized light within the wavelength range of 8.4 to 9.2 µm; Pb and Sb respectively means absorbance of p-polarized light and s-polarized light within the wavelength range of 10.2 to 11.0 µm. - Further, integral intensities P and S were calculated by carrying out background correction by deducting absorbance at a wavelength of 12 µm from each absorbance of each wavelength within the range of 8 µm to 12 µm about infrared absorption spectrum of the obtained p-polarized light and s-polarized light, and adding absorbance of each wavelength. Specifically, these are represented by the following formulas (E) and (F).


- Adhesion quantity of zinc phosphate coating could be obtained by phosphorus adhesion quantity using fluorescent X-ray measurement method about the obtained steel sheet. Crystallization characteristics of zinc phosphate were evaluated using "RINT2500" measuring device manufactured by Rigaku Industrial Corp. in accordance with the following method.
X-ray diffraction measurement with 2θ (CoKα) in a direction at an angle of 5 to 60° was carried out, identifying two kinds of diffraction lines A, B attributed to zinc phosphate·4 hydrate; then, coating having both of diffraction lines A and B were determined as a crystalline material. The A and B are respectively: - A: (020) face of zinc phosphate·4 hydrate 2θ = 10.8°;
- B: (311 + 241 + 151) face of zinc phosphate·4 hydrate 2θ = 36.7°.
- The obtained steel sheet was cut into a size of 25 mm x 200 mm; rust preventive oil was applied thereto at an amount of 2 g/m2 per side; then adhesive "PV5308" manufactured by Cemedine Henkel Co., Ltd. was applied to the surface at an area of 25 mm x 150 mm and thickness of 0.15 mm; later, the sheet was baked. Baking was done at 170°C for 20 minutes, 30 minutes, 40 minutes, and 50 minutes. After baking, T-Peeling test was carried out.
FIG. 3 shows a schematic view of method of T-Peeling test. As shown inFIG. 3 , the test was carried out by clutching respective ends, where adhesive 2 was not adhered, ofsteel sheets 1, 1 a part of which were adhered to each other, and pulling the respective ends in directions shown by arrows T, T which were vertical to the adhered face and opposite each other. The evaluation was done based on a baking duration as a standard such that cohesive-failure area ratio became 90% or more; the specific criteria were as follows.
⊚ (very good): 20 minutes or less;
○ (good): over 20 minutes and 30 minutes or less;
△ (not bad): 30 minutes and 40 minutes or less;
× (bad): over 40 minutes. - The obtained steel sheet was cut into a size of 25 mm x 100 mm; rust preventive oil was applied thereto at an amount of 2 g/m2 per side; then adhesive "OROTEX 580" manufactured by Iida Industry Co., Ltd. was applied to the surface at an area of 25 mm x 25 mm and thickness of 0.1 mm; later, the sheet was baked. Baking was done at 170°C for 20 minutes, 30 minutes, and 40 minutes; after baking, Shear-tensile test was carried out. The method for shear-tensile test is schimatically shown in
FIG. 4 . As shown inFIG. 4 , the test was carried out by clutching respective ends, where adhesive 4 was not adhered, ofsteel sheets 3, 3 a part of which were adhered to each other, and pulling the respective ends in directions shown by arrows S, S which were parallel to the adhered face and opposite each other. The evaluation was done based on a baking duration as a standard such that cohesive-failure area ratio became 90% or more; the specific criteria were as follows.
⊚ (very good): 20 minutes or less;
○ (good): over 20 minutes and 30 minutes or less;
△ (not bad): over 30 minutes and 40 minutes or less;
× (bad): over 40 minutes. - Measurement of lubricity with regard to a galvanized steel sheet having the obtained coating was carried out by measuring the friction coefficient. Specifically, by using Pin-On-Disk type friction and wear tester, rust preventive oil "NOX-RUST 550S" manufactured by Parker Industries, Inc. was applied to the steel sheet at an amount of 2 g/m2 per side; then friction coefficient was measured. The test duration and evaluation criteria are shown as follows.
-
- Load: 30 kN
- Material of slider: SUJ2 (bearing steel)
- Shape of slider: ϕ5 mm
- Test temperature: 60°C
- Radius gyration: 10 mm
- Sliding speed: 1 rpm
- Number of Test revolution: 20 revolutions
- Number of Measurement point: Coefficient measured at 12 points per revolution was averaged. The maximum value in 20 revolutions was adopted as the representing coefficient. to make it an average of 20 revolutions.
