EP1959223A2 - Verfahren zur Herstellung einer Verbundpanzerungsplatte - Google Patents
Verfahren zur Herstellung einer Verbundpanzerungsplatte Download PDFInfo
- Publication number
- EP1959223A2 EP1959223A2 EP08002139A EP08002139A EP1959223A2 EP 1959223 A2 EP1959223 A2 EP 1959223A2 EP 08002139 A EP08002139 A EP 08002139A EP 08002139 A EP08002139 A EP 08002139A EP 1959223 A2 EP1959223 A2 EP 1959223A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- elements
- energy
- adhesive
- composite armor
- consuming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 10
- 239000011154 composite armour Substances 0.000 title 1
- 230000001070 adhesive effect Effects 0.000 claims abstract description 29
- 239000000853 adhesive Substances 0.000 claims abstract description 27
- 239000002131 composite material Substances 0.000 claims description 47
- 150000001875 compounds Chemical class 0.000 claims description 16
- 238000004382 potting Methods 0.000 claims description 11
- 239000004830 Super Glue Substances 0.000 claims description 4
- 239000003822 epoxy resin Substances 0.000 claims description 4
- FGBJXOREULPLGL-UHFFFAOYSA-N ethyl cyanoacrylate Chemical compound CCOC(=O)C(=C)C#N FGBJXOREULPLGL-UHFFFAOYSA-N 0.000 claims description 4
- 229920000647 polyepoxide Polymers 0.000 claims description 4
- 238000005476 soldering Methods 0.000 claims description 3
- 238000003466 welding Methods 0.000 claims description 3
- 229920001634 Copolyester Polymers 0.000 claims description 2
- 239000002318 adhesion promoter Substances 0.000 claims description 2
- 239000007767 bonding agent Substances 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 238000000465 moulding Methods 0.000 claims description 2
- 239000005011 phenolic resin Substances 0.000 claims description 2
- 229920006122 polyamide resin Polymers 0.000 claims description 2
- 229920001296 polysiloxane Polymers 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims 1
- 238000005304 joining Methods 0.000 claims 1
- 229920001568 phenolic resin Polymers 0.000 claims 1
- 238000005266 casting Methods 0.000 abstract description 3
- 239000007788 liquid Substances 0.000 abstract 1
- 239000011800 void material Substances 0.000 abstract 1
- 238000000429 assembly Methods 0.000 description 10
- 230000000712 assembly Effects 0.000 description 9
- 150000003839 salts Chemical class 0.000 description 5
- 229940125782 compound 2 Drugs 0.000 description 4
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 240000007182 Ochroma pyramidale Species 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
- F41H5/04—Plate construction composed of more than one layer
- F41H5/0492—Layered armour containing hard elements, e.g. plates, spheres, rods, separated from each other, the elements being connected to a further flexible layer or being embedded in a plastics or an elastomer matrix
Definitions
- the invention relates to a method for producing a composite armor element, such as a composite armor plate or a flexible composite armor mat, for protection against high kinetic energy projectiles, wherein the composite armor element comprises at least one layer of a plurality of juxtaposed, energy-consuming elements, which with a potting compound to be shed.
- a composite armor element such as a composite armor plate or a flexible composite armor mat
- Such composite armor elements are known per se.
- a composite armor plate is used for example in the DE 696 00 574 T2 described.
- the energy-consuming elements of a high-hardness metallic or non-metallic material can have a variety of geometries.
- the energy-consuming elements In the manufacture of the composite armor elements, the energy-consuming elements must be positioned precisely, for example in a form such as a frame, to be finally connected to the potting compound, such as elastomers or other casting compounds. This method has proved to be very laborious and time-consuming, especially for larger composite armor elements, in which more than a thousand elements are laid, and causes high costs.
- the DE 103 13 231 A1 describes a high-strength sheet having a plurality of individual bodies, which are first assembled into a three-dimensional and overall flat composite body, wherein the individual bodies are joined together by gluing, soldering, pressing or welding. This composite is then bonded to a backing material such as fibrous web or sheet. In the event that gaps between the individual bodies are provided, these columns are completely filled, for example by an adhesive.
- the individual bodies are formed as pyramids, tetrahedrons, pentahedrons and / or hexahedra, so that they have straight edges and flat surfaces.
- the invention has for its object to provide a method for producing a composite armor element with the features specified, with which the production of the composite armor element can be considerably simplified in terms of time and cost.
- a basic idea of the invention is to preconfigure in each case a predetermined number of the energy-consuming elements in small assemblies by arranging the elements next to one another and interconnecting them at certain points, in particular by means of a preferably fast-curing adhesive, the connections being partially released again.
- preconfigured structures can be created, in which the elements are arranged in a row, in a surface or even spatially and are fixed together by the connection at least during a predetermined period of time.
- the elements are connected in rows in chains.
- the further processing of the small assemblies is effected in that the elements are inserted into a mold, wherein finally the potting compound is introduced.
- a particular advantage of the invention is that, especially in a chain-like configuration, the small assemblies can be manufactured in large quantities, since they are initially produced independently of the geometry and size of the concrete composite armor element.
- the corresponding shape can be filled with the preconfigured small assemblies.
- single or multiple, dissolved elements can be used, ie it can sub-assemblies from the Solve small assemblies by, for example, breaking the small assemblies as needed ("Toblerone Principle").
- the detachable connections thus represent predetermined breaking points.
- the connection between the sixth and seventh element are solved, so that a subassembly with six and a subassembly with four interconnected elements arises, which can then be installed.
- the at least partial release takes place before the introduction of the small assemblies in the mold.
- connections between the individual elements can be at least partially released again prior to casting with the potting compound.
- connection between the elements is thus designed such that it is sufficiently strong on the one hand or stops long enough to preconfigure the elements and to introduce them into the mold.
- the connection must not be too strong or last too long, i. the connection must be, in particular manually, detachable or temporary.
- connection can be released in different ways, manually or automatically. If the elements are bonded together by gluing, spot welding or soldering, the connection may be achieved by a targeted mechanical overload, e.g. B. caused by knocking, hitting, pressure or the like. be solved.
- the desired cohesive failure or adhesion breakage of the compound can be done, inter alia, by a hammer blow.
- the release for example, by a flat plate, which is on the in-mold elements, in particular manually, pressed or beaten, so that the compounds partially solve and can set the Legetruck, which also has a homogeneous, regular Layer is created without individual elements protruding.
- a temporary configuration is achieved by using an adhesive having temporary adhesive properties.
- a wax may be used which melts when the mold is heated with the elements.
- a liquid-soluble, for example salt-based, compound can be used, so that e.g. Water can be poured over the mold with the elements, which dissolve the compounds.
- a cyanoacrylate adhesive for temporarily bonding the elements, for example, a cyanoacrylate adhesive may be used, but an epoxy resin, a phenol resin, a copolyester, a polyamide resin or silicone may also be used.
- wallpaper paste or wood glue can be used as the water-soluble adhesive.
- brittle highly crosslinked adhesive systems such as heat-resistant epoxy resins are used.
- the energy-consuming elements may additionally be treated with a primer or adhesion promoter before bonding, for example with silanes.
- the preconfigured assemblies can also be assembled into three-dimensional structures of energy-consuming elements.
- auxiliary devices such as wax or plastic molds can be used for temporary fixing of the energy-consuming elements in a predetermined arrangement during preconfiguration.
- the auxiliary devices may also consist of water-soluble molding compositions and be formed for example as gypsum or salt forms.
- the arrangement of the energy-consuming elements and / or the application of the bonding agent can also be performed by machine.
- the energy-consuming elements can be arranged by means of a helical linear conveyor or a robot and connected to the contact points by means of the adhesive.
- the application of the adhesive can be done by hand or by machine-controlled adhesive dosing. It is also possible to use for short-term fixing of the energy-consuming elements to each other during the pre-configuration with vacuum working devices such as vacuum suction mats, Flachsauggreifer, Bellowsauggreifer or gripper with special principles of action.
- Fig. 1 shows in cross section a composite armor plate as a composite armor element with two superimposed layers of rod-shaped, energy-consuming elements 3, which are arranged in a manner not shown one behind the other in rows.
- the composite armor plate further comprises an outer cover layer 1 and a cover layer 4, which glued by means of a potting compound 2 made of epoxy resin with the assembly consisting of the elements 3 are.
- the cross-section hexagonal elements 3 were preconfigured prior to insertion into the composite armor plate by placing them in the Fig. 1 arranged apparent manner and at predetermined points 5 in each adjacent corner areas by means of a fast-curing adhesive, such as cyanoacrylate adhesive, were joined together, so that arose at least until the introduction into the composite armor plate assembly.
- a fast-curing adhesive such as cyanoacrylate adhesive
- Fig. 2 shows in cross section a further embodiment of a composite armor plate with two superimposed layers of rod-shaped, energy-consuming elements 3 'with triangular cross-section.
- the elements 3 'of the two layers have been glued together with the outer cover layer 1 and the cover layer 4 at predetermined locations 5' of the adjoining contact surfaces and then bonded to the cover layer 1 and the cover layer 4 by means of the potting compound 2 ' ,
- Fig. 3 shows in cross section a third embodiment of a composite armor plate with two superimposed layers of rod-shaped energy-consuming elements 3a and 3b.
- the arranged in the upper layer elements 3a have a semi-cylindrical cross-sectional shape, while arranged in the lower layer elements 3b have a fully cylindrical cross-sectional shape.
- the preconfigured assembly consisted of those in the Fig. 3 evidently arranged elements 3a and 3b, which were glued together at the contact points 5a and 5b of the surfaces.
- the further interstices were filled with the potting compound 2, with which the assembly was also bonded to the cover layer 1 and to the top layer 4.
- Fig. 4 shows in cross section a fourth embodiment of a composite armor plate with only one layer of rod-shaped, energy-consuming elements 3a ', which are arranged side by side and behind one another.
- the elements 3a ' have an upper rounded portion and a lower angular portion in cross section.
- the elements 3a 'at the contact points 5a' were glued together and then introduced into the composite armor plate between the top layer 1 and top layer 4, wherein the bonding with these layers and the filling of the interstices by the potting compound 2 takes place.
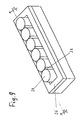
- the Fig. 5 to 10 show an essential step in the manufacturing process of the composite armor plate, namely the arrangement of a given number of energy-consuming elements within an auxiliary device in which the pre-configuration is performed.
- the Fig. 5 and 6 show in a first embodiment spherical elements, which are arranged in three rows 7.1, 7.2 and 7.3 side by side within an auxiliary device 6, which may be, for example, a water-soluble salt form.
- the arrangement is such that the middle row 7.2 is arranged offset from the rows 7.1 and 7.3 by a spherical radius.
- Each of the balls is connected to each of the adjacent balls at the points of contact a fast-curing adhesive, as mentioned above, connected. It results from the selected arrangement splices 8.1, which are arranged in the longitudinal direction of the rows of balls, and splices 8.2 and 8.3, which are each arranged obliquely to the longitudinal direction of the rows of balls.
- the auxiliary device 6 can be dissolved and the preconfigured assembly used to further manufacture the composite armor plate.
- Fig. 7 and 8th are cylindrical elements in three rows resting on their lateral surfaces and arranged with parallel longitudinal axes within the formed as a salt form auxiliary device 16.
- the middle row 17.2 is offset relative to the two outer rows 17.1 and 17.3 offset by a cylinder radius in this embodiment.
- the splices are here on the one hand in the longitudinal direction of each row arranged in the gussets between each two adjacent elements, in which the adhesive 18 is introduced.
- the rows 17.1, 17.2 and 17.3 are simultaneously connected to each other, so that after curing of the adhesive, a preconfigured assembly of the three rows 17.1, 17.2 and 17.3 of the elements is obtained, which can then be used for further processing.
- Fig. 9 and 10 is a series of cylindrical elements 27 arranged upright with mutually parallel longitudinal axes in the formed as a salt auxiliary device 26.
- the splices are in the interstices of the adjacent elements, in which the adhesive 28 is introduced.
- one of a series obtained preconfigured assembly which can be used to produce the composite armor plate.
- the Fig. 11 shows a further embodiment of a composite armor plate in plan view.
- the composite armor plate consists of a mold 50, are introduced into the energy-consuming elements 29 before potting.
- the energy consuming elements 29 are preconfigured to five-unit 36 bar-shaped.
- the individual elements 29 are spherical.