-
- ⊚ (very good): friction coefficient is 0.12 or less (extremely preferable as lubricating treatment (equivalent to Fe-Zn outer plating));
- ○ (good): friction coefficient is over 0.12 and 0.15 or less (preferable as lubricating treatment);
- × (bad) : friction coefficient is over 0.15 (inadequate as lubricating treatment (equivalent to normal plated steel sheet)).
- As one of the evaluations of operatability, there is component maintenance in the treatment agent. This was carried out by measuring the concentration of zinc and alkali metal in the treatment agent. Specifically, when a total of 10 m2 size of a cut galvanized steel sheet was treated with 10 L of a treatment agent in the treatment agent supply process, concentration of zinc and alkali metal in the treatment agent was measured; after that change of concentration was compared with that before the treatment. Evaluation criteria are as follows.
○ (good): concentration of alkali metal and zinc in the treatment agent increased by 2 mass % or less to initial concentration (no need for concentration adjustment);
× (bad): concentration of alkali metal and zinc in the treatment agent increased by over 2 mass % to initial concentration (concentration adjustment is necessary). - In the surface conditioning agent supply process and the pre-drying process, if condition of the surface conditioning agent is unstable, or drying is insufficient, the surface condition of the galvanized steel sheet after the post-drying process may be negatively affected. This was regarded as unevenness and it was evaluated by visual observation. Evaluation criteria are as follows.
○ (good): unevenness was observed by visual observation;
× (bad) : no unevenness was observed by visual observation. - Evaluation results based on the above conditions and Evaluation items are shown in Tables 10 to 12. Table 10 shows conditions of each Example, Comparative example, and Reference example. In Table 10, distinction of process is expressed by S1 process, S2 process, S3 process, and S4 process. S1 process means a surface conditioning agent supply process; S2 process means a pre-drying process; S3 process means a treatment agent supply process; and S4 process means a post-drying process. Moreover, kinds of plating are identified by abbreviated names described in Table 7; kinds of surface conditioning agent are identified by codes shown in Table 8; kinds of treatment agent are identified by Nos. shown in Table 9. Further, as Supplying method of surface conditioning agent and treatment agent, spray is identified as S, squeezing roll after spraying is identified as SR, air knife after spraying is identified as AK, and roll coater is identified as RC. Tables 11 and 12 show results of examples tested under various conditions shown in Table 10.
- (Table 10)
(Table 10) Test No. Plating type S1 process S2 process S3 process S4 process Notes Type of Surface conditioning agent Supply Temperature of steel sheet (°C) Type of Treatment agent Supplying method Drying Method Quantity 1 GA 1A S 0.1 60 - Comparative example 2 GA - 2D RC included Comparative example 3 GA - 2D SR included Comparative example 4 GA 1A S 0.1 - 2D SR included Comparative example 5 GA 1A RC 0.1 60 2D RC included Example 6 GA 1B RC 1 60 2D RC included Example 7 GA 1C RC 1 60 2D RC included Example 8 GA 1D RC 1 60 2D RC included Example 9 GA 1E RC 1 60 2D RC included Example 10 GA 1F RC 1 60 2D RC included Example 11 GA 1G RC 1 60 2D RC included Example 12 GA 1H RC 1 60 2D RC included Reference example 13 GA 1J RC 1 60 2D RC included Example 14 GA 1K RC 1 60 2D RC included Reference example 15 GA 1L RC 0.05 60 2D RC included Example 16 GA 1M RC 0.3 60 2D RC included Example 17 GA 1P RC 2.4 60 2D RC included Example 18 GA 1Q RC 4.7 60 2D RC included Example 19 GA 1R RC 19.3 60 2D RC included Example 20 GA 1C RC 1 60 2D RC included Example 21 GA 1C RC 1 60 2D RC included Example 22 GA 1C RC 1 60 2D RC included Example 23 GA 1C RC 1 60 2D RC included Example 24 GA 1C RC 1 60 2D RC included Example 25 GA 1C RC 1 60 2D RC included Example 26 GA 1C RC 1 60 2D RC included Example 27 GA 1C S 1 60 2D RC included Example 28 GA 1C SR 1 60 2D RC included Example 29 GA 1C AK 1 60 2D RC included Example 30 GA 1C RC 1 60 2A RC included Example 31 GA 1C RC 1 60 2B RC included Example 32 GA 1C RC 1 60 2C RC included Example 33 GA 1C RC 1 60 2E RC included Example 34 GA 1C RC 1 60 2F RC included Example 35 GA 1C RC 1 60 2G RC included Example 36 GA 1C RC 1 60 2H RC included Example 37 GA 1C RC 1 60 2J RC included Example 38 GA 1C RC 1 30 2D RC included Example 39 GA 1C RC 1 50 2D RC included Example 40 GA 1C RC 1 110 2D RC included Example 41 GA 1C RC 1 150 2D RC included Example 42 GA 1C RC 1 60 2K RC included Reference example 43 GA 1C RC 1 60 2L RC included Reference example 44 GA 2 g/m2 of 80 mass % Fe - 20 mass % Zn electroplated layer per side Comparative example 45 GA Remained as GA steel sheet Comparative example 46 Remained as Cold-rolled steel sheet Comparative example 47 GI 1D RC 1 60 2D RC included Example 48 EG 1D RC 1 60 2D RC included Reference example 49 MZ 1D RC 1 60 2D RC included Example note: "Example" means an example of the present invention.
- (Table 11)
(Table 11) Test No. Infrared absorption P
adhesion quantityCrystalline characteristics Lubricity Submaterial compatibility Notes P/S
Integrated strengthPa/Sa Pb/Sb Vinyl chloride Mastic 1 - - - 0 × × Δ × Comparative example 2 0.3 0.5 0.5 80 × ○ × × Comparative example 3 0.2 0.3 0.3 80 × ○ × × Comparative example 4 0.7 1.3 1.2 80 ○ ○ Δ Δ Comparative example 5 1.2 2.2 2.0 80 ○ ○ ○ ○ Example 6 2.1 3.8 3.2 80 ○ ⊚ ○ ○ Example 7 2.7 4.9 4.1 80 ○ ⊚ ⊚ ⊚ Example 8 3.0 5.4 4.5 80 ○ ⊚ ⊚ ⊚ Example 9 1.7 3.0 2.5 80 ○ ⊚ ⊚ ⊚ Example 10 1.3 2.4 2.0 80 ○ ○ ○ ○ Example 11 1.7 3.0 2.5 80 ○ ○ ○ ○ Example 12 0.1 0.2 0.2 80 ○ ○ × × Reference example 13 1.3 2.3 1.9 80 ○ ○ ○ ○ Example 14 0.3 0.5 0.5 80 ○ ○ × × Reference example 15 1.2 1.9 1.6 80 ○ ○ ○ △ Example 16 2.0 3.6 3.0 80 ○ ⊚ ⊚ ⊚ Example 17 3.1 5.6 4.7 80 ○ ⊚ ⊚ ⊚ Example 18 2.6 4.6 3.9 100 ○ ⊚ ⊚ ⊚ Example 19 1.4 2.5 2.1 120 ○ ○ ○ ○ Example 20 1.3 2.4 2.0 20 ○ △ ⊚ ⊚ Example 21 1.3 2.4 2.0 40 ○ △ ⊚ ⊚ Example 22 1.9 3.5 2.9 50 ○ ○ ⊚ ⊚ Example 23 3.9 7.0 5.9 110 ○ ⊚ ⊚ ⊚ Example 24 4.5 8.1 6.8 150 ○ ⊚ ⊚ ○ Example 25 5.1 9.2 7.7 200 ○ ⊚ ○ ○ Example 26 3.7 6.7 5.6 250 ○ ○ ○ ○ Example 27 1.3 2.4 2.0 80 ○ ⊚ ⊚ ○ Example 28 3.1 5.6 4.7 80 ○ ⊚ ⊚ ○ Example 29 2.3 4.1 3.4 80 ○ ⊚ ⊚ ○ Example 30 1.5 2.7 2.3 60 ○ ○ ○ ○ Example 31 1.7 3.0 2.5 60 ○ ⊚ ⊚ ○ Example 32 1.9 3.5 2.9 60 ○ ⊚ ⊚ ○ Example 33 1.6 2.8 2.3 60 ○ ⊚ ⊚ ○ Example 34 2.3 4.1 3.4 70 ○ ⊚ ⊚ ⊚ Example 35 1.7 3.0 2.5 70 ○ ⊚ ⊚ ○ Example 36 1.4 2.5 2.1 70 ○ ⊚ ⊚ ○ Example 37 1.3 2.3 2.0 70 ○ ⊚ ○ ○ Example 38 2.7 4.9 4.1 80 ○ ⊚ ⊚ ○ Example 39 2.5 4.5 3.8 80 ○ ⊚ ⊚ ⊚ Example 40 2.9 5.2 4.3 80 ○ ⊚ ⊚ ⊚ Example 41 2.5 4.5 3.8 80 ○ ⊚ ⊚ ⊚ Example 42 0.7 1.3 1.1 80 ○ Δ Δ × Reference example 43 0.8 1.4 1.2 80 ○ Δ Δ × Reference example 44 - - - - - ⊚ ⊚ ⊚ Comparative example 45 - - - - - × ⊚ ⊚ Comparative example 46 - - - - - ○ ⊚ ⊚ Comparative example 47 2.8 4.2 4.5 80 ○ ⊚ ⊚ ⊚ Example 48 2.6 5.5 3.6 80 ○ ⊚ ⊚ ⊚ Reference example 49 2.4 4.8 4.2 80 ○ ⊚ ⊚ ⊚ Example note: "Example" means an example of the present invention.