- the Fig. 12 shows the composite armor plate with the composite via the connections 30 to five-unit 36 and inserted into the mold 50 elements 29. By the use of fives units 36, the insertion of the elements 29 can be done much faster than in the handling of individual elements.
- molded parts 32 for example made of balsa wood, are inserted into the mold 50.
- the adhesive joint 30 is designed such that the five-unit units 36 can be broken manually ("Toblerone principle"), so that units 31, 33 with one to four elements 29 are inserted into the mold 50 as required can.
- the cavities 34 can be filled after inserting the elements 29 with a potting compound.
- the five-unit 36 may have manufacturing tolerances.
- a mechanical force 37 such. In Fig. 13 shown exerted on the composite armor plate. This force can be exerted by a hammer blow, for example. Due to the brief action of the force 37, the temporary adhesive bonds 30 are partially overloaded, so that an adhesion or a cohesive break of the adhesive bonds 30 takes place between the elements 29 inserted in the mold 50.
- a set Legesent the elements 29 results, wherein the gaps 40 are minimized between the elements 29 and results in an increased ballistic protective effect of the composite armor plate.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Laminated Bodies (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines Verbundpanzerungselements, wie beispielsweise eine Verbundpanzerplatte oder eine flexible Verbundpanzermatte, zum Schutz vor Geschossen mit hoher kinetischer Energie, wobei das Verbundpanzerungselement mindestens eine Lage aus einer Vielzahl von nebeneinander angeordneten, Energie verbrauchenden Elementen enthält, die mit einer Vergussmasse vergossen werden.
- Derartige Verbundpanzerungselemente sind an sich bekannt. Eine Verbundpanzerplatte wird beispielsweise in der
DE 696 00 574 T2 beschrieben. Bei derartigen Verbundpanzerplatten bestehen die Energie verbrauchenden Elemente aus einem hochharten metallischen oder nicht metallischen Werkstoff und können die verschiedensten Geometrien aufweisen. - Bei der Herstellung der Verbundpanzerungselemente müssen die Energie verbrauchenden Elemente positionsgenau, beispielsweise in einer Form wie ein Rahmen, platziert werden, um schließlich mit der Vergussmasse, beispielsweise Elastomeren oder sonstigen Gießmassen, miteinander verbunden zu werden. Dieses Verfahren hat sich vor allem bei größeren Verbundpanzerungselementen, bei denen mehr als tausend Elemente verlegt werden, als sehr arbeits- und zeitintensiv erwiesen und verursacht hohe Kosten.
- Die
DE 103 13 231 A1 beschreibt ein hochfestes Flächengebilde mit einer Vielzahl von Einzelkörpern, die zunächst zu einem dreidimensionalen und insgesamt flächigen Verbundkörper zusammengesetzt werden, wobei die Einzelkörper miteinander durch Kleben, Löten, Pressen oder Schweißen miteinander verbunden werden. Dieser Verbundkörper wird dann mit einem Backing-Material wie Fasergewebe oder Blech verbunden. Für den Fall, dass Spalten zwischen den Einzelkörpern vorgesehen sind, werden diese Spalten vollständig beispielsweise durch einen Kleber gefüllt. Die Einzelkörper sind als Pyramiden, Tetraeder, Pentaeder und/oder Hexaeder ausgeformt, so dass sie gerade Kanten und ebene Oberflächen aufweisen. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Herstellung eines Verbundpanzerungselements mit den eingangs angegeben Merkmalen zu schaffen, mit dem die Herstellung des Verbundpanzerungselements hinsichtlich Zeit- und Kostenaufwand erheblich vereinfacht werden kann.
- Die Lösung dieser Aufgabe erfolgt erfindungsgemäß mit den Merkmalen des Patentanspruchs 1. Vorteilhafte Weiterbildungen des erfindungsgemäßen Verfahrens sind in den abhängigen Ansprüchen beschrieben.
- Ein Grundgedanke der Erfindung besteht darin, jeweils eine vorgegebene Anzahl der Energie verbrauchenden Elemente in Kleinbaugruppen vorzukonfigurieren, indem die Elemente nebeneinander angeordnet und an bestimmten Stellen, insbesondere mittels eines vorzugsweise schnellhärtenden Klebstoffes, miteinander verbunden werden, wobei die Verbindungen teilweise wieder gelöst werden. Auf diese Weise können vorkonfigurierte Gebilde geschaffen werden, in denen die Elemente in einer Reihe, in einer Fläche oder auch räumlich angeordnet sind und durch die Verbindung mindestens während eines vorgegebenen Zeitabschnitts aneinander fixiert sind. Besonders bevorzugt werden die Elemente in Reihen kettenförmig miteinander verbunden. Die Weiterverarbeitung der Kleinbaugruppen erfolgt dadurch, dass die Elemente in eine Form eingelegt werden, wobei abschließend die Vergussmasse eingebracht wird.
- Ein besonderer Vorteil der Erfindung liegt darin, dass, insbesondere bei einer kettenförmigen Ausgestaltung, die Kleinbaugruppen in großen Stückzahlen gefertigt werden können, da sie zunächst unabhängig von der Geometrie und Größe des konkreten Verbundpanzerungselements hergestellt werden. Bei dem Einsetzen in ein Verbundpanzerungselement mit vorgegebener Geometrie und Größe, beispielsweise zum Schutz einer Kampfpanzertüre, kann dann die entsprechende Form mit den vorkonfigurierten Kleinbaugruppen befüllt werden. An den Rändern können dann einzelne oder mehrere, gelöste Elemente verwendet werden, d.h. es lassen sich Unterbaugruppen aus den Kleinbaugruppen dadurch lösen, dass die Kleinbaugruppen je nach Bedarf beispielsweise gebrochen werden ("Toblerone-Prinzip"). Die lösbaren Verbindungen stellen somit Sollbruchstellen dar.
- Beispielsweise kann bei einer kettenförmigen Anordnung von z.B. zehn Elementen die Verbindung zwischen dem sechsten und siebten Element gelöst werden, so dass eine Unterbaugruppe mit sechs und eine Unterbaugruppe mit vier jeweils miteinander verbundenen Elementen entsteht, die dann verbaut werden können. Somit erfolgt das zumindest teilweise Lösen vor dem Einbringen der Kleinbaugruppen in die Form.