- (Table 12)
(Table 12) Test No. Operatability Notes Zn, Na Concentration increase Coating unevenness 1 - ○ Comparative example 2 ○ ○ Comparative example 3 × ○ Comparative example 4 × × Comparative example 5 ○ ○ Example 6 ○ × Example 7 ○ ○ Example 8 ○ ○ Example 9 ○ ○ Example 10 ○ × Example 11 ○ ○ Example 12 × × Reference example 13 ○ ○ Example 14 × ○ Reference example 15 ○ ○ Example 16 ○ ○ Example 17 ○ ○ Example 18 ○ ○ Example 19 ○ × Example 20 ○ ○ Example 21 ○ ○ Example 22 ○ ○ Example 23 ○ ○ Example 24 ○ ○ Example 25 ○ ○ Example 26 ○ × Example 27 × × Example 28 ○ ○ Example 29 × ○ Example 30 ○ ○ Example 31 ○ ○ Example 32 ○ ○ Example 33 ○ ○ Example 34 ○ ○ Example 35 ○ ○ Example 36 ○ ○ Example 37 ○ ○ Example 38 ○ × Example 39 ○ ○ Example 40 ○ ○ Example 41 ○ ○ Example 42 ○ × Reference example 43 ○ × Reference example 44 - - Comparative example 45 - - Comparative example 46 - - Comparative example 47 ○ ○ Example 48 ○ ○ Reference example 49 ○ ○ Example note: "Example" means an example of the present invention.
- As seen from Tables 10 and 11, all the examples identified as "Example" in the column of "Notes" showed 1.2 or more of P/S, the adhesiveness at the time was preferable in both cases of vinyl chloride and Mastic-type adhesive. In test No. 15, compatibility of Mastic-type adhesive is Δ (not bad). However, among the tests wherein drying was carried out in S2 process, other Comparative examples and Reference examples, of which P/S is less than 1. 2, were evaluated as × (bad) ; therefore, it can be said that it is preferable. Also, compared with Comparative examples: test Nos. 45 to 47 which have been thought to have better adhesiveness than zinc phosphate coating, many of the galvanized steel sheets having zinc phosphate coating of the present invention show adhesiveness equivalent to the above Comparative examples. Thus, it remarkably expresses the effect of the present invention which makes it possible to obtain adhesiveness and lubricity having equivalent performance to those of conventional one with lower cost.
- Comparing adhesiveness of among Examples of which P/S is 1.2 or more, the above P/S, Pa/Sa, and Pb/Sb these of which having larger value tend to show higher adhesiveness. Thus, in P-O bond, stronger vertical orientation to the surface is thought to be excellent in adhesiveness.
- Test Nos. 1 to 4 are the results of examples in cases that any one of processes S1 to S4 for manufacturing the galvanized steel sheet having zinc phosphate coating are skipped. According to these, if any one of processes are skipped, adequate value of P/S cannot be obtained, adhesiveness is also unfavorable. Consequently, by having manufacturing process from the above S1 process to S4 process, it is capable to manufacture the galvanized steel sheet having zinc phosphate coating which exhibits high repeatability, as well as excellent adhesiveness and lubricity. Meanwhile, test No. 12 in which no process was skipped has only 0.1 of P/S. As pH of the surface conditioning agent is 5 or less, so as to obtain more favorable P/S, it is preferable not to skip process and preferable to control pH of the surface conditioning agent.
- Table 12 shows a result of operatability. According to the table, the operatability was varied depending on surface conditioning agent applied to each process, kinds of treatment agent, and pre-and-post drying condition. So, by having manufacturing process under adequate conditions, a galvanized steel sheet having zinc phosphate coating which exhibits excellent performance in view of cost and environment can be manufactured.