- Es kann jedoch auch ein Lösen der Verbindungen nach dem Einbringen in die Form vorteilhaft sein. Insbesondere bei einer manuellen erzeugten Verbindung der Elemente miteinander kann bei dem Einlegen in die Form das Problem auftreten, dass sich auf Grund kleiner Unregelmäßigkeiten kein homogenes Legebild, sondern beispielsweise ein welliges Legebild ergibt, bei dem die Elemente einen geringen Versatz insbesondere in der Höhe aufweisen. Dies ist vor allem dann nachteilig, wenn eine ebene Abschlussschicht wie eine Abschlussplatte aufgebracht werden soll, da diese dann nicht gleichmäßig auf den Elementen, sondern nur punktuell auf einzelnen Elementen aufliegt, so dass bei einem Beschuss die Kräfte in nachteiliger Weise nicht gleichmäßig verteilt werden.
- Zudem können Vorspannungen auftreten, so dass die aus den verbundenen Elementen bestehenden Kleinbaugruppen nicht in die Form eingepasst werden können. Ferner können sich dann Probleme ergeben, wenn in die Form auch andere Formstücke eingebracht werden sollen, wie beispielsweise Formstücke aus einem weicheren Material, die dazu dienen, eine Durchbohrbarkeit des Verbundpanzerungselements zu Montagezwecken beispielsweise an einem Fahrzeug zu ermöglichen. Auch hierbei kann bei einer starren Verbindung der Nachteil entstehen, dass die Einpassung der Elemente zusammen mit dem Formstück in den Rahmen nicht gewährleistet ist.
- Aus diesem Grund können die Verbindungen zwischen den einzelnen Elemente erfindungsgemäß vor dem Vergießen mit der Vergussmasse zumindest teilweise wieder gelöst werden.
- Die Verbindung zwischen den Elementen ist somit derart ausgestaltet, dass sie auf der einen Seite ausreichend stark ist bzw. ausreichend lange anhält, um die Elemente vorzukonfigurieren und in die Form einzubringen. Auf der anderen Seite darf die Verbindung nicht zu stark sein bzw. zu lange anhalten, d.h. die Verbindung muss, insbesondere manuell, lösbar bzw. temporär sein.
- Das Lösen der Verbindungen kann auf verschiedene Arten, manuell oder automatisch erfolgen. Wenn die Elemente durch Kleben, Punktschweißen oder Löten miteinander verbunden sind, kann die Verbindung durch eine gezielte mechanische Überlastung, z. B. verursacht durch Klopfen, Schlagen, Druck o.ä. gelöst werden. Der gewünschte Kohäsionsbruch bzw. Adhäsionsbruch der Verbindung kann u. a. durch einen Hammerschlag erfolgen. Bei einer einfachen Ausgestaltung erfolgt das Lösen beispielsweise durch eine ebene Platte, die auf die in der Form befindlichen Elemente, insbesondere manuell, gepresst oder geschlagen wird, so dass sich die Verbindungen teilweise lösen und sich das Legebild setzen kann, wodurch zudem eine homogene, regelmäßige Lage erzeugt wird, ohne dass einzelne Elemente hervorstehen.
- Bei einer anderen Ausgestaltung wird eine temporäre Ausgestaltung dadurch erreicht, dass ein Kleber mit temporären Klebeigenschaften verwendet wird. Ferner kann ein Wachs verwendet werden, welches schmilzt, wenn die Form mit den Elementen erwärmt wird. Des Weiteren kann eine flüssigkeitslösliche, beispielsweise salzbasierte, Verbindung verwendet werden, so dass z.B. Wasser über die Form mit den Elementen gegossen werden kann, wodurch sich die Verbindungen lösen.
- Als Klebstoff zur zeitweisen Verbindung der Elemente kann beispielsweise ein Cyanacrylat-Klebstoff verwendet werden, es kann aber auch ein Epoxidharz, ein Phenolharz, ein Copolyester, ein Polyamidharz oder Silikon verwendet werden. Als wasserlöslicher Klebstoff kann beispielsweise Tapetenkleister oder Holzleim verwendet werden. Um eine gute Trennbarkeit der Verbindung durch kurzzeitige Überbelastung zu erreichen, werden bevorzugt spröde hochvernetzte Klebstoffsysteme, wie warmfeste Epoxidharze, verwendet.
- Ebenso kann eine Kombination aus verschiedenen Klebstoffen verwendet werden. Die Energie verbrauchenden Elemente können vor dem Verkleben zusätzlich mit einem Primer bzw. Haftvermittler behandelt werden, beispielsweise mit Silanen.
- Die vorkonfigurierten Baugruppen können auch zu dreidimensionalen Gebilden aus Energie verbrauchenden Elementen zusammengefügt werden. Weiterhin können zum kurzzeitigen Fixieren der Energie verbrauchenden Elemente in einer vorgegebenen Anordnung während der Vorkonfiguration Hilfsvorrichtungen verwendet werden wie beispielsweise Wachs- oder Kunststoffformen. Die Hilfsvorrichtungen können auch aus wasserlöslichen Formmassen bestehen und beispielsweise als Gips- oder Salzformen ausgebildet sein.
- Die Anordnung der Energie verbrauchenden Elemente und/oder das Aufbringen des Verbindungsmittels kann auch maschinell durchgeführt werden. Hierbei können beispielsweise die Energie verbrauchenden Elemente mittels eines Wendel-Linearförderers oder eines Roboters angeordnet und an den Berührungsstellen mittels des Klebstoffes verbunden werden. Dabei kann das Aufbringen des Klebstoffes von Hand oder über maschinell gesteuerte Klebstoff-Dosieranlagen erfolgen. Auch ist es möglich, zum kurzzeitigen Fixieren der Energie verbrauchenden Elemente aneinander während der Vorkonfiguration mit Vakuum arbeitende Vorrichtungen zu verwenden wie beispielsweise Vakuumsaugmatten, Flachsauggreifer, Balgsauggreifer oder Greifer mit speziellen Wirkprinzipien.
- Im Folgenden werden anhand von in den Zeichnungen dargestellten Ausführungsbeispielen die Möglichkeiten des erfindungsgemäßen Verfahrens noch einmal dargestellt.
- In den Zeichnungen zeigen:
- Fig. 1
- eine Verbundpanzerplatte in einer ersten Ausführungsform im Vertikalschnitt;
- Fig. 2
- eine Verbundpanzerplatte in einer zweiten Ausführungsform in einer Darstellung analog
Fig. 1 ; - Fig. 3
- eine Verbundpanzerplatte in einer dritten Ausführungsform in einer Darstellung analog
Fig. 1 ; - Fig. 4
- eine Verbundpanzerplatte in einer vierten Ausführungsform in einer Darstellung analog
Fig. 1 ; - Fig. 5
- in einer perspektivischen Darstellung ein erstes Ausführungsbeispiel für vorkonfigurierte, energieverbrauchende Elemente innerhalb einer Hilfsvorrichtung;
- Fig. 6
- einen Schnitt nach der Linie Vl-Vl in
Fig. 5 ; - Fig. 7
- in einer Darstellung analog
Fig. 5 ein zweites Ausführungsbeispiel für vorkonfigurierte, energieverbrauchende Elemente innerhalb einer Hilfsvorrichtung; - Fig. 8
- einen Schnitt nach der Linie VIII-VIII in
Fig. 7 ; - Fig. 9
- in einer Darstellung analog
Fig. 5 ein drittes Ausführungsbeispiel für vorkonfigurierte, energieverbrauchende Elemente innerhalb einer Hilfsvorrichtung; - Fig. 10
- einen Schnitt nach der Linie X-X in
Fig. 9 ; - Fig. 11
- eine Verbundpanzerplatte in einer fünften Ausführungsform mit teilweise vor dem Einbringen in eine Form gelösten Verbindungen zwischen den energieverbrauchenden Elementen in der Draufsicht;
- Fig. 12
- die Verbundpanzerplatte nach
Fig. 11 in der Seitenansicht; und - Fig. 13
- die Verbundpanzerplatte nach
Fig. 11 mit teilweise nach dem Einbringen in eine Form gelösten Verbindungen zwischen den energieverbrauchenden Elementen. -
Fig. 1 zeigt im Querschnitt eine Verbundpanzerplatte als Verbundpanzerungselement mit zwei übereinanderliegenden Lagen von stabförmigen, Energie verbrauchenden Elementen 3, welche in nicht dargestellter Weise hintereinander in Reihen angeordnet sind. Die Verbundpanzerplatte weist weiterhin eine äußere Deckschicht 1 und eine Abschlussschicht 4 auf, die mit Hilfe einer Vergussmasse 2 aus Epoxidharz mit der aus den Elementen 3 bestehenden Baugruppe verklebt sind. Die im Querschnitt sechseckigen Elemente 3 wurden vor dem Einbringen in die Verbundpanzerplatte vorkonfiguriert, indem sie in der ausFig. 1 ersichtlichen Weise angeordnet und an vorgegebenen Punkten 5 in den jeweils aneinander angrenzenden Eckbereichen mittels eines schnellhärtenden Klebstoffes, beispielsweise Cyanacrylat-Klebstoff, miteinander verbunden wurden, so dass eine zumindest bis zum Einbringen in die Verbundpanzerplatte zusammenhängende Baugruppe entstand. -
Fig. 2 zeigt im Querschnitt eine weitere Ausführungsform einer Verbundpanzerplatte mit zwei übereinanderliegenden Lagen von stabförmigen, Energie verbrauchenden Elementen 3' mit dreieckigem Querschnitt. Die Elemente 3' der beiden Lagen sind vor dem Einbringen in die Verbundpanzerplatte mit der äußeren Deckschicht 1 und der Abschlussschicht 4 an vorgegebenen Stellen 5' der aneinander angrenzenden Berührungsflächen miteinander verklebt worden und dann mittels der Vergussmasse 2' mit Deckschicht 1 und Abschlussschicht 4 verklebt worden. -
Fig. 3 zeigt im Querschnitt eine dritte Ausführungsform einer Verbundpanzerplatte mit zwei übereinanderliegenden Lagen von stabförmigen, Energie verbrauchenden Elementen 3a und 3b. Die in der oberen Lage angeordneten Elemente 3a besitzen eine halbzylindrische Querschnittsform, während die in der unteren Lage angeordneten Elemente 3b eine vollzylindrische Querschnittsform besitzen. Die vorkonfigurierte Baugruppe bestand aus den in der ausFig. 3 ersichtlichen Weise angeordneten Elementen 3a und 3b, die an den Berührungsstellen 5a und 5b der Oberflächen miteinander verklebt wurden. - Beim Einbringen in die Verbundpanzerplatte wurden die weiteren Zwischenräume mit der Vergussmasse 2 gefüllt, mit der die Baugruppe auch mit der Deckschicht 1 und mit der Abschlussschicht 4 verklebt wurde.