- The above has described the present invention associated with the most practical and preferred embodiments thereof. However, the invention is not limited to the embodiments disclosed in the specification. Thus, the invention can be appropriately varied as long as the variation is not contrary to the subject substance and conception of the invention which can be read out from the claims and the whole contents of the specification. It should be understood that a method for manufacturing hot-dip galvanized steel sheet and steel sheet with such an alternation are included in the technical scope of the invention.
Claims (15)
- A method for continuously manufacturing hot-dip galvanized steel sheet having zinc phosphate coating comprising the steps of:a surface conditioning agent supply process for supplying a surface conditioning agent to a surface of hot-dip galvanized steel sheet;a pre-drying process for drying said surface conditioning agent in a post-process of said surface conditioning agent supply process; anda treatment agent supply process for supplying a treatment agent containing zinc phosphate solution to the surface of said hot-dip galvanized steel sheet in a post-process of said pre-drying process.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to claim 1, wherein the surface conditioning agent used in said surface conditioning agent supply process is an aqueous liquid containing zinc phosphate particles.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to claim 2, wherein average diameter of the zinc phosphate particles contained in the surface conditioning agent of said surface conditioning agent supply process is 10 µm or less.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to claim 2, wherein average diameter of the zinc phosphate particles contained in the surface conditioning agent of said surface conditioning agent supply process is 10 µm or less, and pH of said surface conditioning agent is 5 or more.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 1 to 4, wherein the surface conditioning agent used in said surface conditioning agent supply process contains more than 0 mol/L and 0.5 mol/L or less of zinc phosphate particles, and contains a total of 0.3 mol/L or less of one element selected from a group consisting of Li, Na, K, Be, Mg, and Ca.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 1 to 5, wherein the treatment agent used in said treatment agent supply process contains 0.001 to 0.7 mol/L of phosphate root and contains 0.7 or less of Zn ion in mole ratio to said phosphate root.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 1 to 6, wherein zinc phosphate solution of the treatment agent used in said treatment agent supply process contains Zn ion and phosphate root, has a pH of 4 or less, and contains one element, other than said Zn ion and said phosphate root, selected from a group of strong electrolyte anion consisting of 0.2 or less of nitrate root, 0.2 or less of nitrous root, 0.1 or less of hydrofluoric root, and 0. 05 or less of sulfuric root in mole ratio to 1 mole of said phosphate root.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 1 to 7, wherein phosphorus adhered to a hot-dip galvanized surface by said surface conditioning agent supply process and said treatment agent supply process is prepared to be 30 to 500 mg/m2 in phosphorus equivalent.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to claim 2, wherein pH of said surface conditioning agent used in said surface conditioning agent supply process is 5 or more, and average diameter of said zinc phosphate particles is 0.1 to 3 µm.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to claim 2 or 9, wherein 0.01 to 5 mg/m2 of said zinc phosphate particles in phosphorus equivalent is adhered to a surface of galvanized steel sheet which has come through said surface conditioning agent supply process and said pre-drying process.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 2, 9, and 10, wherein the treatment agent used in said treatment agent supply process contains Zn and phosphate root, has a pH of 4 or less, and contains one element, other than said zinc and phosphate root, selected from a group of strong electrolyte anion consisting of 0.2 or less of nitrate root, 0.2 or less of nitrous root, 0.1 or less of hydrofluoric root, 0. 05 or less of sulfuric root in mole ratio to 1 mole of phosphate root.
- The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 2, and 9 to 11, wherein the method further comprising a post-drying process for drying said treatment agent after the treatment agent supply process, and
said zinc phosphate coating is adhered at an amount of 30 to 250 mg/m2 in phosphorus equivalent after said post-drying process. - The method for manufacturing hot-dip galvanized steel sheet having zinc phosphate coating according to any one of claims 1 to 12, wherein either one of or both of supplying methods for said surface conditioning agent in said surface conditioning agent supply process and for said treatment agent in said treatment agent supply process is roll coating method.