-
Fig. 4 zeigt im Querschnitt eine vierte Ausführungsform einer Verbundpanzerplatte mit nur einer Lage von stabförmigen, Energie verbrauchenden Elementen 3a', die neben- und hintereinander angeordnet sind. Die Elemente 3a' weisen einen oberen abgerundeten Abschnitt und einen unteren eckigen Abschnitt im Querschnitt auf. Bei der Vorkonfiguration wurden die Elemente 3a' an den Berührungsstellen 5a' miteinander verklebt und dann in die Verbundpanzerplatte zwischen Deckschicht 1 und Abschlussschicht 4 eingebracht, wobei die Verklebung mit diesen Schichten und die Ausfüllung der Zwischenräume durch die Vergussmasse 2 erfolgt. - Die
Fig. 5 bis 10 zeigen einen wesentlichen Schritt beim Herstellungsverfahren der Verbundpanzerplatte, nämlich jeweils die Anordnung einer vorgegebenen Anzahl der energieverbrauchenden Elemente innerhalb einer Hilfsvorrichtung, in welcher die Vorkonfiguration durchgeführt wird. - Die
Fig. 5 und6 zeigen in einem ersten Ausführungsbeispiel kugelförmige Elemente, die in drei Reihen 7.1, 7.2 und 7.3 nebeneinander innerhalb einer Hilfsvorrichtung 6, bei der es sich beispielsweise um eine wasserlösliche Salzform handeln kann, angeordnet sind. Die Anordnung ist so, dass die mittlere Reihe 7.2 gegenüber den Reihen 7.1 und 7.3 um einen Kugelradius versetzt angeordnet ist. Jede der Kugeln ist mit jeder der benachbarten Kugeln an den Berührungsstellen mittels eines schnellhärtenden Klebstoffes, wie weiter oben erwähnt, verbunden. Es ergeben sich durch die gewählte Anordnung Klebestellen 8.1, die in Längsrichtung der Kugelreihen angeordnet sind, sowie Klebestellen 8.2 und 8.3, die jeweils schräg zur Längsrichtung der Kugelreihen angeordnet sind. Nach dem Aushärten des Klebstoffes kann die Hilfsvorrichtung 6 aufgelöst werden und die vorkonfigurierte Baugruppe zur weiteren Herstellung der Verbundpanzerplatte verwendet werden. In dem Ausführungsbeispiel nachFig. 7 und8 sind zylinderförmige Elemente in drei Reihen auf ihren Mantelflächen aufliegend und mit parallel zueinander ausgerichteten Längsachsen innerhalb der als Salzform ausgebildeten Hilfsvorrichtung 16 angeordnet. Dabei ist auch bei diesem Ausführungsbeispiel die mittlere Reihe 17.2 gegenüber den beiden äußeren Reihen 17.1 und 17.3 um einen Zylinderradius versetzt angeordnet. Die Klebestellen liegen hier einerseits in Längsrichtung jeder Reihe angeordnet in den Zwickeln zwischen jeweils zwei benachbarten Elementen, in die der Klebstoff 18 eingebracht ist. Durch diese Klebestellen sind gleichzeitig die Reihen 17.1, 17.2 und 17.3 miteinander verbunden, so dass nach Aushärten des Klebstoffes eine vorkonfigurierte Baugruppe aus den drei Reihen 17.1, 17.2 und 17.3 der Elemente erhalten wird, die dann zur Weiterverarbeitung verwendet werden kann. - Bei dem Ausführungsbeispiel nach den
Fig. 9 und10 ist eine Reihe von zylinderförmigen Elementen 27 aufrechtstehend mit parallel zueinander stehenden Längsachsen in der als Salzform ausgebildeten Hilfsvorrichtung 26 angeordnet. Auch hier liegen die Klebestellen in den Zwickeln der einander benachbarten Elemente, in welche der Klebstoff 28 eingebracht ist. Hier wird nach dem Aushärten des Klebstoffes 28 und dem Auflösen der Hilfsvorrichtung 26 eine aus einer Reihe bestehende vorkonfigurierte Baugruppe erhalten, die zur Herstellung der Verbundpanzerplatte verwendet werden kann. - Die
Fig. 11 zeigt eine weitere Ausgestaltung einer Verbundpanzerplatte in der Draufsicht. Die Verbundpanzerplatte besteht aus einer Form 50, in die energieverbrauchende Elemente 29 vor dem Verguss eingebracht werden. Die energieverbrauchenden Elemente 29 sind zu Fünfer-Einheiten 36 riegelförmig vorkonfiguriert. Die Verbindung 30 zwischen den Elementen 29 einer Fünfer-Einheit 36 erfolgt über einen Kleber, wie ein Cyanacrylat-Klebstoff. Die einzelnen Elemente 29 sind kugelförmig. DieFig. 12 zeigt die Verbundpanzerplatte mit den über die Verbindungen 30 zu Fünfer-Einheiten 36 zusammengesetzten und in die Form 50 eingelegten Elementen 29. Durch die Verwendung von Fünfer-Einheiten 36 kann das Einlegen der Elemente 29 deutlich schneller erfolgen als bei der Handhabung von Einzelelementen. - Für das spätere Bohren der Verbundpanzerplatten-Befestigungslöcher werden Formteile 32, beispielsweise aus Balsa-Holz, in die Form 50 eingelegt.
- Aufgrund der variablen Geometrie der Verbundpanzerplatte werden nicht überall die vollständigen, vorkonfigurierten Fünfer-Einheiten 36 benötigt. Aus diesem Grund ist die Klebeverbindung 30 derart ausgeführt, dass die Fünfer-Einheiten 36 manuell gebrochen werden können ("Toblerone-Prinzip"), so dass je nach Bedarf auch Einheiten 31, 33 mit ein bis vier Elementen 29 in die Form 50 eingelegt werden können.
- Die Hohlräume 34 können nach dem Einlegen der Elemente 29 mit einer Vergussmasse gefüllt werden.
- Die Fünfer-Einheiten 36 können Fertigungstoleranzen aufweisen. Zudem kann durch das manuelle Einlegen der Elemente 29 in die Form 50 ein welliges Erscheinungsbild der Elemente 29 nicht vermieden werden. Die dadurch entstehenden Spalte 35 zwischen den Elementen 29 und die sich an anderer Stelle ergebende Vorspannung sind ballistisch nachteilig. Aus diesem Grund wird eine mechanische Kraft 37, wie z. B. in
Fig. 13 dargestellt, auf die Verbundpanzerplatte ausgeübt. Diese Kraft kann beispielsweise durch einen Hammerschlag ausgeübt werden. Durch die kurzzeitige Einwirkung der Kraft 37 werden die temporären Klebeverbindungen 30 teilweise überlastet, so dass ein Adhäsions- bzw. ein Kohäsionsbruch der Klebeverbindungen 30 zwischen den in die Form 50 eingelegten Elementen 29 erfolgt. Somit wird erreicht, dass sich ein gesetztes Legebild der Elemente 29 ergibt, wobei die Spalte 40 zwischen den Elementen 29 minimiert werden und sich eine erhöhte ballistische Schutzwirkung der Verbundpanzerplatte ergibt.
Claims (15)
- Verfahren zur Herstellung eines Verbundpanzerungselements zum Schutz vor Geschossen,- wobei das Verbundpanzerungselement mindestens eine Lage aus einer Vielzahl von nebeneinander angeordneten, Energie verbrauchenden Elementen enthält,- wobei jeweils eine vorgegebene Anzahl der Energie verbrauchenden Elemente vorkonfiguriert wird, indem die Elemente (7.1, 17.1, 27, 29) in einer Reihe oder in einer Fläche direkt nebeneinanderliegend angeordnet und an vorgegebenen Berührungsstellen (8.1, 8.2, 8.3, 18, 28), insbesondere mittels eines Klebstoffes, mindestens während eines vorgegebenen Zeitabschnitts der Verarbeitung miteinander verbunden werden,- wobei die Elemente in eine Form (50) eingebracht werden,- wobei die Verbindungen vor und/oder nach dem Einbringen in die Form (50) zumindest teilweise wieder gelöst werden, und- wobei die Elemente mit einer Vergussmasse vergossen werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der verwendete Klebstoff ein Cyanacrylat-Klebstoff ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der verwendete Klebstoff ein schnellhärtendes Epoxidharz, Phenolharz, Copolyester, Polyamidharz oder Silikon ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Kombination aus verschiedenen Klebstoffen verwendet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Energie verbrauchenden Elemente vor dem Verkleben zusätzlich mit einem Primer bzw. Haftvermittler behandelt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die verwendeten Klebstoffe temporäre Klebeigenschaften besitzen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die vorkonfigurierten Baugruppen zu dreidimensionalen Gebilden aus Energie verbrauchenden Elementen zusammengefügt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, gekennzeichnet durch die Verwendung von Hilfsvorrichtungen (6, 16, 26) zum kurzzeitigen Fixieren der Energie verbrauchenden Elemente in einer vorgegebenen Anordnung während der Vorkonfiguration.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass die Hilfsvorrichtungen (6, 16, 26) aus wasserlöslichen Formmassen bestehen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Anordnung der Energie verbrauchenden Elemente und/oder das Aufbringen des Verbindungsmittels maschinell erfolgen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zum kurzzeitigen Fixieren der Energie verbrauchenden Elemente aneinander während der Vorkonfiguration mit Vakuum arbeitende Vorrichtungen verwendet werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Verbinden der Elemente durch Löten, durch Schweißen, durch Wachs oder durch eine flüssigkeitslösliche Verbindung erfolgt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Elemente kettenförmig vorkonfiguriert werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Verbindung durch mechanische Einwirkung wie Pressen oder Klopfen gelöst wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass durchbohrbare Formstücke (32) in die Form (50) eingebracht werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007007225 | 2007-02-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1959223A2 true EP1959223A2 (de) | 2008-08-20 |
| EP1959223A3 EP1959223A3 (de) | 2010-03-17 |
| EP1959223B1 EP1959223B1 (de) | 2011-03-30 |
Family
ID=39410223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08002139A Not-in-force EP1959223B1 (de) | 2007-02-14 | 2008-02-06 | Verfahren zur Herstellung einer Verbundpanzerungsplatte |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1959223B1 (de) |
| AT (1) | ATE503981T1 (de) |
| DE (1) | DE502008002989D1 (de) |
| ES (1) | ES2361376T3 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2053340A2 (de) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Flächiges Verbundpanzerungselement |
| EP2053339A2 (de) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Flächiges Verbundpanzerungselement |
| EP2363682A2 (de) | 2010-03-05 | 2011-09-07 | Krauss-Maffei Wegmann GmbH & Co. KG | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| EP2363683A3 (de) * | 2010-03-05 | 2013-10-30 | Krauss-Maffei Wegmann GmbH & Co. KG | Verbundpanzerungselement, insbesondere Verbundpanzerplatte, zum Schutz vor Geschossen |
| EP2239534A3 (de) * | 2009-04-07 | 2014-04-30 | Plasan Sasa Ltd | Ballistische Panzerung |
| EP2330377A3 (de) * | 2009-12-04 | 2014-08-27 | Krauss-Maffei Wegmann GmbH & Co. KG | Schutzmodul mit schüttgutförmigem Material |
| WO2015175048A3 (en) * | 2014-02-14 | 2016-01-14 | Sierra Protective Technologies | Formable armors using ceramic components |
| US9909842B2 (en) | 2012-07-27 | 2018-03-06 | Np Aerospace Limited | Armour |
| RU2857823C1 (ru) * | 2025-04-17 | 2026-03-11 | Вадим Александрович Питов | Броневая панель |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69600574T2 (de) | 1996-11-12 | 1999-06-17 | Mofet Etzion, North Yehuda | Verbundpanzerplatte und Verfahren zur Herstellung |
| DE10313231A1 (de) | 2003-03-19 | 2004-10-07 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Hochfeste Flächengebilde für endballistischen Schutz und Verschleißschutz und Verfahren zu ihrer Herstellung |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3684631A (en) * | 1969-12-12 | 1972-08-15 | Textron Inc | Glass armor fabrication |
| FR2419498A1 (fr) * | 1978-03-08 | 1979-10-05 | Merlin Gerin | Blindage composite coule |
| GB2377006A (en) * | 2001-06-30 | 2002-12-31 | David Adie | Ballistic protection shield |
| GB0506360D0 (en) * | 2005-03-30 | 2005-05-04 | Secr Defence | A ceramic element for use in armour |
| DE102006053047B4 (de) * | 2006-11-10 | 2008-12-18 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Verbundpanzerplatte |
-
2008
- 2008-02-06 ES ES08002139T patent/ES2361376T3/es active Active
- 2008-02-06 DE DE502008002989T patent/DE502008002989D1/de active Active
- 2008-02-06 AT AT08002139T patent/ATE503981T1/de active
- 2008-02-06 EP EP08002139A patent/EP1959223B1/de not_active Not-in-force
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69600574T2 (de) | 1996-11-12 | 1999-06-17 | Mofet Etzion, North Yehuda | Verbundpanzerplatte und Verfahren zur Herstellung |
| DE10313231A1 (de) | 2003-03-19 | 2004-10-07 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Hochfeste Flächengebilde für endballistischen Schutz und Verschleißschutz und Verfahren zu ihrer Herstellung |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2053339A2 (de) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Flächiges Verbundpanzerungselement |
| DE102007050660A1 (de) | 2007-10-24 | 2009-04-30 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Flächiges Verbundpanzerungselement |
| DE102007050658A1 (de) | 2007-10-24 | 2009-04-30 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Flächiges Verbundpanzerungselement |
| EP2053340A2 (de) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Flächiges Verbundpanzerungselement |
| EP2239534A3 (de) * | 2009-04-07 | 2014-04-30 | Plasan Sasa Ltd | Ballistische Panzerung |