- A hot-dip galvanized steel sheet having crystalline zinc phosphate coating formed on the surface thereof manufactured in accordance with the methods described in any one of claims 9 to 13, said hot-dip galvanized steel sheet is characterizing in that
an absorption spectrum obtained by a reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of said zinc phosphate coating surface has a plurality of absorption bands within a wavelength range of 8 to 12 µm,
further, ratio of integrated absorption strength of a p-polarized light to a s-polarized light (P/S) within said wavelength range is 1.2 or more. - A hot-dip galvanized steel sheet having crystalline zinc phosphate coating formed on the surface thereof manufactured in accordance with the methods described in any one of claims 9 to 13, said hot-dip galvanized steel sheet is characterizing in that
an absorption spectrum obtained from the reflected light of infrared light incoming from a direction at an angle of 60° to a normal line of said phosphate coating has a plurality of absorption bands within a wavelength range of 8 to 12 µm,
a p-polarized light absorbance within a wavelength of 8.4 to 9.2 µm of said absorption spectrum is twice as much as a s-polarized light absorbance, and
the p-polarized light absorbance within wavelength range of 10.2 to 11.0 µm is twice as much as the s-polarized light absorbance.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006043105A JP4654346B2 (en) | 2006-02-20 | 2006-02-20 | Method for producing hot dip galvanized steel sheet having zinc phosphate coating |
| JP2006043099A JP4645470B2 (en) | 2006-02-20 | 2006-02-20 | Zinc-based plated steel sheet with excellent lubricity and adhesion and method for producing the same |
| PCT/JP2007/050650 WO2007097139A1 (en) | 2006-02-20 | 2007-01-18 | Process for producing hot-dip galvanized steel sheet with zinc phosphate coat |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1988189A1 true EP1988189A1 (en) | 2008-11-05 |
| EP1988189A4 EP1988189A4 (en) | 2012-01-25 |
| EP1988189B1 EP1988189B1 (en) | 2014-03-12 |
Family
ID=38437183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07713636.4A Not-in-force EP1988189B1 (en) | 2006-02-20 | 2007-01-18 | Process for producing hot-dip galvanized steel sheet with zinc phosphate coat |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1988189B1 (en) |
| KR (1) | KR101068708B1 (en) |
| TW (1) | TWI348500B (en) |
| WO (1) | WO2007097139A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009115485A1 (en) * | 2008-03-20 | 2009-09-24 | Henkel Ag & Co. Kgaa | Optimized electrocoating of assembled and partly prephosphated components |
| WO2016102265A1 (en) * | 2014-12-22 | 2016-06-30 | Leibniz-Institut Für Neue Materialien Gemeinnützige Gmbh | Method for producing anisotropic zinc phosphate particles and zinc metal mixed phosphate particles and use thereof |
| WO2018178108A1 (en) | 2017-03-30 | 2018-10-04 | Tata Steel Ijmuiden B.V. | Aqueous acidic composition for treating metal surfaces, treating method using this composition and use of treated metal surface |
| EP3392375A1 (en) * | 2017-04-21 | 2018-10-24 | Henkel AG & Co. KGaA | Method for sludge-free layer-forming zinc phosphatizing of metallic components in series |
| EP3392376A1 (en) * | 2017-04-21 | 2018-10-24 | Henkel AG & Co. KGaA | Method for forming zinc phosphate coatings on metallic components in series |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101523546B1 (en) | 2015-02-16 | 2015-05-28 | 한영선재(주) | Method for manufacturing non phosphate coated metal material for cold heading plastic working |
| WO2018039462A1 (en) | 2016-08-24 | 2018-03-01 | Ppg Industries Ohio, Inc. | Alkaline composition for treating metal substartes |
| CN111699282B (en) * | 2018-04-03 | 2023-01-20 | 日本制铁株式会社 | Zinc-based plated steel sheet |
| TWI812437B (en) * | 2022-08-30 | 2023-08-11 | 中國鋼鐵股份有限公司 | Method for rapidly evaluating surface discoloration of hot-dip galvanized steel |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6196084A (en) * | 1984-10-17 | 1986-05-14 | Kawasaki Steel Corp | Pretreatment of steel sheet before chemical conversion treatment |
| WO1995008007A1 (en) * | 1993-09-17 | 1995-03-23 | Brent International Plc | Pre-rinse for phosphating metal surfaces |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3199980B2 (en) | 1995-04-28 | 2001-08-20 | 新日本製鐵株式会社 | Galvanized steel sheet with excellent lubricity, chemical conversion properties and adhesive compatibility |
| JP3153097B2 (en) | 1995-04-28 | 2001-04-03 | 新日本製鐵株式会社 | Galvanized steel sheet with excellent lubricity, chemical conversion properties, adhesive compatibility, and weldability |
| JP3451334B2 (en) * | 1997-03-07 | 2003-09-29 | 日本パーカライジング株式会社 | Pretreatment liquid for surface conditioning before phosphate conversion treatment of metal and surface conditioning method |
| JP3934784B2 (en) | 1998-05-07 | 2007-06-20 | 新日本製鐵株式会社 | Manufacturing method of surface-treated steel sheet with excellent corrosion resistance and workability |
| JP3545974B2 (en) * | 1999-08-16 | 2004-07-21 | 日本パーカライジング株式会社 | Phosphate conversion treatment method for metal materials |
| JP2001064781A (en) * | 1999-08-30 | 2001-03-13 | Kansai Paint Co Ltd | Surface treating method for galvanized steel sheet |
| JP2001098383A (en) | 1999-09-27 | 2001-04-10 | Sumitomo Metal Ind Ltd | Method of producing inorganic coated galvanized steel sheet excllent in press formability |
| JP3903743B2 (en) | 2000-06-02 | 2007-04-11 | 住友金属工業株式会社 | Galvanized steel sheet with excellent adhesiveness, workability, and weldability and its manufacturing method |
| JP3810677B2 (en) * | 2001-12-10 | 2006-08-16 | 日新製鋼株式会社 | Coating plate, surface preparation method of coating plate and method of manufacturing coated steel plate with excellent corrosion resistance |
| DE60311708D1 (en) * | 2002-06-13 | 2007-03-29 | Nippon Paint Co Ltd | Zinc phosphate conditioning agent for phosphate conversion coating of steel plate and corresponding product |
| JP3864148B2 (en) * | 2002-06-13 | 2006-12-27 | 日本ペイント株式会社 | Zinc phosphate-containing surface conditioner, phosphate chemical conversion steel sheet and coated steel sheet, and zinc phosphate dispersion |
| JP3807388B2 (en) | 2003-08-05 | 2006-08-09 | 住友金属工業株式会社 | Manufacturing method and apparatus for pre-phosphate steel sheet |
| JP3966244B2 (en) | 2003-08-05 | 2007-08-29 | 住友金属工業株式会社 | Pre-phosphate steel sheet and method for manufacturing the same |
-
2007
- 2007-01-18 WO PCT/JP2007/050650 patent/WO2007097139A1/en active Application Filing
- 2007-01-18 KR KR1020087019659A patent/KR101068708B1/en active IP Right Grant
- 2007-01-18 EP EP07713636.4A patent/EP1988189B1/en not_active Not-in-force
- 2007-01-25 TW TW096102898A patent/TWI348500B/en not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6196084A (en) * | 1984-10-17 | 1986-05-14 | Kawasaki Steel Corp | Pretreatment of steel sheet before chemical conversion treatment |
| WO1995008007A1 (en) * | 1993-09-17 | 1995-03-23 | Brent International Plc | Pre-rinse for phosphating metal surfaces |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO2007097139A1 * |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009115485A1 (en) * | 2008-03-20 | 2009-09-24 | Henkel Ag & Co. Kgaa | Optimized electrocoating of assembled and partly prephosphated components |
| US8329013B2 (en) | 2008-03-20 | 2012-12-11 | Henkel Ag & Co. Kgaa | Optimized electrocoating of assembled and partly prephosphated components |
| US10774223B2 (en) | 2014-12-22 | 2020-09-15 | Leibniz-Institut Für Neue Materialien Gemeinnützige Gmbh | Method for producing anisotropic zinc phosphate particles |
| KR20170106342A (en) * | 2014-12-22 | 2017-09-20 | 라이브니츠-인스티투트 퓌어 노이에 마테리알리엔 게마인누찌게 게엠베하 | Method for producing anisotropic zinc phosphate particles and zinc metal mixed phosphate particles and use thereof |
| WO2016102265A1 (en) * | 2014-12-22 | 2016-06-30 | Leibniz-Institut Für Neue Materialien Gemeinnützige Gmbh | Method for producing anisotropic zinc phosphate particles and zinc metal mixed phosphate particles and use thereof |
| WO2018178108A1 (en) | 2017-03-30 | 2018-10-04 | Tata Steel Ijmuiden B.V. | Aqueous acidic composition for treating metal surfaces, treating method using this composition and use of treated metal surface |
| US11453947B2 (en) | 2017-03-30 | 2022-09-27 | Tata Steel Ijmuiden B.V. | Aqueous acidic composition for treating metal surfaces, treating method using this composition and use of treated metal surface |
| EP3392375A1 (en) * | 2017-04-21 | 2018-10-24 | Henkel AG & Co. KGaA | Method for sludge-free layer-forming zinc phosphatizing of metallic components in series |
| EP3392376A1 (en) * | 2017-04-21 | 2018-10-24 | Henkel AG & Co. KGaA | Method for forming zinc phosphate coatings on metallic components in series |
| WO2018192709A1 (en) * | 2017-04-21 | 2018-10-25 | Henkel Ag & Co. Kgaa | Method for zinc phosphating metal components in series so as to form layers |
| WO2018192707A1 (en) * | 2017-04-21 | 2018-10-25 | Henkel Ag & Co. Kgaa | Method for zinc phosphating metal components in series in a sludge-free manner so as to form layers |
| US11479865B2 (en) | 2017-04-21 | 2022-10-25 | Henkel Ag & Co. Kgaa | Method for zinc phosphating metal components in series in a sludge-free manner so as to form layers |
| US11486044B2 (en) | 2017-04-21 | 2022-11-01 | Henkel Ag & Co. Kgaa | Method for zinc phosphating metal components in series so as to form layers |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI348500B (en) | 2011-09-11 |