| EP2330377A3 (de) * | 2009-12-04 | 2014-08-27 | Krauss-Maffei Wegmann GmbH & Co. KG | Schutzmodul mit schüttgutförmigem Material |
| EP2363682A2 (de) | 2010-03-05 | 2011-09-07 | Krauss-Maffei Wegmann GmbH & Co. KG | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| EP2363683A3 (de) * | 2010-03-05 | 2013-10-30 | Krauss-Maffei Wegmann GmbH & Co. KG | Verbundpanzerungselement, insbesondere Verbundpanzerplatte, zum Schutz vor Geschossen |
| DE102010000649B4 (de) * | 2010-03-05 | 2013-04-25 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| DE102010000649A1 (de) | 2010-03-05 | 2011-09-08 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| EP2363683B1 (de) | 2010-03-05 | 2017-12-27 | Krauss-Maffei Wegmann GmbH & Co. KG | Verbundpanzerungselement, insbesondere Verbundpanzerplatte, zum Schutz vor Geschossen |
| EP2363682B1 (de) | 2010-03-05 | 2019-09-04 | Krauss-Maffei Wegmann GmbH & Co. KG | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| DE102010000648B4 (de) * | 2010-03-05 | 2024-09-19 | Knds Deutschland Gmbh & Co. Kg | Verbundpanzerungselement zum Schutz vor Geschossen |
| US9909842B2 (en) | 2012-07-27 | 2018-03-06 | Np Aerospace Limited | Armour |
| WO2015175048A3 (en) * | 2014-02-14 | 2016-01-14 | Sierra Protective Technologies | Formable armors using ceramic components |
| RU2857823C1 (ru) * | 2025-04-17 | 2026-03-11 | Вадим Александрович Питов | Броневая панель |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502008002989D1 (de) | 2011-05-12 |
| EP1959223A3 (de) | 2010-03-17 |
| ATE503981T1 (de) | 2011-04-15 |
| EP1959223B1 (de) | 2011-03-30 |
| ES2361376T3 (es) | 2011-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1959223B1 (de) | Verfahren zur Herstellung einer Verbundpanzerungsplatte | |
| EP1949017B1 (de) | Verbundpanzerungselement und wirkkörperelement zur einbringung in ein verbundpanzerungselement | |
| WO2009132612A1 (de) | Verfahren zur fertigung eines blattanschlusses eines rotorblatts, ein blattanschluss und ein befestigungselement für einen blattanschluss | |
| DE102014219872A1 (de) | Strukturbauteil | |
| DE102013220718A1 (de) | Bauteil mit einem Befestigungsbereich für eine Schraubverbindung sowie Formteil und Befestigungsteil | |
| DE4133416C3 (de) | Verfahren zum Herstellen von Formkörpern, insbesondere von Dämmplatten | |
| DE19925953C1 (de) | Bolzenverbindung für Faserverbundstrukturen | |
| DE102007023836A1 (de) | Hybrides Bauteil und Verfahren zu seiner Herstellung | |
| EP0506721B1 (de) | Zugbeanspruchtes fasertechnisches bauteil | |
| DE102006008728B3 (de) | Verfahren zur Herstellung eines räumlichen Stabwerks als Kernstruktur einer Sandwichkonstruktion | |
| DE102012211765A1 (de) | Kernschicht für ein Sandwichverbundbauteil, Sandwichverbundbauteil und Verfahren zur Herstellung eines Sandwichverbundbauteils | |
| DE102007003273A1 (de) | Lokalisierte Bearbeitung von verstärkten Schaumwerkstoffen sowie Kernverbundbauteil | |
| EP0213109B1 (de) | Federblatt und Verfahren zur Herstellung desselben | |
| DE102009051392A1 (de) | Verfahren zum Herstellen eines Verbundkörpers aus mindestens einem vorzufertigenden Metallbauteil und mindesten einem Kunststoffbauteil und formschlüssig gefügter Verbundkörper | |
| EP2926990B1 (de) | Verfahren zum bereitstellen von abstandshaltern | |
| DE102010048337B4 (de) | Verfahren zum Aufspannen eines Bauteils an einem Bauteilträger | |
| DE102007050658B4 (de) | Flächiges Verbundpanzerungselement | |
| EP2840194B1 (de) | Holzbauteilverbund und Herstellungsverfahren | |
| DE2721696A1 (de) | Verfahren zur ausbesserung schadhafter platten und vorrichtung zur durchfuehrung des verfahrens | |
| EP1303003B1 (de) | Schutzverkleidung für funktechnische Anlagen, Bauteile dafür, sowie jeweilige Herstellungsverfahren | |
| AT380039B (de) | Verfahren und vorrichtung zum herstellen von verbindungslaschen fuer elektrisch isolierende oder elektrisch leitende klebestoesse an schienen, sowie einbaufertige lasche | |
| DE102004062800B4 (de) | Formschlussverbindung | |
| EP4541574A1 (de) | Verfahren zur herstellung eines dreidimensionalen konstruktionselements und dreidimensionales konstruktionselement | |
| DE19852811C2 (de) | Verfahren zur Herstellung eines Ziegels | |
| DE3511878C2 (de) | Verfahren und Vorrichtung zum Herstellen von einbaufertigen Verbindungslaschen für elektrisch leitende Klebestöße an Schienen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100715 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F41H 5/04 20060101AFI20101125BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502008002989 Country of ref document: DE Date of ref document: 20110512 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008002989 Country of ref document: DE Effective date: 20110512 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOHEST AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2361376 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110616 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110701 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110630 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110801 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110730 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| 26N | No opposition filed |
Effective date: 20120102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008002989 Country of ref document: DE Effective date: 20120102 |
|
| BERE | Be: lapsed |
Owner name: KRAUSS-MAFFEI WEGMANN G.M.B.H. & CO. KG Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 503981 Country of ref document: AT Kind code of ref document: T Effective date: 20130206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130206 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120206 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLBEINSTRASSE 36-38, 4051 BASEL (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080206 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170228 Year of fee payment: 10 Ref country code: SE Payment date: 20170221 Year of fee payment: 10 Ref country code: FR Payment date: 20170220 Year of fee payment: 10 Ref country code: CH Payment date: 20170221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170220 Year of fee payment: 10 Ref country code: GB Payment date: 20170221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170217 Year of fee payment: 10 Ref country code: ES Payment date: 20170220 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008002989 Country of ref document: DE Representative=s name: FEDER WALTER EBERT PARTNERSCHAFT VON PATENTANW, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502008002989 Country of ref document: DE Representative=s name: FEDER WALTER EBERT PATENTANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008002989 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180206 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180206 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180207 |