| EP1988189B1 (en) | 2014-03-12 |
| KR20080094039A (en) | 2008-10-22 |
| WO2007097139A1 (en) | 2007-08-30 |
| KR101068708B1 (en) | 2011-09-28 |
| TW200732510A (en) | 2007-09-01 |
| EP1988189A4 (en) | 2012-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1988189B1 (en) | Process for producing hot-dip galvanized steel sheet with zinc phosphate coat | |
| US8956468B2 (en) | Zr-/Ti-containing phosphating solution for passivation of metal composite surfaces | |
| JP4579715B2 (en) | Chemically treated steel sheet with excellent corrosion resistance, coating adhesion, and adhesion | |
| US5976272A (en) | No-rinse phosphating process | |
| JP5462467B2 (en) | Chemical treatment solution for metal material and treatment method | |
| EA012533B1 (en) | Method for preparing metallic workpieces for cold forming | |
| JP4645470B2 (en) | Zinc-based plated steel sheet with excellent lubricity and adhesion and method for producing the same | |
| US6555249B1 (en) | Surface treated steel sheet and method for production thereof | |
| EP0738790B1 (en) | Galvanized steel sheet and process for producing the same | |
| EP0545993A1 (en) | Composition and method for chromating treatment of metal. | |
| JP4654346B2 (en) | Method for producing hot dip galvanized steel sheet having zinc phosphate coating | |
| KR100665467B1 (en) | Zinc-based metal plated steel sheet treated with phosphate being excellent in formability and method for production thereof | |
| JP3807388B2 (en) | Manufacturing method and apparatus for pre-phosphate steel sheet | |
| JP3204823B2 (en) | Method of forming zinc phosphate composite coating layer with excellent high-speed press formability on zinc-containing metal plated steel sheet | |
| JP4100358B2 (en) | Pre-phosphate steel plate and method for manufacturing the same | |
| JP2713002B2 (en) | Manufacturing method of galvanized steel sheet | |
| JPH05331658A (en) | Zinc phosphate treating method for metallic surface | |
| EP0562115B1 (en) | Aluminum alloy plate with excellent formability and production thereof | |
| Herbath et al. | The effects of the steel’s surface quality on the properties of anti-corrosion coatings | |
| JP3966244B2 (en) | Pre-phosphate steel sheet and method for manufacturing the same | |
| JP2004197143A (en) | Galvanized steel plate | |
| JP2004124241A (en) | Metal surface treatment method and metal product | |
| JP4630326B2 (en) | Method for producing phosphate-treated zinc-plated steel sheet with excellent workability | |
| JP2005320558A (en) | Prephosphate steel sheet and its production method | |
| JP2010116599A (en) | Surface-treated galvanized steel sheet and method for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080723 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20111222 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C23C 22/78 20060101ALI20111216BHEP Ipc: C23C 22/36 20060101ALI20111216BHEP Ipc: C23C 22/73 20060101ALI20111216BHEP Ipc: C23C 22/13 20060101ALI20111216BHEP Ipc: C23C 2/26 20060101ALI20111216BHEP Ipc: C23C 22/12 20060101AFI20111216BHEP Ipc: C23C 22/80 20060101ALI20111216BHEP |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NIPPON STEEL & SUMITOMO METAL CORPORATION |
|
| 17Q | First examination report despatched |
Effective date: 20130402 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130917 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 656396 Country of ref document: AT Kind code of ref document: T Effective date: 20140315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007035510 Country of ref document: DE Effective date: 20140417 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 656396 Country of ref document: AT Kind code of ref document: T Effective date: 20140312 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140612 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140712 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035510 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140714 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| 26N | No opposition filed |
Effective date: 20141215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035510 Country of ref document: DE Effective date: 20141215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007035510 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150118 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150801 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150118 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140312 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20191217 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |